The Prediction of Calorific Value of Carbonized Solid Fuel Produced from Refuse-Derived Fuel in the Low-Temperature Pyrolysis in CO2

 ,
,  ,
,  ,
,  and
and 
Abstract
1. Introduction
1.1. Background of Current Situation
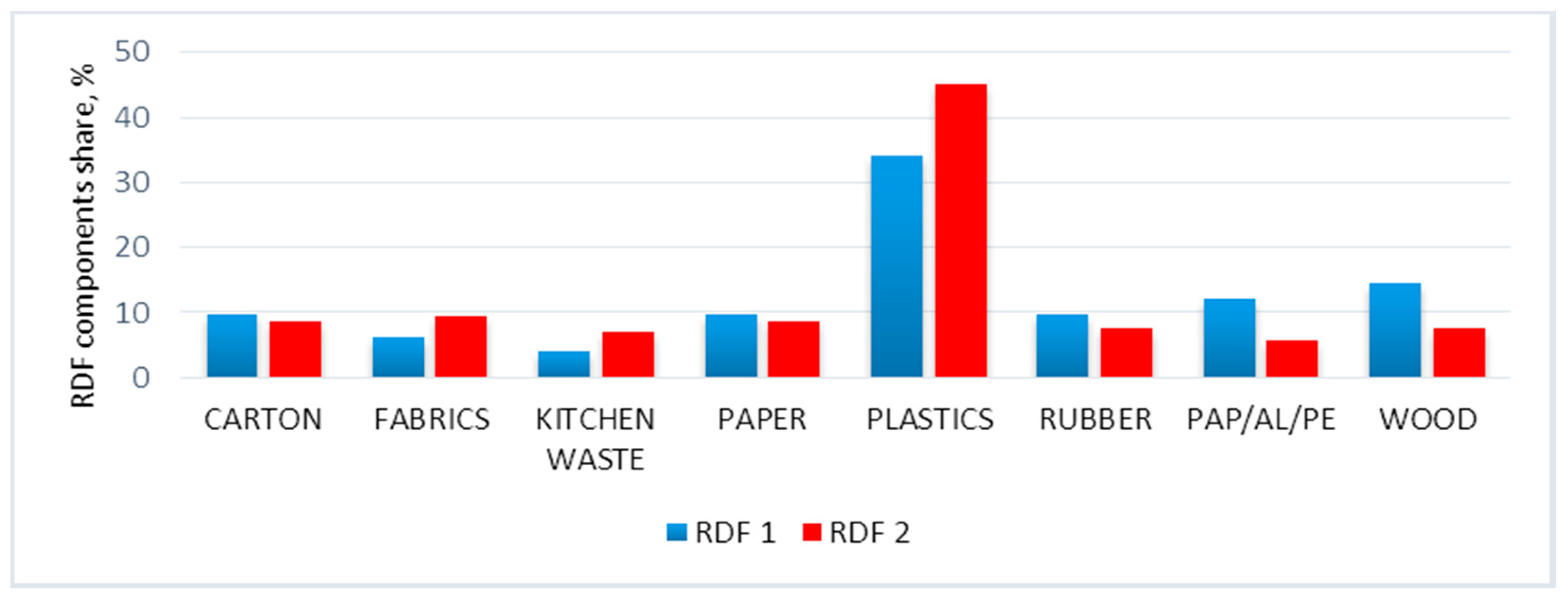
1.2. Municipal Solid Waste Characterization
1.3. Proposed Solution—Low-Temperature Pyrolysis
1.4. Importance of Mathematical Approaches for Fuel Properties Predictions
1.5. Research Aim
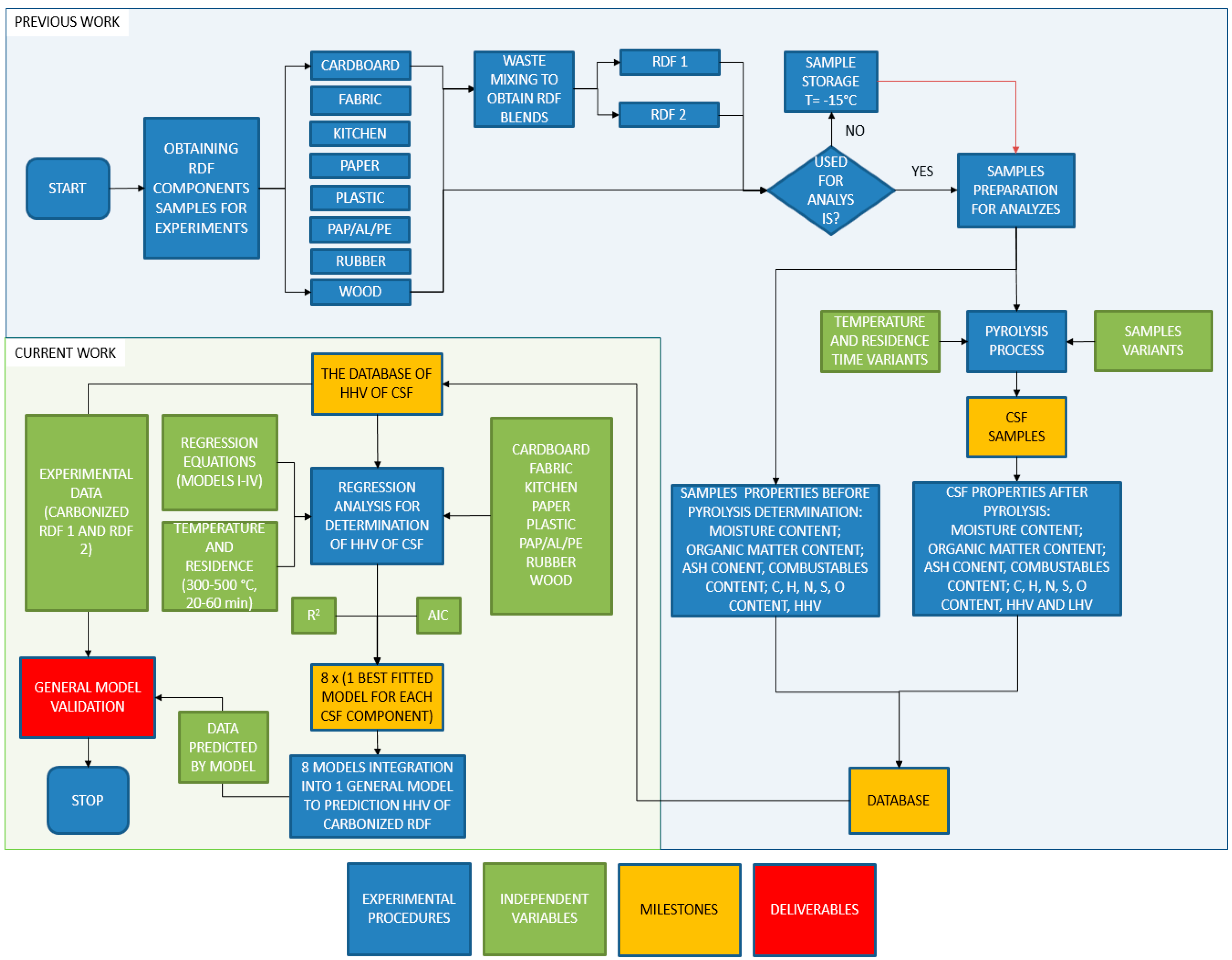
2. Materials and Methods
