
Influence of Test Conditions on Sliding Wear Performance of High Velocity Air Fuel-Sprayed WC–CoCr Coatings



Abstract
:1. Introduction
2. Experimental Procedure
2.1. Deposition of Coating
2.2. Coating Characterization
2.3. Ball-on-Disk Sliding Tests
3. Results and Discussion
3.1. Coatings Characterization
3.2. Influence of Angular Velocity on Wear Behaviour
3.2.1. Local Variations within a Wear Track
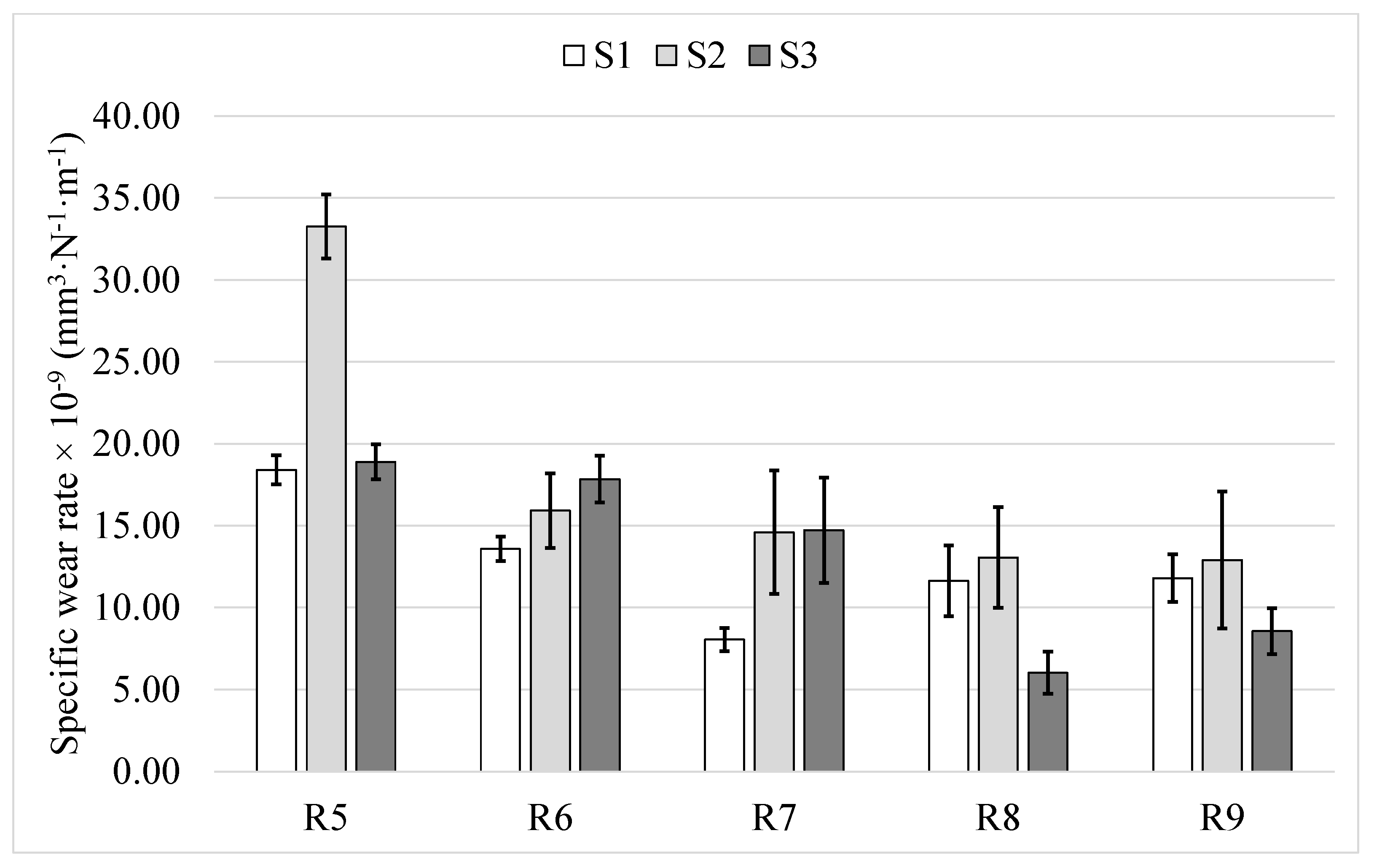
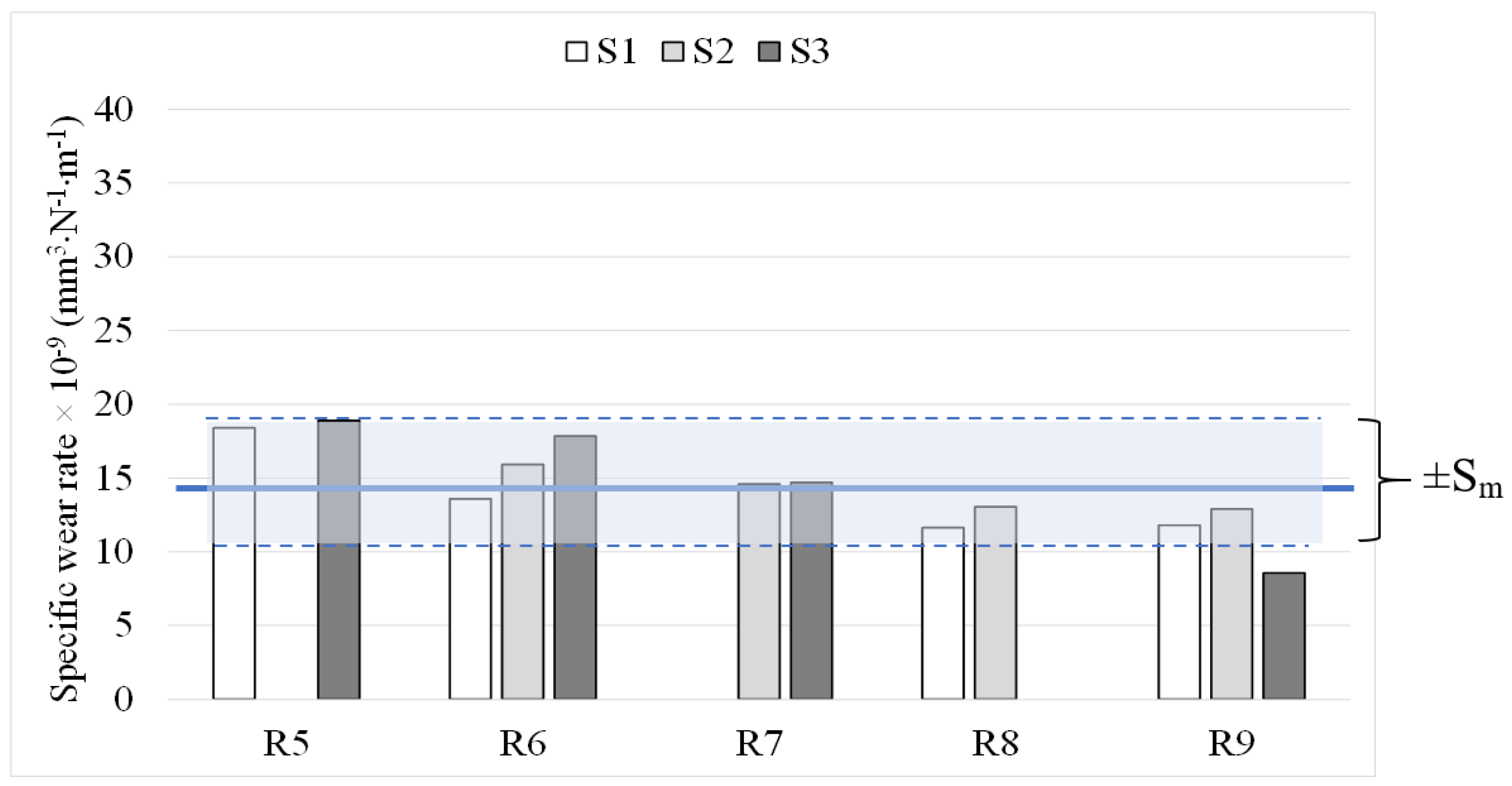
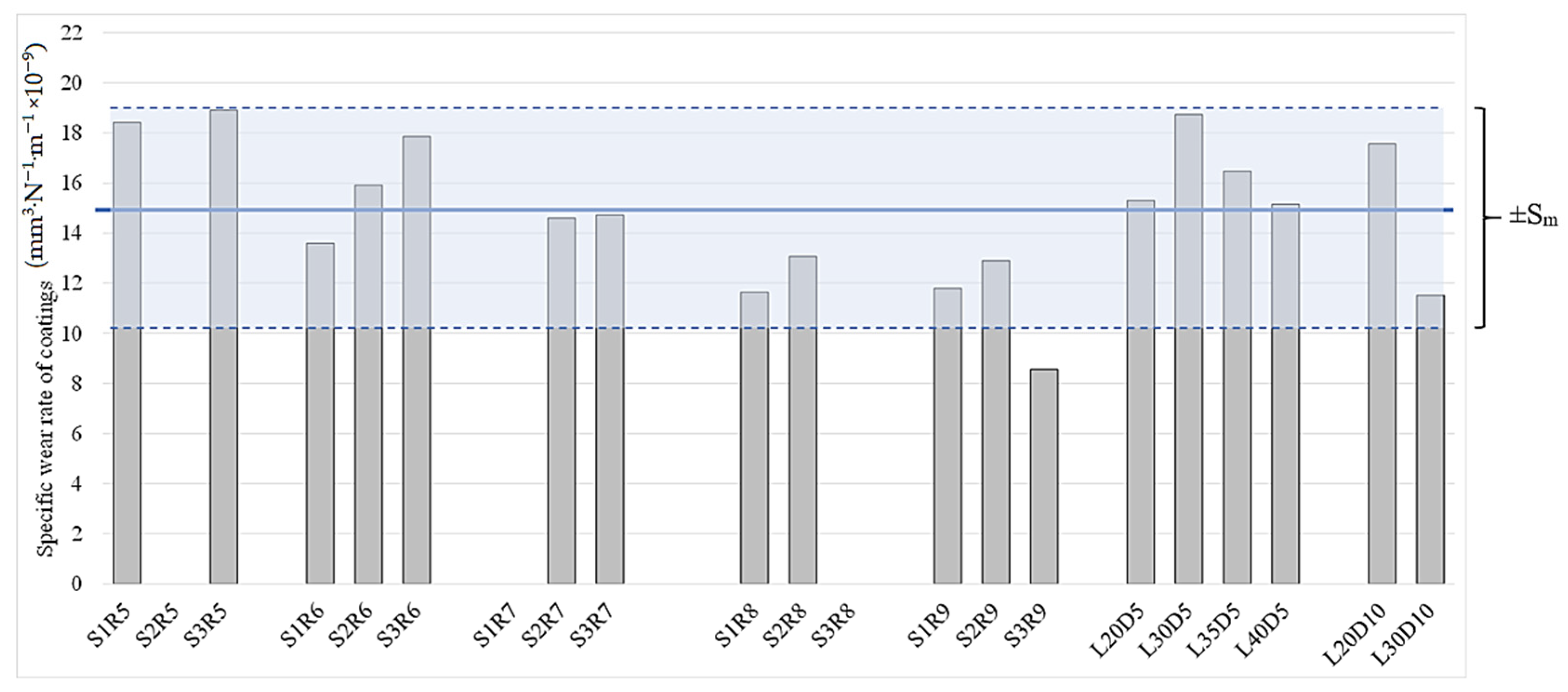
3.2.2. Variation in Specific Wear Rate
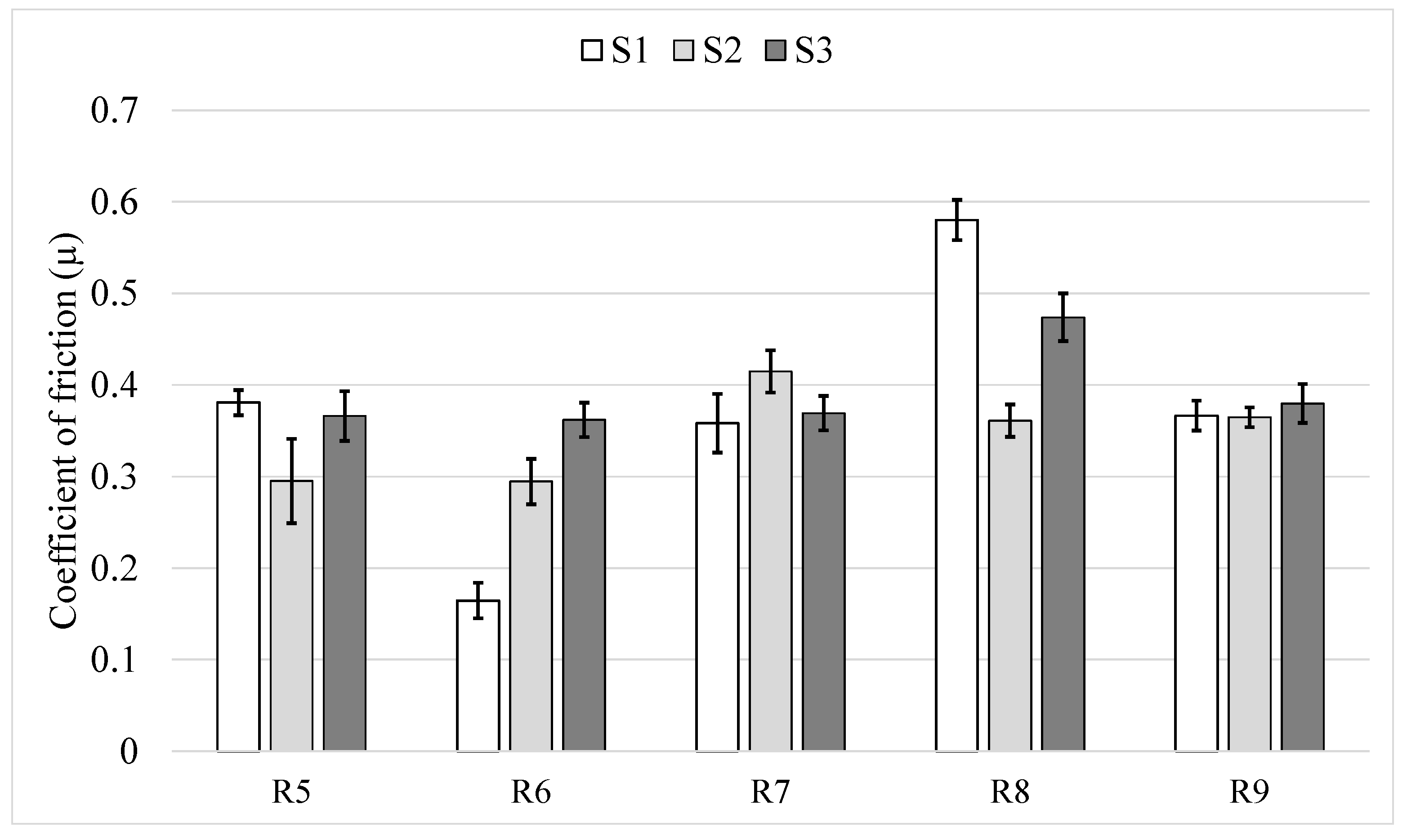
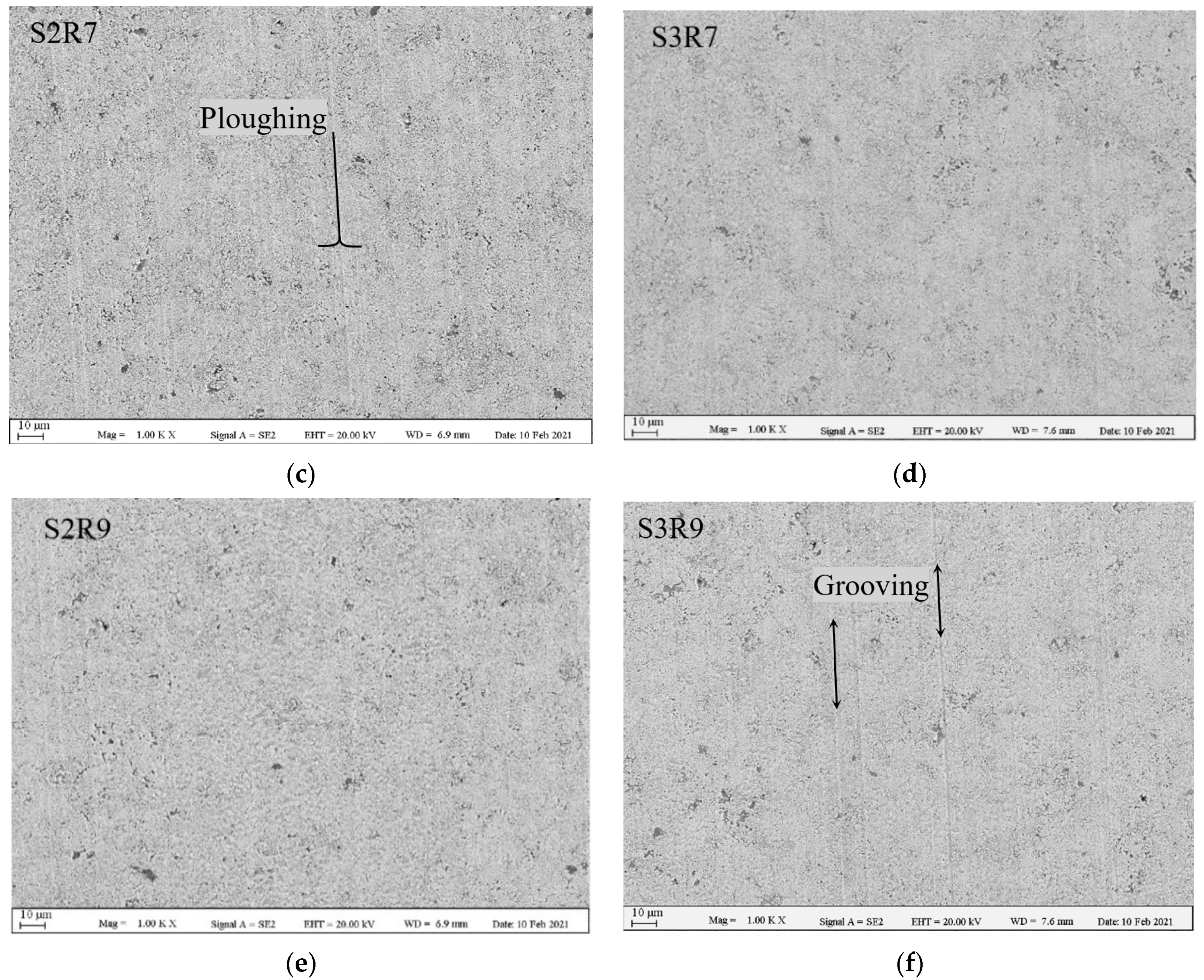
3.2.3. Variation in Coefficient of Friction and Wear Mechanism
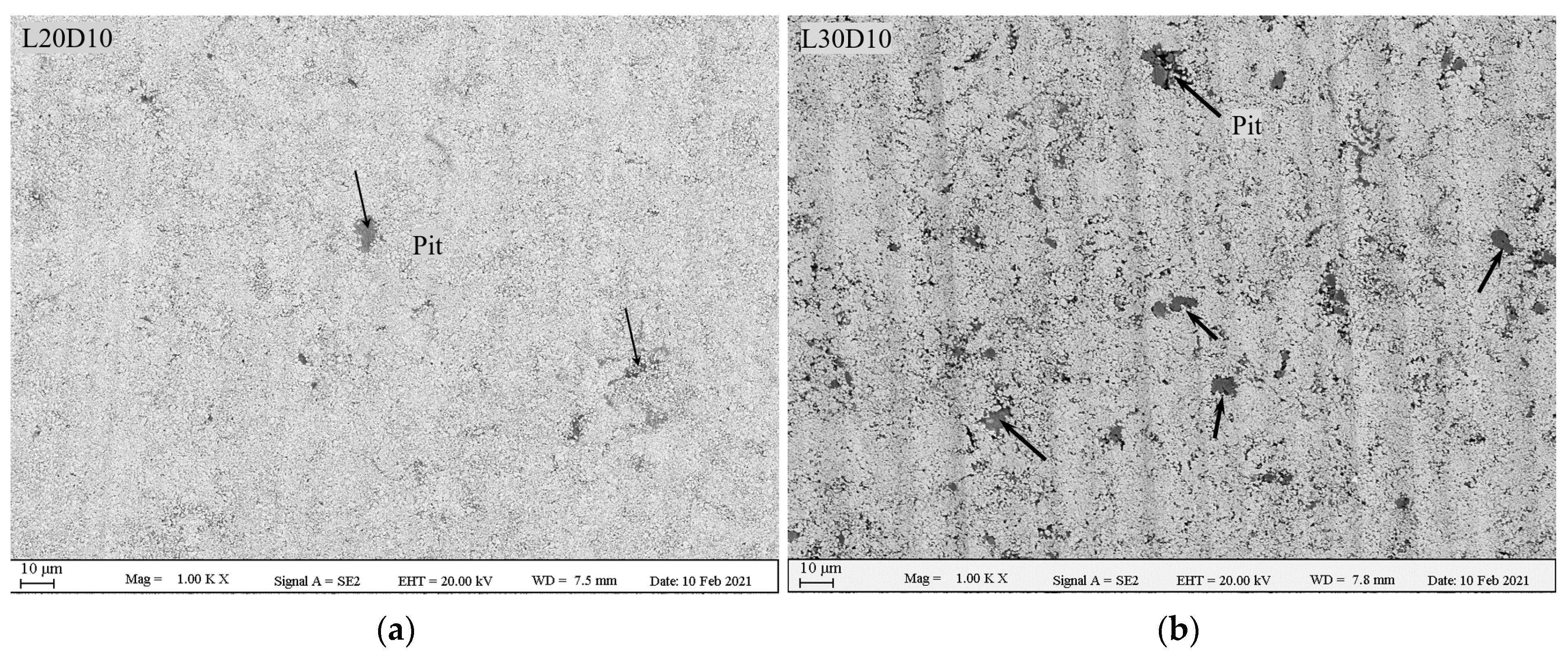
3.3. Influence of Load on Wear Behaviour
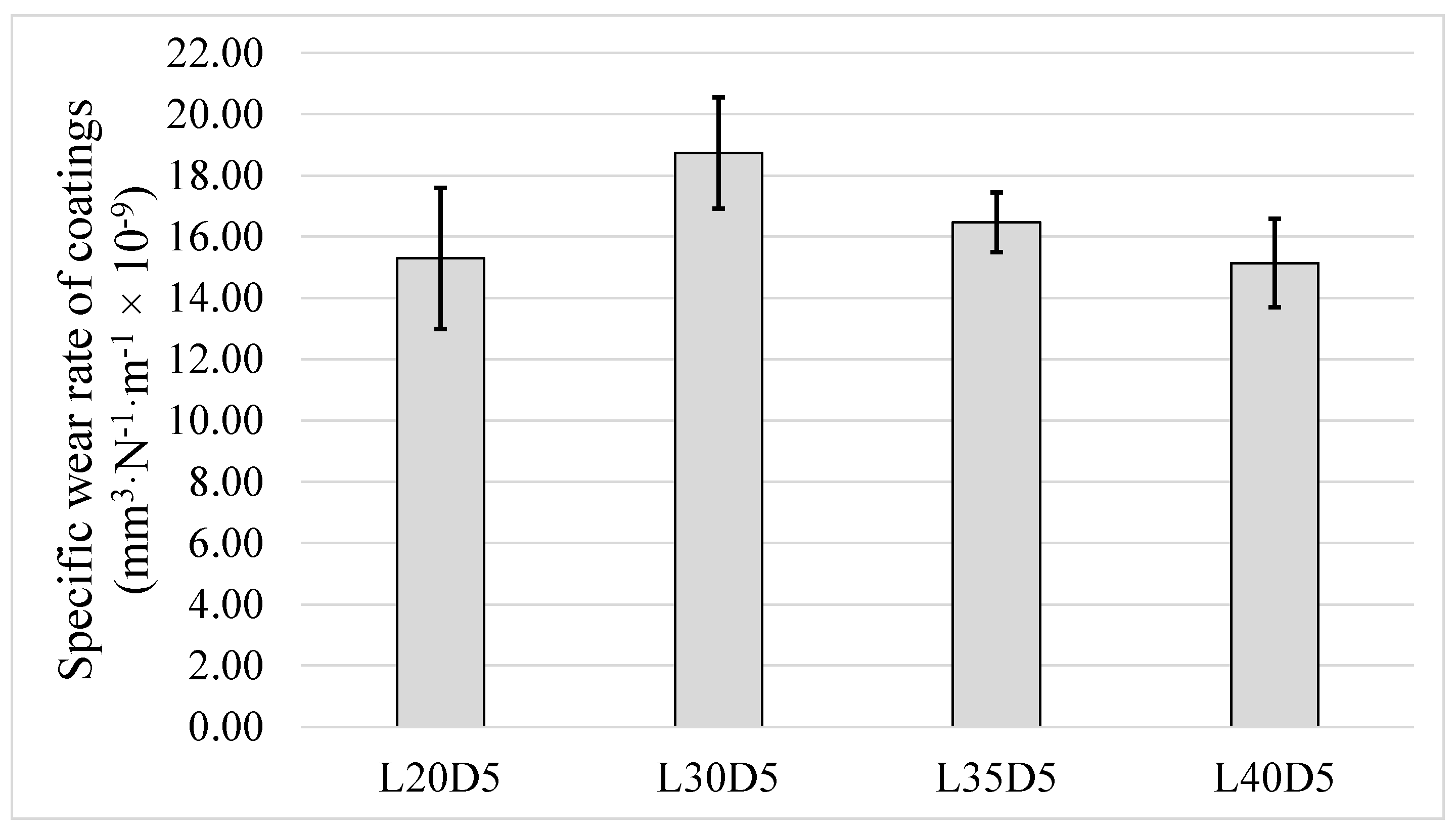
3.3.1. Variation in Specific Wear Rate
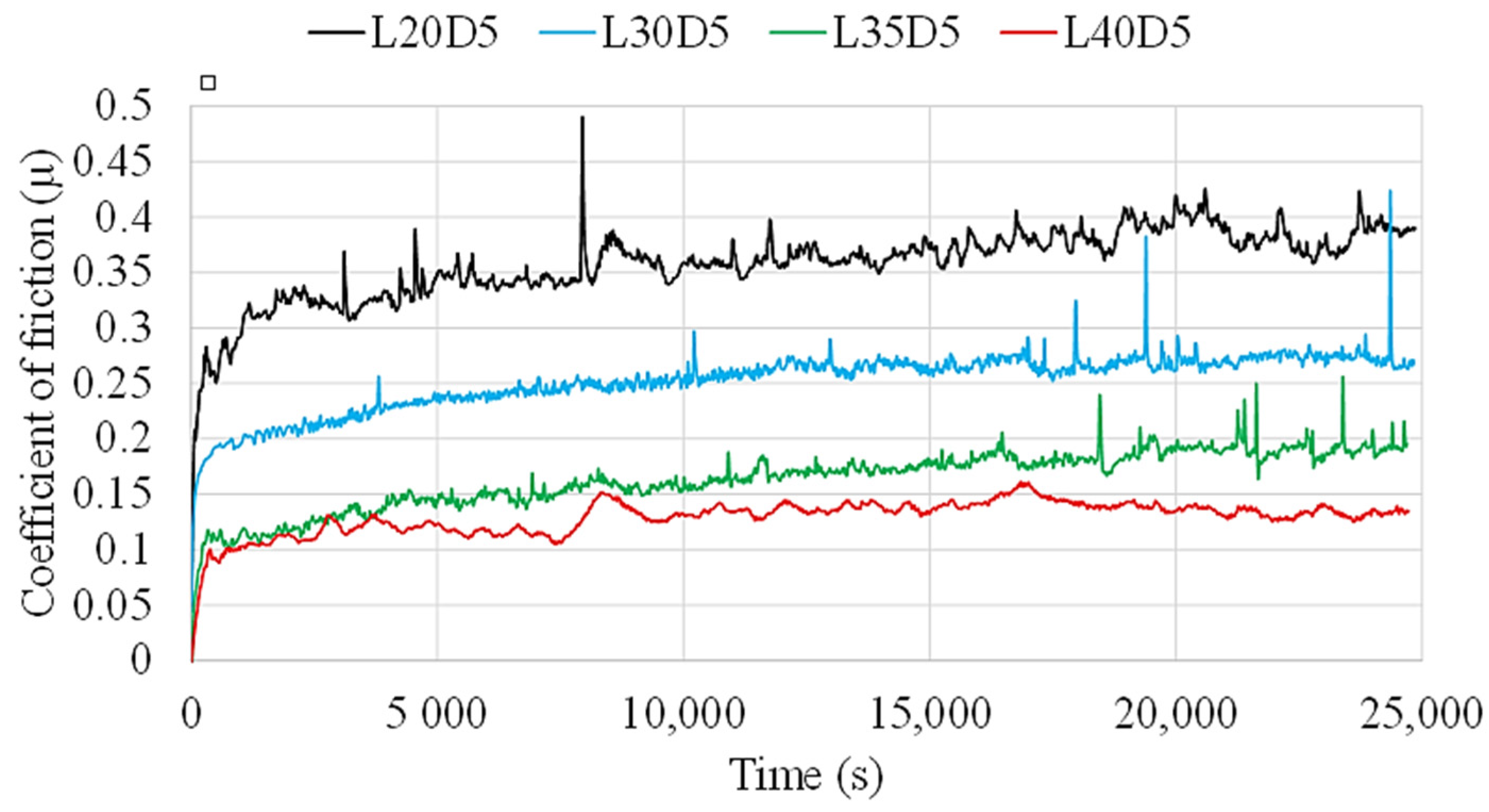
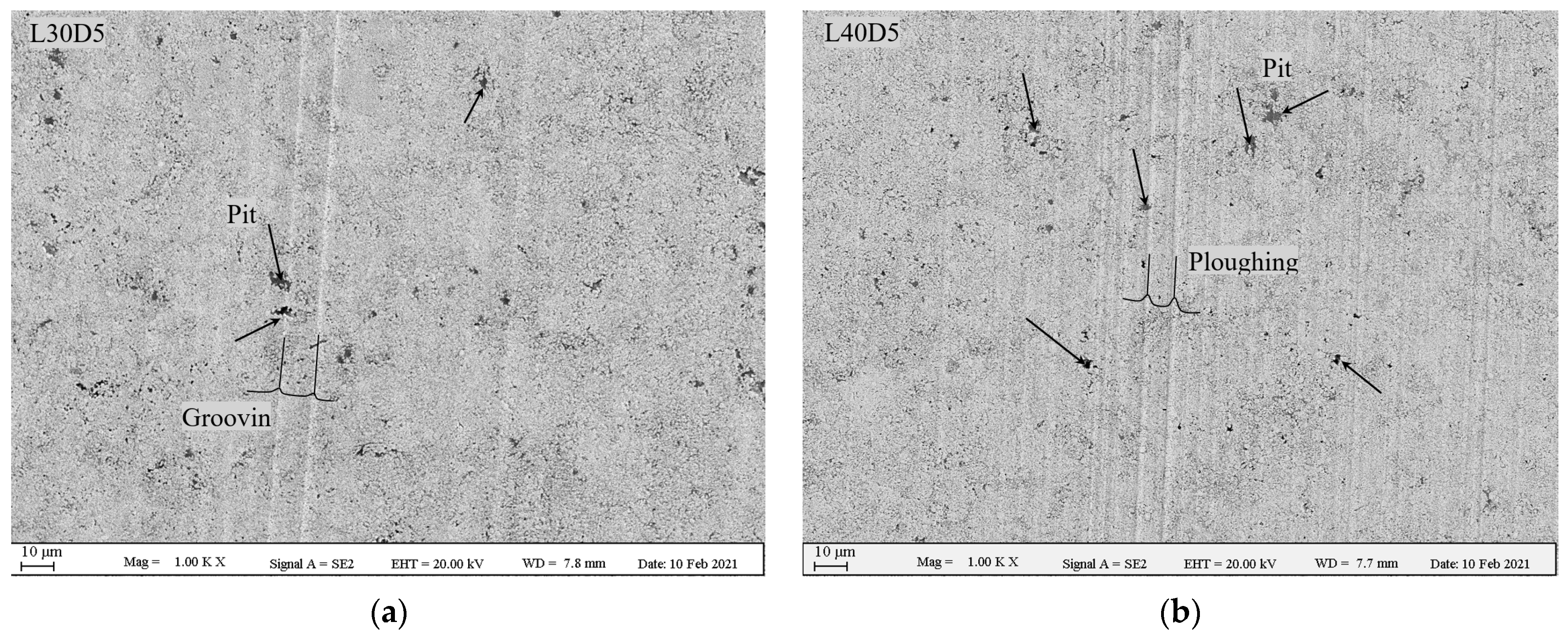
3.3.2. Variation in Coefficient of Friction and Wear Mechanism
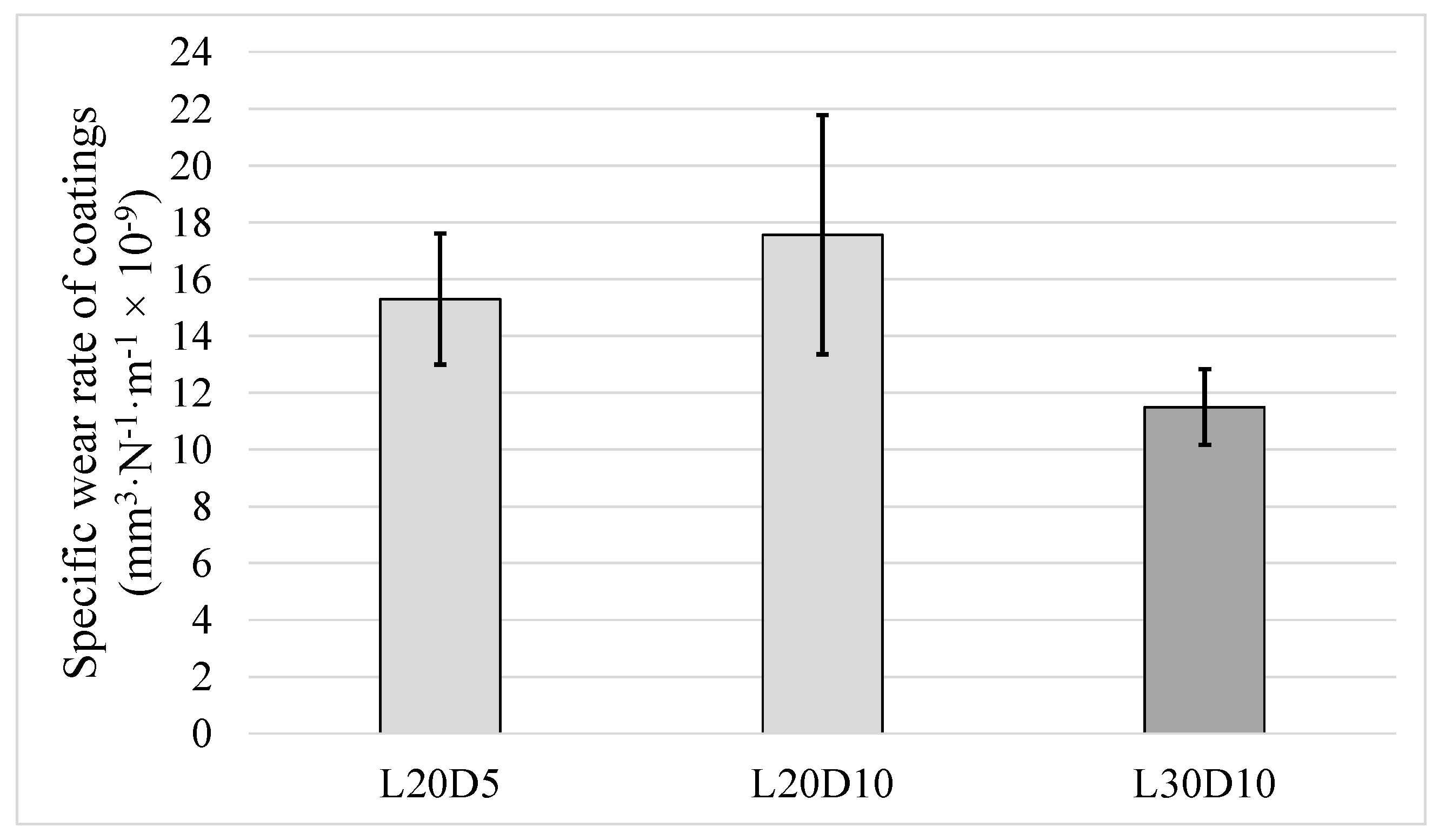
3.4. Influence of Sliding Distance on Wear Rate
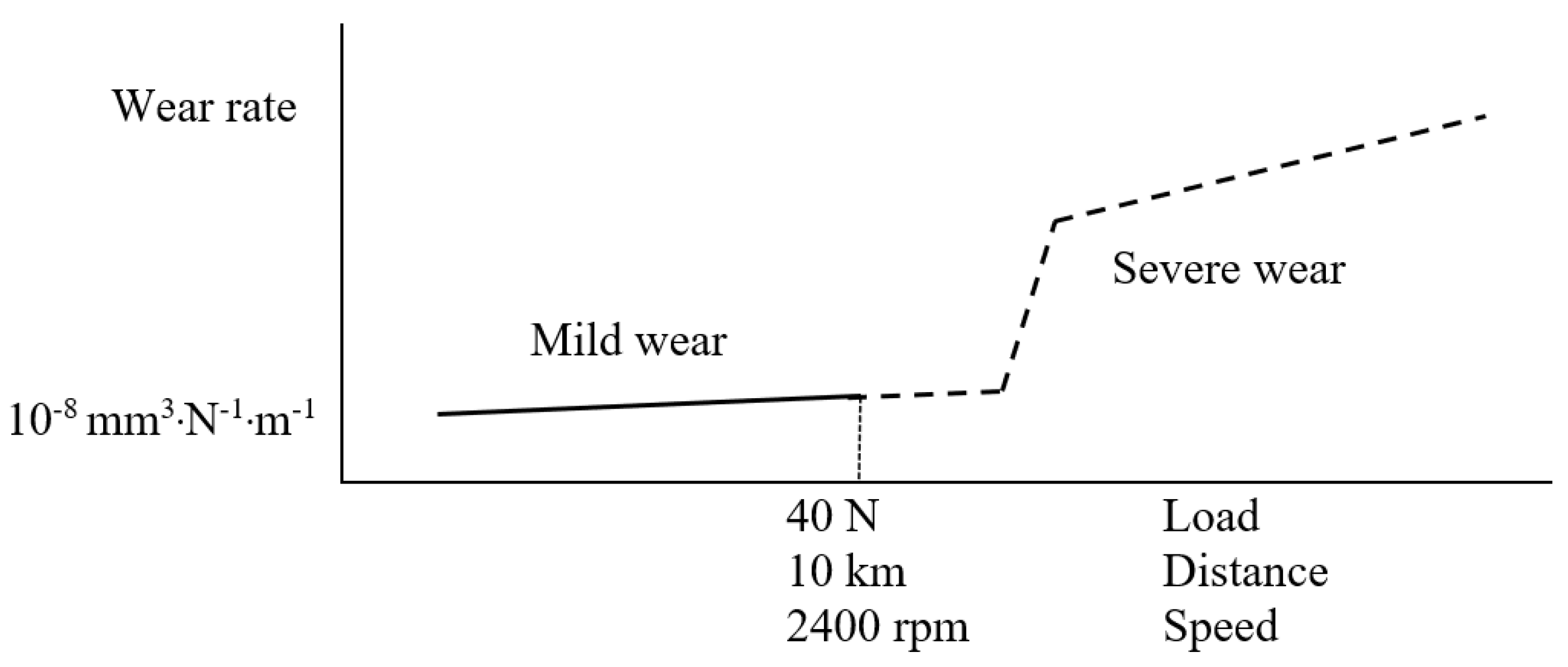
3.5. Wear Regime
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mellor, B.G. Surface Coatings for Protection against Wear; Woodhead Publishing: Sawston, Cambridge, UK, 2006. [Google Scholar] [CrossRef]
