Formation Mechanism of Dilute Region and Microstructure Evolution in Laser Solid Forming TA15/Ti2AlNb Dual Alloy

Abstract
1. Introduction
2. Experimental Procedures
3. Results and Discussion
3.1. Microstructure and Compositions of Multiple-Layer Samples
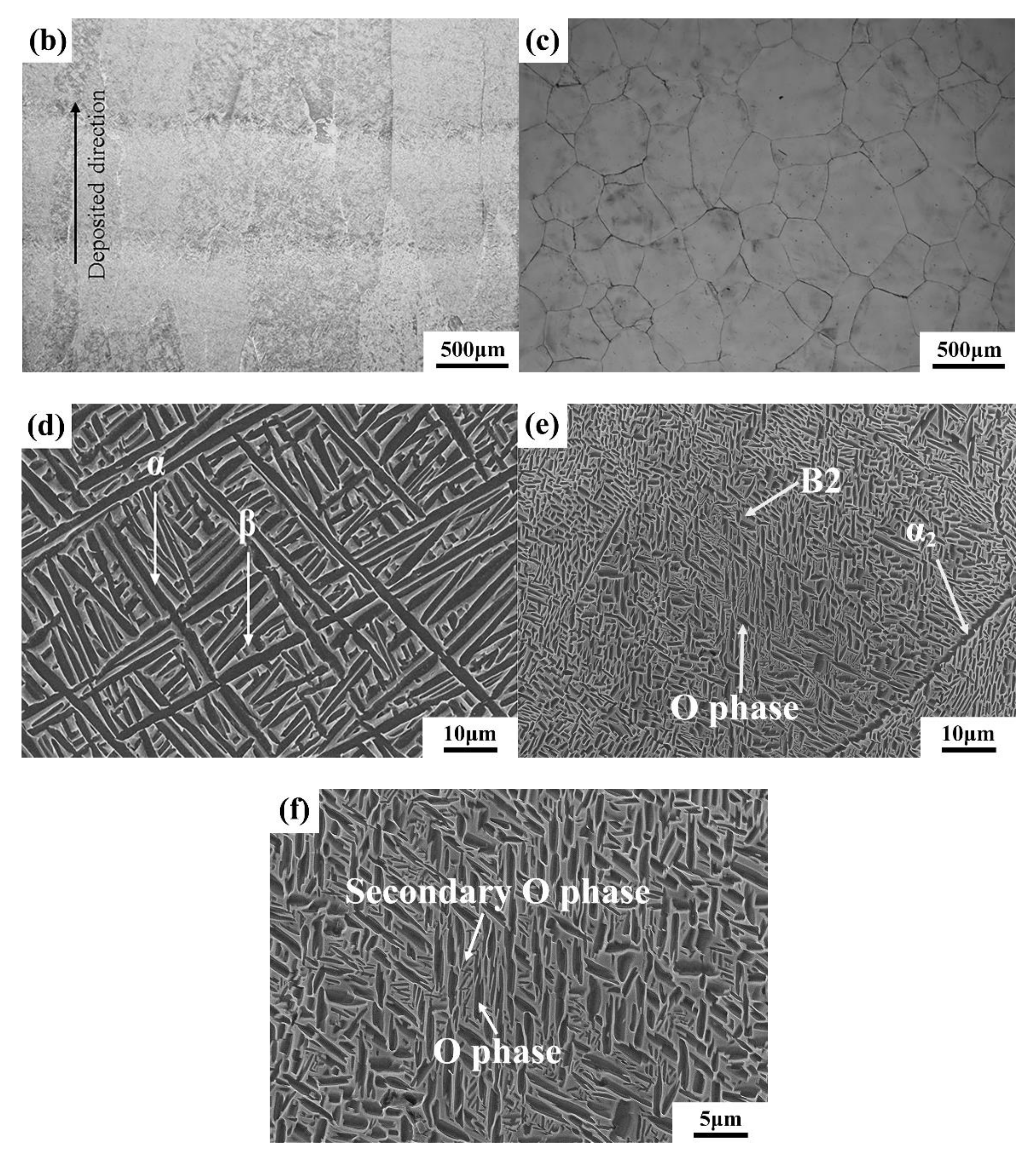
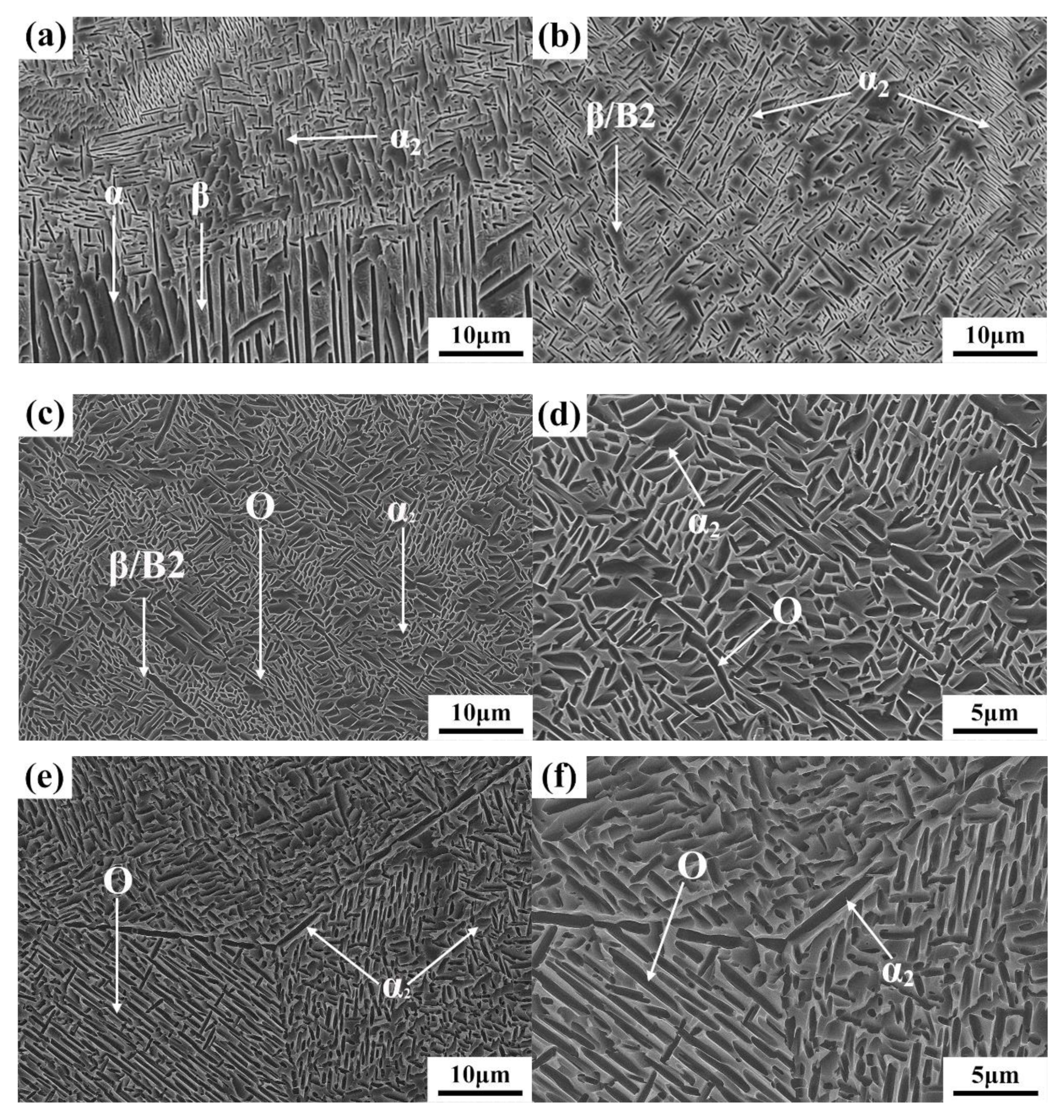
3.2. Microstructure Evolution in the Dilute Region