
Modern Biodegradable Plastics—Processing and Properties Part II




Abstract
1. Introduction
2. Experimental
2.1. Test Stand
2.2. Materials
2.3. Research Programme and Methodology
- (1)
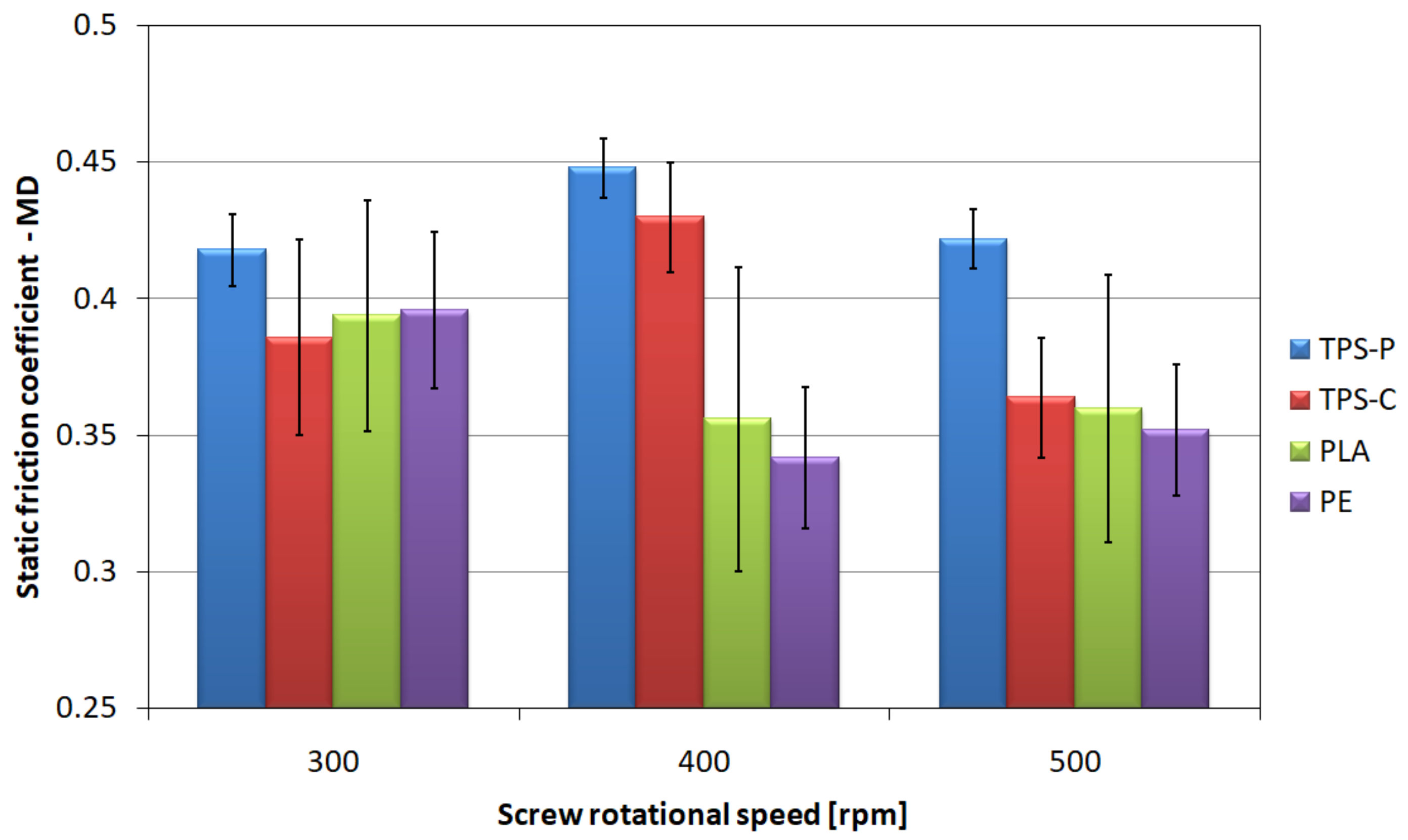
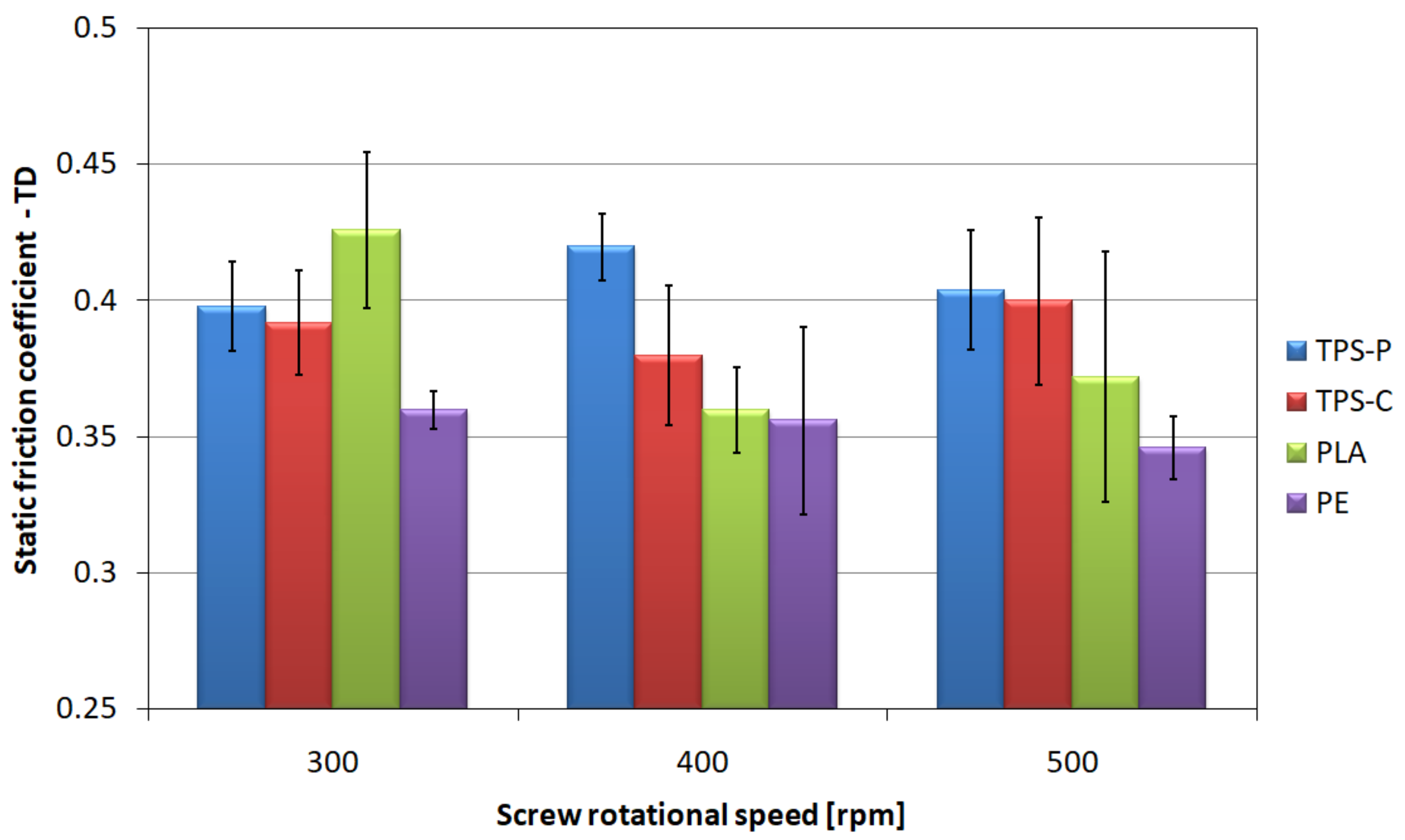
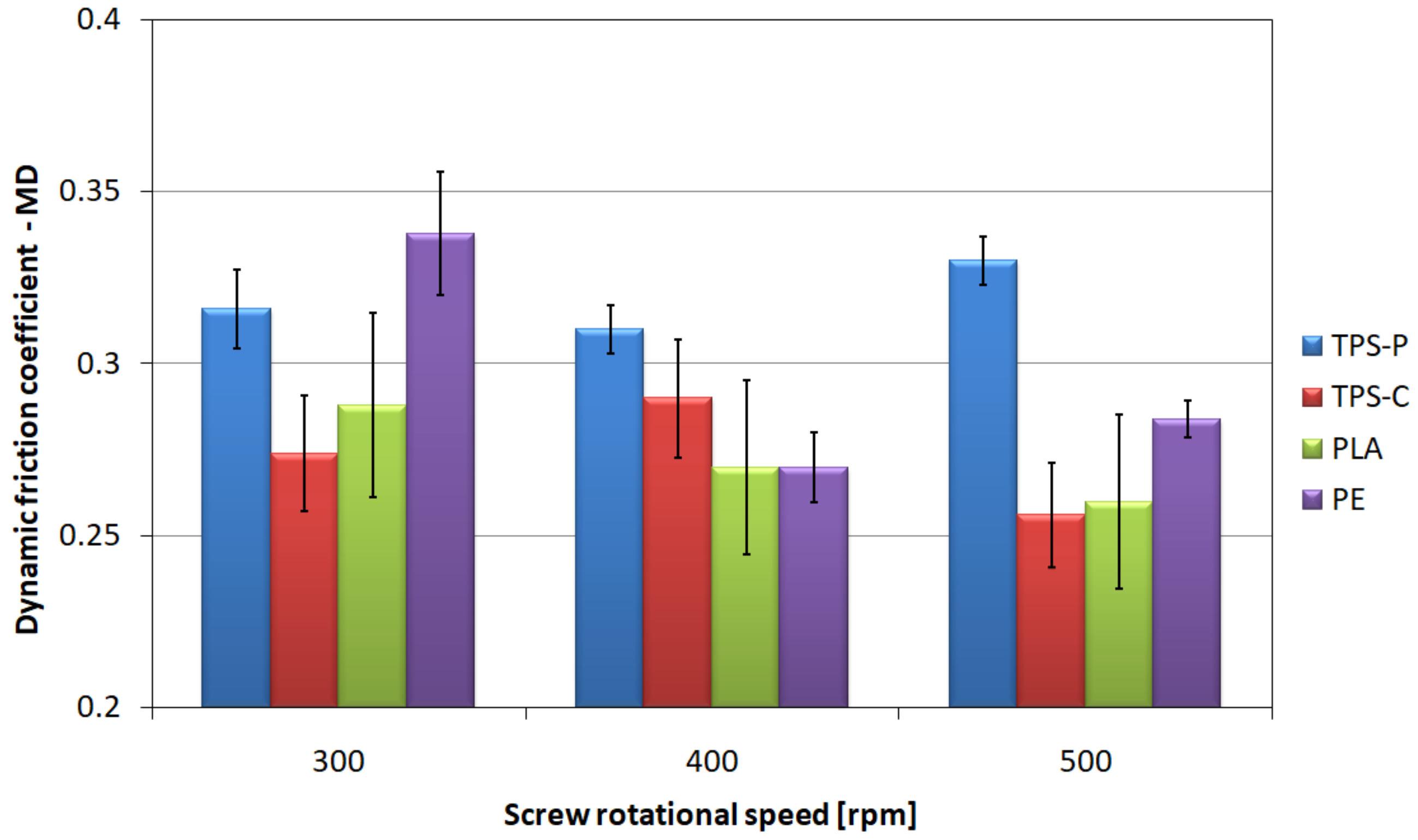
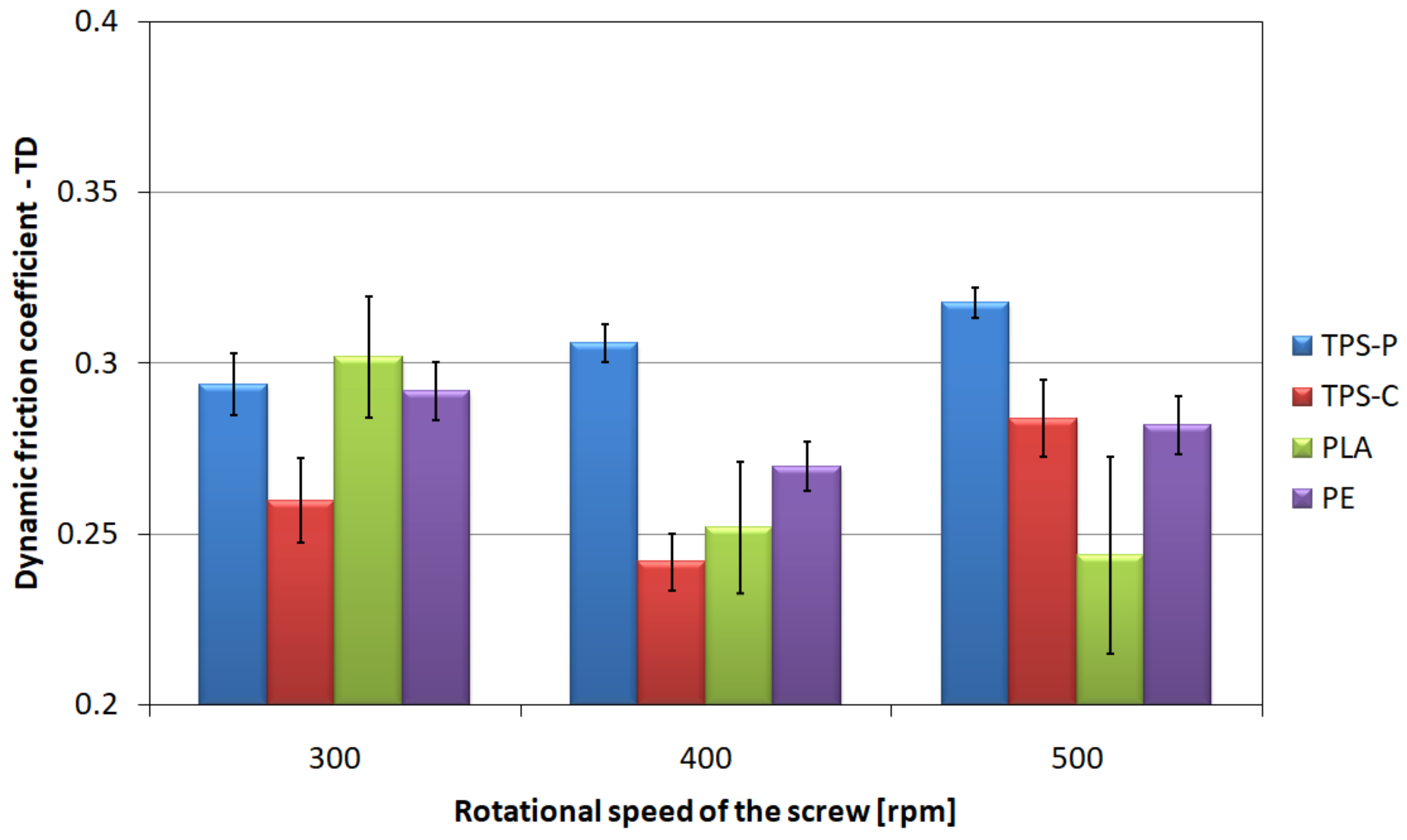
- Measurements of mechanical properties of the obtained films taking into account the static tensile test, measurement of static and dynamic friction coefficient between two layers of film, and measurement of puncture resistance. The static tensile test in transverse and longitudinal direction was carried out in accordance with the following standards: ISO 527-1, and ISO 527-3 [79,80]. The puncture resistance tests, including the measurement of the film puncture force and strain at break, were carried out in accordance with the recommendations of ASTM D 4649 [81], at the needle advance rate of 10 mm/min. The friction coefficient and the static and dynamic friction force were determined according to ISO 8295 [82] at the set force of 0.2 N and testing speed of 100 mm/min. All these tests were carried out using a ZwickRoell Z010 strength testing machine (Ulm, Germany) with testing speed of 50 mm/min, using dedicated equipment for each test;
- (2)
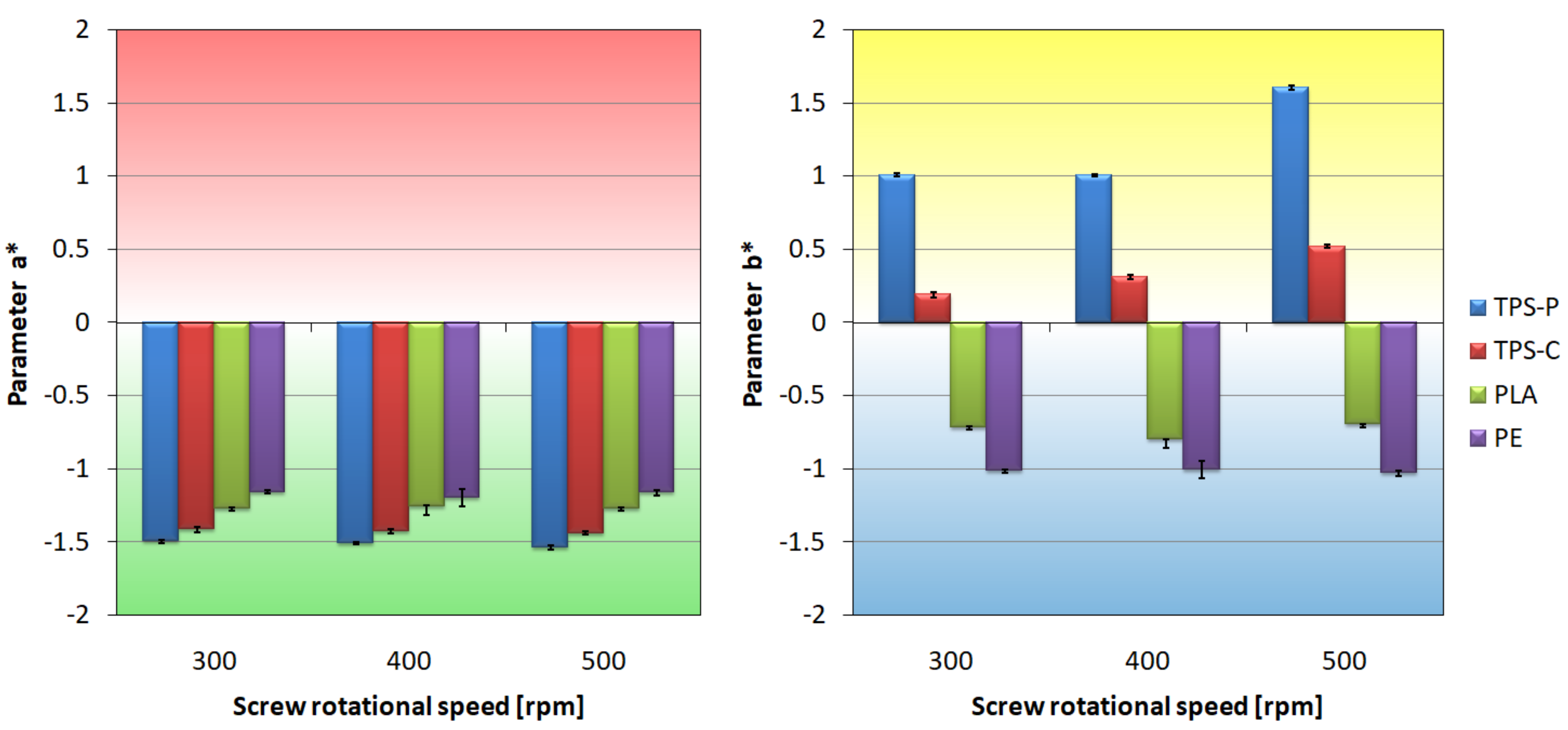
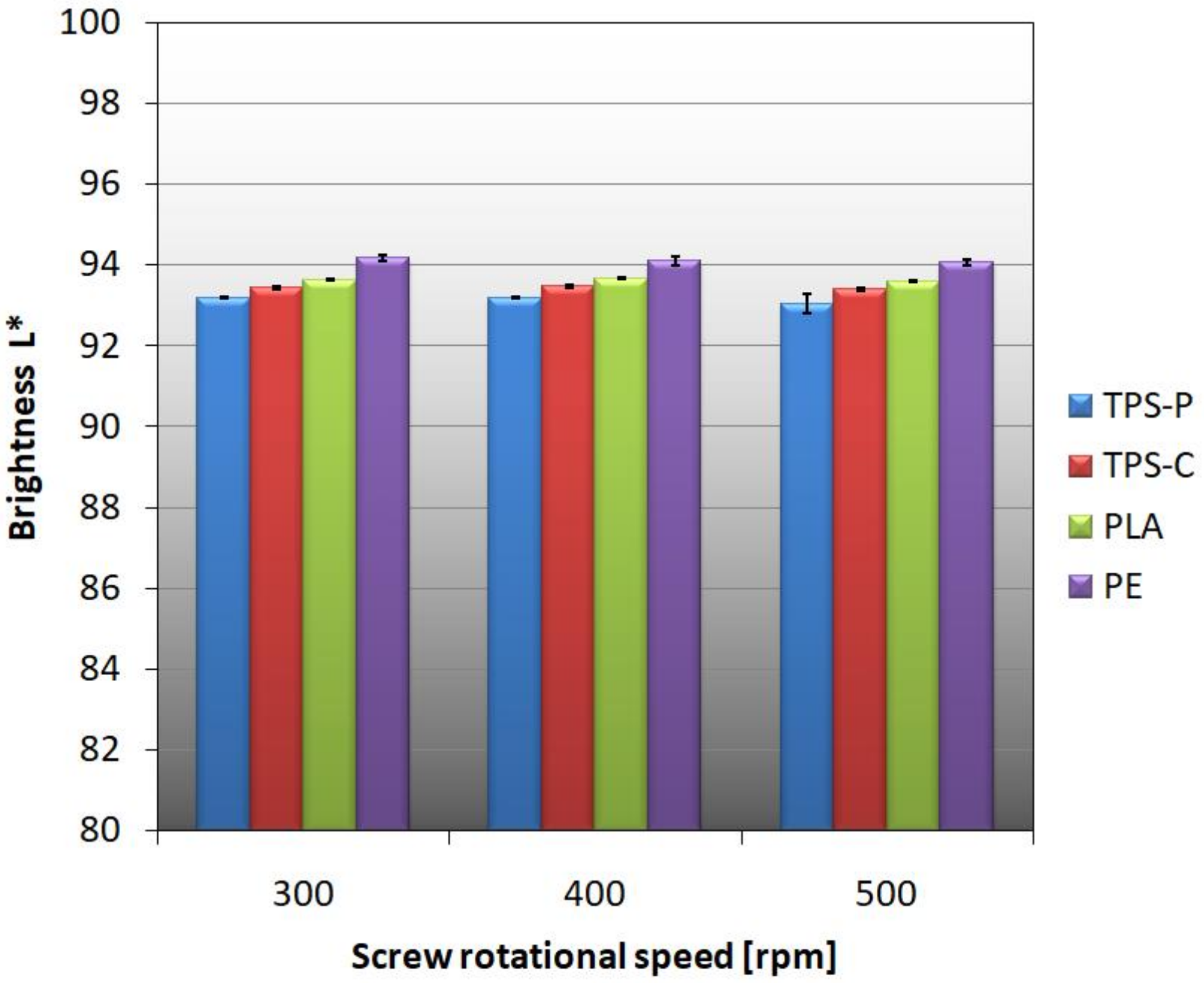
- Testing of optical properties of film including measurements of color and gloss in CIE L*a*b* system in accordance with ASTM E 308 [83]. In this system, the color is defined on the basis of 3 basic parameters: L (lightness), a (space from red to green) and b (space from yellow to blue). Parameter L is a representation of the grey