- Qiao, Y.; Fischer, T.E.; Dent, A. The effects of fuel chemistry and feedstock powder structure on the mechanical and tribological properties of HVOF thermal-sprayed WC-Co coatings with very fine structures. Surf. Coat. Technol. 2003, 172, 24–41. [Google Scholar] [CrossRef]
- Matikainen, V.; Peregrina, S.R.; Ojala, N.; Koivuluoto, H.; Schubert, J.; Houdková, Š.; Vuoristo, P. Erosion wear performance of WC-10Co4Cr and Cr3C2-25NiCr coatings sprayed with high-velocity thermal spray processes. Surf. Coat. Technol. 2019, 370, 196–212. [Google Scholar] [CrossRef]
- ASTM. G76-18: Standard Test Method for Conducting Erosion Tests by Solid Particle Impingement Using Gas Jets; ASTM International: West Conshohocken, PA, USA, 2013; pp. 1–6. [Google Scholar] [CrossRef]
- ASTM International. G65-16: Standard Test Method for Measuring Abrasion Using the Dry Sand/Rubber Wheel; ASTM International: West Conshohocken, PA, USA, 2013; Volume 4, pp. 1–12. [Google Scholar] [CrossRef]
- ASTM International; Annu, B. Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus G99-17; ASTM International: West Conshohocken, PA, USA, 2017; Volume 5, pp. 1–6. [Google Scholar] [CrossRef]
