On the Assessment of Surface Quality and Productivity Aspects in Precision Hard Turning of AISI 4340 Steel Alloy: Relative Performance of Wiper vs. Conventional Inserts

 ,
,  ,
, 

Abstract
1. Introduction
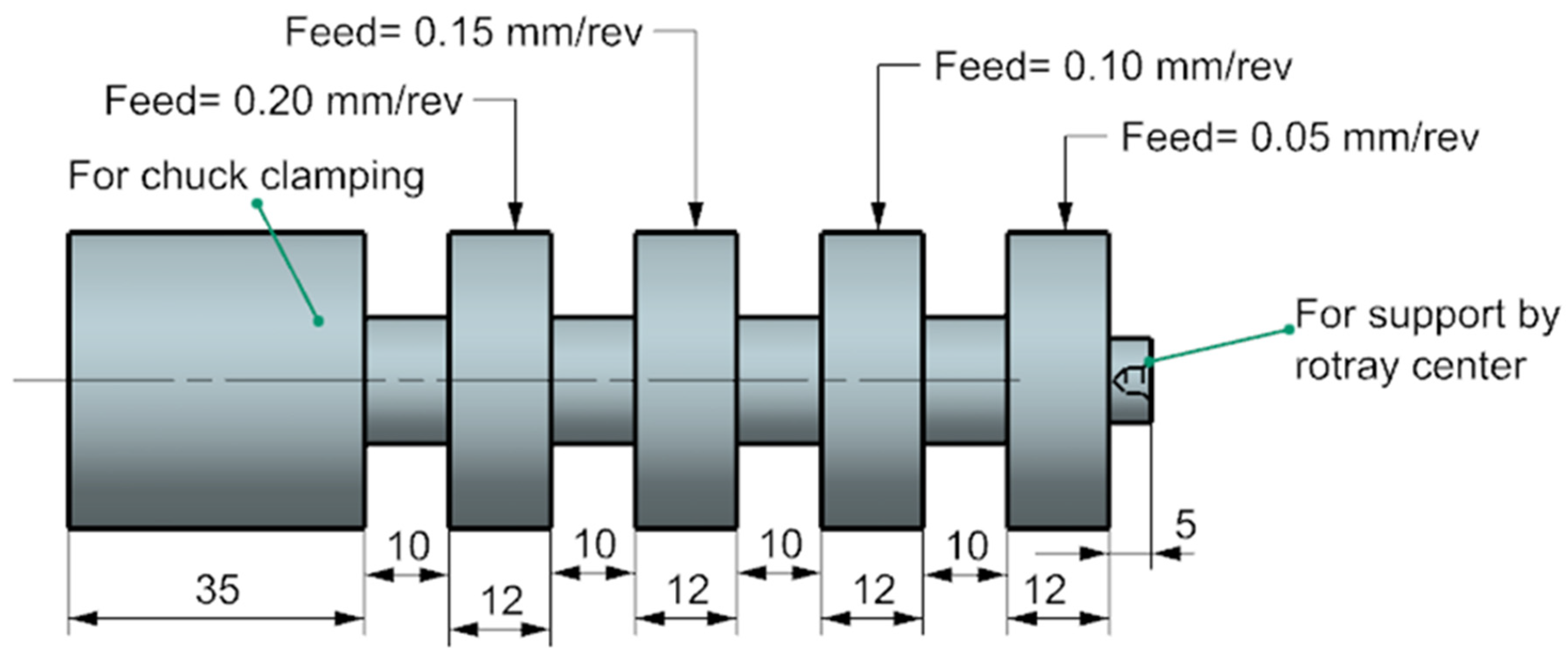
2. Experimental Work
3. Results and Discussion
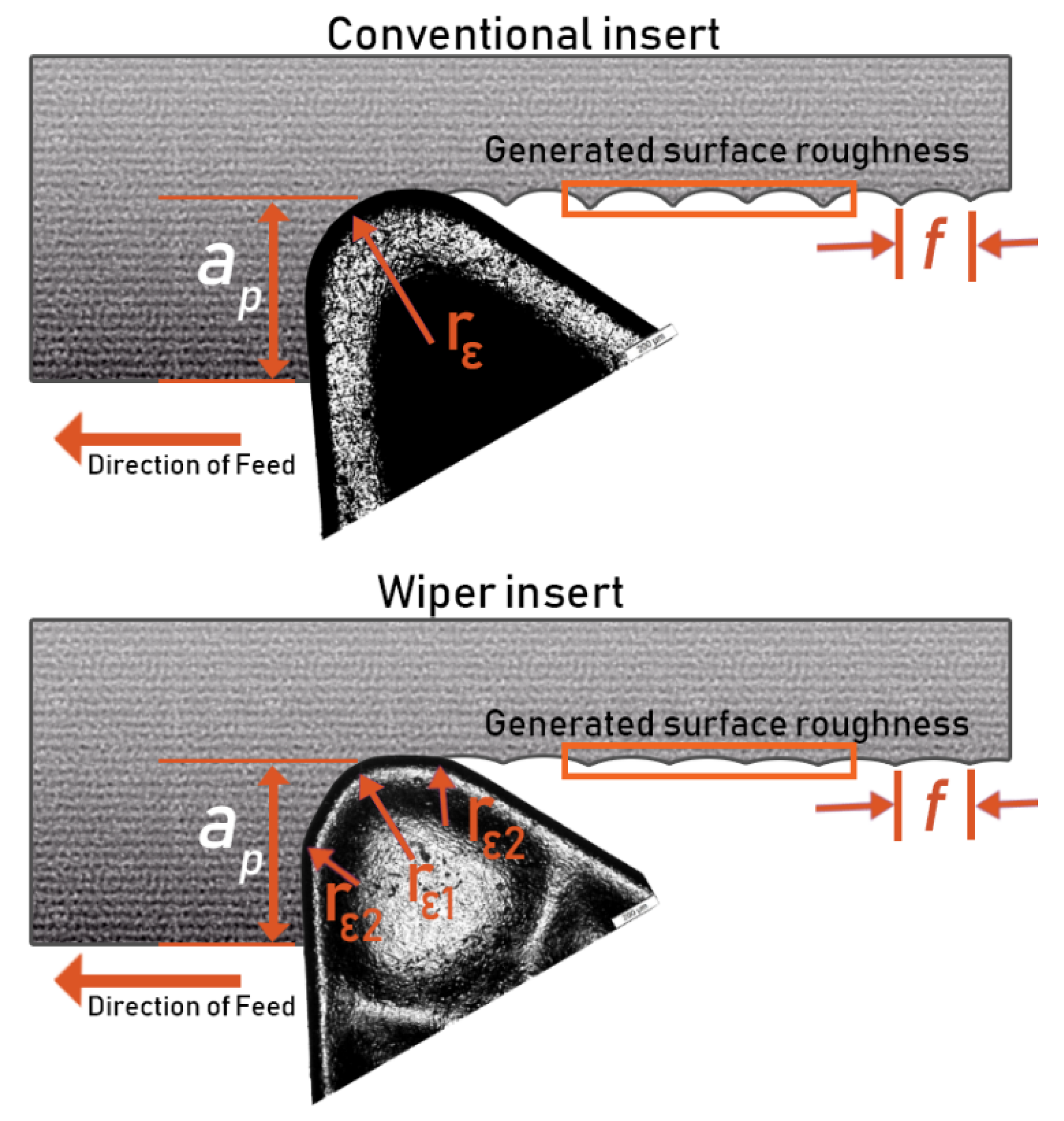
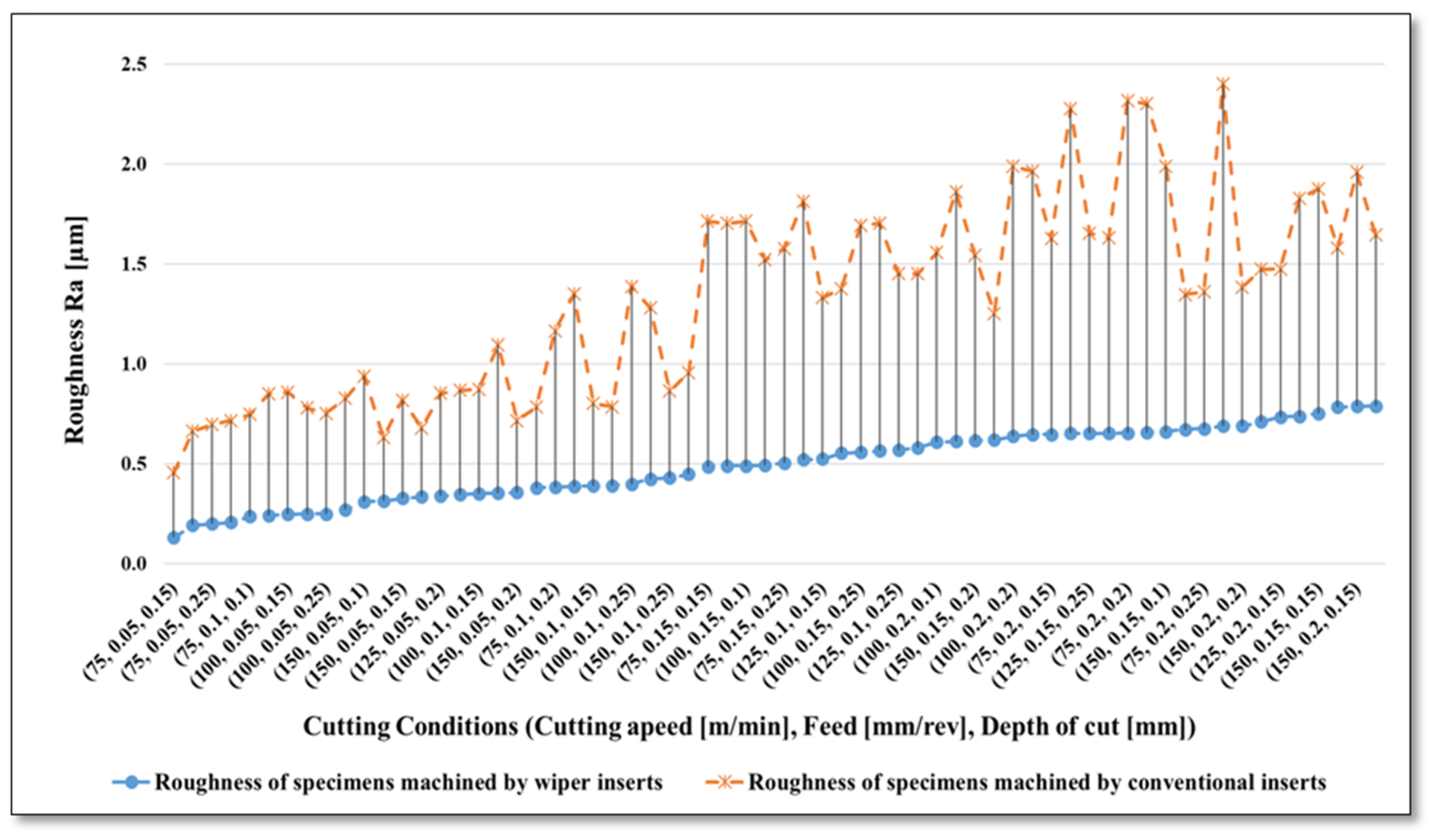
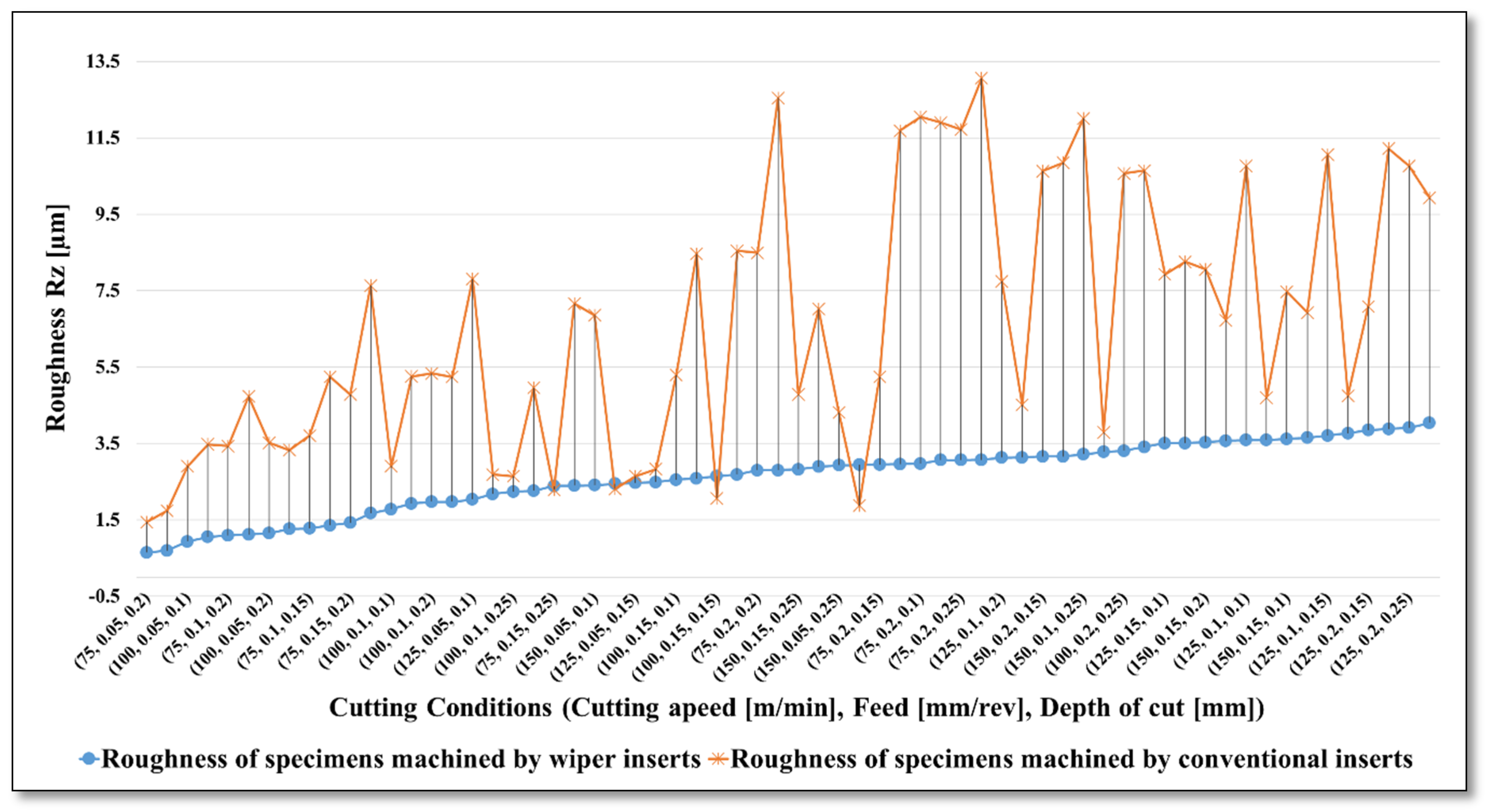
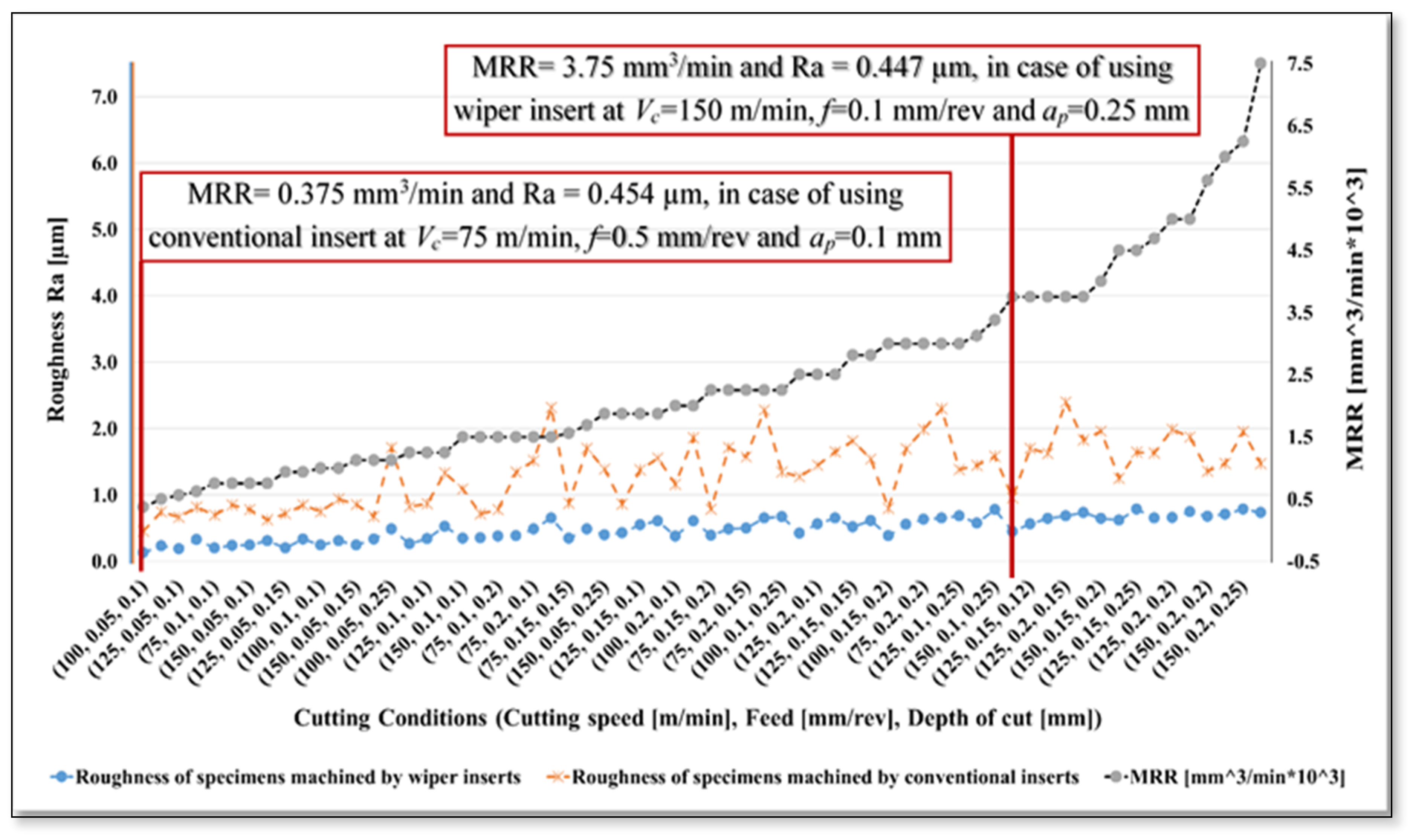
3.1. Generated Surface Roughness of AISI 4340 Steel Alloy: Wiper vs. Conventional Inserts
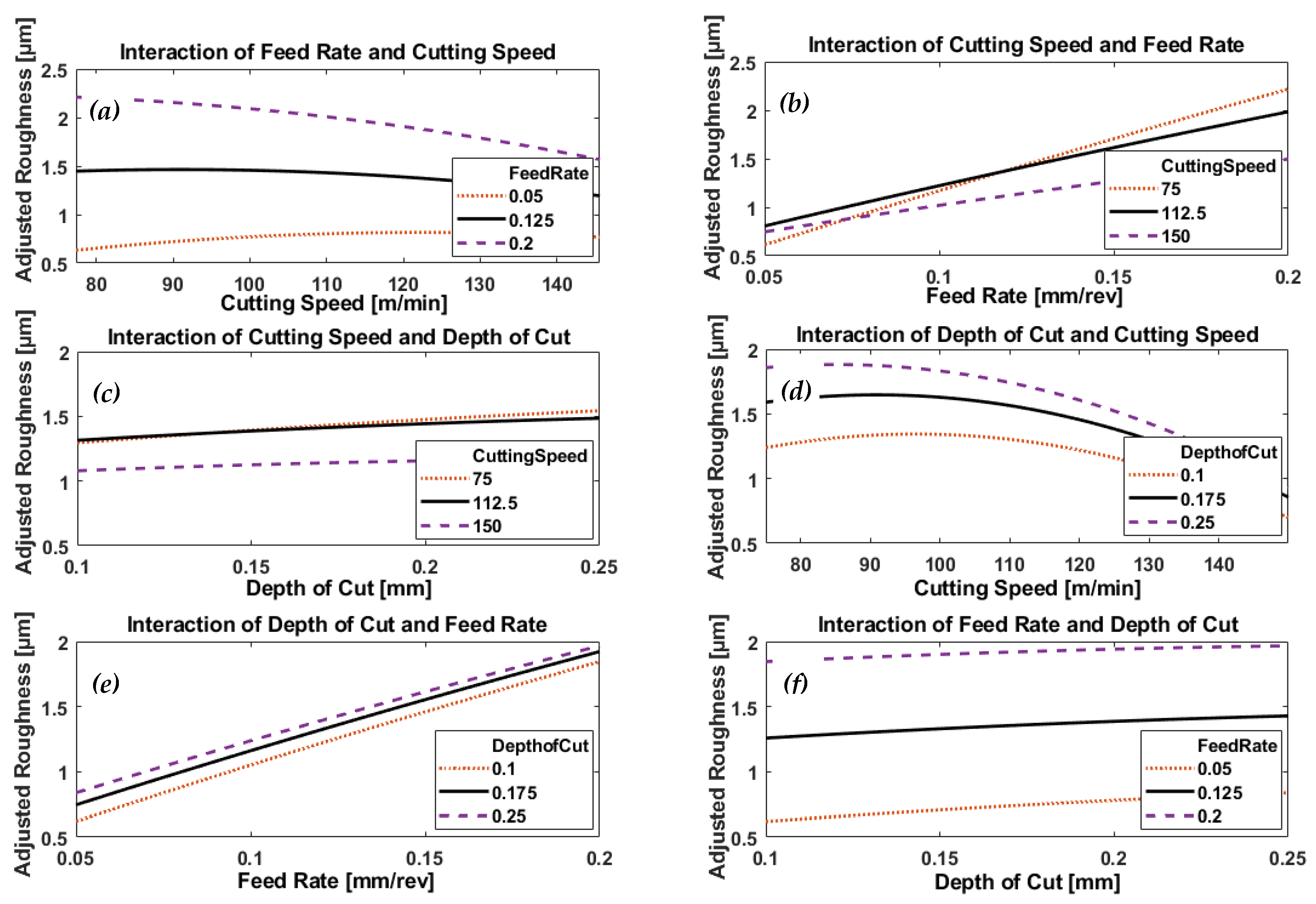
3.2. Statistical Analysis
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- He, K.; Gao, M.; Zhao, Z. Soft computing techniques for surface roughness prediction in hard turning: A literature review. IEEE Access 2019, 7, 89556–89569. [Google Scholar] [CrossRef]
- Grzesik, W. Wear development on wiper Al2O3–TiC mixed ceramic tools in hard machining of high strength steel. Wear 2009, 266, 1021–1028. [Google Scholar] [CrossRef]
- Addona, M.D.; Raykar, J.S. Thermal Modeling of Tool Temperature Distribution during High Pressure Coolant Assisted Turning of Inconel 718. Materials 2019, 12, 408. [Google Scholar] [CrossRef] [PubMed]
- Abbas, A.T.; Gupta, M.K.; Soliman, M.S.; Mia, M.; Hegab, H.; Luqman, M.; Pimenov, D.Y. Sustainability assessment associated with surface roughness and power consumption characteristics in nanofluid MQL-assisted turning of AISI 1045 steel. Int. J. Adv. Manuf. Technol. 2019, 105, 1311–1327. [Google Scholar] [CrossRef]
- Díaz-Álvarez, J.; Díaz-Álvarez, A.; Miguélez, H.; Cantero, L.J. Finishing Turning of Ni Superalloy Haynes 282. Metals 2018, 8, 843. [Google Scholar] [CrossRef]