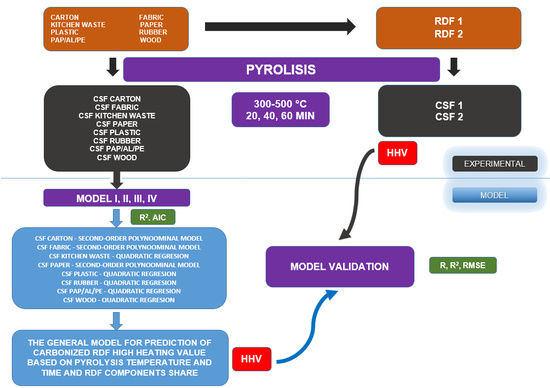
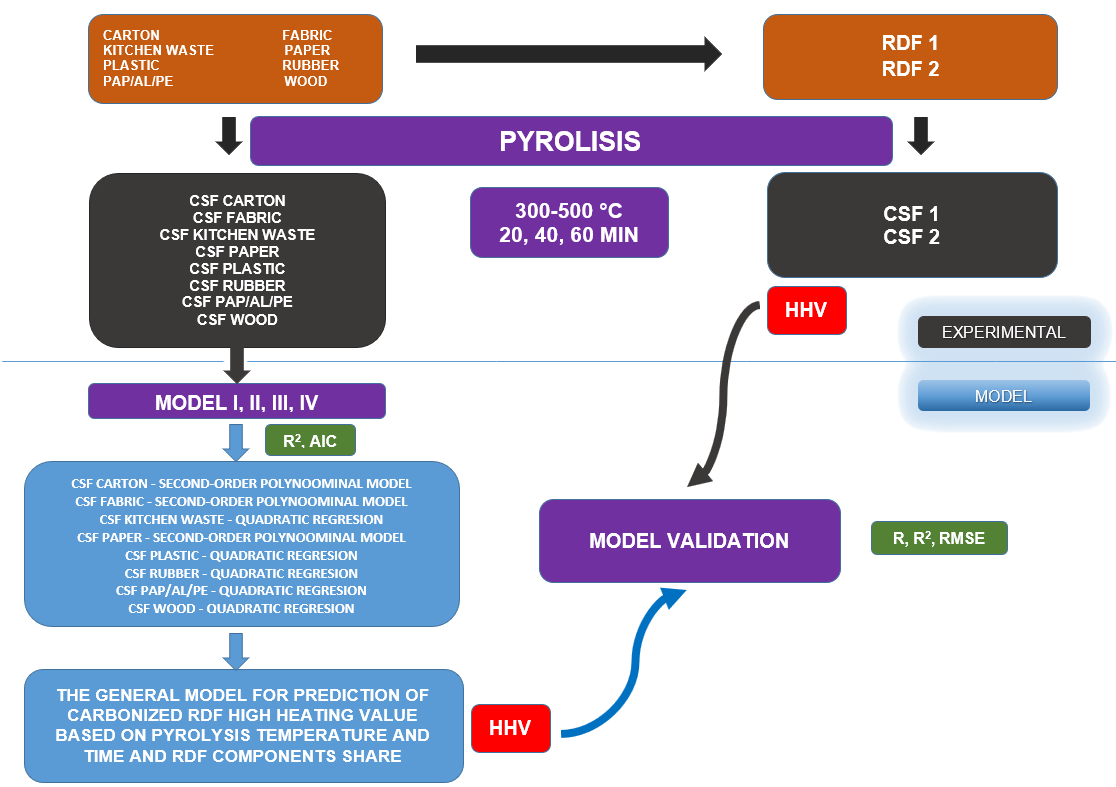
2.1. Experimental Procedure
2.2. RDF Components and RDF Blends Preparation
2.3. Low-Temperature Pyrolysis Process—Description
2.4. HHV Model of Carbonized Solid Fuel—Determination
- —determination coefficients,
- —subsequent observations,
- —value of the dependent variable predicted by the regression model,
- —mean value of the dependent variable (measured),
- —value of the dependent variable (measured).
