Influence of Electropulsing Treatments on Mechanical Properties of UNS S32750 Duplex Stainless Steel

 ,
,  ,
, 
 and
and 
Abstract
1. Introduction
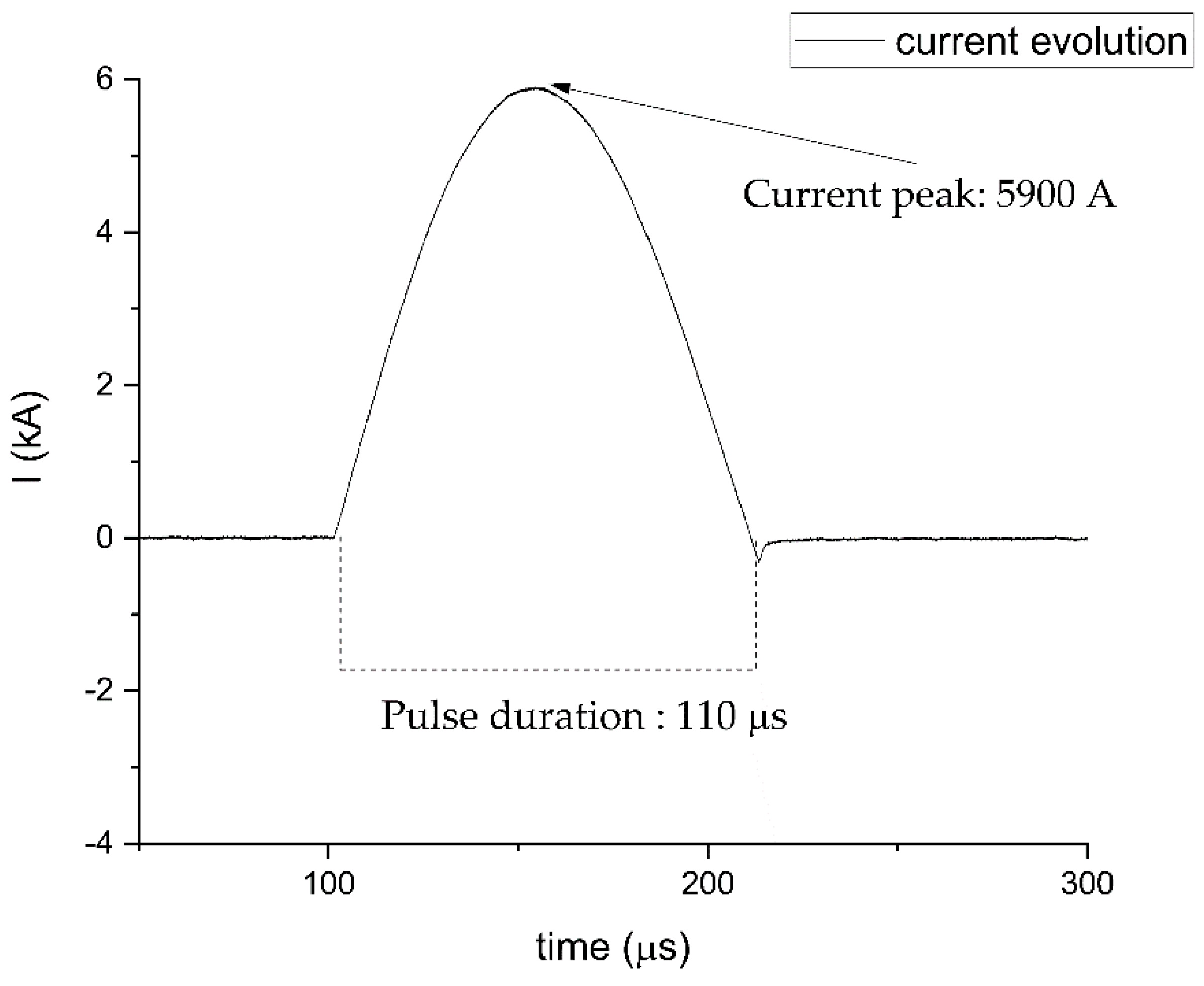
2. Materials and Methods
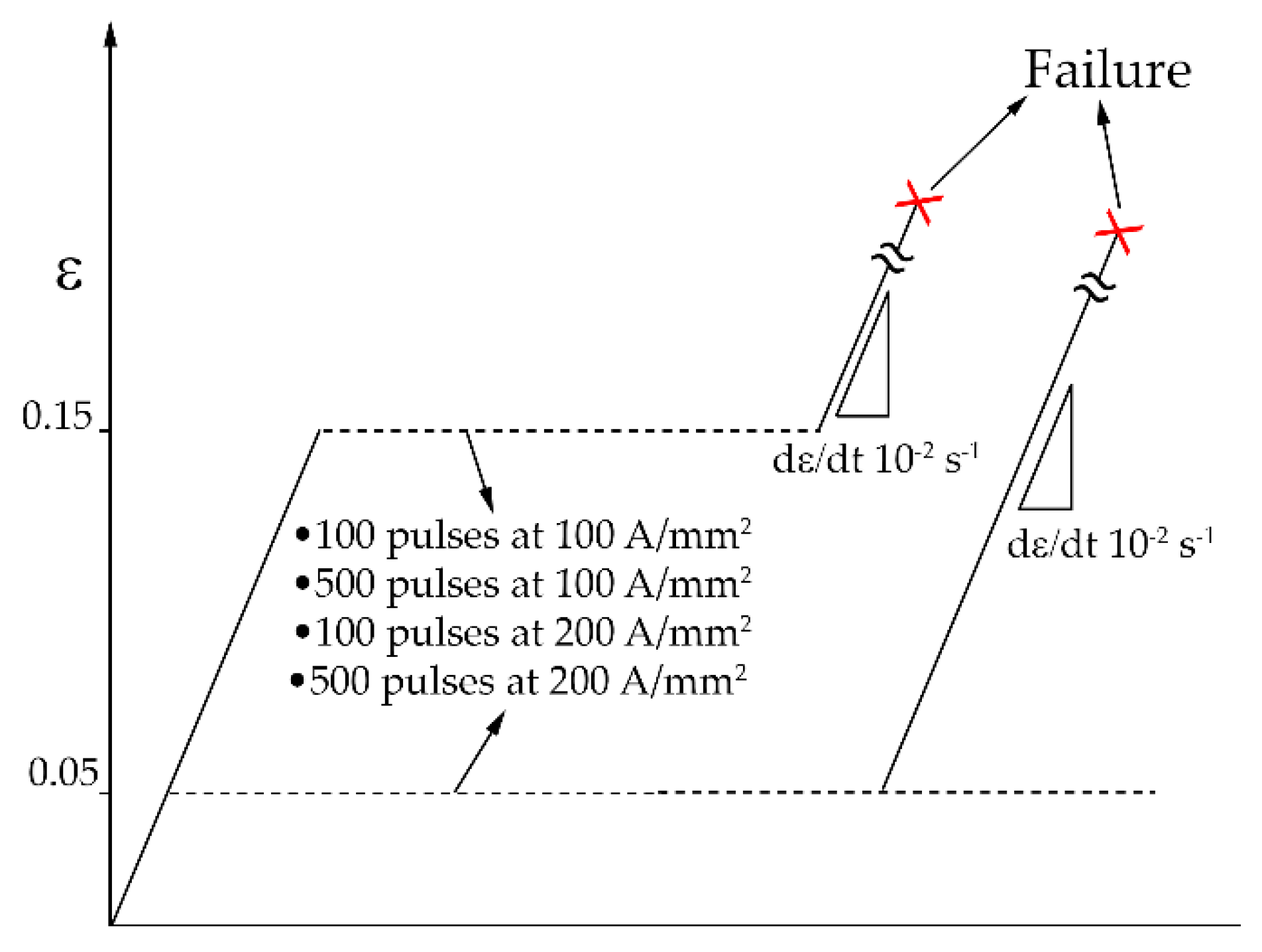
- Group 1: 100 A/mm2 100 pulses
- Group 2: 100 A/mm2 500 pulses
- Group 3: 200 A/mm2 100 pulses
- Group 4: 200 A/mm2 500 pulses
3. Results
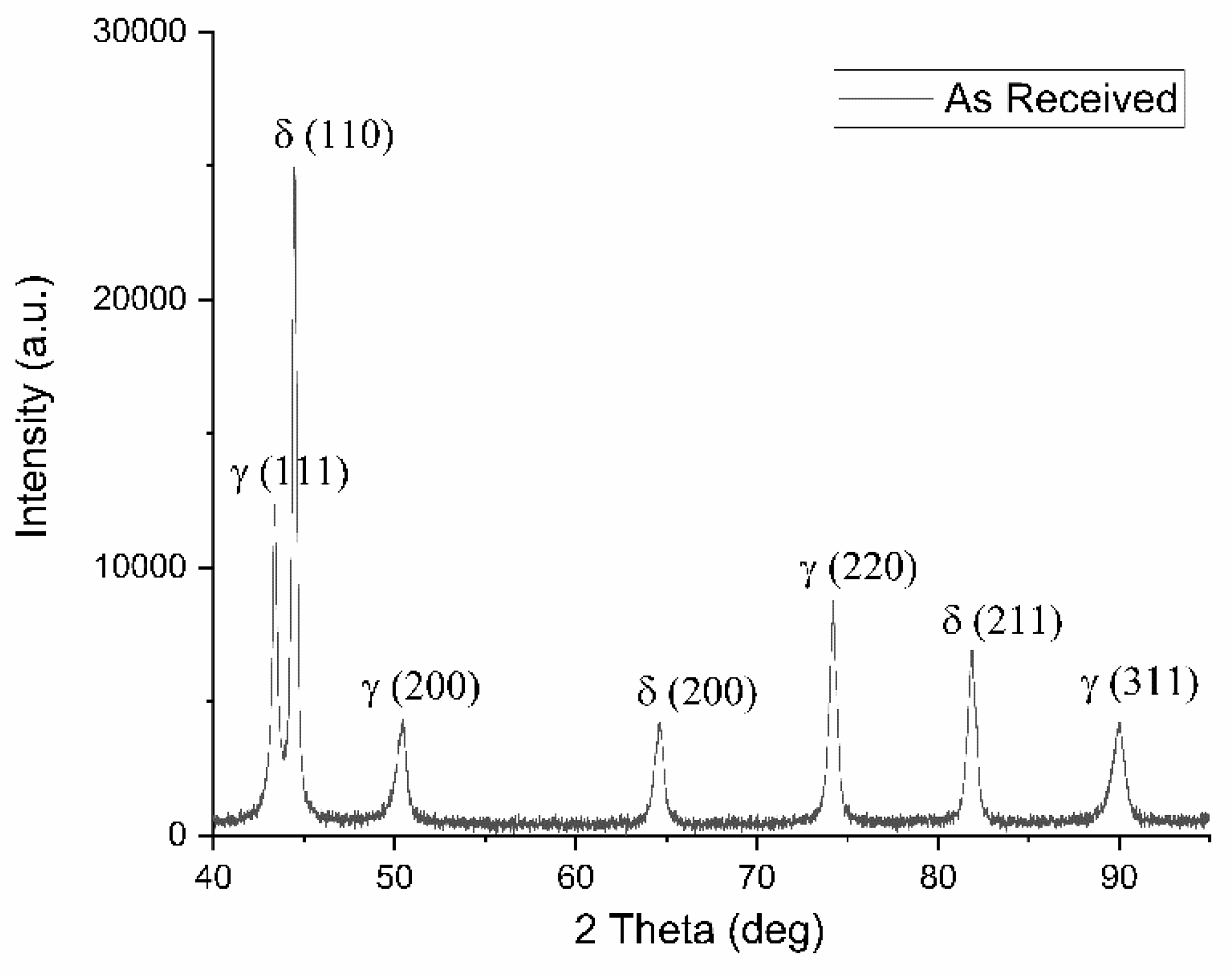
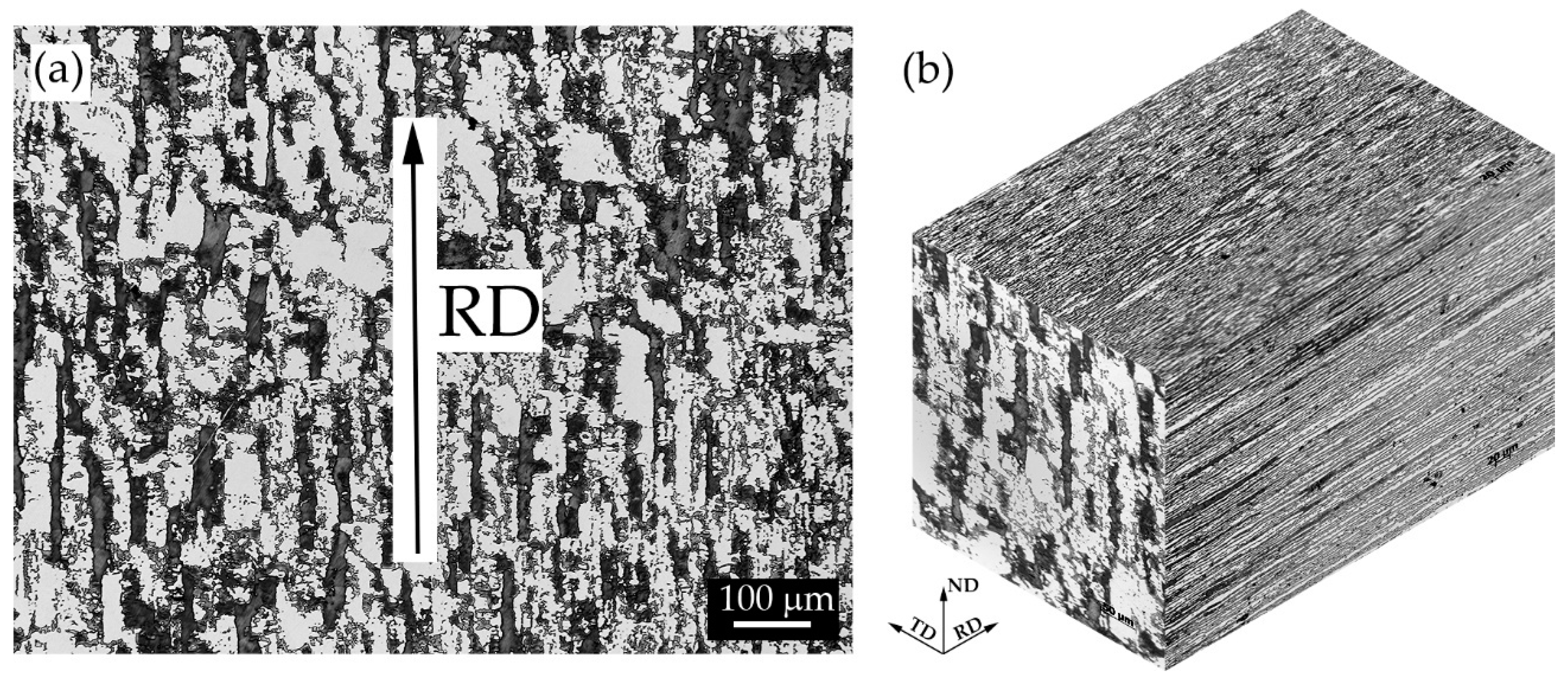
3.1. As-Received Material
3.2. Reference Tensile Tests
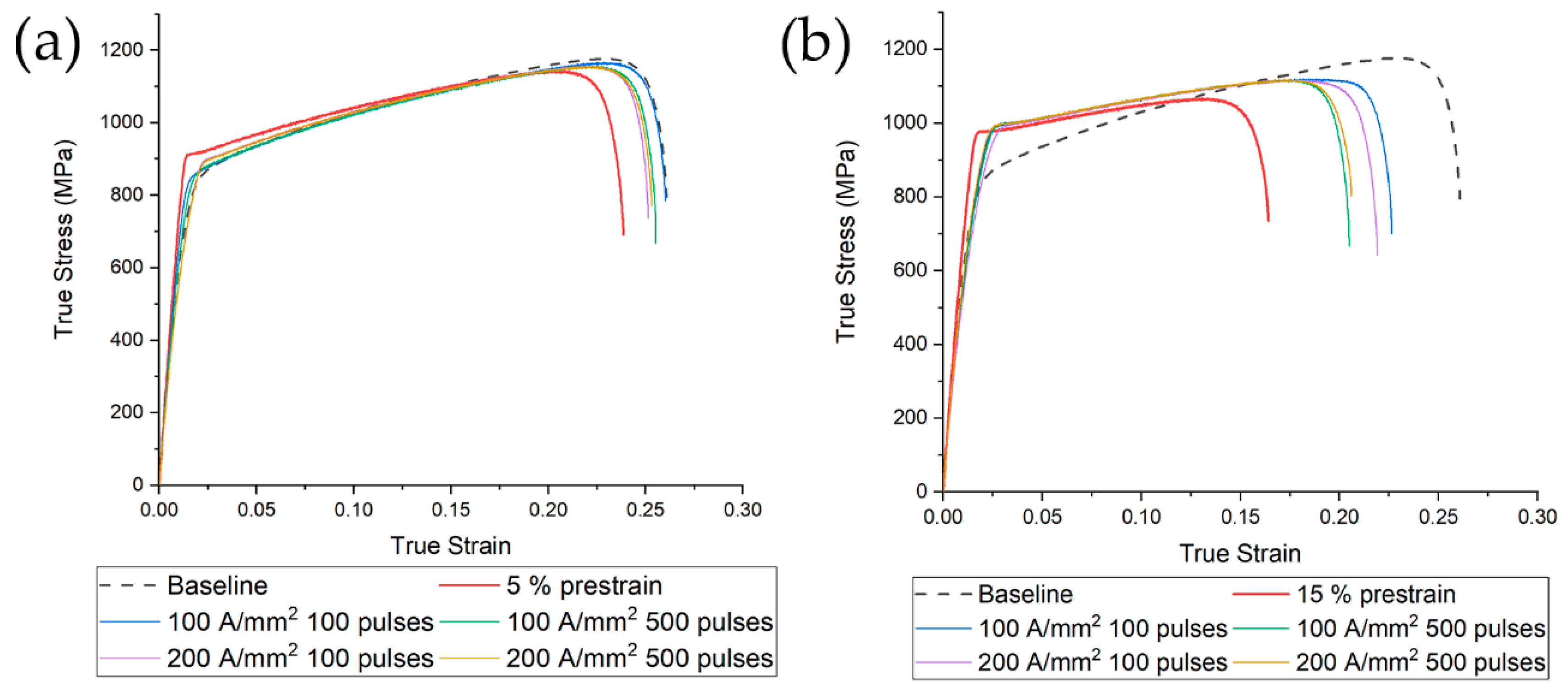
3.3. Tensile Tests
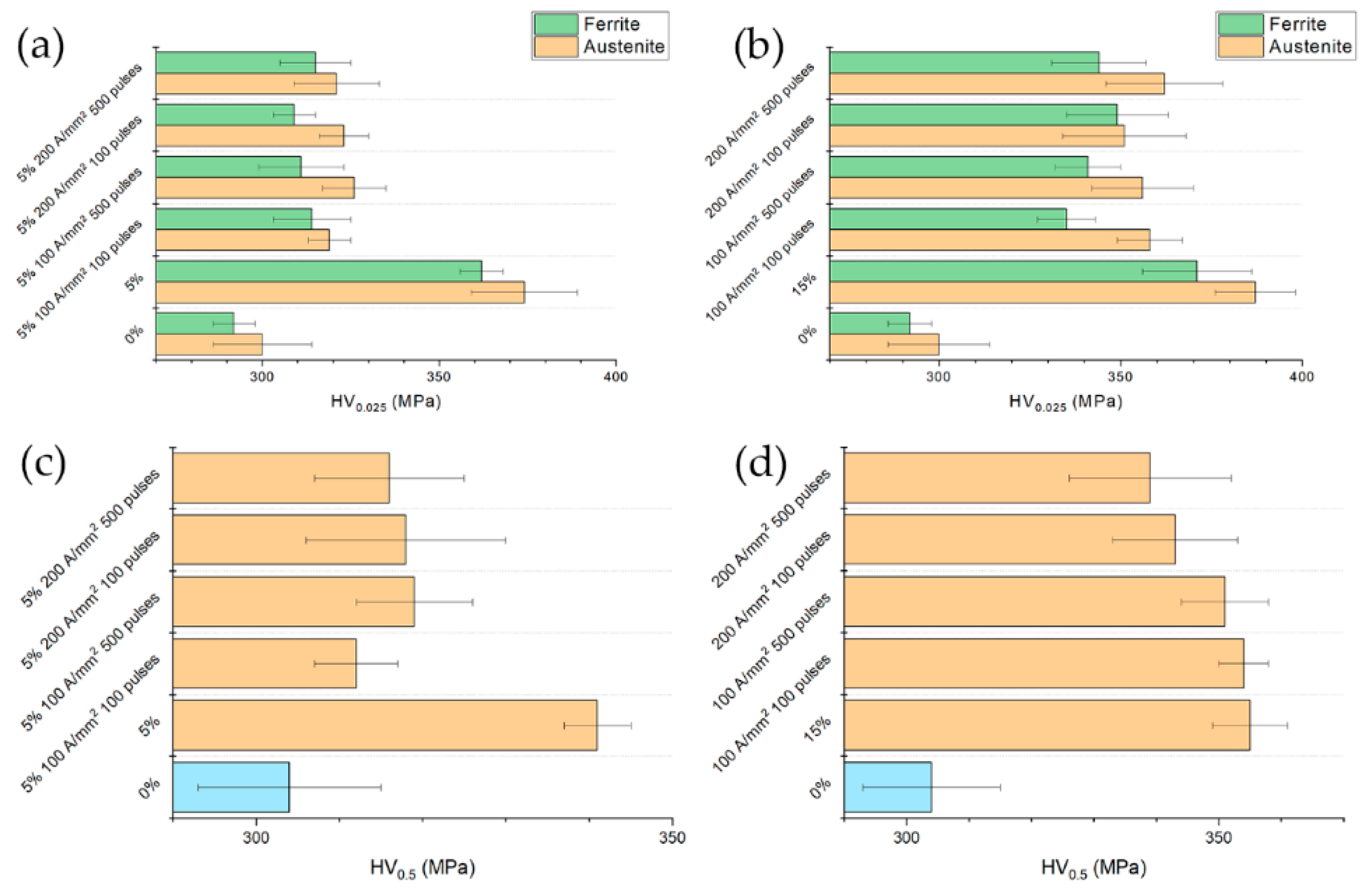
3.4. Microhardness
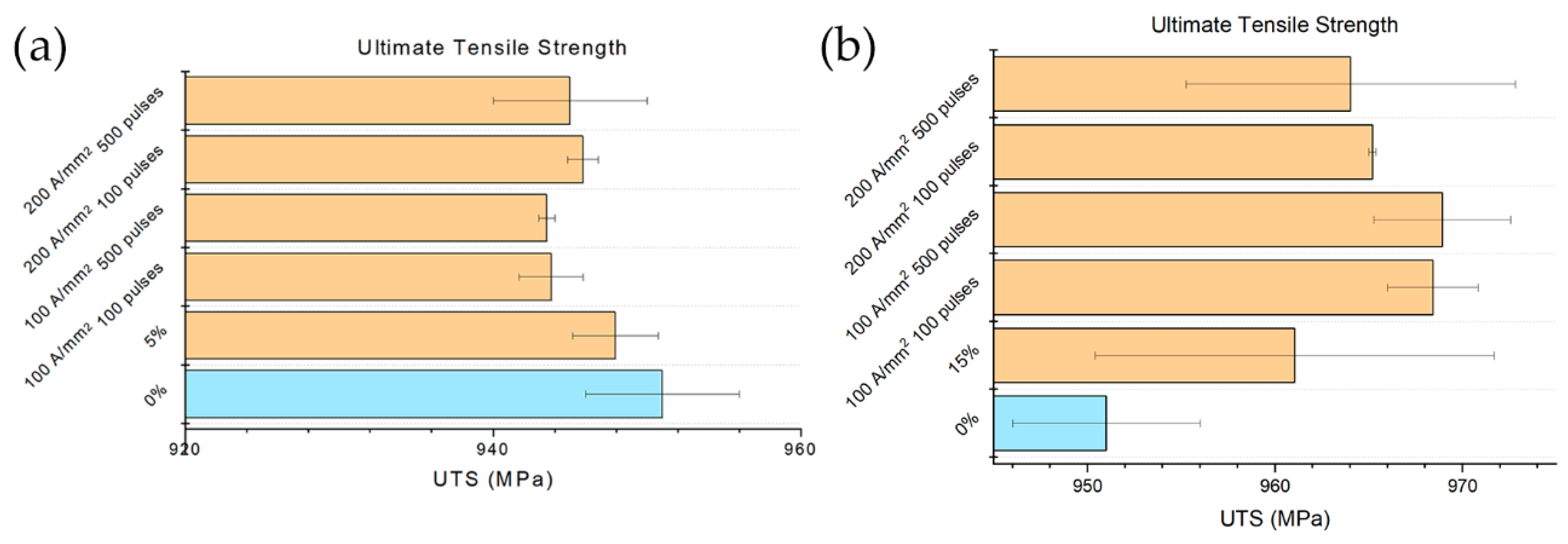
3.5. Ultimate Tensile Strength and Yield Stress
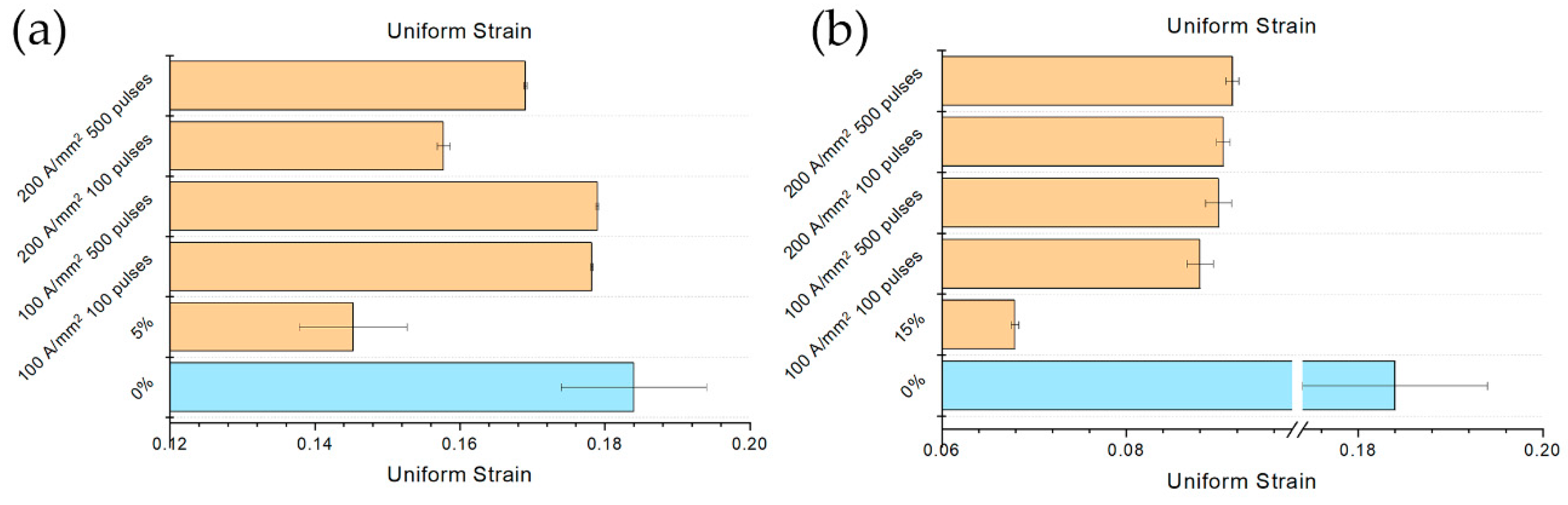
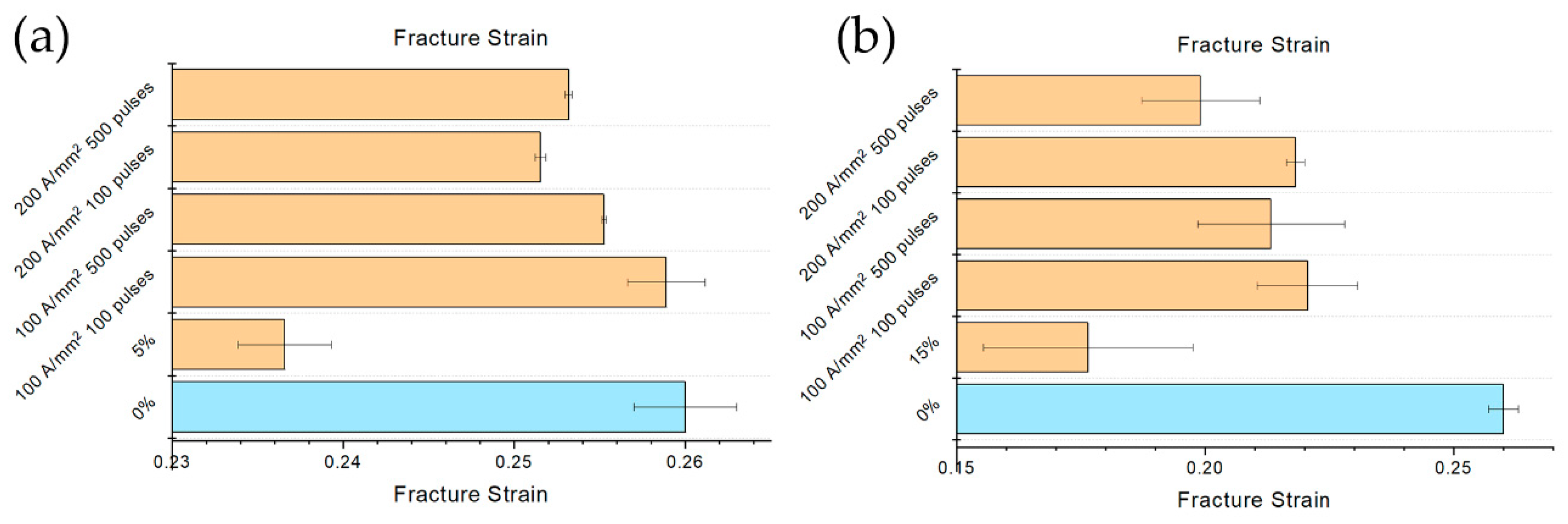
3.6. Uniform and Fracture Strain
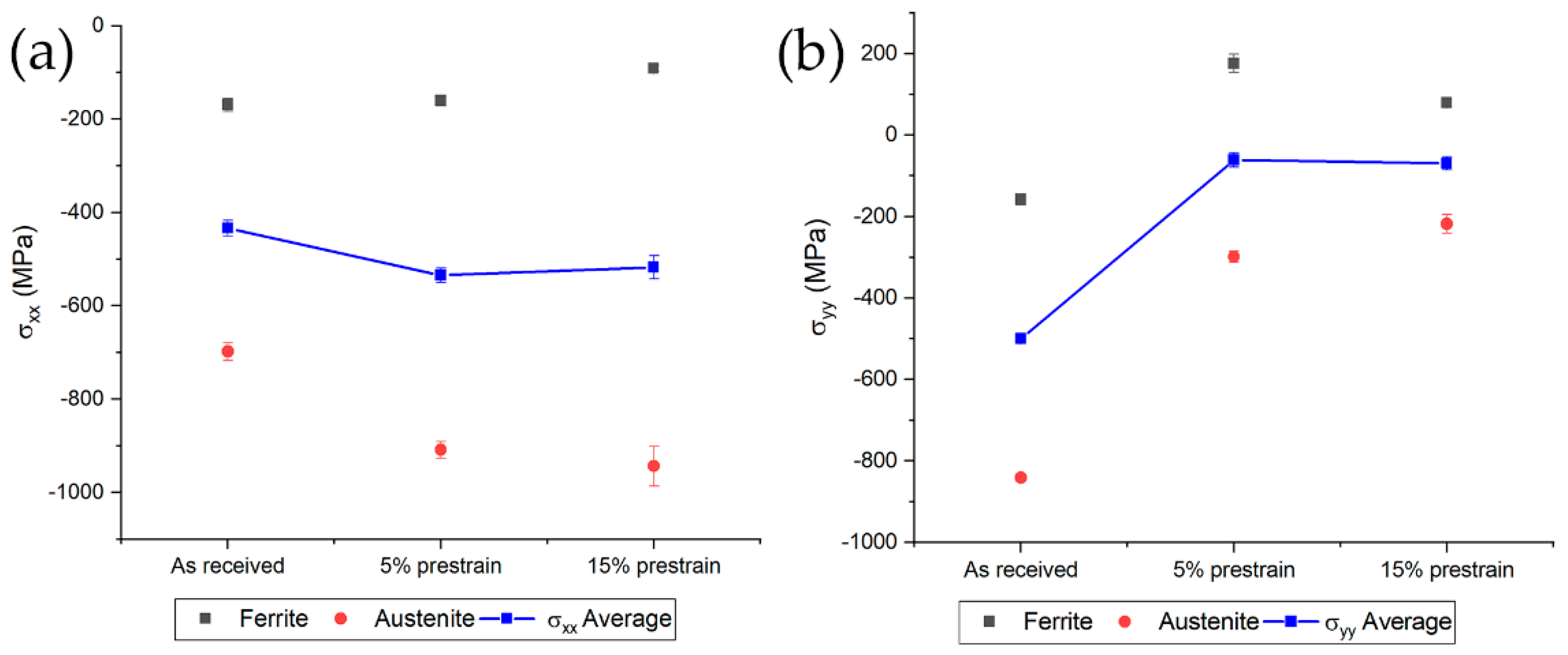
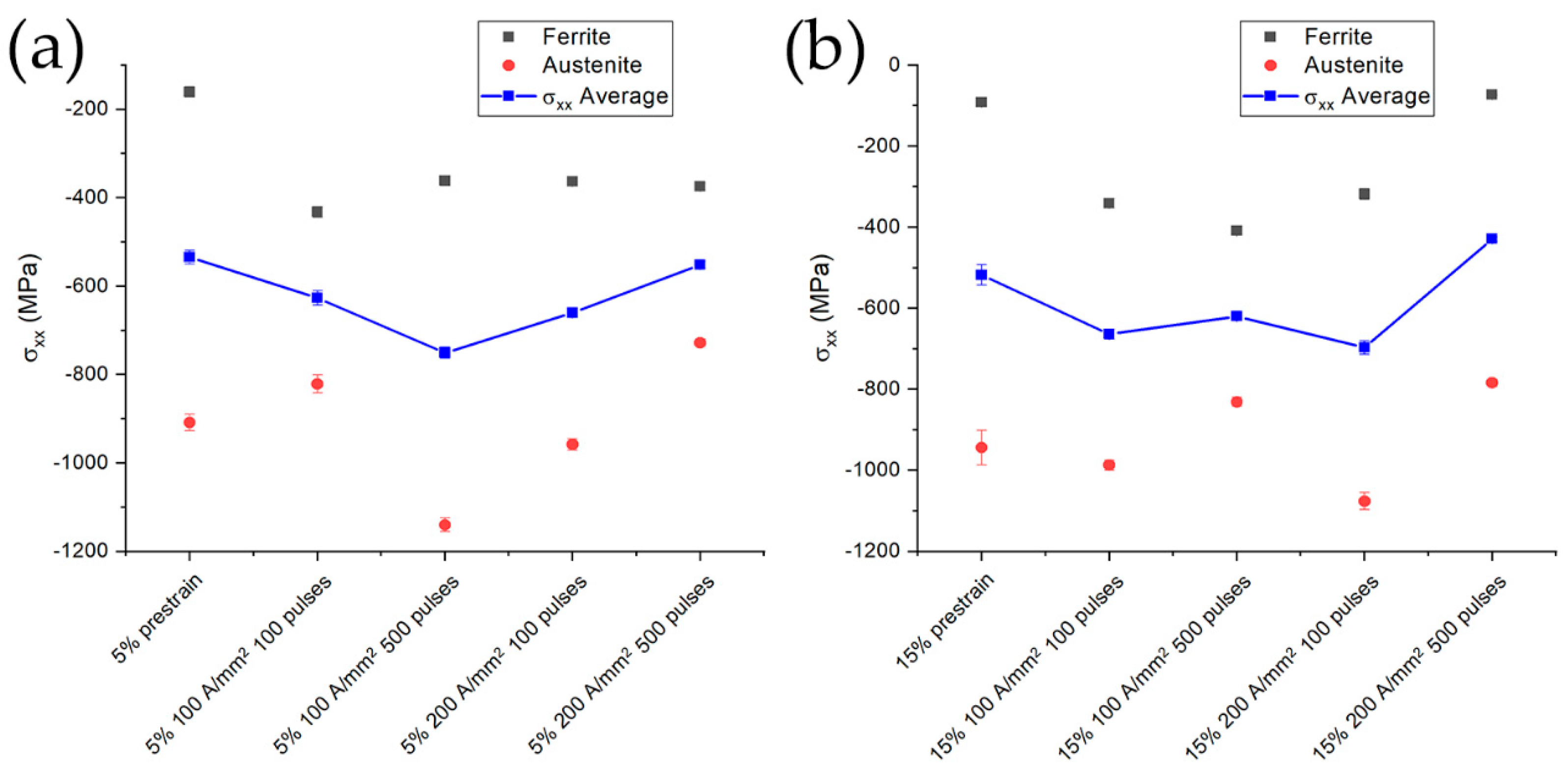
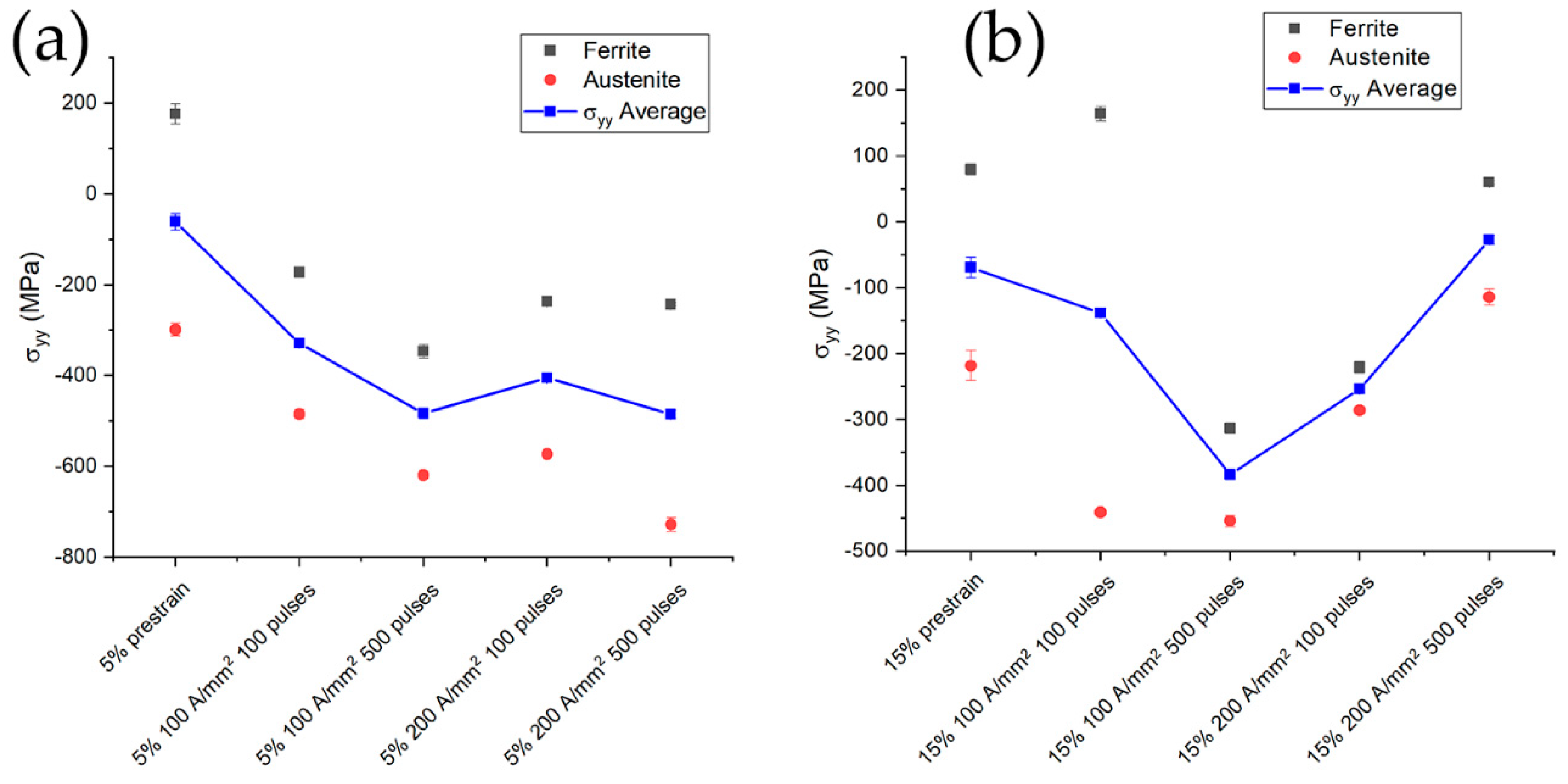
3.7. Residual Stresses
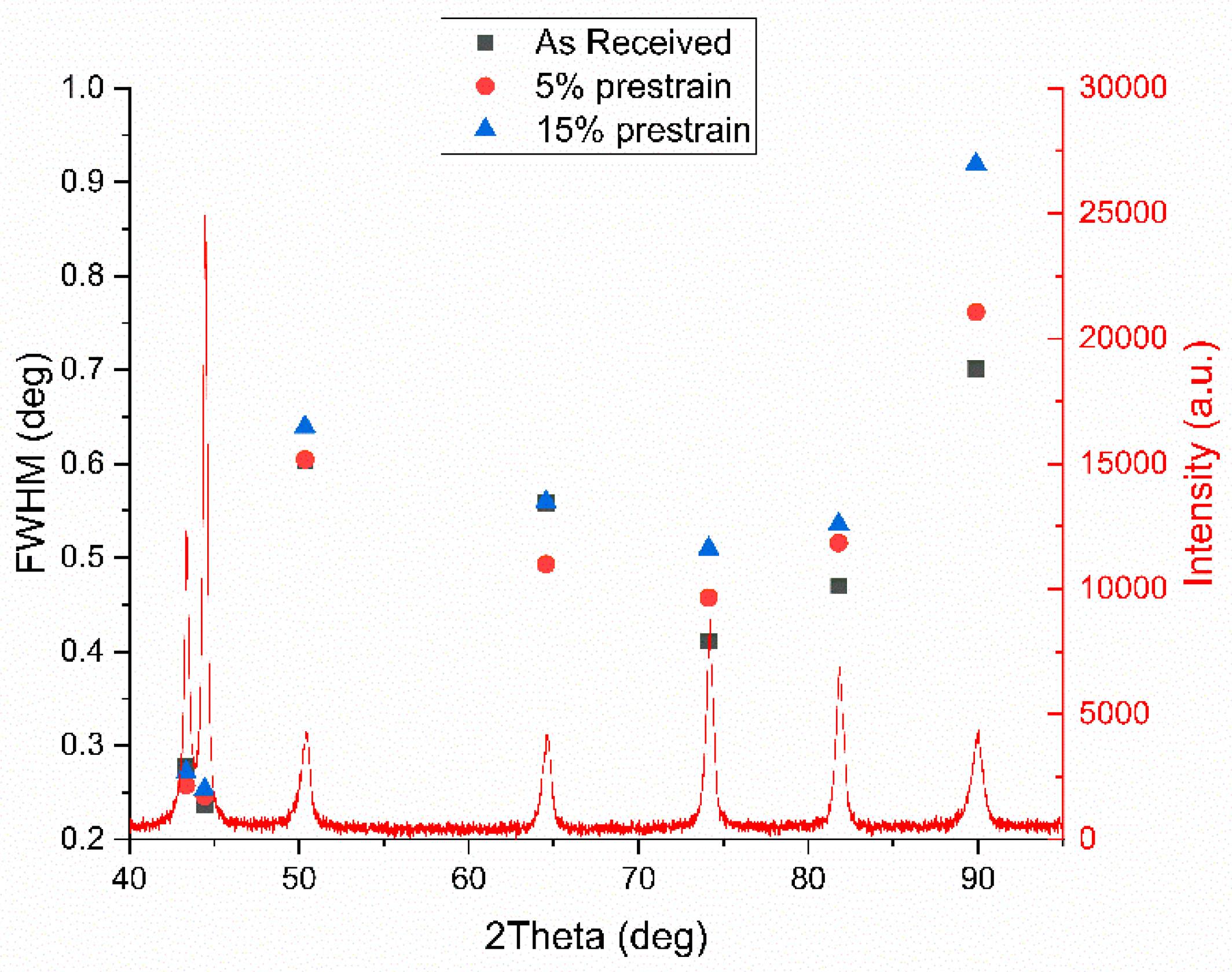
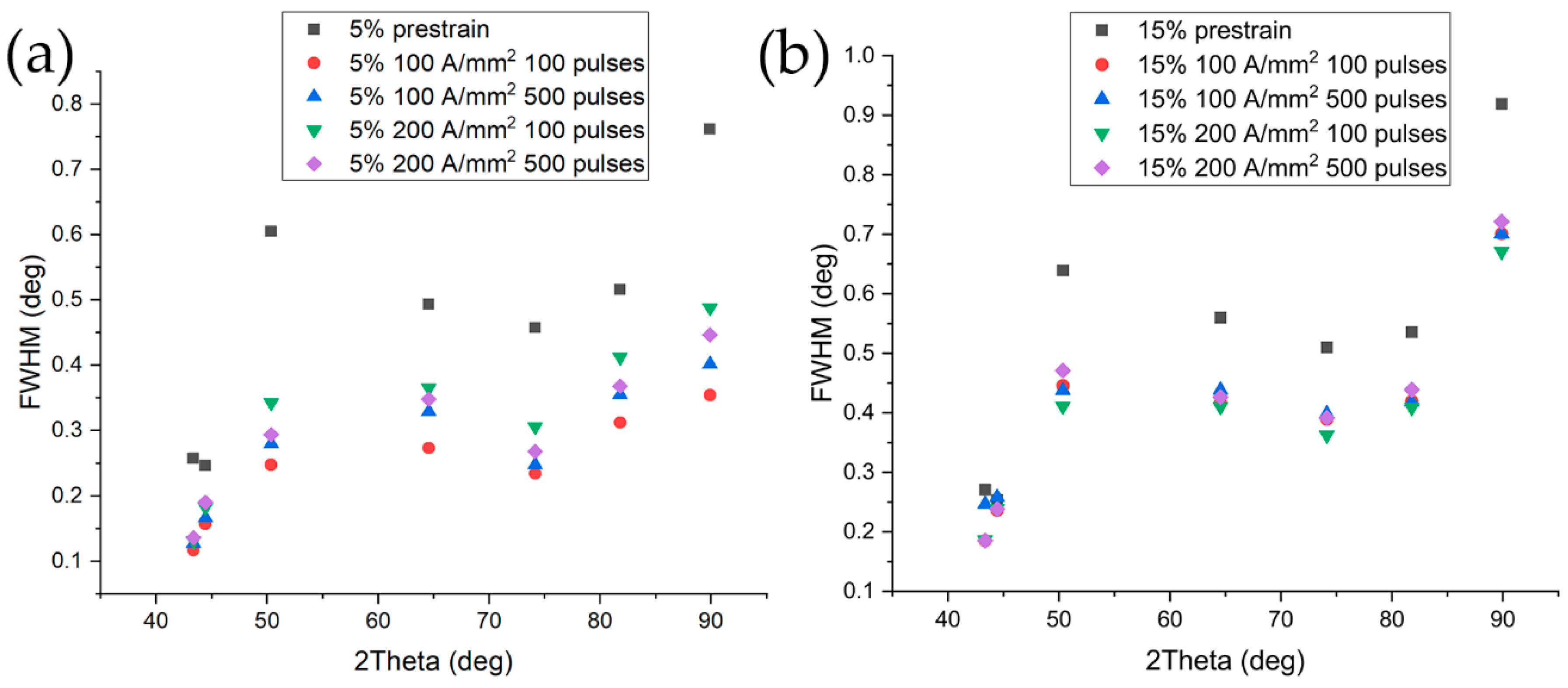
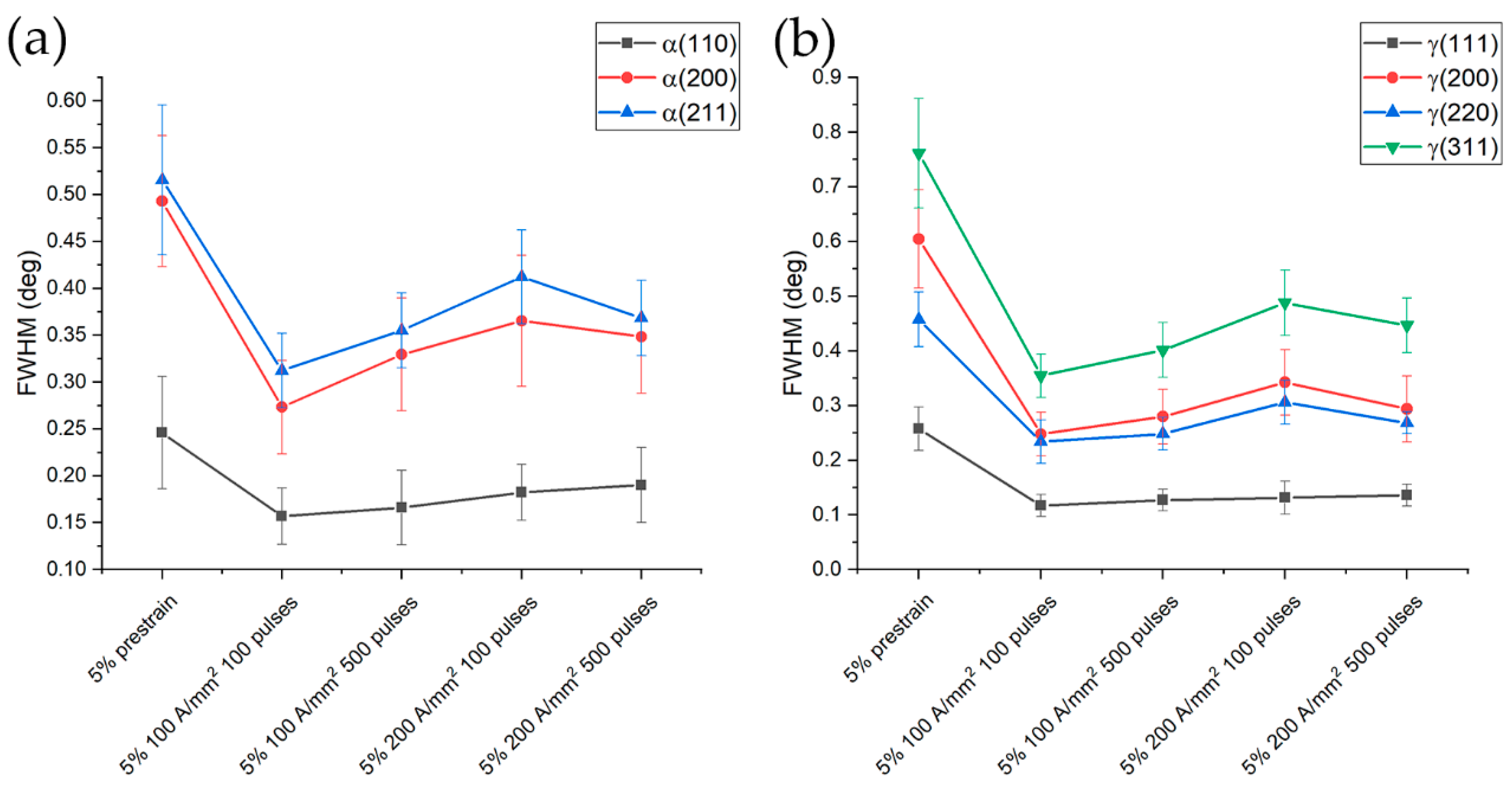
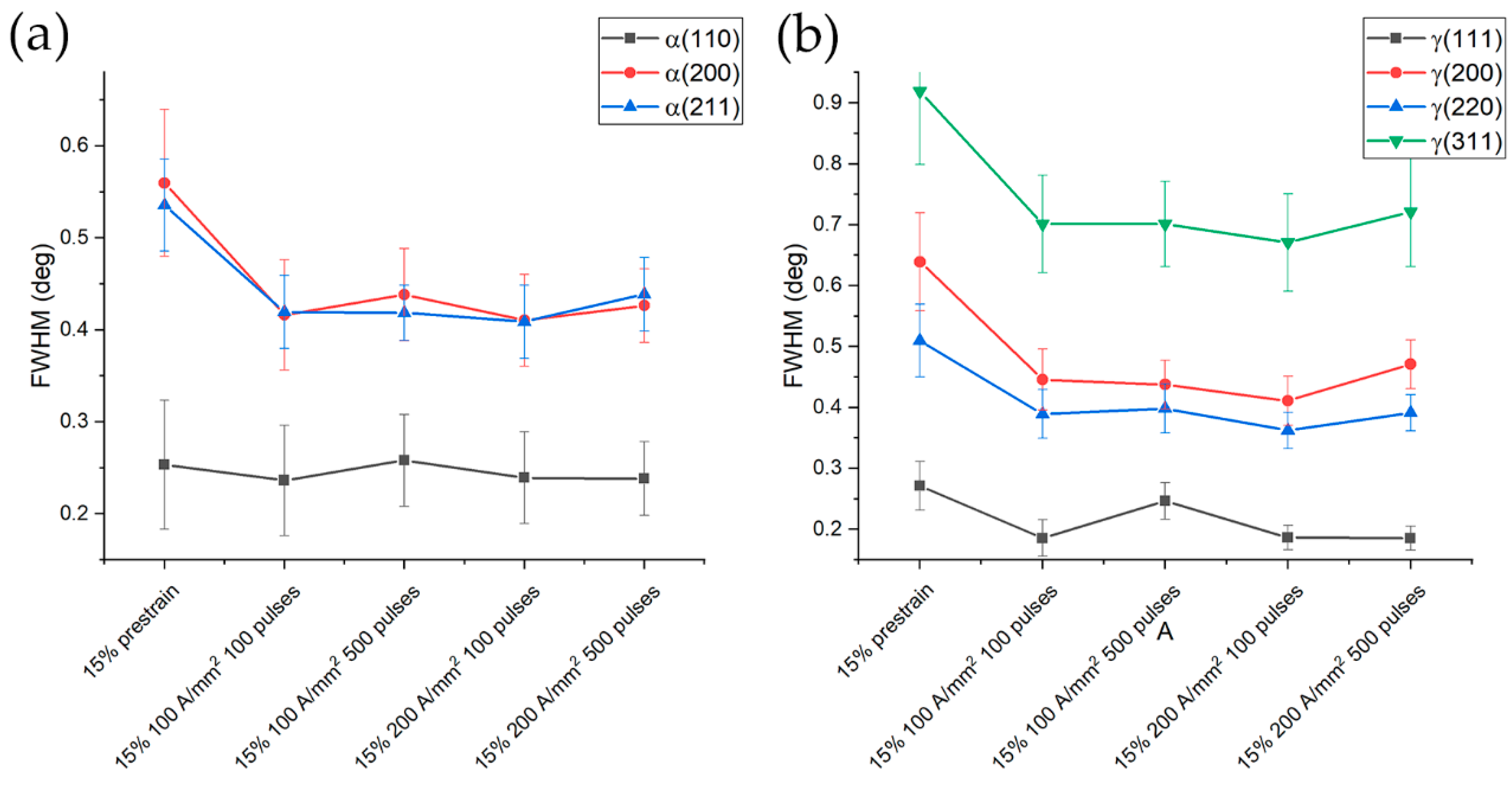
3.8. X-ray Diffraction
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gunn, R. Duplex Stainless Steels; Abington publishing: Cambridge, UK, 1997; ISBN 9781884207617. [Google Scholar]
- Nilsson, J.O. The physical metallurgy of duplex stainless steels. In Duplex Stainless Steels; Nilsson, J.O., Ed.; KCI Publishing: Maastricht, The Netherlands, 1997; pp. 73–82. [Google Scholar]
- Nilsson, J.-O. Super duplex stainless steels. Mater. Sci. Technol. 1992, 8, 685–700. [Google Scholar] [CrossRef]
- Chan, K.W.; Tjong, S.C. Effect of secondary phase precipitation on the corrosion behavior of duplex stainless steels. Materials 2014, 7, 5268–5304. [Google Scholar] [CrossRef] [PubMed]