- Cantero, L.J.; Díaz-Álvarez, J.; Infante-García, D.; Rodríguez, M.; Criado, V. High Speed Finish Turning of Inconel 718 Using PCBN Tools under Dry Conditions. Metals 2018, 8, 192. [Google Scholar] [CrossRef]
- Abbas, T.A.; Sharma, N.; Anwar, S.; Luqman, M.; Tomaz, I.; Hegab, H. Multi-Response Optimization in High-Speed Machining of Ti-6Al-4V Using TOPSIS-Fuzzy Integrated Approach. Materials 2020, 13, 1104. [Google Scholar] [CrossRef]
- Matras, A.; Zębala, W.; Machno, M. Research and Method of Roughness Prediction of a Curvilinear Surface after Titanium Alloy Turning. Materials 2019, 12, 502. [Google Scholar] [CrossRef]
- Słodki, B.; Zębala, W.; Struzikiewicz, G. Turning Titanium Alloy, Grade 5 ELI, With the Implementation of High Pressure Coolant. Materials 2019, 12, 768. [Google Scholar] [CrossRef]
- Goiogana, M.; Elkaseer, A. Self-Flushing in EDM Drilling of Ti6Al4V Using Rotating Shaped Electrodes. Materials 2019, 12, 989. [Google Scholar] [CrossRef]
- Qudeiri, E.J.A.; Saleh, A.; Ziout, A.; Mourad, I.A.-H.; Abidi, H.M.; Elkaseer, A. Advanced Electric Discharge Machining of Stainless Steels: Assessment of the State of the Art, Gaps and Future Prospect. Materials 2019, 12, 907. [Google Scholar] [CrossRef] [PubMed]
- Gaitonde, V.N.; Karnik, S.R.; Figueira, L.; Davim, J.P. Machinability investigations in hard turning of AISI D2 cold work tool steel with conventional and wiper ceramic inserts. Int. J. Refract. Met. Hard Mater. 2009, 27, 754–763. [Google Scholar] [CrossRef]
- Cascón, I.; Sarasua, A.J.; Elkaseer, A. Tailored Chip Breaker Development for Polycrystalline Diamond Inserts: FEM-Based Design and Validation. Appl. Sci. 2019, 9, 4117. [Google Scholar] [CrossRef]
