Enhancing Hardness and Wear Performance of Laser Additive Manufactured Ti6Al4V Alloy Through Achieving Ultrafine Microstructure

Abstract
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
3. Results
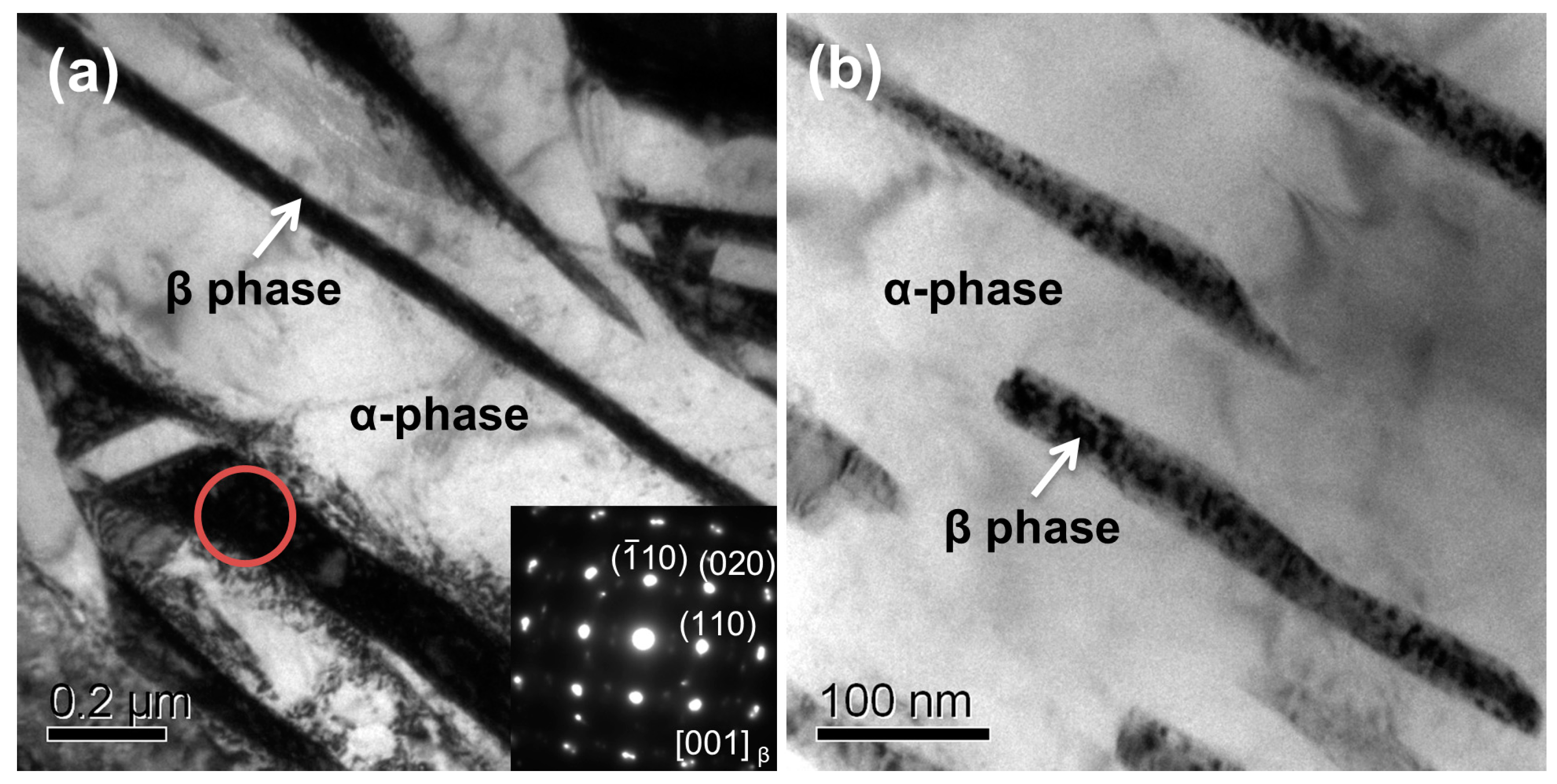
