
Study on Fabrication and Properties of Graphite/Al Composites by Hot Isostatic Pressing-Rolling Process

Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Preparation of the Composites
2.3. Characterization
3. Results
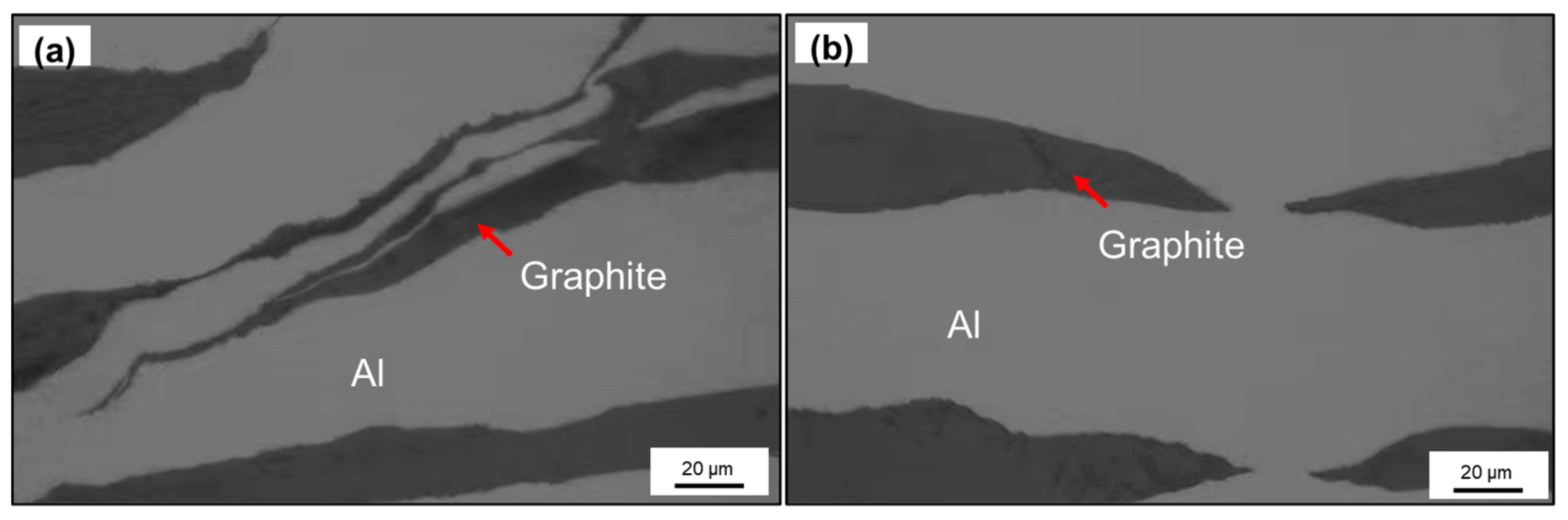
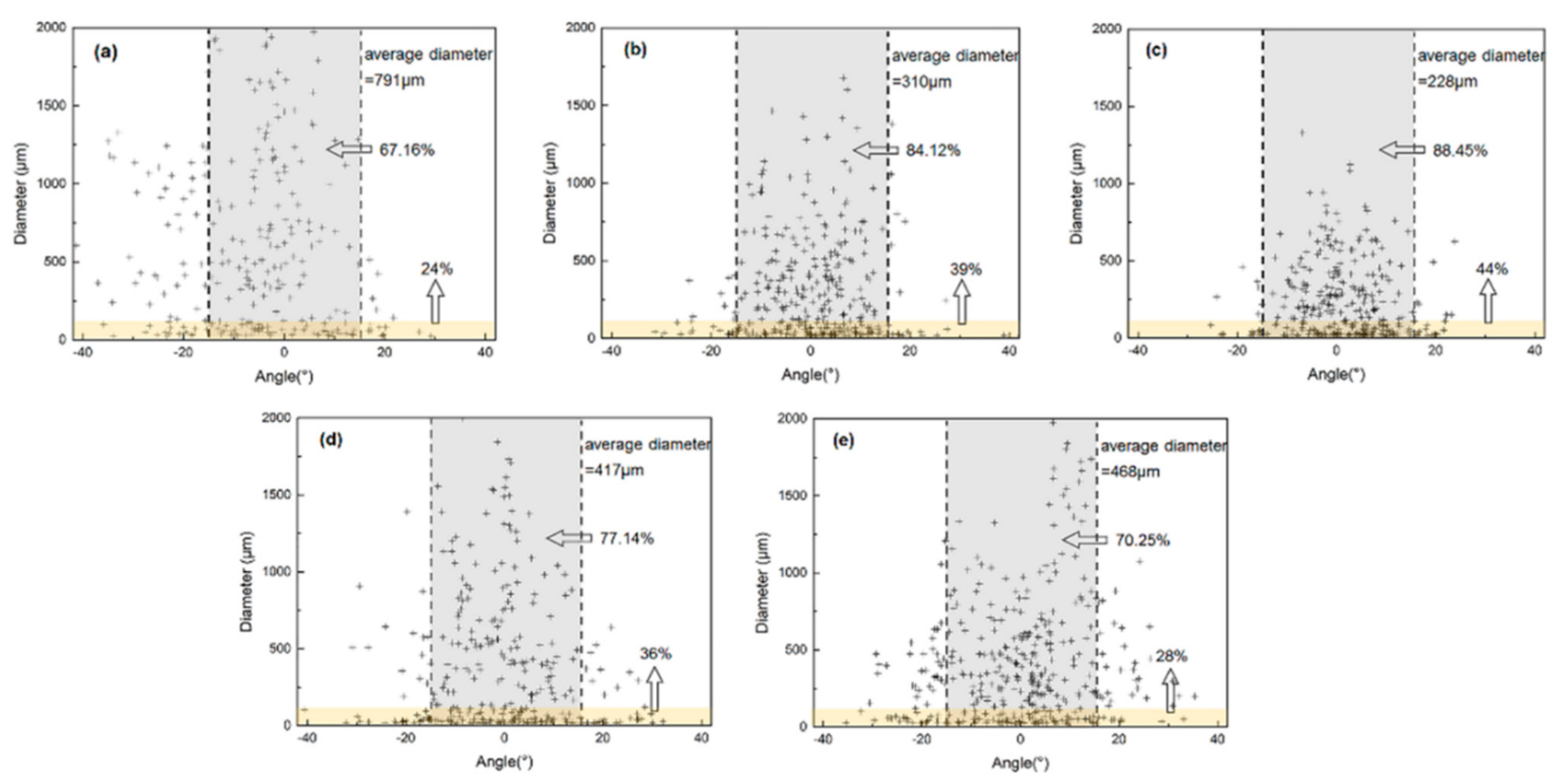
3.1. Microstructure of Graphite and Composites
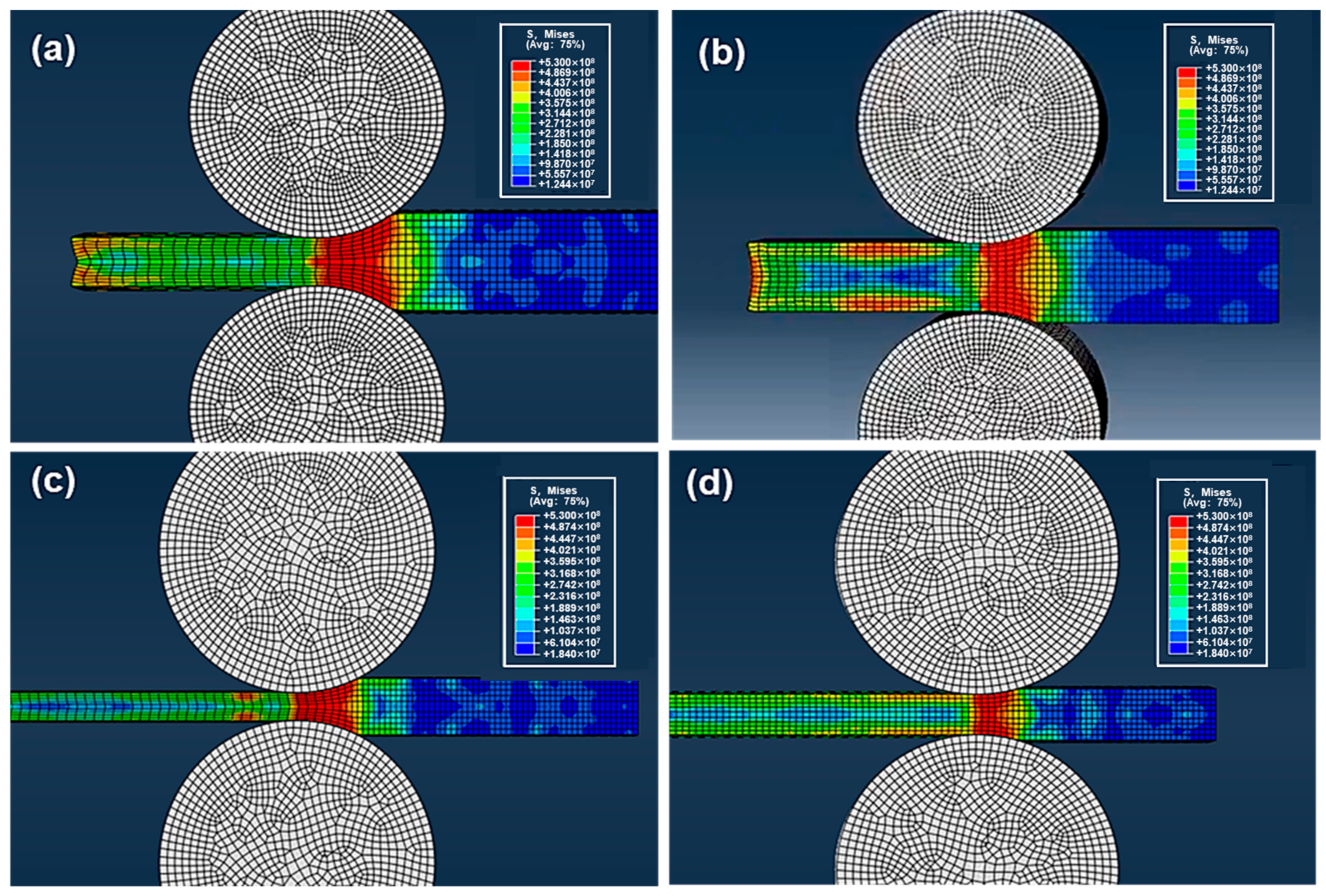
3.2. Modeling and Thermal Properties
3.3. Optimization of the Process
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mallik, S.; Ekere, N.; Best, C.; Bhatti, R. Investigation of thermal management materials for automotive electronic control units. Appl. Therm. Eng. 2011, 31, 355–362. [Google Scholar] [CrossRef]
- Yuan, G.; Li, X.; Dong, Z.; Westwood, A.; Cui, Z.; Ye, C.; Du, H.; Kang, F. Graphite blocks with preferred orientation and high thermal conductivity. Carbon 2012, 50, 82–175. [Google Scholar] [CrossRef]
- Qu, X.; Zhang, L.; Wu, M.; Ren, S. Review of metal matrix composites with high thermal conductivity for thermal management applications. Prog. Nat. Sci. 2011, 21, 189–197. [Google Scholar] [CrossRef]
- Huang, Y.; Ouyang, Q.; Zhang, D.; Zhu, J.; Li, R.; Yu, H. Carbon Materials Reinforced Aluminum Composites: A Review. Acta Metall. Sin. (Engl. Lett.) 2014, 27, 775–786. [Google Scholar] [CrossRef]
- Kim, Y.S.; Kim, J.K.; Jeon, E.S. Effect of the Compounding Conditions of Polyamide 6, Carbon Fiber, and Al2O3 on the Mechanical and Thermal Properties of the Composite Polymer. Materials 2019, 12, 3047. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Chao, M.; Zhang, H.; Tang, A.; Ren, B.; He, X. Microstructure and thermal properties of copper matrix composites reinforced by chromium-coated discontinuous graphite fibers. Appl. Therm. Eng. 2014, 73, 739–744. [Google Scholar] [CrossRef]
