
Effect of Metal Lathe Waste Addition on the Mechanical and Thermal Properties of Concrete

 ,
,  ,
,  and
and
Abstract
1. Introduction
2. Materials
2.1. Specimen Preparation
2.1.1. Cement
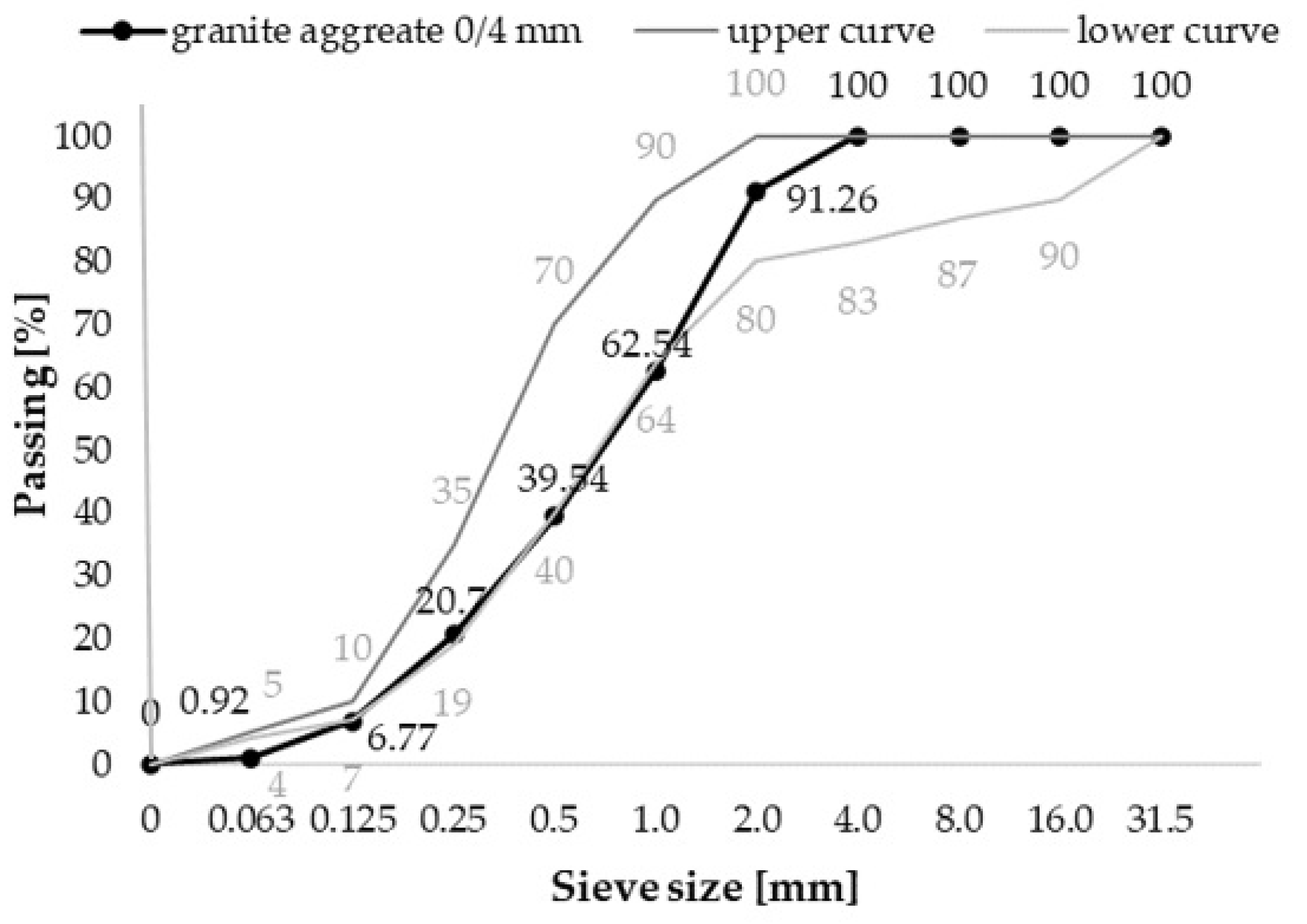
2.1.2. Aggregate
2.1.3. Admixture
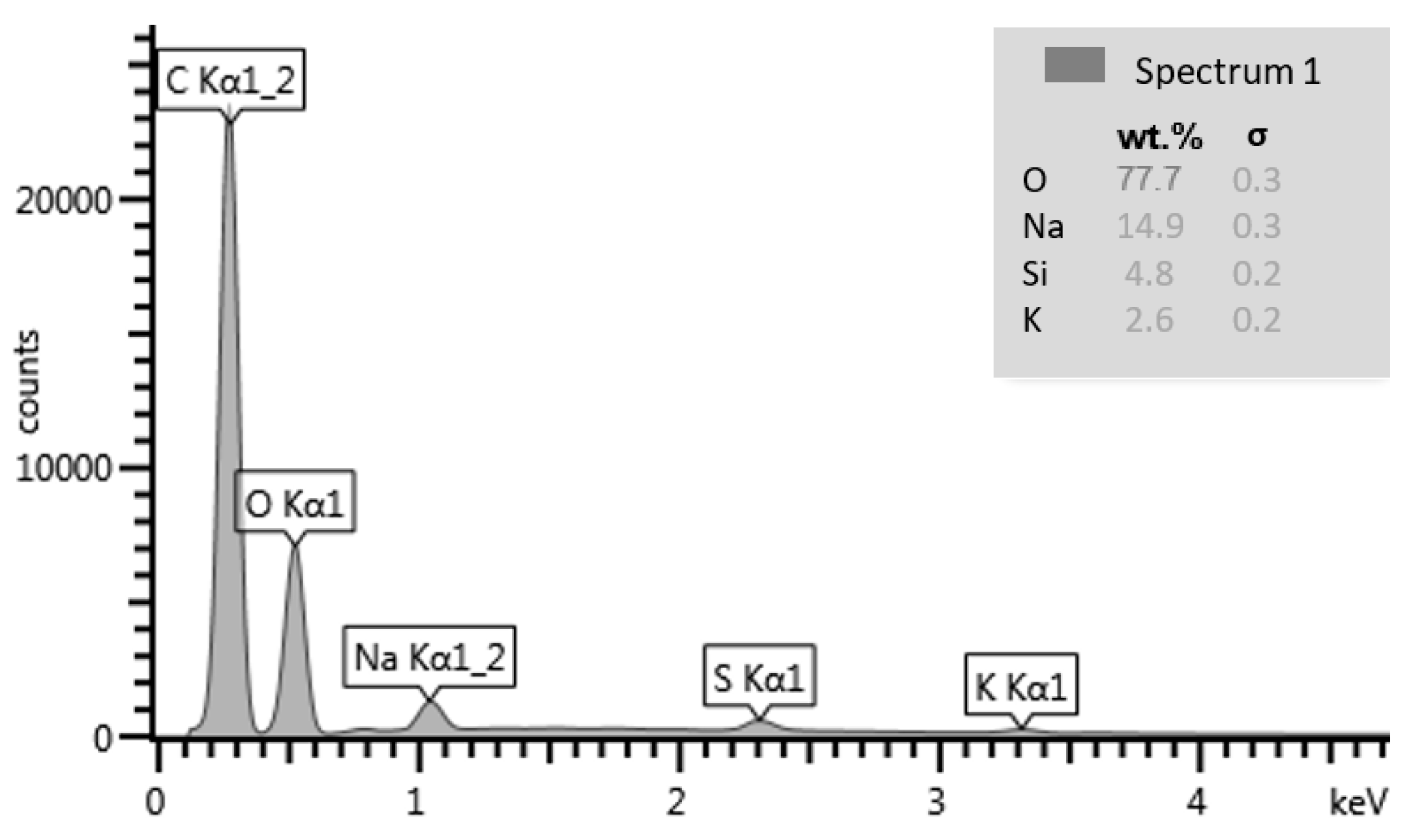
