
Physical Properties, Spectroscopic, Microscopic, X-ray, and Chemometric Analysis of Starch Films Enriched with Selected Functional Additives

 , ,
, ,  , ,
, ,  ,
,  , , ,
, , , 
 ,
,  ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Process of Obtaining Starch-Based Film
2.2. AFM Nanomechanical Mapping
2.3. FTIR Spectroscopy
3. Multivariate Analysis
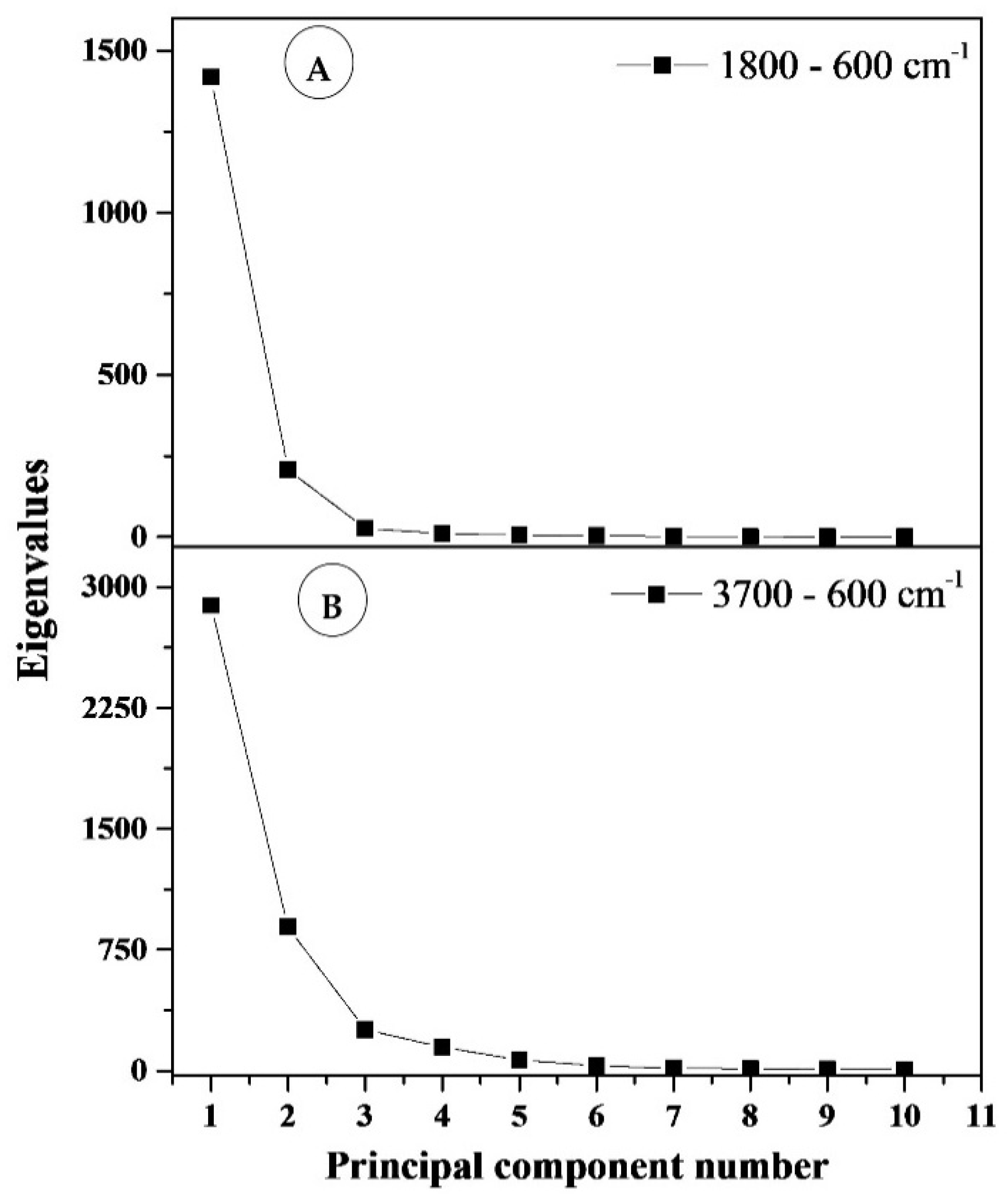
3.1. Principal Component Analysis (PCA)
3.2. Hierarchical Clustering Analysis (HCA)
3.3. XRD Analysis
4. Results and Discussion
4.1. Results and Discussion of Extrusion-Cooking Processing
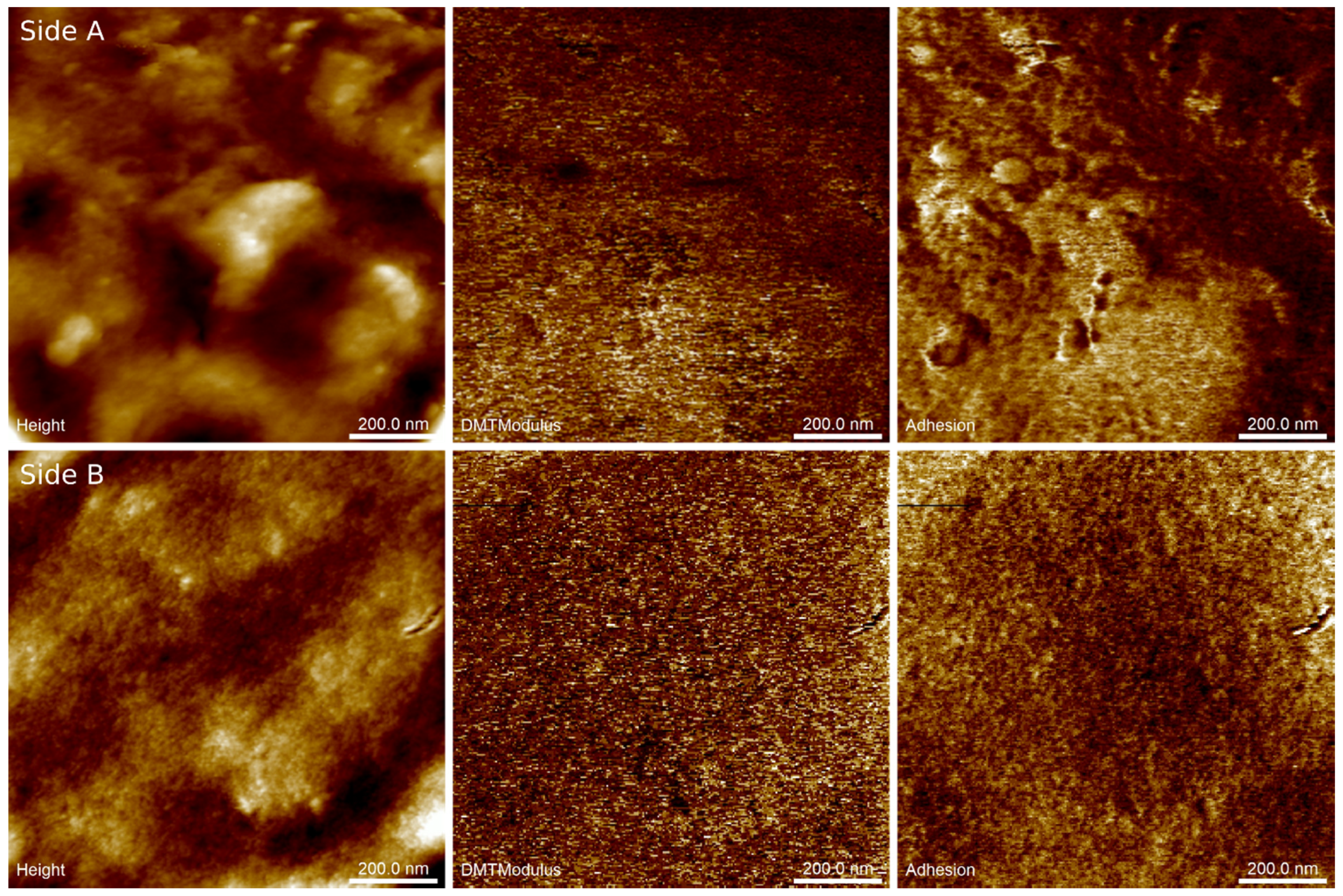
4.2. Results and Discussion of AFM Nanomechanical Imaging
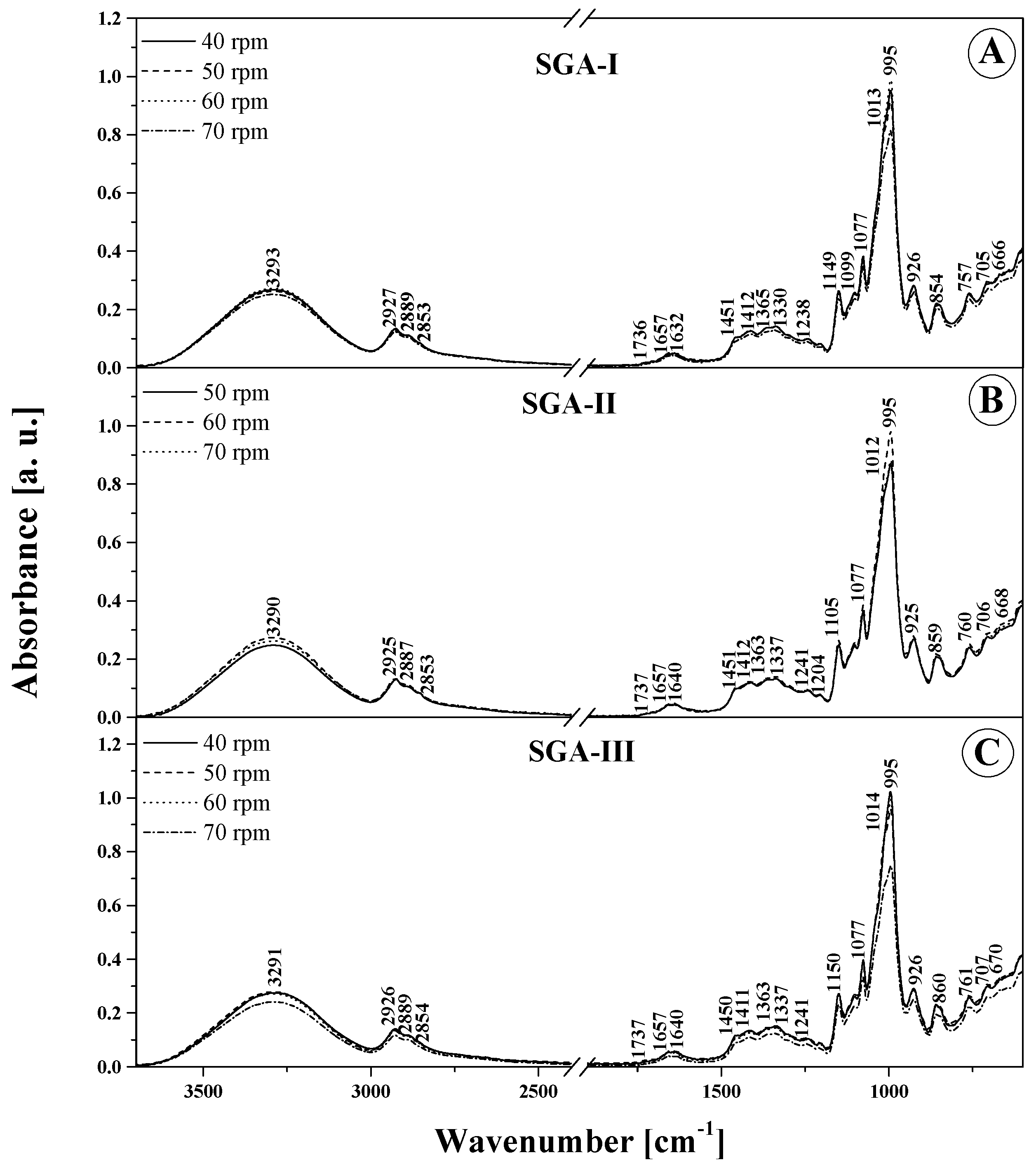
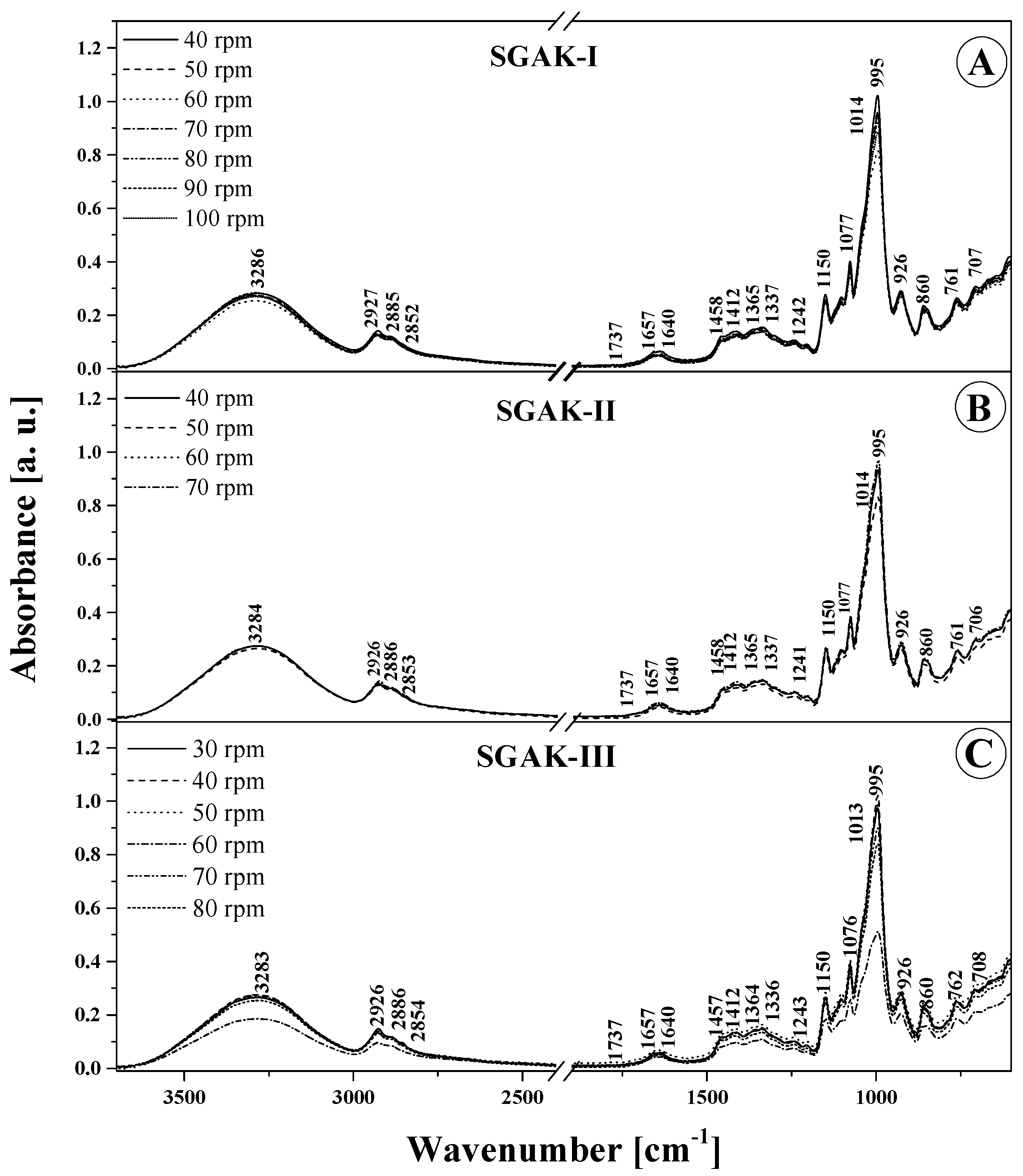
4.3. Results and Discussion of FTIR Spectroscopy
5. Results of Multivariate Analysis
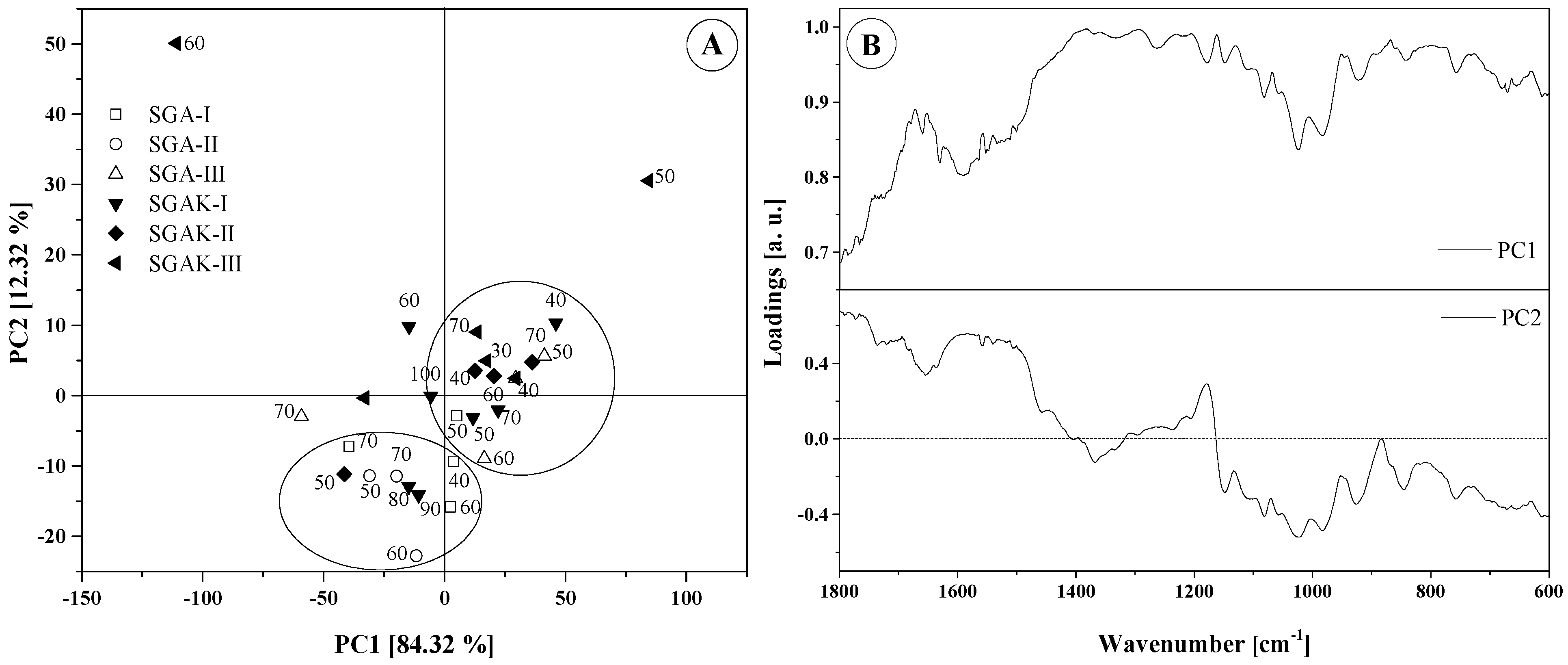
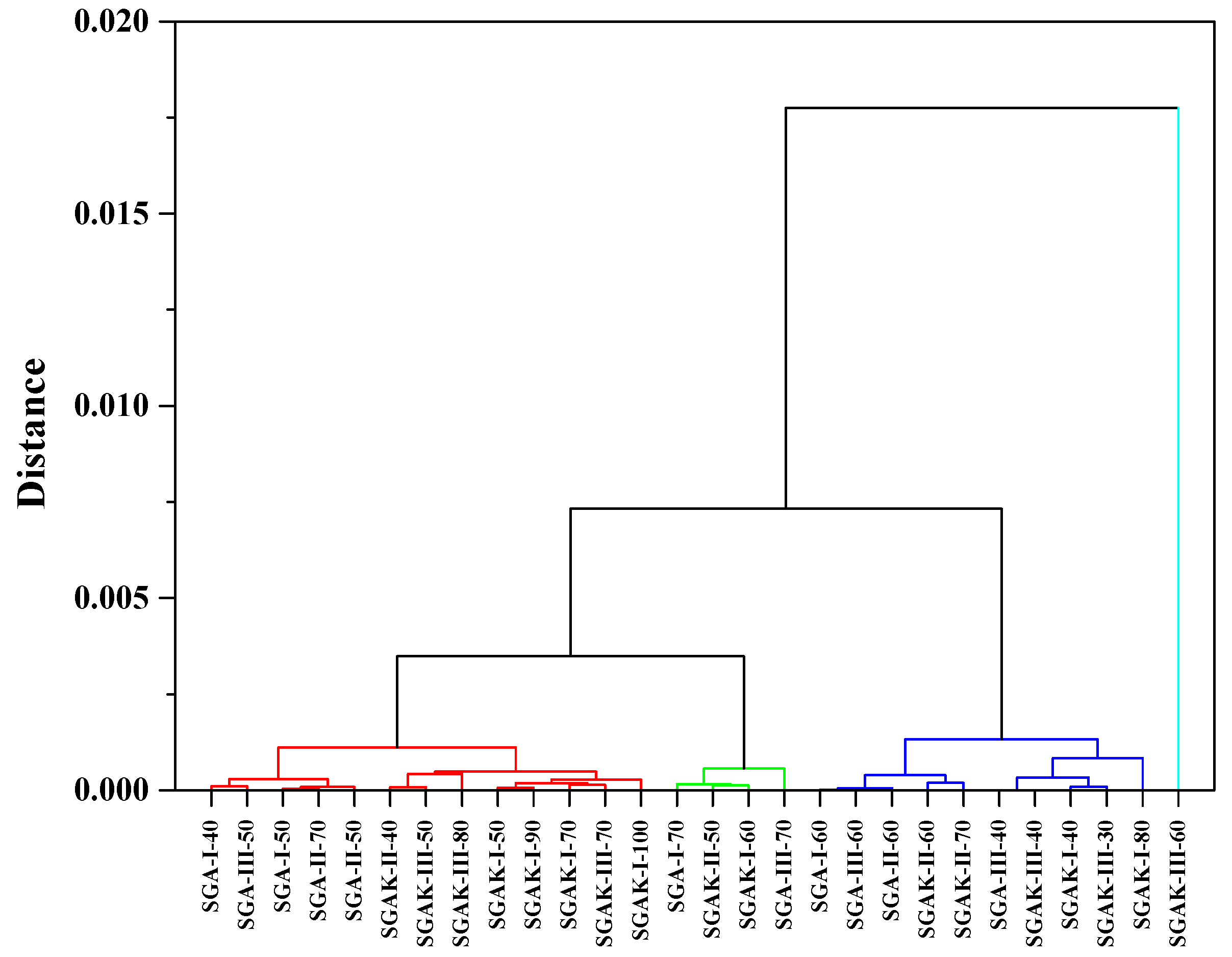
5.1. 1800–600 cm−1
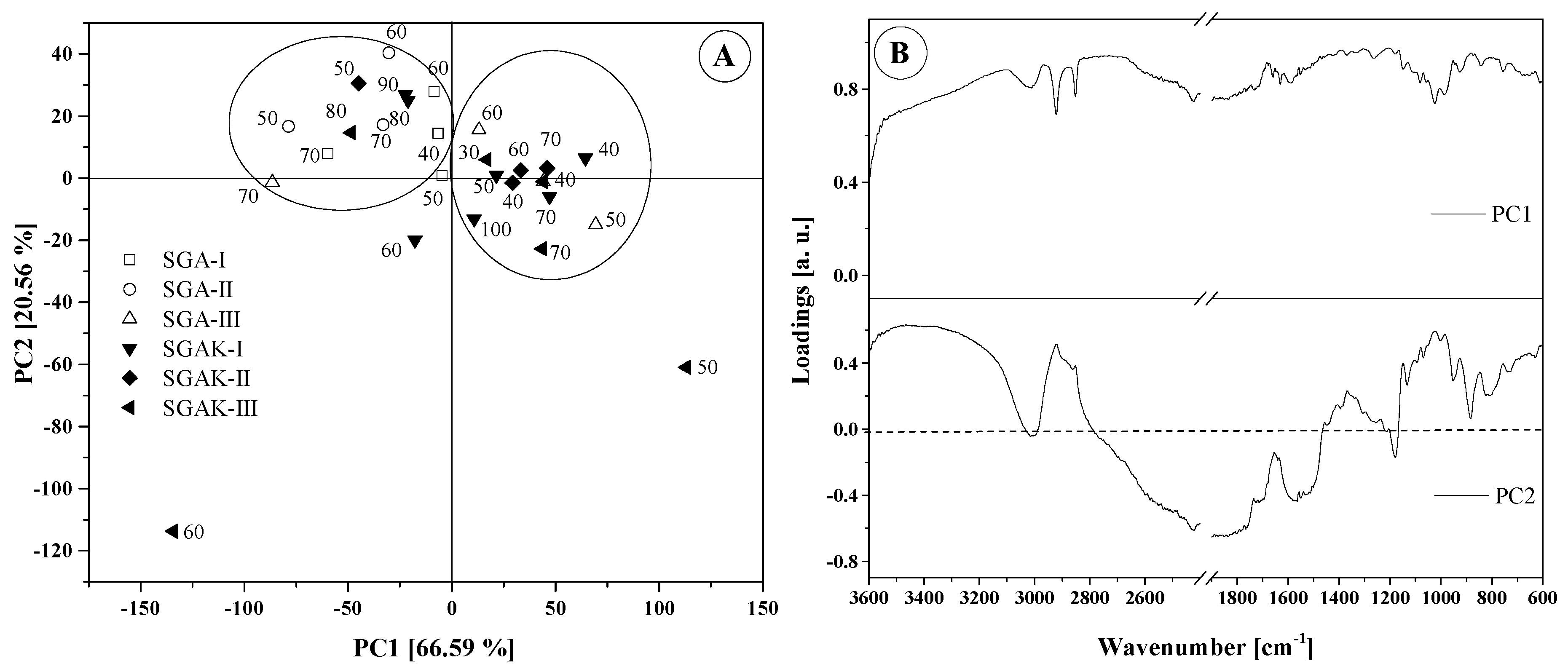
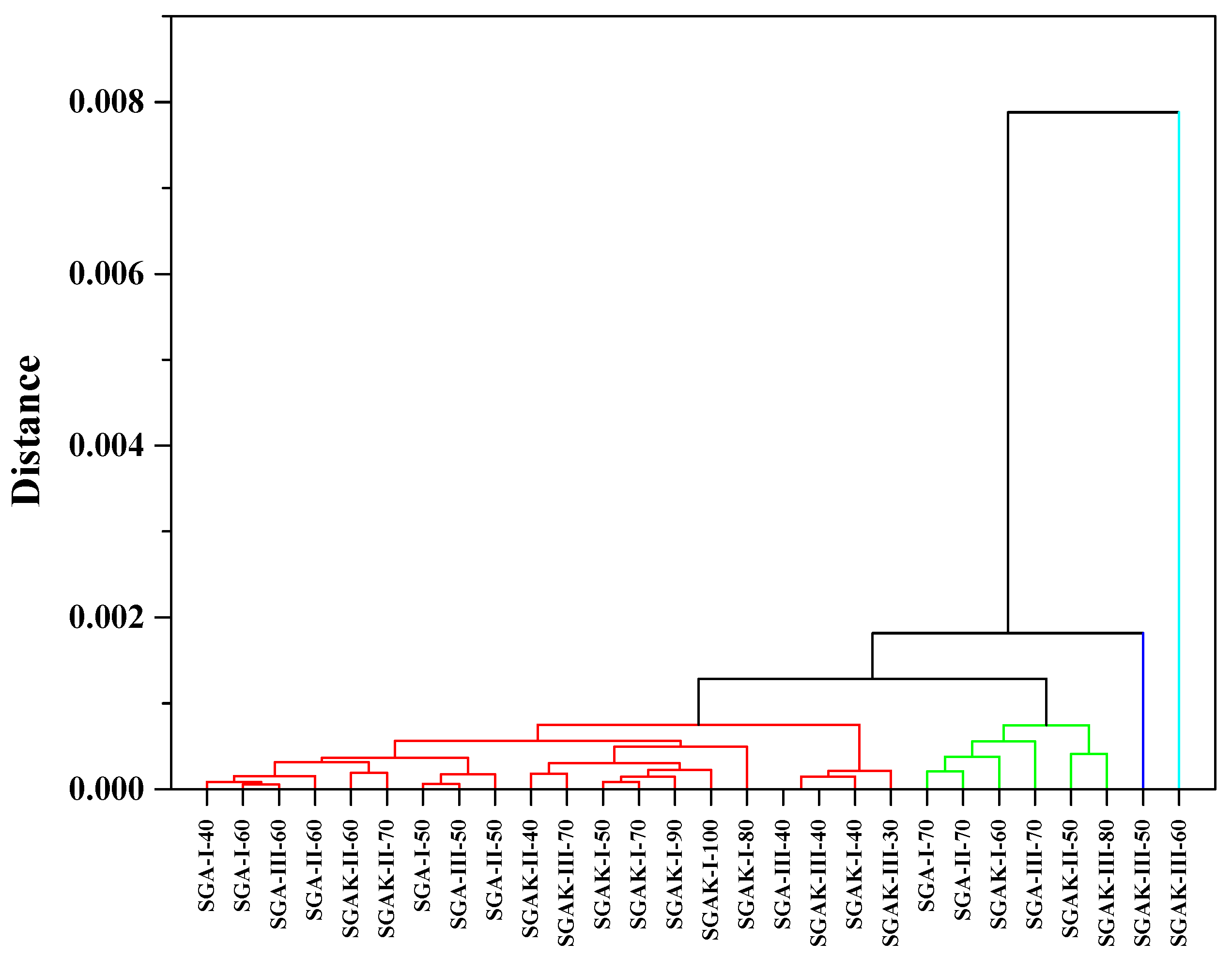
5.2. 3700–600 cm−1
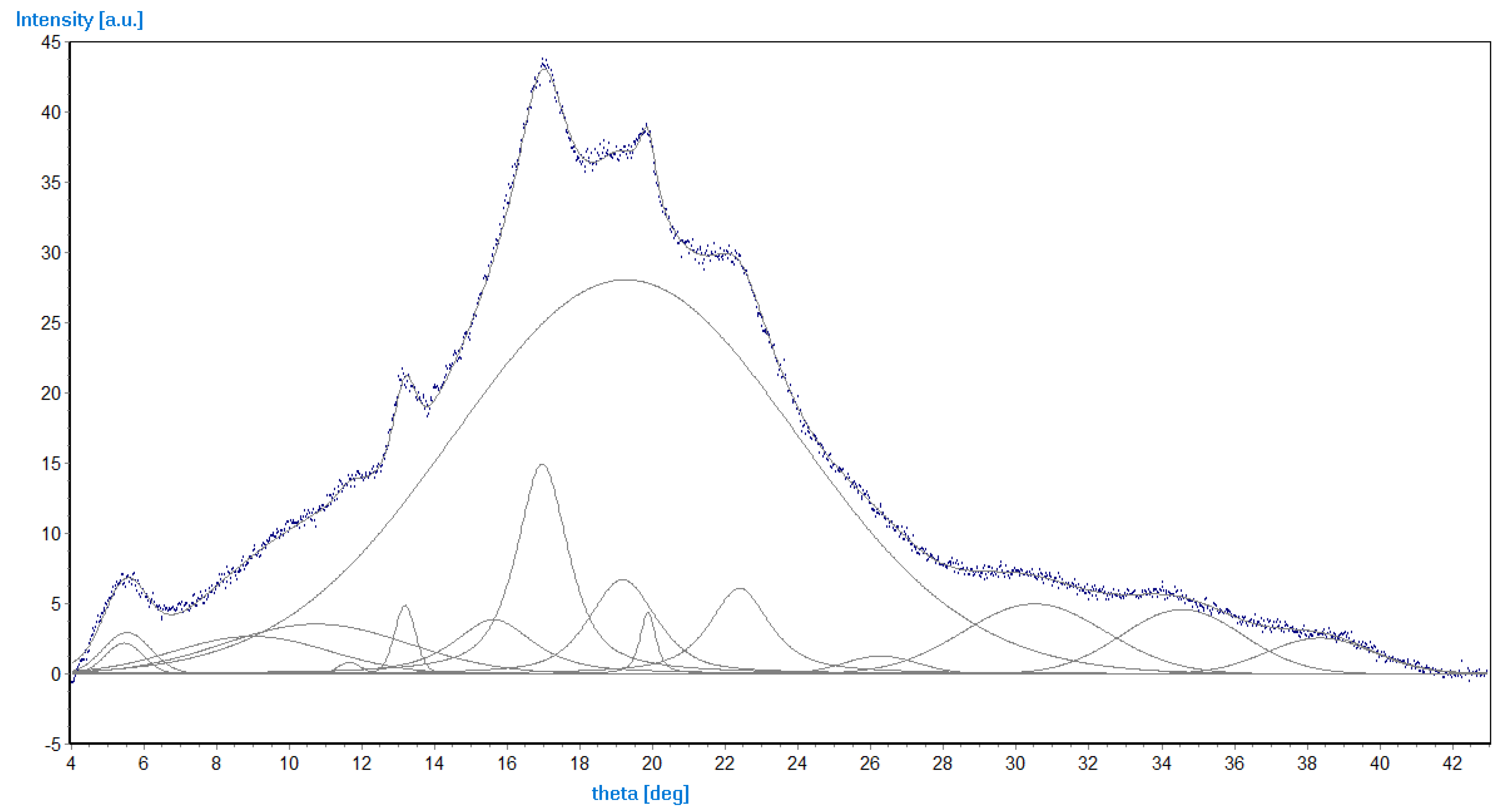
5.3. XRD Results
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shen, L.; Haufe, J.; Patel, M.K. Product Overview and Market Projection of Emerging Bio-Based Plastics PRO-BIP 2009; Report for European polysaccharide network of excellence (EPNOE) and European bioplastics; Universiteit Utrecht: Utrecht, The Netherlands, 2009; p. 243. [Google Scholar]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef]
- Platt, D.K. Biodegradable Polymers: Market Report; iSmithers Rapra Publishing: Shropshire, UK, 2006. [Google Scholar]
- Jamróz, E.; Para, A. Folie biopolimerowe–alternatywa dla folii sztucznych. Aura 2017, 04, 14–15. [Google Scholar]