- Pérez, A.F.M.; Breda, M.; Calliari, I.; Medina, G.Y.P.; Sandström, R. Detrimental Cr-rich Phases Precipitation on SAF 2205 Duplex Stainless Steels Welds After Heat Treatment. Soldag. Inspeção 2016, 21, 165–171. [Google Scholar] [CrossRef]
- Kısasöz, A.; Özer, G.; Karaaslan, A. Effect of secondary phases on 475 °C embrittlement of 1.4462 and 1.4501 duplex stainless steels at short-term heat treatment conditions. Mater. Res. Express 2019, 6, 116595. [Google Scholar] [CrossRef]
- Gennari, C.; Pezzato, L.; Piva, E.; Gobbo, R.; Calliari, I. Influence of small amount and different morphology of secondary phases on impact toughness of UNS S32205 Duplex Stainless Steel. Mater. Sci. Eng. A 2018, 729, 149–156. [Google Scholar] [CrossRef]
- Calliari, I.; Pellizzari, M.; Zanellato, M.; Ramous, E. The phase stability in Cr-Ni and Cr-Mn duplex stainless steels. J. Mater. Sci. 2011, 46, 6916–6924. [Google Scholar] [CrossRef]
- Marques, I.J.; de Albuquerque Vicente, A.; Tenório, J.A.S.; de Abreu Santos, T.F. Double Kinetics of Intermetallic Phase Precipitation in UNS S32205 Duplex Stainless Steels Submitted to Isothermal Heat Treatment. Mater. Res. 2017, 20, 1–7. [Google Scholar] [CrossRef]
- Haghdadi, N.; Cizek, P.; Hodgson, P.D.; Beladi, H. Microstructure dependence of impact toughness in duplex stainless steels. Mater. Sci. Eng. A 2019, 745, 369–378. [Google Scholar] [CrossRef]
- Elmer, J.; Palmer, T.; Specht, E. Direct Observations of Sigma Phase Formation in Duplex Stainless Steels using In Situ Synchrotron X-ray Diffraction. Metall. Trans. A 2007, 38, 464–475. [Google Scholar] [CrossRef]
- Pohl, M.; Storz, O.; Glogowski, T. Effect of intermetallic precipitations on the properties of duplex stainless steel. Mater. Charact. 2007, 58, 65–71. [Google Scholar] [CrossRef]