3.1. Phase Identification
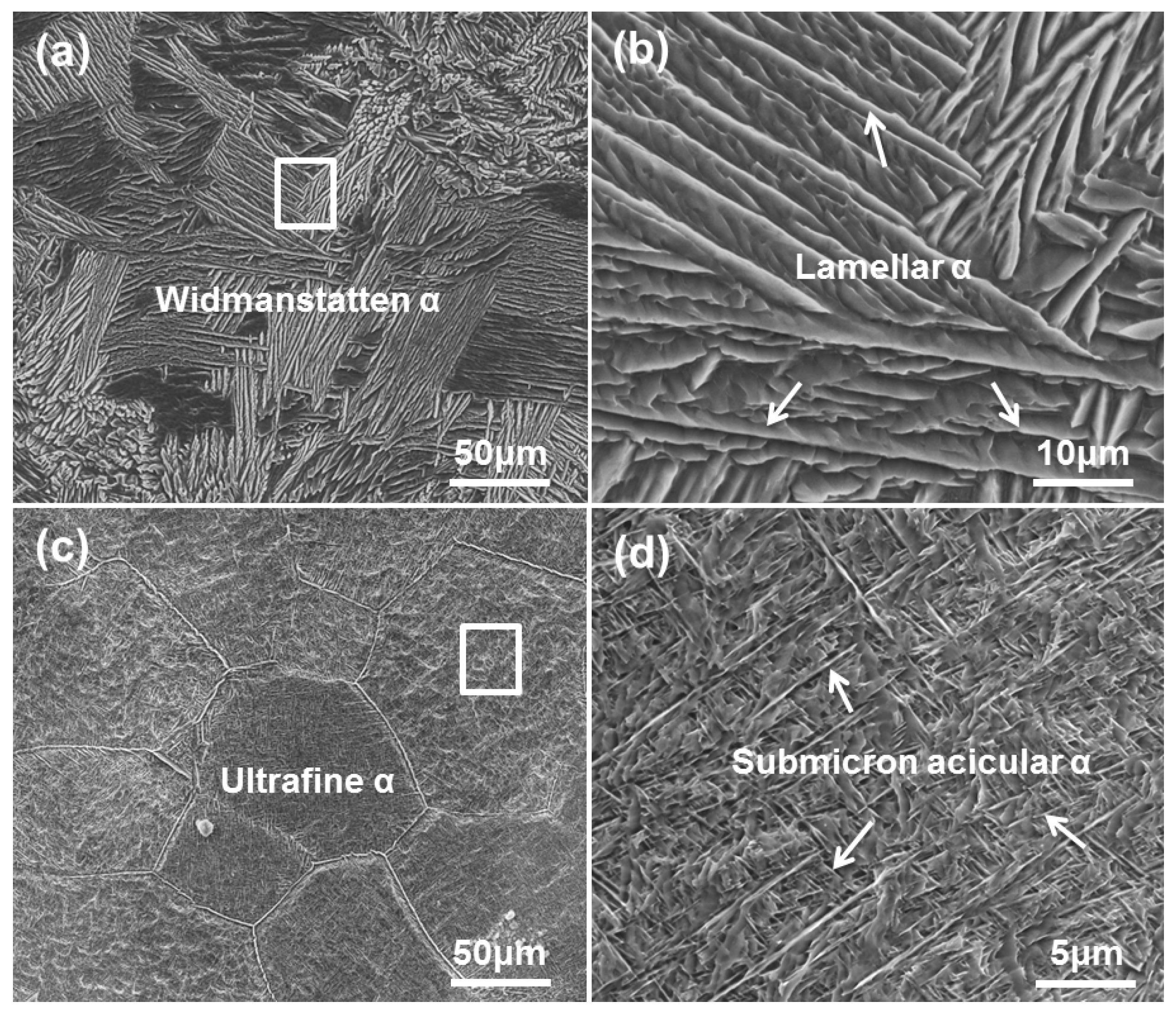
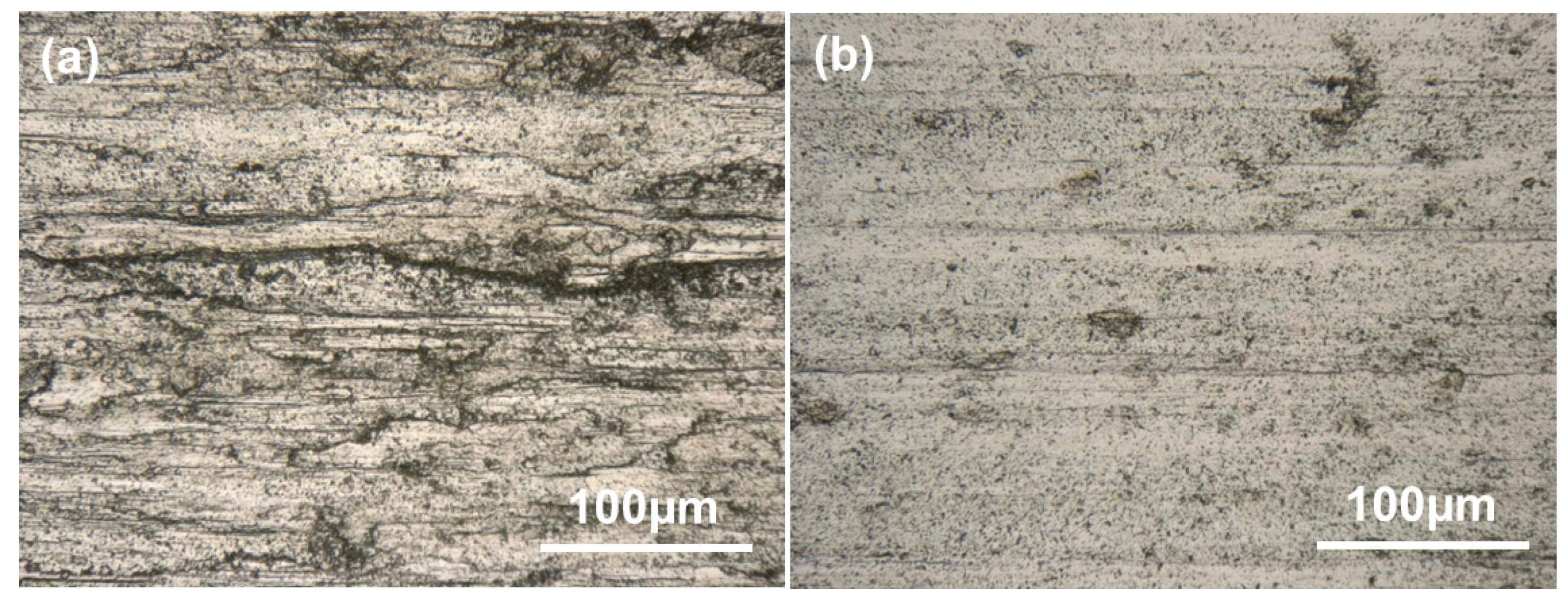
3.2. Microstructure of the as-Fabricated Samples
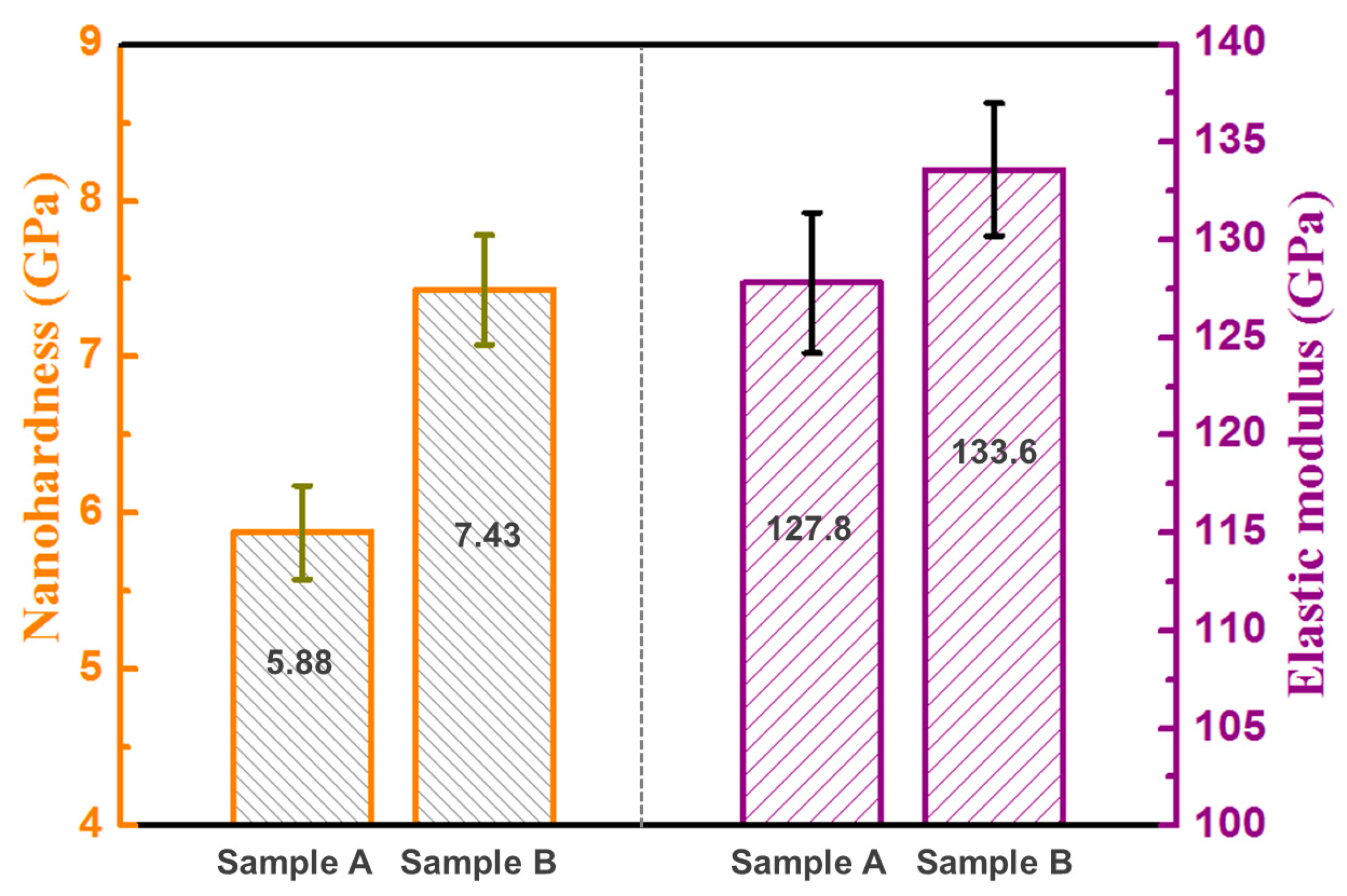