- Myalska, H.; Lusvarghi, L.; Bolelli, G.; Sassatelli, P.; Moskal, G. Tribological behavior of WC-Co HVAF-sprayed composite coatings modified by nano-sized TiC addition. Surf. Coat. Technol. 2019, 371, 401–416. [Google Scholar] [CrossRef]
- Cui, X.; Wang, C.; Kang, J.; Yue, W.; Fu, Z.; Zhu, L. Influence of the corrosion of saturated saltwater drilling fluid on the tribological behavior of HVOF WC-10Co4Cr coatings. Eng. Fail. Anal. 2017, 71, 195–203. [Google Scholar] [CrossRef]
- Kato, K.; Adachi, K. Wear Mechanisms; CRC Press: Boca Raton, FL, USA, 2001. [Google Scholar]
- Bayer, R.G. Mechanical Wear Prediction and Prevention; Marcel Dekker, Inc.: Monticello, NY, USA, 1994; p. 657. [Google Scholar]
- Budinski, K.G. Guide to Friction, Wear and Erosion Testing; ASTM international: West Conshohocken, PA, USA, 2007. [Google Scholar] [CrossRef]
- Pawlowski, L. The Science and Engineering of Thermal Spray Coatings, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2008. [Google Scholar] [CrossRef]
- Molina-Claros, J.; Hdz-García, H.M.; Alvarez-Vera, M.; Pech-Canul, M.I.; Muñoz-Arroyo, R.; García-Vázquez, F.; Hernández-García, F.A.; Díaz-Guillen, J.C. Characterisation of PTA processed overlays without and with WC nanoparticles. Surf. Eng. 2017, 33, 857–865. [Google Scholar] [CrossRef]