scale and has values ranging from 0 to 100, where 0 is ideal black and 100 is ideal white. Parameters a and b range from −100 to 100, where the extreme values of these parameters correspond to the maximum color saturation (a = 100—Red, a = −100—Green, b = 100—yellow, b = −100—Blue). The gloss was measured using a comparison method and the measurement was performed in accordance with ISO 2813:2001 [84] at an angle of inclination of 60° of the gap between the light source and the receiver. The tests were performed on a color measurement station equipped with a Ci4200 X-Rite spectrophotometer (Grand Rapids, MI, USA) and dedicated Color iControl software [85];
- (3)
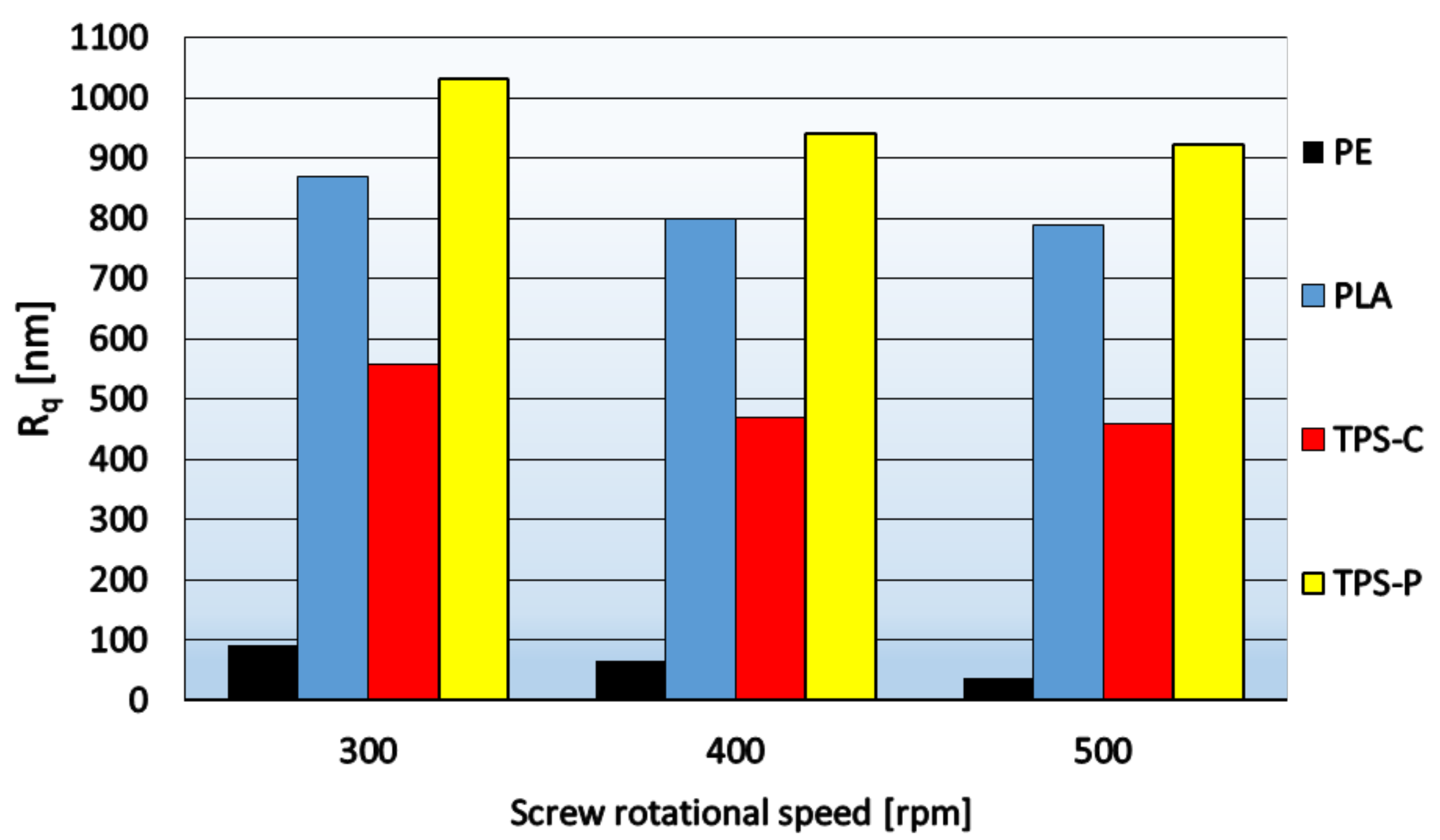
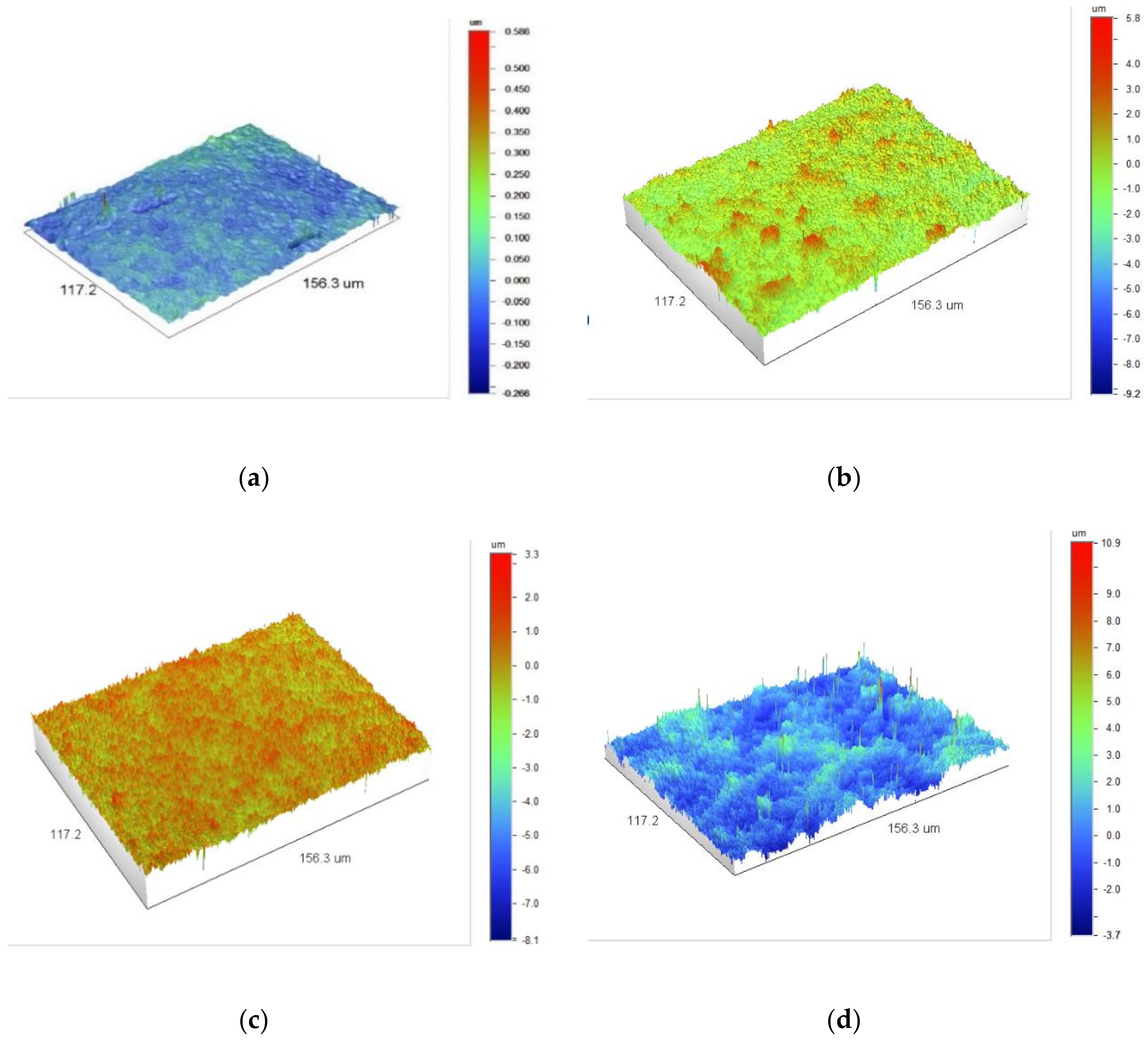
- The roughness of the obtained films was tested using a Contour GT optical profiler manufactured by Bruker (Karlsruhe, Germany), provided with dedicated Vision software and at room temperature. The measurement was carried out for an image with an area of 117.2 × 156.3 µm2. Average (Ra) and root-mean-square (Rq) roughness were determined for the tested films. Ra was calculated in accordance with ASME B46.1 [86]. Ra is calculated by an algorithm that measures the average length between the peaks and valleys and the deviation from the mean line on the entire surface within the sampling length. Ra averages all peaks and valleys of the roughness profile and then neutralizes the few outlying points so that the extreme points have no significant impact on the final results. The formula for calculating Ra is given below:
- (4)