- Michalska, J.; Sozańska, M. Qualitative and quantitative analysis of σ and χ phases in 2205 duplex stainless steel. Mater. Charact. 2006, 56, 355–362. [Google Scholar] [CrossRef]
- Machlin, E.S. Applied voltage and the plastic properties of “brittle” rock salt. J. Appl. Phys. 1959, 30, 1109–1110. [Google Scholar] [CrossRef]
- Ruszkiewicz, B.J.; Mears, L.; Roth, J.T. Investigation of Heterogeneous Joule Heating as the Explanation for the Transient Electroplastic Stress Drop in Pulsed Tension of 7075-T6 Aluminum. J. Manuf. Sci. Eng. 2018, 140, 091014. [Google Scholar] [CrossRef]
- Zheng, Y.S.; Tang, G.Y.; Kuang, J.; Zheng, X.P. Effect of electropulse on solid solution treatment of 6061 aluminum alloy. J. Alloys Compd. 2014, 615, 849–853. [Google Scholar] [CrossRef]
- Ghiotti, A.; Bruschi, S.; Simonetto, E.; Gennari, C.; Calliari, I.; Bariani, P. Electroplastic effect on AA1050 aluminium alloy formability. CIRP Ann. 2018, 67, 289–292. [Google Scholar] [CrossRef]
- Magargee, J.; Morestin, F.; Cao, J. Characterization of Flow Stress for Commercially Pure Titanium Subjected to Electrically Assisted Deformation. J. Eng. Mater. Technol. 2013, 135, 041003. [Google Scholar] [CrossRef]
- Stolyarov, V.V. Influence of chemical and phase composition on the emergence of the electroplastic effect in titanium alloys. Bull. Russ. Acad. Sci. Phys. 2014, 78, 234–236. [Google Scholar] [CrossRef]
- Ye, X.; Tse, Z.T.H.; Tang, G.; Song, G. Effect of High-Energy Electropulsing on the Phase Transition and Mechanical Properties of Two-Phase Titanium Alloy Strips. Adv. Eng. Mater. 2015, 17, 995–1007. [Google Scholar] [CrossRef]
- Xie, H.Y.; Wang, Q.; Peng, F.; Liu, K.; Dong, X.H.; Wang, J.F. Electroplastic effect in AZ31B magnesium alloy sheet through uniaxial tensile tests. Trans. Nonferrous Met. Soc. China 2015, 25, 2686–2692. [Google Scholar] [CrossRef]
