
Study on Preparation and Interfacial Transition Zone Microstructure of Red Mud-Yellow Phosphorus Slag-Cement Concrete



Abstract
1. Introduction
2. Experimental Procedure
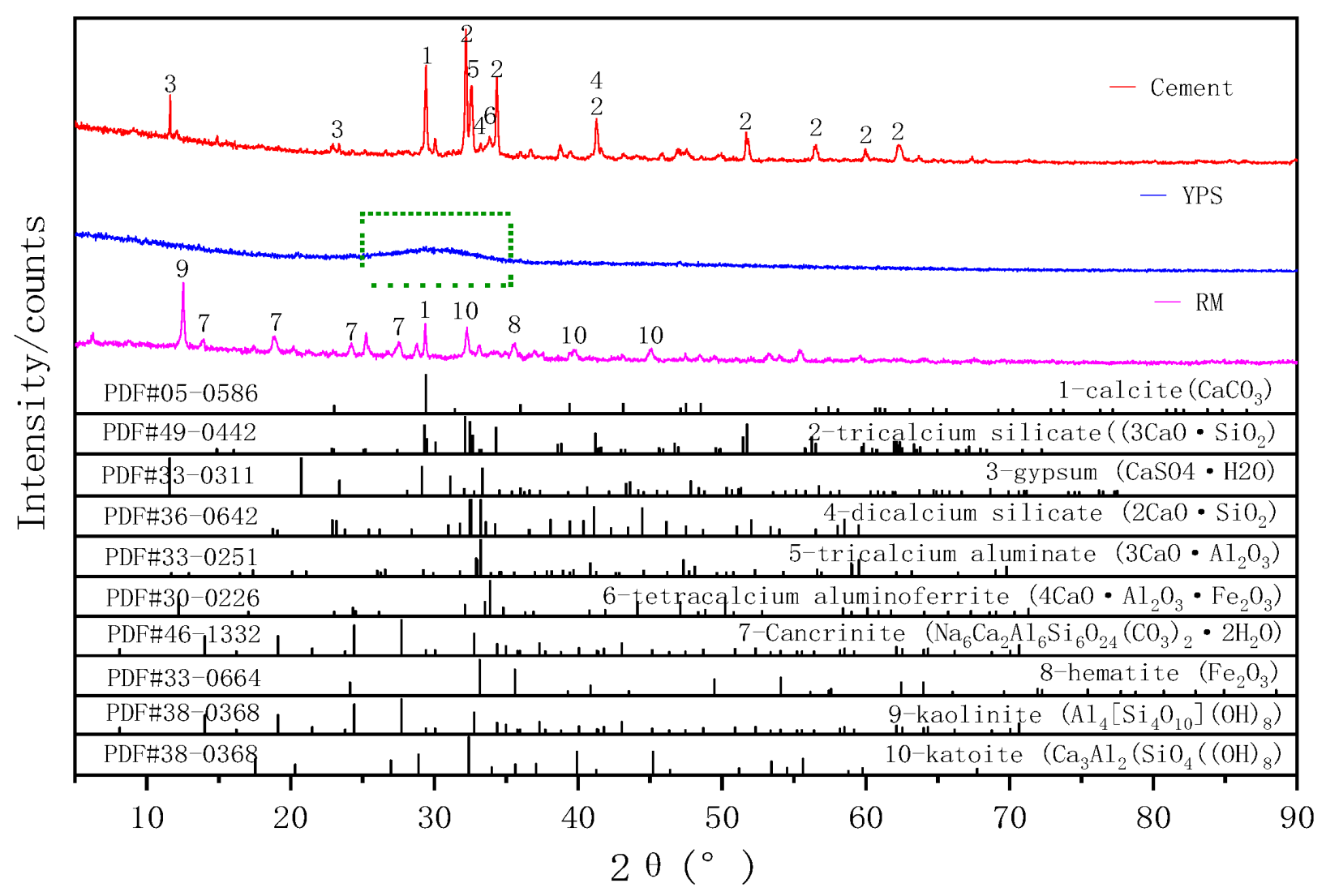
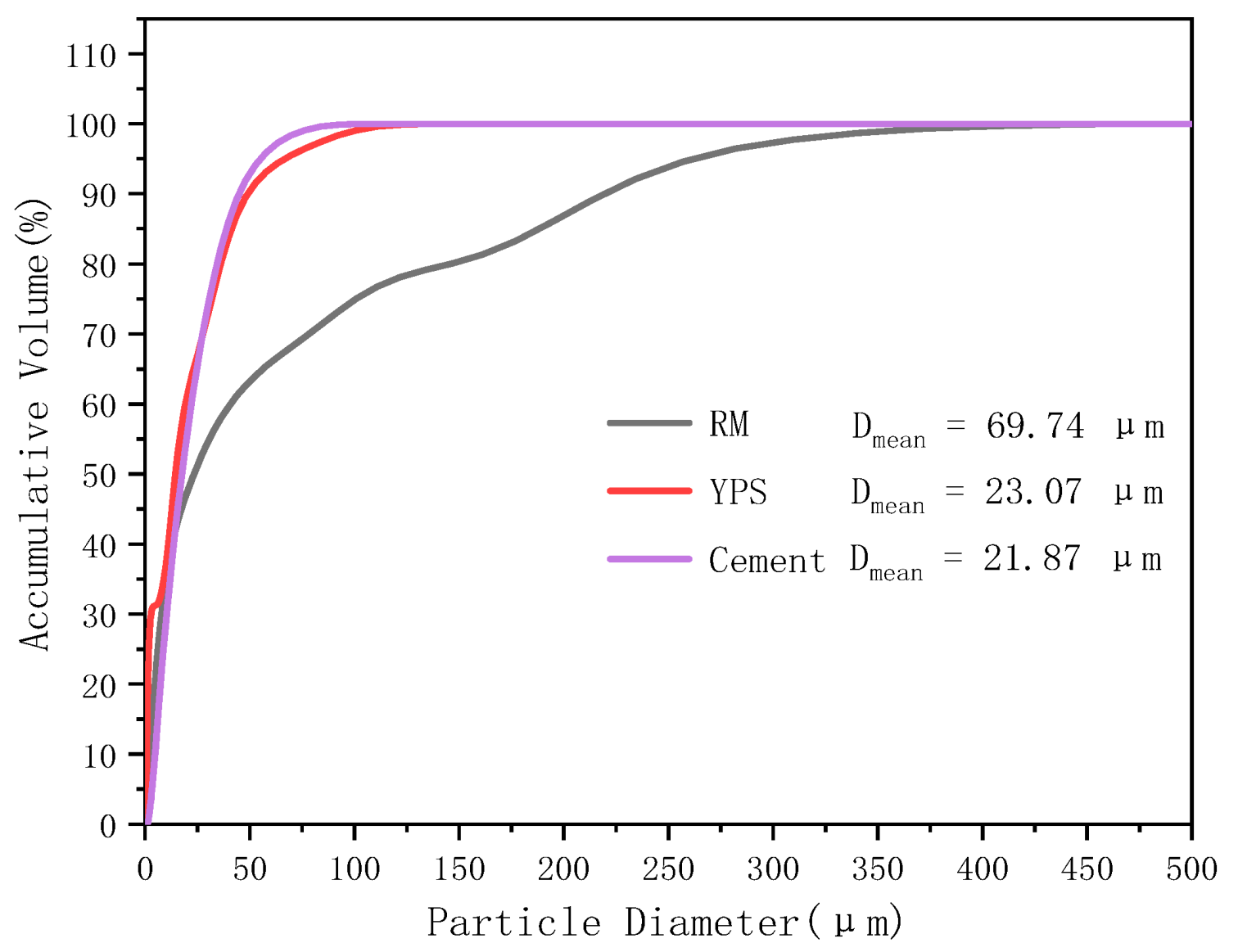
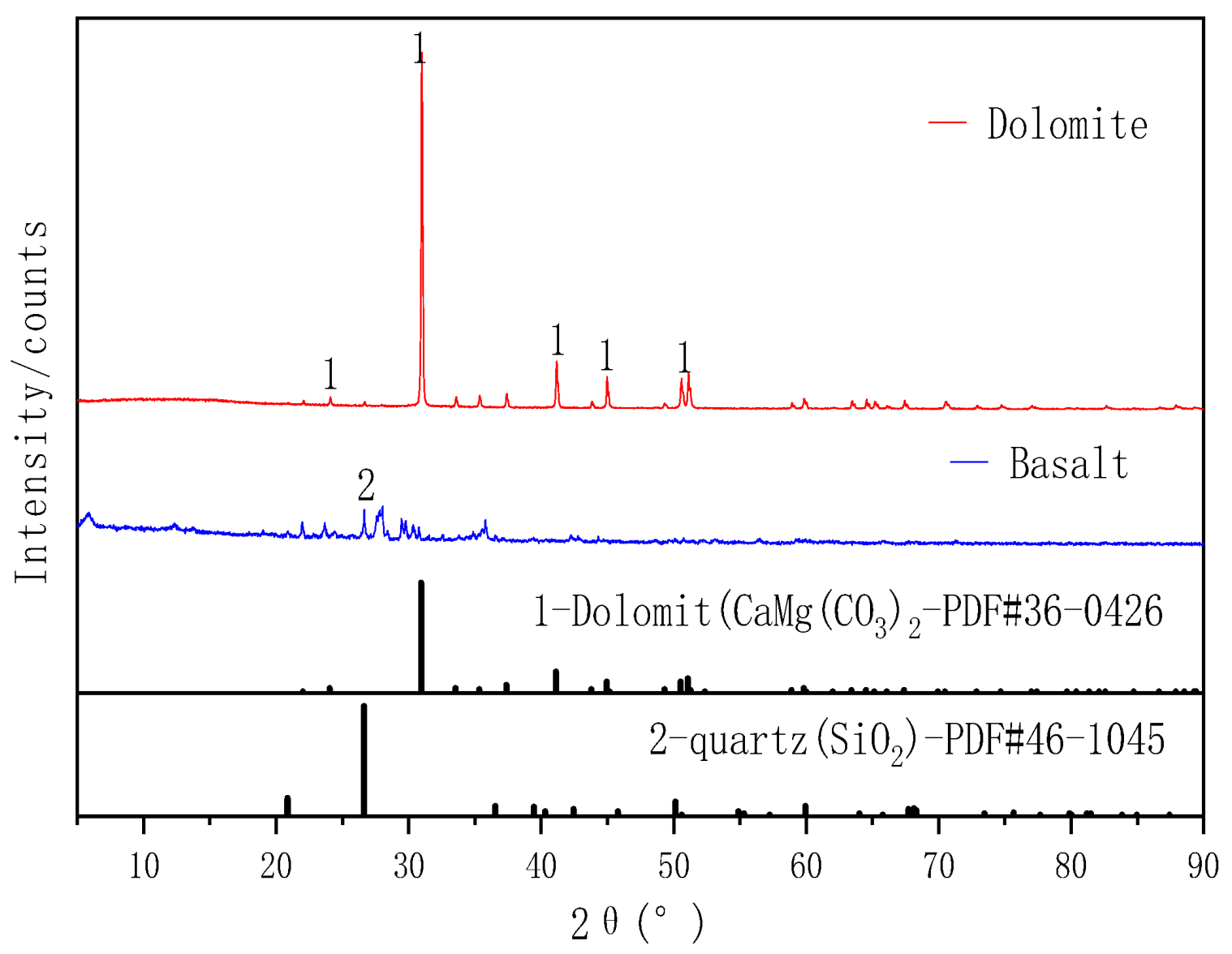
2.1. Raw Materials
2.2. Mix Proportions
2.3. Specimen Preparation and Experimental Methods
2.3.1. Procedures of Specimen Preparation
2.3.2. Measurement of Mechanical Performance
2.3.3. Microporous Structure Measurement of ITZ
2.3.4. Measurement of Structure and Morphology of ITZ
2.3.5. Measurement of Interfacial Material Composition
3. Results and Discussion
3.1. Effect of Replacing Cement with YPS and RM on the Mechanical Properties of Concrete
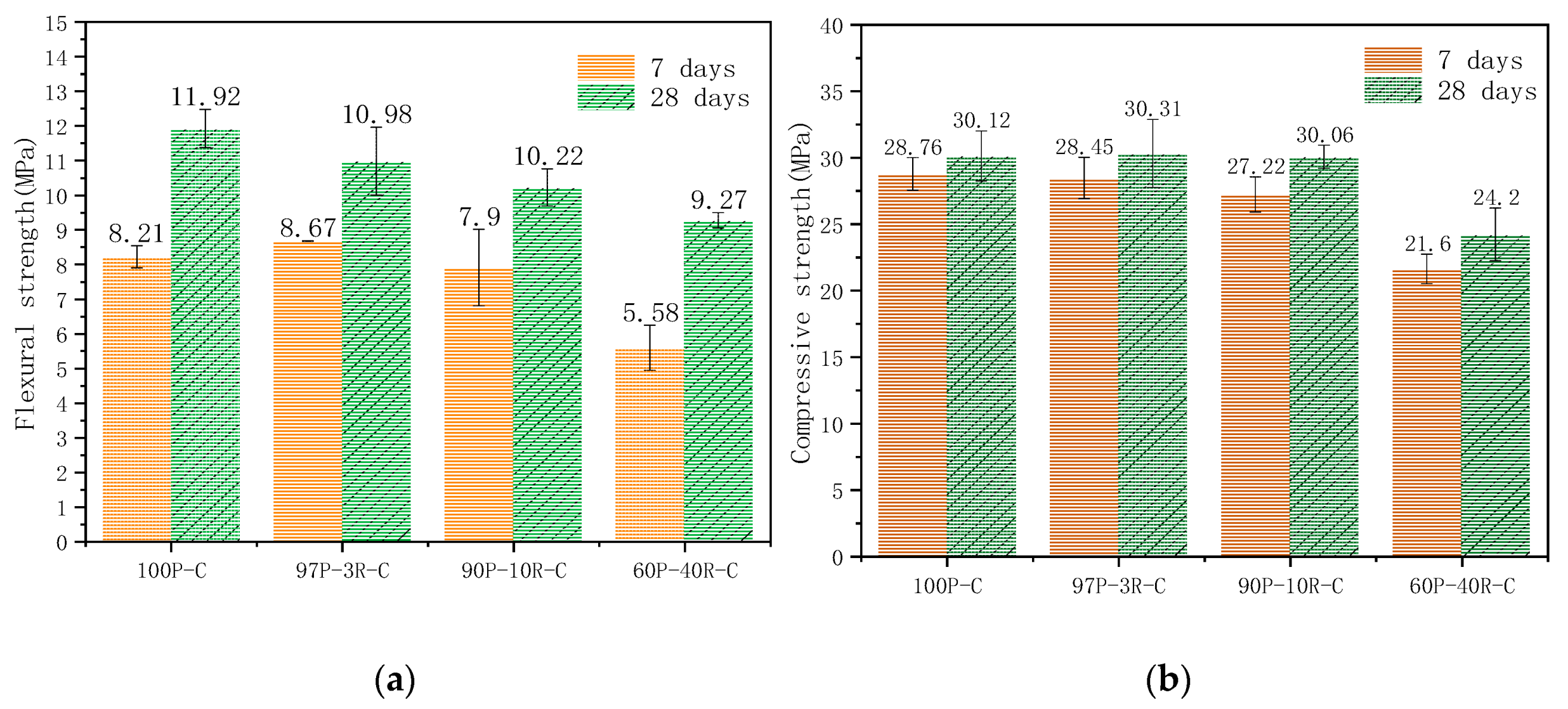
3.1.1. Effect of Replacing Cement with RM on the Mechanical Properties of Concrete
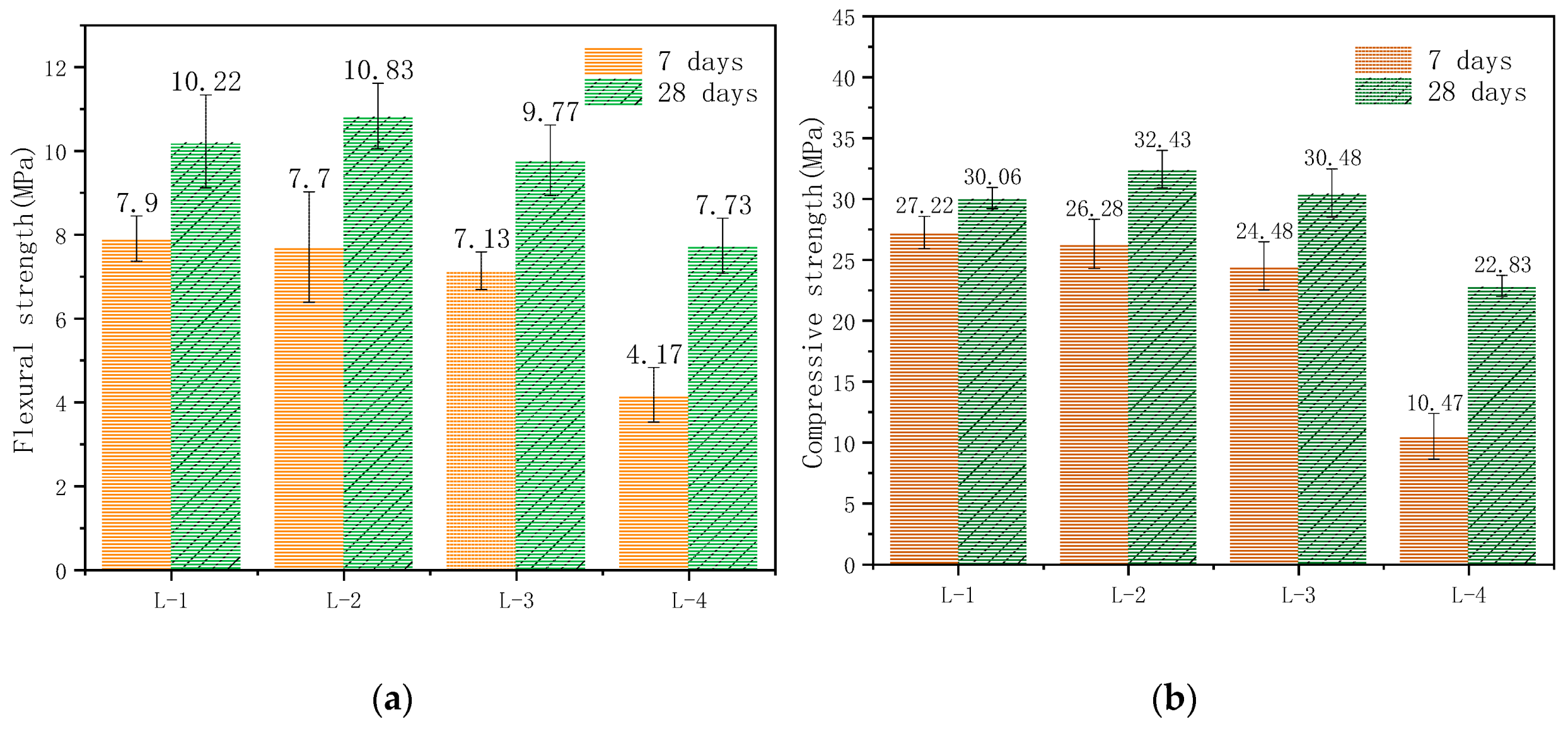
3.1.2. Effect of Replacing Cement with YPS–RM on Mechanical Properties of Concrete
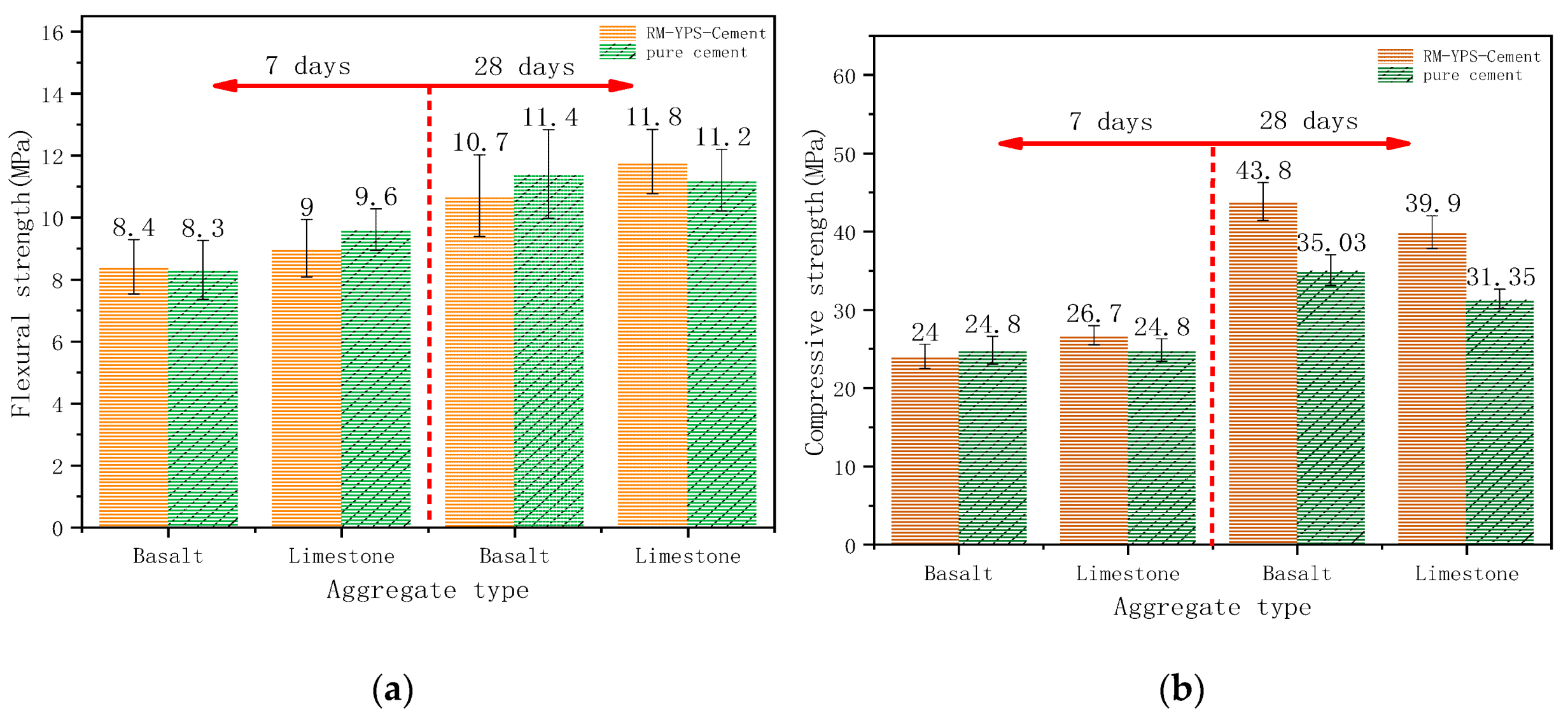
3.2. Effect of Aggregates on Mechanical Properties of Concrete Prepared with RM–YPS–Cement
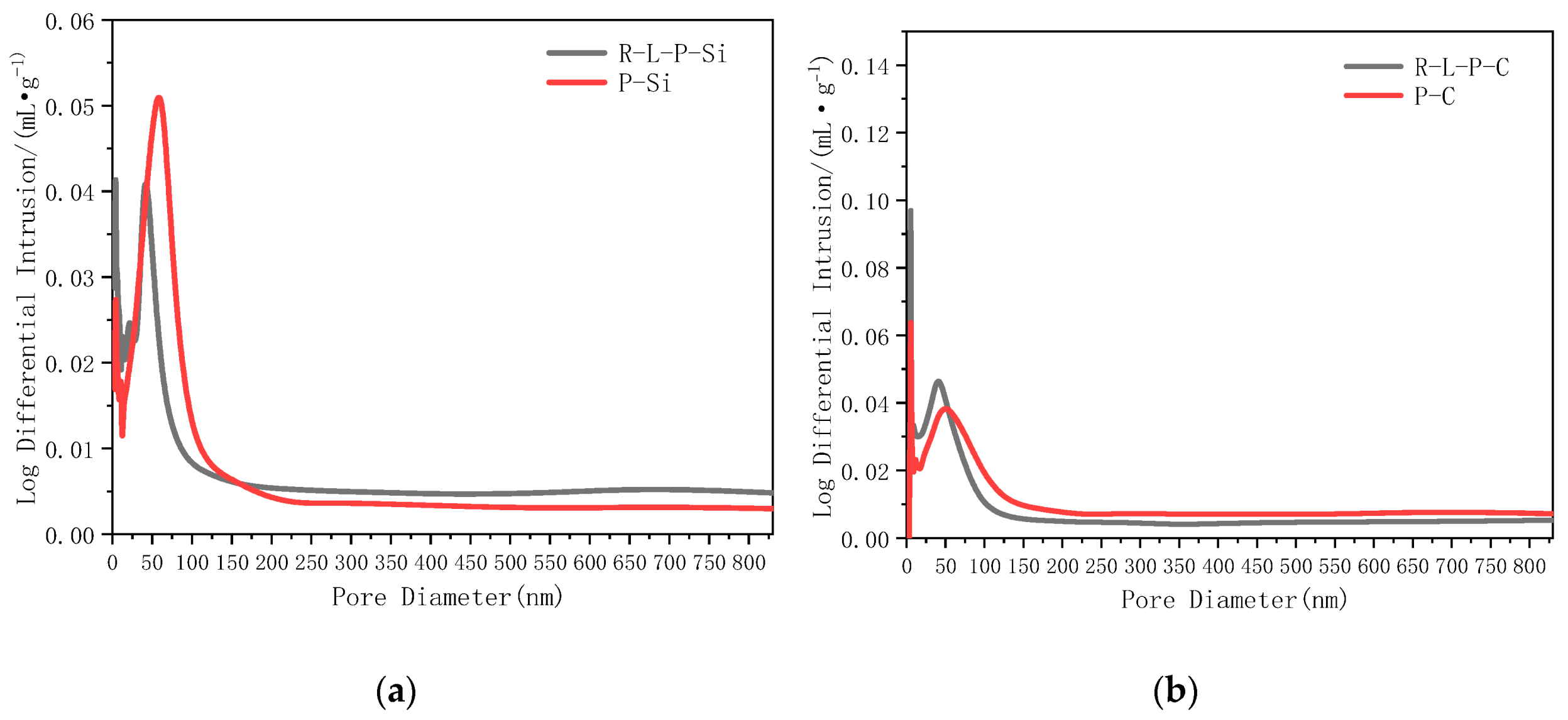
3.3. Microporous Structure in ITZ
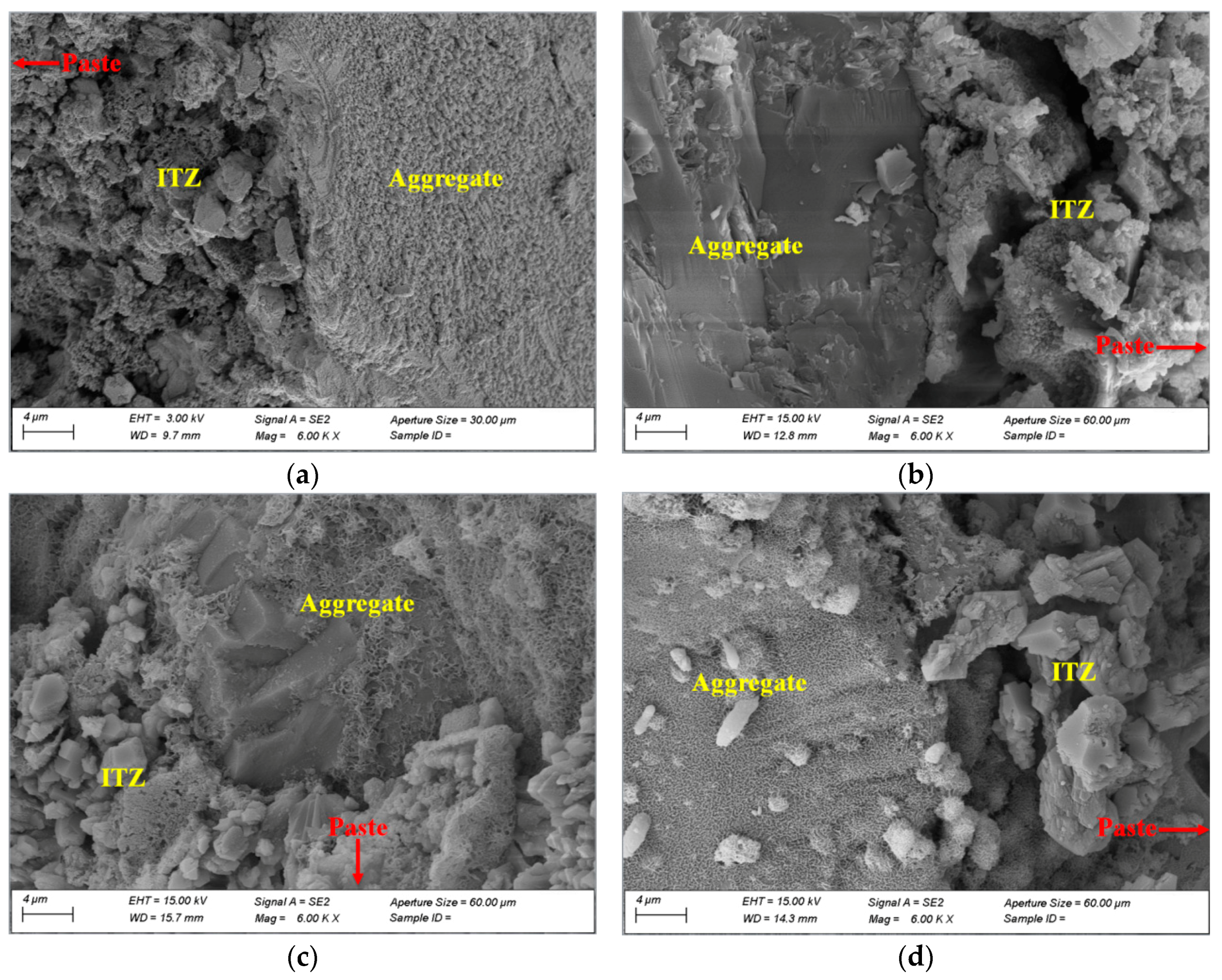
3.4. ITZ Structure and Topography
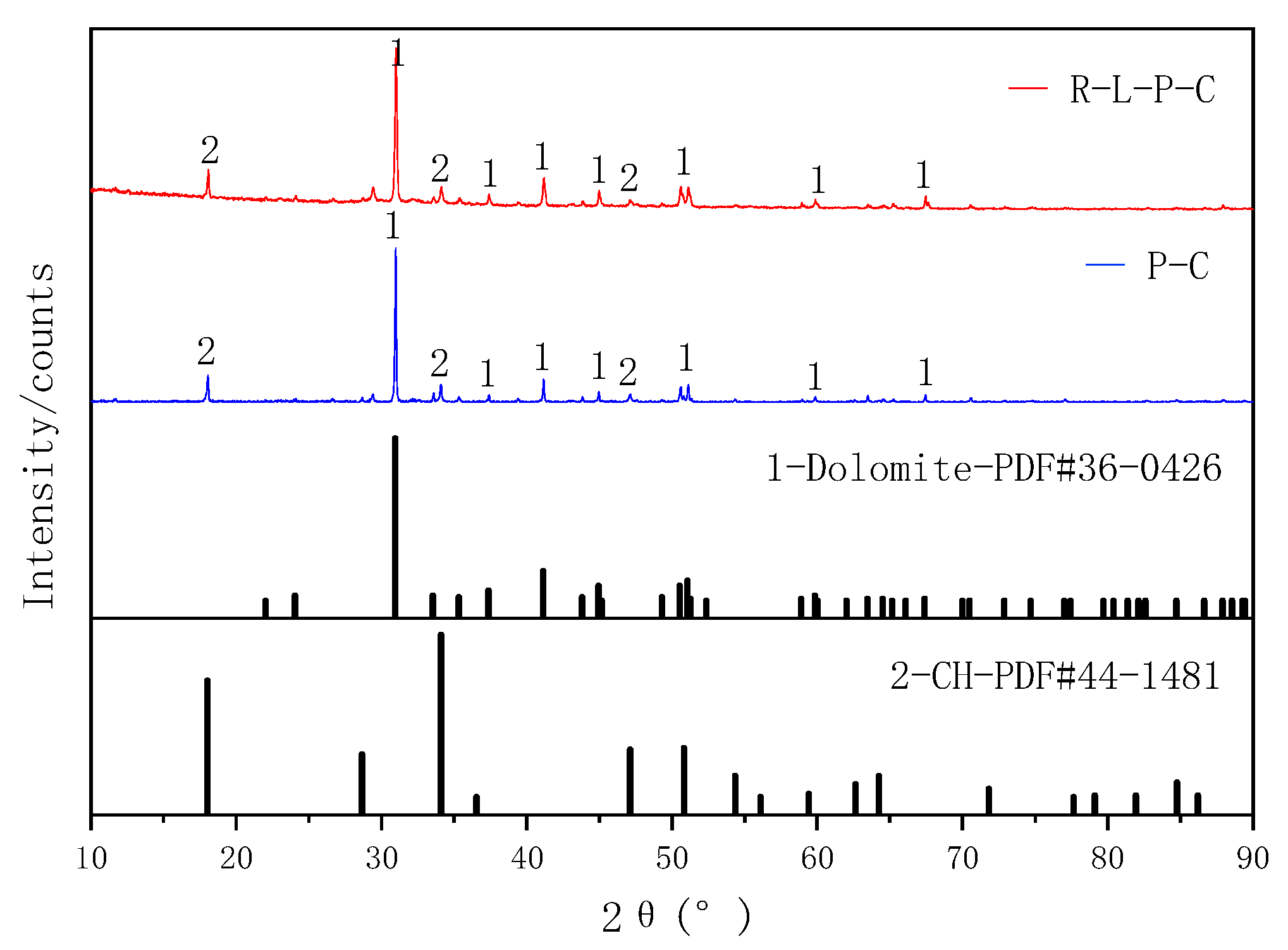
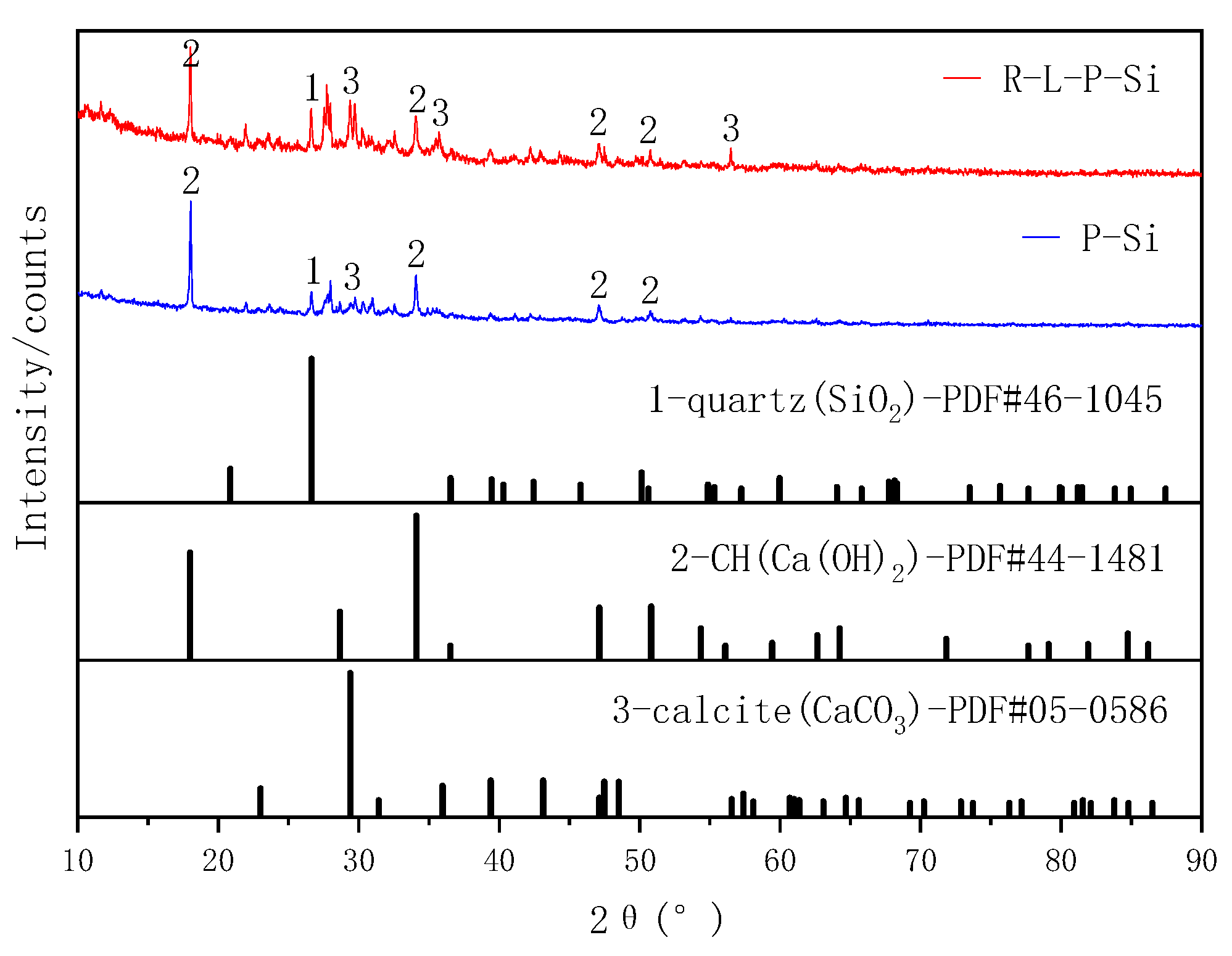
3.5. Mineral Composition of ITZ
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Das, B.; Mohanty, K. A review on advances in sustainable energy production through various catalytic processes by using catalysts derived from waste red mud. Renew. Energy 2019, 143, 1791–1811. [Google Scholar] [CrossRef]
- Wang, M.; Liu, X. Applications of red mud as an environmental remediation material: A review. J. Hazard. Mater. 2021, 408, 124420. [Google Scholar] [CrossRef]