- AIC—a value of Akaike analysis;
- n—the number of measurements;
- e—the value of the rest of the model;
- K—the number of regressions coefficients (including the intercept).
2.5. General Model of HHV of CSF from Mixtures RDF—Determination and Validation
- —the estimated value of HHV of CSF from RDF at T&t conditions, MJ∙kg−1;
- —the estimated value of HHV of i-CSF from individual RDF component under T&t conditions, MJ∙kg−1;
- —percentage share of i-CSF from individual RDF component in the total mass of CSF from RDF mixture, %.
- —root mean square error;
- n—sample size/number of measurements;
- —modeled value of HHV, MJ∙kg−1;
- —observed, the experimental value of HHV, MJ∙kg−1.
3. Results and Discussion
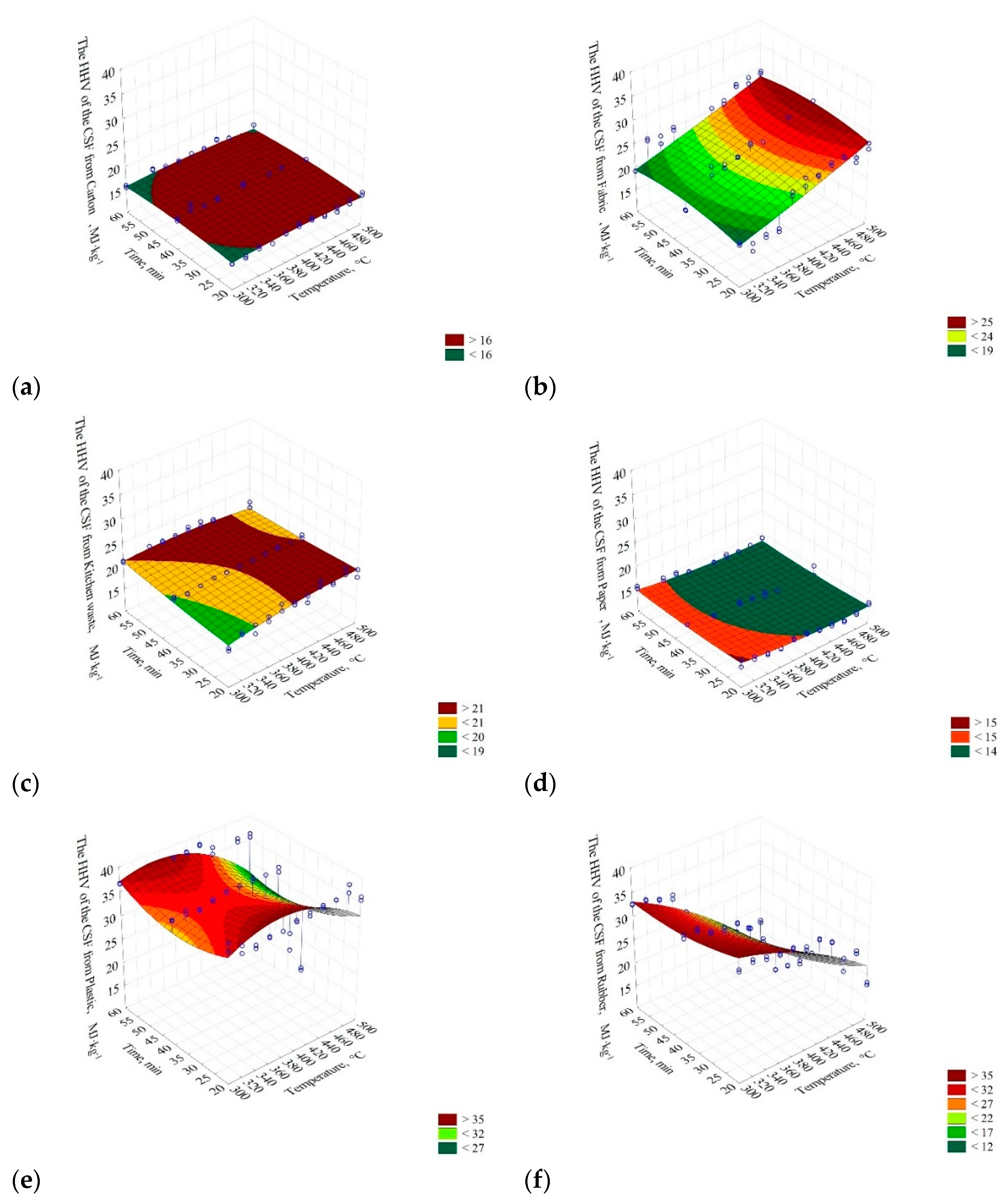
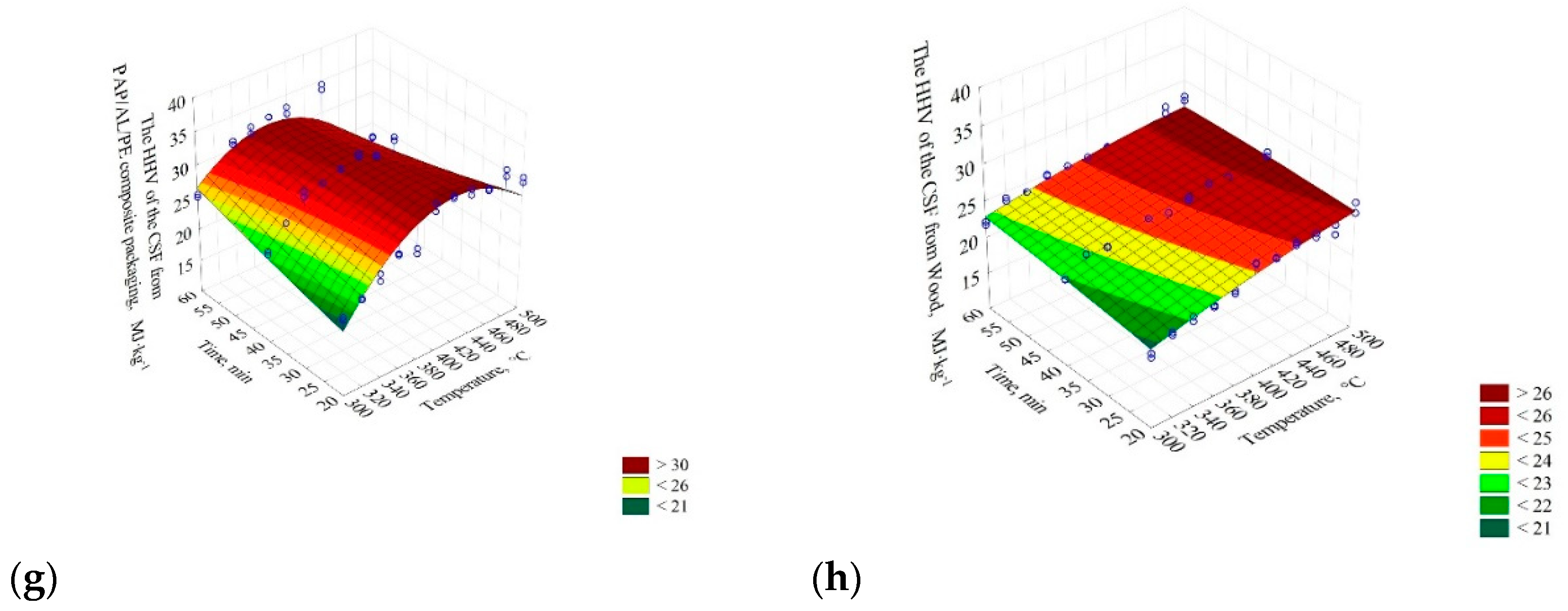
3.1. CSF from Individual RDF Components Models
3.2. General Model of HHV of Carbonized RDF
- It is possible to fit the pyrolysis parameters to the local RDF properties/share of main components to obtain the highest HHV;
- The RDF composition should also be optimized by the mechanical sorting of raw MSW to obtain the CSF with high-quality fuel properties.
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature, °C | Time, min | Experimental HHV—RDF 1, MJ·kg−1 | Model HHV—RDF 1, MJ·kg−1 | Difference HHV—RDF 1, MJ·kg−1 | Experimental HHV—RDF 2, MJ·kg−1 | Model HHV—RDF 2, MJ·kg−1 | Difference HHV—RDF 2, MJ·kg−1 |
|---|---|---|---|---|---|---|---|
| 300 | 20 | 28.89 | 26.15 | −2.75 | 31.69 | 27.59 | −4.10 |
| 40 | 30.02 | 25.69 | −4.33 | 32.05 | 26.71 | −5.34 | |
| 60 | 30.78 | 27.33 | −3.45 | 32.38 | 28.46 | −3.92 | |
| 320 | 20 | 30.42 | 27.16 | −3.26 | 33.11 | 28.53 | −4.58 |
| 40 | 32.32 | 26.47 | −5.85 | 32.42 | 27.44 | −4.98 | |
| 60 | 30.64 | 27.88 | −2.76 | 28.85 | 28.98 | 0.13 | |
| 340 | 20 | 31.65 | 27.94 | −3.71 | 28.94 | 29.23 | 0.30 |
| 40 | 31.40 | 27.02 | −4.39 | 32.79 | 27.93 | −4.85 | |
| 60 | 30.58 | 28.20 | −2.38 | 34.34 | 29.27 | −5.07 | |
| 360 | 20 | 31.51 | 28.48 | −3.03 | 32.27 | 29.71 | −2.56 |
| 40 | 32.29 | 27.33 | −4.96 | 33.84 | 28.20 | −5.64 | |
| 60 | 33.35 | 28.28 | −5.07 | 35.79 | 29.33 | −6.46 | |
