
A Novel Dry Treatment for Municipal Solid Waste Incineration Bottom Ash for the Reduction of Salts and Potential Toxic Elements

 , ,
, ,  ,
, 

Abstract
1. Introduction
2. Materials and Methods
2.1. Origin of the Samples
2.2. Abrasion Tests
2.3. Leaching Tests
2.4. Analytical Procedures
2.5. Data Analysis
3. Results
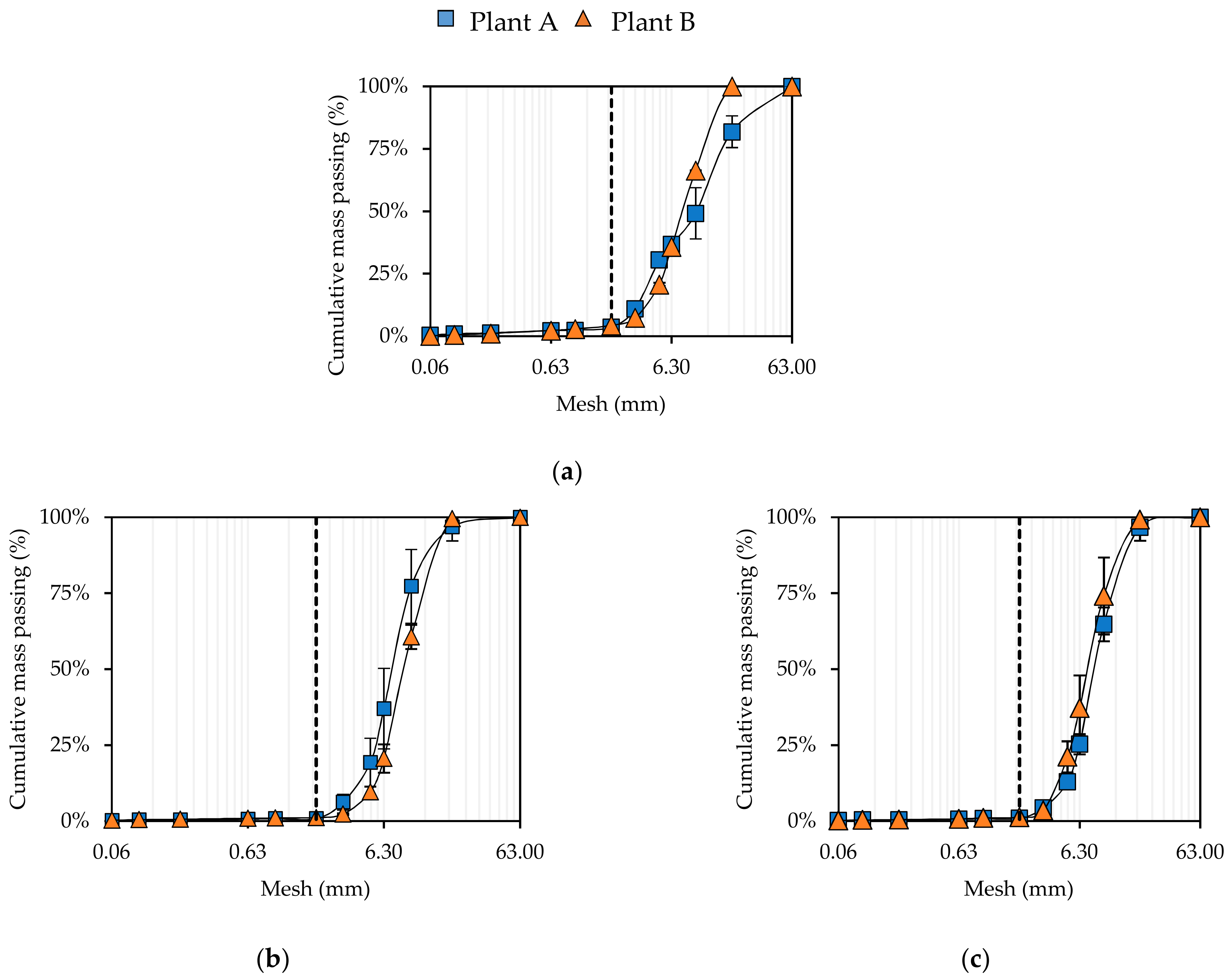
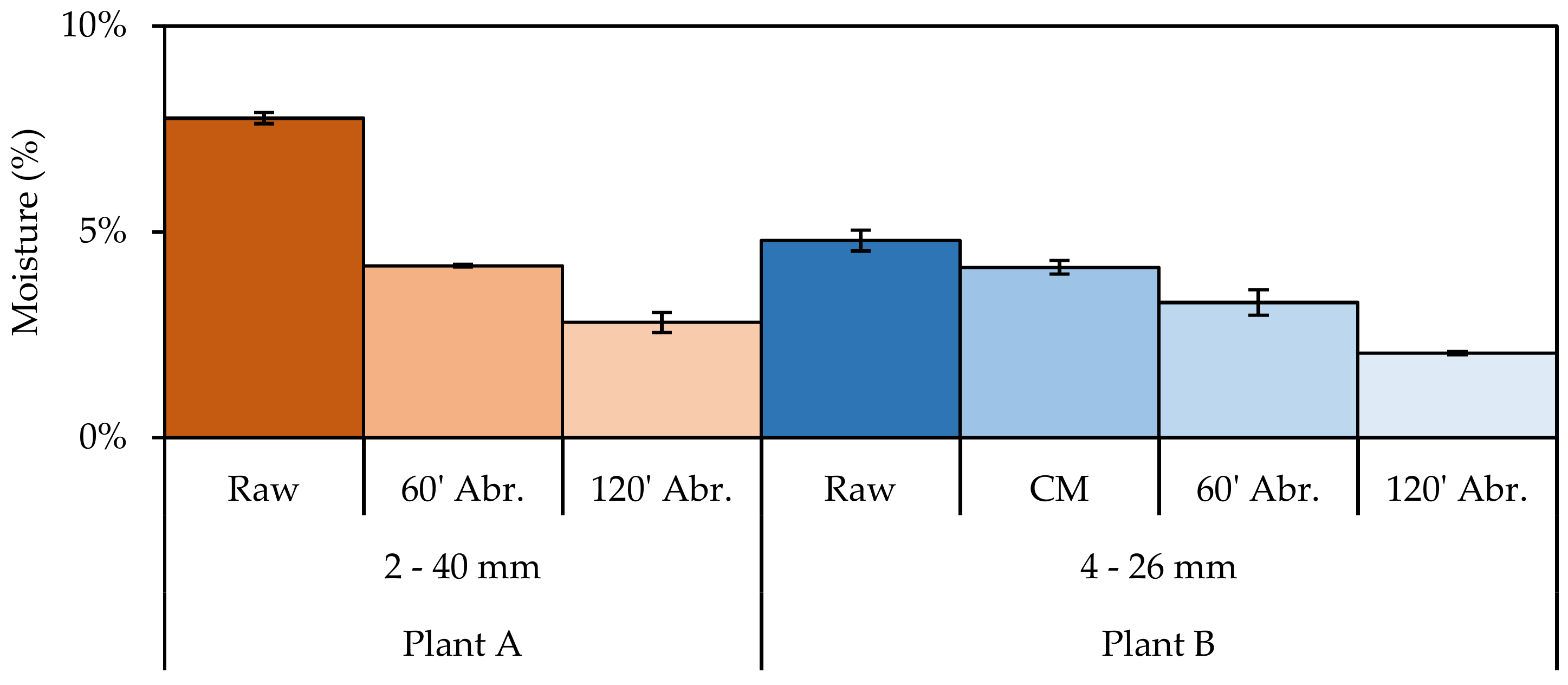
3.1. Physical Characterization
3.2. Leaching Tests
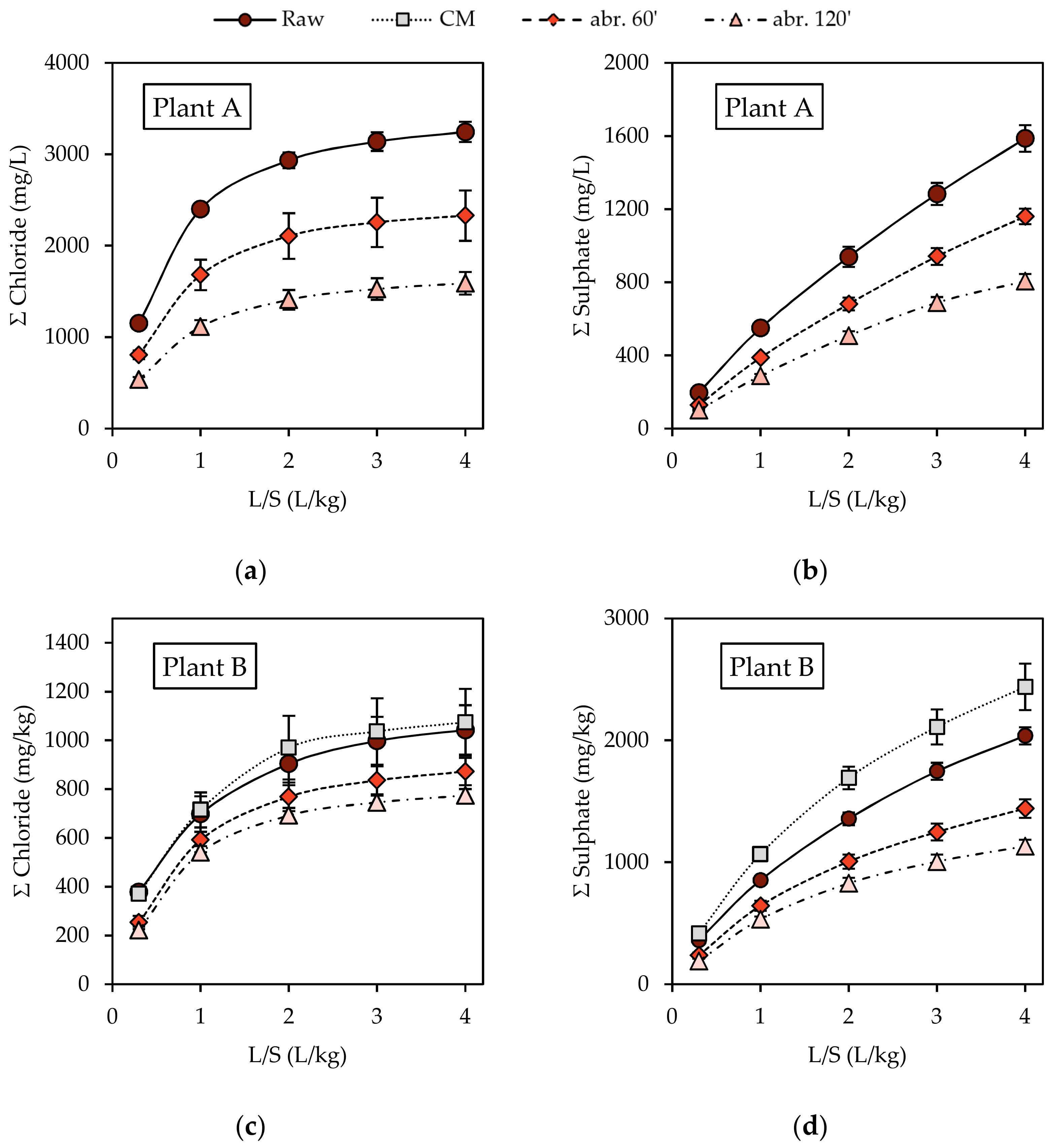
3.2.1. Release of Major Salts
3.2.2. Release of Other Compounds
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- British Geological Survey. BGS, British Geological Survey World Mineral Production 2013–2017; British Geological Survey: Nottingham, UK, 2019; Available online: http://www.bgs.ac.uk/mineralsuk/statistics/worldStatistics.html (accessed on 2 June 2020).
- Publications Office of the European Union. European Commission Study on the Review of the list of Critical Raw Materials. In Non-Critical Raw Materials Factsheets; Publications Office of the European Union: Luxembourg, 2017. [Google Scholar]
- Thomé-Kozmiensky, E. Abfallverbrennungsanlagen—Deutschland—2016|2017; Thomé-Kozmiensky GmbH (Anlagendokumentation, 2): Nietwerder, Germany, 2018. [Google Scholar]
- Neuwahl, F.; Cusano, G.; Benadives, J.G.; Holbrook, S.; Serge, R. Best Available Techniques (BAT) Reference Document for Waste Treatment Industries; Publications Office of the European Union: Luxembourg, 2019. [Google Scholar] [CrossRef]