- He, X.; Ye, Q.; Yang, J.; Dai, F.; Su, Y.; Wang, Y.; Bohumír, S. Physico-chemical Characteristics of Wet-milled Ultrafine-granulated Phosphorus Slag as a Supplementary Cementitious Material. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2018, 33, 625–633. [Google Scholar] [CrossRef]
- Pang, M.; Sun, Z.; Chen, M.; Lang, J.; Dong, J.; Tian, X.; Sun, J. Influence of Phosphorus Slag on Physical and Mechanical Properties of Cement Mortars. Materials 2020, 13, 2390. [Google Scholar] [CrossRef]
- Li, D.; Shen, J.; Mao, L.; Wu, X. The influence of admixtures on the properties of phosphorous slag cement. Cem. Concr. Res. 2000, 30, 1169–1173. [Google Scholar] [CrossRef]
- Allahverdi, A.; Pilehvar, S.; Mahinroosta, M. Influence of curing conditions on the mechanical and physical properties of chemically-activated phosphorous slag cement. Powder Technol. 2016, 288, 132–139. [Google Scholar] [CrossRef]
- Qian, G.; Wang, K.; Bai, X.; Xiao, T.; Jin, D.; Huang, Q. Effects of surface modified phosphate slag powder on performance of asphalt and asphalt mixture. Constr. Build. Mater. 2018, 158, 1081–1089. [Google Scholar] [CrossRef]
- Khairul, M.; Zanganeh, J.; Moghtaderi, B. The composition, recycling and utilisation of Bayer red mud. Resour. Conserv. Recycl. 2019, 141, 483–498. [Google Scholar] [CrossRef]
- Toniolo, N.; Boccaccini, A.R. Fly ash-based geopolymers containing added silicate waste. A review. Ceram. Int. 2017, 43, 14545–14551. [Google Scholar] [CrossRef]
- Islam, A.; Alengaram, U.J.; Jumaat, M.Z.; Bashar, I.I.; Kabir, S.A. Engineering properties and carbon footprint of ground granulated blast-furnace slag-palm oil fuel ash-based structural geopolymer concrete. Constr. Build. Mater. 2015, 101, 503–521. [Google Scholar] [CrossRef]