3.3. Nano-hardness and Elastic Modulus
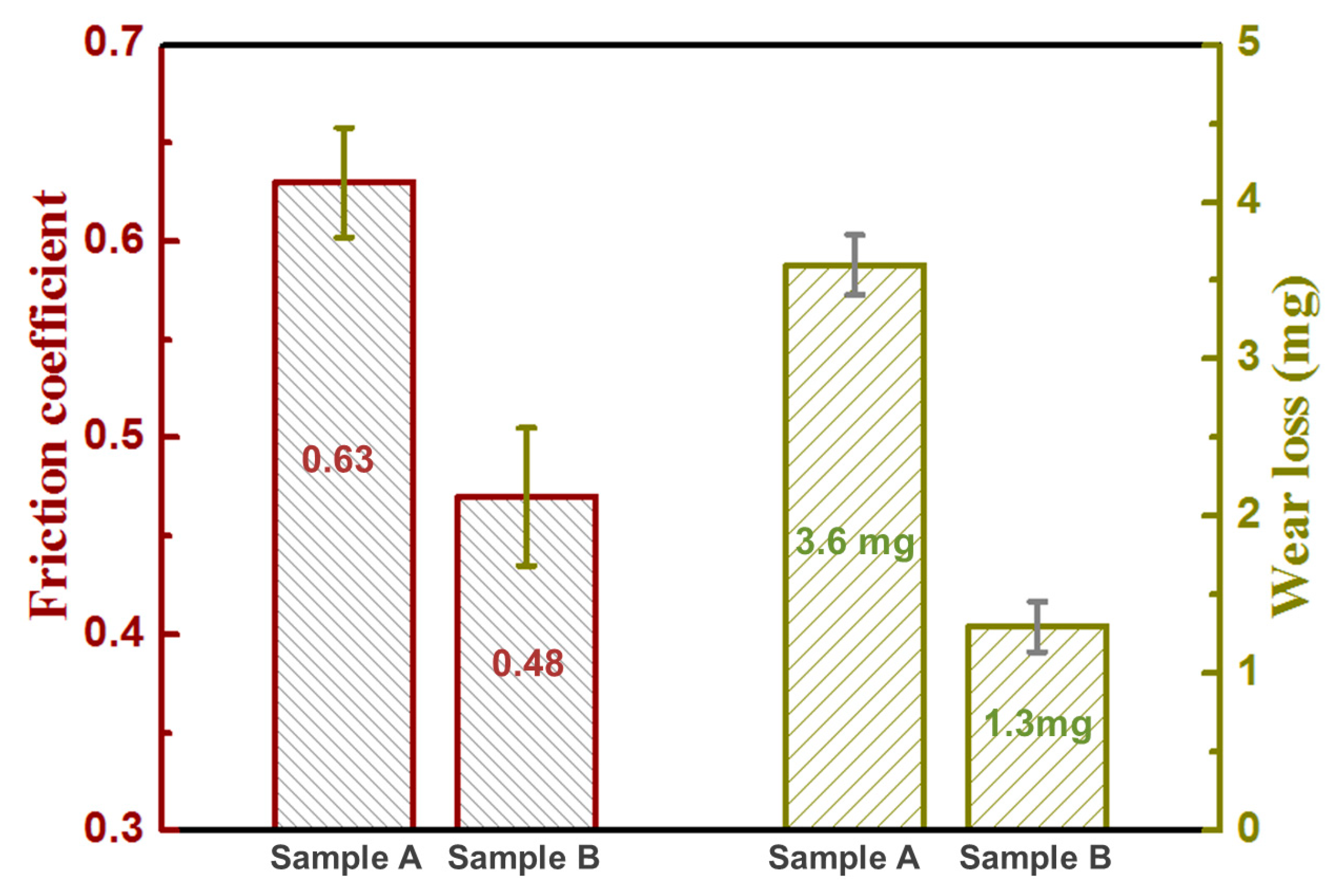
3.4. Wear Performance
4. Discussion
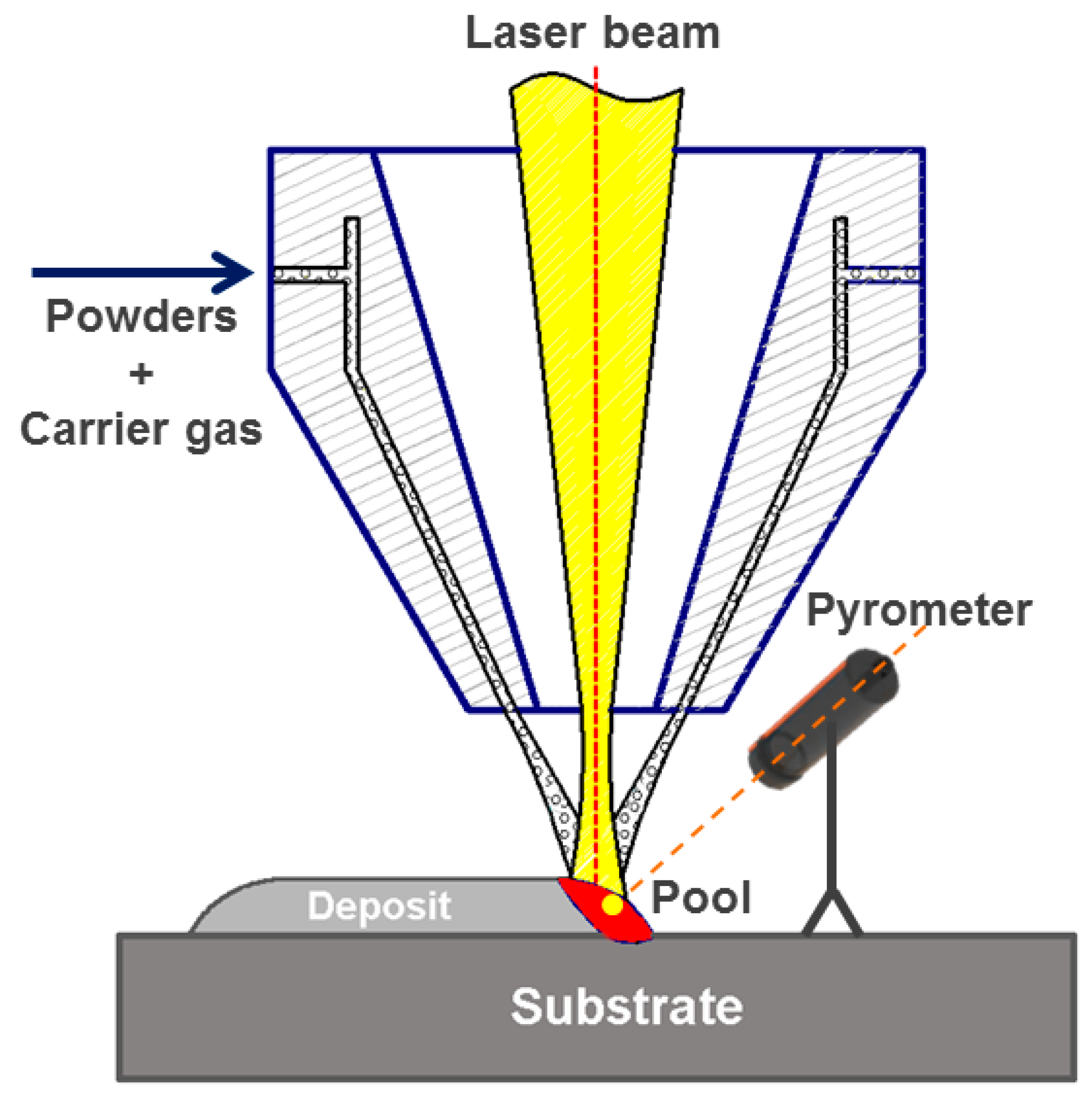
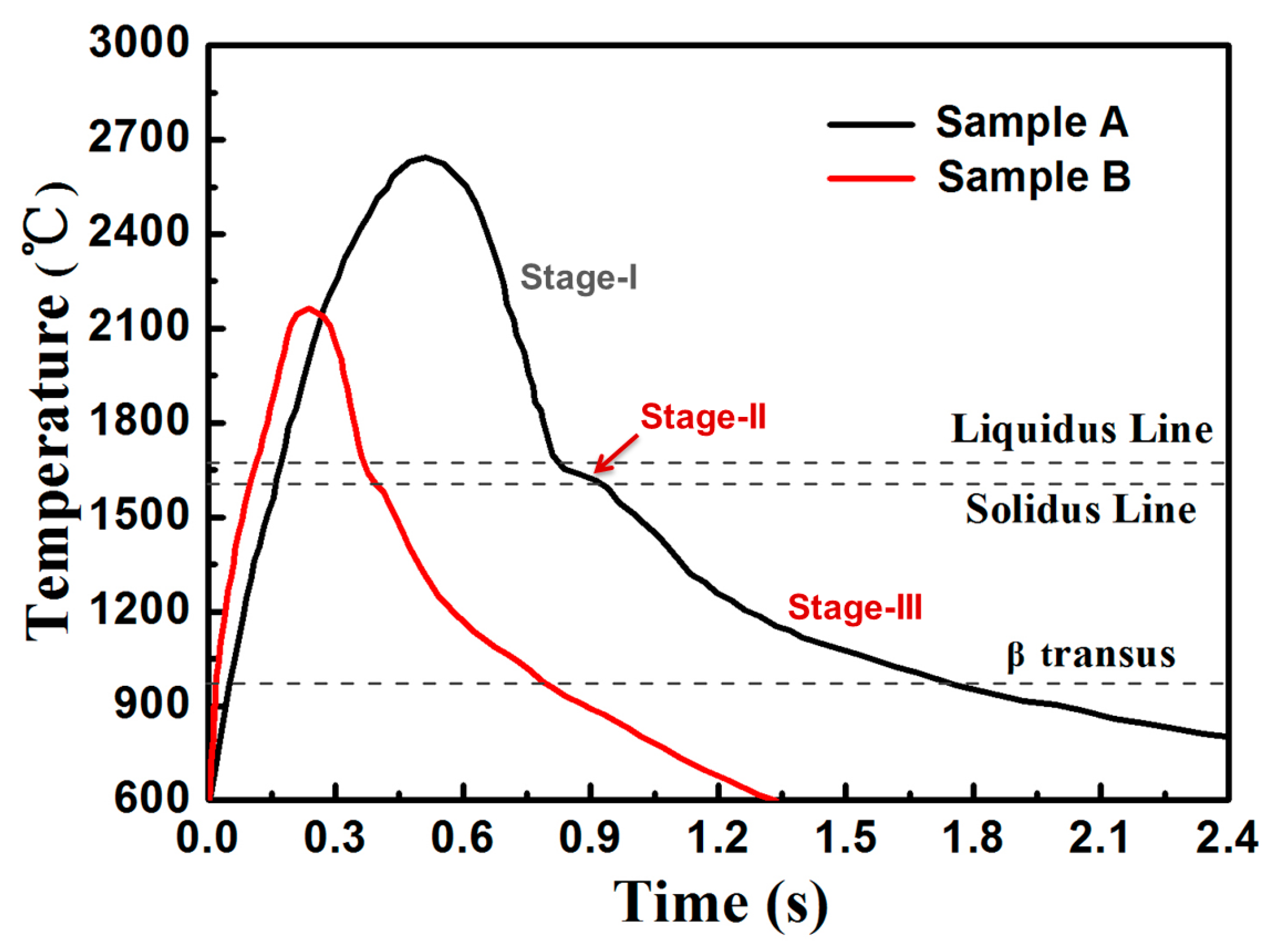
4.1. Thermal Behavior of the Molten Pool
4.2. Refinement of Microstructure
4.3. Enhancement of Hardness and Wear Performance
5. Conclusions
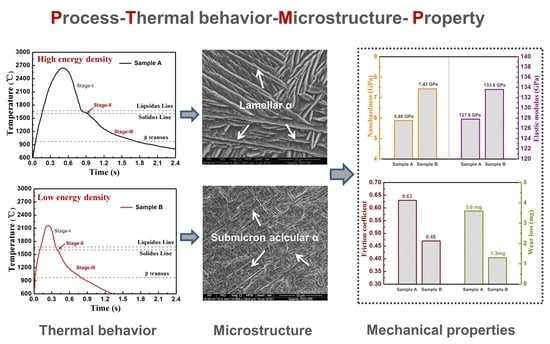
- Compared to the high peak temperature, long thermal cycle, and low cooling rate of the molten pool obtained at high energy density with a low scanning speed, low energy density with a high scanning speed produced the shorter thermal cycle, higher cooling rate, and shorter solidification time of the molten pool.