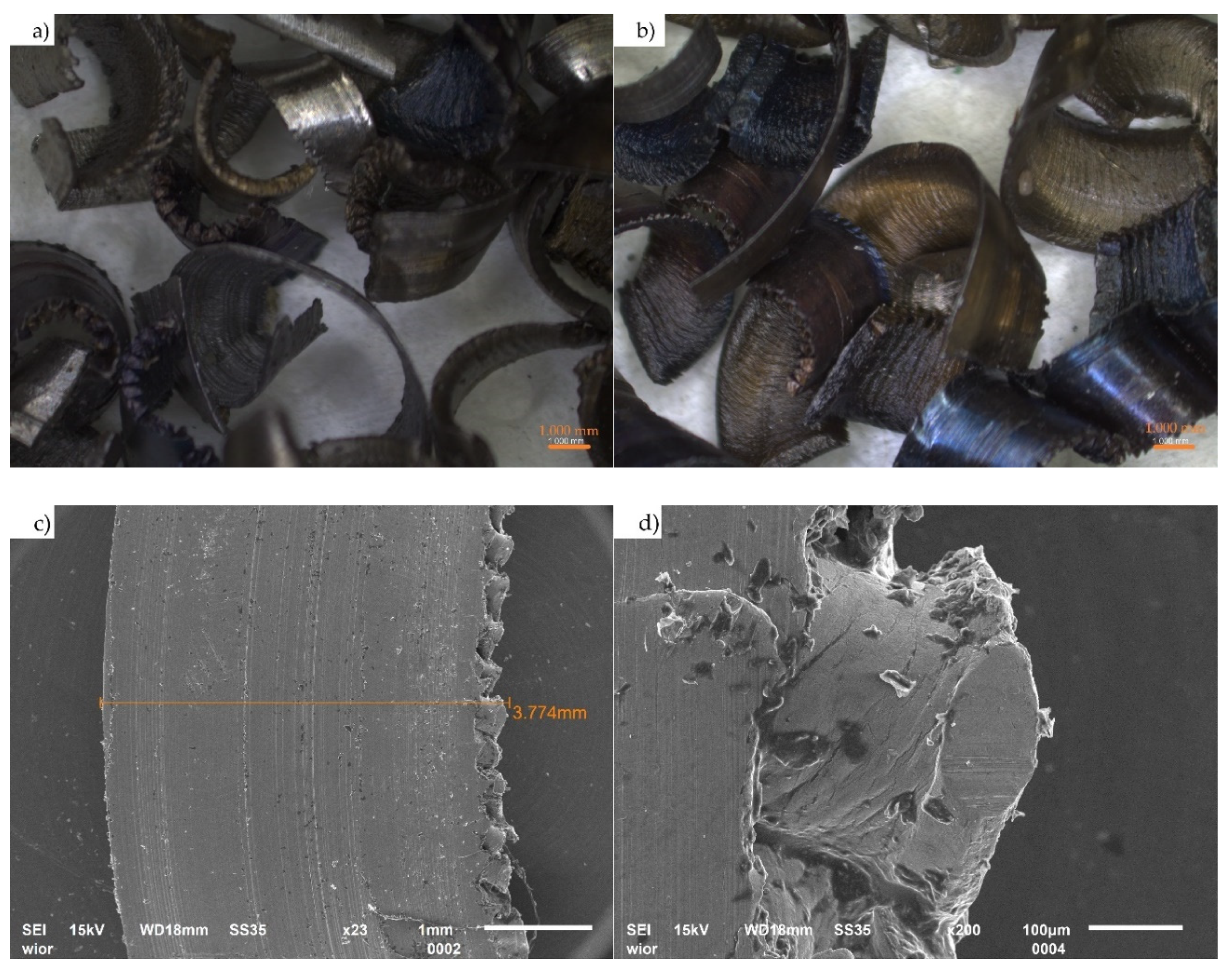
2.1.4. Addition of Steel Waste
2.2. Mixture Composition
2.3. Mixture Production
3. Research Methodology
3.1. Testing the Concrete Mixtures
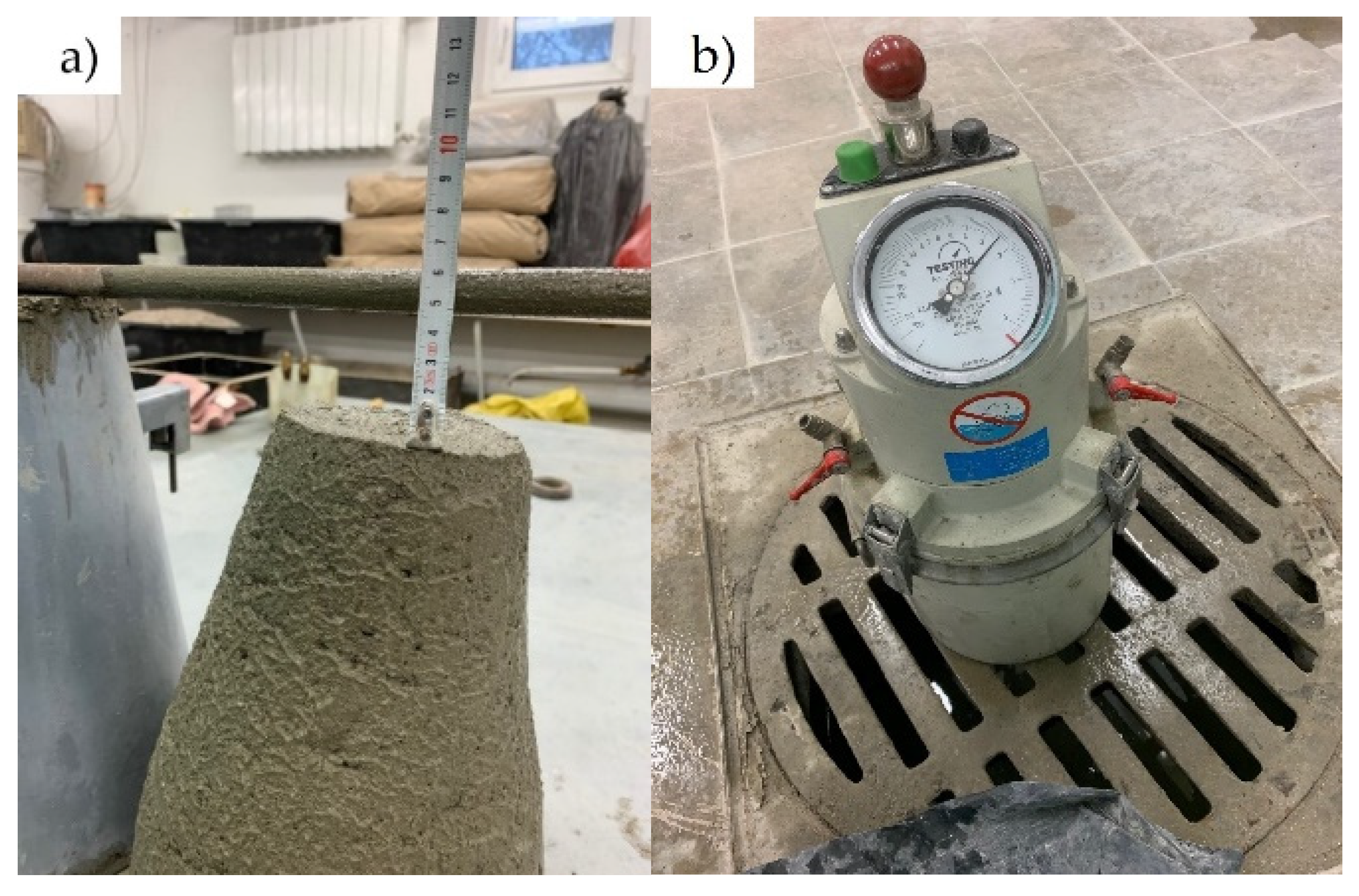
3.1.1. Slump Test
3.1.2. Air Content
3.1.3. PH Value
3.2. Test of Hardened Samples