- Guan, X.; Iwasaki, K.; Kishi, K.; Yamamoto, M.; Tanaka, R. Dry sliding wear behavior of Fe-28Al and Fe-28Al-10Ti alloys. Mater. Sci. Eng. A 2004, 366, 127–134. [Google Scholar] [CrossRef]
- Ghosh, G.; Sidpara, A.; Bandyopadhyay, P.P. Understanding the role of surface roughness on the tribological performance and corrosion resistance of WC-Co coating. Surf. Coat. Technol. 2019, 378, 125080. [Google Scholar] [CrossRef]
- Wesmann, J.A.R.; Kuroda, S.; Espallargas, N. The role of oxide tribofilms on friction and wear of different thermally sprayed WC-CoCr. J. Therm. Spray Technol. 2017, 26, 492–502. [Google Scholar] [CrossRef]
- Lee, S.S. Wear behaviors of WC-CoCr and WC-CrC-Ni coatings sprayed by HVOF. J. Korea Acad. Coop. Soc. 2020, 21, 204–211. [Google Scholar] [CrossRef]
- Torkashvand, K.; Gupta, M.; Björklund, S.; Marra, F.; Baiamonte, L.; Joshi, S. Influence of nozzle configuration and particle size on characteristics and sliding wear behaviour of HVAF-sprayed WC-CoCr coatings. Submitt. Surf. Coat. Technol. 2021. (Submitted). [Google Scholar]
- Uzun, A.; Altuncu, E.; Ustel, F.; Turk, A.; Ozturk, S. Investigation of wear behaviour of HVOF sprayed WC-Co coatings for automotive parts in different working conditions. Int. J. Surf. Sci. Eng. 2011, 5, 180–192. [Google Scholar] [CrossRef]