- The test of barrier properties of the obtained films was determined on the basis of the water vapor permeability rate, and nitrogen and carbon dioxide permeability. Films obtained at the rotational speed of the extruder screw equal to 300 and 500 rpm were selected for the tests. The water vapor transmission rate was determined in accordance with ISO 15106-1:2003 [87] using the humidity sensor method. The measurements were carried out at a temperature of 38 °C and the permissible relative humidity of the environment ΔRH = 90% using a LYSSY L80-5000 analyzer (Johnsburg, USA). Prior to the measurements, the samples were conditioned at a temperature of 23 °C and humidity of 52%. The permeability of nitrogen and carbon dioxide was determined according to ISO 2556:1 974 [88] using the manometric method. The measurements were performed at a temperature of 23 °C and at a pressure difference of 0.1 MPa using the LYSSY L100-5000 analyzer Johnsburg, USA. Prior to the measurements, the samples were conditioned at a temperature of 23 °C and humidity of 52%;
- (5)
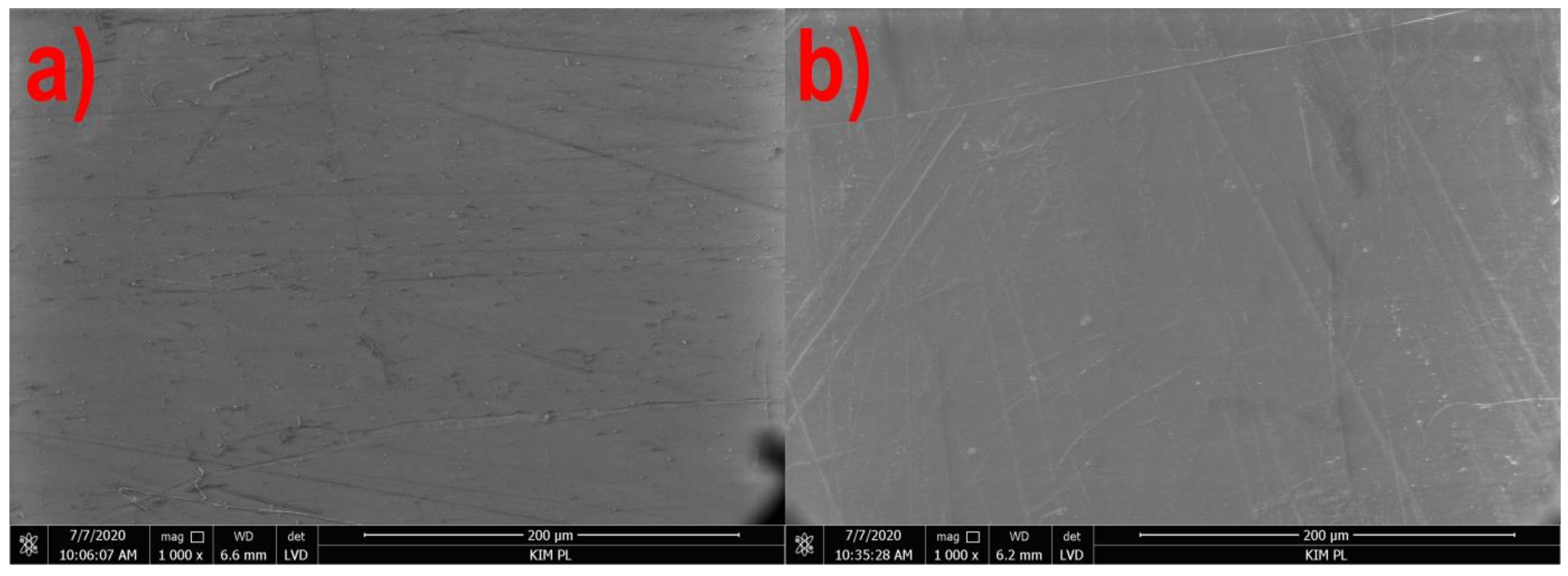
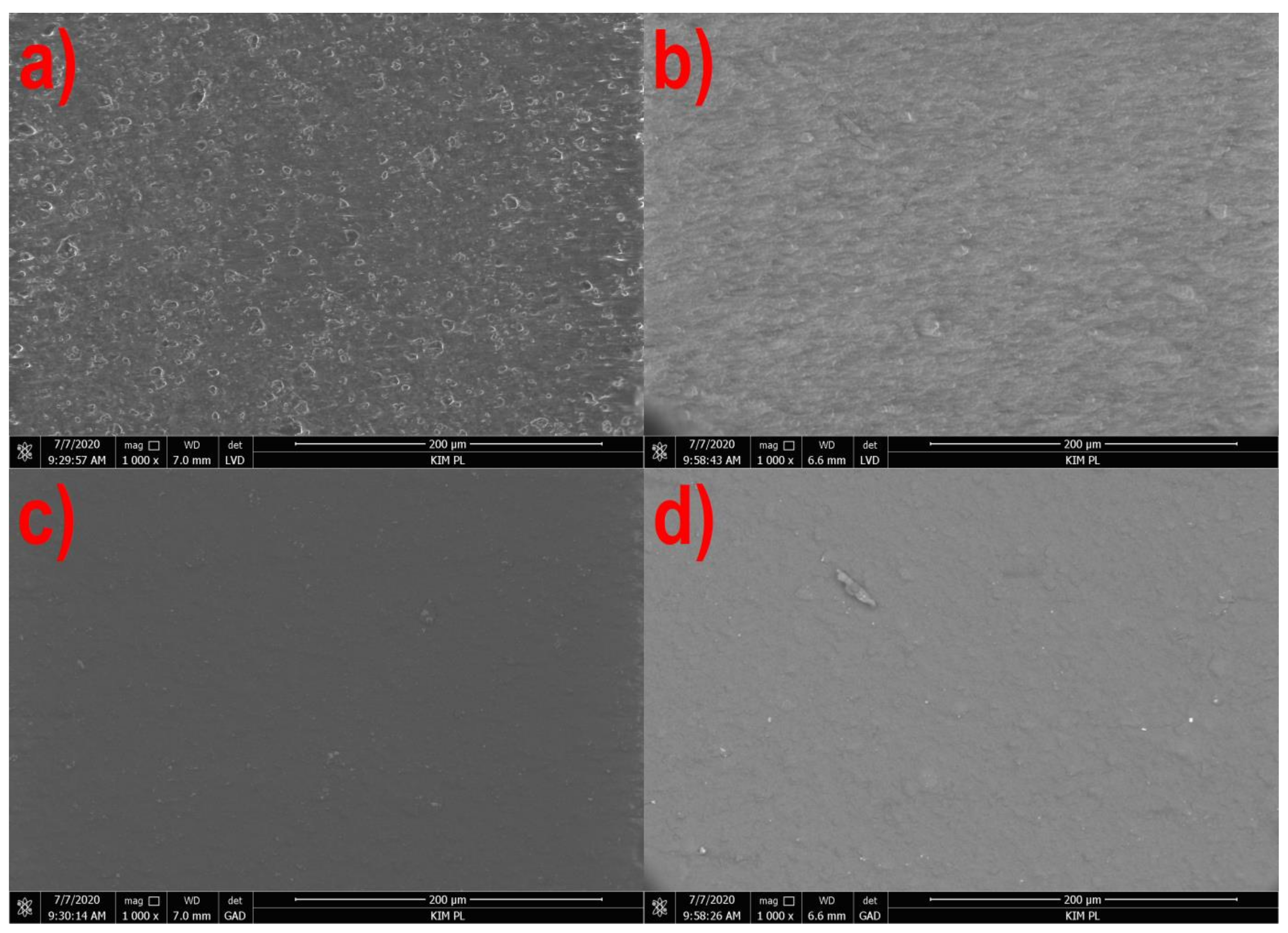
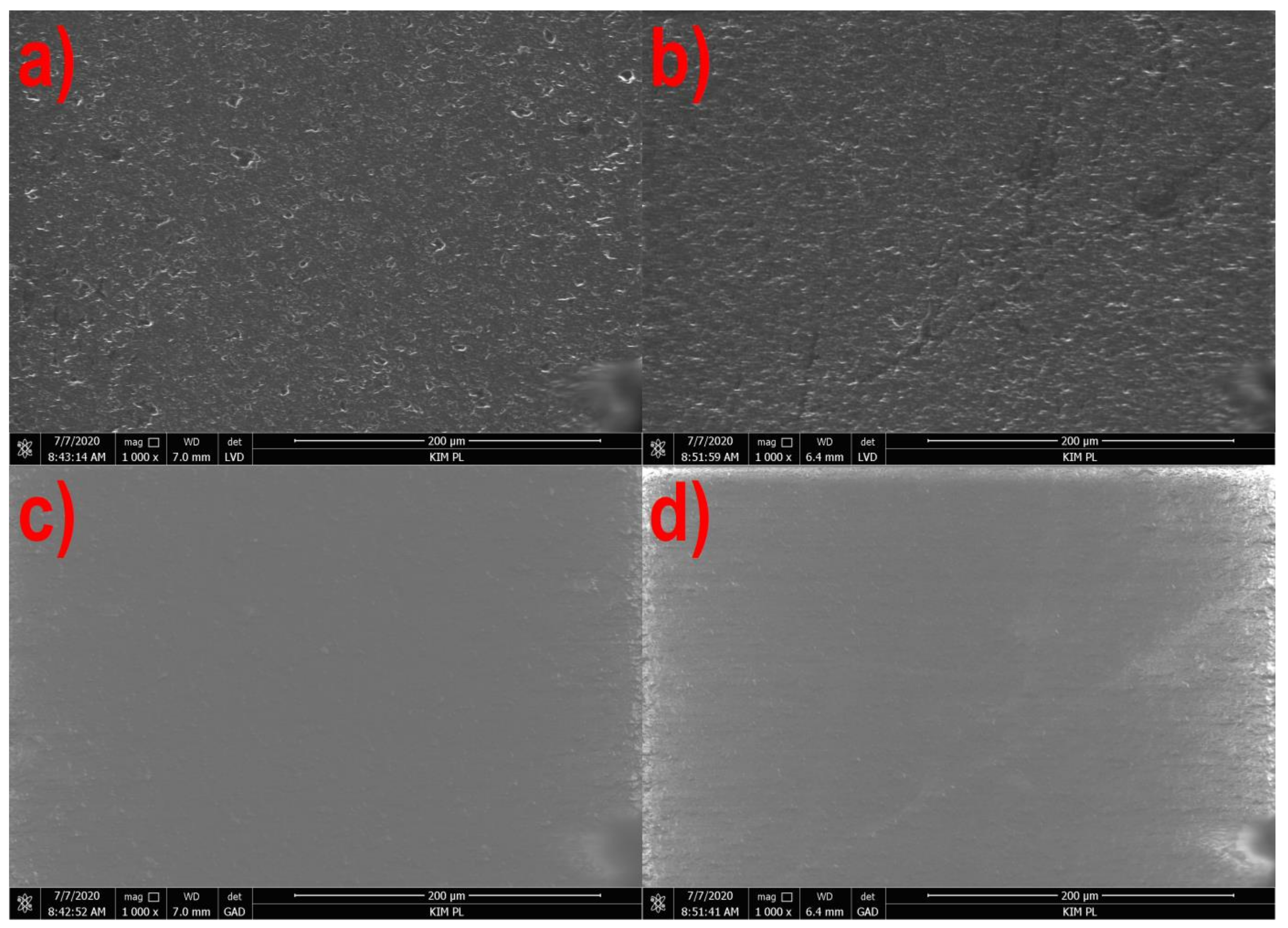
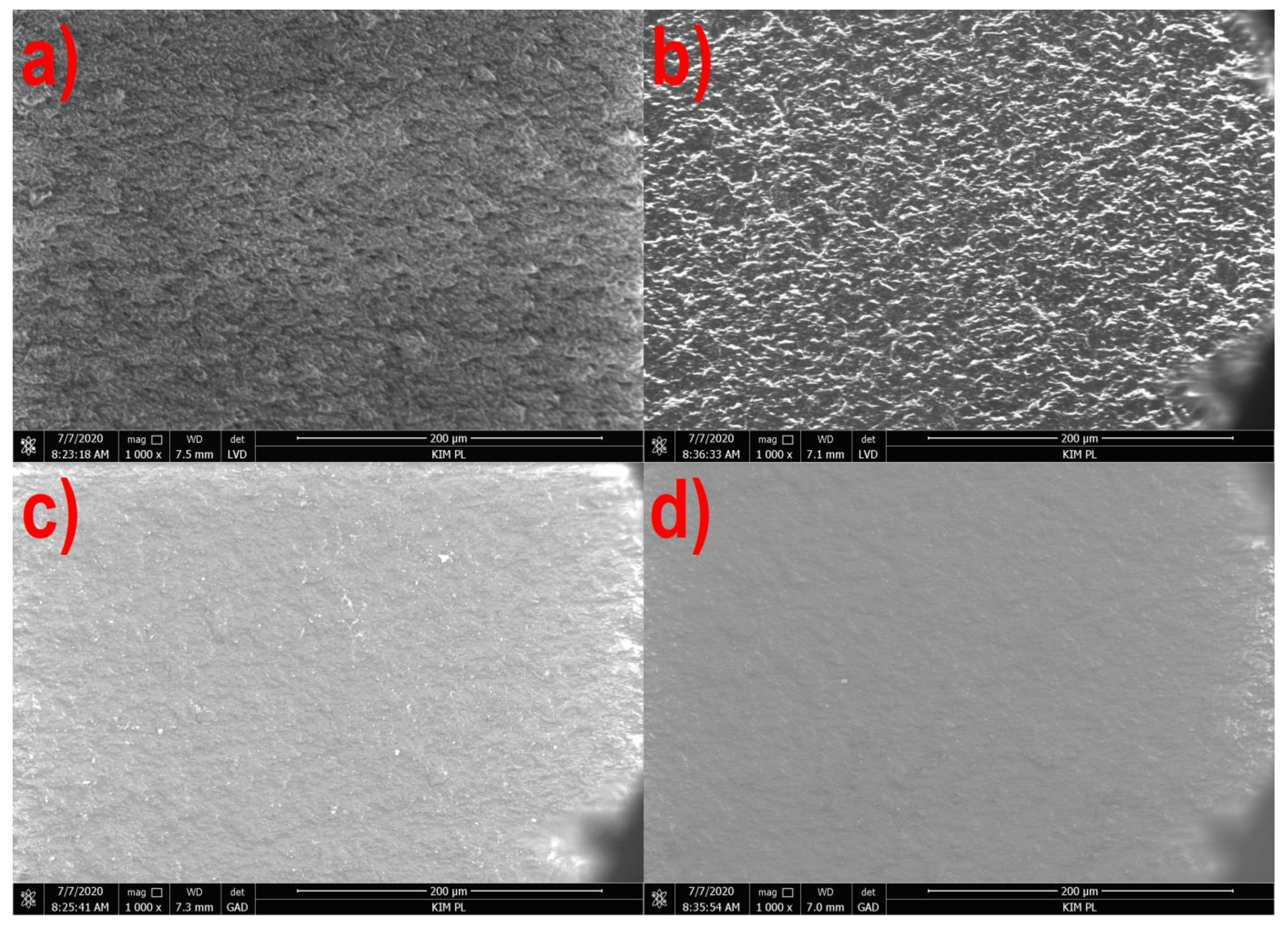
- In order to observe the microstructure of the film samples, a FEI Nova NanoSEM 450 scanning electron microscope (Hillsboro, WA, USA) was used. It is a highly selective SEM operating in high and low vacuum, designed to test the structure and the phase and chemical composition in a wide range of magnifications. For the purpose of observation, a detector of back-scattered electrons for low vacuum (GAD) was used which revealed areas with different chemical composition, and a detector of secondary electrons for low vacuum, operating on the principle of direct detection of electrons (LVD) which visualizes the surface topography.
