1. Introduction
Duplex stainless steel (DSS) derives its name from the stable microstructure at room temperature, which consists of approximately 50% austenite phase (γ) and 50% ferrite phase (δ). This microstructure has a favorable combination of mechanical and anticorrosive properties, ensuring high levels of high-temperature resistance, optimum toughness, and ductility [
1,
2,
3,
4].
The welding processes used to join this type of material promote variations to the dual percentage of ferrite-austenite, because the microstructural heterogeneity generated by the thermal gradients can locally generate microstructural changes, influencing the mechanical behavior of the joint [
3,
4,
5,
6]. Controlling this dual percentage is of great importance to the maintenance of the mechanical properties, especially of the corrosion resistance. Therefore, different studies have been highly focused on supplemental elements or materials during the welding procedure. In a study conducted by Varbai and Májilinger in 2019, a method to measure the austenite/ferrite (A/F) ratio in the different zones of the welded sample through the analysis of its images using a proper etching attack was studied. Putz et al., in 2019, also studied this topic, focusing on the difference among various methods to measure the A/F ratio on the welds correctly [
7,
8].
In fusion welding processes of duplex stainless steels, the resultant microstructure in the temperature range to which the material is exposed solidifies as fully ferritic, and for austenite, the transformation cooling rate and the composition are both significant. In multi-pass welding at high temperatures, another phenomenon is observed: ferrite decomposition occurs, causing the formation of harmful secondary phases, such as sigma (σ), chi (χ), carbides, and nitrides phases, which subsequently deteriorate the mechanical and corrosion-resistance properties of the DSS. Santos et al. conducted a study, based on the analysis of thermal history, which showed the temperature measured across the weld and its effect on the microstructural and mechanical behavior, and compared the results with the three-dimensional finite element model built. In addition, Sarlak, Atapour, and collaborators specifically studied the corrosion behavior across the welding in samples obtained by the welding process of a lean duplex stainless steel (LDSS) and its effect on the microstructure [
9,
10,
11].
Various joining techniques, such as plasma, laser, tungsten inert gas (TIG), and gas metal arc welding (GMAW) are being developed to meet the requirements demanded by these materials, avoiding distortion. However, ferritization is a problem with these processes. In addition, the effect generated by the entry of heat into these materials is a research topic. Plasma arc welding has beneficial results for DSS, which is situated at a controlled heat input and an acceptable ferrite ratio compared with other processes. Flux-cored arc welding (FCAW) has gradually attracted strong attention in welding DSS due to its higher welding efficiency compared with the gas tungsten arc welding process (GTAW) process. However, studies on the microstructure, mechanical properties, and corrosion resistance of the DSS FCAW joint are limited. Advanced laser hybrid welding has a great advantage for DSS, because it reduces heat input and distortion level compared with SAW and FCAW [
12,
13]. The GTAW is a welding procedure that has been employed efficiently in past years to weld materials such as stainless steels due to its facility to produce sound joints that meet specific requirements of industries, added to its facility to work when thin materials are required. However, it has been observed that when the main welding parameters and conditions are not well controlled (welding current, welding speed, shielding gas, etc.), the mechanical and corrosive properties could be reduced. An example of this appears in the heat-affected zone (HAZ) and the fusion zone (FZ), where the microstructure undergoes rapid cooling and heating cycles that result in changes in the orientation and size of the ferritic grain, as well as in excessive amount of ferrite. Previous research reported that austenite contents of less than 30% are inadequate for most industrial applications [
14,
15,
16,
17]. Ravisankar et.al. studied the influence of welding speed and power on residual stress during the GTAW process of thin sections with constant heat input: the analysis of the heat source fitting revealed that the heat input of 300 J/mm resulted in a proper weld penetration and HAZ. Chen et.al. analyzed the influence of cooling rates on microstructure evolution and pitting corrosion in the simulated heat-affected zone of 2304 LDSS and found that with resistance in the simulated HAZ of 2304 LDSS, the ferrite phase content increased gradually as the cooling rate increased [
18,
19].
The constant development of various applications employing duplex stainless steels used in the chemical, petrochemical, nuclear, and energy industries, among others, demands the adaptation of materials that meet the required service conditions, thus, promoting the development of hybrid structures with dissimilar metals (i.e., welding between stainless steels) and combining their respective advantages. However, dissimilar metal welding is often accompanied by a series of problems, such as secondary phase formation, and the distribution of dissimilar metal weld in the fusion zone, which must be controlled [
3,
20].
Various experiment design techniques (DoE) are currently employed in a variety of applications, with the purpose of identifying parameters associated with a process and determining its optimal configuration to improve process capabilities and performance. One of the most employed DoE techniques is the full factorial design, where the variables’ effect is analyzed for a certain response. The determination of a correct selection by a trial and error method for each study is time-consuming and increases experimental cost; consequently, prediction models are gaining attention because they are employed to enhance parameters through the development of optimizing techniques. In the case of parameters with some randomness, e.g., a manual welding process, a prediction model, such as the general mixed linear model, is proposed [
21,
22]. When joining materials of similar or variant compositions, the main problem is the selection of welding parameter ranges to obtain the desired properties.
The aim of this investigation is to determine the optimal parameters of the GTAW process that allow an equitable proportion of phases in the microstructure of dissimilar joints to be obtained through multi-objective optimization, considering the employment of variables such as welding current and nickel powder addition.
2. Materials and Methods
2.1. Materials
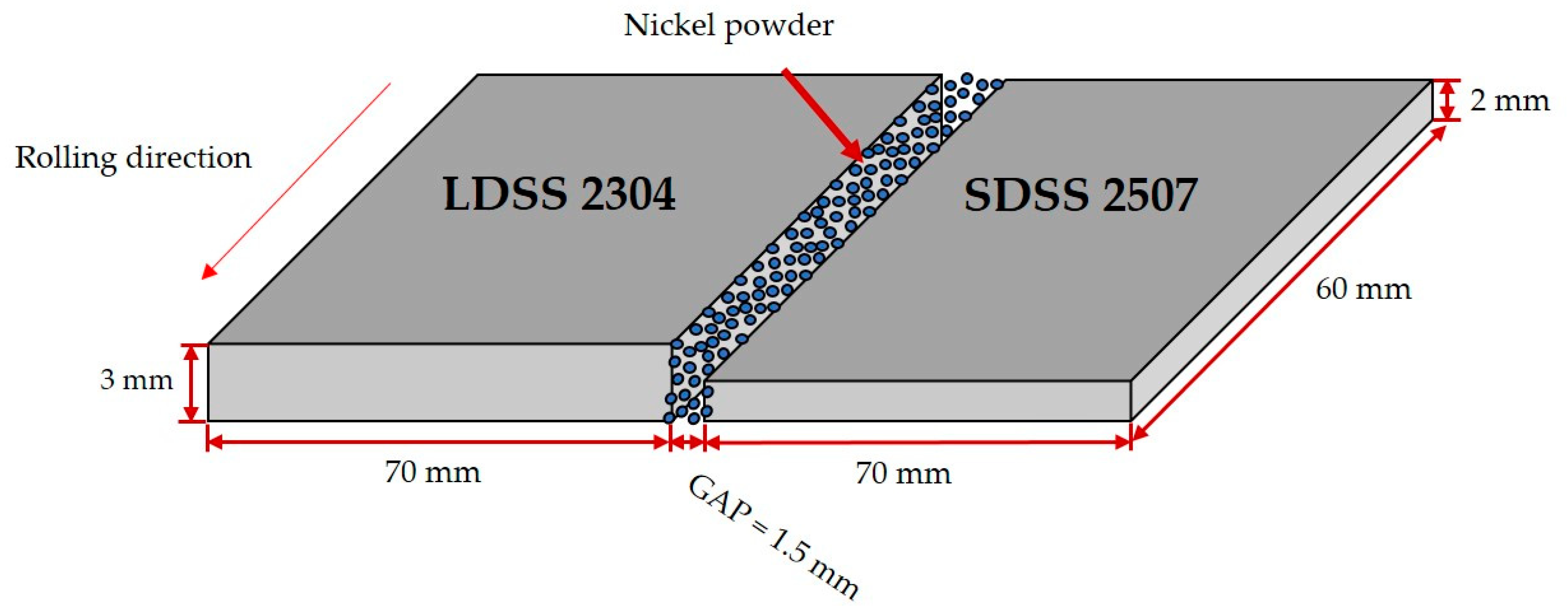
UNS 2304 lean duplex stainless steel (LDSS) and UNS 2507 super duplex stainless steel (SDSS) were the base metals (BM) used in this study, with their composition (wt %) shown in
Table 1. The base metals were shaped to sizes of 70 × 60 × 3 mm for LDSS and 70 × 60 × 2 mm for SDSS.