3.2.1. Density
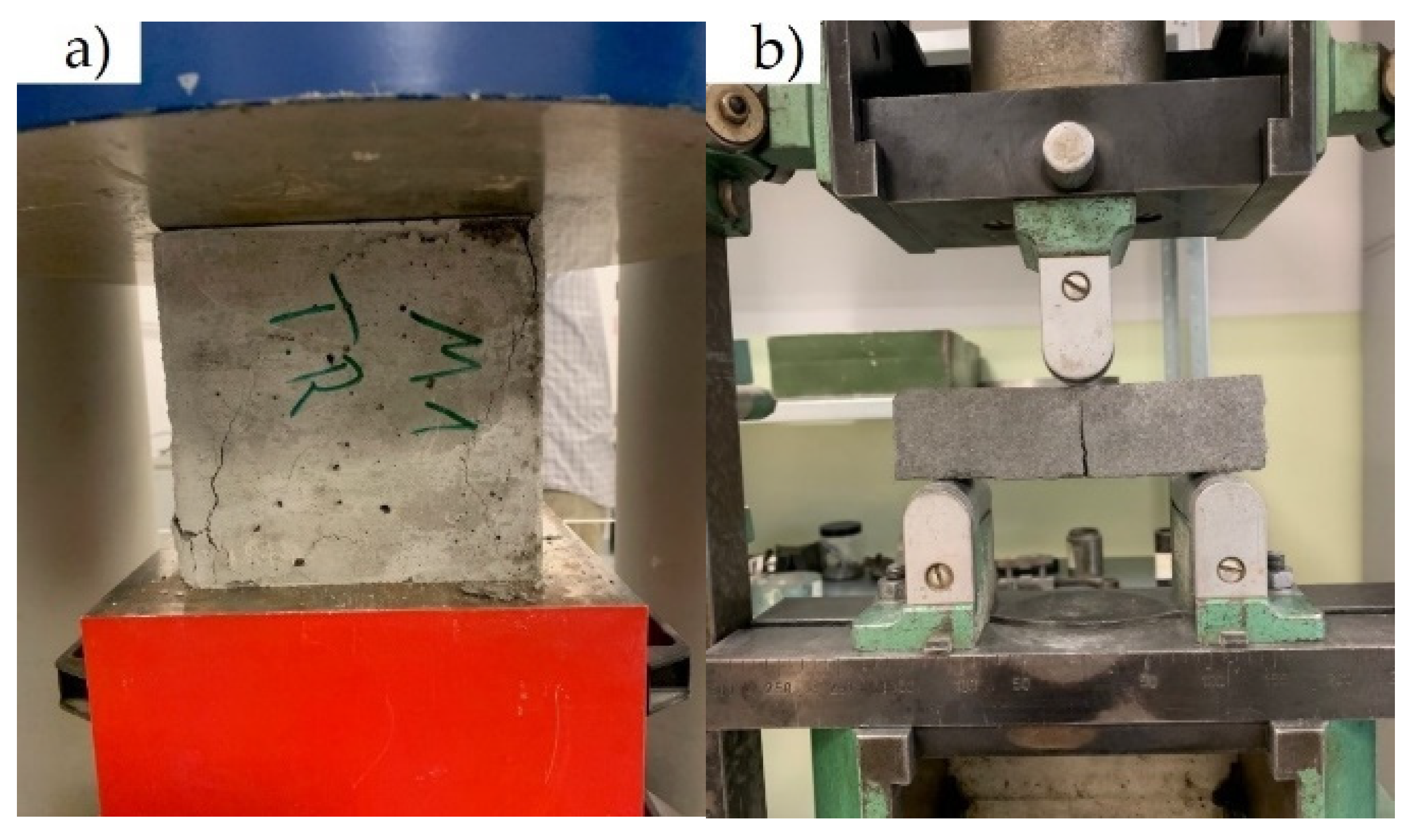
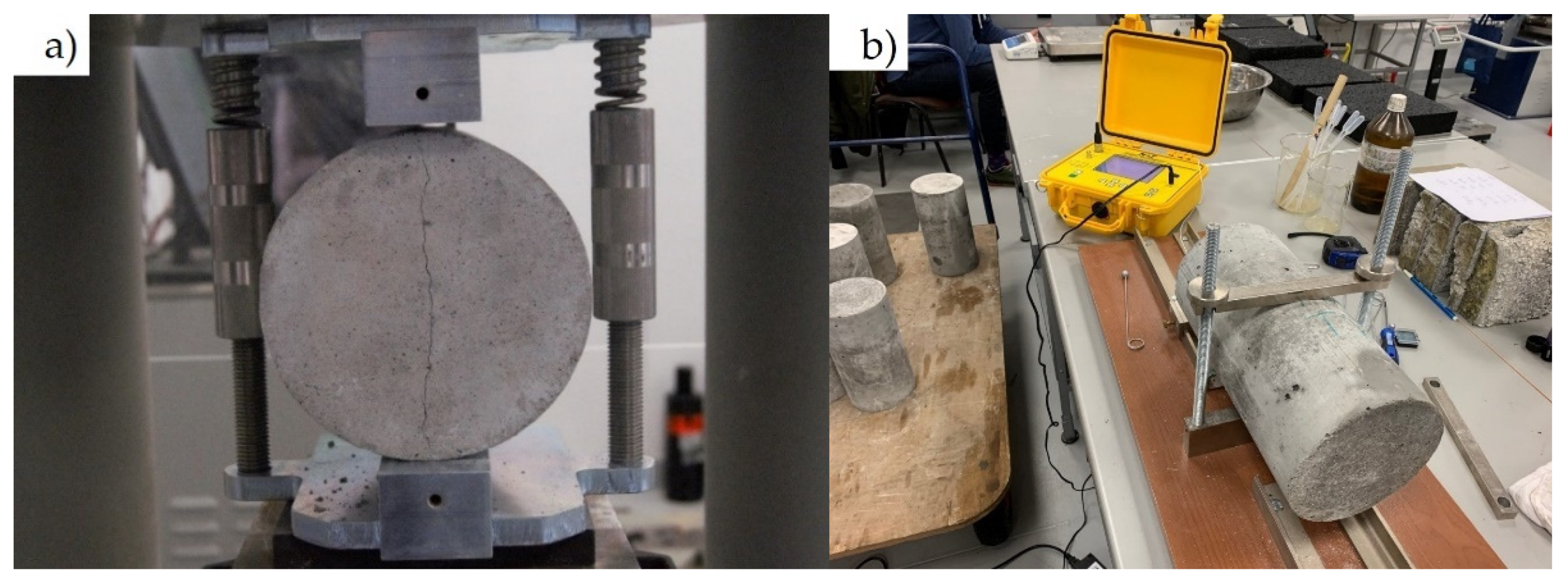
3.2.2. Mechanical Properties
3.2.3. Thermal Properties
4. Results
4.1. Concrete Mixture
4.2. Hardened Concrete
5. Discussion
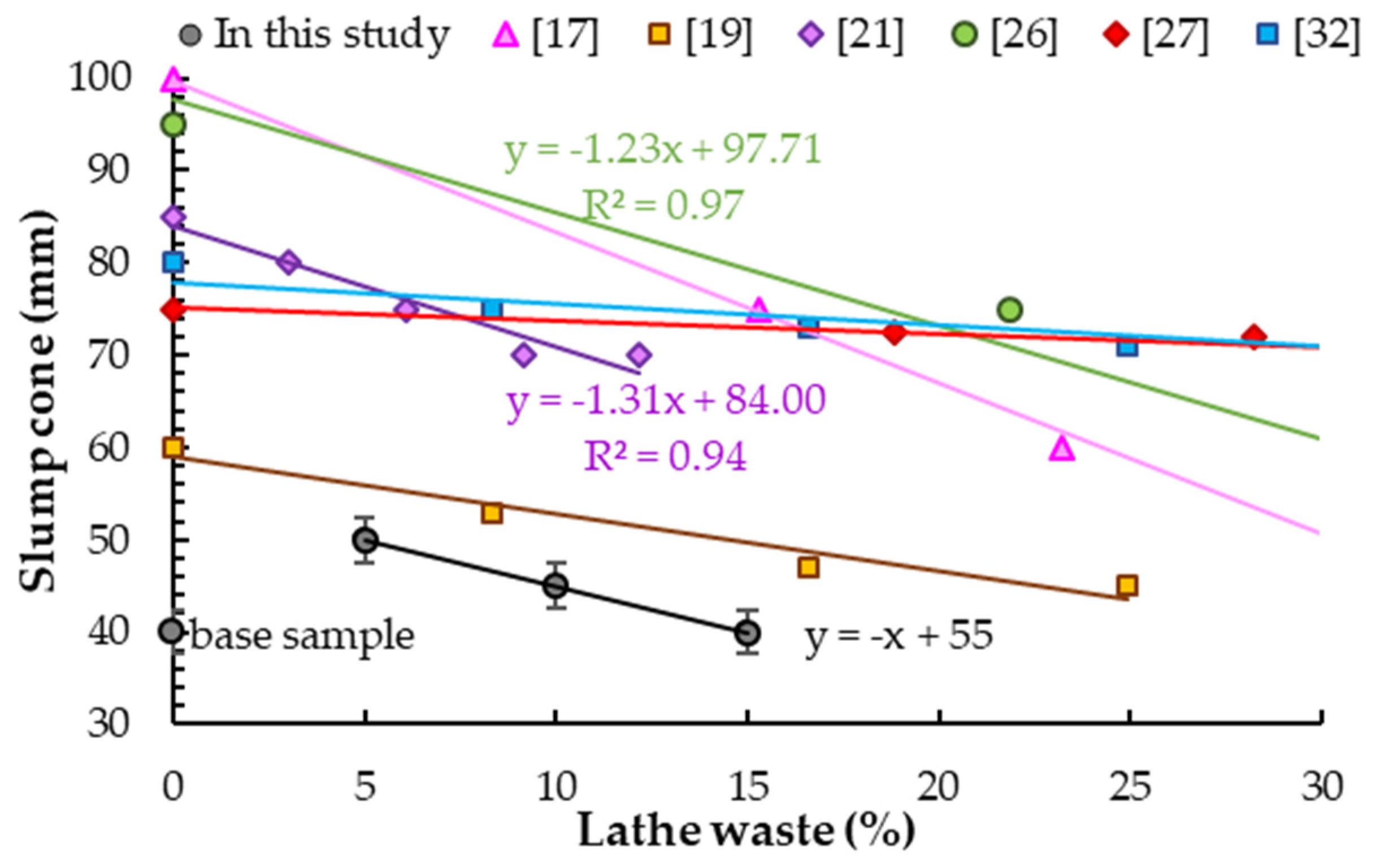
5.1. Slump Cone