- Siwek, P.; Libik, A.; Domagała-Świątkiewicz, I.; Kalisz, A.; Krucińska, I.; Puchalski, M.; Ciechańska, D.; Sulak, K. Biodegradowalne materiały włókniste dla rolnictwa. Aura 2019, 9, 11–13. [Google Scholar]
- Menzel, C.; Gonzales-Martinez, C.; Chiralt, A.; Vilaplana, F. Antioxidant starchfilms containing sunflower hull extracts. Carbohydr. Polym. 2019, 214, 142–151. [Google Scholar] [CrossRef]
- Lauer, M.K.; Smith, R.C. Recent advances in starch-based films toward food packaging applications: Physicochemical, mechanical, and functional properties. Compr. Rev. Food Sci. Food Saf. 2020, 19, 3031–3083. [Google Scholar] [CrossRef] [PubMed]
- Yang, Z.; Graiver, D.; Narayan, R. Extrusion of Humidity-Resistant Starch Foam Sheets. Polym. Eng. Sci. 2012, 53, 857–867. [Google Scholar] [CrossRef]
- Vladescu, A.; Vranceanu, D.M.; Kulesza, S.; Ivanov, A.N.; Bramowicz, M.; Fedonnikov, A.S.; Braic, M.; Norkin, I.A.; Koptyug, A.; Kurtukova, M.O. Influence of the electrolyte’s pH on the properties of electrochemically deposited hydroxyapatite coating on additively manufactured Ti64 alloy. Sci. Rep. 2017, 7, 1–20. [Google Scholar] [CrossRef]
- Solaymani, S.; Kulesza, S.; Ţălu, Ş.; Bramowicz, M.; Nezafat, N.B.; Dalouji, V.; Rezaee, S.; Karami, H.; Malekzadeh, M.; Dorbidi, E.S. The effect of different laser irradiation on rugometric and microtopographic features in zirconia ceramics: Study of surface statistical metrics. J. Alloy. Compd. 2018, 765, 180–185. [Google Scholar] [CrossRef]
- Kulesza, S.; Bramowicz, M.; Czaja, P.; Jabłoński, R.; Kropiwnicki, J.; Charkiewicz, M. Application of Atomic Force Microscopy for Studies of Fractal and Functional Properties of Biomaterials. Acta Phys. Pol. A 2016, 130, 1013–1015. [Google Scholar] [CrossRef]
- Ţălu, Ş.; Bramowicz, M.; Kulesza, S.; Fiorillo, I.; Giovanzana, S. Fractal features and surface micromorphology of unworn surfaces of rigid gas permeable contact lenses. Curr. Eye Res. 2017, 42, 1118–1123. [Google Scholar] [CrossRef] [PubMed]