- Kumar, P.; Chauhan, S.R.; Pruncu, C.I.; Gupta, M.K.; Pimenov, D.Y.; Mia, M.; Gill, H.S. Influence of Different Grades of CBN Inserts on Cutting Force and Surface Roughness of AISI H13 Die Tool Steel during Hard Turning Operation. Materials 2019, 12, 177. [Google Scholar] [CrossRef]
- Shore, P.; Morantz, P. Ultra-precision: Enabling our future. Philos. Trans. Ser. A Mathemat. Phys. Eng. Sci. 2012, 370, 3993–4014. [Google Scholar] [CrossRef]
- Zhang, S.J.; To, S.; Wang, S.J.; Zhu, Z.W. A review of surface roughness generation in ultra-precision machining. Int. J. Mach. Tools Manuf. 2015, 91, 76–95. [Google Scholar] [CrossRef]
- Podgornik, B.; Sedlaček, M.; Žužek, B.; Guštin, A. Properties of Tool Steels and Their Importance When Used in a Coated System. Coatings 2020, 10, 265. [Google Scholar] [CrossRef]
- Kishawy, H.A.; Hegab, H.; Umer, U.; Mohany, A. Application of acoustic emissions in machining processes: Analysis and critical review. Int. J. Adv. Manuf. Technol. 2018, 98, 1391–1407. [Google Scholar] [CrossRef]
- Bilal, M.M.; Yaqoob, K.; Zahid, M.H.; Tanveer, W.H.; Wadood, A.; Ahmed, B. Effect of austempering conditions on the microstructure and mechanical properties of AISI 4340 and AISI 4140 steels. J. Mater. Res. Technol. 2019, 8, 5194–5200. [Google Scholar] [CrossRef]
- Ogedengbe, T.; Okediji, A.P.; Yussouf, A.A.; Aderoba, O.A.; Abiola, O.A.; Alabi, I.O.; Alonge, O.I. The Effects of Heat Generation on Cutting Tool and Machined Workpiece. J. Phys. Conf. Ser. 2019, 1378, 1–10. [Google Scholar] [CrossRef]
- Falat, L.; Džupon, M.; Ťavodová, M.; Hnilica, R.; Ľuptáčiková, V.; Čiripová, L.; Homolová, V.; Ďurišinová, K. Microstructure and Abrasive Wear Resistance of Various Alloy Hardfacings for Application on Heavy-Duty Chipper Tools in Forestry Shredding and Mulching Operations. Materials 2019, 12, 2212. [Google Scholar] [CrossRef] [PubMed]