- Bhattacharjee, D.; Muthusamy, K.; Ramanujam, S. Effect of load and composition on friction and dry sliding wear behavior of tungsten carbide particle-reinforced iron composites. Tribol. Trans. 2014, 57, 292–299. [Google Scholar] [CrossRef]
- Sonber, J.K.; Limaye, P.K.; Murthy, T.S.R.C.; Sairam, K.; Nagaraj, A.; Soni, N.L.; Patel, R.J.; Chakravartty, J.K. Tribological properties of boron carbide in sliding against WC ball. Int. J. Refract. Met. Hard Mater. 2015, 51, 110–117. [Google Scholar] [CrossRef]
- Xu, B.; Zhu, Z.; Ma, S.; Zhang, W.; Liu, W. Sliding wear behavior of Fe-Al and Fe-Al/WC coatings prepared by high velocity arc spraying. Wear 2004, 257, 1089–1095. [Google Scholar] [CrossRef]
- Xiong, F.; Manory, R.R. The effect of test parameters on alumina wear under low contact stress. Wear 1999, 236, 240–245. [Google Scholar] [CrossRef]
- Shipway, P.H.; Mccartney, D.G.; Sudaprasert, T. Sliding wear behaviour of conventional and nanostructured HVOF sprayed WC—Co coatings. Wear 2005, 259, 820–827. [Google Scholar] [CrossRef]
- Sudaprasert, T.; Shipway, P.H.; McCartney, D.G. Sliding wear behaviour of HVOF sprayed WC-Co coatings deposited with both gas-fuelled and liquid-fuelled systems. Wear 2003, 255, 943–949. [Google Scholar] [CrossRef]
- Wang, H.; Wang, X.; Song, X.; Liu, X.X.; Liu, X.X. Sliding wear behavior of nanostructured WC-Co-Cr coatings. Appl. Surf. Sci. 2015, 355, 453–460. [Google Scholar] [CrossRef]