| 380 | 20 | 32.11 | 28.79 | −3.31 | 33.86 | 29.95 | −3.90 |
| 40 | 31.77 | 27.41 | −4.35 | 34.83 | 28.24 | −6.59 | |
| 60 | 32.89 | 28.13 | −4.76 | 35.02 | 29.16 | −5.86 | |
| 400 | 20 | 32.47 | 28.87 | −3.60 | 34.94 | 29.97 | −4.97 |
| 40 | 33.78 | 27.26 | −6.52 | 34.61 | 28.05 | −6.56 | |
| 60 | 32.20 | 27.75 | −4.46 | 35.09 | 28.76 | −6.33 | |
| 420 | 20 | 31.49 | 28.72 | −2.77 | 34.72 | 29.76 | −4.97 |
| 40 | 30.49 | 26.88 | −3.62 | 32.51 | 27.63 | −4.89 | |
| 60 | 31.84 | 27.13 | −4.71 | 33.18 | 28.13 | −5.05 | |
| 440 | 20 | 33.56 | 28.33 | −5.23 | 34.87 | 29.31 | −5.56 |
| 40 | 31.40 | 26.26 | −5.15 | 33.50 | 26.97 | −6.53 | |
| 60 | 30.54 | 26.29 | −4.25 | 32.02 | 27.27 | −4.75 | |
| 460 | 20 | 31.86 | 27.71 | −4.15 | 32.24 | 28.64 | −3.60 |
| 40 | 26.16 | 25.41 | −0.75 | 29.98 | 26.09 | −3.88 | |
| 60 | 21.83 | 25.21 | 3.38 | 19.72 | 26.18 | 6.46 | |
| 480 | 20 | 31.29 | 26.86 | −4.43 | 34.18 | 27.74 | −6.45 |
| 40 | 10.62 | 24.33 | 13.71 | 14.20 | 24.98 | 10.79 | |
| 60 | 15.22 | 23.89 | 8.68 | 11.31 | 24.86 | 13.56 | |
| 500 | 20 | 25.40 | 25.78 | 0.38 | 31.93 | 26.61 | −5.32 |
| 40 | 16.72 | 23.01 | 6.29 | 13.81 | 23.64 | 9.83 | |
| 60 | 15.07 | 22.35 | 7.28 | 10.44 | 23.31 | 12.88 |
References
- Stępień, P.; Pulka, J.; Serowik, M.; Białowiec, A. Thermogravimetric and calorimetric characteristics of alternative fuel in terms of its use in low-temperature pyrolysis. Waste Biomass Valori 2019, 10, 1669–1677. [Google Scholar] [CrossRef]
- Kraszewski, A. The Market of Alternative Fuels Produced for the Cement Industry in Poland. Available online: https://www.polskicement.pl/wp-content/uploads/2019/07/Rynek-paliw-alternatywnych-na-potrzeby-przemysłu-cementowego-Andrzej-Kraszewski.pdf (accessed on 8 October 2020).
- Chen, X.; Xie, J.; Mei, S.; He, F.; Yang, H. RDF pyrolysis by TG-FTIR and Py-GC/MS and combustion in a double furnaces reactor. J. Therm. Anal. Calorim. 2018, 9. [Google Scholar] [CrossRef]
- Białowiec, A. Innovations in Waste Management, Selected Issues; Wydawnictwo Uniwersytetu Przyrodniczego we Wrocławiu: Wrocław, Poland, 2018; ISBN 9788377172780. Available online: https://www.researchgate.net/publication/325367684_Innowacje_w_gospodarce_odpadami_Zagadnienia_wybrane (accessed on 8 October 2020).