3. Results
3.1. Microstructure
3.2. Roughness
3.3. Friction Coefficient
3.4. Optical Properties
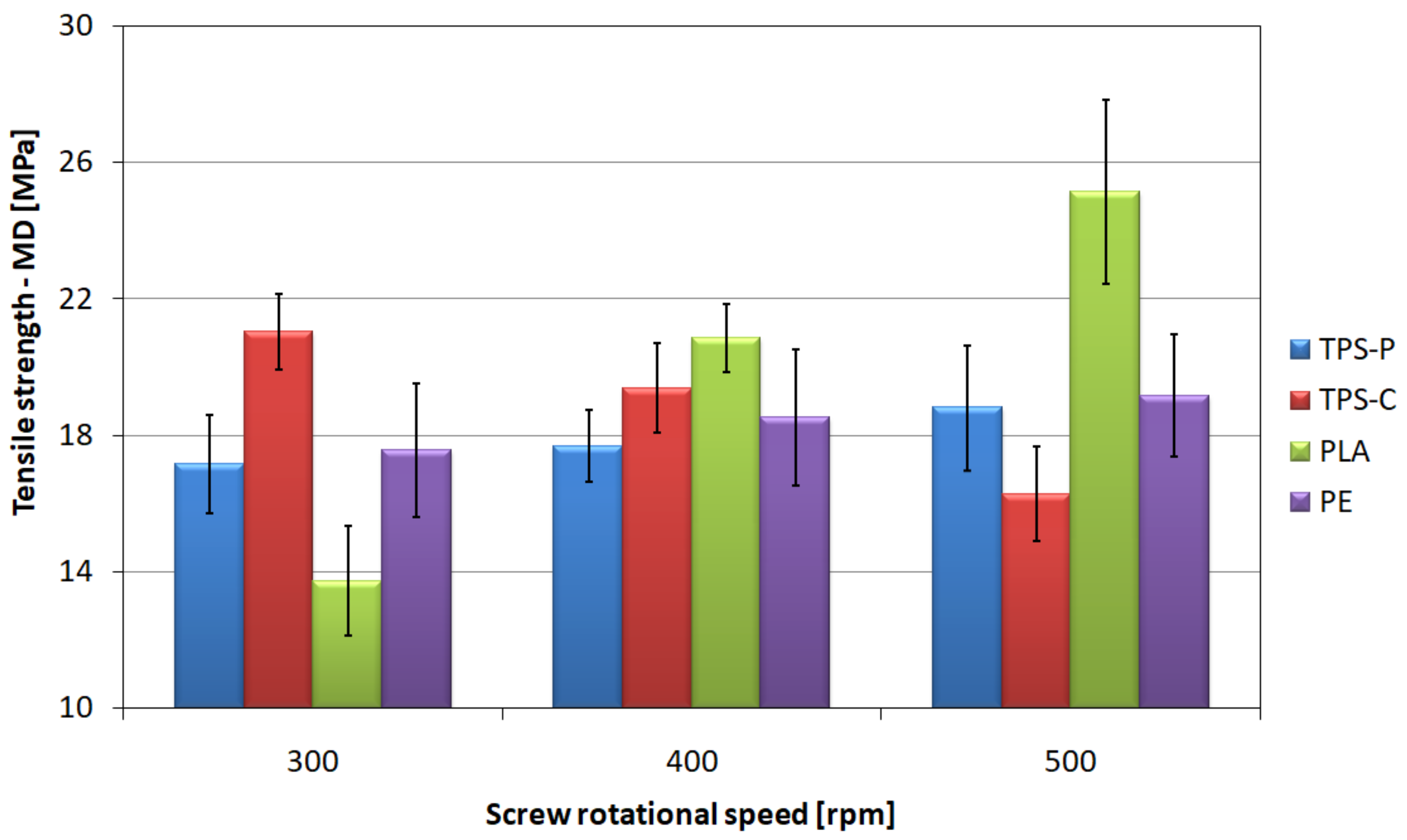
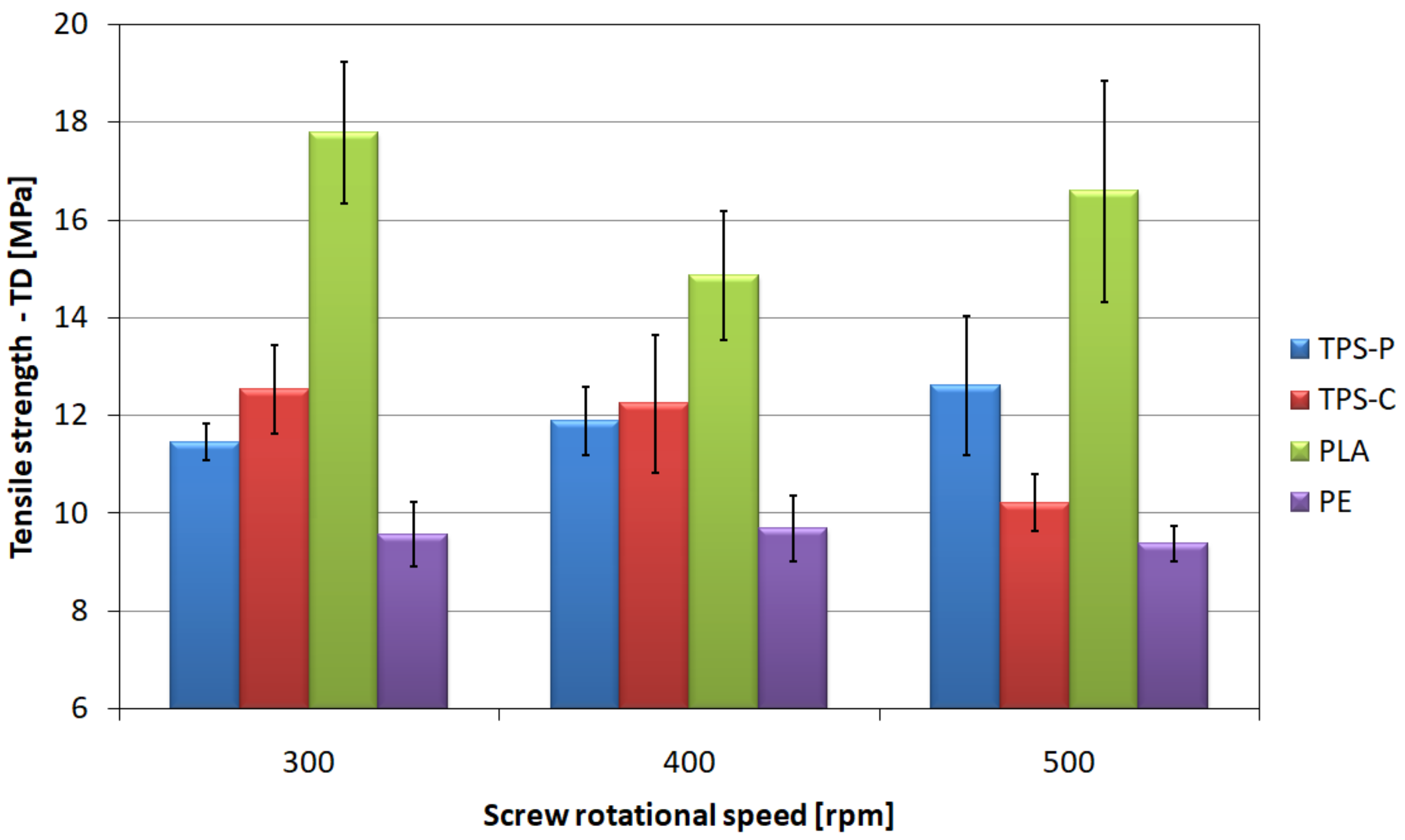
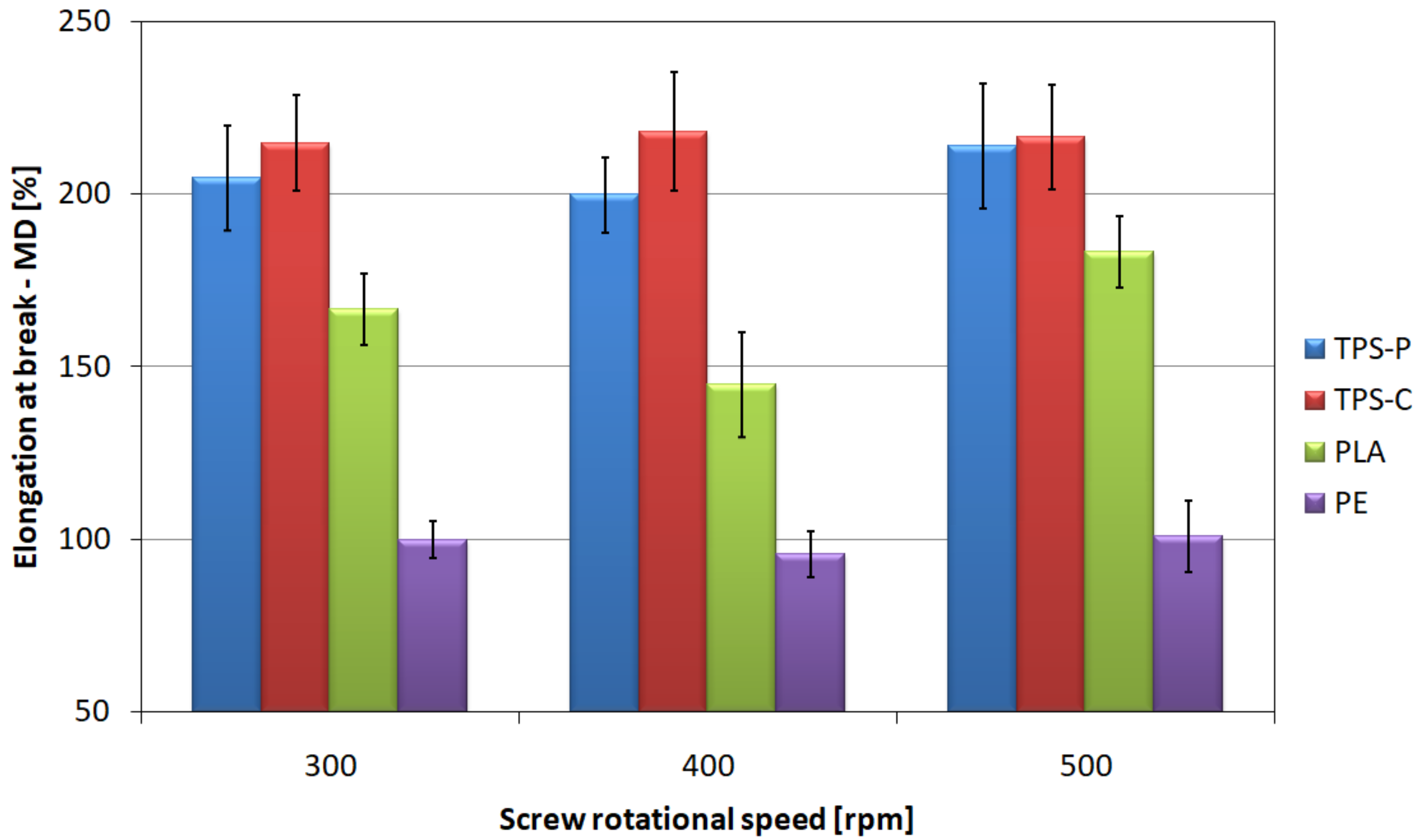
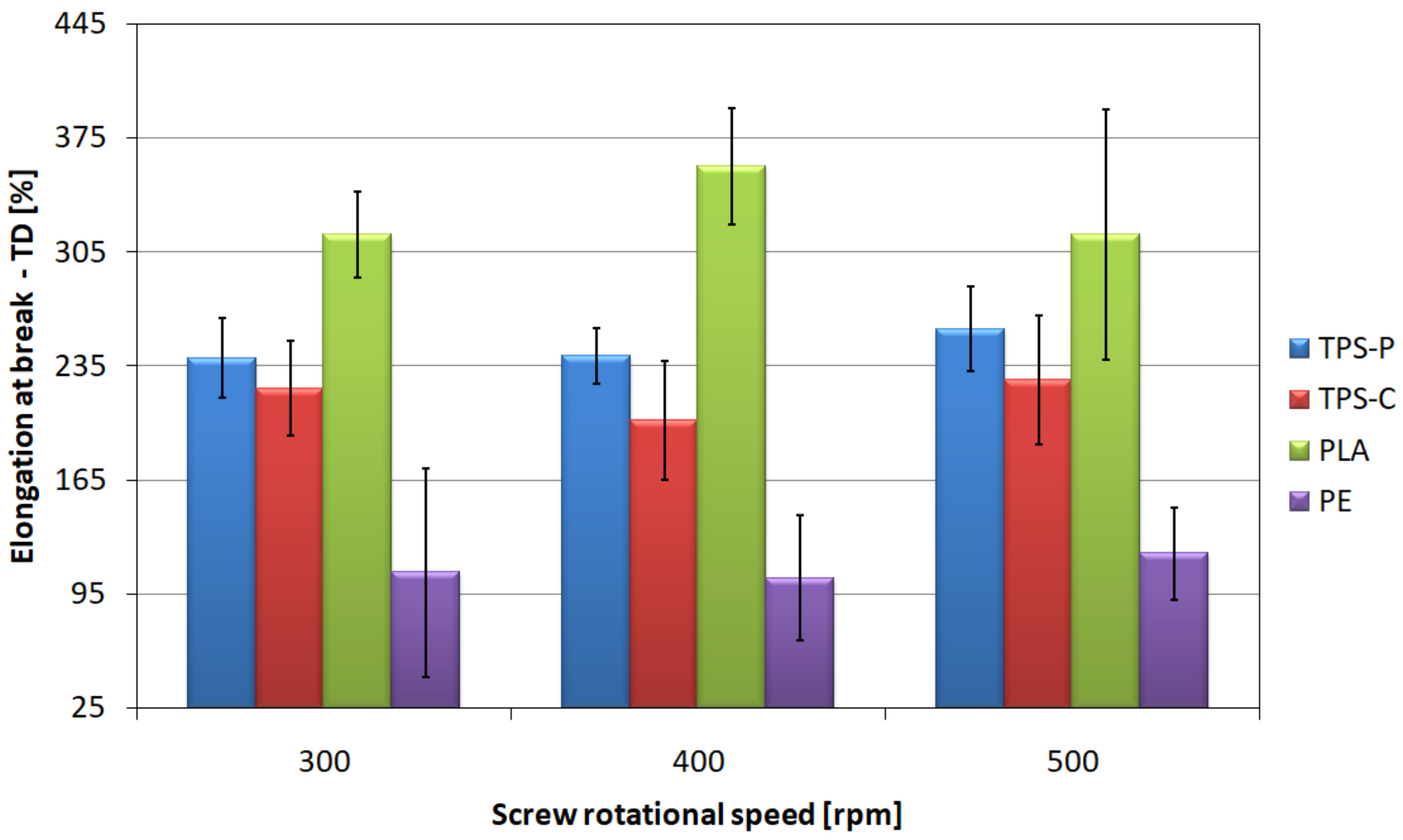
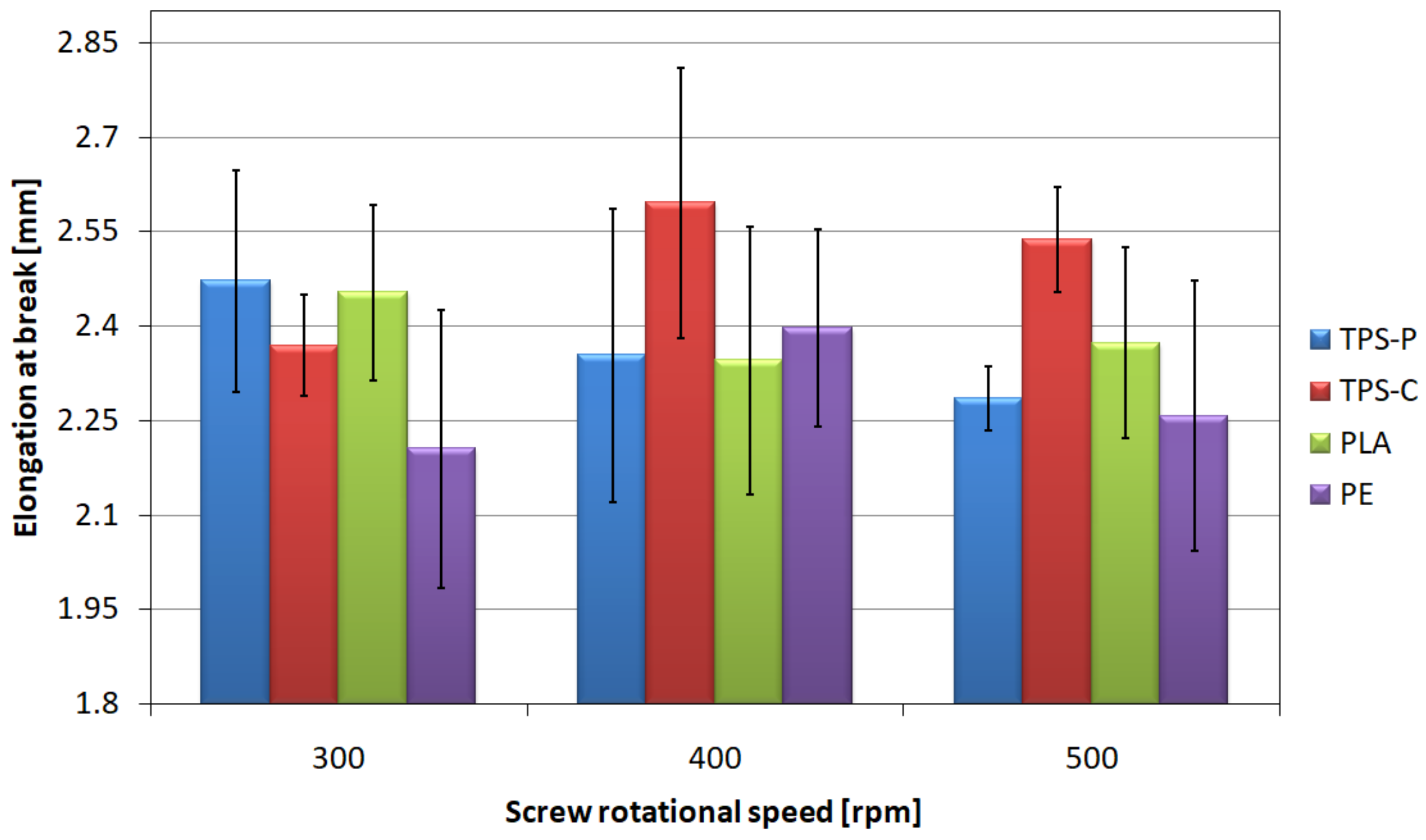
3.5. Tensile Strength
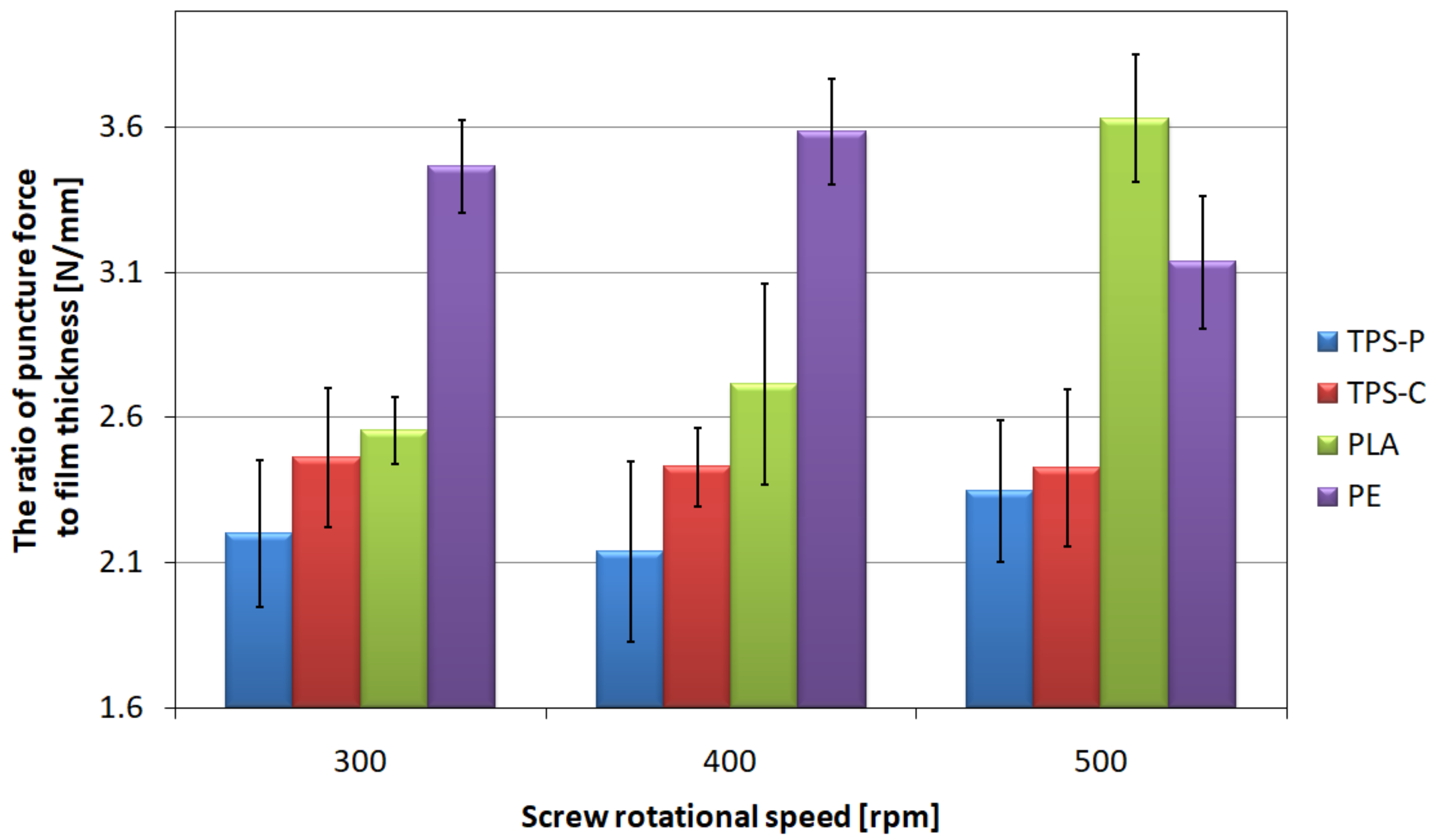
3.6. Puncture Resistance
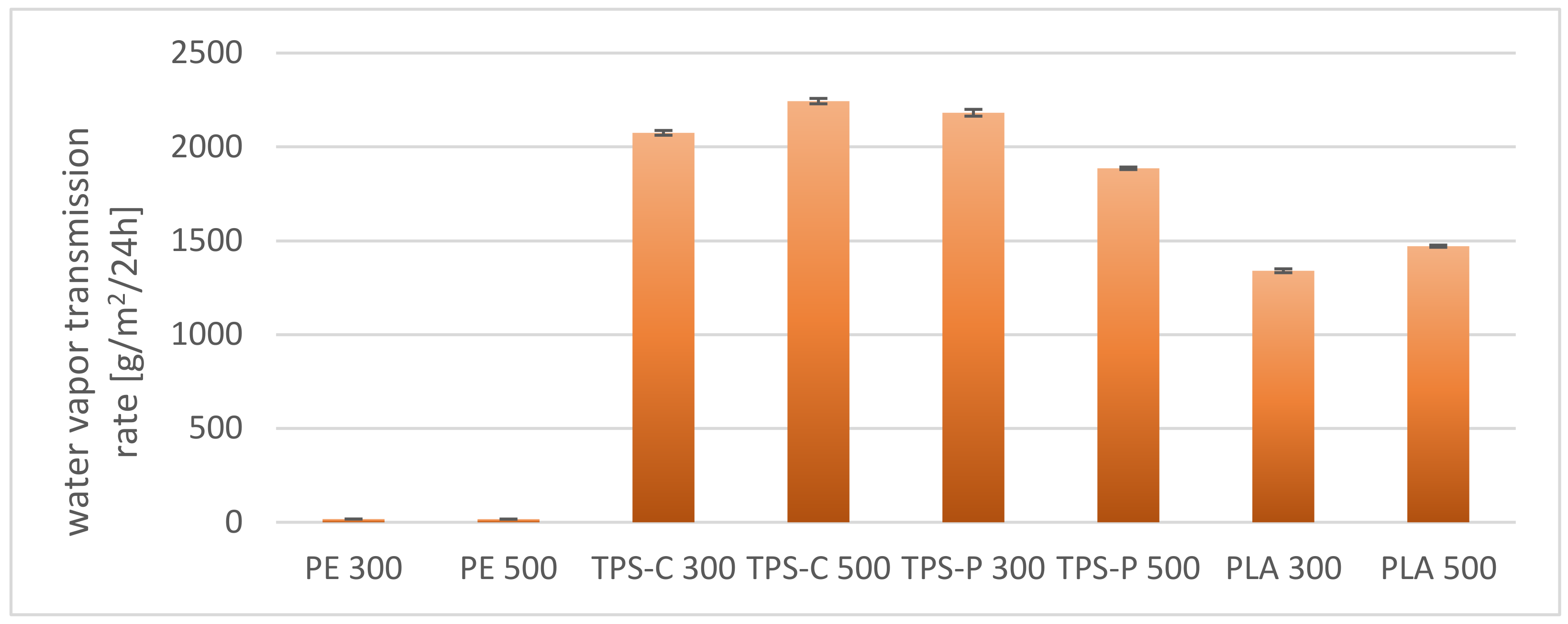
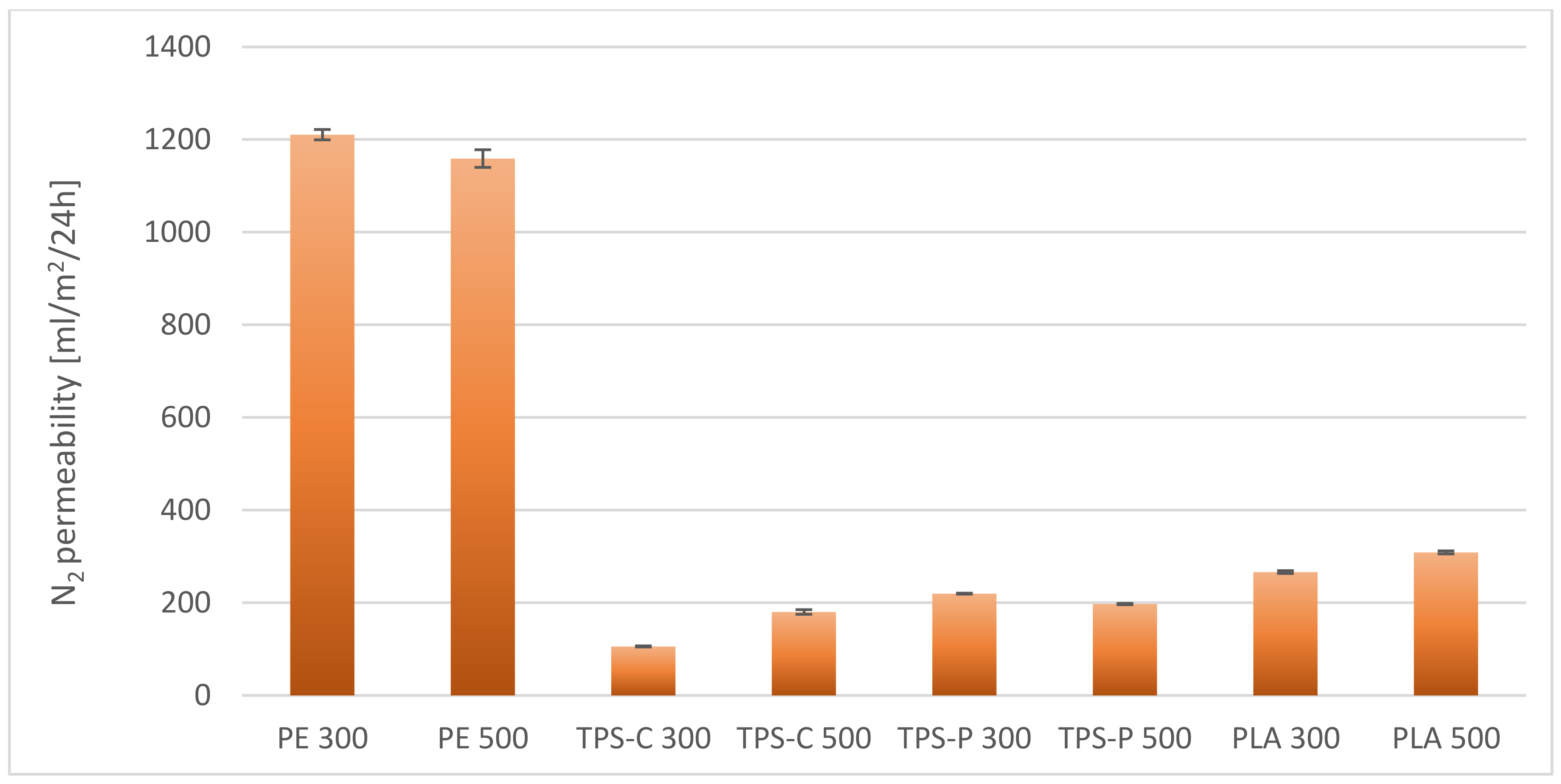
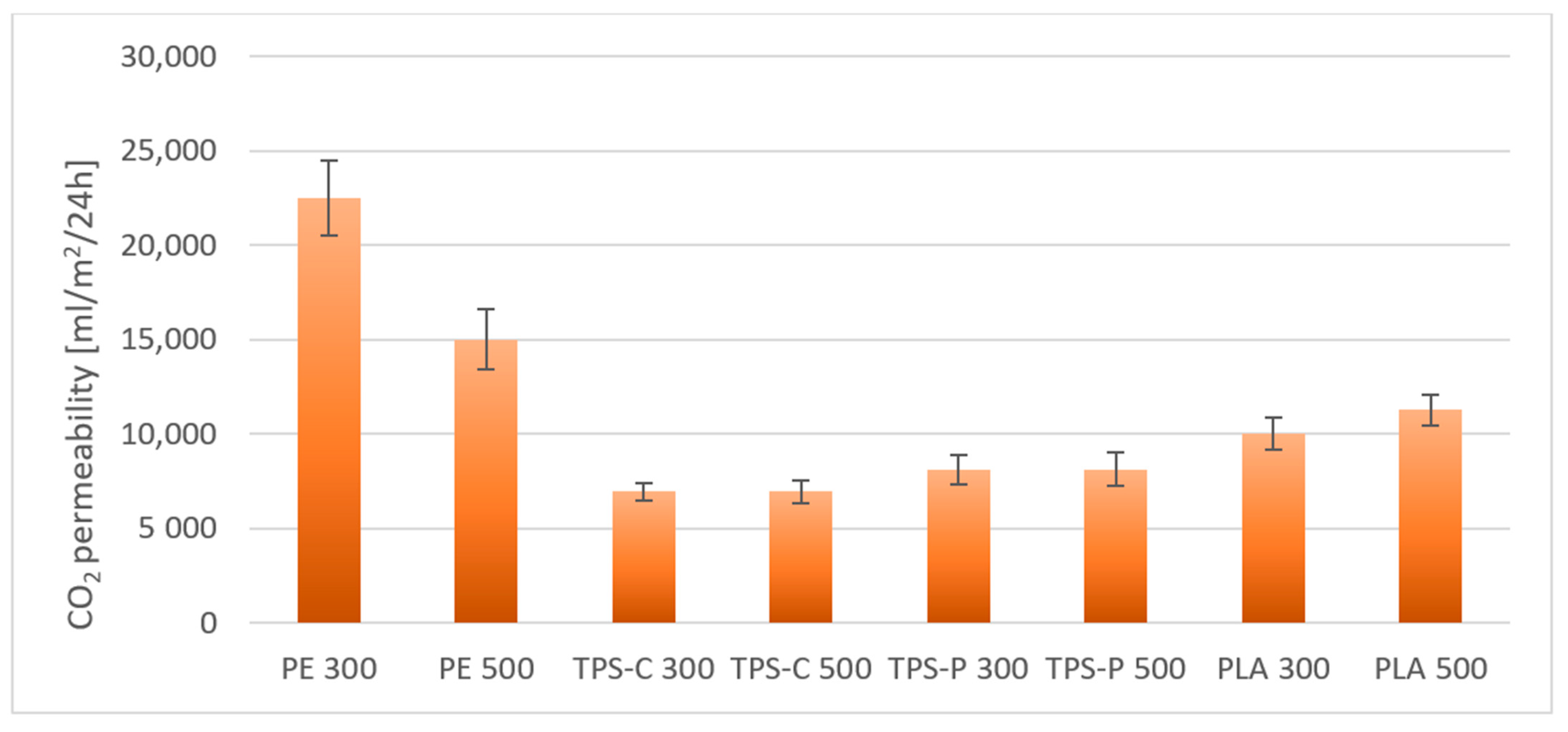
3.7. Barrier Properties
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Singh, N.; Hui, D.; Singh, R.; Ahuja, I.P.S.; Feo, L.; Fraternali, F. Recycling of plastic solid waste: A state of art review and future applications. Compos. Part B Eng. 2017, 115, 409–422. [Google Scholar] [CrossRef]
- Johansson, C.; Bras, J.; Mondragon, I.; Nechita, P.; Plackett, D.; Simon, P.; Svetec, G.D.; Virtanen, S.; Baschetti, G.M.; Bree, C.; et al. Renewable fibres and bio-based materials for packaging applications—a review of recent developments. Bioresources 2012, 7, 2506–2552. [Google Scholar] [CrossRef]
- Siracusa, V.; Rocculi, P.; Romani, S.; Dalla Rosa, M. Biodegradable polymers for food packaging: A review. Trends Food Sci. Technol. 2008, 19, 634–643. [Google Scholar] [CrossRef]
- Karamanlioglu, M.; Robson, G.D. The influence of biotic and abiotic factors on the rate of degradation of poly(lactic) acid (PLA) coupons buried in compost and soil. Polym. Degrad. Stab. 2013, 98, 2063–2071. [Google Scholar] [CrossRef]
- Jamshidian, M.; Tehreny, A.E.; Imran, M.; Jacquot, M.; Desobry, S. Poly-lactic acid: Production, applications, nanocomposites, and release studies. Compr. Rev. Food Sci. Food Saf. 2010, 9, 552–571. [Google Scholar] [CrossRef] [PubMed]
- Janik, H.; Sienkiewicz, M.; Przybytek, A.; Guzman, A.; Kucinska-Lipka, J.; Kosakowska, A. Novel biodegradable potato starch-based compositions as candidates in packing industry, safe for marine environment. Fibres Polym. 2018, 19, 1166–1174. [Google Scholar] [CrossRef]
- Jabeen, N.; Majid, I.; Nayik, A.G. Bioplastics and food packaging: A review. Cogent Food Agric. 2015, 1, 1. [Google Scholar] [CrossRef]
- Peelman, N.; Ragaert, P.; De Meulenaer, B.; Adons, D.; Peeters, R.; Cardon, L.; Van Impe, F.; Devlieghere, F. Applications of bioplastics for food packaging. Trends Food Sci. Technol. 2013, 32, 128–141. [Google Scholar] [CrossRef]
- Shah, U.; Nawash, F.; Gani, A.; Masoodi, F.A. Art and Science behind modified starch edible films and coatings: A review. Compr. Rev. Food Sci. Food Saf. 2016, 15, 568–580. [Google Scholar] [CrossRef] [PubMed]
- Mangaraj, S.; Mohanty, S.; Swain, S.; Yadav, A. Development and characterization of commercial biodegradable film from PLA and corn starch for fresh produce packaging. J. Packag. Technol. Res. 2019, 3, 127–140. [Google Scholar] [CrossRef]
- Aranda-García, J.F.; González-Núñez, R.; Jasso-Gastinel, C.F.; Mendizábal, E. Water absorption and thermomechanical characterization of extruded starch/poly(lactic acid)/agave bagasse fiber bioplastic composites. Int. J. Polym. Sci. 2015. [Google Scholar] [CrossRef]
- Cyras, V.P.; Commisso, M.S.; Mauri, A.N.; Vázquez, A. Biodegradable double-layer films based on biological resources: Polyhydroxybutyrate and cellulose. J. Appl. Polym. Sci. 2007, 106, 749–756. [Google Scholar] [CrossRef]
- Yu, L.; Dean, K.; Li, L. Polymer blends and composites from renewable sources. Prog. Polym. Sci. 2006, 31, 576–602. [Google Scholar] [CrossRef]
- Müller, C.M.O.; Laurindo, J.B.; Yamashita, F. Effect of cellulose fibers addition on the mechanical properties and water vapor barrier of starch-based films. Food Hydrocoll. 2009, 23, 1328–1333. [Google Scholar] [CrossRef]
- Müller, C.M.O.; Laurindo, J.B.; Yamashita, F. Effect of nanoclay incorporation method on mechanical and water vapor barrier of starch-based films. Ind. Crop. Prod. 2011, 33, 605–610. [Google Scholar] [CrossRef]
- Mensitieri, G.; Di Maio, E.; Buonocore, G.G.; Nedi, I.; Oliviero, M.; Sansone, L. Processing and shelf life issues of selected food packing materials and structures from renewable resources. Trends Food Sci. Technol. 2011, 22, 72–80. [Google Scholar] [CrossRef]