- Monje, I.E.; Louis, E.; Molina, J.M. Optimizing thermal conductivity in gas-pressure infiltrated aluminum/diamond composites by precise processing control. Compos. Part A Appl. Sci. Manuf. 2013, 48, 9–14. [Google Scholar] [CrossRef]
- Che, Z.; Li, J.; Wang, Q.; Wang, L.; Zhang, H.; Zhang, Y.; Wang, X.; Wang, J.; Kim, J.M. The formation of atomic-level interfacial layer and its effect on thermal conductivity of W-coated diamond particles reinforced Al matrix composites. Compos. Part A Appl. Sci. Manuf. 2018, 107A, 164–170. [Google Scholar] [CrossRef]
- Athanasiou, M.; Samartzis, N.; Sygellou, L.; Dracopoulos, V.; Yannopoulos, S.N. High-quality laser-assisted biomass-based turbostratic graphene for high-performance supercapacitors. Carbon 2020, 172, 750–761. [Google Scholar] [CrossRef]
- Abbasi, S.M.; Ahmadi, H.; Khalaj, G.; Ghasemi, B. Microstructure and mechanical properties of a metakaolinite-based geopolymer nanocomposite reinforced with carbon nanotubes. Ceram. Int. 2016, 42, 15171–15176. [Google Scholar] [CrossRef]
- Han, X.; Huang, Y.; Zhou, S.; Sun, X.; Peng, X.; Chen, X. Effects of graphene content on thermal and mechanical properties of chromium-coated graphite flakes/Si/Al composites. J. Mater. Sci. 2017, 29, 4179–4189. [Google Scholar] [CrossRef]