- Astrup, T.; Muntoni, A.; Polettini, A.; Pomi, R.; van Gerven, T.; van Zomeren, A. Chapter 24—Treatment and Reuse of Incineration Bottom Ash. In Environmental Materials and Waste//Environmental Materials and Waste. Resource Recovery and Pollution Prevention; Prasad, M.N.V., Shih, K., Eds.; Academic Press: Cambridge, MA, USA, 2016; pp. 607–645. [Google Scholar] [CrossRef]
- Šyc, M.; Simon, F.G.; Hykš, J.; Braga, R.; Biganzoli, L.; Costa, G.; Funari, V.; Grosso, M. Metal recovery from incineration bottom ash: State-of-the-art and recent developments. J. Hazard. Mater. 2020, 393. [Google Scholar] [CrossRef] [PubMed]
- van Praagh, M.; Johansson, M.; Fagerqvist, J.; Grönholm, R.; Hansson, N.; Svensson, H. Recycling of MSWI-bottom ash in paved constructions in Sweden—A risk assessment. Waste Manag. 2018, 79, 428–434. [Google Scholar] [CrossRef] [PubMed]
- Minane, J.R.; Becquart, F.; Abriak, N.E.; Deboffe, C. Upgraded Mineral Sand Fraction from MSWI Bottom Ash: An Alternative Solution for the Substitution of Natural Aggregates in Concrete Applications. Procedia Eng. 2017, 180, 1213–1220. [Google Scholar] [CrossRef]
- Ginés, O.; Chimenos, J.M.; Vizcarro, A.; Formosa, J.; Rosell, J.R. Combined use of MSWI bottom ash and fly ash as aggregate in concrete formulation: Environmental and mechanical considerations. J. Hazard. Mater. 2009, 169, 643–650. [Google Scholar] [CrossRef] [PubMed]