- Astakhov, V. Machining of Hard Materials–Definitions and Industrial Applications. In Machining of Hard Materials; Springer: Berlin, Germany, 2011; Volume 6, pp. 1–32. [Google Scholar]
- Bhattacharyya, B.; Doloi, B. Chapter Six—Hybrid machining technology. In Modern Machining Technology; Academic Press: Cambridge, MA, USA, 2020; pp. 461–591. [Google Scholar]
- Patwari, M.A.U.; Mahmood, M.N.; Noor, S.; Shovon, M.Z.H. Investigation of Machinability Responses During Magnetic Field Assisted Turning Process of Preheated Mild Steel. Procedia Eng. 2013, 56, 713–718. [Google Scholar] [CrossRef]
- García, C.L.F.; Rojas, A.H.G.; Egea, J.A.S. Estimation of Specific Cutting Energy in an S235 Alloy for Multi-Directional Ultrasonic Vibration-Assisted Machining Using the Finite Element Method. Materials 2020, 13, 567. [Google Scholar] [CrossRef]
- Yap, T.C. Roles of Cryogenic Cooling in Turning of Superalloys, Ferrous Metals, and Viscoelastic Polymers. Technologies 2019, 7, 63. [Google Scholar] [CrossRef]
- Joch, R.; Pilc, J.; Daniš, I.; Drbúl, M.; Krajčoviech, S. Analysis of surface roughness in turning process using rotating tool with chip breaker for specific shapes of automotive transmission shafts. Transp. Res. Procedia 2019, 40, 295–301. [Google Scholar] [CrossRef]
- Subbaiah, K.V.; Raju, C.; Pawade, R.S.; Suresh, C. Machinability investigation with Wiper Ceramic Insert and Optimization during the Hard Turning of AISI 4340 Steel. Mater. Today: Proc. 2019, 18, 445–454. [Google Scholar] [CrossRef]
