Mechanical and Geometric Performance of PLA-Based Polymer Composites Processed by the Fused Filament Fabrication Additive Manufacturing Technique


 ,
, 


Abstract
1. Introduction
2. Materials and Methods
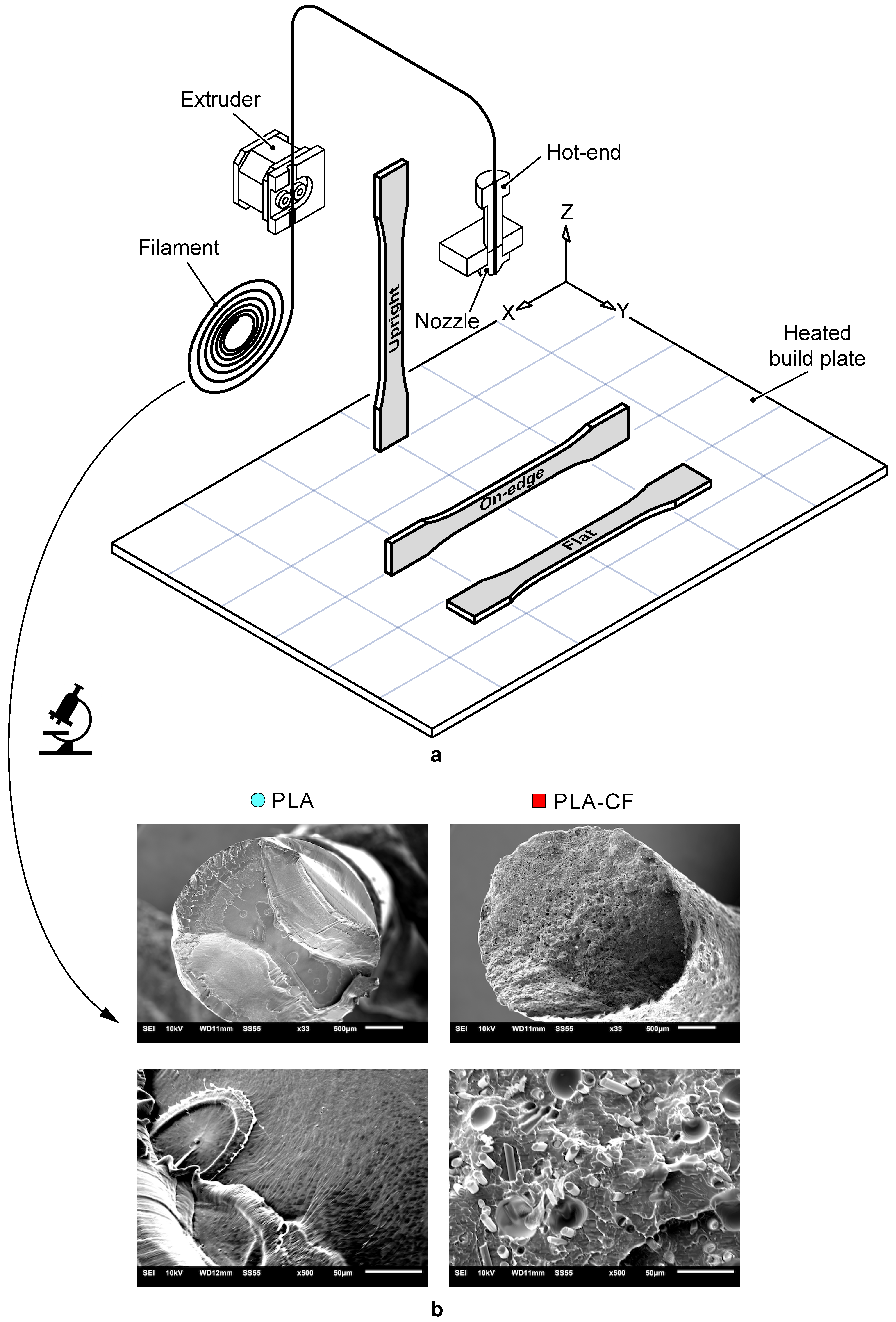
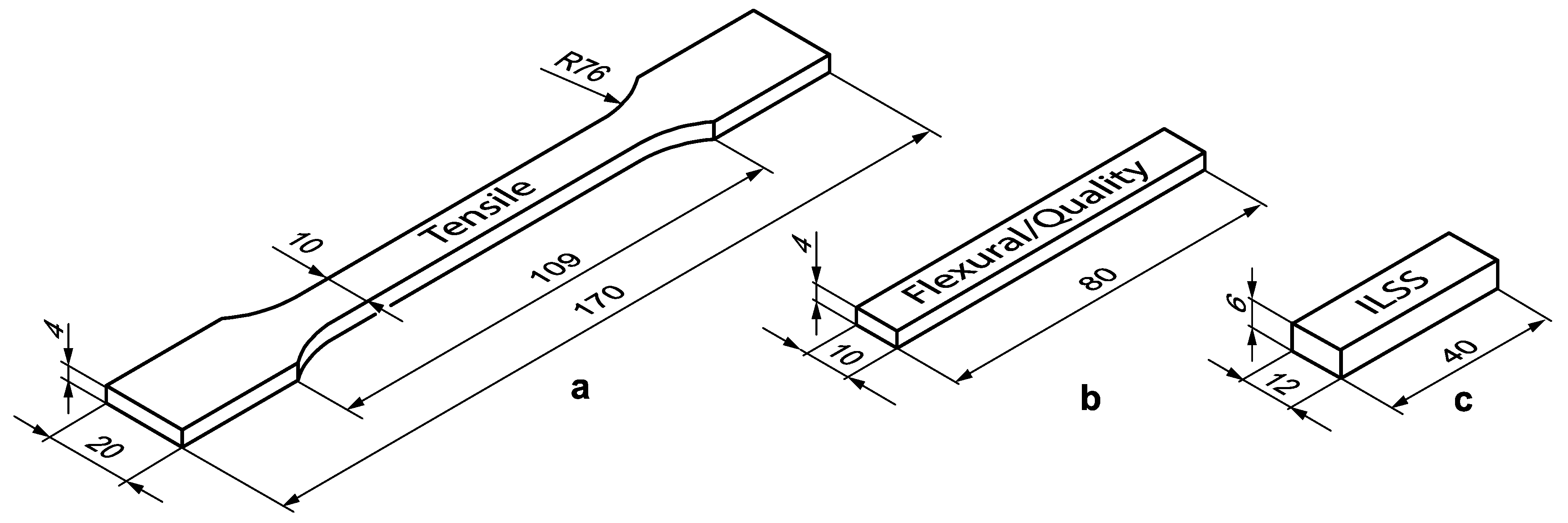
2.1. Material, 3D Printing System and Specimen Fabrication
2.2. 3D Printing Settings
2.3. Experimental Set-Up
3. Results and Discussion
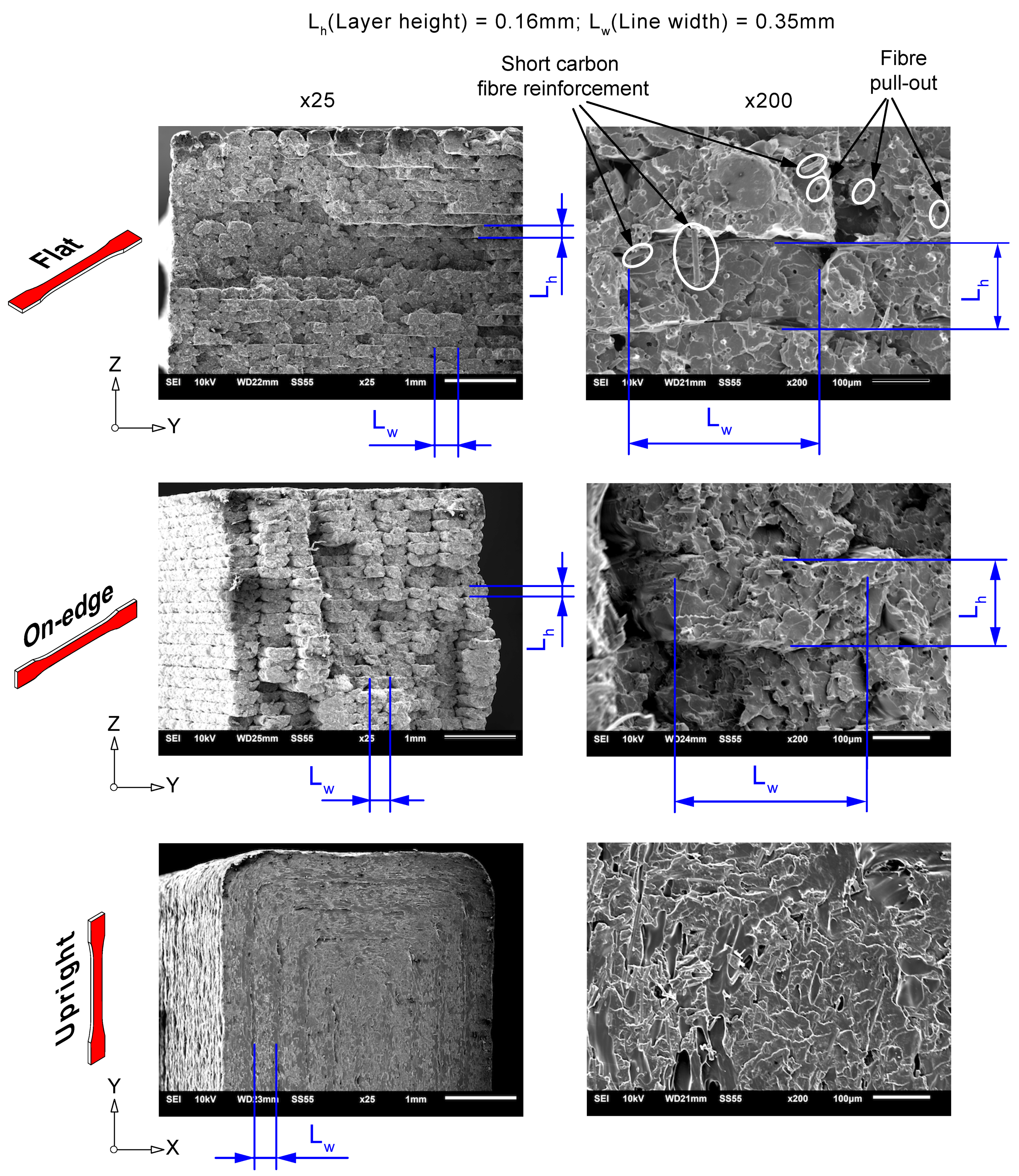
3.1. Effect of Carbon Fibre Reinforcement and Build Orientation on the Mechanical Behaviour of PLA Composite Parts
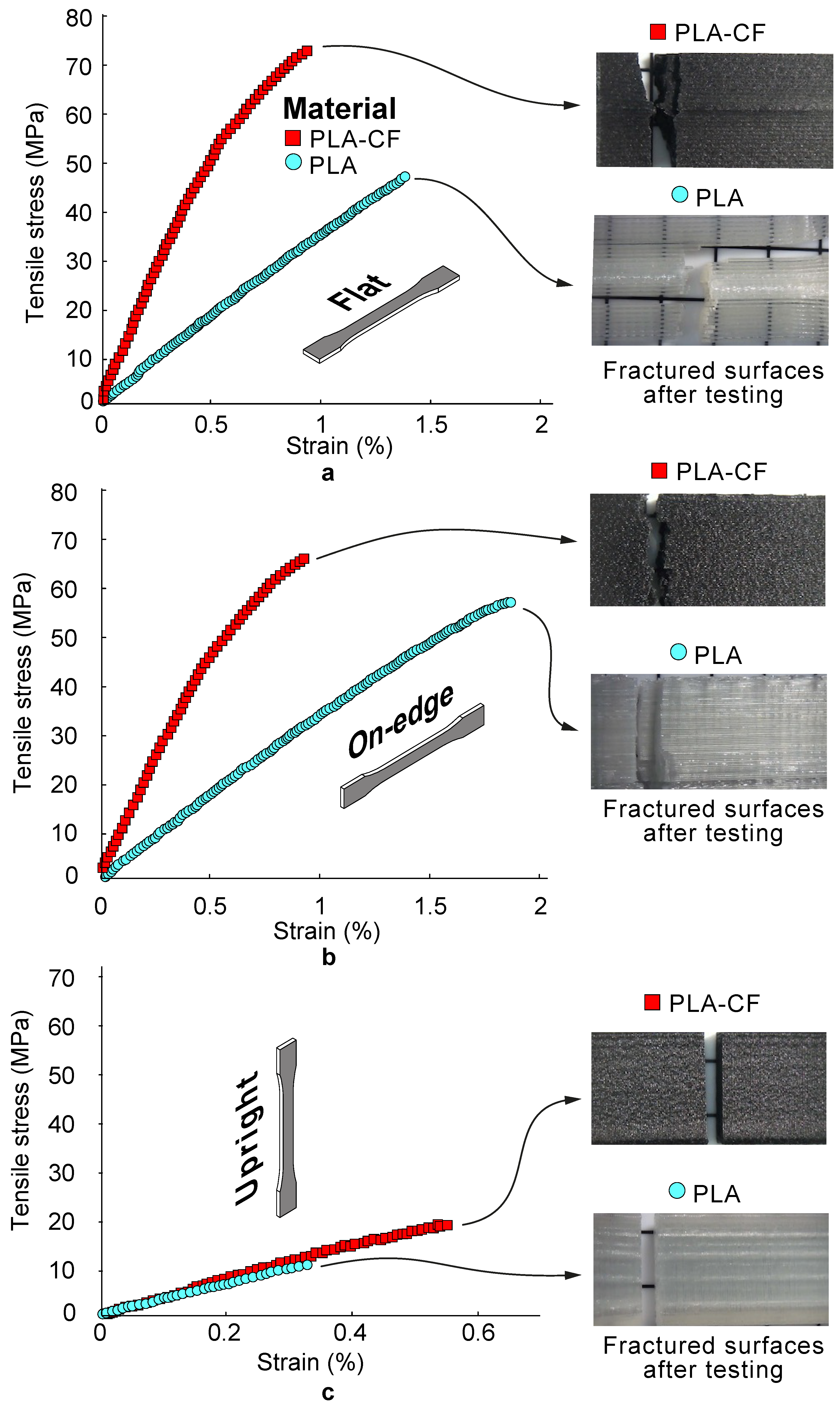
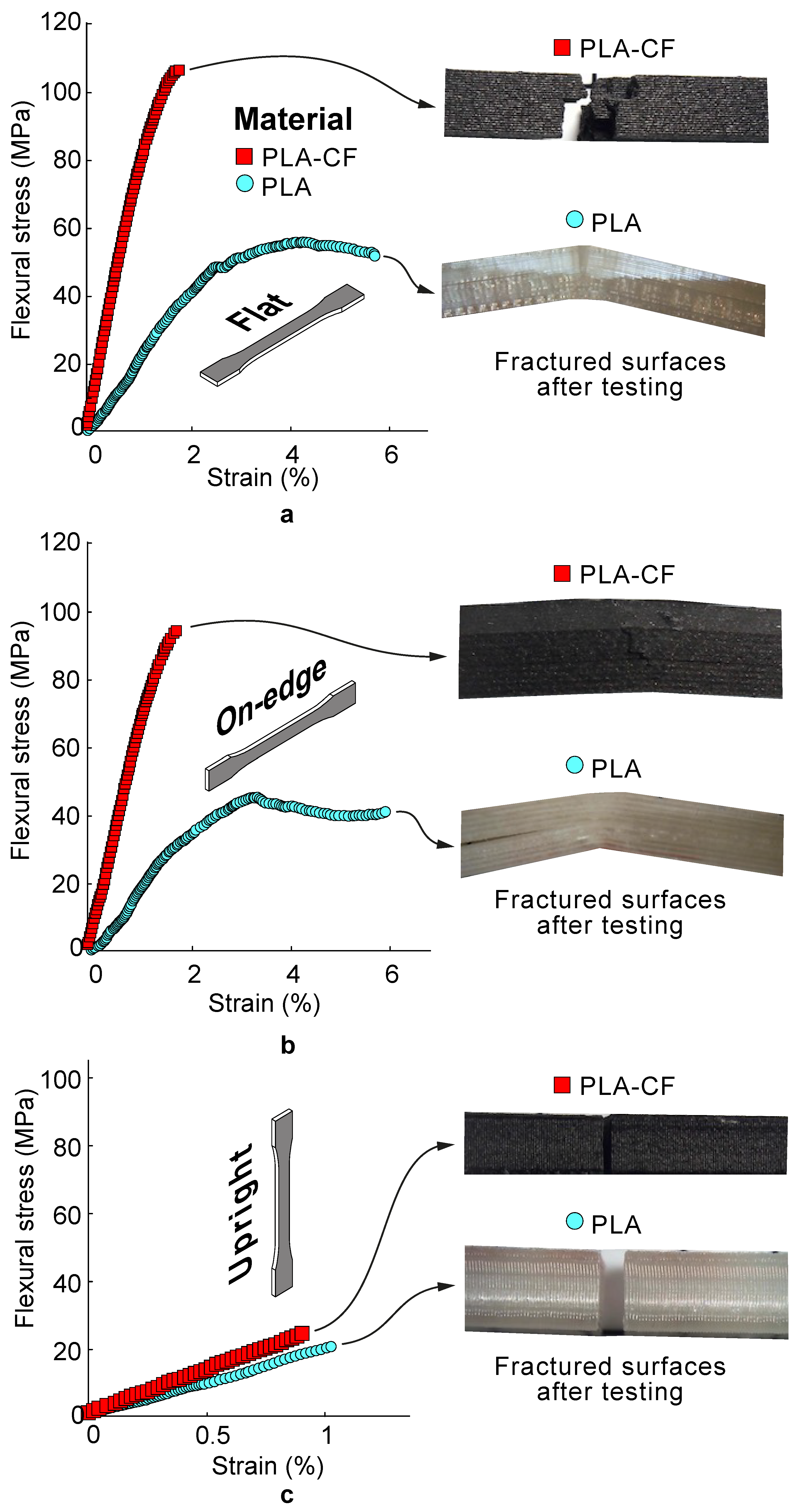
3.1.1. Tensile and Flexural Properties of PLA Composite Samples
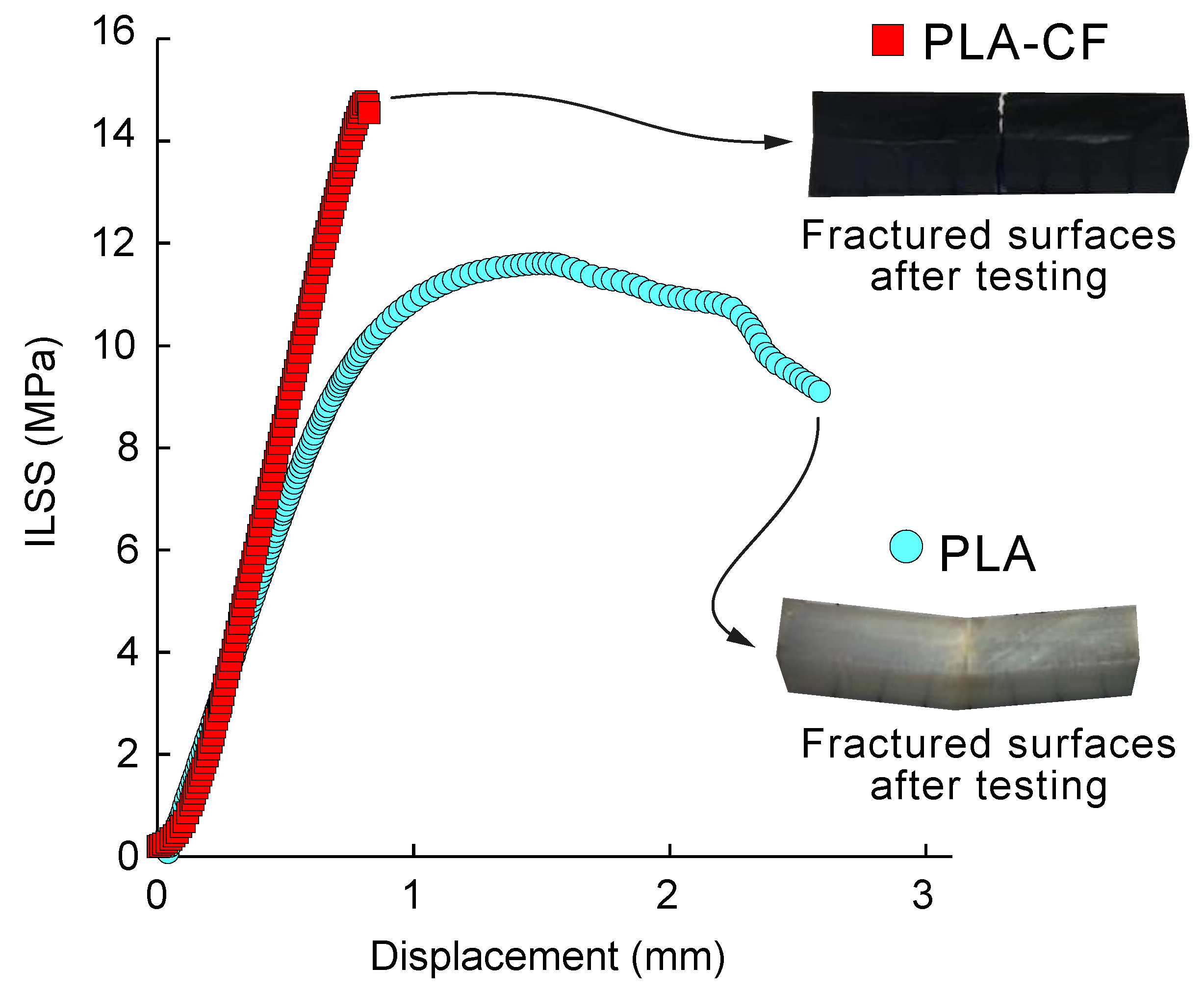
3.1.2. Interlaminar Shear Strength (ILSS) Performance of PLA-Based Composite Samples
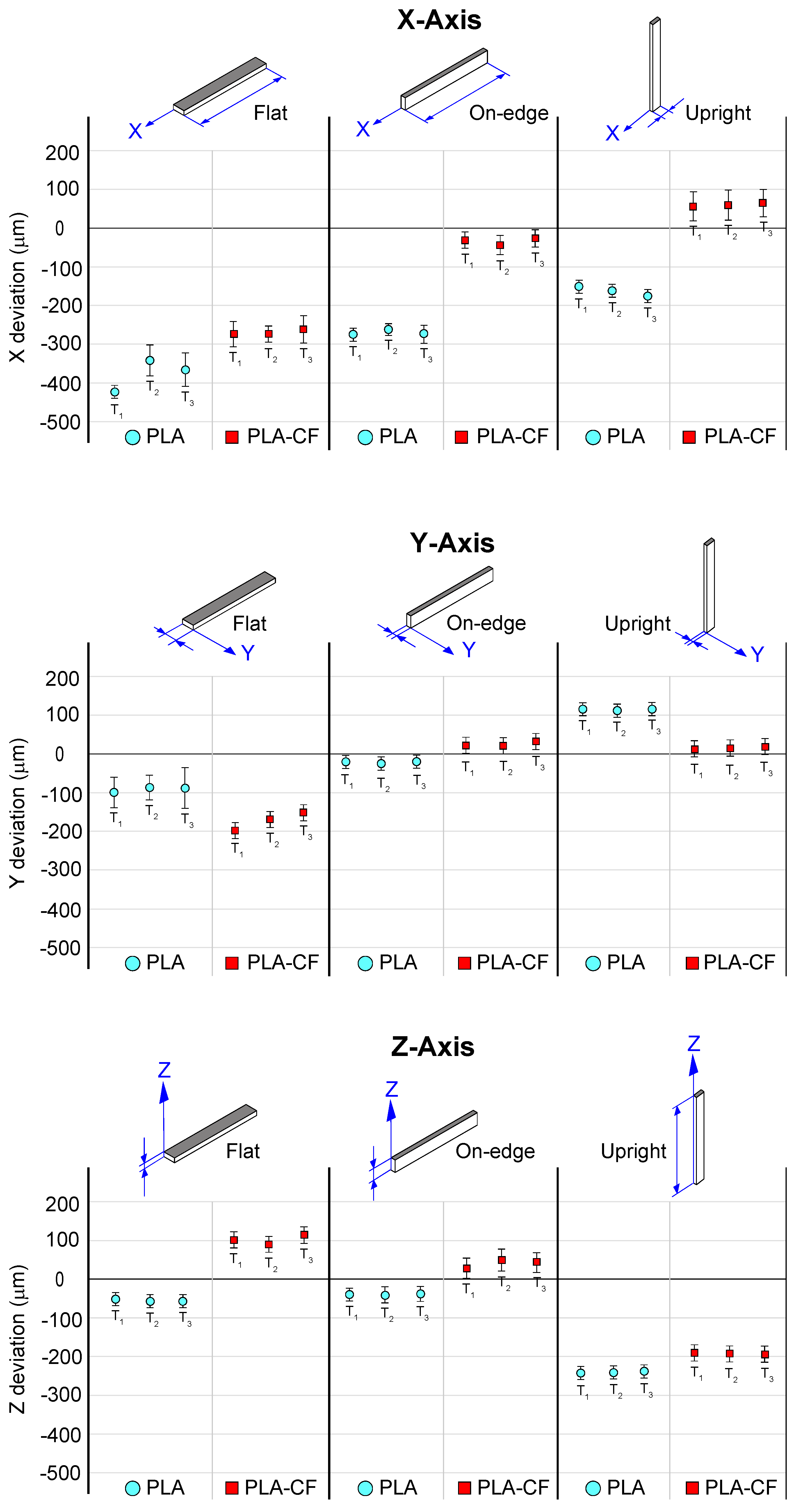
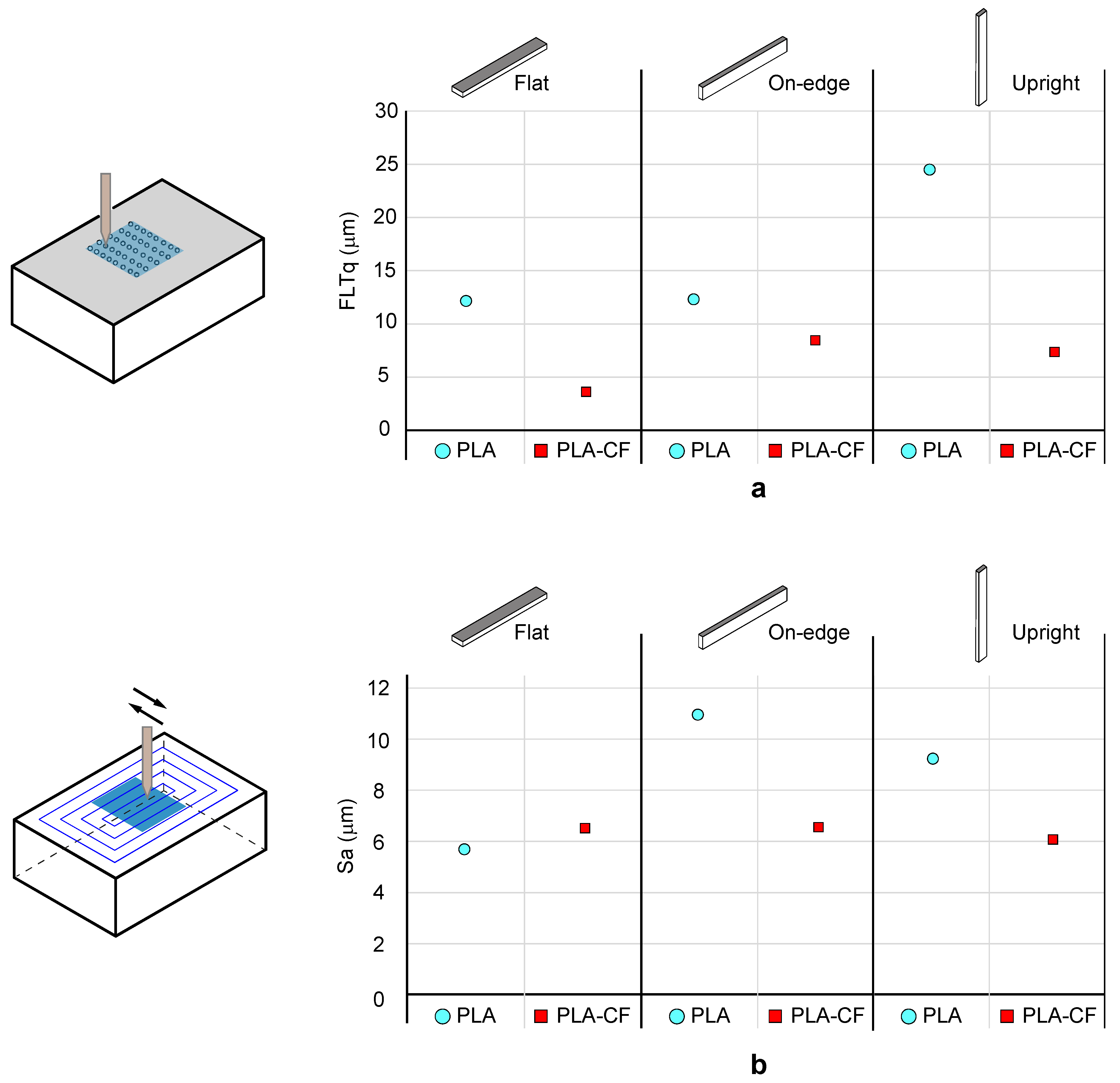
3.2. Effect of Carbon Fibre Reinforcement and Build Orientation on the Dimensional Accuracy and Surface Texture of PLA Composite Samples
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Tymrak, B.; Kreiger, M.; Pearce, J.M. Mechanical properties of components fabricated with open-source 3-D printers under realistic environmental conditions. Mater. Des. 2014, 58, 242–246. [Google Scholar] [CrossRef]
- Sugavaneswaran, M.; Arumaikkannu, G. Analytical and experimental investigation on elastic modulus of reinforced additive manufactured structure. Mater. Des. 2015, 66, 29–36. [Google Scholar] [CrossRef]