- Rivera, F.; Martínez, P.; Castro, J.; López, M. Massive volume fly-ash concrete: A more sustainable material with fly ash replacing cement and aggregates. Cem. Concr. Compos. 2015, 63, 104–112. [Google Scholar] [CrossRef]
- Golewski, G.L. Evaluation of morphology and size of cracks of the Interfacial Transition Zone (ITZ) in concrete containing fly ash (FA). J. Hazard. Mater. 2018, 357, 298–304. [Google Scholar] [CrossRef]
- Mironyuk, I.; Tatarchuk, T.; Paliychuk, N.; Heviuk, I.; Horpynko, A.; Yarema, O.; Mykytyn, I. Effect of surface-modified fly ash on compressive strength of cement mortar. Mater. Today Proc. 2021, 35, 534–537. [Google Scholar] [CrossRef]
- Cho, Y.K.; Jung, S.H.; Choi, Y.C. Effects of chemical composition of fly ash on compressive strength of fly ash cement mortar. Constr. Build. Mater. 2019, 204, 255–264. [Google Scholar] [CrossRef]
- Wang, L.; Guo, F.; Lin, Y.; Yang, H.; Tang, S. Comparison between the effects of phosphorous slag and fly ash on the C-S-H structure, long-term hydration heat and volume deformation of cement-based materials. Constr. Build. Mater. 2020, 250, 118807. [Google Scholar] [CrossRef]
- Sheng, Y.; Zhang, B.; Yan, Y.; Chen, H.; Xiong, R.; Geng, J. Effects of phosphorus slag powder and polyester fiber on performance characteristics of asphalt binders and resultant mixtures. Constr. Build. Mater. 2017, 141, 289–295. [Google Scholar] [CrossRef]
- Viyasun, K.; Anuradha, R.; Thangapandi, K.; Kumar, D.S.; Sivakrishna, A.; Gobinath, R. Investigation on performance of red mud based concrete. Mater. Today Proc. 2021, 39, 796–799. [Google Scholar] [CrossRef]
- Ghalehnovi, M.; Roshan, N.; Hakak, E.; Shamsabadi, E.A.; De Brito, J. Effect of red mud (bauxite residue) as cement replacement on the properties of self-compacting concrete incorporating various fillers. J. Clean. Prod. 2019, 240, 118213. [Google Scholar] [CrossRef]