- Jones, J.J.; Mears, L.; Roth, J.T. Electrically-Assisted Forming of Magnesium AZ31: Effect of Current Magnitude and Deformation Rate on Forgeability. J. Manuf. Sci. Eng. 2012, 134, 034504. [Google Scholar] [CrossRef]
- Wang, X.; Sánchez Egea, A.; Xu, J.; Meng, X.; Wang, Z.; Shan, D.; Guo, B.; Cao, J. Current-Induced Ductility Enhancement of a Magnesium Alloy AZ31 in Uniaxial Micro-Tension Below 373 K. Materials 2018, 12, 111. [Google Scholar] [CrossRef] [PubMed]
- Gennari, C.; Pezzato, L.; Simonetto, E.; Gobbo, R.; Forzan, M.; Calliari, I. Investigation of Electroplastic Effect on Four Grades of Duplex Stainless Steels. Materials 2019, 12, 1911. [Google Scholar] [CrossRef] [PubMed]
- Sánchez Egea, A.; Peiró, J.J.; Signorelli, J.W.; González Rojas, H.A.; Celentano, D.J. On the microstructure effects when using electropulsing versus furnace treatments while drawing inox 308L. J. Mater. Res. Technol. 2019, 8, 2269–2279. [Google Scholar] [CrossRef]
- Breda, M.; Calliari, I.; Bruschi, S.; Forzan, M.; Ghiotti, A.; Michieletto, F.; Spezzapria, M.; Gennari, C. Influence of stacking fault energy in electrically assisted uniaxial tension of FCC metals. Mater. Sci. Technol. 2017, 33, 317–325. [Google Scholar] [CrossRef]
- Luu, V.T.; Dinh, T.K.A.; Das, H.; Kim, J.; Hong, S.; Sung, H.; Han, H.N. Diffusion Enhancement during Electrically Assisted Brazing of Ferritic Stainless Steel Alloys. Int. J. Precis. Eng. Manuf. Technol. 2018, 5, 613–621. [Google Scholar] [CrossRef]
- Ben, D.D.; Yang, H.J.; Ma, Y.R.; Shao, X.H.; Pang, J.C.; Zhang, Z.F. Rapid hardening of AISI 4340 steel induced by electropulsing treatment. Mater. Sci. Eng. A 2018, 725, 28–32. [Google Scholar] [CrossRef]