- Chacón, J.; Caminero, M.Á.; García-Plaza, E.; Núñez, P. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Domingo-Espin, M.; Puigoriol-Forcada, J.M.; García-Granada, A.A.; Llumà, J.; Borrós, S.; Reyes, G. Mechanical property characterization and simulation of fused deposition modeling Polycarbonate parts. Mater. Des. 2015, 83, 670–677. [Google Scholar] [CrossRef]
- Hofstätter, T.; Pedersen, D.B.; Tosello, G.; Hansen, H. State-of-the-art of fiber-reinforced polymers in additive manufacturing technologies. J. Reinf. Plast. Compos. 2017, 36, 1061–1073. [Google Scholar] [CrossRef]
- Caminero, M.Á.; Chacón, J.M.; García-Plaza, E.; Núñez, P.J.; Reverte, J.M.; Becar, J.P. Additive Manufacturing of PLA-Based Composites Using Fused Filament Fabrication: Effect of Graphene Nanoplatelet Reinforcement on Mechanical Properties, Dimensional Accuracy and Texture. Polymers 2019, 11, 799. [Google Scholar] [CrossRef] [PubMed]
- Gonçalves, C.; Pinto, A.M.; Machado, A.V.; Moreira, J.A.; Gonçalves, I.C.; Magalhães, F.D. Biocompatible reinforcement of poly(Lactic acid) with graphene nanoplatelets. Polym. Compos. 2016, 39, E308–E320. [Google Scholar] [CrossRef]
- Gonçalves, C.; Gonçalves, I.C.; Magalhães, F.D.; Pinto, A.M. Poly(lactic acid) Composites Containing Carbon-Based Nanomaterials: A Review. Polymers 2017, 9, 269. [Google Scholar] [CrossRef]
- Bustillos, J.; Montero, D.; Nautiyal, P.; Loganathan, A.; Boesl, B.; Agarwal, A. Integration of graphene in poly(lactic) acid by 3D printing to develop creep and wear-resistant hierarchical nanocomposites. Polym. Compos. 2017, 39, 3877–3888. [Google Scholar] [CrossRef]