of LSF TA15/Ti2AlNb Dual Alloy
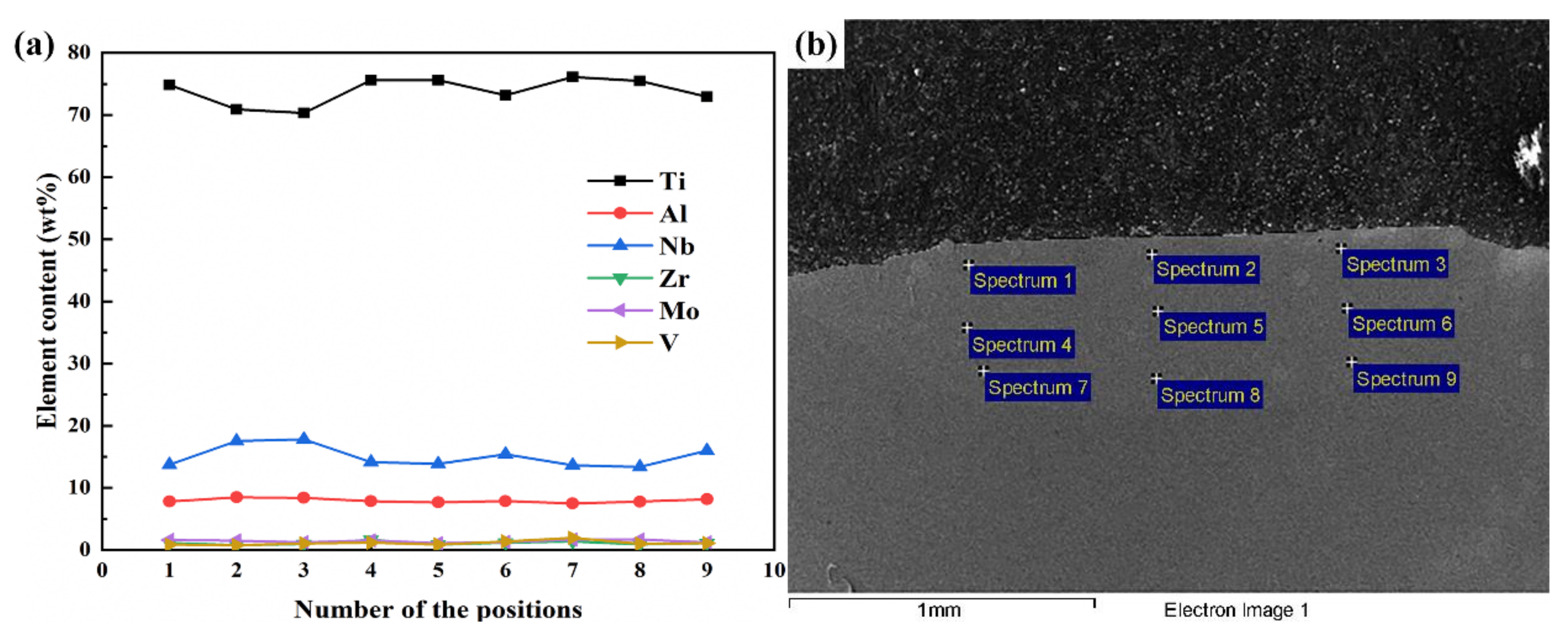
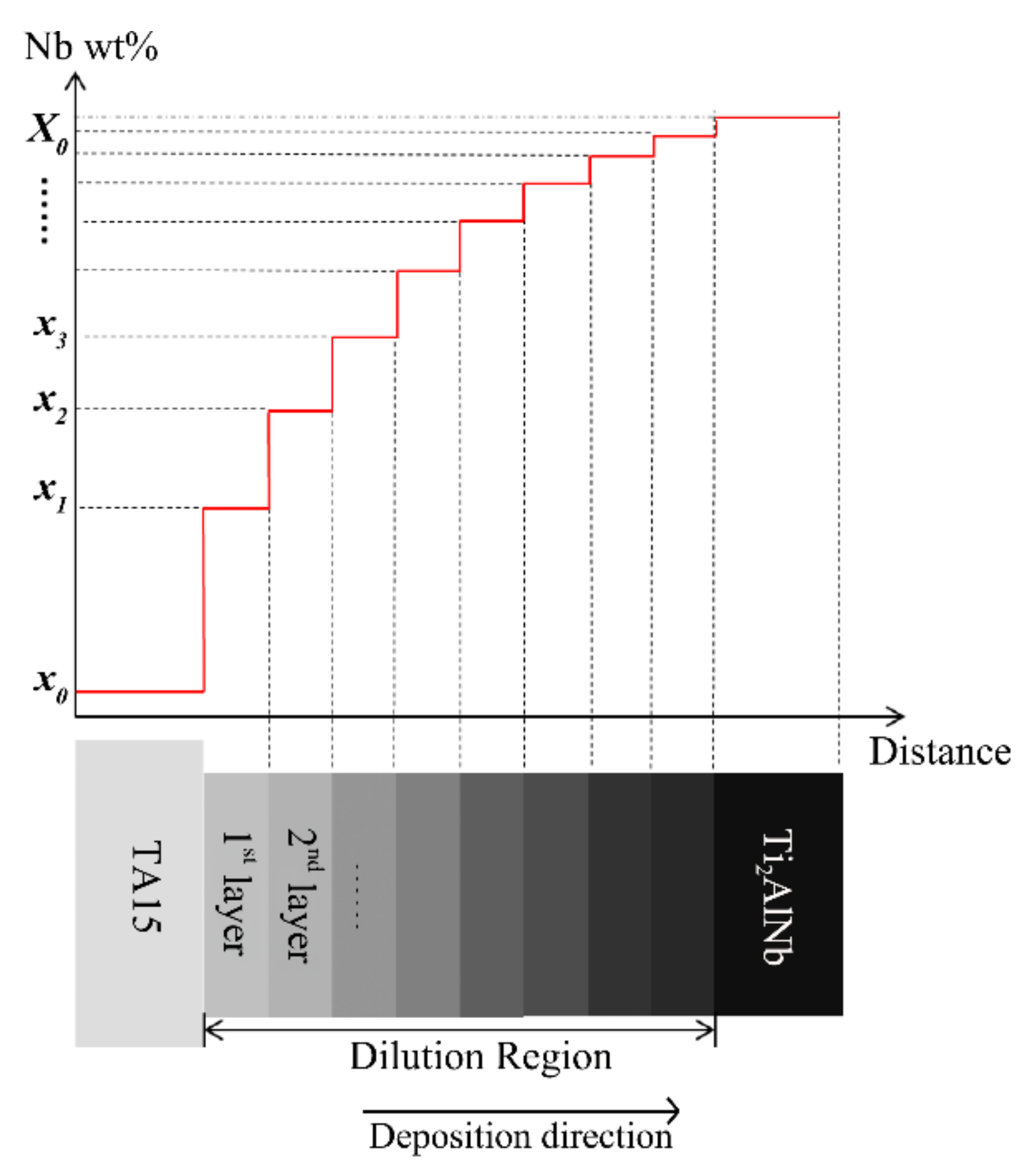
3.3. Composition Distribution at the Dilution Region of LSF TA15/Ti2AlNb Dual Alloy