- Guan, L.; Tang, G. Effect of electroplastic treatment on microstructure and texture changes of a cold rolling AZ31 strip. MRS Proc. 2009, 1170, 1170-R05-15. [Google Scholar] [CrossRef]
- Xiang, S.; Zhang, X. Residual Stress Removal Under Pulsed Electric Current. Acta Metall. Sin. 2020, 33, 281–289. [Google Scholar] [CrossRef]
- Luu, V.; Nguyen, T.; Hong, S.-T.; Jeong, H.-J.; Han, H. Feasibility of a Two-Stage Forming Process of 316L Austenitic Stainless Steels with Rapid Electrically Assisted Annealing. Metals 2018, 8, 815. [Google Scholar] [CrossRef]
- Sánchez Egea, A.; González Rojas, H.A.; Celentano, D.J.; Travieso-Rodríguez, J.A.; Llumà i Fuentes, J. Electroplasticity-assisted bottom bending process. J. Mater. Process. Technol. 2014, 214, 2261–2267. [Google Scholar] [CrossRef]
- Kravchenko, V.Y. Effect of directed electron beam on moving dislocations. Sov. Phys. JETP 1967, 24, 1135–1142. [Google Scholar]
- Molotskii, M.I.; Kris, R.E.; Fleurov, V. Internal friction of dislocations in a magnetic field. Phys. Rev. B 1995, 51, 12531–12536. [Google Scholar] [CrossRef] [PubMed]
- Ho, P.S. Solute Effects on Electromigration. Phys. Rev. B 1973, 8, 4534–4539. [Google Scholar] [CrossRef]
- Dolinsky, Y.; Elperin, T. Thermodynamics of phase transitions in current-carrying conductors. Phys. Rev. B 1993, 47, 14778. [Google Scholar] [CrossRef] [PubMed]
- Dolinsky, Y.; Elperin, T. Thermodynamics of nucleation in current-carrying conductors. Phys. Rev. B 1994, 50, 52–58. [Google Scholar] [CrossRef] [PubMed]
- Zhao, J.; Wang, G.X.; Dong, Y.; Ye, C. Multiscale modeling of localized resistive heating in nanocrystalline metals subjected to electropulsing. J. Appl. Phys. 2017, 122, 085101. [Google Scholar] [CrossRef]