Metallographic preparation of the samples was in accordance with standard ASTM E3-11. The samples were etched with modified Beraha’s etch (50 mL HCl, 50 mL H2O, 1 g K2S2O5, and 10 g NH4 F-HF) for 12 s to reveal the microstructure in the LDSS 2304 side. On the other hand, for the welded zone and the SDSS 2507 side, Marble’s etch (10 g CuSO4, 50 mL HCl, and 50 mL H2O) was used for 15 s in sequence.
Different characterization techniques were employed to analyze the microstructural behavior of the samples (optical and scanning electron microscopes), in addition to performing a punctual analysis by energy-dispersive X-ray spectroscopy (EDS) to study the A/F percentage in the 2304 HAZ, the 2405-2507 FZ, and the 2507 HAZ of the welded joints.
2.2. GTAW Process
The welding procedure was developed employing a Miller Syncrowave 350 CC AC/DC Welder in a rolling direction, after cleaning with acetone to remove any contaminants such as grease and oil. The joint design was in butt configuration with the samples held on a work metal table with a 1.5 mm gap, where 1.5 g of nickel powder with spherical morphology and a diameter range of 150 ± 60 µm was added and impregnated with acetone (see the information in
Table 2) as a filler metal before the welding procedure (
Figure 1).
The welded joints were performed maintaining the parameters mentioned in
Table 3 and were cooled at room temperature. A backing plate was not used in this case.
2.3. Welding Parameters
The initial tests were determinant on an experimental design based on a 2
k arrange with two factors (current and nickel powder addition) with two levels, which generated four experiments to evaluate (
Table 4). The aforementioned was in accordance with the determination of the influence of nickel addition as a filler metal and the welding current variation on the biphasic ratio across the different welding zones of the materials.
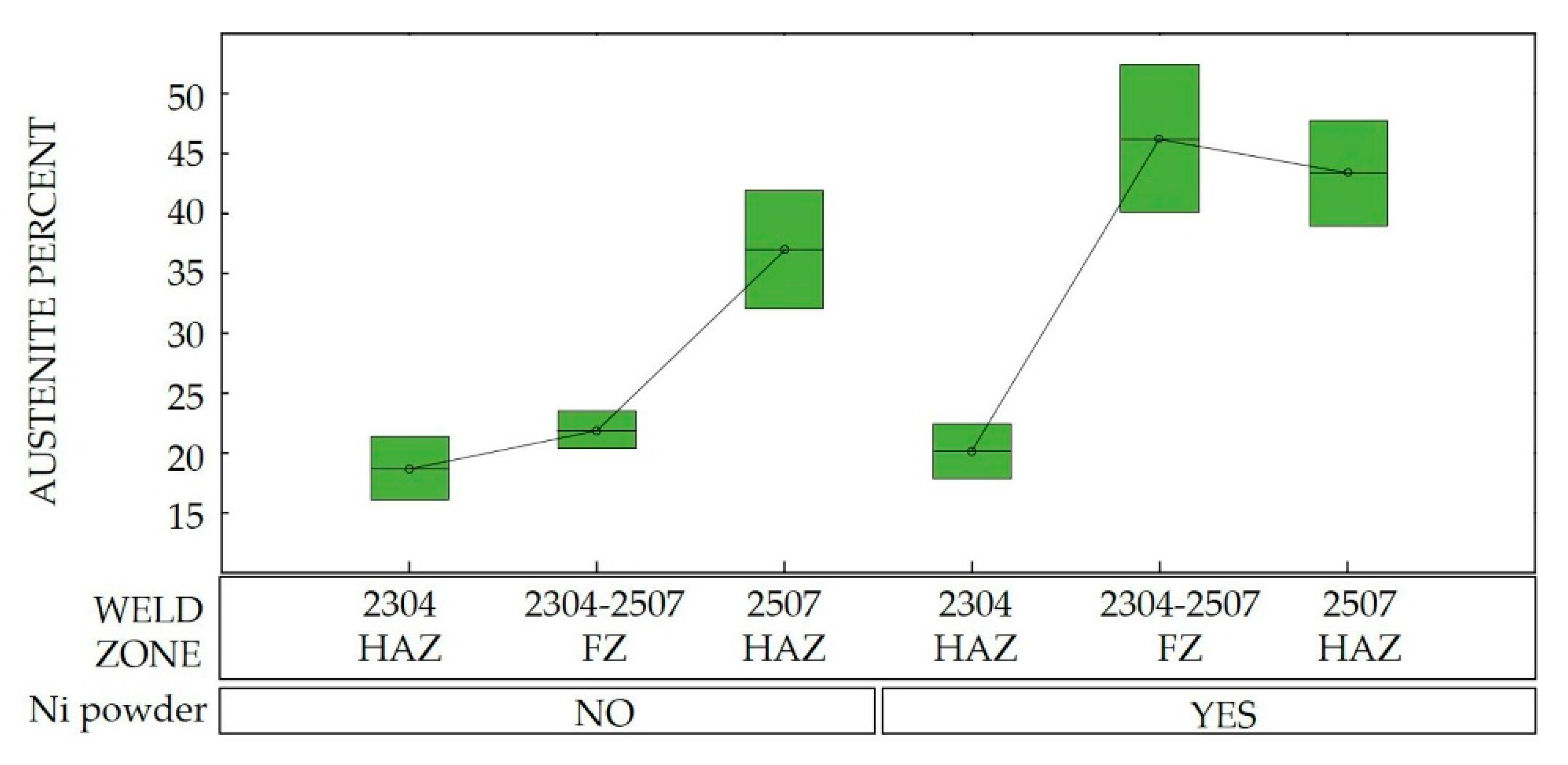
Table 5 presents the obtained results from the statistical analysis. It is important to highlight that both the nickel and the current possessed a significant effect in the austenite increment (value of P < 0.05) in the weld zone and adjacent HAZ to the SDSS 2507. Nevertheless, the statistical results indicated that the previous interaction did not significantly influence the austenite percentage in the LDSS 2304 HAZ.