- Dickson, A.; Barry, J.N.; McDonnell, K.; Dowling, D.P. Fabrication of continuous carbon, glass and Kevlar fibre reinforced polymer composites using additive manufacturing. Addit. Manuf. 2017, 16, 146–152. [Google Scholar] [CrossRef]
- Casavola, C.; Cazzato, A.; Moramarco, V.; Pappalettere, C. Orthotropic mechanical properties of fused deposition modelling parts described by classical laminate theory. Mater. Des. 2016, 90, 453–458. [Google Scholar] [CrossRef]
- Chacón, J.M.; Bellido, J.C.; Donoso, A.; Bellón, A.D. Integration of topology optimized designs into CAD/CAM via an IGES translator. Struct. Multidiscip. Optim. 2014, 50, 1115–1125. [Google Scholar] [CrossRef]
- Van De Werken, N.; Tekinalp, H.; Khanbolouki, P.; Ozcan, S.; Williams, A.; Tehrani, M. Additively manufactured carbon fiber-reinforced composites: State of the art and perspective. Addit. Manuf. 2020, 31, 100962. [Google Scholar] [CrossRef]
- Brenken, B.; Barocio, E.; Favaloro, A.J.; Kunc, V.; Pipes, R.B. Fused filament fabrication of fiber-reinforced polymers: A review. Addit. Manuf. 2018, 21, 1–16. [Google Scholar] [CrossRef]
- Young, D.; Wetmore, N.; Czabaj, M. Interlayer fracture toughness of additively manufactured unreinforced and carbon-fiber-reinforced acrylonitrile butadiene styrene. Addit. Manuf. 2018, 22, 508–515. [Google Scholar] [CrossRef]
- Zhang, W.; Cotton, C.; Sun, J.; Heider, D.; Gu, B.; Sun, B.; Chou, T.-W. Interfacial bonding strength of short carbon fiber/acrylonitrile-butadiene-styrene composites fabricated by fused deposition modeling. Compos. Part B Eng. 2018, 137, 51–59. [Google Scholar] [CrossRef]