- Vranceanu, D.; Cotrut, C.; Bramowicz, M.; Titorencu, I.; Kulesza, S.; Kiss, A.; Berbecaru, A.; Pruna, V.; Branzei, M.; Vladescu, A. Osseointegration of sputtered SiC-added hydroxyapatite for orthopaedic applications. Ceram. Int. 2016, 42, 10085–10093. [Google Scholar] [CrossRef]
- Vladescu, A.; Cotrut, C.M.; Azem, F.A.; Bramowicz, M.; Pana, I.; Braic, V.; Birlik, I.; Kiss, A.; Braic, M.; Abdulgader, R. Sputtered Si and Mg doped hydroxyapatite for biomedical applications. Biomed. Mater. 2018, 13, 025011. [Google Scholar] [CrossRef] [PubMed]
- Goździejewska, A.M.; Gwoździk, M.; Kulesza, S.; Bramowicz, M.; Koszałka, J. Effects of suspended micro-and nanoscale particles on zooplankton functional diversity of drainage system reservoirs at an open-pit mine. Sci. Rep. 2019, 9, 1–13. [Google Scholar] [CrossRef]
- Rydzkowski, T.; Kulesza, S.; Bramowicz, M.; Michalska-Pożoga, I. Atomic force microscopy with fractal studies of temperature induced changes in the surface topography of polymeric materials. Polimery 2020, 65, 25–32. [Google Scholar] [CrossRef]
- Matysiak, A.; Wójtowicz, A.; Oniszczuk, T. Process efficiency and energy consumption during the extrusion of potato and multigrain formulations. Agric. Eng. 2018, 22, 49–57. [Google Scholar] [CrossRef]
- Ryu, G.H.; Ng, P.K.W. Effects of selected process parameters on expansion and mechanical properties of wheat flour and whole cornmeal extrudates. Starch-Starke 2001, 53, 147–154. [Google Scholar] [CrossRef]
- Samborska, K.; Wiktor, A.; Jedlińska, A.; Matwijczuk, A.; Jamróz, W.; Skwarczyńska-Maj, K.; Kiełczewski, D.; Tułodziecki, M.; Błażowski, Ł.; Witrowa-Rajchert, D. Development and characterization of physical properties of honey-rich powder. Food Bioprod. Process. 2019, 115, 78–86. [Google Scholar] [CrossRef]