Figure 2 schematizes the aforementioned, in accordance with the box graph of the austenite percentage.
The above led the focus of the study to the random parameter, i.e., the welding speed, because the process is not automated and it is a function of the welder’s ability.
In order to determine the effect of the welding speed, a 2
k factorial design with central points was proposed in which the current welding values were considered. Nickel was also added to all the samples. Nevertheless, two central points were added, which are shown in
Table 6.
The arc voltage was not contemplated in the experimental design; however, its values are presented in
Table 6. The voltage was generated as a function of the established welding current in the equipment, because the welding equipment has a synergic control.
2.4. Optimization
Analysis of the results of the above-mentioned testing determined the relation of the process parameters whilst maintaining the equitable proportion of austenite-ferrite in the welded regions. This led to the employment of a mixed-effect model, because regression models only contain error as a random element. However, different situations require models such as the mixed one, where more than one arbitrary term exists. These models are used to describe the relations between an output variable and a few co-variables grouped in accordance with one or more classification factors. This model employed the welding speed result as a non-controllable variable, i.e., it is identified as an arbitrary factor, such as the weld of these materials by the manual GTAW process. In this proposal, current and welding speed functions were used as input variables, respectively, which were correlated with the heat input.
The general mixed lineal model is given by
where
x is a dimension matrix of
N x
p known,
β is a
p x
1 vector of fixed parameters,
Z is an
N x
q matrix of constant known,
v is a
q x
1 vector of arbitrary effects, and
ε is an
N x 1 vector of arbitrary errors. Assuming that
where
G and
R are known matrices that depend on an unknown parameter
θ and considering that
models not only imply the
β parameters but also the variance of the
θ parameters. Moreover, not only the hypothesis test of the
β can be observed, but also of the
θ considering the expression [
21,
22,
23].