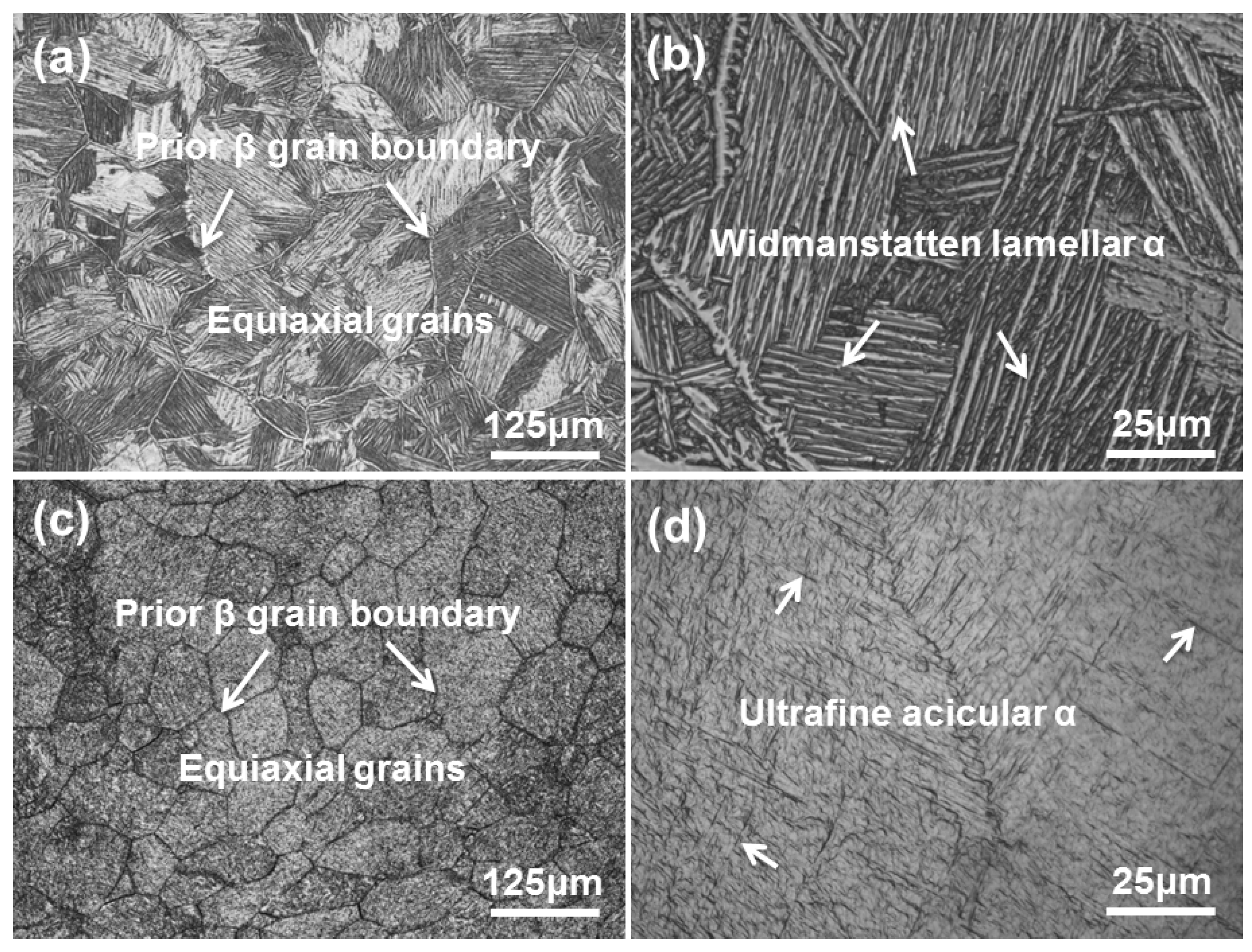
- An ultrafine microstructure with submicron-scale acicular α phase was achieved for sample B due to the high cooling rate and the short solidification time of the molten pool.
- Compared to sample A, sample B showed a very high hardness of 7.43 GPa, a high elastic modulus of 133.6 GPa, a low coefficient of friction of 0.48, and a low wear loss of 1.3 mg.
- The worn mechanism of sample A is abrasion wear, whereas that of sample B is adhesion wear. The improvement of wear performance for sample B is attributed to its ultrafine microstructure and attendant high hardness.
Author Contributions
Funding
Conflicts of Interest
References
- Tan, X.; Kok, Y.; Tan, Y.J.; Descoins, M.; Mangelinck, D.; Tor, S.B.; Leong, K.F.; Chua, C.K. Graded microstructure and mechanical properties of additive manufactured Ti–6Al–4V via electron beam melting. Acta Mater. 2015, 97, 1–16. [Google Scholar] [CrossRef]
- Okazaki, Y.; Ishino, A. Microstructures and Mechanical Properties of Laser-Sintered Commercially Pure Ti and Ti-6Al-4V Alloy for Dental Applications. Materials 2020, 13, 609. [Google Scholar] [CrossRef] [PubMed]
- Li, C.; Qin, L.; Li, M.; Xiao, H.; Wang, Q.; Chen, J. Influence of deformation strain rate on the mechanical response in a metastable β titanium alloy with various microstructures. J. Alloys Compd. 2020, 815, 152426. [Google Scholar] [CrossRef]
- Xiao, H.; Li, S.; Han, X.; Mazumder, J.; Song, L. Laves phase control of Inconel 718 alloy using quasi-continuous-wave laser additive manufacturing. Mater. Des. 2017, 122, 330–339. [Google Scholar] [CrossRef]
- Song, L.; Xiao, H.; Ye, J.; Li, S. Direct laser cladding of layer-band-free ultrafine Ti6Al4V alloy. Surf. Coat. Technol. 2016, 307, 761–771. [Google Scholar] [CrossRef]
- Kaschel, F.R.; Celikin, M.; Dowling, D.P. Effects of laser power on geometry, microstructure and mechanical properties of printed Ti-6Al-4V parts. J. Mater. Process. Technol. 2020, 278, 116539. [Google Scholar] [CrossRef]
- Dinda, G.P.; Song, L.; Mazumder, J. Fabrication of Ti-6Al-4V Scaffolds by Direct Metal Deposition. Metall. Mater. Trans. Phys. Metall. Mater. Sci. 2008, 39, 2914–2922. [Google Scholar] [CrossRef]
- Paydas, H.; Mertens, A.; Carrus, R.; Lecomte-Beckers, J.; Tchoufang Tchuindjang, J. Laser cladding as repair technology for Ti–6Al–4V alloy: Influence of building strategy on microstructure and hardness. Mater. Des. 2015, 85, 497–510. [Google Scholar] [CrossRef]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic tensile behavior of Ti–6Al–4V components fabricated with directed energy deposition additive manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Phutela, C.; Aboulkhair, N.T.; Tuck, C.J.; Ashcroft, I. The Effects of Feature Sizes in Selectively Laser Melted Ti-6Al-4V Parts on the Validity of Optimised Process Parameters. Materials 2019, 13, 117. [Google Scholar] [CrossRef]
- Wang, T.; Zhu, Y.Y.; Zhang, S.Q.; Tang, H.B.; Wang, H.M. Grain morphology evolution behavior of titanium alloy components during laser melting deposition additive manufacturing. J. Alloys Compd. 2015, 632, 505–513. [Google Scholar] [CrossRef]
- Zhu, Y.-Y.; Tang, H.-B.; Li, Z.; Xu, C.; He, B. Solidification behavior and grain morphology of laser additive manufacturing titanium alloys. J. Alloys Compd. 2019, 777, 712–716. [Google Scholar] [CrossRef]
- Zhao, Z.; Chen, J.; Tan, H.; Tang, J.; Lin, X. In situ tailoring microstructure in laser solid formed titanium alloy for superior fatigue crack growth resistance. Scr. Mater. 2020, 174, 53–57. [Google Scholar] [CrossRef]