- Spoljaric, S.; Salimen, A.; Luong, N.; Lahtinen, P.; Vartianen, J.; Tammelin, T.; Seppälä, J. Nanofiberilated cellulose, poly(vinyl alcohol), montmorillonite clay hybrid nanocomposites with superior barrier and thermomechanical properties. Polym. Compos. 2013, 35, 1117–1131. [Google Scholar] [CrossRef]
- Cele, H.M.; Ojijo, V.; Chen, H.; Kumar, S.; Land, K.; Joubert, T.; de Villiers, M.F.R.; Ray, S.S. Effect of nanoclay on optical properties of PLA/clay composite films. Polym. Test. 2014, 36, 24–31. [Google Scholar] [CrossRef]
- Scaffaro, R.; Maio, A.; Gulino, F.E.; Morreale, M.; La Mantia, F.P. The effects of nanoclay on the mechanical properties, carvacrol release and degradation of a PLA/PBAT blend. Materials 2020, 13, 983. [Google Scholar] [CrossRef] [PubMed]
- Claro, P.I.C.; Neto, A.R.S.; Bibbo, A.C.C.; Mattoso, L.H.C.; Bastos, M.S.R.; Marconcini, J.M. Biodegradable blends with potensial use in packaging: A comparison of PLA/chitosan and PLA/cellulose acetate films. J. Polym. Environ. 2016, 24, 363–371. [Google Scholar] [CrossRef]
- Byun, Y.; Kim, Y.T. Bioplastics for Food Packaging: Chemistry and Physics. In Innovations in Food Packaging, 2nd ed.; Han, J.H., Ed.; Academic Press: Cambridge, MA, USA, 2014; pp. 353–368. [Google Scholar]
- Sagnelli, D.; Kirkensgaard, J.J.K.; Giosafatto, C.V.L.; Ogrodowicz, N.; Kruczała, K.; Mikkelsen, M.S.; Maigret, J.E.; Lourdin, D.; Mortensen, K.; Blennow, A. All-natural bio-plastics using starch-betaglucan composites. Carbohydr. Polym. 2017, 172, 237–245. [Google Scholar] [CrossRef] [PubMed]
- Saliu, O.D.; Olatunji, G.A.; Olosho, A.I.; Adeniyi, A.G.; Azeh, Y.; Samo, F.T.; Adebayo, D.O.; Ajetomobi, O.O. Barrier property enhancement of starch citrate bioplastic film by an ammonium-thiourea complex modification. J. Saudi Chem. Soc. 2019, 23, 141–149. [Google Scholar] [CrossRef]
- Lamnawar, K.; Mazzouz, A.; Cabrera, G.; Al-Itry, R. Interfacial tension properties in biopolymer blends: From deformed drop retraction method (DDRM) to shear and elongation rheology—Application to blown film extrusion. Int. Polym. Process. 2018, 33, 411–424. [Google Scholar] [CrossRef]
- Muller, J.; González-Martínez, C.; Chiralt, A. Poly(lactic) acid (PLA) and starch bilayer films containing cinnamaldehyde, obtained by compression moulding. Eur. Polym. J. 2017, 95, 56–70. [Google Scholar] [CrossRef]
- Collazo-Bigliardi, S.; Ortega-Toro, R.; Chiralt, A. Using lignocellulosic fractions of coffee husk to improve properties of compatibilised starch-PLA blend films. Food Packag. Shelf Life 2019, 22, 100423. [Google Scholar] [CrossRef]
- Nguyen, D.M.; Do, T.V.V.; Grillet, A.C.; Thuc, H.H.; Thuc, C.N.H. Biodegradability of polymer film based low density polyethylene and cassava starch. Int. Biodeterior. Biodegrad. 2016, 115, 257–265. [Google Scholar] [CrossRef]
- Ghaffar, A.M.A.; Ali, H.E.; Maziad, N.A. Modification of low density polyethylene films by blending with naturalpolymers and curing by gamma radiation. Polym. Sci. Ser. B 2019, 61, 776–784. [Google Scholar] [CrossRef]
- Sabetzadeh, M.; Bagheri, R.; Masoomi, M. Study on ternary low density polyethylene/linear low density polyethylene/thermoplastic starch blend films. Carbohydr. Polym. 2015, 119, 126–133. [Google Scholar] [CrossRef] [PubMed]
- Zhong, Y.; Godwin, P.; Jin, Y.; Xiao, H. Biodegradable polymers and green-based antimicrobial packaging materials: A mini review. Adv. Ind. Eng. Polym. Res. 2020, 3, 27–35. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Liu, L. Bioplastics in food packaging: Innovative technologies for biodegradable packaging. San Jose State Univ. Packag. Eng. 2006, 13, 1348–1368. [Google Scholar]
- Stloukal, P.; Kalendova, A.; Mattausch, H.; Laske, S.; Holzer, C.; Koutny, M. The influence of a hydrolysis-inhibiting additive on the degradation and biodegradability of PLA and its nanocomposites. Polym. Test. 2015, 41, 124–132. [Google Scholar] [CrossRef]
- Huntrakul, K.; Yoksan, R.; Sane, A.; Harnkarnsujarit, N. Effects of pea protein on properties of cassava starch edible films produced by blown-film extrusion for oil packaging. Food Packag. Shelf Life 2020, 24, 100480. [Google Scholar] [CrossRef]
- López, O.V.; Zaritzky, N.E.; Grossmann, M.V.E.; García, M.A. Acetylated and native corn starch blend films produced by blown extrusion. J. Food Eng. 2013, 116, 286–297. [Google Scholar] [CrossRef]
- Thunwall, M.; Kutchanová, V.; Boldizar, A.; Rigdahl, M. Film blowing of thermoplastic starch. Carbohydr. Polym. 2008, 71, 583–590. [Google Scholar] [CrossRef]