Once the model that correlated the variables of the process was obtained, a multi-objective optimization supported by a genetic algorithm was developed to determine the values of the parameters that could maintain the austenite ratio percentage equitable in the weld zone and heat-affected zone of the SDSS 2507, increasing the HAZ adjacent to the LDSS 2304 (
Table 7).
4. Discussion
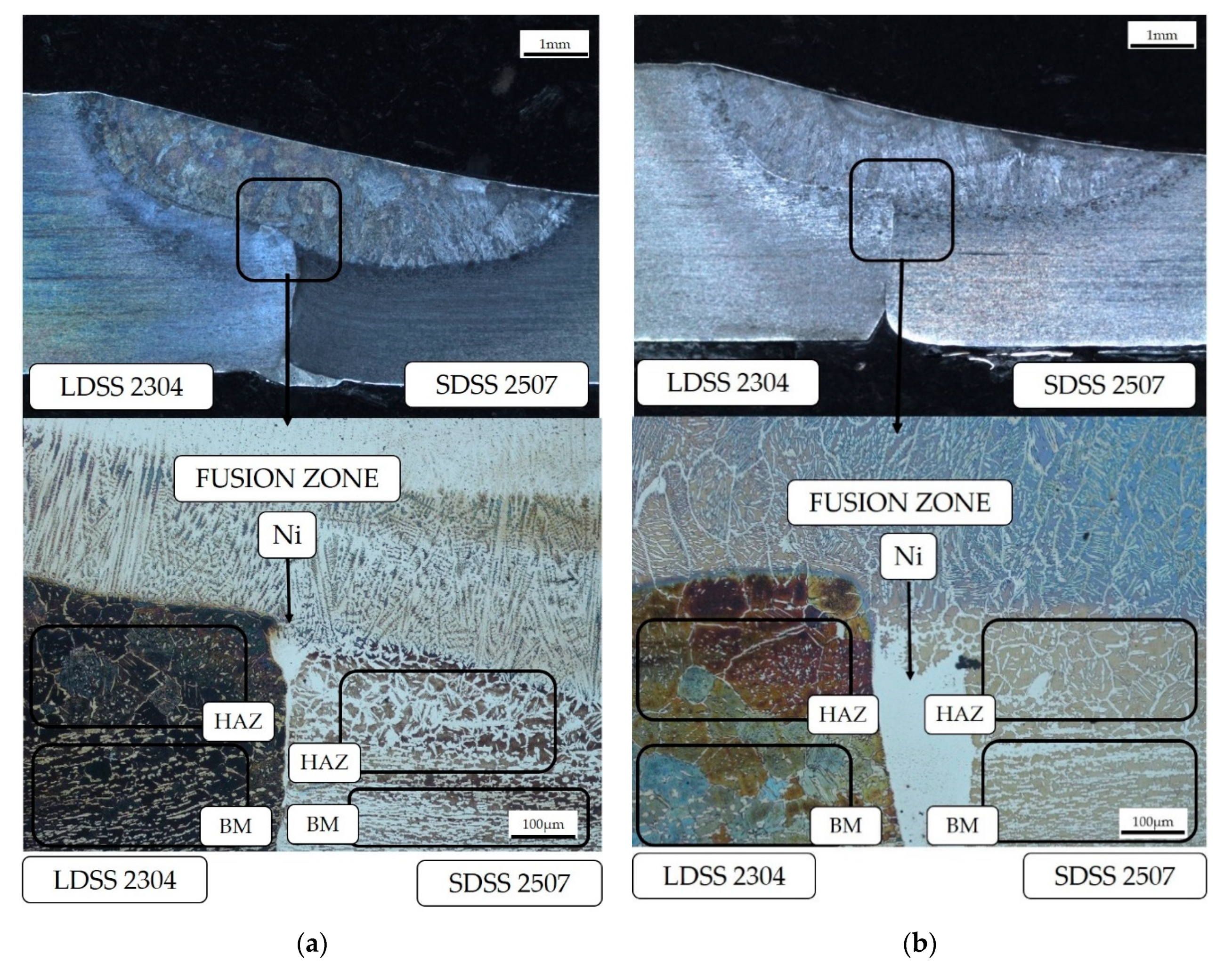
The initial analysis of the joint showed that the high nickel concentration in the interface of the DSS employing a welding current of 130 A was a result of the lack of heat in the mentioned zone (
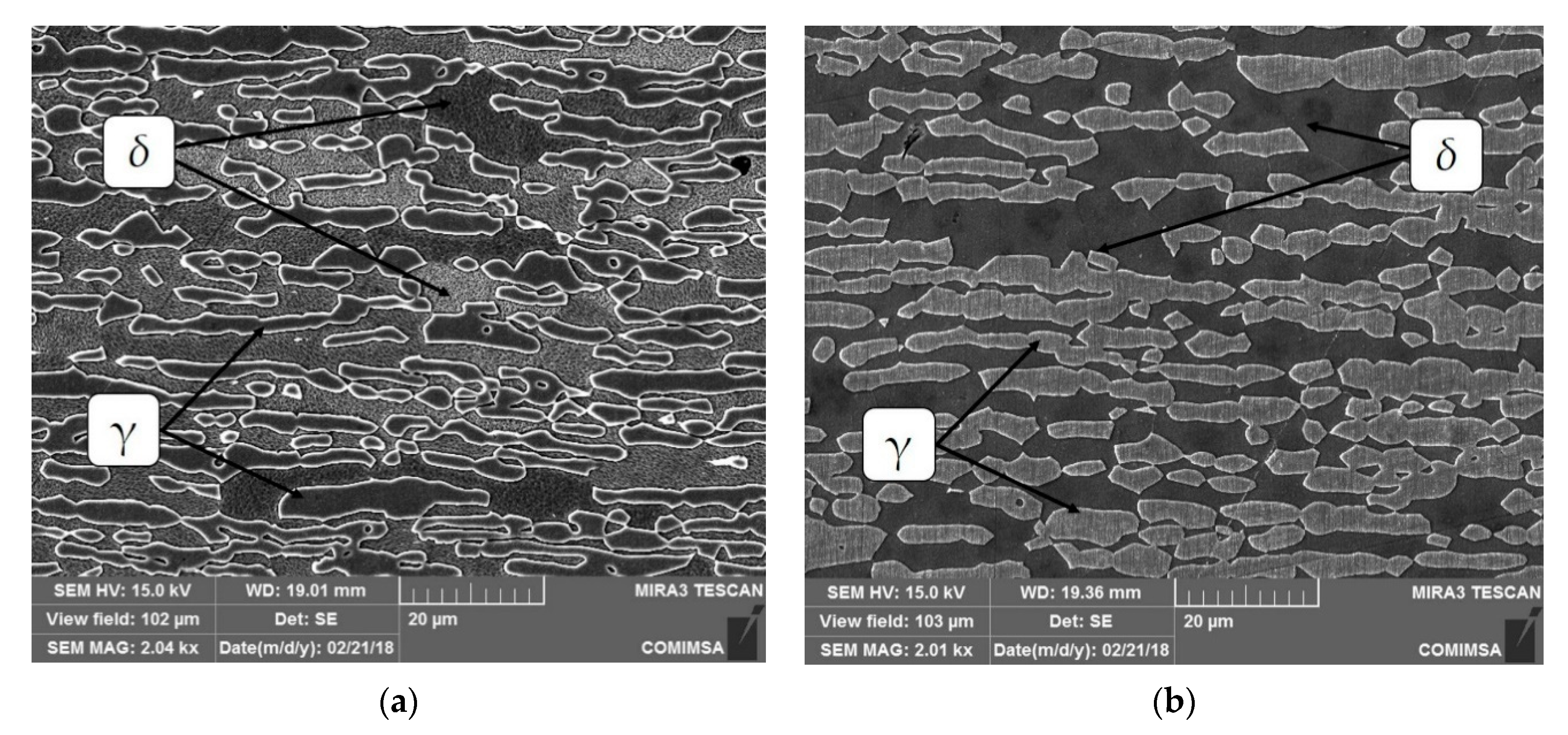
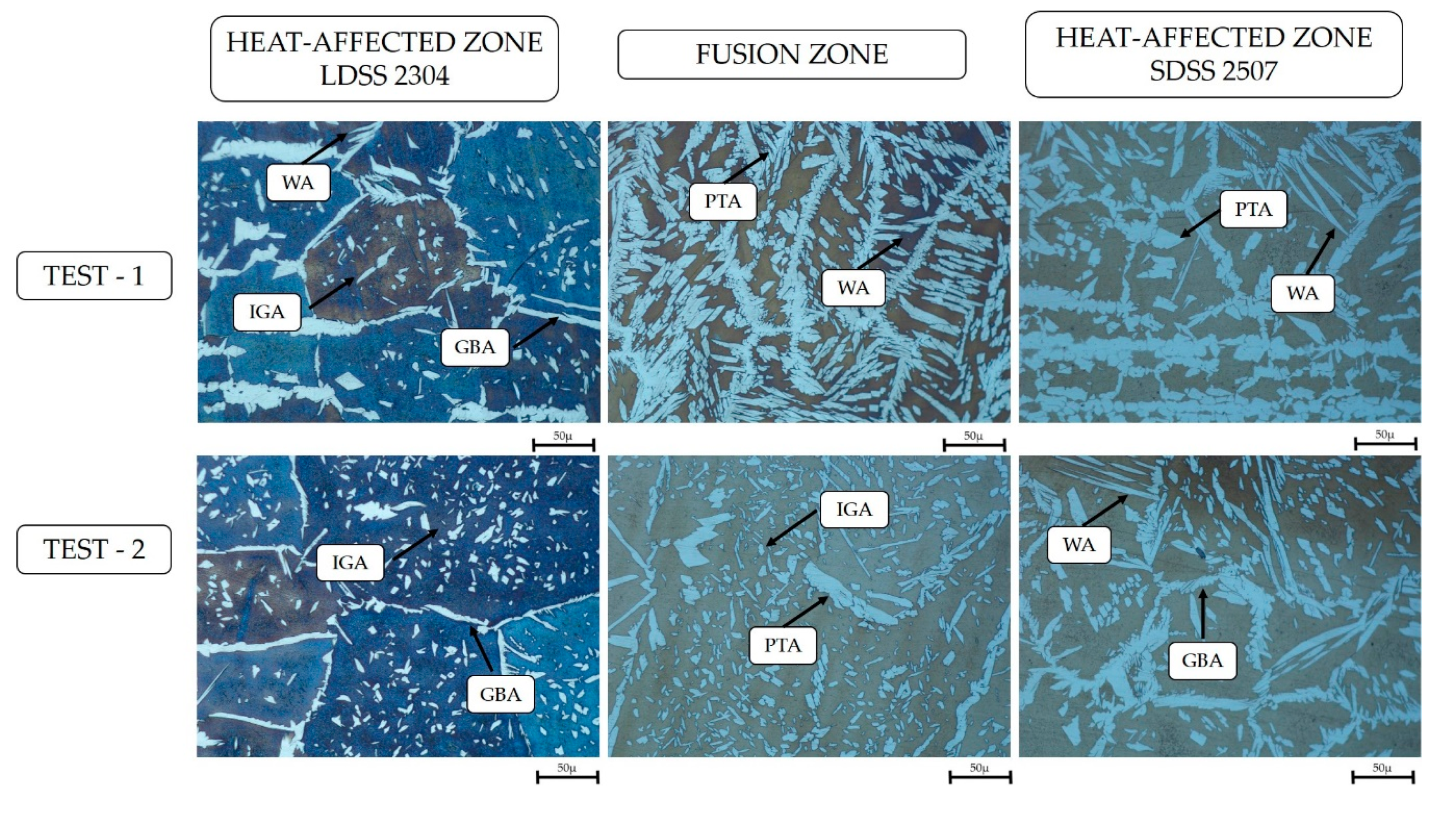
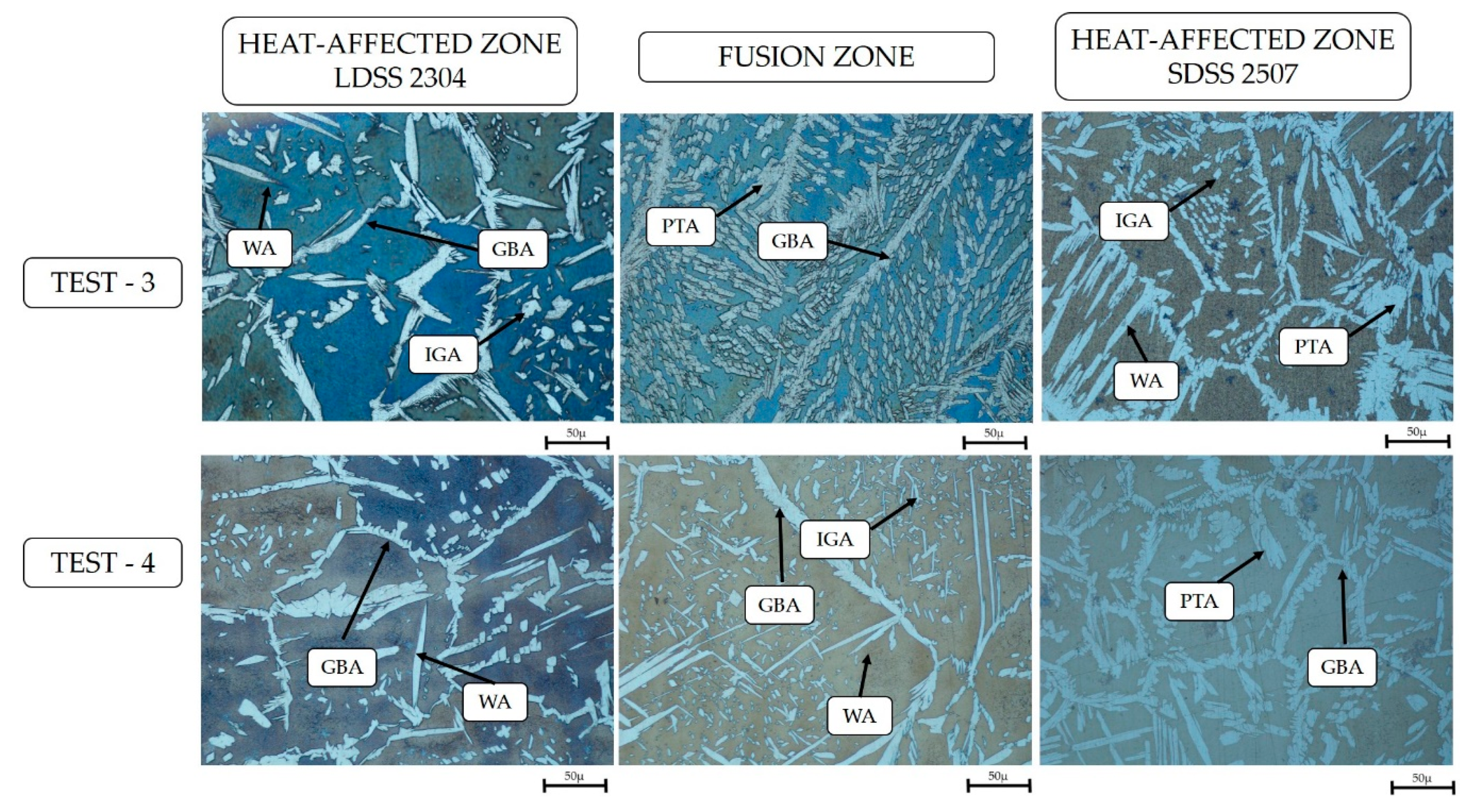
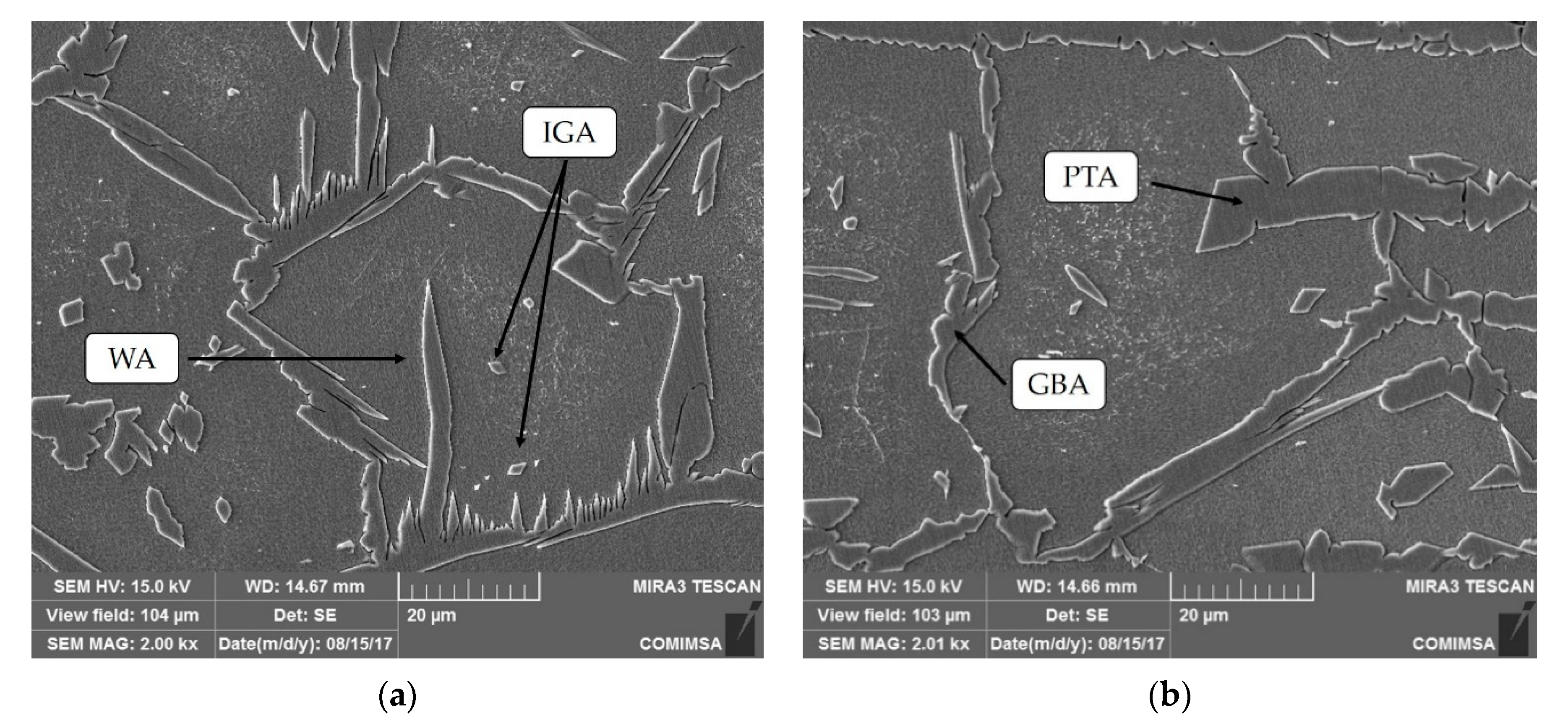
Figure 4), preventing the diffusion of this element through the joint. Additionally, the microstructural study revealed the formation of four different types of primary austenite in the HAZ and FZ of both steels (
Figure 5 and
Figure 6): grain boundary austenite (GBA), Widmanstätten austenite (WA), intragranular austenite (IGA), and partially transformed austenite (PTA) [
13,
24].
