Thermoplastic Composites and Their Promising Applications in Joining and Repair Composites Structures: A Review



Abstract
1. Introduction
2. Strength Testing in FRP Joints
2.1. Strength Testing
2.2. Toughness Testing
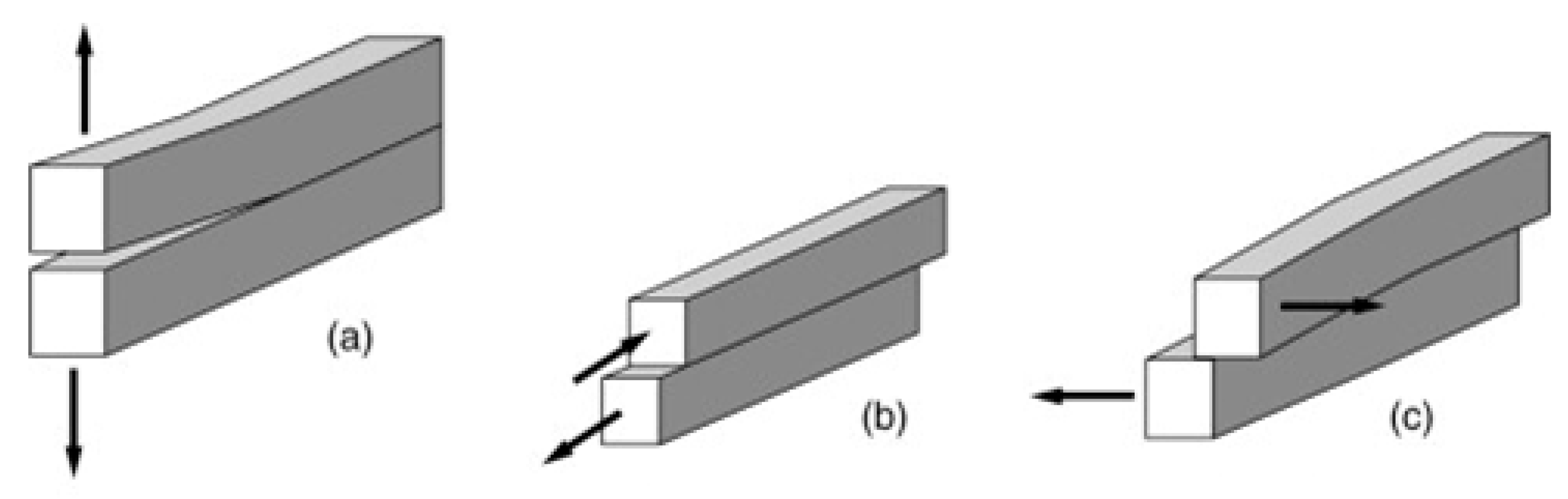
2.2.1. Pure-Mode Loading
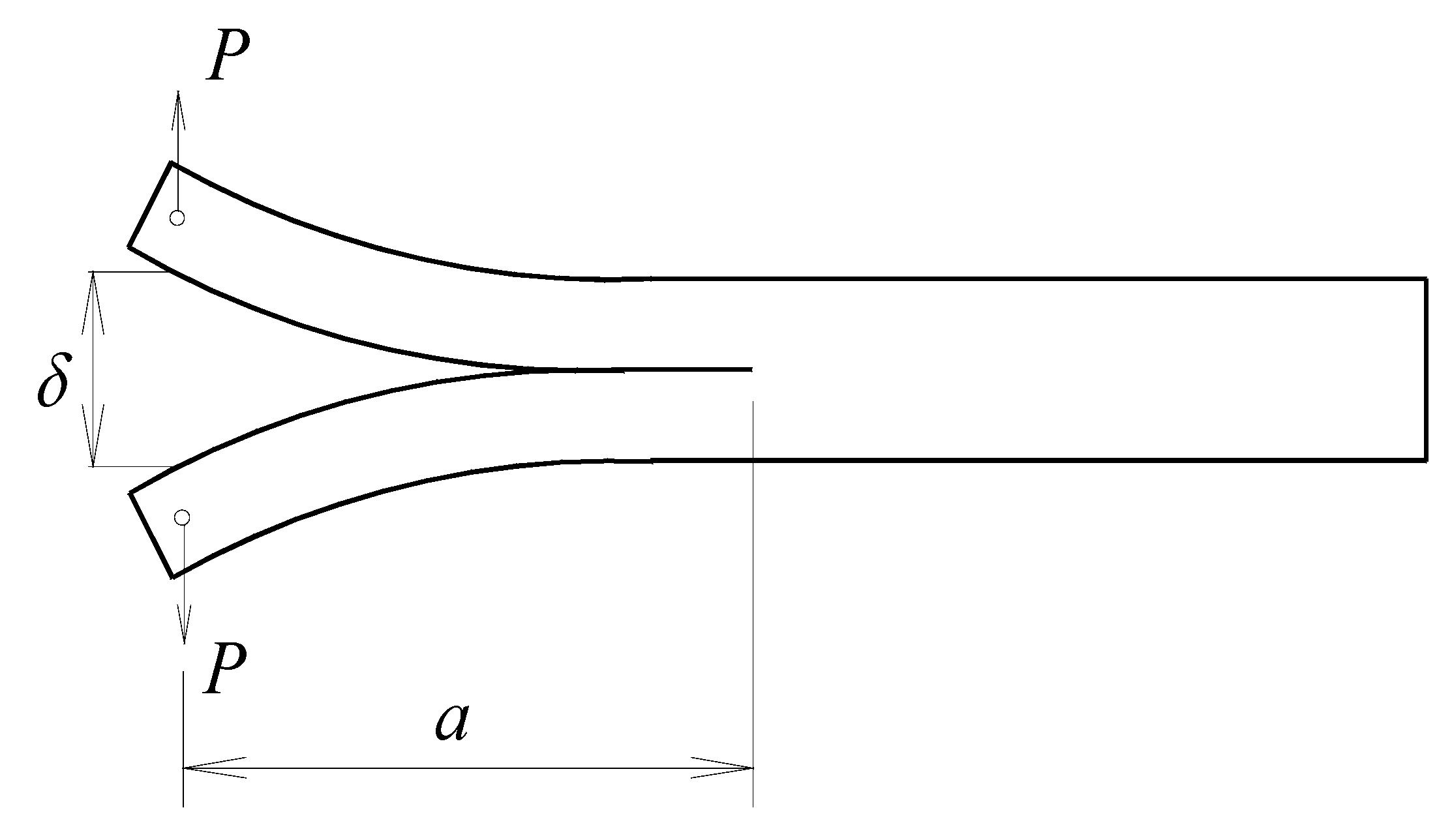
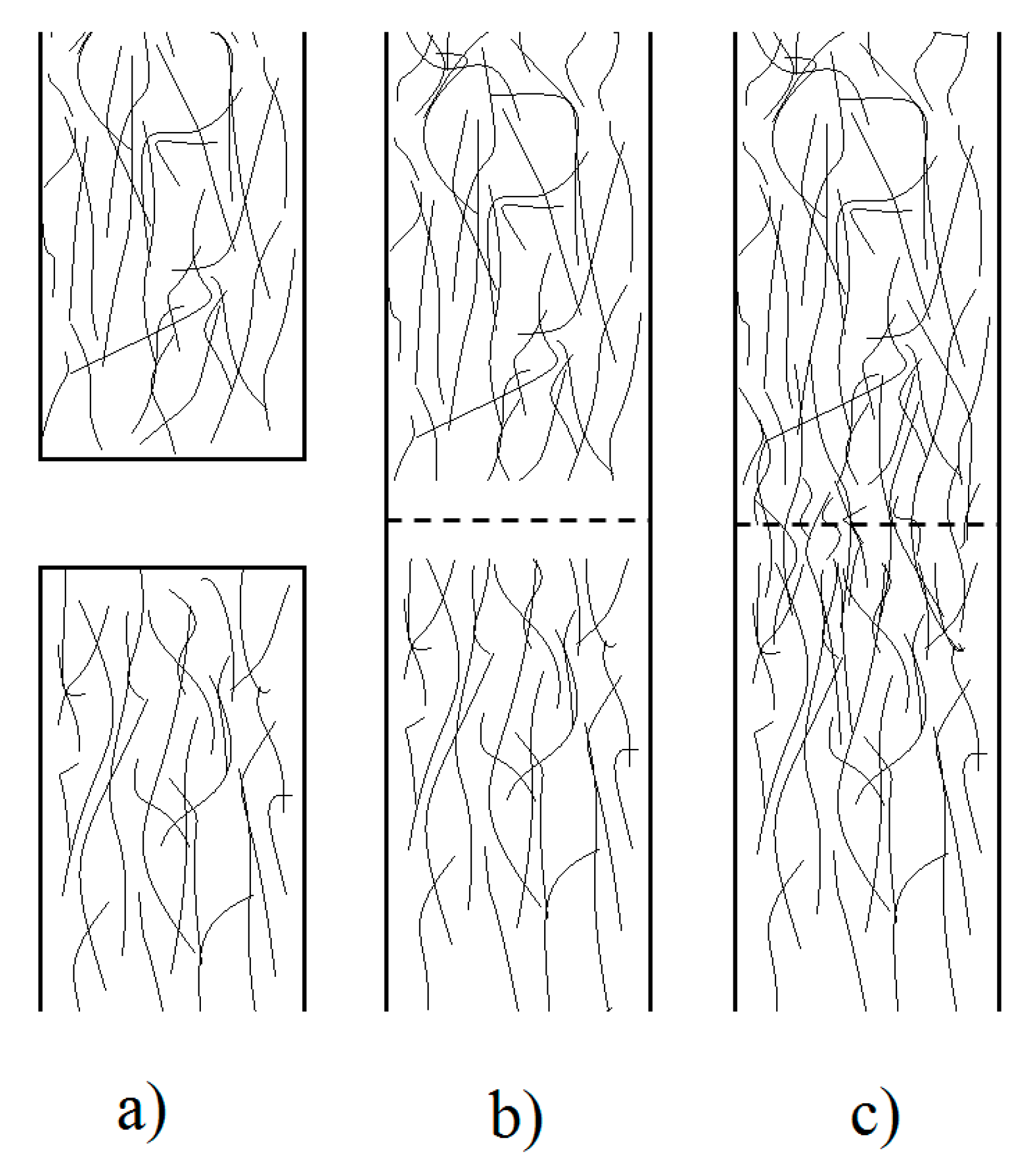