- Flore, S.K.; Costa, D.; Yamashita, F.; Gerschenson, L.N.; Grossmann, M.V. Mixture design for evaluation of potassium sorbate and xanthan gum effect on properties of tapioca starch films obtained by extrusion. Mater. Sci. Eng. C 2010, 30, 196–202. [Google Scholar] [CrossRef]
- Dang, K.M.; Yoksan, R. Morphological characteristics and barrier properties of thermoplastic starch/chitosan blown film. Carbohydr. Polym. 2016, 150, 40–47. [Google Scholar] [CrossRef] [PubMed]
- Wittaya, T. Rice Starch-Based Biodegradable Films: Properties Enhancement. In Structure and Function of Food Engineering, 5th ed.; Eissa, A.A., Ed.; BoD—Book on Demand: London, UK, 2014; pp. 103–134. [Google Scholar]
- Nafchi, A.M.; Moradpour, M.; Saeidi, M.; Alias, A.K. Thermoplastic starches: Properties, challenges and prospects. Starch/Stärke 2013, 65, 61–72. [Google Scholar] [CrossRef]
- Liu, H.; Xie, F.; Yu, L.; Chen, L.; Li, L. Thermal processing of starch-based polymers. Prog. Polym. Sci. 2009, 34, 1348–1368. [Google Scholar] [CrossRef]
- Chang, Y.P.; Karim, A.A.; Seow, C.C. Interactive plasticizing—Antiplasticizing effects of water and glycerol on the tensile properties of tapioca starch films. Food Hydrocoll. 2006, 20, 1–8. [Google Scholar] [CrossRef]
- Thuwall, M.; Boldizar, A.; Rigdahl, M. Extrusion processing of high amylase potato starch materials. Carbohydr. Polym. 2006, 65, 441–446. [Google Scholar] [CrossRef]
- Nampoothiri, K.M.; Nair, N.R.; John, R.P. An overview of the recent developments in polylacide (PLA) research. Bioresour. Technol. 2010, 101, 8493–8501. [Google Scholar] [CrossRef]
- Bergström, J.S.; Hayman, D. An overview of mechanical properties and material modeling of polylactide (PLA) for medical applications. Ann. Biomed. Eng. 2016, 44, 330–340. [Google Scholar] [CrossRef]
- Castro-Aguirre, E.; Iniguez-Franco, F.; Samsudin, H.; Fang, X.; Auras, R. Poly(lactic acid)-mass production, processing, industrial applications, and end of life. Adv. Drug Deliv. Rev. 2010, 107, 333–366. [Google Scholar] [CrossRef]
- Zhao, Y.; Wang, Z.; Wang, J.; Mai, H.; Yan, H.; Yang, F. Direct synthesis of poly(D, L-lactic acid) by melt polycondensation and its application in drug delivery. J. Appl. Polym. Sci. 2004, 91, 2143–2150. [Google Scholar] [CrossRef]
- Molnár, I.; Morovič, L.; Sobrino, D.D.R.; Leckỳ, Š.; Michal, D. Medical applications of biomaterials: The case of design and manufacture of orthopedic corsets made of polylactic acid by additive manufacturing. Mater. Sci. Forum 2019, 952, 223–232. [Google Scholar] [CrossRef]
- Lim, L.T.; Auras, R.; Rubino, M. Processing Technologies for poly(lactic acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Official Journal of the European Union. Amending Directive 94/62/EC on Packaging and Packaging Waste, Official Journal of the European Union: Luxembourg, 30 May 2018. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32018L0852&rid=6 (accessed on 11 May 2021).
- Sikora, J.; Majewski, Ł.; Puszka, A. Modern Biodegradable Plastics—Processing and Properties: Part I. Materials 2020, 13, 1986. [Google Scholar] [CrossRef] [PubMed]
- Krochta, J.M.; De Mulder-Johnston, C. Edible and biodegradable polymer films: Challenges and oppportunities. Food Technol. 1997, 51, 61–74. [Google Scholar]
- Carvalho, R.A.; Grosso, C.R.F. Characterization of gelatin based films modified with transglutaminase, glyoxal and formaldehyde. Food Hydrocoll. 2004, 18, 717–726. [Google Scholar] [CrossRef]
- Jongjareonrak, A.; Benjakul, S.; Visessanguan, W.; Podpran, T.; Tanaka, M. Characterization of edible films from skin gelatin of brownstripe red snapper and bigeye snapper. Food Hydrocoll. 2006, 20, 492–501. [Google Scholar] [CrossRef]
- Schou, M.; Longares, A.; Montesinos-Herrero, C.; Monahan, F.J.; O’Riordan, D.; O’Sullivan, M. Properties of edible sodium caseinate films and their application as food wrapping. Lebensm. Wiss. Technol. 2005, 38, 605–610. [Google Scholar] [CrossRef]
- Romero-Bastida, C.A.; Bello-Perez, L.; Garcia, M.A.; Martno, M.N.; Solorza-Feria, J.; Zaritzky, N.E. Physicochemical and microstructural characterization of films prepared by thermal and cold gelatinization from non-conventional sources of starches Carbohydr. Polym. 2005, 60, 235–244. [Google Scholar]