The effect of the filler metal was observed in
Figure 5 and
Figure 6, highlighting the considerable increase of the austenite as well as its coarsening in the welded zone. Furthermore, the high quantity of alloying elements that constitute the duplex stainless steel and the cooling rate allowed for the stabilization of the austenite phase during the solid-state transformation (
Figure 4). The analysis through EDS (
Table 8) revealed that the content of elements of the IGA was due to its precipitation in poor Cr and Mo zones and rich Ni regions, as the WA maintained minor quantities of Cr, Mo, and Ni, because its formation came later than the GBA growth (
Figure 9) [
13,
25].
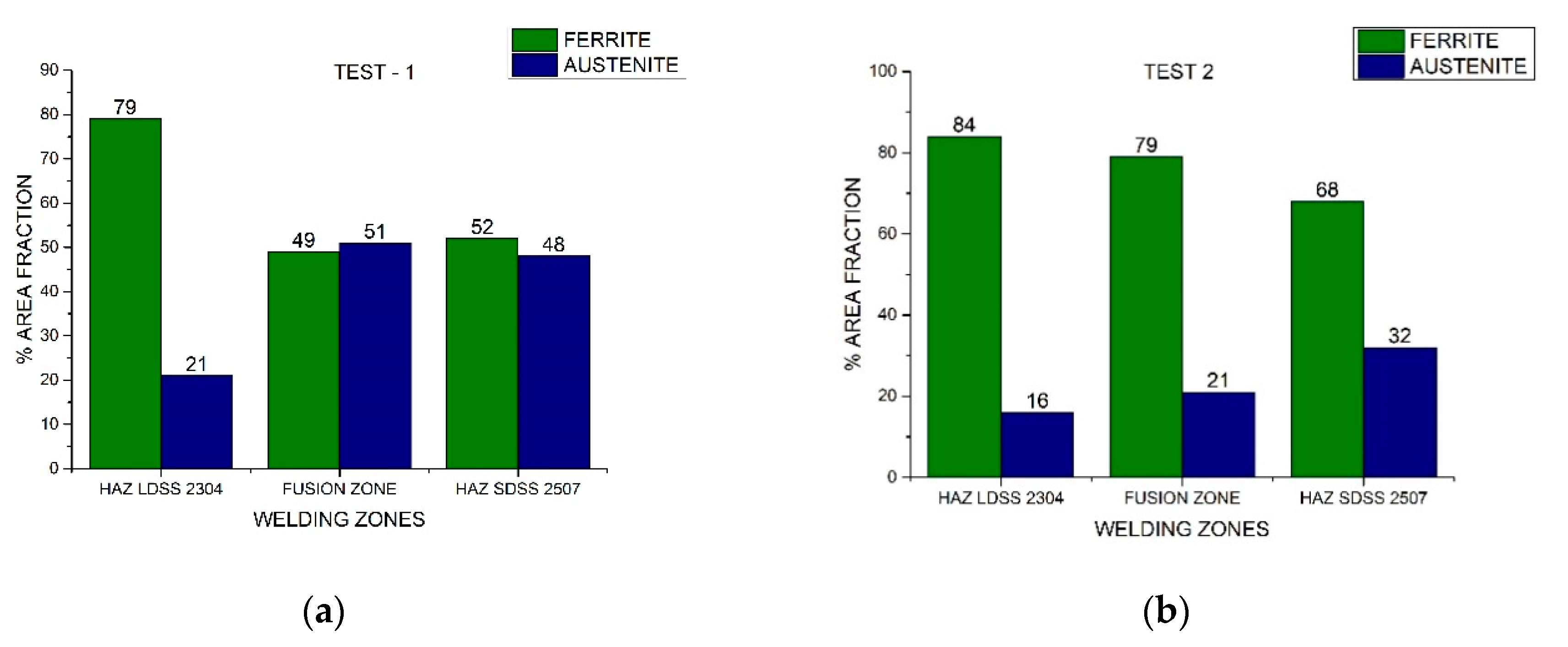
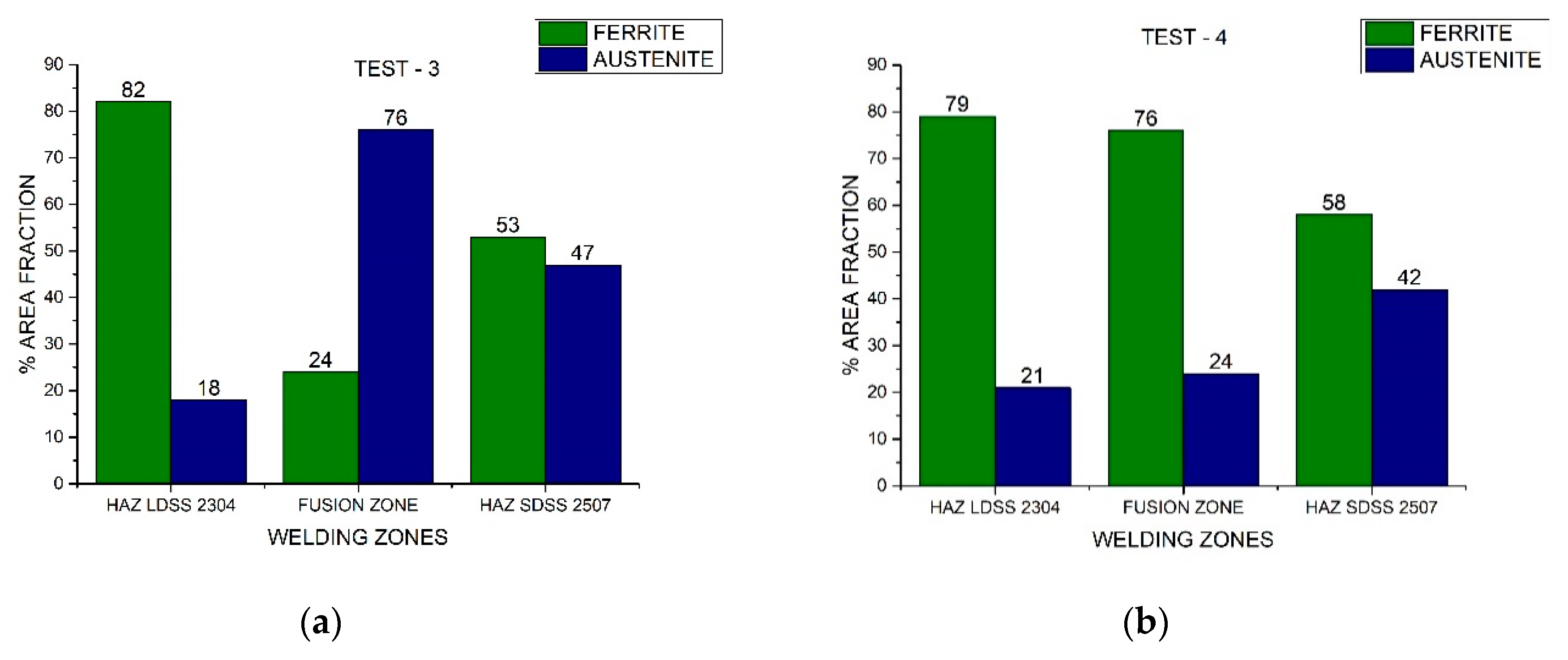
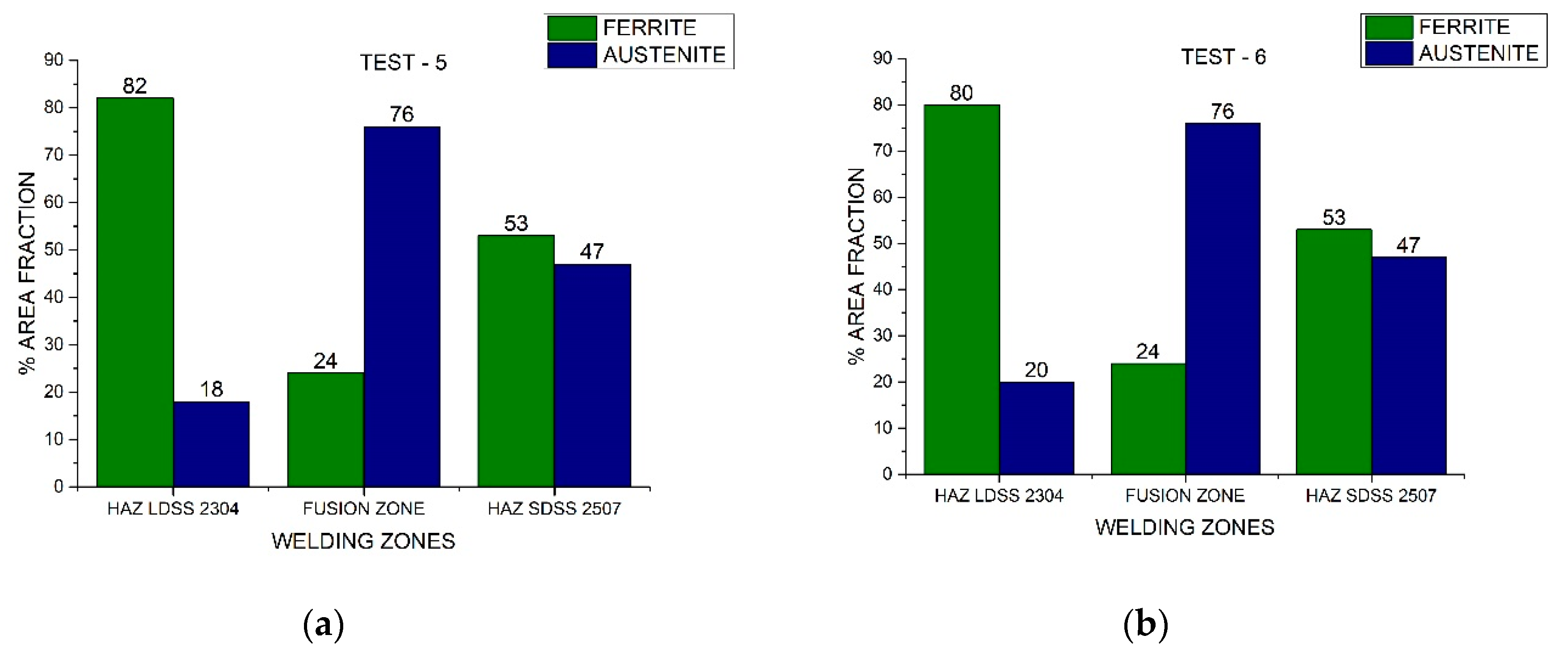
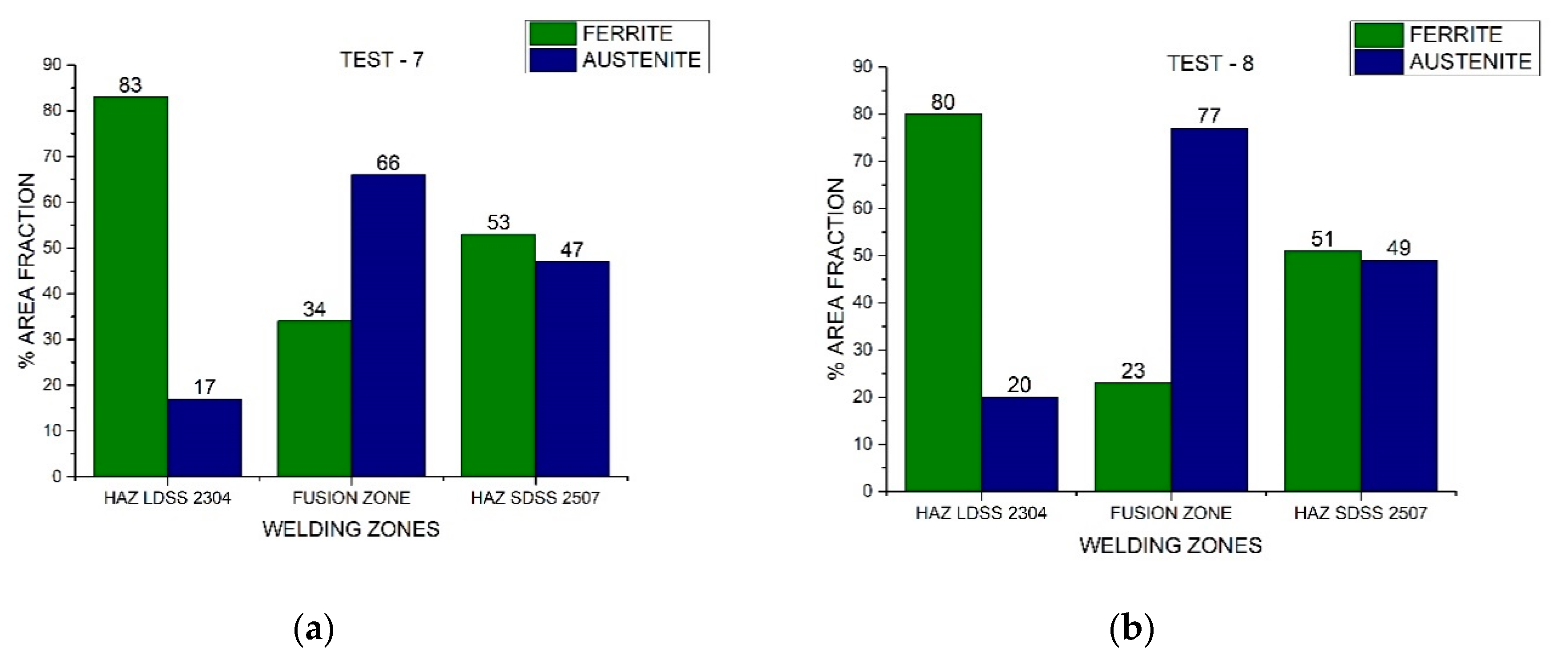
The different phase quantifications employing the process parameters generated by the design of experiments demonstrated that the microstructure depended on the thermal cycle of the welding procedure (
Figure 7 and
Figure 8). Different studies conducted have demonstrated that in DSS, the heat input influences the final results (which can be determined by current and speed welding), because it predicts the cooling speed value: the lower the heat input, the greater the cooling speed. The low heat input generates a high cooling speed, leading to a microstructural imbalance and promoting the excessive content of ferrite [
26]. The addition of alloying elements in the shielded atmosphere or as a filler metal (i.e., nickel powder) promoted the change from ferrite to austenite at high temperatures and the later stabilization of the phase at room temperature [
27].