- Keulen, A.; van Zomeren, A.; Harpe, P.; Aarnink, W.; Simons, H.A.E.; Brouwers, H.J.H. High performance of treated and washed MSWI bottom ash granulates as natural aggregate replacement within earth-moist concrete. Waste Manag. 2016, 49, 83–95. [Google Scholar] [CrossRef] [PubMed]
- Brown, T.J.; Idoine, N.E.; Wrighton, C.E.; Raycraft, E.R.; Hobbs, S.F.; Shaw, R.A.; Everett, P.; Kresse, C.; Deady, Y.E.A.; Bide, T. World Mineral Production 2014–2018; British Geological Survey: Nottingham, UK, 2016. [Google Scholar]
- Blasenbauer, D.; Huber, F.; Lederer, J.; Quina, M.J.; Blanc-Biscarat, D.; Bogush, A.; Bontempi, E.; Blondeau, J.; Chimenos, J.M.; Dahlbo, H.; et al. Legal situation and current practice of waste incineration bottom ash utilisation in Europe. Waste Manag. 2020, 102, 868–883. [Google Scholar] [CrossRef] [PubMed]
- Pourret, O.; Bollinger, J.C.; Hursthouse, A. Heavy Metal: A misused term? Acta Geochim. 2021. [Google Scholar] [CrossRef]
- Di Gianfilippo, M.; Hyks, J.; Verginelli, I.; Costa, G.; Hjelmar, O.; Lombardi, F. Leaching behaviour of incineration bottom ash in a reuse scenario: 12years-field data vs. lab test results. Waste Manag. 2018, 73, 367–380. [Google Scholar] [CrossRef]
- Dijkstra, J.J.; van Zomeren, A.; Meeussen, J.C.L.; Comans, R.N.J. Effect of accelerated aging of MSWI bottom ash on the leaching mechanisms of copper and molybdenum. Environ. Sci. Technol. 2018, 40, 4481–4487. [Google Scholar] [CrossRef]