- Li, D.; Wang, C.; Su, Y.; Zhang, D.; Ouyang, Q. Governing the inclination angle of graphite flakes in the graphite flake/al composites by controlling the al particle size via flake powder metallurgy. Acta Metall. Sin. 2020, 1–10. [Google Scholar] [CrossRef]
- Li, W.; Liu, Y.; Wu, G. Preparation of graphite flakes/Al with preferred orientation and high thermal conductivity by squeeze casting. Carbon 2015, 95, 545–551. [Google Scholar] [CrossRef]
- Xue, C.; Bai, H.; Tao, P.; Wang, J.; Jiang, N.; Wang, S. Thermal conductivity and mechanical properties of flake graphite/Al composite with a SiC nano-layer on graphite surface. Mater. Des. 2016, 108, 250–258. [Google Scholar] [CrossRef]
- Molina, J.M.; Louis, E. Anisotropy in thermal conductivity of graphite flakes–SiCp/matrix composites: Implications in heat sinking design for thermal management applications. Mater. Charact. 2015, 109, 107–115. [Google Scholar] [CrossRef]
- Huang, Y.; Ouyang, Q.; Guo, Q.; Guo, X.; Zhang, G.; Zhang, D. Graphite film/aluminum laminate composites with ultrahigh thermal conductivity for thermal management applications. Mater. Des. 2016, 90, 508–515. [Google Scholar] [CrossRef]
- Huang, Y.; Su, Y.; Li, S.; Ouyang, Q.; Zhang, G.; Zhang, L.; Zhang, D. Fabrication of graphite film/aluminum composites by vacuum hot pressing: Process optimization and thermal conductivity. Compos. Part B Eng. 2016, 107, 43–50. [Google Scholar] [CrossRef]
- Liu, X.; Wang, W.; Wang, D.; Xiao, B.; Ni, D.; Chen, L.; Ma, Z. Effect of graphite flake size on the strength and thermal conductivity of graphite flakes/Al composites. Acta Metall. Sin. 2017, 53, 869–878. [Google Scholar]