- Mukiza, E.; Liu, X.; Zhang, L.; Zhang, N. Preparation and characterization of a red mud-based road base material: Strength formation mechanism and leaching characteristics. Constr. Build. Mater. 2019, 220, 297–307. [Google Scholar] [CrossRef]
- Anirudh, M.; Rekha, K.S.; Venkatesh, C.; Nerella, R. Characterization of red mud based cement mortar; mechanical and microstructure studies. Mater. Today Proc. 2021, 43, 1587–1591. [Google Scholar] [CrossRef]
- Ofuyatan, O.M.; Adeniyi, A.G.; Ijie, D.; Ighalo, J.O.; Oluwafemi, J. Development of high-performance self compacting concrete using eggshell powder and blast furnace slag as partial cement replacement. Constr. Build. Mater. 2020, 256, 119403. [Google Scholar] [CrossRef]
- Majhi, R.; Nayak, A. Bond, durability and microstructural characteristics of ground granulated blast furnace slag based recycled aggregate concrete. Constr. Build. Mater. 2019, 212, 578–595. [Google Scholar] [CrossRef]
- Kim, Y.; Hanif, A.; Usman, M.; Munir, M.J.; Kazmi, S.M.S.; Kim, S. Slag waste incorporation in high early strength concrete as cement replacement: Environmental impact and influence on hydration & durability attributes. J. Clean. Prod. 2018, 172, 3056–3065. [Google Scholar] [CrossRef]
- Han, F.; Zhang, Z. Properties of 5-year-old concrete containing steel slag powder. Powder Technol. 2018, 334, 27–35. [Google Scholar] [CrossRef]
- Venkatesan, B.; Lijina, V.; Kannan, V.; Dhevasenaa, P. Partial replacement of fine aggregate by steel slag and coarse aggregate by walnut shell in concrete. Mater. Today Proc. 2021, 37, 1761–1766. [Google Scholar] [CrossRef]
- Yang, J.; Huang, J.; He, X.; Su, Y.; Oh, S.-K. Shrinkage properties and microstructure of high volume ultrafine phosphorous slag blended cement mortars with superabsorbent polymer. J. Build. Eng. 2020, 29, 101121. [Google Scholar] [CrossRef]