- Karaoglanli, A.C.; Oge, M.; Doleker, K.M.; Hotamis, M. Comparison of tribological properties of HVOF sprayed coatings with different composition. Surf. Coat. Technol. 2017, 318, 299–308. [Google Scholar] [CrossRef]
- ASTM, A. Standard Test Method for Microindentation Hardness of Materials; ASTM Int.: West Conshohocken, PA, USA, 2011. [Google Scholar]
- Wesmann, J.A.R.; Espallargas, N. Effect of atmosphere, temperature and carbide size on the sliding friction of self-mated HVOF WC-CoCr contacts. Tribol. Int. 2016, 101, 301–313. [Google Scholar] [CrossRef]
- Wesmann, J.A.R.; Espallargas, N. Elucidating the complex role of surface oxides formed during sliding of self-mated warm sprayed WC-CoCr in different environments. Tribol. Int. 2016, 94, 360–372. [Google Scholar] [CrossRef]
- Wilkowski, J.; Marek, B.; Radosław, J.; Zbigniew, W.; Alicja, A. Analysis of sliding friction of WC-Co composite on particleboard. Ann. Warsaw Univ. Life Sci. For. Wood Technol. 2020, 111, 60–67. [Google Scholar]
- Wang, Q.; Zhang, S.; Cheng, Y.; Xiang, J.; Zhao, X.; Yang, G. Wear and corrosion performance of WC-10Co4Cr coatings deposited by different HVOF and HVAF spraying processes. Surf. Coat. Technol. 2013, 218, 127–136. [Google Scholar] [CrossRef]