- Kachel-Jakubowska, M.; Matwijczuk, A.; Gagoś, M. Analysis of the physicochemical properties of post-manufacturing waste derived from production of methyl esters from rapeseed oil. Int. Agrophys. 2017, 31, 175–182. [Google Scholar] [CrossRef]
- Budziak, I.; Arczewska, M.; Kamiński, D.M. Formation of prenylated chalcone xanthohumol cocrystals: Single crystal X-Ray diffraction, vibrational spectroscopic study coupled with multivariate analysis. Molecules 2019, 24, 4245. [Google Scholar] [CrossRef]
- Yu, P. Applications of hierarchical cluster analysis (CLA) and principal component analysis (PCA) in feed structure and feed molecular chemistry research, using synchrotron-based Fourier transform infrared (FTIR) microspectroscopy. J. Agric. Tood Chem. 2005, 53, 7115–7127. [Google Scholar] [CrossRef] [PubMed]
- Matwijczuk, A.; Oniszczuk, T.; Matwijczuk, A.; Chruściel, E.; Kocira, A.; Niemczynowicz, A.; Wójtowicz, A.; Combrzyński, M.; Wiącek, D. Use of FTIR Spectroscopy and Chemometrics with Respect to Storage Conditions of Moldavian Dragonhead Oil. Sustainability 2019, 11, 6414. [Google Scholar] [CrossRef]
- Granato, D.; Santos, J.S.; Escher, G.B.; Ferreira, B.L.; Maggio, R.M. Use of principal component analysis (PCA) and hierarchical cluster analysis (HCA) for multivariate association between bioactive compounds and functional properties in foods: A critical perspective. Trends Food Sci. Technol. 2018, 72, 83–90. [Google Scholar] [CrossRef]
- Rabiej, M. Application of the particle swarm optimization method for the analysis of wide-angle X-ray diffraction curves of semicrystalline polymers. J. Appl. Cryst. 2017, 50, 221–230. [Google Scholar] [CrossRef]
- Shi, R.; Zhang, Z.; Liu, Q.; Han, Y.; Zhang, L.; Chen, D.; Tian, W. Characterization of citric acid/glycerol co-plasticized thermoplastic starch prepared by melt blending. Carbohydr. Polym. 2007, 69, 748–755. [Google Scholar] [CrossRef]