- Peng, Y.; Zhang, J.; Liu, J.; Ke, J.; Wang, F. Properties and microstructure of reactive powder concrete having a high content of phosphorous slag pow-der and silica fume. Constr. Build. Mater. 2015, 101, 482–487. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, Q.; Yang, J. Hydration mechanisms of composite binders containing phosphorus slag at different temperatures. Constr. Build. Mater. 2017, 147, 720–732. [Google Scholar] [CrossRef]
- Yao, Y.; Li, Y.; Liu, X.; Jiang, S.; Feng, C.; Rafanan, E. Characterization on a cementitious material composed of red mud and coal industry byproducts. Constr. Build. Mater. 2013, 47, 496–501. [Google Scholar] [CrossRef]
- Liu, R.-X.; Poon, C.-S. Effects of red mud on properties of self-compacting mortar. J. Clean. Prod. 2016, 135, 1170–1178. [Google Scholar] [CrossRef]
- Tang, W.; Wang, Z.; Liu, Y.; Cui, H. Influence of red mud on fresh and hardened properties of self-compacting concrete. Constr. Build. Mater. 2018, 178, 288–300. [Google Scholar] [CrossRef]
- Vargas, P.; Restrepo-Baena, O.; Tobón, J.I. Microstructural analysis of interfacial transition zone (ITZ) and its impact on the compressive strength of lightweight concretes. Constr. Build. Mater. 2017, 137, 381–389. [Google Scholar] [CrossRef]
- Gao, Y.; De Schutter, G.; Ye, G.; Tan, Z.; Wu, K. The ITZ microstructure, thickness and porosity in blended cementitious composite: Effects of curing age, water to binder ratio and aggregate content. Compos. Part B Eng. 2014, 60, 1–13. [Google Scholar] [CrossRef]
- Huang, Q.; Qian, Z.; Hu, J.; Zheng, D.; Chen, L.; Zhang, M.; Yu, J. Investigation on the properties of aggregate-mastic interfacial transition zones (ITZs) in asphalt mixture containing recycled concrete aggregate. Constr. Build. Mater. 2021, 269, 121257. [Google Scholar] [CrossRef]