- Allu, V.P.; Raju, D.L.; Ramakrishna, S. Performance investigation of surface roughness in hard turning of AISI 52100 steel - RSM approach. Mater. Today Proc. 2019, 18, 261–269. [Google Scholar] [CrossRef]
- Elbah, M.; Yallese, M.A.; Aouici, H.; Mabrouki, T.; Rigal, J.-F. Comparative assessment of wiper and conventional ceramic tools on surface roughness in hard turning AISI 4140 steel. Measurement 2013, 46, 3041–3056. [Google Scholar] [CrossRef]
- Shnfir, M.; Olufayo, O.A.; Jomaa, W.; Songmene, V. Machinability Study of Hardened 1045 Steel When Milling with Ceramic Cutting Inserts. Materials 2019, 12, 3974. [Google Scholar] [CrossRef] [PubMed]
- Elkaseer, A.; Abdelaziz, A.; Saber, M.; Nassef, A. FEM-Based Study of Precision Hard Turning of Stainless Steel 316L. Materials 2019, 12, 2522. [Google Scholar] [CrossRef]
- Xu, H.; Zhou, H.; Ma, Z.; Dai, L.; Jing, X.; Li, G.; Sun, Y. The Influence of Tool Rake Surface Geometry on the Hard Turning Process of AISI52100 Hardened Steel. Materials 2019, 12, 3096. [Google Scholar] [CrossRef] [PubMed]
- Correia, A.E.; Davim, J.P. Surface roughness measurement in turning carbon steel AISI 1045 using wiper inserts. Measurement 2011, 44, 1000–1005. [Google Scholar] [CrossRef]
- Guddat, J.; M’Saoubi, R.; Alm, P.; Meyer, D. Hard turning of AISI 52100 using PCBN wiper geometry inserts and the resulting surface integrity. Procedia Eng. 2011, 19, 118–124. [Google Scholar] [CrossRef]
- Kumar, A.; Pradhan, S.K. Investigations into hard turning process using wiper tool inserts. Mater. Today Proc. 2018, 5, 12579–12587. [Google Scholar] [CrossRef]
- Zhang, P.; Liu, Z. Modeling and prediction for 3D surface topography in finish turning with conventional and wiper inserts. Measurement 2016, 94, 37–45. [Google Scholar] [CrossRef]