- Alam, Q.; Schollbach, K.; van Hoek, C.; van der Laan, S.; Wolf, T.; de Brouwers, H.J.H. In-depth mineralogical quantification of MSWI bottom ash phases and their association with potentially toxic elements. Waste Manag. 2019, 87, 1–12. [Google Scholar] [CrossRef]
- Chimenos, J.M.; Segarra, M.; Fernández, M.A.; Espiell, F. Characterization of the bottom ash in municipal solid waste incinerator. J. Hazard. Mater. 1999, 64, 211–222. [Google Scholar] [CrossRef]
- Alam, Q.; Lazaro, A.; Schollbach, K.; Brouwers, H.J.H. Chemical speciation, distribution and leaching behavior of chlorides from municipal solid waste incineration bottom ash. Chemosphere 2020, 241, 124985. [Google Scholar] [CrossRef]
- Alam, Q.; Florea, M.V.A.; Schollbach, K.; Brouwers, H.J.H. A two-stage treatment for Municipal Solid Waste Incineration (MSWI) bottom ash to remove agglomerated fine particles and leachable contaminants. Waste Manag. 2017, 67, 181–192. [Google Scholar] [CrossRef]
- Holm, O.; Simon, F.G. Innovative treatment trains of bottom ash (BA) from municipal solid waste incineration (MSWI) in Germany. Waste Manag. 2017, 59, 229–236. [Google Scholar] [CrossRef]
- Steketee, J.J.; Duzijn, R.F.; Born, J.G.P. Quality Improvement of MSWI Bottom Ash by Enhanced Aging, Washing and Combination Processes. In Studies in Environmental Science: Waste Materials in Construction; Goumans, J.J.J.M., Senden, G.J., van der Sloot, H.A., Eds.; Elsevier: Amsterdam, The Netherlands, 1997; Volume 71, pp. 13–23. Available online: http://www.sciencedirect.com/science/article/pii/S0166111697801847 (accessed on 10 April 2021).