- Liao, G.; Li, Z.; Cheng, Y.; Xu, D.; Zhu, D.; Jiang, S.; Guo, J.; Chen, X.; Xu, G.; Zhu, Y. Properties of oriented carbon fiber/polyamide 12 composite parts fabricated by fused deposition modeling. Mater. Des. 2018, 139, 283–292. [Google Scholar] [CrossRef]
- Türk, D.-A.; Brenni, F.; Zogg, M.; Meboldt, M. Mechanical characterization of 3D printed polymers for fiber reinforced polymers processing. Mater. Des. 2017, 118, 256–265. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Hu, Y.; Wang, H. Additive manufacturing of carbon fiber-reinforced plastic composites using fused deposition modeling: Effects of process parameters on tensile properties. J. Compos. Mater. 2016, 51, 451–462. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Qiu, J.; Wei, J.; Wang, S. Additive manufacturing of carbon fiber reinforced thermoplastic composites using fused deposition modeling. Compos. Part B Eng. 2015, 80, 369–378. [Google Scholar] [CrossRef]
- Chacón, J.; Caminero, M.Á.; Núñez, P.; García-Plaza, E.; García-Moreno, I.; Reverte, J. Additive manufacturing of continuous fibre reinforced thermoplastic composites using fused deposition modelling: Effect of process parameters on mechanical properties. Compos. Sci. Technol. 2019, 181, 107688. [Google Scholar] [CrossRef]
- Justo, J.; Távara, L.; García-Guzmán, L.; París, F. Characterization of 3D printed long fibre reinforced composites. Compos. Struct. 2018, 185, 537–548. [Google Scholar] [CrossRef]