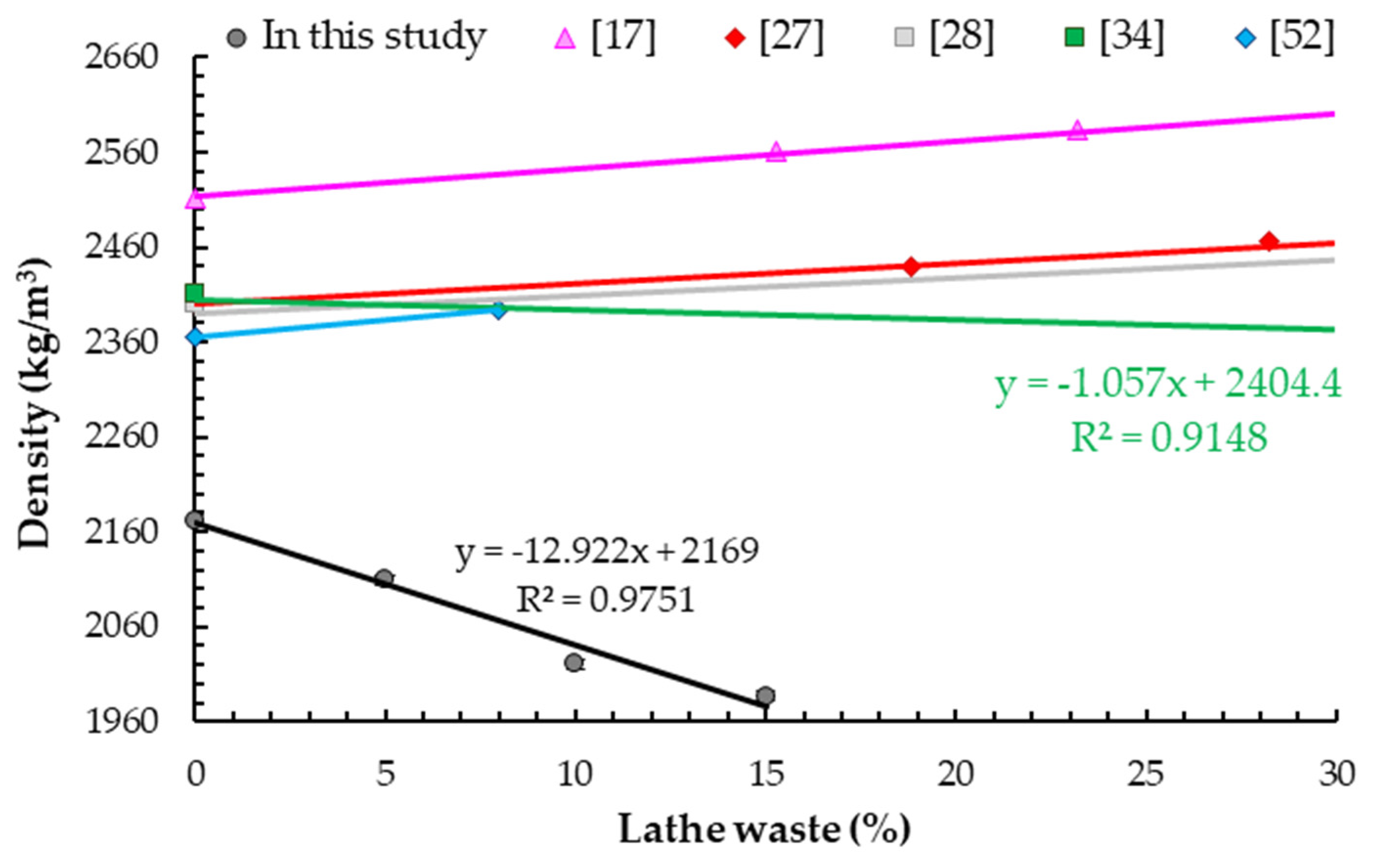
5.2. Density
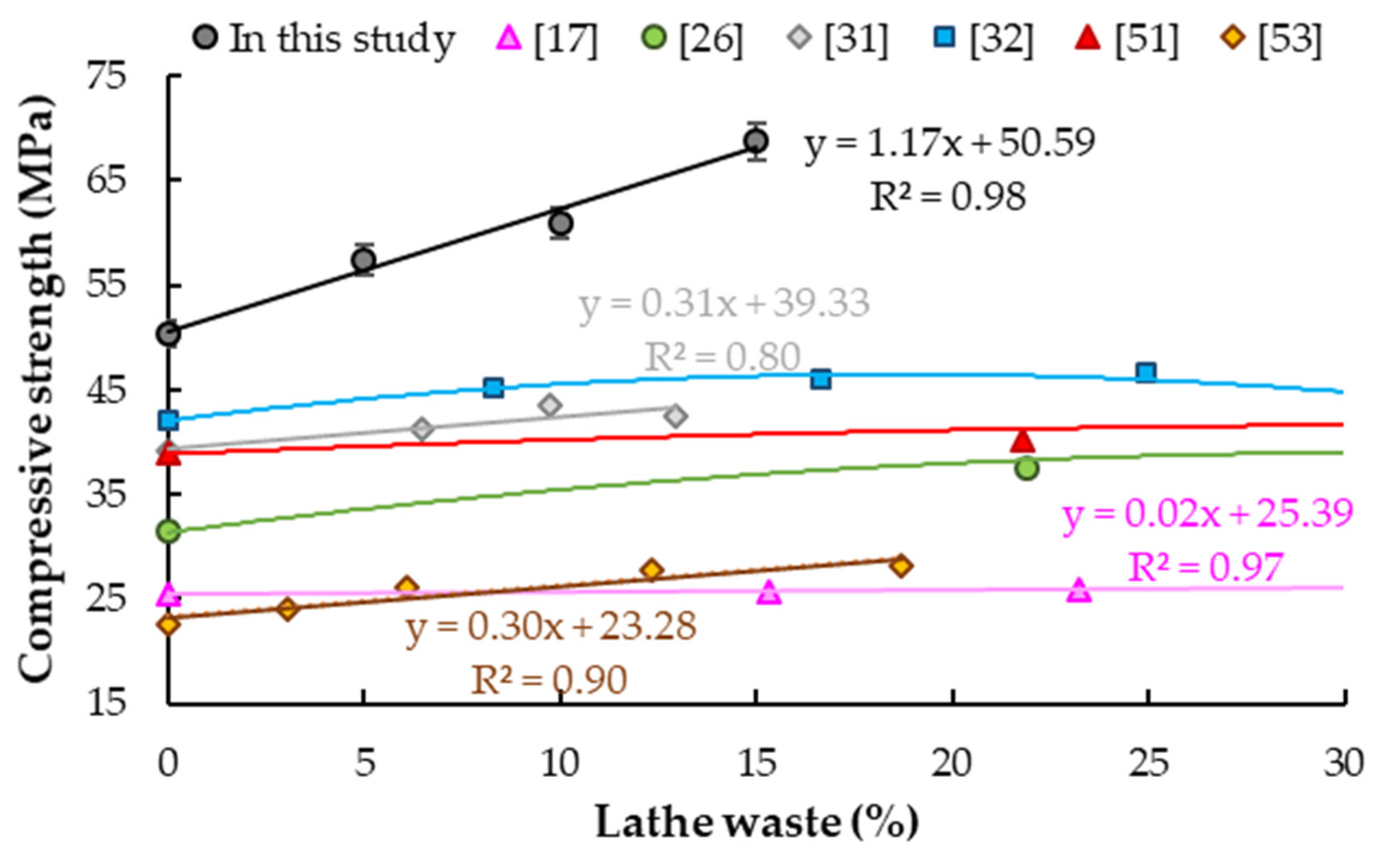
5.3. Compressive Strength
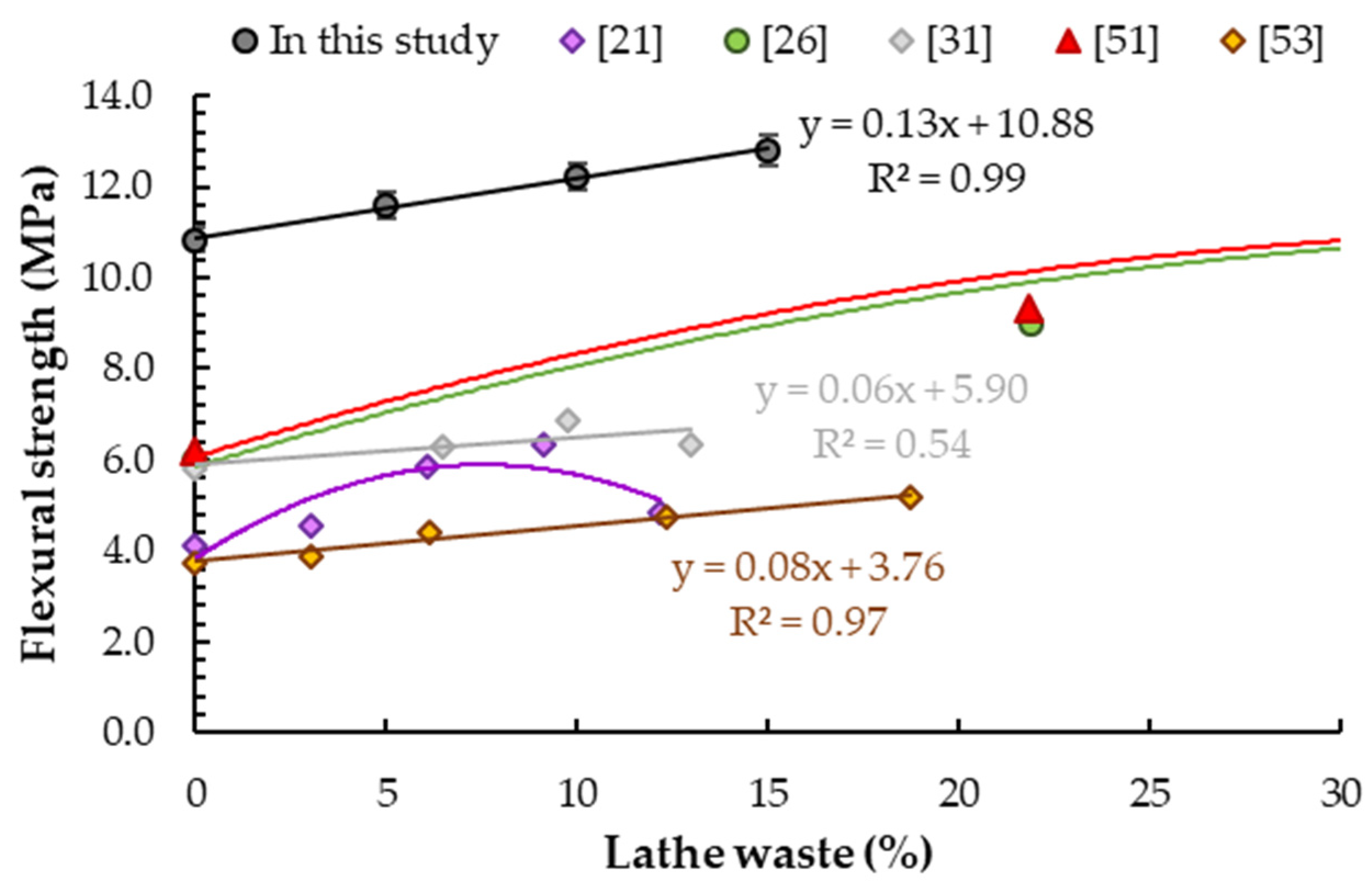
5.4. Flexural Strength
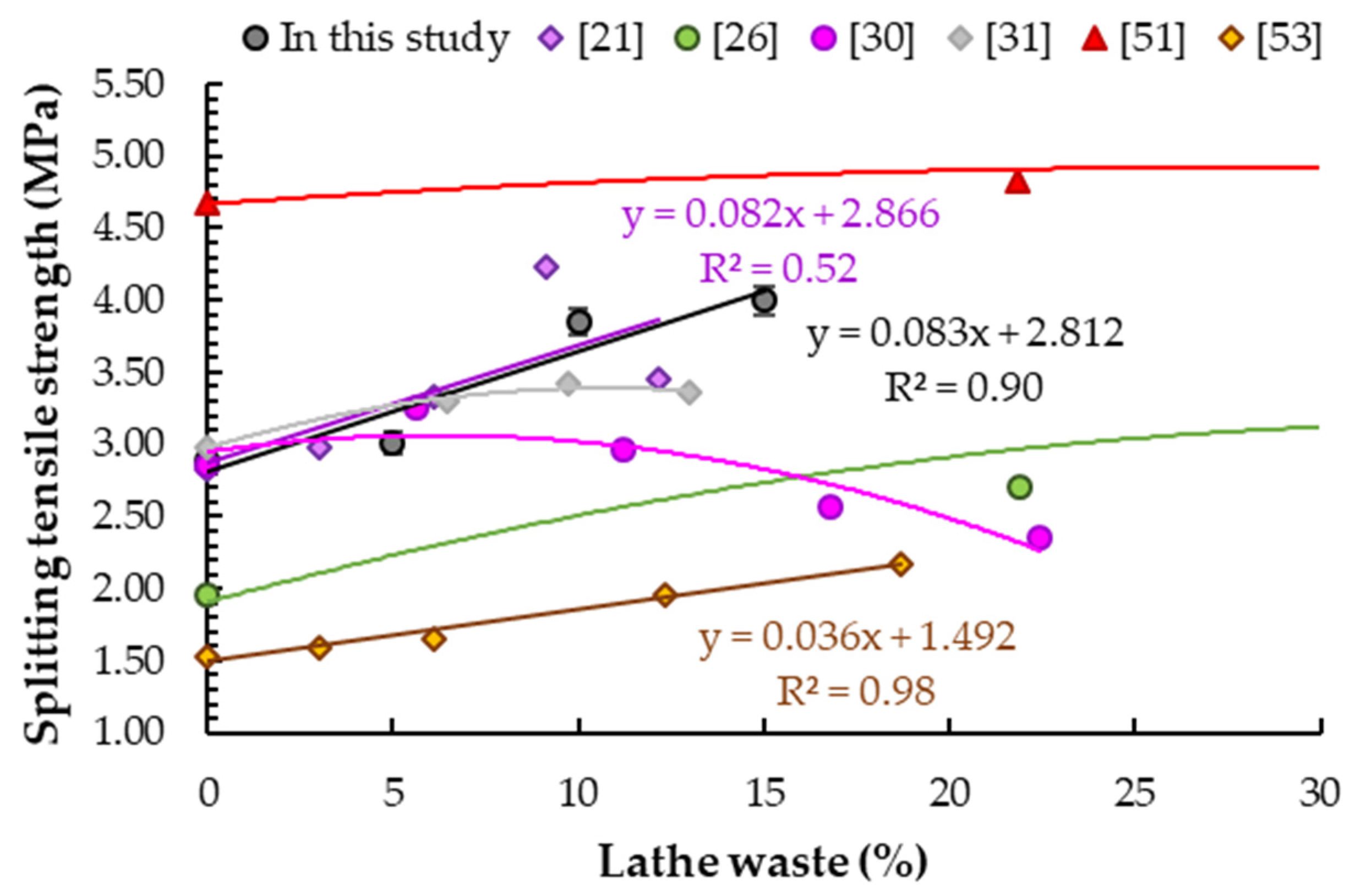
5.5. Splitting Tensile Strength
5.6. Elastic Modulus and Poisson’s Ratio