- Khan, S.A.; Umar, M.; Saleem, M.Q.; Mufti, N.A.; Raza, S.F. Experimental investigations on wiper inserts’ edge preparation, workpiece hardness and operating parameters in hard turning of AISI D2 steel. J. Manuf. Process. 2018, 34, 187–196. [Google Scholar] [CrossRef]
- Rocha, L.C.S.; de Paiva, A.P.; Junior, P.R.; Balestrassi, P.P.; Campos, P.H.d.; Davim, J.P. Robust weighting applied to optimization of AISI H13 hardened-steel turning process with ceramic wiper tool: A diversity-based approach. Precis. Eng. 2017, 50, 235–247. [Google Scholar] [CrossRef]
- Kumar, A.; Pradhan, S.K.; Jain, V. Experimental investigation and optimization using regression genetic algorithm of hard turning operation with wiper geometry inserts. Mater. Today Proc. 2020, in press. [Google Scholar] [CrossRef]
- Zhang, P.R.; Liu, Z.Q.; Guo, Y.B. Machinability for dry turning of laser cladded parts with conventional vs. wiper insert. J. Manuf. Process. 2017, 28, 494–499. [Google Scholar] [CrossRef]
- Jiang, L.; Wang, D. Finite-element-analysis of the effect of different wiper tool edge geometries during the hard turning of AISI 4340 steel. Simul. Model. Pract. Theory 2019, 94, 250–263. [Google Scholar] [CrossRef]
- Navas, V.G.; Gonzalo, O.; Bengoetxea, I. Effect of cutting parameters in the surface residual stresses generated by turning in AISI 4340 steel. Int. J. Mach. Tools Manuf. 2012, 61, 48–57. [Google Scholar] [CrossRef]
- Bag, R.; Panda, A.; Sahoo, A.K.; Kumar, R. A brief study on effects of nano cutting fluids in hard turning of AISI 4340 steel. Mater. Today Proc. 2020, in press. [Google Scholar] [CrossRef]