- Bettini, P.; Alitta, G.; Sala, G.; Di Landro, L.A. Fused Deposition Technique for Continuous Fiber Reinforced Thermoplastic. J. Mater. Eng. Perform. 2016, 26, 843–848. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Joeong, K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three dimensional printing of continuous fibre composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef] [PubMed]
- Sugiyama, K.; Matsuzaki, R.; Ueda, M.; Todoroki, A.; Hirano, Y. 3D printing of composite sandwich structures using continuous carbon fiber and fiber tension. Compos. Part A Appl. Sci. Manuf. 2018, 113, 114–121. [Google Scholar] [CrossRef]
- Yamamoto, B.E.; Trimble, A.Z.; Minei, B.; Nejhad, M.N.G. Development of multifunctional nanocomposites with 3-D printing additive manufacturing and low graphene loading. J. Thermoplast. Compos. Mater. 2018, 32, 383–408. [Google Scholar] [CrossRef]
- Foster, C.; Down, M.P.; Zhang, Y.; Ji, X.; Rowley-Neale, S.J.; Smith, G.C.; Kelly, P.J.; Banks, C.E. 3D Printed Graphene Based Energy Storage Devices. Sci. Rep. 2017, 7, 42233. [Google Scholar] [CrossRef]
- Gnanasekaran, K.; Heijmans, T.; Van Bennekom, S.; Woldhuis, H.; Wijnia, S.; De With, G.; Friedrich, H. 3D printing of CNT- and graphene-based conductive polymer nanocomposites by fused deposition modeling. Appl. Mater. Today 2017, 9, 21–28. [Google Scholar] [CrossRef]
- Blok, L.; Longana, M.L.; Yu, H.; Woods, B. An investigation into 3D printing of fibre reinforced thermoplastic composites. Addit. Manuf. 2018, 22, 176–186. [Google Scholar] [CrossRef]