- Oniszczuk, T.; Combrzyński, M.; Matwijczuk, A.; Oniszczuk, A.; Gładyszewska, B.; Podleśny, J.; Czernel, G.; Karcz, D.; Niemczynowicz, A.; Wójtowicz, A. Physical assessment, spectroscopic and chemometric analysis of starch-based foils with selected functional additives. PLoS ONE 2019, 14, e0212070. [Google Scholar] [CrossRef]
- Derjaguin, B.V.; Muller, V.M.; Toropov, Y.P. Effect of contact deformations on the adhesion of particles. J. Colloid Interface Sci. 1975, 53, 314–326. [Google Scholar] [CrossRef]
- Ma, X.F.; Yu, J.; Wan, J. Urea and ethanolamine as a mixed plasticizer for thermoplastic starch. Carbohydr. Polym. 2006, 64, 267–273. [Google Scholar] [CrossRef]
- Lancuški, A.; Ammar, A.A.; Avrahami, R.; Vilensky, R.; Vasilyev, G.; Zussman, E. Design of starch-formate compound fibers as encapsulation platform for biotherapeutics. Carbohydr. Polym. 2017, 158, 68–76. [Google Scholar] [CrossRef]
- Kaushik, A.; Singh, M.; Verma, G. Green nanocomposites based on thermoplastic starch and steam exploded cellulose nanofibrils from wheat straw. Carbohydr. Polym. 2010, 82, 337–345. [Google Scholar] [CrossRef]
- Shujun, W.; Jiugao, Y.; Jinglin, Y. Preparation and characterization of compatible thermoplastic starch/polyethylene blends. Polym. Degrad. Stabil. 2005, 87, 395–401. [Google Scholar] [CrossRef]
- Kizil, R.; Irudayaraj, J.; Seetharaman, K. Characterization of irradiated starches by using FT-Raman and FTIR spectroscopy. J. Agric. Food Chem. 2002, 50, 3912–3918. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Cao, X.; Chang, P.R.; Huneault, M.A. Comparative study on the films of poly (vinyl alcohol)/pea starch nanocrystals and poly (vinyl alcohol)/native pea starch. Carbohydr. Polym. 2008, 73, 8–17. [Google Scholar] [CrossRef]