- Monazzah, A.H.; Pouraliakbar, H.; Bagheri, R.; Reihani, S. Al-Mg-Si/SiC laminated composites: Fabrication, architectural characteristics, toughness, damage tolerance, fracture mechanisms. Compos. Part B Eng. 2017, 125, 49–70. [Google Scholar] [CrossRef]
- Monazzah, A.H.; Pouraliakbar, H.; Bagheri, R.; Reihani, S. Toughness behavior in roll-bonded laminates based on AA6061/SiCp composites. Mater. Sci. Eng. A Struct. 2014, 598, 162–173. [Google Scholar] [CrossRef]
- Yang, D.; Cizek, P.; Hodgson, P.; Wen, C. Ultrafine equiaxed-grain Ti/Al composite produced by accumulative roll bonding. Scr. Mater. 2010, 62, 321–324. [Google Scholar] [CrossRef]
- Nan, C.; Birringer, R.; Clarke, D.R.; Gleiter, H. Effective thermal conductivity of particulate composites with interfacial thermal resistance. J. Appl. Phys. 1997, 81, 6692–6699. [Google Scholar] [CrossRef]
- Nan, C.; Weng, G. Influence of polarization orientation on the effective properties of piezoelectric composites. J. Appl. Phys. 2000, 88, 416–423. [Google Scholar] [CrossRef]
- Prieto, R.; Molina, J.M.; Narciso, J.; Louis, E. Thermal conductivity of graphite flakes–SiC particles/metal composites. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1970–1977. [Google Scholar] [CrossRef]
- Zhou, C.; Ji, G.; Chen, Z.; Wang, M.; Addad, A.; Schryvers, D.; Wang, H. Fabrication, interface characterization and modeling of oriented graphite flakes/Si/Al composites for thermal management applications. Mater. Des. 2014, 63, 719–728. [Google Scholar] [CrossRef]