- He, J.; Li, D.; Jiang, W.; Ke, L.; Qin, G.; Ye, Y.; Qin, Q.; Qiu, D. The Martensitic Transformation and Mechanical Properties of Ti6Al4V Prepared via Selective Laser Melting. Materials 2019, 12, 321. [Google Scholar] [CrossRef] [PubMed]
- Liu, D.; Zhang, S.; Li, A.; Wang, H. Microstructure and tensile properties of laser melting deposited TiC/TA15 titanium matrix composites. J. Alloys Compd. 2009, 485, 156–162. [Google Scholar] [CrossRef]
- Liu, C.M.; Wang, H.M.; Tian, X.J.; Tang, H.B.; Liu, D. Microstructure and tensile properties of laser melting deposited Ti–5Al–5Mo–5V–1Cr–1Fe near β titanium alloy. Mater. Sci. Eng. A 2013, 586, 323–329. [Google Scholar] [CrossRef]
- Brandl, E.; Palm, F.; Michailov, V.; Viehweger, B.; Leyens, C. Mechanical properties of additive manufactured titanium (Ti–6Al–4V) blocks deposited by a solid-state laser and wire. Mater. Des. 2011, 32, 4665–4675. [Google Scholar] [CrossRef]
- Zhou, L.; Yuan, T.; Tang, J.; He, J.; Li, R. Mechanical and corrosion behavior of titanium alloys additively manufactured by selective laser melting–A comparison between nearly β titanium, α titanium and α + β titanium. Opt. Laser Technol. 2019, 119, 105625. [Google Scholar] [CrossRef]
- Ren, Y.M.; Lin, X.; Fu, X.; Tan, H.; Chen, J.; Huang, W.D. Microstructure and deformation behavior of Ti-6Al-4V alloy by high-power laser solid forming. Acta Mater. 2017, 132, 82–95. [Google Scholar] [CrossRef]
- Wu, X.; Liang, J.; Mei, J.; Mitchell, C.; Goodwin, P.; Voice, W. Microstructures of laser-deposited Ti–6Al–4V. Mater. Des. 2004, 25, 137–144. [Google Scholar] [CrossRef]
- Kelly, S.; Kampe, S. Microstructural evolution in laser-deposited multilayer Ti-6Al-4V builds: Part I. Microstructural characterization. Metall. Mater. Trans. A 2004, 35, 1861–1867. [Google Scholar] [CrossRef]
- Lu, Y.; Tang, H.; Fang, Y.; Liu, D.; Wang, H. Microstructure evolution of sub-critical annealed laser deposited Ti–6Al–4V alloy. Mater. Des. 2012, 37, 56–63. [Google Scholar] [CrossRef]
- Baufeld, B.; Brandl, E.; Van der Biest, O. Wire based additive layer manufacturing: Comparison of microstructure and mechanical properties of Ti–6Al–4V components fabricated by laser-beam deposition and shaped metal deposition. J. Mater. Process. Technol. 2011, 211, 1146–1158. [Google Scholar] [CrossRef]
- Gaggl, A.; Schultes, G.; Müller, W.D.; Kärcher, H. Scanning electron microscopical analysis of laser-treated titanium implant surfaces—A comparative study. Biomaterials 2000, 21, 1067–1073. [Google Scholar] [CrossRef]
- McGee, M.A.; Howie, D.W.; Costi, K.; Haynes, D.R.; Wildenauer, C.I.; Pearcy, M.J.; McLean, J.D. Implant retrieval studies of the wear and loosening of prosthetic joints: A review. Wear 2000, 241, 158–165. [Google Scholar] [CrossRef]
- Dai, Z.; Pan, S.; Wang, M.; Yang, S.; Zhang, X.; Xue, Q. Improving the fretting wear resistance of titanium alloy by laser beam quenching. Wear 1997, 213, 135–139. [Google Scholar] [CrossRef]
- Tian, Y.; Chen, C.; Li, S.; Huo, Q. Research progress on laser surface modification of titanium alloys. Appl. Surf. Sci. 2005, 242, 177–184. [Google Scholar] [CrossRef]
- Weng, F.; Chen, C.; Yu, H. Research status of laser cladding on titanium and its alloys: A review. Mater. Des. 2014, 58, 412–425. [Google Scholar] [CrossRef]
- Chikarakara, E.; Naher, S.; Brabazon, D. High speed laser surface modification of Ti–6Al–4V. Surf. Coat. Technol. 2012, 206, 3223–3229. [Google Scholar] [CrossRef]
- Gu, D.; Hagedorn, Y.-C.; Meiners, W.; Meng, G.; Batista, R.J.S.; Wissenbach, K.; Poprawe, R. Densification behavior, microstructure evolution, and wear performance of selective laser melting processed commercially pure titanium. Acta Mater. 2012, 60, 3849–3860. [Google Scholar] [CrossRef]