4. Conclusions
- (1)
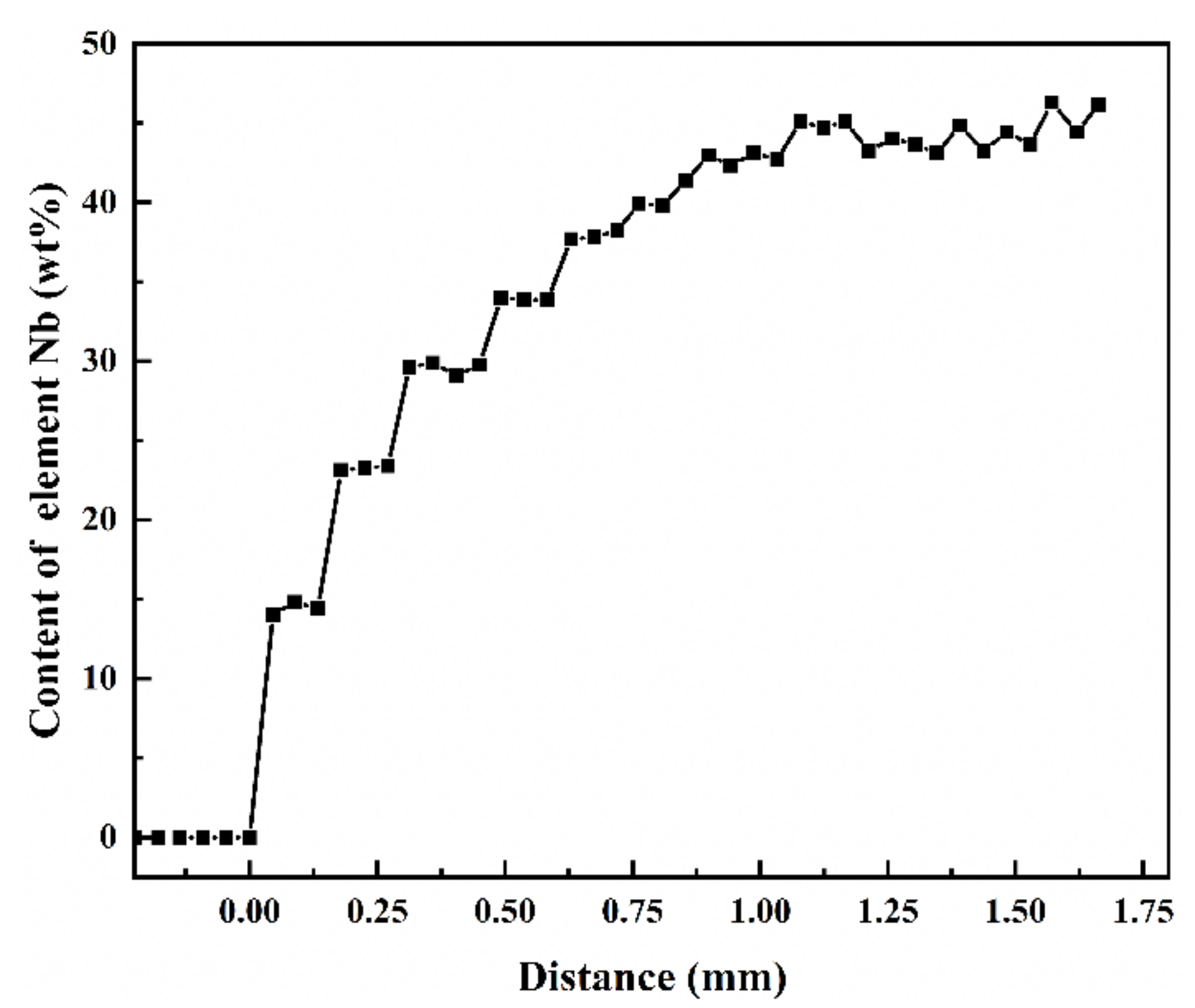
- Elemental variation along the deposited direction of both the multiple-layer and the dual-alloy samples are characteristically exponential in its distribution; however, the composition “step” is evident in the multiple-layer samples. Compositional variation tends to be more continuous and smooth in the dual-alloy sample.