- Nežerka, V.; Bílý, P.; Hrbek, V.; Fládr, J. Impact of silica fume, fly ash, and metakaolin on the thickness and strength of the ITZ in concrete. Cem. Concr. Compos. 2019, 103, 252–262. [Google Scholar] [CrossRef]
- Krivenko, P.; Kovalchuk, O.; Pasko, A.; Croymans, T.; Hult, M.; Lutter, G.; Vandevenne, N.; Schreurs, S.; Schroeyers, W. Development of alkali activated cements and concrete mixture design with high volumes of red mud. Constr. Build. Mater. 2017, 151, 819–826. [Google Scholar] [CrossRef]
- Li, X.; Zhang, Q.; Mao, S. Investigation of the bond strength and microstructure of the interfacial transition zone between cement paste and aggregate modified by Bayer red mud. J. Hazard. Mater. 2021, 403, 123482. [Google Scholar] [CrossRef]
- Pan, Z.; Cheng, L.; Lu, Y.; Yang, N. Hydration products of alkali-activated slag–red mud cementitious material. Cem. Concr. Res. 2002, 32, 357–362. [Google Scholar] [CrossRef]
- Liu, J.; Wang, D. The Role of Phosphorus Slag in Steam-Cured Concrete. Adv. Mater. Sci. Eng. 2017, 2017, 1–14. [Google Scholar] [CrossRef]
- Li, G.-B.; Su, Y.; Du, M.-M.; Li, H.-P.; Luo, K.-B.; Hu, L. Research Progress on Application Technology of Yellow Phosphorus Slag[A]. In Proceedings of the 2013 International Conference on Biological, Medical and Chemical Engineering (BMCE 2013)[C], Hong Kong, China, 1 December 2013. Advanced Science and Industry Research Center: Science and Engineering Research Center 2013:5. [Google Scholar]
- Chen, J.-S.; Zhao, B.; Wang, X.-M.; Zhang, Q.-L.; Wang, L. Cemented backfilling performance of yellow phosphorus slag. Int. J. Miner. Met. Mater. 2010, 17, 121–126. [Google Scholar] [CrossRef]