- Bartolomeu, F.; Buciumeanu, M.; Pinto, E.; Alves, N.; Silva, F.S.; Carvalho, O.; Miranda, G. Wear behavior of Ti6Al4V biomedical alloys processed by selective laser melting, hot pressing and conventional casting. Trans. Nonferrous Metals Soc. China 2017, 27, 829–838. [Google Scholar] [CrossRef]
- Nassar, A.R.; Reutzel, E.W. Additive Manufacturing of Ti-6Al-4V Using a Pulsed Laser Beam. Metall. Mater. Trans. A 2015, 46, 2781–2789. [Google Scholar] [CrossRef]
- Qiang, L.; Jiahu, O.; Tingquan, L.; Dezhuang, Y. Recent Development in Laser Cladding of Materials Surfaces. Mater. Sci. Technol. 1996, 4, 22–36. [Google Scholar]
- Li, S.; Xiao, H.; Liu, K.; Xiao, W.; Li, Y.; Han, X.; Mazumder, J.; Song, L. Melt-pool motion, temperature variation and dendritic morphology of Inconel 718 during pulsed- and continuous-wave laser additive manufacturing: A comparative study. Mater. Des. 2017, 119, 351–360. [Google Scholar] [CrossRef]
- Tan, X.P.; Kok, Y.; Toh, W.Q.; Tan, Y.J.; Descoins, M.; Mangelinck, D.; Tor, S.B.; Leong, K.F.; Chua, C.K. Revealing martensitic transformation and alpha/beta interface evolution in electron beam melting three-dimensional-printed Ti-6Al-4V. Sci. Rep. 2016, 6, 26039. [Google Scholar] [CrossRef] [PubMed]
- Moyer, J.M.; Ansell, G.S. The volume expansion accompanying the martensite transformation in iron-carbon alloys. Metall. Mater. Trans. A 1975, 6, 1785–1791. [Google Scholar] [CrossRef]
- Das, M.; Balla, V.K.; Basu, D.; Bose, S.; Bandyopadhyay, A. Laser processing of SiC-particle-reinforced coating on titanium. Scr. Mater. 2010, 63, 438–441. [Google Scholar] [CrossRef]
- Zhu, Y.; Liu, D.; Tian, X.; Tang, H.; Wang, H. Characterization of microstructure and mechanical properties of laser melting deposited Ti–6.5Al–3.5Mo–1.5Zr–0.3Si titanium alloy. Mater. Des. 2014, 56, 445–453. [Google Scholar] [CrossRef]
- Zhang, Z.; Dong, H.; Bell, T. The load bearing capacity of hydrogen-free Cr-DLC coatings on deep-case oxygen hardened Ti6Al4V. Surf. Coat. Technol. 2006, 200, 5237–5244. [Google Scholar] [CrossRef]
- Long, M.; Rack, H. Titanium alloys in total joint replacement—A materials science perspective. Biomaterials 1998, 19, 1621–1639. [Google Scholar] [CrossRef]
- Sun, G.; Zhou, R.; Lu, J.; Mazumder, J. Evaluation of defect density, microstructure, residual stress, elastic modulus, hardness and strength of laser-deposited AISI 4340 steel. Acta Mater. 2015, 84, 172–189. [Google Scholar] [CrossRef]
- Jain, A.; Basu, B.; Manoj Kumar, B.V.; Harshavardhan; Sarkar, J. Grain size–wear rate relationship for titanium in liquid nitrogen environment. Acta Mater. 2010, 58, 2313–2323. [Google Scholar] [CrossRef]










© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Song, L.; Xie, P.; Cheng, M.; Xiao, H. Enhancing Hardness and Wear Performance of Laser Additive Manufactured Ti6Al4V Alloy Through Achieving Ultrafine Microstructure. Materials 2020, 13, 1210. https://doi.org/10.3390/ma13051210
Li Y, Song L, Xie P, Cheng M, Xiao H. Enhancing Hardness and Wear Performance of Laser Additive Manufactured Ti6Al4V Alloy Through Achieving Ultrafine Microstructure. Materials. 2020; 13(5):1210. https://doi.org/10.3390/ma13051210
Chicago/Turabian StyleLi, Yanqin, Lijun Song, Pan Xie, Manping Cheng, and Hui Xiao. 2020. "Enhancing Hardness and Wear Performance of Laser Additive Manufactured Ti6Al4V Alloy Through Achieving Ultrafine Microstructure" Materials 13, no. 5: 1210. https://doi.org/10.3390/ma13051210
APA StyleLi, Y., Song, L., Xie, P., Cheng, M., & Xiao, H. (2020). Enhancing Hardness and Wear Performance of Laser Additive Manufactured Ti6Al4V Alloy Through Achieving Ultrafine Microstructure. Materials, 13(5), 1210. https://doi.org/10.3390/ma13051210