- Sun, X.; Yi, Y. Acid washing of incineration bottom ash of municipal solid waste: Effects of pH on removal and leaching of heavy metals. Waste Manag. 2021, 120, 183–192. [Google Scholar] [CrossRef]
- Hu, Y.; Zhao, L.; Zhu, Y.; Zhang, B.; Hu, G.; Xu, B.; He, C.; Di Maio, F. The fate of heavy metals and salts during the wet treatment of municipal solid waste incineration bottom ash. Waste Manag. 2021, 121, 33–41. [Google Scholar] [CrossRef]
- Quek, A.; Xu, W.; Guo, L.; Wu, D. Heavy Metal Removal from Incineration Bottom Ash through Washing with Rainwater and Seawater. Int. J. Waste Resour. 2016, 6, 203. [Google Scholar] [CrossRef]
- Alam, Q.; Schollbach, K.; Florea, M.V.A.; Brouwers, H.J.H. Investigating washing treatment to minimize leaching of chlorides and heavy metals from MSWI bottom ash. In Proceedings of the 4th International Conference on Sustainable Solid Waste Management, Limassol, Cyprus, 23 June 2016. [Google Scholar]
- Swapan Kumar, H. (Ed.) Mineral Exploration. In Principles and Applications; Elsevier Science: San Diego, CA, USA, 2018. [Google Scholar]
- Wills, B.A.; Finch, J.A. Chapter 7—Grinding Mills. In Wills’ Mineral Processing Technology. An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery, 8th ed.; Wills, B.A., Finch, J., Eds.; Butterworth-Heinemann: Amsterdam, The Netherlands, 2015; pp. 147–179. [Google Scholar]
- Ali, Y.; Garcia-Mendoza, C.D.; Gates, J.D. Effects of ‘impact’ and abrasive particle size on the performance of white cast irons relative to low-alloy steels in laboratory ball mills. Wear 2019, 426, 83–100. [Google Scholar] [CrossRef]
- Barry, A.W. (Ed.) Wills’ Mineral Processing Technology, 8th ed.; Butterworth-Heinemann: Boston, CA, USA, 2016. [Google Scholar]
- Gupta, A.; Yan, D.S. Chapter 7—Tubular Ball Mills. In Mineral Processing Design and Operations, 7th ed.; Gupta, A., Yan, D.S., Eds.; Elsevier: Amsterdam, The Netherlands, 2016; pp. 189–240. [Google Scholar] [CrossRef]
- Gupta, A.; Yan, D.S. Chapter 9—Autogenous and Semi-Autogenous Mills. In Mineral Processing Design and Operations, 6th ed.; Elsevier: Amsterdam, The Netherlands, 2016; pp. 234–254. [Google Scholar]
- Deutsche Institut für Normung e.V. DIN 19528:2009-01, Elution von Feststoffen_- Perkolationsverfahren zur gemeinsamen Untersuchung des Elutionsverhaltens von anorganischen und organischen Stoffen. Available online: https://www.beuth.de/en/standard/din-19528/104285985 (accessed on 25 May 2021).
- Deutsche Institut für Normung e.V. Geotechnische Erkundung und Untersuchung_- Laborversuche an Bodenproben_- Teil_1: Bestimmung des Wassergehalts (ISO_17892-1:2014); Deutsche Fassung EN_ISO_17892-1:2014. Available online: https://www.beuth.de/en/standard/din-en-iso-17892-1/208096261 (accessed on 25 May 2021).
- Deutsche Institut für Normung e.V. DIN EN 933-1:2012-03, Prüfverfahren für geometrische Eigenschaften von Gesteinskörnungen_- Teil_1: Bestimmung der Korngrößenverteilung_- Siebverfahren; Deutsche Fassung EN_933-1:2012. Available online: https://www.beuth.de/en/standard/din-en-933-1/148605855 (accessed on 25 May 2021).