- Rahnama, A.; Qin, R. Room temperature texturing of austenite/ferrite steel by electropulsing. Sci. Rep. 2017, 7, 42732. [Google Scholar] [CrossRef]
- Johansson, J.; Odén, M.; Zeng, X.-H. Evolution of the residual stress state in a duplex stainless steel during loading. Acta Mater. 1999, 47, 2669–2684. [Google Scholar] [CrossRef]
- Williamson, G.K.; Smallman, R.E., III. Dislocation densities in some annealed and cold-worked metals from measurements on the X-ray Debye-Scherrer spectrum. Philos. Mag. 1956, 1, 34–46. [Google Scholar] [CrossRef]
- Scardi, P.; Leoni, M. Whole powder pattern modelling. Acta Crystallogr. Sect. A Found. Crystallogr. 2002, 58, 190–200. [Google Scholar] [CrossRef]
- Ungár, T. Microstructural parameters from X-ray diffraction peak broadening. Scr. Mater. 2004, 51, 777–781. [Google Scholar] [CrossRef]
- Williamson, G.K.; Smallman, R.E. X-ray extinction and the effect of cold work on integrated intensities. Proc. Phys. Soc. Sect. B 1955, 68, 577–585. [Google Scholar] [CrossRef]
- Lutterotti, L. Total pattern fitting for the combined size-strain-stress-texture determination in thin film diffraction. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. Atoms 2010, 268, 334–340. [Google Scholar] [CrossRef]
- Balzar, D. X-ray Diffraction Line Broadening: Modeling and Applications to High-Tc Superconductors. J. Res. Natl. Inst. Stand. Technol. 1993, 98, 321–353. [Google Scholar] [CrossRef] [PubMed]
- Williamson, G.K.; Hall, W.H. X-ray line broadening from filed aluminium and wolfram. Acta Metall. 1953, 1, 22–31. [Google Scholar] [CrossRef]
- Pramanik, S.; Bera, S.; Ghosh, S.K. Influence of cold rolling on microstructural evolution in 2205 duplex stainless steel. Steel Res. Int. 2014, 85, 776–783. [Google Scholar] [CrossRef]