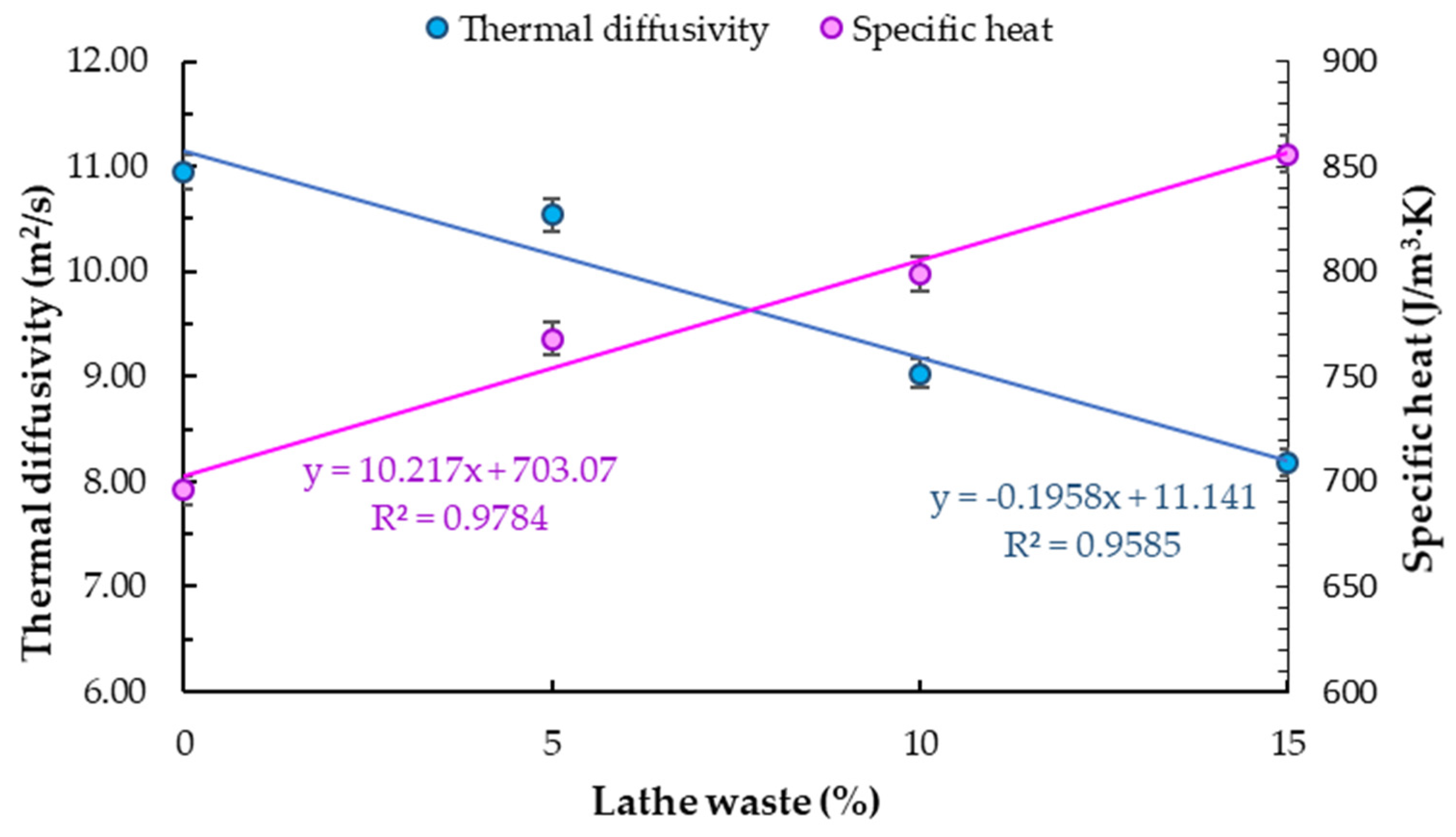
5.7. Thermal Properties
6. Conclusions
- For a waste addition of 5% and 10% of cement weight, the workability of the concrete mix increased and was qualified to the S2 class. The reference samples and the samples with additions of 15% waste lathe were S1 class.