- Deutsche Institut für Normung e.V. DIN 38405-1:1985-12, Deutsche Einheitsverfahren zur Wasser-, Abwasser- und Schlammuntersuchung; Anionen (Gruppe_D); Bestimmung der Chlorid-Ionen_(D_1). Available online: https://www.beuth.de/en/standard/din-38405-1/1263215 (accessed on 25 May 2021).
- Arickx, S.; de Borger, V.; van Gerven, T.; Vandecasteele, C. Effect of carbonation on the leaching of organic carbon and of copper from MSWI bottom ash. Waste Manag. 2010, 30, 1296–1302. [Google Scholar] [CrossRef]
- Hyks, J.; Astrup, T.; Christensen, T.H. Leaching from MSWI bottom ash: Evaluation of non-equilibrium in column percolation experiments. Waste Manag. 2009, 29, 522–529. [Google Scholar] [CrossRef]
- Nilsson, M.; Andreas, L.; Lagerkvist, A. Effect of accelerated carbonation and zero valent iron on metal leaching from bottom ash. Waste Manag. 2016, 51, 97–104. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
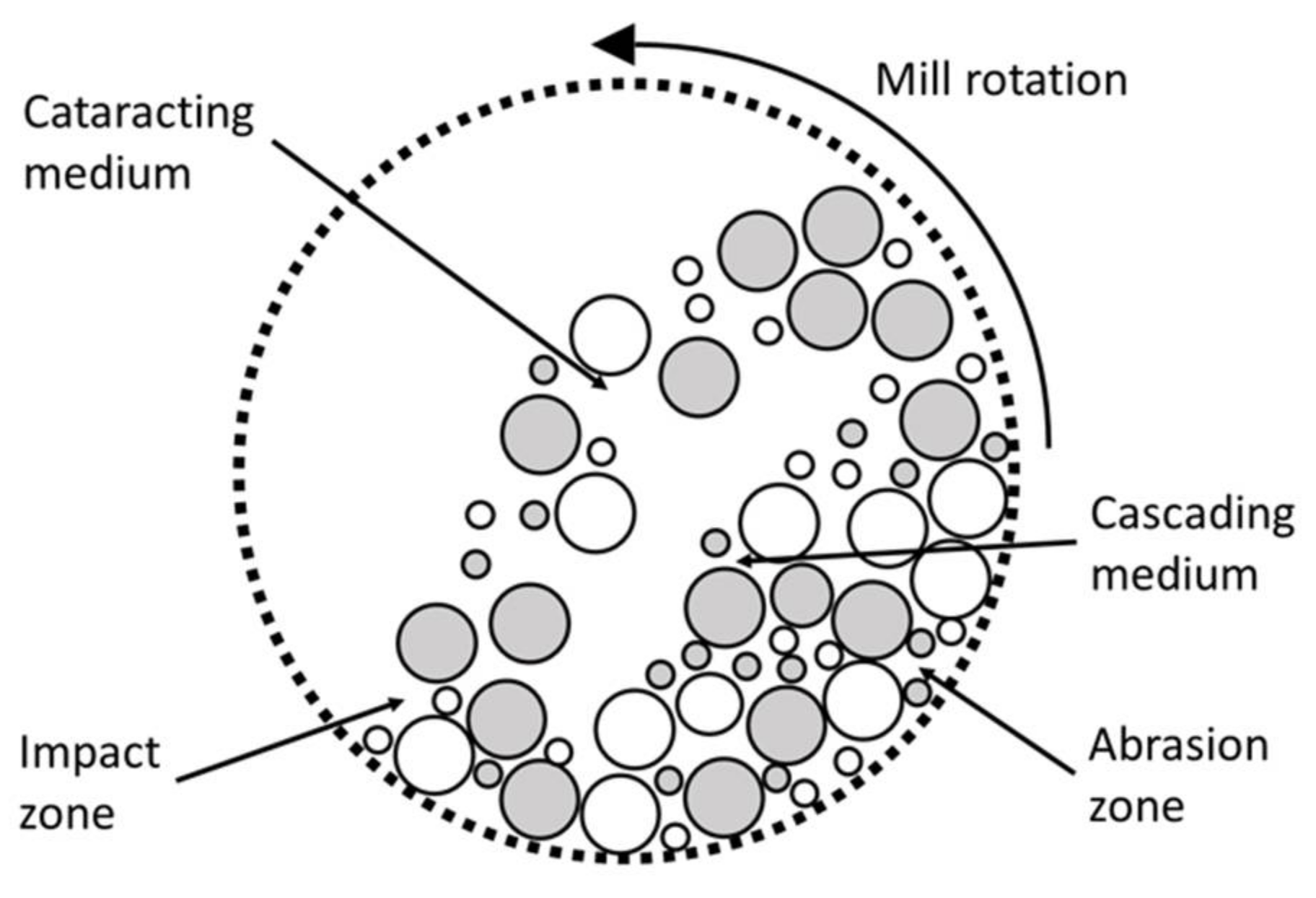
| % Cs | Sliding | Cascading | Centrifuging |
|---|---|---|---|
| 10% | 3 | - | - |
| 20% | 3 | - | - |
| 30% | 3 | 1 | - |
| 40% | 2 | 1 | - |
| 50% | 2 | 1 | 1 |
| 60% | 2 | 2 | 1 |
| 70% | 1 | 3 | 3 |
| 80% | 1 | 3 | 2 |
| 90% | – | 2 | 3 |
| Sample ID | Processing Unit | Duration (min) | Plant A (2–40 mm) | Plant B (4–26 mm) |
|---|---|---|---|---|
| Raw | Untreated sample | - | ✓ | ✓ |
| CM | Concrete Mixer | 240 | ✗ | ✓ |
| Abr. 60 | Sieving drum | 60 | ✓ | ✓ |
| Abr. 120 | Sieving drum | 120 | ✓ | ✓ |
| L/S (L/kg) | Plant A | |||
| Raw | 240 CM | Abr. 60 | Abr. 120 | |
| (mS/cm) | ||||
| 0.3 | 19.53 ± 0.31 | Not investigated | 13.31 ± 0.54 | 6.64 ± 0.30 |
| 1.0 | 9.63 ± 1.87 | 5.27 ± 0.57 | 3.64 ± 0.12 | |
| 2.0 | 3.35 ± 0.13 | 2.47 ± 0.37 | 1.72 ± 0.10 | |
| 3.0 | 2.03 ± 0.07 | 1.38 ± 0.10 | 1.03 ± 0.03 | |
| 4.0 | 1.53 ± 0.07 | 0.93 ± 0.03 | 0.73 ± 0.01 | |
| L/S (L/kg) | Plant B | |||
| Raw | 240 CM | Abr. 60 | Abr. 120 | |
| (mS/cm) | ||||
| 0.3 | 7.08 ± 1.24 | 7.40 ± 1.59 | 4.50 ± 0.35 | 3.88 ± 0.22 |