- Chowdhury, M.A.; Khalil, M.K.; Nuruzzaman, D.M.; Rahaman, M.L. The effect of sliding speed and normal load on friction and wear property of aluminum. Int. J. Mech. Mech. Eng. 2011, 11, 53–57. [Google Scholar]
- Vashishtha, N.; Sapate, S.G.; Gahlot, J.S.; Bagde, P. Effect of Tribo-Oxidation on Friction and Wear Behaviour of HVOF Sprayed WC–10Co–4Cr Coating. Tribol. Lett. 2018, 66, 56. [Google Scholar] [CrossRef]
- Hutchings, I.M. Tribology: Friction and Wear of Engineering Materials; Edward Arnold Publishers: London, UK, 1992; p. 352. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition (% Mass) | Particle Size Range (µm) | Carbide Size | Service Temp. (°C) | |
|---|---|---|---|---|
| Co: 8.5–11.5 Cr: 3.0–5.0 | C: 5.0–6.0 W: Bal. | 5/30 | fine | <500 |
| Gun/Nozzle | Air (psi) | Fuel 1 (psi) | Fuel 2 (psi) | Carrier (L/min) | Feed (g/min) | SoD (mm) | Number of Strokes | |
|---|---|---|---|---|---|---|---|---|
| Grit-blasting | M3/5L2 | 110 | 100 | 80 | 60 | ≈100 | 350 | 2 |
| WC–CoCr | M3/5L2 | 118 | 105 | 115 | 50 | 200 | 300 | 16 |
| Variable Parameter | Code | Radius (mm) | Load (N) | Distance (km) |
|---|---|---|---|---|
| Angular velocity | R5 (S1/S2/S3) | 5 | 20 | 5 |
| R6 (S1/S2/S3) | 6 | 20 | 5 | |
| R7 (S1/S2/S3) | 7 | 20 | 5 | |