- The air content of tested mixtures with the addition of steel chips (Table 7) increased (from 2.8% ± 0.1% to 3.2% ± 0.1%) in comparison to plain concrete (2.3% ± 0.1%). This is probably a result of the irregular shape of chips.
- The compressive strength of concrete after 28 days increased linearly from 50.4 MPa to 68.7 MPa in relation to the reference sample. For an addition of steel chips at 15% of cement weight, a 36.3% increase in compressive strength was obtained.
- The flexural strength increased linearly from the reference value of 10.83 MPa to 12.8 MPa. This corresponds to an 18.2% increase in flexural strength for the 15 wt.% addition of steel chips.
- The splitting tensile strength for the 15 wt.% additive increased by 38.4% compared to the reference sample.
- A slight increase in the elastic modulus from about 1% to 6% was observed for additions of metal lathe waste from 5% to 15% of cement weight.
- It was demonstrated that the addition of steel chips as a substitute for fine aggregate does not affect the thermal conductivity of concrete.
- A 3.7%, 17.5% and 25.2% decrease in thermal diffusivity was obtained for the addition of steel chips at 5%, 10% and 15% of cement weight.
- The specific heat for concrete with addition of 15% steel chips as a replacement for fine aggregate was higher by 23.0% compared to the reference sample.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- World Steel Association. Global Crude Steel Output. 2020. Available online: https://www.worldsteel.org/media-centre/press-releases/2020/Global-crude-steel-output-increases-by-3.4--in-2019.html (accessed on 14 December 2020).
- IEA. Global Status Report for Buildings and Construction 2019; IEA: Paris, France, 2019; Available online: https://www.iea.org/reports/global-status-report-for-buildings-and-construction-2019 (accessed on 14 December 2020).
- Gajdzik, B. Retrospect changes in manufacture of crude steel by processes in Polish steel industry. Pr. Instyt. Metal. Żel. 2015, 67, 54–59. [Google Scholar]
- Duff, R.; Lenox, M.J. Path to 2060: Decarbonizing the Industrial Sector. 2018. Available online: https://www.researchgate.net/publication/329810198_Path_to_2060_Decarbonizing_the_Industrial_Sector (accessed on 14 August 2020).
- Gajdzik, B. Energy intensity of steel production—Retrospective and prognostic analysis. Pr. Instyt. Metal. Żel. 2016, 68, 34–41. [Google Scholar]
- World Steel Association. Steel’s Contribution to a Low Carbon Future and Climate Resilient Societies. 2017. Available online: https://www.steel.org.au/resources/elibrary/resource-items/steel-s-contribution-to-a-low-carbon-future-and-cl/download-pdf.pdf/ (accessed on 14 August 2020).
- IPCC Intergovernmental Panel on Climate Change. Guidelines for National Greenhouse Gas Inventories—Chapter 4—Metal Industry Emissions; Japan. 2006. Available online: https://www.ipcc-nggip.iges.or.jp/public/2006gl/pdf/3_Volume3/V3_4_Ch4_Metal_Industry.pdf (accessed on 14 August 2020).
- Directive 2008/98/EC of the European Parliament and of the Council of 19 November 2008 on Waste and Repealing Certain Directives. Available online: http://data.europa.eu/eli/dir/2008/98/oj (accessed on 14 August 2020).
- Adamczyk, J.; Dylewski, R. Recycling of construction waste in terms of sustainable building. Probl. Ekorozw. 2010, 5, 125–131. [Google Scholar]
- Directive 2018/851 of the European Parliament and of the Council of 30 May 2008 Amending Directive 2008/98/EC on Waste. Available online: http://data.europa.eu/eli/dir/2018/851/oj (accessed on 14 August 2020).
- Barros, J.A.O.; Etse, G.; Ferrara, L.; Folino, P.C.; Koenders, E.A.B.; Toledo Filho, R.D. The EnCoRe project: An international network for sustainable concrete. Rev. Rout. Transp. 2014, 43. Available online: https://aqtr.com/association/actualites/encore-project-international-network-sustainable-concrete (accessed on 20 May 2021).
- El-Sayed, T.A. Flexural behavior of RC beams containing recycled industrial wastes as steel fibers. Constr. Build. Mater. 2019, 212, 27–38. [Google Scholar] [CrossRef]
- Caggiano, A.; Folino, P.; Lima, C.; Martinelli, E.; Pepe, M. On the mechanical response of hybrid fiber reinforced concrete with recycled and industrial steel fibers. Constr. Build. Mater. 2017, 147, 286–295. [Google Scholar] [CrossRef]
- Małek, M.; Jackowski, M.; Łasica, W.; Kadela, M. Influence of polypropylene, glass and steel fiber on the thermal properties of concrete. Materials 2021, 14, 1888. [Google Scholar] [CrossRef] [PubMed]
- Manaswini, C.; Vasu, D. Fibre reinforced concrete from industrial waste—A review. Int. J. Innovat. Res. Sci. Eng. Technol. 2015, 4, 11751–11758. [Google Scholar]
- Rodríguez, J.M.; Carbonell, J.M.; Cante, J.C.; Oliver, J. Continuous chip formation in metal cutting processes using the Particle Finite Element Method (PFEM). Int. J. Sol. Struct. 2017, 120, 81–102. [Google Scholar] [CrossRef]
- Abbas, A.H. Management of steel solid waste generated from lathes as fiber reinforced concrete. Eur. J. Sci. Res. 2011, 4, 481–485. [Google Scholar]
- Mansi, A.H.; Galal, O.H.; Lafi, M. The utilisation of lathe steel waste fibers to improve plain concrete. In Proceedings of the Ninth International Conference on Advances in Civil, Structural and Mechanical Engineering, Rome, Italy, 7–8 December 2019. [Google Scholar]
- Seetharam, P.G.; Bhuvaneswari, C.; Vidhya, S.; Vishnu Priya, M. Studies on properties of concrete replacing lathe scrap. Int. J. Eng. Res. Technol. 2017, 6, 382–386. [Google Scholar] [CrossRef]
- Shukla, A.K. Application of CNC waste with recycled aggregate in concrete mix. Int. J. Eng. Res. Appl. 2013, 3, 1026–1031. [Google Scholar]
- Purohit, R.; Dulawat, S.; Ahmad, E. To enhance mechanical properties of concrete by using lathe steel scarp as reinforced material. J. Eng. Sci. 2020, 11, 206–214. [Google Scholar]
- Bendikiene, R.; Čiuplys, A.; Kavaliauskiene, L. Circular economy practice: From industrial metal waste to production of high wear resistant coatings. J. Clean. Prod. 2019, 229, 1225–1232. [Google Scholar] [CrossRef]
- Jassim, A.K. Sustainable Solid Waste Recycling. Available online: https://www.intechopen.com/books/skills-development-for-sustainable-manufacturing/sustainable-solid-waste-recycling (accessed on 14 August 2020).