| 1.0 | 3.19 ± 0.35 | 3.73 ± 0.29 | 2.97 ± 0.16 | 2.77 ± 0.27 |
| 2.0 | 1.85 ± 0.12 | 2.00 ± 0.17 | 1.56 ± 0.07 | 1.37 ± 0.04 |
| 3.0 | 1.35 ± 0.08 | 1.24 ± 0.12 | 1.02 ± 0.02 | 1.10 ± 0.04 |
| 4.0 | 1.18 ± 0.06 | 1.07 ± 0.12 | 0.86 ± 0.19 | 0.63 ± 0.03 |
| Parameter | Plant A | Plant B | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Concentration | Reduction Rate | Concentration | Reduction Rate | |||||||
| Raw | Abr. 60′ | Abr. 120′ | Abr. 60′ | Abr. 120′ | Raw | Abr. 60′ | Abr. 120′ | Abr. 60′ | Abr. 120′ | |
| Major Elements (mg/kg) | ||||||||||
| Cl− | 3244 ± 111 | 2329 ± 275 | 1589 ± 123 | −28% | −51% | 1043 ± 102 | 872 ± 56 | 774 ± 27 | −16% | −26% |
| SO42− | 1587 ± 73 | 1160 ± 42 | 806 ± 39 | −27% | −49% | 2037 ± 70 | 1441 ± 76 | 1132 ± 54 | −29% | −44% |
| DOC | 264 ± 16 | 180 ± 11 | 120 ± 9 | −32% | −55% | 157 ± 24 | 117 ± 3 | 96 ± 5 | −26% | −39% |
| Ca | 1360 ± 134 | 887 ± 33 | 668 ± 23 | −35% | −51% | 529 ± 29 | 404 ± 16 | 325 ± 8 | −24% | −39% |
| K | 627 ± 19 | 454 ± 36 | 345 ± 20 | −27% | −45% | 249 ± 21 | 203 ± 11 | 176 ± 7 | −19% | −29% |
| Na | 1224 ± 33 | 912 ± 78 | 711 ± 46 | −25% | −42% | 834 ± 80 | 674 ± 45 | 587 ± 33 | −19% | −30% |
| Minor Elements (μg/kg) | ||||||||||
| Al | 3913 ± 769 | 9822 ± 1267 | 17290 ± 4085 | 151% | 342% | 7222 ± 521 | 6192 ± 167 | 5964 ± 195 | −14% | −17% |
| B | 495 ± 126 | 373 ± 13 | 698 ± 167 | −25% | 41% | 1891 ± 124 | 1593 ± 51 | 1815 ± 228 | −16% | −4% |
| Ba | 639 ± 62 | 557 ± 15 | 476 ± 28 | −13% | −25% | 220 ± 9 | 219 ± 12 | 206 ± 5 | −1% | −7% |
| Co | 11 ± 4 | 16 ± 2 | 18 ± 3 | 44% | 55% | 37 ± 4 | 49 ± 11 | 57 ± 3 | 33% | 52% |
| Cr | 276 ± 45 | 152 ± 17 | 141 ± 15 | −45% | −49% | 469 ± 76 | 290 ± 67 | 221 ± 43 | −38% | −53% |
| Cu | 1613 ± 76 | 868 ± 61 | 619 ± 135 | −46% | −62% | 448 ± 118 | 301 ± 172 | 181 ± 31 | −33% | −60% |
| Fe | 181 ± 65 | 206 ± 41 | 216 ± 42 | 14% | 19% | 323 ± 83 | 245 ± 19 | 316 ± 49 | −24% | −2% |
| Li | 500 ± 42 | 285 ± 17 | 184 ± 4 | −43% | −63% | 94 ± 8 | 56 ± 6 | 40 ± 6 | −41% | −58% |