- Mode I (Figure 3a): The load is applied normally to the bonded joint interface and the rate at which the joint opens can be monitored and measured in the double cantilever beam tests (DCB) (Figure 4). Specimens contain a pre-crack at one of its extremities and the cracked faces are pulled apart with the aid of either piano hinges or loading blocks attached to the specimen on the cracked end. A thin non-stick film is placed between the central plies during curing to introduce the pre-crack, and the sides of the specimen are marked with a millimeter scale in order to quantitatively track the crack growth during testing. The specimen is then loaded and the load-displacement data is recorded and used for computation of the critical strain energy release rate GIc. This test can be performed under quasi-static and cyclic loading conditions, and is the most widely used method for measuring Mode I fracture toughness of unidirectional composites. Furthermore, fabrication and testing of DCB specimens is straightforward and relatively inexpensive, which can be tested by using standard mechanical test frames [108];
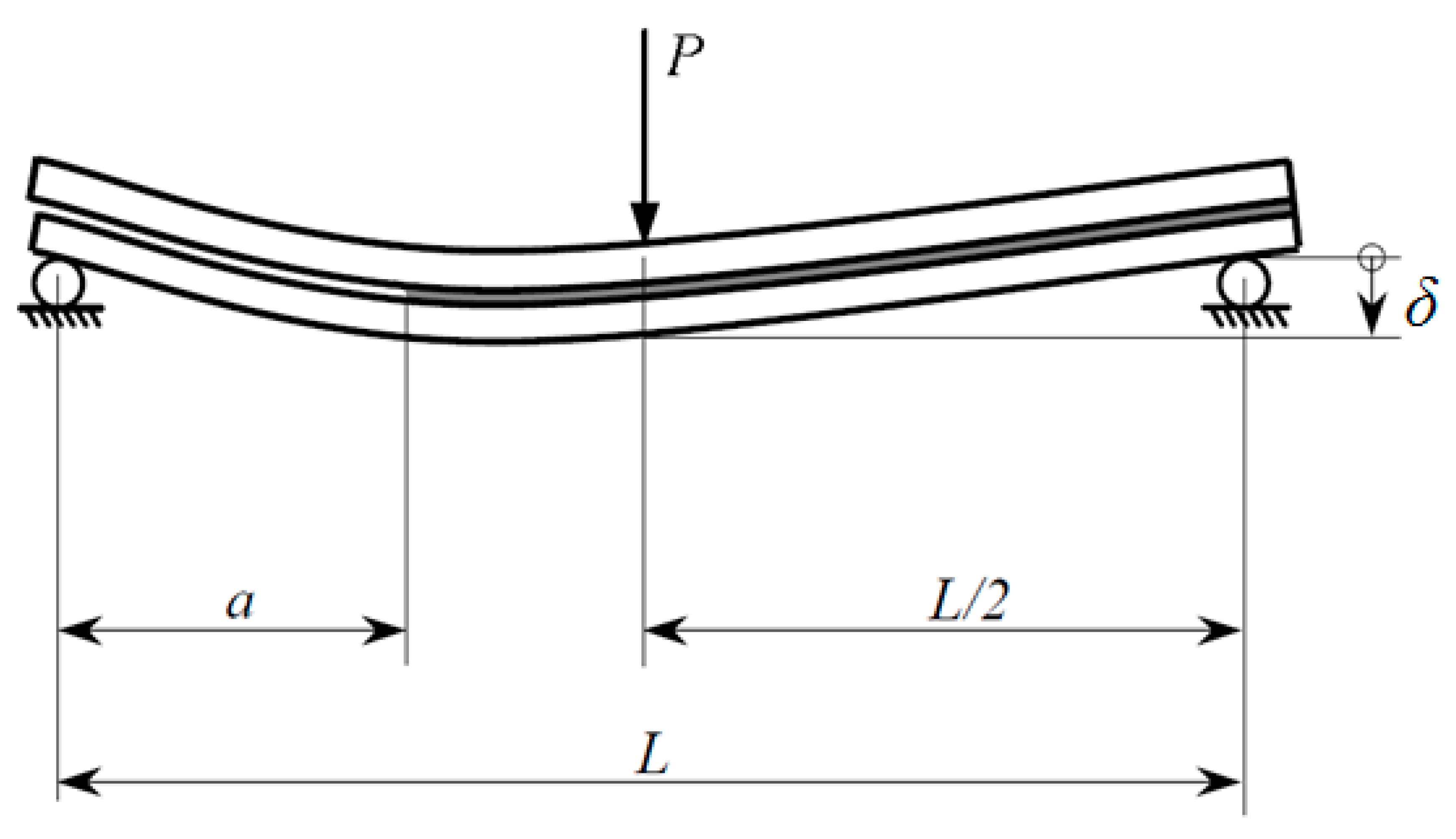
- Mode II (Figure 3b): The load creates a sliding shear mode in a direction perpendicular to the leading edge of the crack and the joint will exhibit the highest resistance to fracture. The most suitable method to evaluate this failure mode is the End Notched Flexure specimen (ENF) (Figure 5), which consists in a three-point bending test in a pre-cracked specimen. The resulting load creates an almost pure shear stress state at the crack tip, provided that the specimen is designed so that the adherends deform elastically, which provides shear characterization. The simplicity of this specimen is one of the main reasons to be widely used in mode II fracture characterization [109];
2.2.2. Mixed-Mode I + II Loading
3. Comparison of TPC and TSC Fracture Toughness
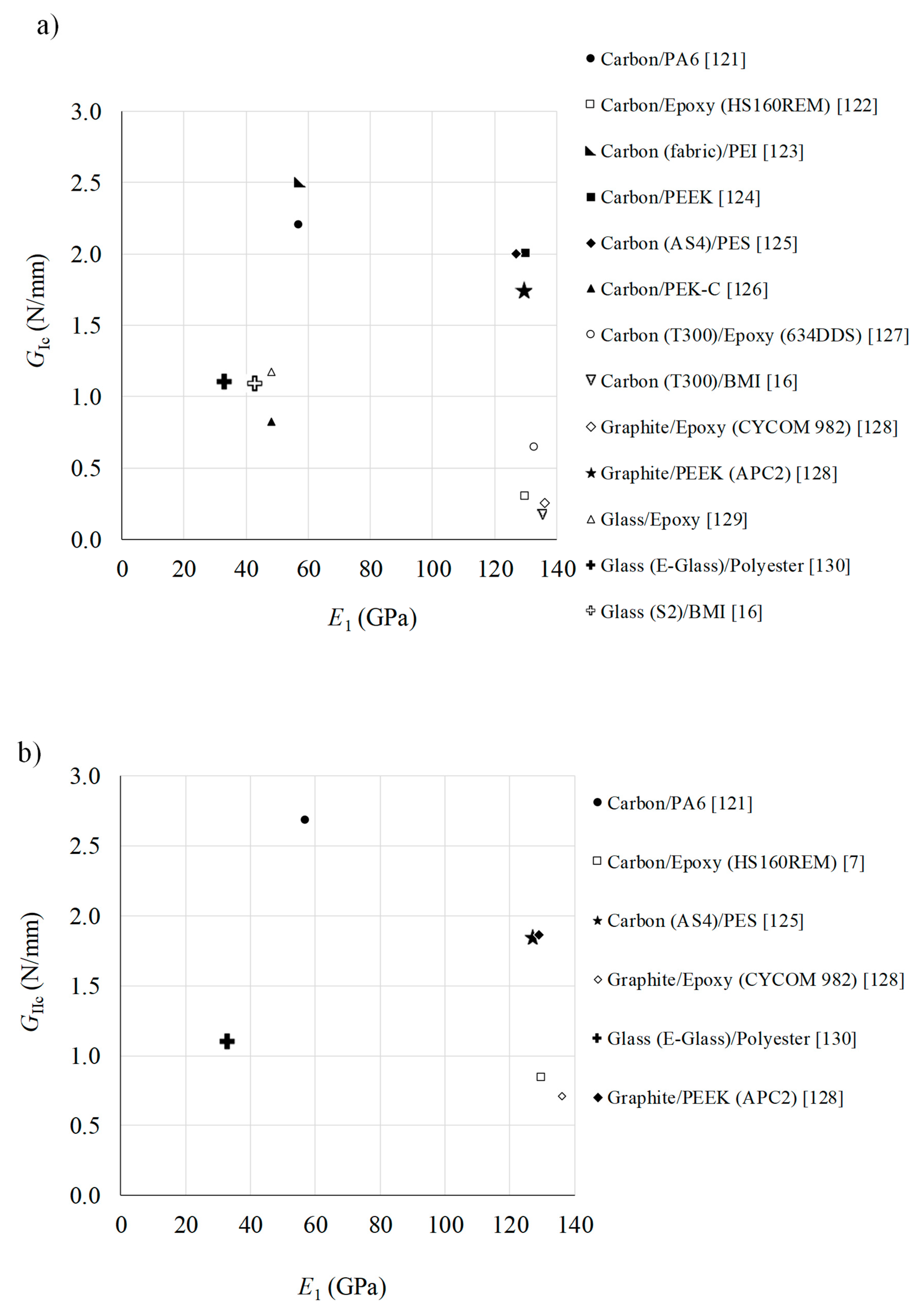
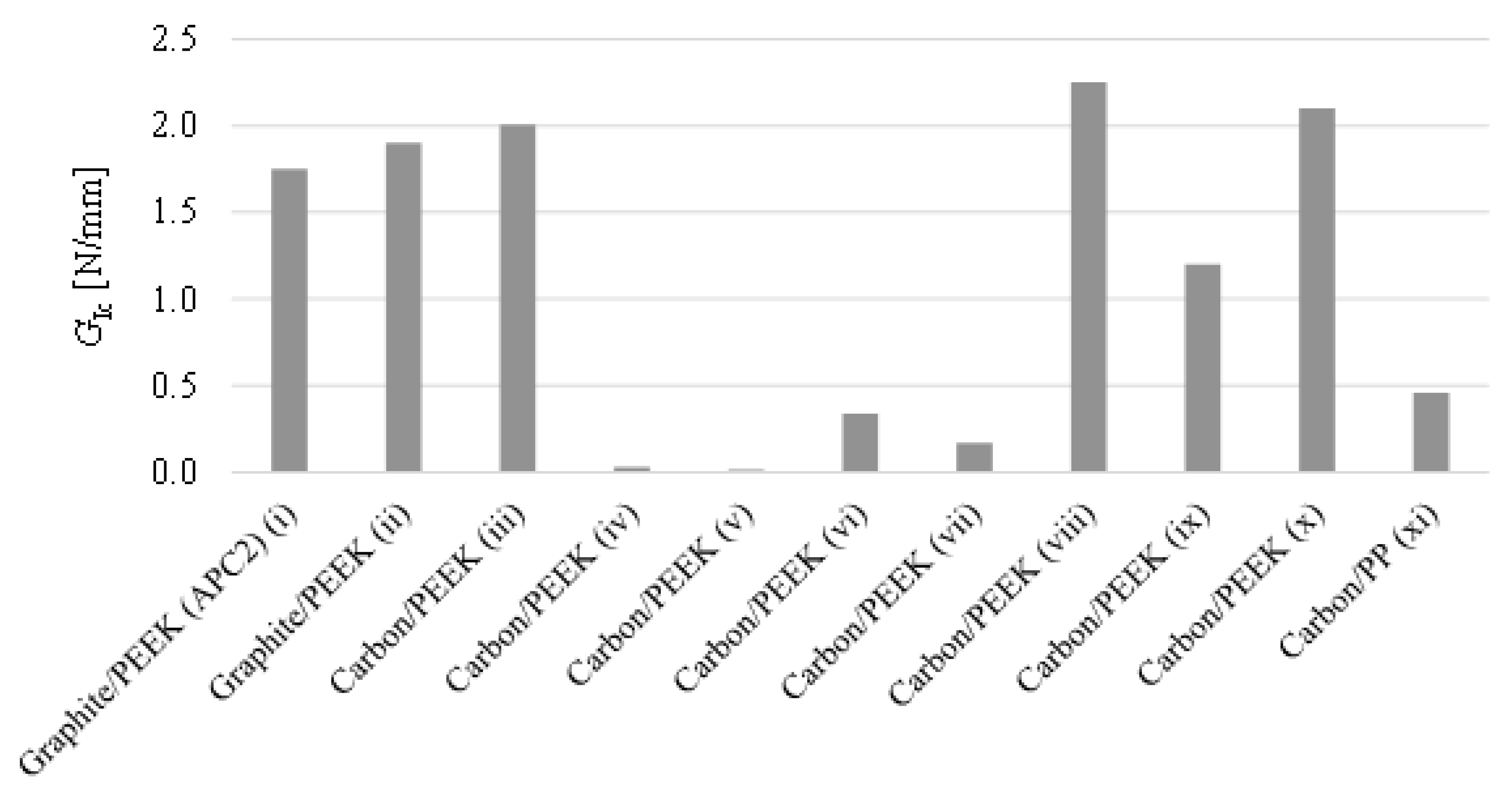
3.1. Pure Modes
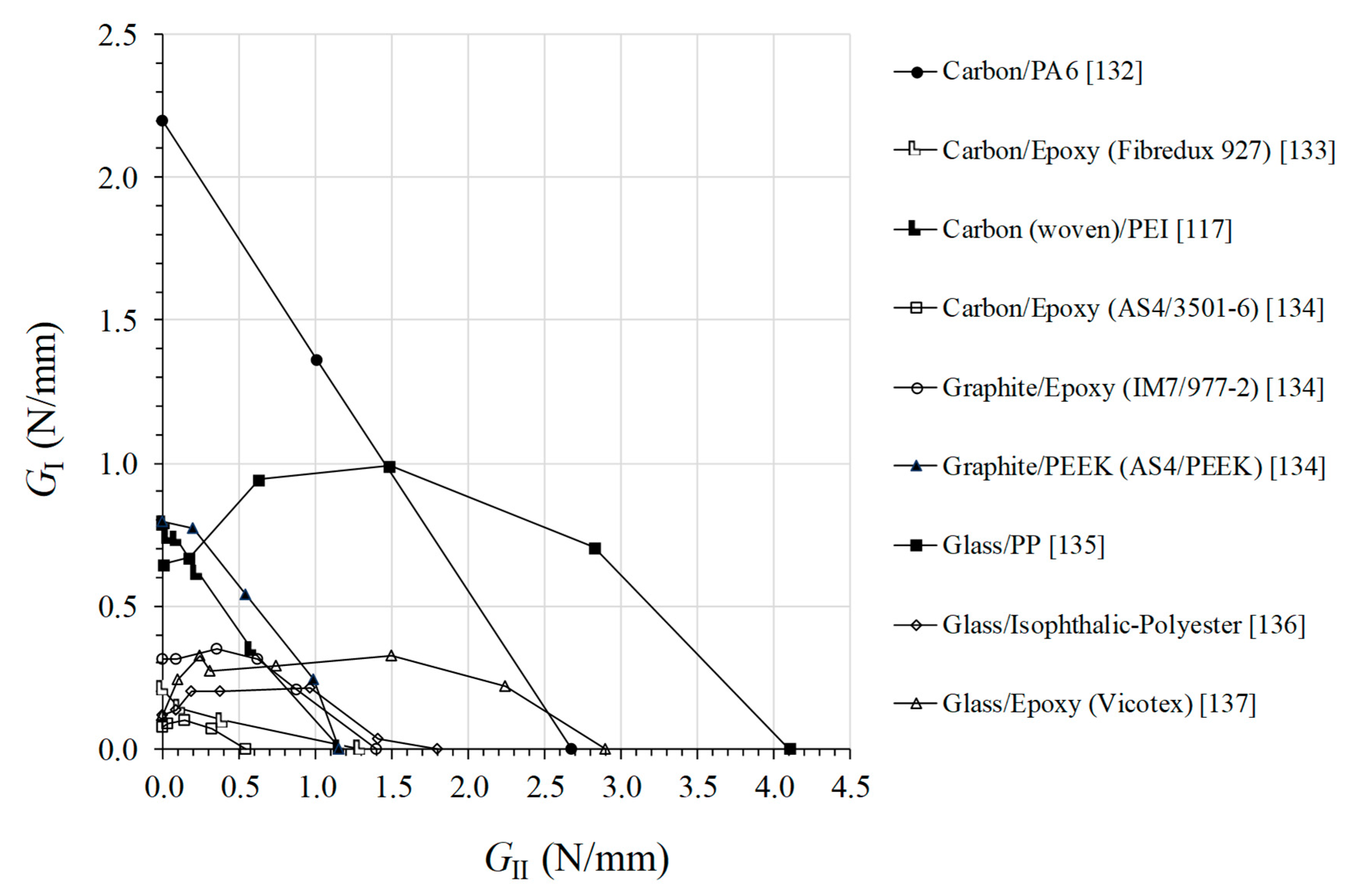
3.2. Mixed Modes
4. TPC Joining and Repair Techniques
4.1. Adhesive Bonded Joints