- Vasoya, N.K.; Varia, H.R. Utilization of Various Waste Materials in Concrete a Literature Review. Int. J. Eng. Res. Technol. 2015, 4, 1122–1126. [Google Scholar]
- Małek, M.; Łasica, W.; Jackowski, M.; Kadela, M. Effect of waste glass addition as a replacement for fine aggregate on properties of mortar. Materials 2020, 13, 3189. [Google Scholar] [CrossRef] [PubMed]
- Maanvit, P.S.; Prasad, B.P.; Vardhan, M.H.; Jagarapu, D.C.K.; Eluru, A. Experimental examination of fiber reinforced concrete incorporation with lathe steel scrap. IJITEE 2019, 9, 3729–3732. [Google Scholar]
- Ismail, Z.Z.; Al-Hashmi, E.A. Reuse of waste iron as partial replacement of sand in concrete. Waste Manag. 2008, 28, 2048–2053. [Google Scholar] [CrossRef] [PubMed]
- Ismail, Z.Z.; Al-Hashmi, E.A. Validation of using mixed iron and plastic wastes in concrete. In Proceedings of the Second International Conference on Sustainable Construction Materials and Technologies, Ancona, Italy, 28–30 June 2010. [Google Scholar]
- Alwaeli, M.; Nadziakiewicz, J. Recycling of scale and steel chips waste as a partial replacement of sand in concrete. Constr. Build. Mater. 2012, 28, 157–163. [Google Scholar] [CrossRef]
- Hemanth Tunga, G.N.; Rasina, K.V.; Akshatha, S.P. Experimental investigation on concrete with replacement of fine aggregate by lathe waste. Int. J. Eng. Technol. 2018, 10, 834–837. [Google Scholar]
- Kumaran, M.; Nithi, M.; Reshma, K.R. Effect of lathe waste in concrete as reinforcement. Int. J. Res. Adv. Technol. 2015, 6, 78–83. [Google Scholar]
- Gawatre, D.W.; Haldkar, P.; Nanaware, S.; Salunke, A.; Shaikh, M.; Patil, A. Study on addition of lathe scrap to improve the mechanical properties of concrete. Int. J. Innovat. Res. Sci. Eng. Technol. 2016, 5, 8573–8578. [Google Scholar]
- Dharmaraj, R. Experimental study on strength and durability properties of iron scrap with flyash based concrete. Mater. Today Proc. 2020, 37, 1041–1045. [Google Scholar] [CrossRef]
- Mohammed, H.J.; Abbas, H.A.; Husain, M.A. Using of recycled rubber tires and steel lathes waste as fibers to reinforcing concrete. Iraq. J. Civ. Eng. 2011, 1, 27–38. [Google Scholar]
- EN 197-1:2011. Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements; European Committee for Standardization: Brussels, Belgium, 2011. [Google Scholar]
- Górażdże Group. Cement, Concrete, Aggregate. Technical Data Sheet CEM I 42.5 R. Available online: https://www.gorazdze.pl/pl/cement-portlandzki-pn-en-197-1-cem-i-425r (accessed on 14 August 2020).
- Małek, M.; Jackowski, M.; Łasica, W.; Kadela, M.; Wachowski, M. Mechanical and material properties of mortar reinforced with glass fiber: An experimental study. Materials 2021, 14, 698. [Google Scholar] [CrossRef] [PubMed]
- EN 934-2:2009+A1:2012. Cement—Admixtures for Concrete, Mortar and Grout—Part 2: Concrete Admixtures—Definitions, Requirements, Conformity, Marking and Labelling; European Committee for Standardization: Brussels, Belgium, 2012. [Google Scholar]
- EN ISO 683-3:2019. Heat-Treatable Steels, Alloy Steels and Free-Cutting Steels—Part 3: Case—Hardening Steels; International Organization for Standardization: Geneva, Switzerland, 2019. [Google Scholar]
- EN 12390-2:2019. Testing Hardened Concrete—Part 2: Making and Curing Specimens for Strength Tests; European Committee for Standardization: Brussels, Belgium, 2019. [Google Scholar]
- EN 12350-2:2019. Testing Fresh Concrete—Part 2: Slump Test; European Committee for Standardization: Brussels, Belgium, 2019. [Google Scholar]
- EN 12350-7:2019. Testing Fresh Concrete—Part 7: Air Content—Pressure Methods; European Committee for Standardization: Brussels, Belgium, 2019. [Google Scholar]
- EN 1015-3:2001+A2:2007. Methods of Test for Mortar for Masonry—Part 3: Determination of Consistence of Fresh Mortar (by Flow Table); European Committee for Standardization: Brussels, Belgium, 2007. [Google Scholar]
- EN 12390-7:2019. Testing Hardened Concrete—Part 7: Density of Hardened Concrete; European Committee for Standardization: Brussels, Belgium, 2019. [Google Scholar]
- EN 12390-3:2019. Testing Hardened Concrete—Part 3: Compressive Strength of Test Specimens; European Committee for Standardization: Brussels, Belgium, 2019. [Google Scholar]
- EN 12390-5:2019. Testing Hardened Concrete—Part 5: Flexural Strength of Test Specimens; European Committee for Standardization: Brussels, Belgium, 2019. [Google Scholar]
- EN 12390-6:2010. Testing Hardened Concrete—Part 6: Tensile Splitting Strength of Test Specimens; European Committee for Standardization: Brussels, Belgium, 2010. [Google Scholar]
- EN 12390-13:2014. Testing Hardened Concrete—Part 13: Determination of Secant Modulus of Elasticity in Compression; European Committee for Standardization: Brussels, Belgium, 2014. [Google Scholar]
- Ferrari, L.; Kaufmann, J.; Winnefeld, F.; Plank, J. Multi-method approach to study influence of superplasticizers on cement suspensions. Cem. Concr. Res. 2011, 41, 1058. [Google Scholar] [CrossRef]
- Shewalul, Y.W. Experimental study of the effect of waste steel scrap as reinforcing material on the mechanical properties of concrete. Case Stud. Constr. Mater. 2021, 14, e00490. [Google Scholar]
- Prasad, P.B.; Sai Maanvit, P.; Jagarapu, D.C.K.; Eluru, A. Flexural behavior of fiber reinforced concrete incorporation with lathe steel scrap. Mater. Today Proc. 2020, 33, 196–200. [Google Scholar] [CrossRef]
- Qureshi, T.; Ahmed, M. Waste metal for improving concrete performance and utilisation as an alternative of reinforcement bar. Int. J. Res. Appl. 2015, 2, 97–103. [Google Scholar]
- Arunakanthi, E.; Chaitanya Kumar, J.D. Experimental studies on fiber reinforced concrete (FRC). Int. J. Civ. Eng. Technol. 2016, 7, 329–336. [Google Scholar]
- Prabu, M.; Vignesh, K.; Saii Prasanna, N.; Praveen, C.; Mohammed Nafeez, A. Experimental study on concrete in partial replacement of fine aggregate with lathe waste. Int. J. Sci. Eng. Res. 2020, 11, 68–72. Available online: https://www.ijser.org/researchpaper/Experimental-study-on-concrete-in-partial-replacement-of-fine-aggregate-with-lathe-waste.pdf (accessed on 17 May 2021).
- Sheikh, M.A.; Reza, M. Strengthening of concrete using lathe scrap waste. Int. Res. J. Eng. Technol. 2020, 7, 464–470. Available online: https://issuu.com/irjet/docs/irjet-v7i1077/2 (accessed on 17 May 2021).
- Ghumare, S.M. Strength Properties of Concrete Using Lathe Waste Steel Fibers. Available online: https://www.slideshare.net/smghumare/lathe-waste-steel-fibrous-concrete-85751842 (accessed on 17 May 2021).
- Althoey, F.; Hosen, M.A. Physical and mechanical characteristics of sustainable concrete comprising industrial waste materials as a replacement of conventional aggregate. Sustainability 2021, 13, 4306. [Google Scholar] [CrossRef]
- Alfeehan, A.; Mohammed, M.; Jasim, M.; Fadehl, U.; Habeeb, F. Utilizing industrial metal wastes in one-way ribbed reinforced concrete panels. Rev. Ing. Constr. 2020, 35, 246–256. Available online: https://ricuc.cl/index.php/ric/article/view/1020 (accessed on 17 May 2021). [CrossRef]
- Anusha Bharathi, M.; Samyukta, R.; Subashini, K.; Balakumar, P. Experimental study on strength parameters of lathe waste fiber reinforced concrete. Int. J. Eng. Technol. Sci. Res. 2018, 5, 948–953. Available online: http://www.ijetsr.com/images/short_pdf/1525021840_948-953-site184_ijetsr.pdf (accessed on 11 January 2021).