- Kai, W.U.; Shi, H.; Xu, L.; Gao, Y.; Ye, G. Effect of Mineral Admixture on Mechanical Properties of Concrete by Adjusting Interfacial Transition Zone Microstructure. J. Chin. Ceram. Soc. 2017, 45, 623–630. [Google Scholar]
- Zhang, S.; Zhang, C.; Liao, L.; Wang, C. Numerical study of the effect of ITZ on the failure behaviour of concrete by using particle element modelling. Constr. Build. Mater. 2018, 170, 776–789. [Google Scholar] [CrossRef]
- Zhang, H.; Ji, T.; Liu, H. Performance evolution of the interfacial transition zone (ITZ) in recycled aggregate concrete under external sulfate attacks and dry-wet cycling. Constr. Build. Mater. 2019, 229, 116938. [Google Scholar] [CrossRef]
- Nili, M.; Ehsani, A. Investigating the effect of the cement paste and transition zone on strength development of concrete containing nanosilica and silica fume. Mater. Des. 2015, 75, 174–183. [Google Scholar] [CrossRef]
- Zhao, S.; Sun, W. Nano-mechanical behavior of a green ultra-high performance concrete. Constr. Build. Mater. 2014, 63, 150–160. [Google Scholar] [CrossRef]
- Kuroda, M.; Watanabe, T.; Terashi, N. Increase of bond strength at interfacial transition zone by the use of fly ash. Cem. Concr. Res. 2000, 30, 253–258. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Oxide Composition (wt.%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| SiO2 | CaO | Al2O3 | TiO2 | Fe2O3 | MgO | K2O | Na2O | P2O5 | |
| RM | 17.33 | 16.32 | 21.09 | 4.69 | 21.93 | 1.89 | 1.21 | 1.46 | 0.34 |
| YPS | 37.22 | 44.77 | 5.42 | 0.26 | 0.45 | 2.61 | 1.43 | 0.33 | 2.83 |
| Cement | 20.08 | 60.65 | 4.61 | 0.55 | 3.36 | 1.98 | 0.54 | 0.85 | 0.22 |
| No. | Cement (%) | RM (%) | Cementitious Material (g) | Aggregate (g) | Water (mL) |
|---|---|---|---|---|---|
| 100P-C | 100.00 | 0.00 | 450.00 | 1350 | 225 |
| 97P-3R-C | 97.00 | 3.00 | |||