- Barbosa, J.V.; Martins, J.; Carvalho, L.; Bastos, M.M.S.M.; Magalhães, F.D. Effect of peroxide oxidation on the expansion of potato starch foam. Ind. Crop. Prod. 2019, 137, 428–435. [Google Scholar] [CrossRef]
- Kupryaniuk, K.; Oniszczuk, T.; Combrzyński, M.; Czekała, W.; Matwijczuk, A. The Influence of Corn Straw Extrusion Pretreatment Parameters on Methane Fermentation Performance. Materials 2020, 13, 3003. [Google Scholar] [CrossRef]
- Rubens, P.; Snauwaert, J.; Heremans, K.; Stute, R. In situ observation of pressure-induced gelation of starches studied with FTIR in the diamond anvil cell. Carbohydr. Polym. 1999, 39, 231–235. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | Potato Starch (%) | Glycerol (%) | Polyvinyl Alcohol (%) | Keratin (%) |
|---|---|---|---|---|
| SGA-I | 79.0 | 20 | 1.0 | 0 |
| SGA-II | 78.0 | 20 | 2.0 | 0 |
| SGA-III | 77.0 | 20 | 3.0 | 0 |
| SGAK-I | 78.0 | 20 | 1.0 | 1.0 |
| SGAK-II | 79.0 | 20 | 0.5 | 0.5 |
| SGAK-III | 77.0 | 20 | 1.5 | 1.5 |
| Parameter | Polyvinyl Alcohol [%] | Keratin [%] | Results |
|---|---|---|---|
| Efficiency (kg h−1) | 1.0 | 0 | 28.9 ± 0.2 |
| 2.0 | 0 | 29.6 ± 0.2 | |
| 3.0 | 0 | 31.2 ± 0.2 | |
| 0.5 | 0.5 | 29.2 ± 0.2 | |
| 1.0 | 1.0 | 30.2 ± 0.2 | |
| 1.5 | 1.5 | 31.8 ± 0.2 | |
| SME (kWh kg−1) | 1.0 | 0 | 0.14 ± 0.02 |
| 2.0 | 0 | 0.18 ± 0.02 | |
| 3.0 | 0 | 0.22 ± 0.02 | |
| 0.5 | 0.5 | 0.18 ± 0.02 | |
| 1.0 | 1.0 | 0.14 ± 0.02 | |
| 1.5 | 1.5 | 0.08 ± 0.02 |
| Sample/Rpm of Film-Blowing Laboratory Line | Film Side | Sq [nm] | Sal [nm] | Str | Y [MPa] | Fadh [nN] |
|---|---|---|---|---|---|---|
| SGA II/50 | A | 3.71 | 96.1 | 0.796 | 444 | 1.82 |
| B | 2.82 | 77.2 | 0.755 | 266 | 2.73 | |
| SGA III/50 | A | 6.25 | 72.1 | 0.398 | 564 | 2.43 |
| B | 5.44 | 82.7 | 0.298 | 298 | 2.19 | |
| SGAK I/50 | A | 2.48 | 68.5 | 0.132 | 134 | 0.967 |
| B | 1.84 | 78.4 | 0.505 | 165 | 0.809 | |