- Papuga, S.V.; Gvero, P.M.; Vukić, L.M. Temperature and time influence on the waste plastic pyrolysis in the fixed bed reactor. Therm. Sci. 2016, 20, 731–741. [Google Scholar] [CrossRef]
- Faussone, G.C. Transportation fuel from plastic: Two cases of study. Waste Manag. 2017, 73, 416–423. [Google Scholar] [CrossRef] [PubMed]
- Holubcik, M.; Klackova, I.; Durcansky, P. Pyrolysis conversion of polymer wastes to noble fuels in conditions of the Slovak Republic. Energies 2020, 12, 1–12. [Google Scholar]
- Zabaniotou, A.A.; Stavropoulos, G. Pyrolysis of used automobile tires and residual char utilization. J. Anal. Appl. Pyrolysis 2003, 70, 711–722. [Google Scholar] [CrossRef]
- Lee, J.; Lee, T.; Tsang, Y.F.; Oh, J.; Kwon, E.E. Enhanced energy recovery from polyethylene terephthalate via pyrolysis in CO2 atmosphere while suppressing acidic chemical species. Energy Convers. Manag. 2017, 148, 456–460. [Google Scholar] [CrossRef]
- Cho, S.; Lee, J.; Kim, K.; Jae, Y.; Kwon, E.E. Carbon dioxide assisted co-pyrolysis of coal and ligno-cellulosic biomass. Energy Convers. Manag. 2016, 118, 243–252. [Google Scholar] [CrossRef]
- Lee, J.; Yang, X.; Cho, S.; Kim, J.; Soo Lee, S.; Tsang, D.C.W.; Ok, Y.S.; Kwon, E.E. Pyrolysis process of agricultural qaste using CO2 for qaste management, energy recovery, and biochar fabrication. Appl. Energy 2017, 185, 214–222. [Google Scholar] [CrossRef]
- Kwon, E.E.; Kim, S.; Lee, J. Pyrolysis of waste feedstocks in CO2 for effective energy recovery and waste treatment. J. CO2 Util. 2019, 31, 173–180. [Google Scholar] [CrossRef]
- Stępień, P.; Białowiec, A. Kinetic parameters of torrefaction process of alternative fuel produced from municipal solid waste and characteristic of carbonized refuse derived fuel. Detritus 2018, 3, 75–83. [Google Scholar] [CrossRef]
- Małyska, P. Quantitative Analysis of Municipal Waste Stream Generated in Poland and Legal and Economic Potential of Incineration—2020 Perspective. Rynek Energii. 2016. Available online: https://www.cire.pl/pliki/2/2016/10___malyska__autoryzowana_2.pdf (accessed on 8 October 2020).