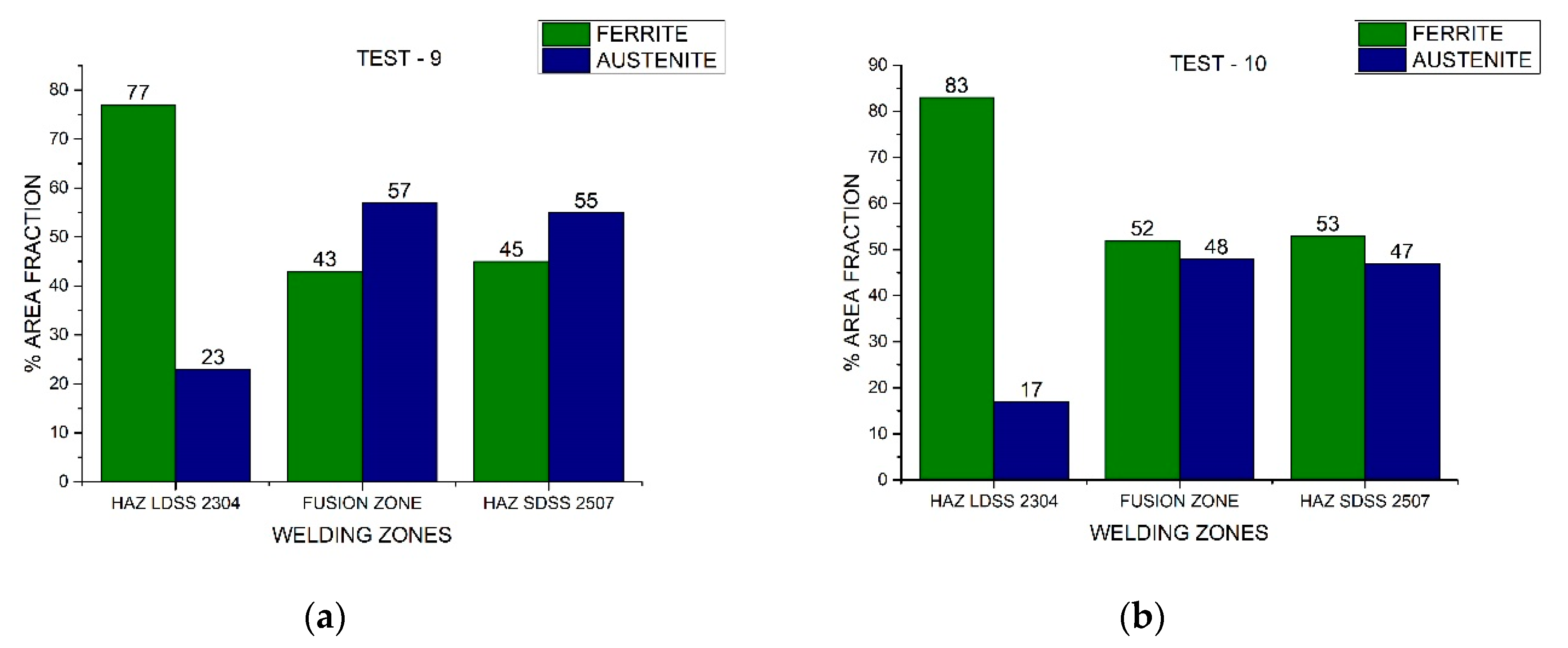
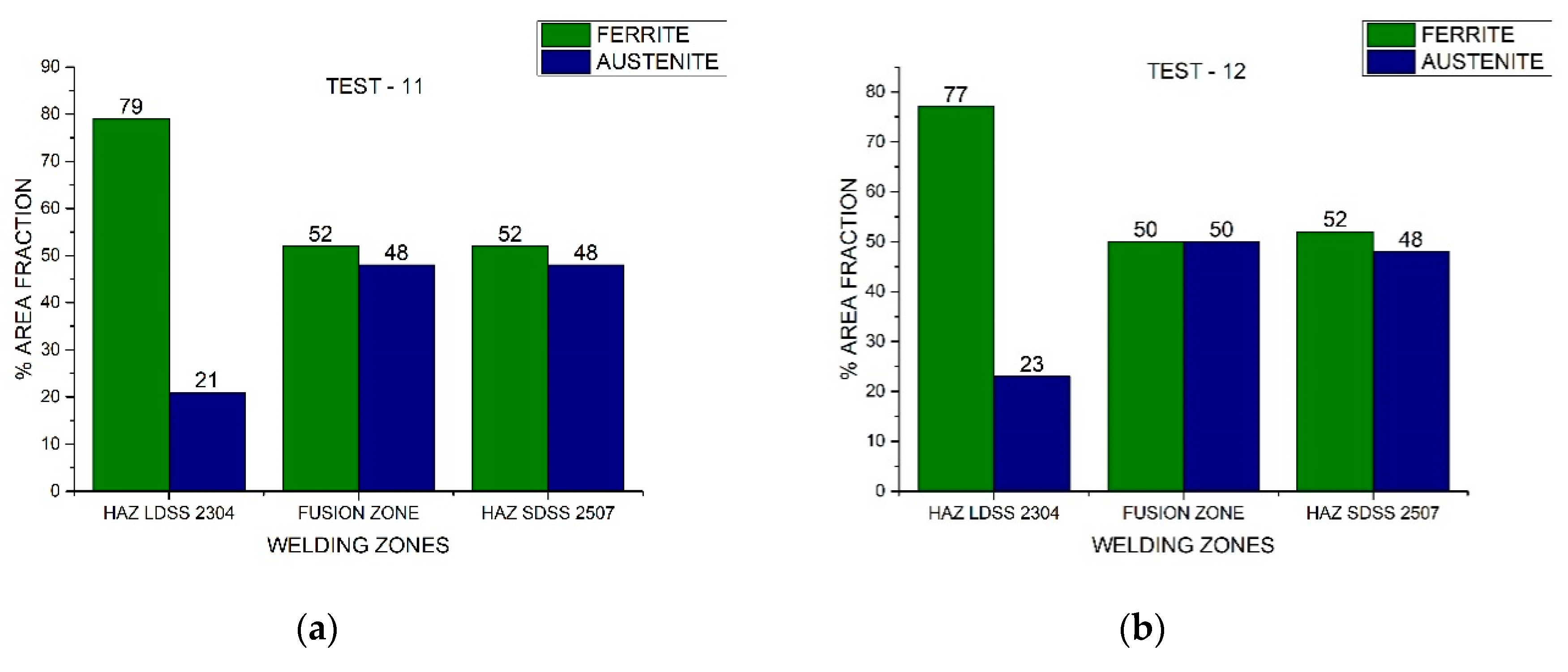
On the other hand, the austenite ferrite dual percentage remained in the SDSS 2507 HAZ employing 220 A and 175 A in both speeds, increasing considerably the austenite quantity in the FZ (
Figure 10 and
Figure 11). In addition, when employing a current of 130 A, the 50/50 percentage remained in the FZ and HAZ of the SDSS 2507 (
Figure 12). Nevertheless, the percentage of the austenite was reduced considerably in the HAZ of the LDSS 2304, promoting values below 25%. The optimization of the process parameters led to a welding current of 130 A and low welding speeds (
Figure 13).
 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}