- Reick, W.; Pohl, M.; Padilha, A.F. Determination of stacking fault energy of austenite in a duplex stainless steel. Steel Res. 1996, 67, 253–256. [Google Scholar] [CrossRef]
- Pan, L.; He, W.; Gu, B. Non-uniform carbon segregation induced by electric current pulse under residual stresses. J. Mater. Process. Technol. 2015, 226, 247–254. [Google Scholar] [CrossRef]
- Conrad, H. Effects of electric current on solid state phase transformations in metals. Mater. Sci. Eng. A 2000, 287, 227–237. [Google Scholar] [CrossRef]
- Park, G.D.; Tran, V.L.; Hong, S.T.; Jeong, Y.H.; Yeo, T.S.; Nam, M.J.; Kim, M.J.; Jin, S.W.; Han, H.N. Electrically assisted stress relief annealing of automotive springs. J. Mech. Sci. Technol. 2017, 31, 3943–3948. [Google Scholar] [CrossRef]
- Sheng, Y.; Hua, Y.; Wang, X.; Zhao, X.; Chen, L.; Zhou, H.; Wang, J.; Berndt, C.C.; Li, W. Application of High-Density Electropulsing to Improve the Performance of Metallic Materials: Mechanisms, Microstructure and Properties. Materials 2018, 11, 185. [Google Scholar] [CrossRef]
- Bargel, H.-J.; Schulze, G. Werkstoffkunde; Springer: Berlin/Heidelberg, Germany, 2008; ISBN 354079297X. [Google Scholar]
- Serre, I.; Salazar, D.; Vogt, J.B. Atomic force microscopy investigation of surface relief in individual phases of deformed duplex stainless steel. Mater. Sci. Eng. A 2008, 492, 428–433. [Google Scholar] [CrossRef]
- Haghdadi, N.; Cizek, P.; Hodgson, P.D.; Tari, V.; Rohrer, G.S.; Beladi, H. Effect of ferrite-to-austenite phase transformation path on the interface crystallographic character distributions in a duplex stainless steel. Acta Mater. 2018, 145, 196–209. [Google Scholar] [CrossRef]
- Gunn, R.N. Duplex Stainless Steels: Microstructure, Properties and Applications, 1st ed.; Gunn, R.N., Ed.; Woodhead: Sawston/Cambridge, UK, 1997; ISBN 9781855733183. [Google Scholar]