- Villanueva, A.; Wenzel, H. Paper Waste—Recycling, Incineration or Landfilling? A review of Existing Life Cycle Assessments. Waste Manag. 2007, 27. [Google Scholar] [CrossRef] [PubMed]
- Merrild, H.; Damgaard, A.; Christensen, T.H. Recycling of paper: Accounting of greenhouse gases and global warming contributions. Waste Manag. Res. 2009, 27, 746–753. [Google Scholar] [CrossRef] [PubMed]
- Walętrzak, G. Textiles waste—A valuable raw material or problematic remains. Logistyka Odzysku 2016, 21. Available online: http://yadda.icm.edu.pl/yadda/element/bwmeta1.element.desklight-21a89f0b-ef88-4d7c-8c67-c185e913f9a7 (accessed on 8 October 2020).
- Riberio, A.; Vilarinho, C.; Araujo, J.; Carvalho, J. Integrated Process for Textile Cotton Waste (TCW) Valorization: Waste-to-Energy and Wastewater Decontamination; American Society of Mechanical Engineers: Phoenix, AZ, USA, 2016; pp. 1–10. [Google Scholar]
- Kanca, A. Investigation on pyrolysis and combustion characteristics of low quality lignite, cotton waste, and their blends by TGA-FTIR. Fuel 2019, 116517. [Google Scholar] [CrossRef]
- GUS Central Statistical Office, Poland. Available online: https://bdl.stat.gov.pl/BDL/dane/podgrup/temat/9/223?fbclid=IwAR2ee-tHhogOc18seqribcPGFcBtd7ly2avgKI0qWQiE9r1fcJYV1llMt5w (accessed on 8 October 2020).
- Nair, J.; Sekiozoic, V.; Anda, M. Effect of pre-composting on vermicomposting of kitchen waste. Bioresour. Technol. 2006, 97, 2091–2095. [Google Scholar] [CrossRef] [PubMed]
- Adi, A.J.; Noor, Z.M. Waste recycling: Utilization of coffee grounds and kitchen waste in vermicomposting. Bioresour. Technol. 2009, 100, 1027–1030. [Google Scholar] [CrossRef]
- Xu, C.; Zhao, J.; Yang, W.; He, L.; Wei, W.; Tan, X.; Wang, J.; Lin, A. Evaluation of biochar pyrolyzed from kitchen waste, corn straw, and peanut hulls on immobilization of Pb and Cd in contaminated soil. Environ. Pollut. 2020, 261, 1–8. [Google Scholar] [CrossRef]
- Słomka-Polonis, K.; Kordon-Łapczyńska, B.; Frączek, J. Drying Kinetics of RDF: Experimental Investigation and Modeling. In Proceedings of the Contemporary Research Trends in Agricultural Engineering, Kraków, Poland, 25–27 September 2017; Volume 02030, pp. 1–7. Available online: https://www.researchgate.net/publication/324010720_Drying_kinetics_of_RDF_Experimental_investigation_and_modeling (accessed on 8 October 2020).
- Gerassimidou, S.; Velis, C.A.; Williams, P.T.; Komilis, D. Characterisation and composition identification of waste-derived fuels obtained from municipal solid waste using thermogravimetry: A review. Waste Manag. Res. 2020, 38, 1–24. [Google Scholar] [CrossRef]
- Costa, P.A.; Pinto, F.J.; Ramos, A.M.; Gulyurtlu, I.K.; Cabrita, I.A.; Bernardo, M.S. Kinetic evaluation of the pyrolysis of polyethylene waste. Energy Fuels 2007, 21, 2489–2498. [Google Scholar] [CrossRef]
- Korkmaz, A.; Yanik, J.; Brebu, M.; Vasile, C. Pyrolysis of the tetra pak. Waste Manag. 2009, 29, 2836–2841. [Google Scholar] [CrossRef] [PubMed]
- Lokahita, B.; Aziz, M.; Yoshikawa, K.; Takahashi, F. Energy and resource recovery from Tetra Pak waste using hydrothermal treatment. Appl. Energy 2017, 1–7. [Google Scholar] [CrossRef]
- Xing, L.; Gu, J.; Zhang, W.; Tu, D.; Hu, C. Cellulose I and II nanocrystals produced by sulfuric acid hydrolysis of Tetra pak cellulose I. Carbohydr. Polym. 2018. [Google Scholar] [CrossRef] [PubMed]
- Ma, Y. Changing Tetra Pak: From waste to resource. Sci. Prog. 2018, 101, 161–170. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Wang, X.; Jia, D. Recycling of waste rubber powder by mechano-chemical modification. J. Clean. Prod. 2019, 118716. [Google Scholar] [CrossRef]
- Fazli, A.; Rodrigue, D. Waste rubber recycling: A review on the evolution and properties of thermoplastic elastomers. Materials 2020, 13, 782. [Google Scholar] [CrossRef]
- Abramek, K.F.; Uzdowski, M. Paper material recovery in the ELV multi-material components recycling as a stage of the circular economy implementation. Autobusy 2011, 10, 37–40. Available online: http://yadda.icm.edu.pl/baztech/element/bwmeta1.element.baztech-article-BWAW-0016-0001?printView=true (accessed on 8 October 2020).