- Caminero, M.Á.; Chacón, J.; García-Moreno, I.; Rodriguez, G. Impact damage resistance of 3D printed continuous fibre reinforced thermoplastic composites using fused deposition modelling. Compos. Part B Eng. 2018, 148, 93–103. [Google Scholar] [CrossRef]
- Caminero, M.Á.; Chacón, J.; García-Moreno, I.; Reverte, J. Interlaminar bonding performance of 3D printed continuous fibre reinforced thermoplastic composites using fused deposition modelling. Polym. Test. 2018, 68, 415–423. [Google Scholar] [CrossRef]
- García-Plaza, E.; López, P.J.N.; Caminero, M.Á.; Muñoz, J.M.C. Analysis of PLA Geometric Properties Processed by FFF Additive Manufacturing: Effects of Process Parameters and Plate-Extruder Precision Motion. Polymers 2019, 11, 1581. [Google Scholar] [CrossRef]
- Geng, P.; Zhao, J.; Wu, W.; Ye, W.; Wang, Y.; Wang, S.; Zhang, S. Effects of extrusion speed and printing speed on the 3D printing stability of extruded PEEK filament. J. Manuf. Process. 2019, 37, 266–273. [Google Scholar] [CrossRef]
- Mohamed, O.; Masood, S.; Bhowmik, J.L. Optimization of fused deposition modeling process parameters for dimensional accuracy using I-optimality criterion. Measurement 2016, 81, 174–196. [Google Scholar] [CrossRef]
- Lyu, J.; Manoochehri, S. Dimensional Prediction for FDM Machines Using Artificial Neural Network and Support Vector Regression. In Proceedings of the Volume 1: 39th Computers and Information in Engineering Conference; ASME International: New York, NY, USA, 2019; Volume 1. [Google Scholar]
- Barrios, J.M.; Romero, P.E. Decision Tree Methods for Predicting Surface Roughness in Fused Deposition Modeling Parts. Materials 2019, 12, 2574. [Google Scholar] [CrossRef] [PubMed]