- (2)
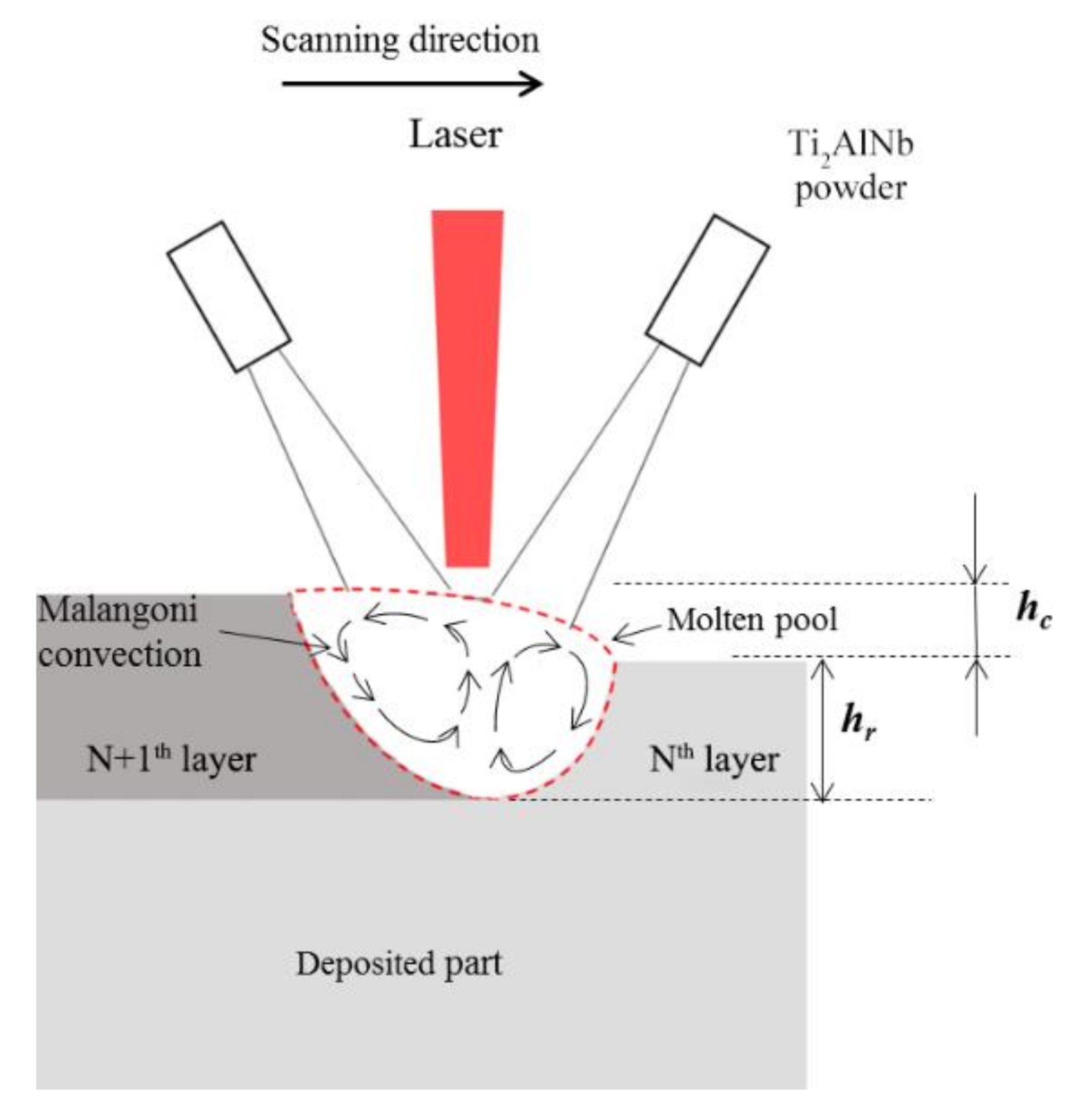
- The forced cycle convection of liquid metal caused by the Marangoni effect resulted in a homogenous mix of elements in the molten pool. The composition of each deposited layer is intermediate between the previous layer and the fed powders.
- (3)
- The macrostructure of the samples consists of epitaxially grown columnar prior β grains at the TA15 side and equiaxed grains at the Ti2AlNb side. The microstructure evolution of the LSF TA15/Ti2AlNb dual-alloy dilute region exhibited a transition of α+β→α+α2+β/B2→α2+β/B2→α2+β/B2+O→α2+B2+O along the deposited direction. The microhardness also changed significantly with the transition of the microstructure.