| SGAK II/50 | A | 3.67 | 93.2 | 0.866 | 925 | 2.06 |
| B | 2.08 | 74.9 | 0.364 | 333 | 1.07 | |
| SGAK III/50 | A | 1.36 | 77.0 | 0.697 | 347 | 1.63 |
| B | 1.18 | 43.1 | 0.656 | 318 | 1.69 |
| Maximum Position (cm−1) | Types and Origin of Vibrations | |
|---|---|---|
| SGA | SGAK | |
| 3290 | 3286 | ν(–OH) with absorber water or O–H…O–H |
| 2929 | 2927 | νas(C–H) |
| 2878 | 2886 | νs(C–H) |
| 1657 1634 | 1657 1640 | δm(O–H) (e.g., absorber water) |
| 1451 1365 | 1557 1365 | δ(C–H) or δ(CH2) in plane |
| 1412 | 1412 | C–H bending and wagging or δ(COH) |
| 1149 1077 | 1150 1077 | anhydroglucose ring C–O stretch of C–O–H in starch and C–O–C antisymmetric bridge |
| 1014 995 | 1014 995 | ν (C–O) and ν(C–O–C or C–O–H) |
| 926 857 761 | 926 860 731 | ν (C–C) and ν (C–O) or C–O–C bend or O–H deformation (broadened by water) |
| Principal Component Number | Eigenvalue | Percentage of Variance (%) | Cumulative (%) |
|---|---|---|---|
| 1800–600 cm−1 | |||
| 1 | 1417.510 | 84.32540 | 84.32540 |
| 2 | 207.643 | 12.35235 | 96.67775 |
| 3 | 27.749 | 1.65077 | 98.32852 |
| 4 | 10.786 | 0.64165 | 98.97016 |
| 5 | 5.509 | 0.32773 | 99.29789 |
| 6 | 3.852 | 0.22917 | 99.52706 |
| 7 | 2.880 | 0.17132 | 99.69839 |
| 8 | 1.848 | 0.10996 | 99.80835 |
| 9 | 0.902 | 0.05368 | 99.86202 |
| 10 | 0.630 | 0.03746 | 99.89948 |
| 3700–600 cm−1 | |||
| 1 | 2888.032 | 66.52919 | 66.52919 |
| 2 | 892.380 | 20.55702 | 87.08621 |
| 3 | 255.357 | 5.88246 | 92.96866 |
| 4 | 146.479 | 3.37431 | 96.34297 |
| 5 | 68.177 | 1.57055 | 97.91352 |
| 6 | 30.603 | 0.70497 | 98.61849 |
| 7 | 14.455 | 0.33299 | 98.95148 |
| 8 | 12.699 | 0.29253 | 99.24401 |
| 9 | 7.811 | 0.17992 | 99.42394 |
| 10 | 6.106 | 0.14066 | 99.56460 |
| Sample/Rpm of Film-Blowing Laboratory Line | Degree of Crystallinity |
|---|---|
| SGAK-I/50 | 0.375 |
| SGAK-I/60 | 0.381 |