| 90P-10R-C | 90.00 | 10.00 | |||
| 60P-40R-C | 60.00 | 40.00 |
| No. | RM (g) | YPS (g) | Cement (g) | Aggregate (g) | Water (mL) |
|---|---|---|---|---|---|
| L-1 | 45.00 | 0.00 | 405.00 | 1350 | 225 |
| L-2 | 40.50 | 364.50 | |||
| L-3 | 81.00 | 324.00 | |||
| L-4 | 283.50 | 121.50 |
| No. | RM (g) | YPS (g) | Cement (g) | Aggregate Type | Aggregate (g) | Water (mL) |
|---|---|---|---|---|---|---|
| A-1 | 45.00 | 81.00 | 324.00 | dolomite | 1350 | 225 |
| A-2 | basalt |
| Aggregate Type | Silicate Aggregate | Carbonate Aggregate | ||
|---|---|---|---|---|
| Cementitious Material | Pure Cement | RM–YPS–Cement | Pure Cement | RM–YPS–Cement |
| Concrete No. | P–Si | R–L–P–Si | P–C | R–L–P–C |
| Intermediate aperture/nm | 50.5 | 34.2 | 42.5 | 27.3 |
| Total pore area/m2/g | 10.978 | 15.565 | 14.054 | 17.894 |
| Average aperture/nm | 18.4 | 14.1 | 17.0 | 14.4 |
| Voidage/% | 11.9965 | 12.9124 | 13.8027 | 14.7358 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Su, Z.; Li, X. Study on Preparation and Interfacial Transition Zone Microstructure of Red Mud-Yellow Phosphorus Slag-Cement Concrete. Materials 2021, 14, 2768. https://doi.org/10.3390/ma14112768
Su Z, Li X. Study on Preparation and Interfacial Transition Zone Microstructure of Red Mud-Yellow Phosphorus Slag-Cement Concrete. Materials. 2021; 14(11):2768. https://doi.org/10.3390/ma14112768
Chicago/Turabian StyleSu, Zhennan, and Xianhai Li. 2021. "Study on Preparation and Interfacial Transition Zone Microstructure of Red Mud-Yellow Phosphorus Slag-Cement Concrete" Materials 14, no. 11: 2768. https://doi.org/10.3390/ma14112768
APA StyleSu, Z., & Li, X. (2021). Study on Preparation and Interfacial Transition Zone Microstructure of Red Mud-Yellow Phosphorus Slag-Cement Concrete. Materials, 14(11), 2768. https://doi.org/10.3390/ma14112768