- Reddy, V.; Flys, O.; Chaparala, A.; E Berrimi, C.; V, A.; Rosen, B. Study on surface texture of Fused Deposition Modeling. Procedia Manuf. 2018, 25, 389–396. [Google Scholar] [CrossRef]
- Mahmood, S.; Qureshi, A.; Talamona, D. Taguchi based process optimization for dimension and tolerance control for fused deposition modelling. Addit. Manuf. 2018, 21, 183–190. [Google Scholar] [CrossRef]
- Sajan, N.; John, T.; Sivadasan, M.; Singh, N. An investigation on circularity error of components processed on Fused Deposition Modeling (FDM). In Proceedings of the Materials Today: Proceedings; Elsevier BV: Amsterdam, The Netherlands, 2018; Volume 5, pp. 1327–1334. [Google Scholar]
- Prashantha, K.; Roger, F. Multifunctional properties of 3D printed poly(lactic acid)/graphene nanocomposites by fused deposition modeling. J. Macromol. Sci. Part A 2016, 54, 24–29. [Google Scholar] [CrossRef]
- Smart Materials 3D-PLA Natural. Available online: https://www.smartmaterials3d.com/es/tienda-smart/67-pla-natural.html (accessed on 26 March 2019).
- CarbonXTM High-Performance Carbon Fiber PLA 3D Printing Filament. Made in the USA! Available online: https://www.3dxtech.com/carbonx-carbon-fiber-pla-3d-printing-filament-1/ (accessed on 6 March 2020).
- Ultimaker Cura: Advanced 3D Printing Software, Made Accessible. Available online: https://ultimaker.com/en/products/ultimaker-cura-software (accessed on 26 March 2019).
- Ultimaker CURA Software. 2016. Available online: https://ultimaker.com/en/products/cura-software (accessed on 18 April 2020).