- Lourdin, D.; Della Valle, G.; Colonna, P. Influence of amylose content on starch films and foams. Carbohydr. Polym. 1995, 27, 261–270. [Google Scholar] [CrossRef]
- Rindlav-Westling, A.; Stading, M.; Hermansson, A.-M.; Gatenholm, P. Structure, mechanical and barrier properties of amylose and amylopectin films. Carbohydr. Polym. 1998, 36, 217–224. [Google Scholar] [CrossRef]
- Kołodziejska, I.; Piotrowska, B. The water vapour permeability, mechanical properties and solubility of fish gelatin-chitosan films modified with transglutaminase or 1-ethyl-3-(3-dimethylaminopropyl) carbodiimide (EDC) and plasticized with glycerol. Food Chem. 2007, 103, 295–300. [Google Scholar] [CrossRef]
- Srinivasa, P.C.; Ramesh, M.N.; Tharanathan, R.N. Effect of plasticizers and fatty acids on mechanical and permeability characteristics of chitosan films. Food Hydrocoll. 2007, 21, 1113–1122. [Google Scholar] [CrossRef]
- Kang, H.J.; Jo, C.; Lee, N.Y.; Kwon, J.H.; Byun, M.W. A combination of gamma irradiation and CaCl2 immersion for a pectin-based biodegradable film. Carbohydr. Polym. 2005, 60, 547–551. [Google Scholar] [CrossRef]
- Salmoral, E.M.; Gonzalez, M.E.; Mariscal, M.P. Biodegradable plastic made from bean products. Ind. Crop. Prod. 2000, 11, 217–225. [Google Scholar] [CrossRef]
- Lacroix, M.; Le, T.C.; Ouattara, B.; Yu, H.; Letendre, M.; Sabat, O.S.F.; Mateescu, M.A.; Patterson, G. Use of γ-irradiation to produce films from whey, casein and soya proteins: Structure and functionals characteristics. Radiat. Phys. Chem. 2002, 63, 827–832. [Google Scholar] [CrossRef]
- Braczko, M.; Tederko, A.; Grzybowski, J. Określenie stopnia usieciowania błon kolagenowych przeznaczonych do celów medycznych metodą badania ich wodochłonności. Polim. W Med. 1994, 24, 41–52. [Google Scholar]
- Rhim, J.W.; Gennadios, A.; Fu, D.; Weller, C.L.; Hanna, M.A. Properties of ultraviolet irradiated protein films. Lebensm. Wiss. Technol. 1999, 32, 129–133. [Google Scholar] [CrossRef]
- Liu, C.C.; Tellez-Geray, A.M.; Castell-Perez, M.E. Physical and mechanical properties of peanut protein films. Lebensm. Wiss. Technol. 2004, 37, 731–738. [Google Scholar] [CrossRef]
- Stuchel, Y.; Krochta, J.M. Enzymatic treatments and thermal effects on edible soy protein films. J. Food Sci. 1994, 59, 1332–1337. [Google Scholar] [CrossRef]
- Hernández-Muñoz, P.; Villalobos, R.; Chiralt, A. Effect of thermal treatments on functional properties of edible films made from wheat gluten fractions. Food Hydrocoll. 2004, 18, 647–654. [Google Scholar] [CrossRef]
- Sothornvit, R.; Krochta, J.M. Plasticizer effect on mechanical properties of β–lactoglobulin films. J. Food Eng. 2001, 50, 149–155. [Google Scholar] [CrossRef]
- Parra, D.F.; Tadini, C.C.; Ponce, P.; Lugão, A.B. Mechanical properties and water vapour transmission in some blends of cassava starch edible films. Carbohydr. Polym. 2004, 58, 474–481. [Google Scholar] [CrossRef]
- Turhan, K.N.; Sahbaz, F. Water vapor permeability, tensile properties and solubility of methylcellulose-based edible films. J. Food Eng. 2004, 61, 459–466. [Google Scholar] [CrossRef]
- Narendra, R.; Yiqi, Y. Citric acid cross-linking of starch films. Food Chemistry. 2010, 118, 702–711. [Google Scholar]
- Hoque, T.; Sikder, M.A.A.; Kaiser, M.A.; Chowdhury, A.A.; Rashid, M.A. Biological Screenings of Two Araceous Plants Growing in Bangladesh. Dhaka Univ. J. Pharm. Sci. 2011, 10, 131–135. [Google Scholar] [CrossRef]
- Malen E FABS 23-D022 Polymer Resin—Technical Data Sheet. Available online: http://www.basellorlen.pl/assets/produkty/produktyEN/ML_E_FABS_23_D022_TDS_2016_06_20_rev8_ENG.pdf (accessed on 25 February 2020).
- BioPlast GF 106/02 Polymer Resin—Technical Data Sheet. Available online: http://www.biotec-group.de/BroschBioplastGF10602_EN_Web.pdf (accessed on 7 October 2020).
- Imam, M.A.; Jeelani, S.; Rangari, V.K. Thermal decomposition and mechanical characterization of poly (lactic acid) and potato starch blend reinforced with biowaste SiO2. J. Compos. Mater. 2019, 53, 2315–2334. [Google Scholar] [CrossRef]
- BioComp BF 01HP Polymer Resin—Technical Data Sheet. Available online: https://interpolimeri.com/content/uploads/2019/12/BIOCOMP-Tds.pdf?x47421 (accessed on 7 October 2020).
- BioComp BF 7210 Polymer Resin—Technical Data Sheet. Available online: https://interpolimeri.com/content/uploads/2019/12/BIOCOMP-Tds.pdf?x47421 (accessed on 7 October 2020).