- Grzesik, W.; Wanat, T. Surface finish generated in hard turning of quenched alloy steel parts using conventional and wiper ceramic inserts. Int. J. Mach. Tools Manuf. 2006, 46, 1988–1995. [Google Scholar] [CrossRef]
- Tomov, M.; Kuzinovski, M.; Cichosz, P.; Skowronek, H. Mathematical modeling of maximum height of roughness profile in turning with using wiper insert geometry. Mechanik 2016, 89, 1344–1345. [Google Scholar] [CrossRef][Green Version]
- Abbas, A.T.; Sharma, N.; Anwar, S.; Hashmi, F.H.; Jamil, M.; Hegab, H. Towards Optimization of Surface Roughness and Productivity Aspects during High-Speed Machining of Ti–6Al–4V. Materials 2019, 12, 3749. [Google Scholar] [CrossRef] [PubMed]
- Abbas, A.T.; Benyahia, F.; El Rayes, M.M.; Pruncu, C.; Taha, M.A.; Hegab, H. Towards Optimization of Machining Performance and Sustainability Aspects when Turning AISI 1045 Steel under Different Cooling and Lubrication Strategies. Materials 2019, 12, 3023. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Cr | Mn | Mo | C | Si | V | Fe |
|---|---|---|---|---|---|---|---|---|
| % | 2.5 | 0.9 | 0.50 | 0.41 | 0.40 | 0.12 | 0.09 | Balance |
| Factor | Condition | Unit |
|---|---|---|
| Workpiece material | AISI 4340 alloy steel | – |
| Inserts | Wiper and conventional | – |
| Cooling | Flood | – |
| Cutting speed (Vc) | 75, 100, 125, 150 | [m/min] |
| Feed rate (f) | 0.05, 0.10, 0.15, 0.20 | [mm/rev] |
| Depth of cut (ap) | 0.10, 0.15, 0.20, 0.25 | [mm] |
| Feed Rate mm/rev | Cutting Speed m/min | Depth of Cut mm | Surface Roughness, Ra µm | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Wiper Insert | Conventional Insert | ||||||||
| Measured | Predicted | Error % | Measured | Predicted | Error % | ||||
| 1 | 0.065 | 100 | 0.25 | 0.347 | 0.348 | −0.29 | 1.076 | 1.017 | 5.46 |