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Ferreira, R.T.L.; Amatte, I.C.; Dutra, T.A.; Bürger, D. Experimental characterization and micrography of 3D printed PLA and PLA reinforced with short carbon fibers. Compos. Part B Eng. 2017, 124, 88–100. [Google Scholar] [CrossRef]
- Luo, W.; Liu, Q.; Li, Y.; Zhou, S.; Zou, H.; Liang, M. Enhanced mechanical and tribological properties in polyphenylene sulfide/polytetrafluoroethylene composites reinforced by short carbon fiber. Compos. Part B Eng. 2016, 91, 579–588. [Google Scholar] [CrossRef]
- Mortazavian, S.; Fatemi, A. Effects of fiber orientation and anisotropy on tensile strength and elastic modulus of short fiber reinforced polymer composites. Compos. Part B Eng. 2015, 72, 116–129. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | PLA | PLA-CF |
|---|---|---|
| Tensile strength (MPa) | 35.6 | 47.9 |
| Tensile modulus (MPa) | 3420 | 4791 |
| Elongation at break (%) | 4.2 | 2.0 |
| Flexural strength (MPa) | 85.2 | 114 |
| Flexural Modulus (MPa) | 2378 | 6320 |
| Density (g/m3) | 1.24 | 1.29 |
| Parameters | Value |
|---|---|
| Resolution | X and Y-axis =12.5 µm Z-axis = 5 µm |
| Temperature | Nozzle = 180–260 °C Heated bed = 20–100 °C |
| Parameters | Value |
|---|---|
| Print speed (mm/s) | 50 |
| Flow rate (mm3/s) | 4.8 |
| Layer height (mm) | 0.16 |
| Number of top/bottom layers | 5 |
| Printing temperature (ºC) | 210 |
| Nozzle diameter (mm) | 0.4 |
| Line width (mm) | 0.35 |
| Infill pattern | Concentric |
| Infill density | 100% |
| Orientation | Material | Tensile Results | Flexural Results | ||
|---|---|---|---|---|---|
| σt (MPa) | Et (GPa) | σf (MPa) | Ef (GPa) | ||
| Flat | PLA | 47.8 (1.1) | 3.35 (0.09) | 55.6 (1.5) | 2.09 (0.30) |
| PLA-CF | 70.3 (1.3) | 9.21 (0.12) | 105.5 (0.4) | 6.94 (0.06) | |
| On-edge | PLA | 55.7 (0.3) | 3.29 (0.09) | 42.5 (0.9) | 1.71 (0.62) |
| PLA-CF | 66.1 (0.5) | 8.48 (0.06) | 95.7 (1.4) | 6.40 (0.09) | |
| Upright | PLA | 11.5 (1.6) | 3.05 (0.60) | 21.3 (1.1) | 1.91 (0.06) |
| PLA-CF | 18.2 (1.8) | 3.35 (0.21) | 22.0 (1.8) | 2.34 (0.33) | |
| Interlaminar Shear Strength τILSS (MPa) | |
|---|---|
| PLA | 11.4 (2.5) |
| PLA-CF | 15.2 (1.3) |
| Orientation | Material | ||||||
|---|---|---|---|---|---|---|---|
| (μm) | (μm) | (μm) | (μm) | (μm) | (μm) | ||
| Flat | PLA | −423 | −100 | −52 | |||
| −342 | −377.0 (41.6) | −87 | −91.7 (7.2) | −58 | −56.0 (3.5) | ||
| −366 | −88 | −58 | |||||
| PLA-CF | −270 | −197 | 102 | ||||
| −270 | −266.0 (6.9) | −166 | −170.7 (24.3) | 90 | 101.7 (11.5) | ||
| −258 | −149 | 113 | |||||
| On-edge | PLA | −275 | −21 | −40 | |||
| −262 | −270.3 (7.2) | −25 | −22.0 (2.6) | −41 | −39.7 (1.5) | ||
| −274 | −20 | −38 | |||||
| PLA-CF | −29 | 23 | 29 | ||||
| −42 | −32.3 (8.5) | 24 | 26.7 (5.5) | 50 | 41.0 (10.8) | ||
| −26 | 33 | 44 | |||||
| Upright | PLA | −151 | 116 | −242 | |||
| −162 | −163.0 (12.5) | 112 | 115.0 (2.6) | −241 | −240.3 (2.1) | ||
| −176 | 117 | −238 | |||||
| PLA-CF | 56 | 15 | −188 | ||||
| 60 | 43.0 (26.1) | 20 | 20.3 (5.5) | −190 | −189.3 (1.2) | ||
| 13 | 26 | −190 |
| Orientation | Material | FLTq | Sa |
|---|---|---|---|
| (μm) | (μm) | ||
| Flat | PLA | 12.20 | 5.77 |
| PLA-CF | 3.61 | 6.58 | |
| On-edge | PLA | 12.37 | 10.97 |
| PLA-CF | 8.49 | 6.63 | |
| Upright | PLA | 24.57 | 9.29 |
| PLA-CF | 7.44 | 6.01 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reverte, J.M.; Caminero, M.Á.; Chacón, J.M.; García-Plaza, E.; Núñez, P.J.; Becar, J.P. Mechanical and Geometric Performance of PLA-Based Polymer Composites Processed by the Fused Filament Fabrication Additive Manufacturing Technique. Materials 2020, 13, 1924. https://doi.org/10.3390/ma13081924
Reverte JM, Caminero MÁ, Chacón JM, García-Plaza E, Núñez PJ, Becar JP. Mechanical and Geometric Performance of PLA-Based Polymer Composites Processed by the Fused Filament Fabrication Additive Manufacturing Technique. Materials. 2020; 13(8):1924. https://doi.org/10.3390/ma13081924
Chicago/Turabian StyleReverte, José María, Miguel Ángel Caminero, Jesús Miguel Chacón, Eustaquio García-Plaza, Pedro José Núñez, and Jean Paul Becar. 2020. "Mechanical and Geometric Performance of PLA-Based Polymer Composites Processed by the Fused Filament Fabrication Additive Manufacturing Technique" Materials 13, no. 8: 1924. https://doi.org/10.3390/ma13081924
APA StyleReverte, J. M., Caminero, M. Á., Chacón, J. M., García-Plaza, E., Núñez, P. J., & Becar, J. P. (2020). Mechanical and Geometric Performance of PLA-Based Polymer Composites Processed by the Fused Filament Fabrication Additive Manufacturing Technique. Materials, 13(8), 1924. https://doi.org/10.3390/ma13081924