- Tiwari, G.P.; Ramanujan, R.V. The relation between the electron to atom ratio and some properties of metallic systems. J. Mater. Sci. 2001, 36, 271–283. [Google Scholar] [CrossRef]
- Ho, P.S.; Kwok, T. Electromigration in metals. Rep. Prog. Phys. 1989, 52, 301–348. [Google Scholar] [CrossRef]
- Lin, S.K.; Liu, Y.C.; Chiu, S.J.; Liu, Y.T.; Lee, H.Y. The electromigration effect revisited: Non-uniform local tensile stress-driven diffusion. Sci. Rep. 2017, 7, 3082. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel Grade | C | Si | Mn | Cr | Ni | Mo | Cu | W | P | S | N |
|---|---|---|---|---|---|---|---|---|---|---|---|
| UNS S32750 | 0.018 | 0.26 | 0.84 | 25.08 | 6.88 | 3.82 | 0.17 | - | 0.019 | 0.0010 | 0.294 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gennari, C.; Pezzato, L.; Tarabotti, G.; Zambon, A.; Di Schino, A.; Calliari, I. Influence of Electropulsing Treatments on Mechanical Properties of UNS S32750 Duplex Stainless Steel. Materials 2020, 13, 1613. https://doi.org/10.3390/ma13071613
Gennari C, Pezzato L, Tarabotti G, Zambon A, Di Schino A, Calliari I. Influence of Electropulsing Treatments on Mechanical Properties of UNS S32750 Duplex Stainless Steel. Materials. 2020; 13(7):1613. https://doi.org/10.3390/ma13071613
Chicago/Turabian StyleGennari, Claudio, Luca Pezzato, Gianmarco Tarabotti, Andrea Zambon, Andrea Di Schino, and Irene Calliari. 2020. "Influence of Electropulsing Treatments on Mechanical Properties of UNS S32750 Duplex Stainless Steel" Materials 13, no. 7: 1613. https://doi.org/10.3390/ma13071613
APA StyleGennari, C., Pezzato, L., Tarabotti, G., Zambon, A., Di Schino, A., & Calliari, I. (2020). Influence of Electropulsing Treatments on Mechanical Properties of UNS S32750 Duplex Stainless Steel. Materials, 13(7), 1613. https://doi.org/10.3390/ma13071613