| R8 (S1/S2/S3) | 8 | 20 | 5 | |
| R9 (S1/S2/S3) | 9 | 20 | 5 | |
| Load | L20D5 | 7 and 8 | 20 | 5 |
| L30D5 | 7 and 8 | 30 | 5 | |
| L35D5 | 7 and 8 | 35 | 5 | |
| L40D5 | 7 and 8 | 40 | 5 | |
| Distance | L20D10 | 7 and 8 | 20 | 10 |
| Load and distance | L30D10 | 7 and 8 | 30 | 10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Torkashvand, K.; Selpol, V.K.; Gupta, M.; Joshi, S. Influence of Test Conditions on Sliding Wear Performance of High Velocity Air Fuel-Sprayed WC–CoCr Coatings. Materials 2021, 14, 3074. https://doi.org/10.3390/ma14113074
Torkashvand K, Selpol VK, Gupta M, Joshi S. Influence of Test Conditions on Sliding Wear Performance of High Velocity Air Fuel-Sprayed WC–CoCr Coatings. Materials. 2021; 14(11):3074. https://doi.org/10.3390/ma14113074
Chicago/Turabian StyleTorkashvand, Kaveh, Vinod Krishna Selpol, Mohit Gupta, and Shrikant Joshi. 2021. "Influence of Test Conditions on Sliding Wear Performance of High Velocity Air Fuel-Sprayed WC–CoCr Coatings" Materials 14, no. 11: 3074. https://doi.org/10.3390/ma14113074
APA StyleTorkashvand, K., Selpol, V. K., Gupta, M., & Joshi, S. (2021). Influence of Test Conditions on Sliding Wear Performance of High Velocity Air Fuel-Sprayed WC–CoCr Coatings. Materials, 14(11), 3074. https://doi.org/10.3390/ma14113074