| 2 | 0.075 | 100 | 0.16 | 0.297 | 0.333 | −12.16 | 0.935 | 0.989 | −5.75 |
| 3 | 0.060 | 125 | 0.15 | 0.406 | 0.393 | 3.32 | 1.002 | 0.816 | 18.56 |
| 4 | 0.120 | 130 | 0.12 | 0.565 | 0.538 | 4.78 | 1.424 | 1.214 | 14.77 |
| 5 | 0.085 | 150 | 0.24 | 0.434 | 0.501 | −15.32 | 0.912 | 0.966 | −5.91 |
| Average of absolute error % | 7.17 | 10.09 | |||||||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abbas, A.T.; El Rayes, M.M.; Luqman, M.; Naeim, N.; Hegab, H.; Elkaseer, A. On the Assessment of Surface Quality and Productivity Aspects in Precision Hard Turning of AISI 4340 Steel Alloy: Relative Performance of Wiper vs. Conventional Inserts. Materials 2020, 13, 2036. https://doi.org/10.3390/ma13092036
Abbas AT, El Rayes MM, Luqman M, Naeim N, Hegab H, Elkaseer A. On the Assessment of Surface Quality and Productivity Aspects in Precision Hard Turning of AISI 4340 Steel Alloy: Relative Performance of Wiper vs. Conventional Inserts. Materials. 2020; 13(9):2036. https://doi.org/10.3390/ma13092036
Chicago/Turabian StyleAbbas, Adel T., Magdy M. El Rayes, Monis Luqman, Noha Naeim, Hussien Hegab, and Ahmed Elkaseer. 2020. "On the Assessment of Surface Quality and Productivity Aspects in Precision Hard Turning of AISI 4340 Steel Alloy: Relative Performance of Wiper vs. Conventional Inserts" Materials 13, no. 9: 2036. https://doi.org/10.3390/ma13092036
APA StyleAbbas, A. T., El Rayes, M. M., Luqman, M., Naeim, N., Hegab, H., & Elkaseer, A. (2020). On the Assessment of Surface Quality and Productivity Aspects in Precision Hard Turning of AISI 4340 Steel Alloy: Relative Performance of Wiper vs. Conventional Inserts. Materials, 13(9), 2036. https://doi.org/10.3390/ma13092036