| SGAK-II/50 | 0.349 |
| SGAK-II/60 | 0.330 |
| SGAK-III/50 | 0.377 |
| SGAK-III/60 | 0.381 |
| SGA-II/50 | 0.452 |
| SGA-II/60 | 0.375 |
| SGA-III/50 | 0.386 |
| SGA-III/60 | 0.410 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Combrzyński, M.; Oniszczuk, T.; Kupryaniuk, K.; Wójtowicz, A.; Mitrus, M.; Milanowski, M.; Soja, J.; Budziak-Wieczorek, I.; Karcz, D.; Kamiński, D.; et al. Physical Properties, Spectroscopic, Microscopic, X-ray, and Chemometric Analysis of Starch Films Enriched with Selected Functional Additives. Materials 2021, 14, 2673. https://doi.org/10.3390/ma14102673
Combrzyński M, Oniszczuk T, Kupryaniuk K, Wójtowicz A, Mitrus M, Milanowski M, Soja J, Budziak-Wieczorek I, Karcz D, Kamiński D, et al. Physical Properties, Spectroscopic, Microscopic, X-ray, and Chemometric Analysis of Starch Films Enriched with Selected Functional Additives. Materials. 2021; 14(10):2673. https://doi.org/10.3390/ma14102673
Chicago/Turabian StyleCombrzyński, Maciej, Tomasz Oniszczuk, Karol Kupryaniuk, Agnieszka Wójtowicz, Marcin Mitrus, Marek Milanowski, Jakub Soja, Iwona Budziak-Wieczorek, Dariusz Karcz, Daniel Kamiński, and et al. 2021. "Physical Properties, Spectroscopic, Microscopic, X-ray, and Chemometric Analysis of Starch Films Enriched with Selected Functional Additives" Materials 14, no. 10: 2673. https://doi.org/10.3390/ma14102673
APA StyleCombrzyński, M., Oniszczuk, T., Kupryaniuk, K., Wójtowicz, A., Mitrus, M., Milanowski, M., Soja, J., Budziak-Wieczorek, I., Karcz, D., Kamiński, D., Kulesza, S., Wojtunik-Kulesza, K., Kasprzak-Drozd, K., Gancarz, M., Kowalska, I., Ślusarczyk, L., & Matwijczuk, A. (2021). Physical Properties, Spectroscopic, Microscopic, X-ray, and Chemometric Analysis of Starch Films Enriched with Selected Functional Additives. Materials, 14(10), 2673. https://doi.org/10.3390/ma14102673