Author Contributions
Funding
Conflicts of Interest
References
- Łyszkowski, R. High-Temperature Oxidation of Fe3Al Intermetallic Alloy Prepared by Additive Manufacturing LENS. Materials 2015, 8, 1499–1512. [Google Scholar] [CrossRef]
- Lyu, F.Y.; Liu, F.C.; Hu, X.A.; Yang, X.G.; Huang, C.P.; Shi, D.Q. The delta Phase Precipitation of an Inconel 718 Superalloy Fabricated by Electromagnetic Stirring Assisted Laser Solid Forming. Materials 2019, 12, 2604. [Google Scholar] [CrossRef] [PubMed]
- Naebe, M.; Shirvanimoghaddam, K. Functionally graded materials: A review of fabrication and properties. Appl. Mater. Today 2016, 5, 223–245. [Google Scholar] [CrossRef]
- Sun, Z.; Li, X.; Wu, H.; Yang, H. A unified growth model of the secondary grain boundary α phase in TA15 Ti-alloy. J. Alloys Compd. 2016, 689, 693–701. [Google Scholar] [CrossRef]
- Boehlert, C.J.; Majumdar, B.S.; Seetharaman, V.; Miracle, D.B. Part I. The microstructural evolution in Ti-Al-NbO plus Bcc orthorhombic alloys. Metall. Mater. Trans. A 1999, 30, 2305–2323. [Google Scholar] [CrossRef]
- Boehlert, C.J.; Miracle, D.B. Part II. The creep behavior of Ti-Al-NbO plus Bcc orthorhombic alloys. Metall. Mater. Trans. A 1999, 30, 2349–2367. [Google Scholar] [CrossRef]
- Boehlert, C.J. Part III. The tensile behavior of Ti-Al-Nb O+Bcc orthorhombic alloys. Metall. Mater. Trans. A 2001, 32, 1977–1988. [Google Scholar] [CrossRef]
- Li, P.; Ji, X.H.; Xue, K.M. Diffusion Bonding of TA15 and Ti2AlNb Alloys: Interfacial Microstructure and Mechanical Properties. J. Mater. Eng. Perform. 2017, 26, 1839–1846. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, Y.; Tang, Y.; Zhang, Y. Microscopic Structure and Tensile Property of Laser Melting Deposited TA15/Ti_2AlNb Dual Alloy. Chin. J. Lasers 2016, 43, 159–166. [Google Scholar]
- Liang, Y.J.; Tian, X.J.; Zhu, Y.Y.; Li, J.; Wang, H.M. Compositional variation and microstructural evolution in laser additive manufactured Ti/Ti-6Al-2Zr-1Mo-1V graded structural material. Mater. Sci. Eng. A Struct. 2014, 599, 242–246. [Google Scholar] [CrossRef]
- Savitha, U.; Reddy, G.J.; Venkataramana, A.; Rao, A.S.; Gokhale, A.A.; Sundararaman, M. Chemical analysis, structure and mechanical properties of discrete and compositionally graded SS316-IN625 dual materials. Mater. Sci. Eng. A Struct. 2015, 647, 344–352. [Google Scholar] [CrossRef]
- Shah, K.; Haq, I.; Khan, A.; Shah, S.A.; Khan, M.; Pinkerton, A.J. Parametric study of development of Inconel-steel functionally graded materials by laser direct metal deposition. Mater. Des. 2014, 54, 531–538. [Google Scholar] [CrossRef]
- Liu, Y.; Liang, C.P.; Liu, W.S.; Ma, Y.Z.; Liu, C.; Zhang, C. Dilution of Al and V through laser powder deposition enables a continuously compositionally Ti/Ti6Al4V graded structure. J. Alloys Compd. 2018, 763, 376–383. [Google Scholar] [CrossRef]
- Bobbio, L.D.; Otis, R.A.; Borgonia, J.P.; Dillon, R.P.; Shapiro, A.A.; Liu, Z.K.; Beese, A.M. Additive manufacturing of a functionally graded material from Ti-6Al-4V to Invar: Experimental characterization and thermodynamic calculations. Acta Mater. 2017, 127, 133–142. [Google Scholar] [CrossRef]