- Chandresh, D.; Manjare, S.; Rajan, S.K. Recycling of waste tire by pyrolysis to recover carbon black: Alternative & environment-friendly reinforcing filler for natural rubber compounds. Compos. Part. B Eng. 2020, 200. [Google Scholar] [CrossRef]
- Hwang, I.; Kobayashi, J.; Kawamoto, K. Characterization of products obtained from pyrolysis and steam gasification of wood waste, RDF, and RPF. Waste Manag. 2014, 34, 402–410. [Google Scholar] [CrossRef]
- Kaczor, Z.; Buliński, Z.; Werle, S. Modelling approaches to waste biomass pyrolysis: A review. Renew. Energy 2020, 159, 427–443. [Google Scholar] [CrossRef]
- Eren Putun, A.; Onal, E.; Burcu, U.B.; Ozbay, N. Comparison between the “slow” and “fast” pyrolysis of tobacco residue. Ind. Crop. Prod. 2007, 26, 307–314. [Google Scholar] [CrossRef]
- Han, S.; Jang, Y.-C.; Choi, Y.-S.; Choi, S.-K. Thermogravimetric kinetic study of automobile shredder residue (ASR) pyrolysis. Energies 2020, 13, 1451. [Google Scholar] [CrossRef]
- Hosokai, S.; Matsuoka, K.; Kuramoto, K.; Suzuki, Y. Modification of Dulong’s formula to estimate heating value of gas, liquid and solid fuels. Fuel Process. Technol. 2016, 152, 399–405. [Google Scholar] [CrossRef]
- ÖzyuǧUran, A.; Yaman, S. Prediction of Calorific Value of Biomass from Proximate Analysis. Energy Procedia 2017, 107, 130–136. [Google Scholar] [CrossRef]
- Bagheri, M.; Esfilar, R.; Sina Golchi, M.; Kennedy, C.A. Towards a circular economy: A comprehensive study of higher heat values and emission potential of various municipal solid wastes. Waste Manag. 2020, 101, 210–221. [Google Scholar] [CrossRef]
- Syguła, E.; Koziel, J.A.; Białowiec, A. Proof-of-concept of spent mushrooms compost torrefaction—Studying the process kinetics and the influence of temperature and duration on the calorific value of the produced biocoal. Energies 2019, 12, 3060. [Google Scholar] [CrossRef]
- Pulka, J.; Manczarski, P.; Stępień, P.; Marzena, S.; Koziel, J.A.; Białowiec, A. Waste-to-carbon: Is the torrefied sewage sludge with high ash content a better fuel or fertilizer? Materials 2020, 13, 954. [Google Scholar] [CrossRef]
- Świechowski, K.; Liszewski, M.; Bąbelewski, P.; Koziel, J.A.; Białowiec, A. Oxytree pruned biomass torrefaction: Mathematical models of the influence of temperature and residence time on fuel properties improvement. Materials 2019, 12, 2228. [Google Scholar] [CrossRef]
- Stępień, P.; Świechowski, K.; Hnat, M.; Kugler, S.; Stegenta-Dąbrowska, S.; Koziel, J.A.; Manczarski, P.; Białowiec, A. Waste to carbon: Biocoal from elephant dung as new cooking fuel. Energies 2019, 12, 4344. [Google Scholar] [CrossRef]
- Lin, B.; Silveira, E.A.; Colin, B.; Chen, W.-H.; Pétrissans, A.; Rousset, P.; Pétrissans, M. Prediction of higher heating values (HHVs) and energy yield during torrefaction via kinetics. Energy Procedia 2019, 158, 111–116. [Google Scholar] [CrossRef]
- Jamin, N.A.; Saleh, S.; Samad, N.A.F.A. Properties prediction of torrefied municipal solid waste using linear correlation model. Energy Procedia 2019, 158, 836–841. [Google Scholar] [CrossRef]
- Li, J.; Zhu, X.; Li, Y.; Tong, Y.W.; Ok, Y.S.; Wang, X. Multi-task prediction and optimization of hydrochar properties from high-moisture municipal solid waste: Application of machine learning on waste-to-resource. J. Clean. Prod. 2020, 278, 123928. [Google Scholar] [CrossRef]
- Machniewski, P.; Rudniak, L.; Molga, E. Modeling of rubber waste pyrolysis process. Inżynieria Apar. Chem. 2016, 28–29. Available online: http://inzynieria-aparatura-chemiczna.pl/pdf/2016/2016-1/InzApChem_2016_1_028-029.pdf (accessed on 8 October 2020).
- Ranzi, E.; Debiagi Amaral, P.E.; Frassoldati, A. Mathematical modeling of fast biomass pyrolysis and bio-oil formation. Note I: Kinetic mechanism of biomass pyrolysis. ACS Sustain. Chem. Eng. 2017, 5, 2867–2881. [Google Scholar] [CrossRef]
- Stępień, P.; Serownik, M.; Koziel, J.A.; Białowiec, A. Waste to carbon energy demand model and data based on the TGA and DSC analysis of individual MSW components. Data 2019, 4, 53. [Google Scholar] [CrossRef]
- Tadeusiewicz, R.; Migut, G. Neural networks on-line training, 23–24 November 2020. StasSoft Pol. 2020. Available online: https://www.classcentral.com/tag/neural-networks (accessed on 23 November 2020).
- Olatunji, O.; Akinlabi, S.; Madushele, N. Application of Artificial Intelligence in the Prediction of Thermal Properties of Biomass. In Valorization of Biomass to Value-Added Commodities: Current Trends, Challenges, and Future Prospects; Daramola, M.O., Ayeni, A.O., Eds.; Springer: Cham, Switzerland, 2020; pp. 59–91. ISBN 9783030380328. [Google Scholar] [CrossRef]
- Basu, P. Chapter 2—Biomass Characteristics. In Biomass Gasification and Pyrolysis; Basu, P., Ed.; Academic Press: Boston, MA, USA, 2010; pp. 27–63. ISBN 9780123749888. [Google Scholar] [CrossRef]
- Akkaya, E.; Demir, A. Predicting the heating value of municipal solid waste-based materials: An artificial neural network model. Energy Sources 2010, 32, 1777–1783. [Google Scholar] [CrossRef]
- Sukiran, M.A.; Abnisa, F.; Syafiie, S.; Wan Daud, W.M.A.; Nasrin, A.B.; Abdul Aziz, A.; Loh, S.K. Experimental and modelling study of the torrefaction of empty fruit bunches as a potential fuel for palm oil mill boilers. Biomass Bioenergy 2020, 136, 105530. [Google Scholar] [CrossRef]
- StatSoft Electronic Statistics Textbook. Available online: https://www.statsoft.pl/textbook/stathome_stat.html?https%3A%2F%2Fwww.statsoft.pl%2Ftextbook%2Fstgrm.html (accessed on 12 December 2020).