- Haldkar, P.; Salunke, A. Analysis of Effect of Addition of Lathe Scrap on the Mechanical Properties of Concrete. Int. J. Sci. Res. 2016, 5, 2321–2325. Available online: https://www.ijsr.net/get_abstract.php?paper_id=NOV163133 (accessed on 17 May 2021).
- Ashok, S.P.; Suman, S.; Chincholkar, N. Reuse of steel scarp from lathe machine as reinforced material to enhance properties of concrete. Glob. J. Eng. Appl. Sci. 2012, 2, 164–167. [Google Scholar]
- Shrivastavaa, P.; Joshib, Y.P. Reuse of lathe waste steel scrap in concrete pavements. Int. J. Eng. Res. Appl. 2014, 4, 45–54. Available online: https://issuu.com/www.ijera.com/docs/j0412045559 (accessed on 17 May 2021).
- Chalioris, C.E.; Panagiotopoulos, T.A. Flexural analysis of steel fibre reinforced concrete members. Comp. Concr. 2018, 22, 11–25. [Google Scholar]
- Jakubovskis, R.; Jankutė, A.; Urbonavičius, J.; Gribniak, V. Analysis of mechanical performance and durability of self-healing biological concrete. Constr. Build. Mat. 2020, 260, 119822. [Google Scholar] [CrossRef]
- Kytinou, V.K.; Chalioris, C.E.; Karayannis, C.G.G.; Elenas, A. Effect of steel fibers on the hysteretic performance of concrete beams with steel reinforcement—Tests and analysis. Materials 2020, 13, 2923. [Google Scholar] [CrossRef] [PubMed]
- Małek, M.; Jackowski, M.; Łasica, W.; Kadela, M. Characteristics of recycled polypropylene fibers as an addition to concrete fabrication based on portland cement. Materials 2020, 13, 1827. [Google Scholar] [CrossRef] [PubMed]
- Mohammed, A.A.; Rahim, A.A.F. Experimental behavior and analysis of high strength concrete beams reinforced with PET waste fiber. Constr. Build. Mat. 2020, 244, 118350. [Google Scholar] [CrossRef]
- Małek, M.; Łasica, W.; Kadela, M.; Kluczyński, J.; Dudek, D. Physical and mechanical properties of polypropylene fibre-reinforced cement-glass composite. Materials 2021, 14, 637. [Google Scholar] [CrossRef] [PubMed]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specific Surface Area (m2/kg) | Specific Gravity (kg/m3) | Compressive Strength after Days (MPa) | |
|---|---|---|---|
| 2 Days | 28 Days | ||
| 3.874 | 3050–3140 | 27.8 | 59.3 |
| Compositions | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | Na2O | K2O | Cl |
|---|---|---|---|---|---|---|---|---|---|
| Unit (vol. %) | 19.5 | 4.9 | 2.9 | 63.3 | 1.3 | 2.8 | 0.1 | 0.9 | 0.05 |
| Description | Length (mm) | Width (mm) | Thickness (mm) |
|---|---|---|---|
| Dimension range | 8.8–16.8 | 3.8–4.6 | 0.237–0.244 |
| Mean value | 12.3 ± 0.5 | 4.1 ± 0.5 | 0.240 ± 0.02 |
| Compositions | Fe | C | Mn | Si | P | S | Cr | Ni | Mo | W | V | Cu |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Unit (vol.%) | 95.38 | 0.18 | 0.5 | 0.32 | 0.016 | 0.020 | 1.5 | 1.5 | 0.26 | 0.02 | 0.1 | 0.2 |
| No. | Initial Weight (g) | Final Weight (g) | LOI (%) |
|---|---|---|---|
| 1 (450 °C) | 17.385 | 16.287 | 6.32 |
| 2 (450 °C) | 19.976 | 18.596 | 6.91 |
| 3 (450 °C) | 15.541 | 14.533 | 6.49 |
| Average | - | - | 6.57 |
| 1 (900 °C) | 20.219 | 17.947 | 11.24 |
| 2 (900 °C) | 18.935 | 16.913 | 10.68 |
| 3 (900 °C) | 19.541 | 17.499 | 10.45 |
| Average | - | - | 10.79 |
| Mix Symbol | Cement (kg) | Water (kg) | Admixture (kg) | Aggregate (kg) | Lathe Waste (wt.% of Cement) | Lathe Waste (kg) |
|---|---|---|---|---|---|---|
| M0 | 511 | 250 | 0.51 | 1535.00 | 0 | 0.00 |
| M1 | 1526.50 | 5 | 25.55 | |||
| M2 | 1518.01 | 10 | 51.10 | |||
| M3 | 1509.52 | 15 | 76.65 |
| Mix Symbol | Lathe Waste | Slump Cone (mm) | Air Content (%) | pH Value (-) | ||
|---|---|---|---|---|---|---|
| (wt.% of Cement) | (wt.% of Component) | (vol.% of Mix) | ||||
| M0 | 0 | 0 | 0 | 40 ± 1 | 2.3 ± 0.1 | 12.02 ± 0.03 |
| M1 | 5 | 1.1 | 0.33 | 50 ± 2 | 2.8 ± 0.1 | 12.09 ± 0.03 |
| M2 | 10 | 2.2 | 0.66 | 45 ± 1 | 3.1 ± 0.1 | 12.16 ± 0.04 |
| M3 | 15 | 3.3 | 0.99 | 40 ± 2 | 3.2 ± 0.1 | 12.20 ± 0.03 |
| Mix Symbol | Lathe Waste | Density (kg/m3) | Compressive Strength (MPa) | Flexural Strength (MPa) | Splitting Tensile Strength (MPa) | Young’s Modulus (GPa) | Poisson’s Ratio (-) | ||
|---|---|---|---|---|---|---|---|---|---|
| (wt.% of Cement) | (wt.% of Component) | (vol.% of Mix) | |||||||
| M0 | 0 | 0 | 0 | 2172 ± 2 | 50.4 ± 0.3 | 10.8 ± 0.1 | 2.89 ± 0.03 | 32.0 ± 0.4 | 0.120 ± 0.03 |
| M1 | 5 | 1.1 | 0.33 | 2109 ± 2 | 57.4 ± 0.7 | 11.6 ± 0.1 | 3.01 ± 0.05 | 32.2 ± 0.3 | 0.121 ± 0.04 |
| M2 | 10 | 2.2 | 0.66 | 2021 ± 3 | 60.9 ± 0.5 | 12.2 ± 0.1 | 2.85 ± 0.03 | 33.2 ± 0.4 | 0.123 ± 0.03 |
| M3 | 15 | 3.3 | 0.99 | 1986 ± 2 | 68.7 ± 0.7 | 12.8 ± 0.1 | 4.00 ± 0.04 | 34.0 ± 0.3 | 0.123 ± 0.04 |
| Mix Symbol | Lathe Waste | Thermal Conductivity (W/m∙K) | Thermal Diffusivity ×106 (m2/s) | Specific Heat (J/m3∙K) | ||
|---|---|---|---|---|---|---|
| (wt.% of Cement) | (wt.% of Component) | (vol. % of Mix) | ||||
| M0 | 0 | 0 | 0 | 1.6 ± 0.1 | 1.09 ± 0.07 | 696 ± 4 |
| M1 | 5 | 1.1 | 0.33 | 1.6 ± 0.1 | 1.05 ± 0.07 | 768 ± 4 |
| M2 | 10 | 2.2 | 0.66 | 1.4 ± 0.2 | 0.90 ± 0.07 | 799 ± 4 |
| M3 | 15 | 3.3 | 0.99 | 1.4 ± 0.3 | 0.82 ± 0.07 | 856 ± 4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Małek, M.; Kadela, M.; Terpiłowski, M.; Szewczyk, T.; Łasica, W.; Muzolf, P. Effect of Metal Lathe Waste Addition on the Mechanical and Thermal Properties of Concrete. Materials 2021, 14, 2760. https://doi.org/10.3390/ma14112760
Małek M, Kadela M, Terpiłowski M, Szewczyk T, Łasica W, Muzolf P. Effect of Metal Lathe Waste Addition on the Mechanical and Thermal Properties of Concrete. Materials. 2021; 14(11):2760. https://doi.org/10.3390/ma14112760
Chicago/Turabian StyleMałek, Marcin, Marta Kadela, Michał Terpiłowski, Tomasz Szewczyk, Waldemar Łasica, and Paweł Muzolf. 2021. "Effect of Metal Lathe Waste Addition on the Mechanical and Thermal Properties of Concrete" Materials 14, no. 11: 2760. https://doi.org/10.3390/ma14112760
APA StyleMałek, M., Kadela, M., Terpiłowski, M., Szewczyk, T., Łasica, W., & Muzolf, P. (2021). Effect of Metal Lathe Waste Addition on the Mechanical and Thermal Properties of Concrete. Materials, 14(11), 2760. https://doi.org/10.3390/ma14112760