- International Organization for Standardization (ISO). ISO 527-1:2019—Plastics—Determination of Tensile Properties—Part 1: General Principles; ISO: Geneva, Switzerland, 2019. [Google Scholar]
- International Organization for Standardization (ISO). ISO 527-3:2018—Plastics—Determination of Tensile Properties—Part 3: Test Conditions for Films and Sheets; ISO: Geneva, Switzerland, 2018. [Google Scholar]
- ASTM International (ASTM). ASTM D4649—Standard Guide for Selection and Use of Stretch Wrap Films; ASTM International (ASTM): London, UK, 2016. [Google Scholar]
- International Organization for Standardization (ISO). ISO 8295:1995—Plastics—Film and Sheeting—Determination of the Coefficients of Friction; ISO: Geneva, Switzerland, 1995. [Google Scholar]
- ASTM International (ASTM). ASTM E308—Standard Practice for Computing the Colour of Objects by Using the CIE System; ASTM International (ASTM): London, UK, 2018. [Google Scholar]
- International Organization for Standardization (ISO). ISO 2813:2001; Paints and Varnishes—Determination of Gloss Value at 20 Degrees, 60 Degrees and 85 Degrees; ISO: Geneva, Switzerland, 2001. [Google Scholar]
- X-Rite. Color iControl Software, Version 3.04.001; Dedicated for Ci4200 X-Rite Spectrophotometer; X-Rite: Grand Rapids, MI, USA, 2007. [Google Scholar]
- American Society of Mechanical Engineers (ASME). ASME B46.1—Surface Texture (Surface Roughness, Waviness and Lay); ASME International: London, UK, 2019. [Google Scholar]
- International Organization for Standardization (ISO). ISO 15106-1:2003—Plastics—Film and Sheeting—Determination of Water Vapour Transmission Rate—Part 1: Humidity Detection Sensor Method; ISO: Geneva, Switzerland, 2003. [Google Scholar]
- International Organization for Standardization (ISO). ISO 2556:1974—Plastics—Determination of the Gas Transmission of Films and Thin Sheets under Atmospheric Pressure—Manometric Method; ISO: Geneva, Switzerland, 1974. [Google Scholar]
- Darie-Niţă, R.N.; Vasile, C.; Irimia, A.; Lipşa, R.; Râpă, M. Evaluation of some Eco-friendly plasticizers for PLA films processing. J. Appl. Polym. Sci. 2016, 133, 43223. [Google Scholar] [CrossRef]
- Galicia-García, T.; Martínez-Bustos, F.; Jiménez-Arevalo, O.; Martínez, A.B.; Ibarra-Gómez, R.; Gaytán-Martínez, M.; Mendoza-Duarte, M. Thermal and microstructural characterization of biodegradable films prepared by extrusion—Calendaring process. Carbohydr. Polym. 2011, 83, 354–361. [Google Scholar] [CrossRef]
- Sheeja, M.O.; Juraij, K.; Sneha, S.P.; Ashitha, K.; Aleena, L.S.; Sujith, A. Polyethylene-g-Starch Nanoparticle Biocomposites: Physicochemical Properties and Biodegradation Studies. Polym. Compos. 2018, 39, E426–E440. [Google Scholar] [CrossRef]
- Dai, L.; Zhang, J.; Cheng, F. Effects of starches from different botanical sources and modification methods on physicochemical properties of starch-based edible films. Int. J. Biol. Macromol. 2019, 132, 897–905. [Google Scholar] [CrossRef]
- Liu, P.; Yu, L.; Wang, X.; Li, D.; Chen, L.; Li, X. Glass transition temperature of starches with different amylose/amylopectin ratios. J. Cereal Sci. 2010, 51, 388–391. [Google Scholar] [CrossRef]
- Srichuwong, S.; Sunarti, T.C.; Mishima, T.; Isono, N.; Hisamatsu, M. Starches from different botanical sources I: Contribution of amylopectin fine structure to thermal properties and enzyme digestibility. Carbohydr. Polym. 2005, 60, 529–538. [Google Scholar] [CrossRef]
- Przetaczek-Rożnowska, I. Physicochemical properties of starches isolated from pumpkin compared with potato and corn starches. Int. J. Biol. Macromol. 2017, 101, 536–542. [Google Scholar] [CrossRef] [PubMed]
- Lindeboom, N.; Chang, P.R.; Tyler, R.T. Analytical, biochemical and physicochemical aspects of starch granule size with emphasis on small granule starches: A review. Starch/Stärke 2004, 56, 89–99. [Google Scholar] [CrossRef]
- Myshkin, N.; Kovalev, A. Adhesion and surface forces in polymer tribology—A review. Friction 2018, 6, 143–155. [Google Scholar] [CrossRef]
- Qin, Y.; Guo, H. Study on Physical Properties of Degradable Polylactic Acid Packaging Film. In Advances in Graphic Communication, Printing and Packaging; Zhao, P., Ouyang, Y., Xu, M., Yang, L., Ren, Y., Eds.; Springer Nature: Singapore, 2018; Volume 534, pp. 914–919. [Google Scholar]
- Surya, I.; Olaiya, N.G.; Rizal, S.; Zein, I.; Sri Aprilia, N.A.; Hasan, M.; Yahya, E.B.; Sadasivuni, K.K.; Abdul Khalil, H.P.S. Plasticizer enhancement on the miscibility and thermomechanical properties of polylactic acid-chitin-starch composites. Polymers 2020, 12, 115. [Google Scholar] [CrossRef]
- Aly, A.A.; Zeidan, E.B.; Alshennawy, A.A.; El-Masry, A.A.; Wasel, W.A. Friction and wear of polymer composites filled by nano-particles: A review. World J. Nano Sci. Eng. 2012, 2, 32–39. [Google Scholar] [CrossRef]
- Myshkin, N.K.; Petrokovets, M.I.; Kovalev, A.V. Tribology of polymers: Adhesion, friction, wear and mass transfer. Tribol. Int. 2005, 38, 910–921. [Google Scholar] [CrossRef]
- Farris, S.; Introzzi, L.; Piergiovani, L. Evaluation of a bio-coating as a solution to improve barrier, friction and optical properties of plastic films. Packag. Technol. Sci. 2009, 22, 69–83. [Google Scholar] [CrossRef]
- Burgo, T.A.L.; Silva, C.A.; Balestrin, L.B.S.; Galembeck, F. Friction coefficient dependence on electrostatic tribocharging. Sci. Rep. 2013, 3, 2384. [Google Scholar] [CrossRef] [PubMed]
- Sikora, J.W. Comparison between LDPE conventional and autothermal extrusion characteristics. Int. Polym. Process. 1998, 13, 9–12. [Google Scholar] [CrossRef]
- Takács, E.S.; Thompson, M.R.; Vlachopoulos, J.; Dunn, K.; Nielsen, K.E.; Brandys, F.A. Factors affecting gloss and color of decorative pressure sensitive adhesive films during thermomechanical deformation. Polym. Eng. Sci. 2016, 56, 1357–1365. [Google Scholar] [CrossRef]
- Chen, H.Y.; Bishop, M.T.; Landes, B.G.; Chum, S.P. Orientation and property correlation for LLDPE blown films. J. Appl. Polym. Sci. 2006, 101, 898–907. [Google Scholar] [CrossRef]
- Zhang, X.M.; Elkoun, S.; Ajji, A.; Huneault, M.A. Oriented structure and anisotropy properties of polymer blown films: HDPE, LLDPE and LDPE. Polymer 2004, 45, 217–229. [Google Scholar] [CrossRef]
- Ghazaryan, G.; Schaller, R.; Feldman, K.; Tervoort, T.A. Rejuvenation of PLLA: Effect of plastic deformation and orientation on physical ageing in poly(L-lactic acid) films. J. Polym. Sci. Part B Polym. Phys. 2016, 54, 2233–2244. [Google Scholar] [CrossRef]
- Yu, L.; Liu, H.; Xie, F.; Chen, L.; Li, X. Effect of annealing and orientation on microstructures and mechanical properties of polylactic acid. Polym. Eng. Sci. 2008, 48, 634–641. [Google Scholar] [CrossRef]
- Krishnaswamy, R.K.; Sukhandia, A.M. Orientation characteristics of LLDPE blown films and their implications on Elmendorf tear performance. Polymer 2000, 41, 9205–9217. [Google Scholar] [CrossRef]
- Hedenqvist, M.S. Barrier Packaging Materials. In Handbook of Environmental Degradation of Materials, 3rd ed.; Kutz, M., Ed.; William Andrew Publishing: Norwich, NY, USA, 2018; pp. 559–581. ISBN 9780323524728. [Google Scholar]
- Liu, X.; Yu, L.; Liu, H.; Chen, L.; Li, L. Thermal decomposition of corn starch with different amylase/amylopectin ratios in open and sealed systems. Cereal Chem. 2009, 86, 383–385. [Google Scholar] [CrossRef]
- Beloshenko, A.; Voznyak, A.V.; Voznyak, Y.V.; Dudarenko, G.V. Equal-channel multiple angular extrusion of polyethylene. J. Appl. Polym. Sci. 2013, 127, 1317–1386. [Google Scholar] [CrossRef]
- Campo, E.A. Mechanical Properties of Polymeric Materials. In Selection of Polymeric Materials. How to Select Design Properties from Different Standards, 1st ed.; Campo, E.A., Ed.; William Andrew Publishing: Norwich, NY, USA, 2008; pp. 41–101. ISBN 9780815515517. [Google Scholar]
- Godshall, D.; Wilkes, G.; Krishnaswamy, R.K.; Sukhadia, A.M. Processing-structure-property investigation of blown HDPE films containing both machine and transverse direction oriented lamellar stacks. Polymer 2003, 44, 5397–5406. [Google Scholar] [CrossRef]
- Wang, H.; Chen, D.; Chuai, C. Mechanical and barrier properties of LLDPE/chitosan blown films for packaging. Packag. Technol. Sci. 2015, 28, 915–923. [Google Scholar] [CrossRef]
- Bertuzzi, M.A.; Castro Vidaurre, E.F.; Armada, M.; Gottifredi, J.C. Water vapor permeability of edible starch based films. J. Food Eng. 2007, 80, 972–978. [Google Scholar] [CrossRef]
- Lopez, O.V.; Garcıa, M.A.; Zaritzky, N.E. Film forming capacity of chemically modified corn starches. Carbohydr. Polym. 2008, 73, 573–581. [Google Scholar] [CrossRef]
- Versino, F.; Lopez, O.V.; Garcia, M.A.; Zaritzky, N.E. Starch-based films and food coatings: An overview. Starch/Stärke 2016, 68, 1026–1037. [Google Scholar] [CrossRef]
- Choudalakis, G.; Gotsis, A.D. Permeability of polymer/clay nanocomposites: A review. Eur. Polym. J. 2009, 45, 967–984. [Google Scholar] [CrossRef]
- Ghassemi, A.; Moghaddamzadeh, S.; Duchesne, C.; Rodrigue, D. Effect of annealing on gas permeability and mechanical properties of polylactic acid/talc composite films. J. Plast. Film Sheeting 2017, 33, 361–383. [Google Scholar] [CrossRef]
- Siracusa, V. Food packaging permeability behaviour: A review. Int. J. Polym. Sci. 2012, 2012, 302029. [Google Scholar] [CrossRef]
- Mahieu, A.; Terrié, C.; Youssef, B. Thermoplastic starch films and thermoplastic starch/polycaprolactone blends with oxygen-scavenging properties: Influence of water content. Ind. Crop. Prod. 2015, 72, 192–199. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value | Unit |
|---|---|---|
| Density | 923 | kg/m3 |
| MFR (190 °C/2.16 kg) | 1.95 | g/10 min |
| Vicat softening temperature (50 °C/h, 10 N) | 91 | °C |
| Melting temperature | 112 | °C |
| Content of polymer anti-blocking | 0.017 | % |
| Slip agent content (oleamide) | 0.05 | % |
| Tensile strength in longitudinal direction * | 18 | MPa |
| Tensile strength in transverse direction * | 17 | MPa |
| Strain at break in longitudinal direction * | 450 | % |
| Strain at break in transverse direction * | 540 | % |
| Puncture resistance (EN ISO 7765-1) * | 190 | G |
| Haze (ASTM D 1003) * | 8 | % |
| Property | Value | Unit |
|---|---|---|
| Size of granulate | 1.5–2.5 | mm |
| Melting temperature | 120–130 | °C |
| Density | 1200–1300 | kg/m3 |
| Bulk density | 740–800 | kg/m3 |
| MFI (190 °C/5 kg) | 2.5–5.5 | g/10 min |
| Water content | <0.5 | wt% |
| Tensile strength in longitudinal direction * | 20–35 | MPa |
| Tensile strength in transverse direction * | 20–35 | MPa |
| Strain at break in longitudinal direction * | 600–900 | % |
| Strain at break in transverse direction * | 600–900 | % |
| Oxygen permeability (80 µm) | ~750 | cm3/(m2 d bar) |
| Water vapor permeability (80 µm) | ~120 | g/(m2 d) |
| Property | Value | Unit |
|---|---|---|
| Density | 1270–1300 | kg/m3 |
| MFI (190 °C/2.16 kg) | 2–6 | g/10 min |
| Moisture content | 0.07–0.09 | wt% |
| Melting temperature | 110–130 | °C |
| Tensile strength in longitudinal direction * | 18 | MPa |
| Tensile strength in transverse direction * | 10 | MPa |
| Strain at break in longitudinal direction * | 200 | % |
| Strain at break in transverse direction * | 250 | % |
| Longitudinal tear resistance (Elmendorf) * | 1050 | mN |
| Transverse tear resistance (Elmendorf) * | 150 | mN |
| Puncture resistance (EN ISO 7765-1) * | 180 | g |
| Property | Value | Unit |
|---|---|---|
| Density | 1380 | kg/m3 |
| MFI (190 °C/5 kg) | 10.76 | g/10 min |
| Moisture content | 0.15–0.18 | wt% |
| Melting temperature | 140–150 | °C |
| Tensile strength in longitudinal direction * | 35.7 | MPa |
| Tensile strength in transverse direction * | 25.7 | MPa |
| Strain at break in longitudinal direction * | 250 | % |
| Strain at break in transverse direction * | 610 | % |
| Longitudinal tear resistance (Elmendorf) * | 400 | mN |
| Transverse tear resistance (Elmendorf) * | 2300 | mN |
| Material | Screw rpm | Width of a Film (cm) | Film Thickness (µm) |
|---|---|---|---|
| TPS-P | 300 | 35.3 ± 0.4 | 25.6 ± 1.7 |
| 400 | 35.8 ± 0.3 | 27.6 ± 2.8 | |
| 500 | 36.2 ± 0.1 | 25.8 ± 1.4 | |
| TPS-C | 300 | 35.5 ± 0.2 | 26.6 ± 1.1 |
| 400 | 35.7 ± 0.1 | 25.0 ± 1.0 | |
| 500 | 36.2 ± 0.2 | 24.2 ± 1.5 | |
| PLA | 300 | 35.2 ± 0.2 | 25.4 ± 1.5 |
| 400 | 35.5 ± 0.2 | 20.6 ± 1.3 | |
| 500 | 36.5 ± 0.2 | 24.2 ± 1.8 | |
| PE | 300 | 36.1 ± 0.1 | 26.2 ± 1.3 |
| 400 | 36.0 ± 0.1 | 24.0 ± 0.7 | |
| 500 | 36.4 ± 0.1 | 27.2 ± 0.8 |
| Screw Rotational Speed (rpm) | Gloss | ||
|---|---|---|---|
| 300 | 400 | 500 | |
| TPS-P | 5.135 (0.04) | 5.012 (0.14) | 5.71 (0.3) |
| TPS-C | 5.432 (0.14) | 5.642 (0.29) | 6.067 (0.21) |
| PLA | 5.810 (0.3) | 6.360 (0.51) | 6.362 (0.31 |
| PE | 242.940 (8.29) | 260.977 (7.54) | 298.695 (13.42) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sikora, J.W.; Majewski, Ł.; Puszka, A. Modern Biodegradable Plastics—Processing and Properties Part II. Materials 2021, 14, 2523. https://doi.org/10.3390/ma14102523
Sikora JW, Majewski Ł, Puszka A. Modern Biodegradable Plastics—Processing and Properties Part II. Materials. 2021; 14(10):2523. https://doi.org/10.3390/ma14102523
Chicago/Turabian StyleSikora, Janusz W., Łukasz Majewski, and Andrzej Puszka. 2021. "Modern Biodegradable Plastics—Processing and Properties Part II" Materials 14, no. 10: 2523. https://doi.org/10.3390/ma14102523
APA StyleSikora, J. W., Majewski, Ł., & Puszka, A. (2021). Modern Biodegradable Plastics—Processing and Properties Part II. Materials, 14(10), 2523. https://doi.org/10.3390/ma14102523