| Mg | 351 ± 54 | 337 ± 8 | 460 ± 44 | −4% | 31% | 347 ± 36 | 284 ± 53 | 337 ± 21 | −18% | −3% |
| Mn | 9 ± 1 | 13 ± 2 | 10 ± 2 | 40% | 6% | 20 ± 3 | 18 ± 3 | 22 ± 2 | −10% | 10% |
| Mo | 586 ± 14 | 498 ± 19 | 440 ± 14 | −15% | −25% | 400 ± 18 | 375 ± 46 | 368 ± 39 | −6% | −8% |
| Ni | 38 ± 16 | 27 ± 17 | 30 ± 4 | −28% | −21% | 67 ± 14 | 96 ± 17 | 104 ± 15 | 43% | 54% |
| Sr | 8528 ± 700 | 5552 ± 263 | 3589 ± 39 | −35% | −58% | 1955 ± 89 | 1555 ± 118 | 1208 ± 38 | −20% | −38% |
| Ti | 45 ± 1 | 43 ± 3 | 43 ± 1 | −5% | −6% | 99 ± 1 | 100 ± 3 | 100 ± 1 | 1% | 0% |
| V | 203 ± 19 | 144 ± 6 | 126 ± 9 | −29% | −38% | 145 ± 8 | 144 ± 4 | 143 ± 5 | 0% | −1% |
| Zn | 166 ± 37 | 143 ± 65 | 110 ± 33 | −14% | −34% | 80 ± 31 | 265 ± 138 | 20 ± 1 | 233% | −75% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abis, M.; Bruno, M.; Simon, F.-G.; Grönholm, R.; Hoppe, M.; Kuchta, K.; Fiore, S. A Novel Dry Treatment for Municipal Solid Waste Incineration Bottom Ash for the Reduction of Salts and Potential Toxic Elements. Materials 2021, 14, 3133. https://doi.org/10.3390/ma14113133
Abis M, Bruno M, Simon F-G, Grönholm R, Hoppe M, Kuchta K, Fiore S. A Novel Dry Treatment for Municipal Solid Waste Incineration Bottom Ash for the Reduction of Salts and Potential Toxic Elements. Materials. 2021; 14(11):3133. https://doi.org/10.3390/ma14113133
Chicago/Turabian StyleAbis, Marco, Martina Bruno, Franz-Georg Simon, Raul Grönholm, Michel Hoppe, Kerstin Kuchta, and Silvia Fiore. 2021. "A Novel Dry Treatment for Municipal Solid Waste Incineration Bottom Ash for the Reduction of Salts and Potential Toxic Elements" Materials 14, no. 11: 3133. https://doi.org/10.3390/ma14113133
APA StyleAbis, M., Bruno, M., Simon, F.-G., Grönholm, R., Hoppe, M., Kuchta, K., & Fiore, S. (2021). A Novel Dry Treatment for Municipal Solid Waste Incineration Bottom Ash for the Reduction of Salts and Potential Toxic Elements. Materials, 14(11), 3133. https://doi.org/10.3390/ma14113133