- Shang, C.; Wang, C.; Xu, G.; Li, C.; You, J. Laser additive manufacturing of TA15—Inconel 718 bimetallic structure via Nb/Cu multi-interlayer. Vacuum 2019, 169, 108888. [Google Scholar] [CrossRef]
- Anthony, T.R.; Cline, H.E. Surface Rippling Induced by Surface-Tension Gradients during Laser Surface Melting and Alloying. J. Appl. Phys. 1977, 48, 3888–3894. [Google Scholar] [CrossRef]
- Ohnuma, I.; Fujita, Y.; Mitsui, H.; Ishikawa, K.; Kainuma, R.; Ishida, K. Phase equilibria in the Ti-Al binary system. Acta Mater. 2000, 48, 3113–3123. [Google Scholar] [CrossRef]
- Kumpfert, J.; Kaysser, W.A. Orthorhombic titanium aluminides: Phases, phase transformations and microstructure evolution. Z. Met. 2001, 92, 128–134. [Google Scholar]
- Boehlert, C.J. The phase evolution and microstructural stability of an orthorhombic Ti-23Al-27Nb alloy. J. Phase Equilib. 1999, 20, 101–108. [Google Scholar] [CrossRef]
- Han, L.; Phatak, K.M.; Liou, F.W. Modeling of laser deposition and repair process. J. Laser. Appl. 2005, 17, 89–99. [Google Scholar] [CrossRef]
- Kelly, S.M.; Kampe, S.L. Microstructural evolution in laser-deposited multilayer Ti-6Al-4V builds: Part II. Thermal modeling. Metall. Mater. Trans. A 2004, 35, 1869–1879. [Google Scholar] [CrossRef]
- Fischer, P.; Locher, M.; Romano, V.; Weber, H.P.; Kolossov, S.; Glardon, R. Temperature measurements during selective laser sintering of titanium powder. Int. J. Mach. Tools Manu. 2004, 44, 1293–1296. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Chemical Compositions, wt % | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Al | Zr | Mo | V | Nb | N | H | O | Ti | |
| TA15 | 6.65 | 2.12 | 1.79 | 2.23 | -- | 0.008 | 0.024 | 0.13 | Bal. |
| Ti2AlNb | 11.10 | -- | -- | -- | 44.12 | 0.005 | 0.002 | 0.08 | Bal. |
| Sample | Element Content (wt %) | ||
|---|---|---|---|
| Ti | Al | Nb | |
| Single layer sample | 74.57 | 7.58 | 13.97 |
| Two layers sample | 67.26 | 8.31 | 22.94 |
| Three layers sample | 58.85 | 9.06 | 29.55 |
| Four layers sample | 54.95 | 9.26 | 33.64 |
| Five layers sample | 51.91 | 9.70 | 37.78 |
| Six layers sample | 50.50 | 9.96 | 39.12 |
| Seven layers sample | 47.73 | 10.12 | 42.09 |
| Eight layers sample | 45.16 | 10.44 | 43.13 |
| Nine layers sample | 44.58 | 10.52 | 44.75 |
| Ten layers sample | 43.48 | 10.69 | 45.69 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tan, H.; Mi, Z.; Zhu, Y.; Yan, Z.; Hou, X.; Chen, J. Formation Mechanism of Dilute Region and Microstructure Evolution in Laser Solid Forming TA15/Ti2AlNb Dual Alloy. Materials 2020, 13, 552. https://doi.org/10.3390/ma13030552
Tan H, Mi Z, Zhu Y, Yan Z, Hou X, Chen J. Formation Mechanism of Dilute Region and Microstructure Evolution in Laser Solid Forming TA15/Ti2AlNb Dual Alloy. Materials. 2020; 13(3):552. https://doi.org/10.3390/ma13030552
Chicago/Turabian StyleTan, Hua, Zesen Mi, Yongshuai Zhu, Zhenyu Yan, Xin Hou, and Jing Chen. 2020. "Formation Mechanism of Dilute Region and Microstructure Evolution in Laser Solid Forming TA15/Ti2AlNb Dual Alloy" Materials 13, no. 3: 552. https://doi.org/10.3390/ma13030552
APA StyleTan, H., Mi, Z., Zhu, Y., Yan, Z., Hou, X., & Chen, J. (2020). Formation Mechanism of Dilute Region and Microstructure Evolution in Laser Solid Forming TA15/Ti2AlNb Dual Alloy. Materials, 13(3), 552. https://doi.org/10.3390/ma13030552