- Kurita, H.; Miyazaki, T.; Kawasaki, A.; Lu, Y.; Silvain, J.F. Interfacial microstructure of graphite flake reinforced aluminum matrix composites fabricated via hot pressing. Compos. Part A Appl. Sci. Manuf. 2015, 73, 125–131. [Google Scholar] [CrossRef]
- Liu, T.; He, X.; Liu, Q.; Ren, S.; Zhang, L.; Qu, X. Preparation and Thermal Conductivity of Spark Plasma Sintered Aluminum Matrix Composites Reinforced with Titanium-Coated Graphite Fibers. Adv. Eng. Mater. 2015, 17, 502–511. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Total Thickness (mm) | Average Size (μm) | Tensile Strength (MPa) | In-Plane TC (W/m·K) |
|---|---|---|---|
| 8 | 612 | 56 | 343 |
| 12 | 557 | 63 | 351 |
| 16 | 439 | 77 | 354 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jia, H.; Fan, J.; Liu, Y.; Zhao, Y.; Nie, J.; Wei, S. Study on Fabrication and Properties of Graphite/Al Composites by Hot Isostatic Pressing-Rolling Process. Materials 2021, 14, 2522. https://doi.org/10.3390/ma14102522
Jia H, Fan J, Liu Y, Zhao Y, Nie J, Wei S. Study on Fabrication and Properties of Graphite/Al Composites by Hot Isostatic Pressing-Rolling Process. Materials. 2021; 14(10):2522. https://doi.org/10.3390/ma14102522
Chicago/Turabian StyleJia, Hao, Jianzhong Fan, Yanqiang Liu, Yuehong Zhao, Junhui Nie, and Shaohua Wei. 2021. "Study on Fabrication and Properties of Graphite/Al Composites by Hot Isostatic Pressing-Rolling Process" Materials 14, no. 10: 2522. https://doi.org/10.3390/ma14102522
APA StyleJia, H., Fan, J., Liu, Y., Zhao, Y., Nie, J., & Wei, S. (2021). Study on Fabrication and Properties of Graphite/Al Composites by Hot Isostatic Pressing-Rolling Process. Materials, 14(10), 2522. https://doi.org/10.3390/ma14102522