- Świechowski, K.; Syguła, E.; Koziel, J.A.; Stępień, P.; Kugler, S.; Manczarski, P.; Białowiec, A. Low-temperature pyrolysis of municipal solid waste components and refuse-derived fuel—Process efficiency and fuel properties of carbonized solid fuel. Data 2020, 5, 48. [Google Scholar] [CrossRef]
- Tiikma, L.; Tamvelius, H.; Luik, L. Coprocessing of heavy shale oil with polyethylene waste. J. Anal. Appl. Pyrolysis 2007, 79, 191–195. [Google Scholar] [CrossRef]
- Ghorbel, L.; Rouissi, T.; Brar, S.K.; López-gonzález, D.; Ramirez, A.A.; Godbout, S. Value-added performance of processed cardboard and farm breeding compost by pyrolysis. Waste Manag. 2015, 38, 164–173. [Google Scholar] [CrossRef]
- Phan, A.N.; Ryu, C.; Sharifi, V.N.; Swithenbank, J. Characterisation of slow pyrolysis products from segregated wastes for energy production. J. Anal. Appl. Pyrolysis 2008, 81, 65–71. [Google Scholar] [CrossRef]
- Sotoudehnia, F.; Baba Rabiu, A.; Alayat, A.; Mcdonald, A.G. Characterization of bio-oil and biochar from pyrolysis of waste corrugated cardboard. J. Anal. Appl. Pyrolysis 2020, 145. [Google Scholar] [CrossRef]





| HHV Prediction Methods | Advantages | Disadvantages |
|---|---|---|
| Equations based on proximate analysis |
|
|
| Equations based on elemental analysis (C, H, N, S, O) |
|
|
| Neural networks |
|
|
| Regression | Model Equation |
|---|---|
| (I) linear model | HHV = a1 + a2·T + a3·t |
| (II) second-order polynomial model | HHV = a1 + a2·T + a3·T2 + a4·t + a5·t2 |
| (III) factorial regression | HHV = a1 + a2·T + a3·t + a4·T·t |
| (IV) quadratic regression | HHV = a1 + a2·T + a3·t + a4·T2 + a5·t2 + a6·T·t |
| Material | Assessment Criterion | Model | |||
|---|---|---|---|---|---|
| I | II | III | IV | ||
| Carton | R2 | 0.02 | 0.14 | 0.02 | 0.14 |
| AIC | 250.89 | 245.98 | 252.70 | 247.77 | |
| Fabric | R2 | 0.51 | 0.53 | 0.52 | 0.53 |
| AIC | 415.75 | 416.63 | 416.68 | 417.51 | |
| Kitchen waste | R2 | 0.18 | 0.24 | 0.35 | 0.41 |
| AIC | 267.39 | 265.66 | 254.07 | 250.75 | |
| Paper | R2 | 0.29 | 0.36 | 0.29 | 0.36 |
| AIC | 252.93 | 250.05 | 254.82 | 251.93 | |
| Plastic | R2 | 0.16 | 0.32 | 0.18 | 0.34 |
| AIC | 493.92 | 483.38 | 494.58 | 483.70 | |
| Rubber | R2 | 0.84 | 0.86 | 0.85 | 0.87 |
| AIC | 415.03 | 410.78 | 409.69 | 404.39 | |
| PAP/AL/PE composite packaging pack | R2 | 0.01 | 0.51 | 0.21 | 0.72 |
| AIC | 463.92 | 421.00 | 450.61 | 386.88 | |
| Wood | R2 | 0.76 | 0.78 | 0.78 | 0.78 |
| AIC | 258.47 | 257.80 | 255.36 | 254.29 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Syguła, E.; Świechowski, K.; Stępień, P.; Koziel, J.A.; Białowiec, A. The Prediction of Calorific Value of Carbonized Solid Fuel Produced from Refuse-Derived Fuel in the Low-Temperature Pyrolysis in CO2. Materials 2021, 14, 49. https://doi.org/10.3390/ma14010049
Syguła E, Świechowski K, Stępień P, Koziel JA, Białowiec A. The Prediction of Calorific Value of Carbonized Solid Fuel Produced from Refuse-Derived Fuel in the Low-Temperature Pyrolysis in CO2. Materials. 2021; 14(1):49. https://doi.org/10.3390/ma14010049
Chicago/Turabian StyleSyguła, Ewa, Kacper Świechowski, Paweł Stępień, Jacek A. Koziel, and Andrzej Białowiec. 2021. "The Prediction of Calorific Value of Carbonized Solid Fuel Produced from Refuse-Derived Fuel in the Low-Temperature Pyrolysis in CO2" Materials 14, no. 1: 49. https://doi.org/10.3390/ma14010049
APA StyleSyguła, E., Świechowski, K., Stępień, P., Koziel, J. A., & Białowiec, A. (2021). The Prediction of Calorific Value of Carbonized Solid Fuel Produced from Refuse-Derived Fuel in the Low-Temperature Pyrolysis in CO2. Materials, 14(1), 49. https://doi.org/10.3390/ma14010049