Numerical Modelling of Adhesive Joints
4.2. Fusion Bonded Joints
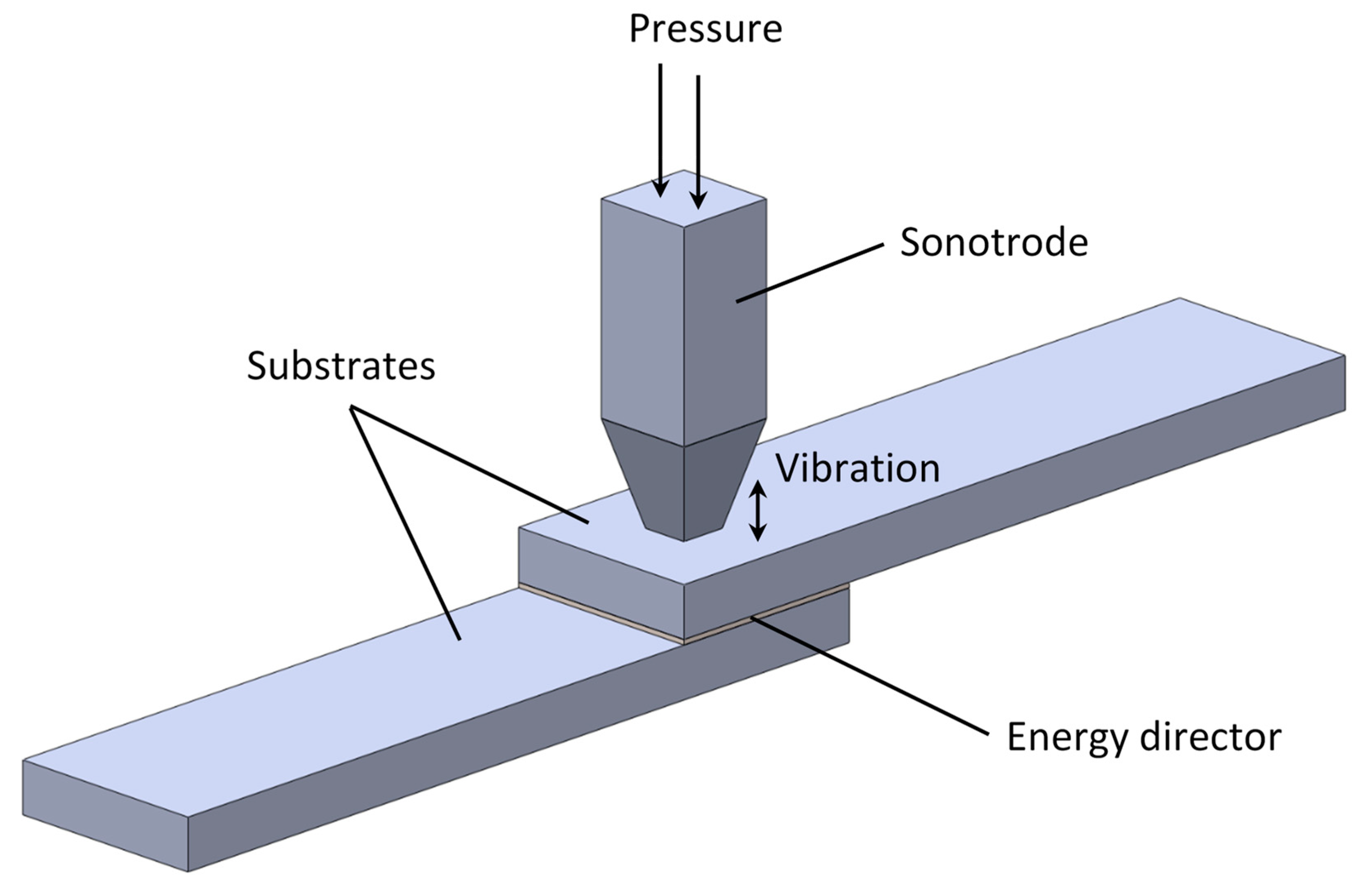
4.2.1. Ultrasonic Heating
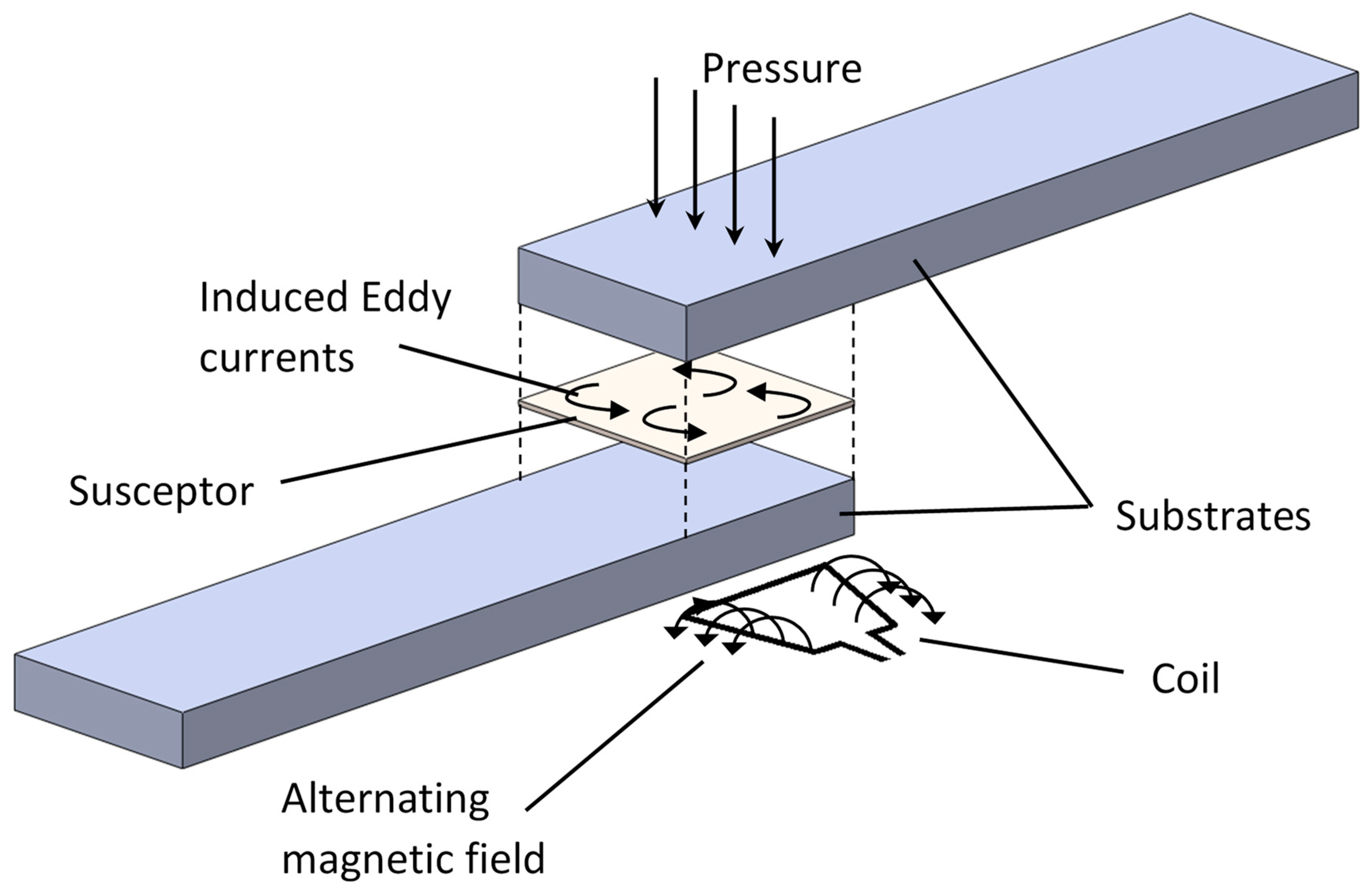
4.2.2. Induction Heating
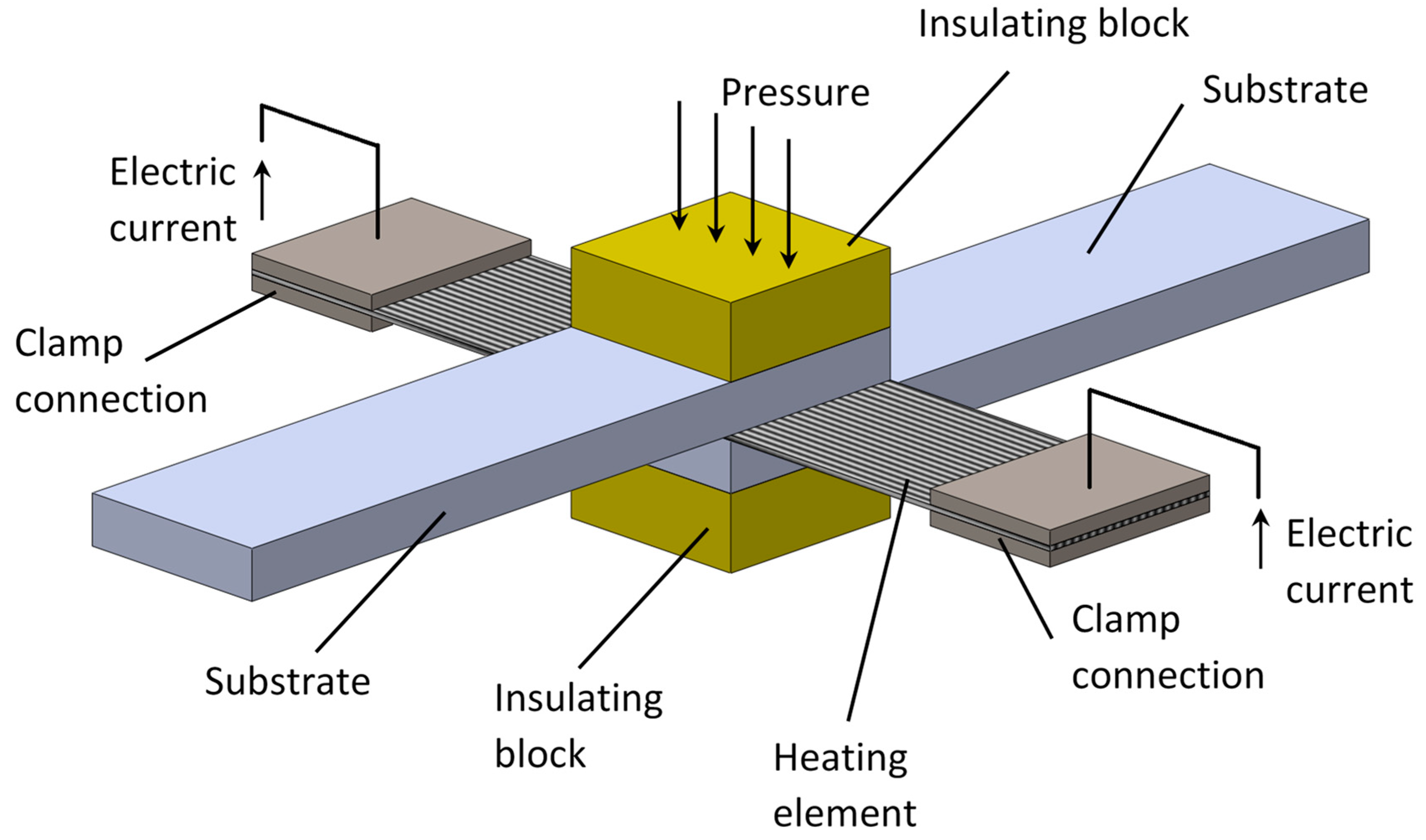
4.2.3. Resistance Heating
4.2.4. Non-Destructive Evaluation Techniques
4.2.5. Numerical Modelling of Fusion Bonded Joints
5. Conclusions
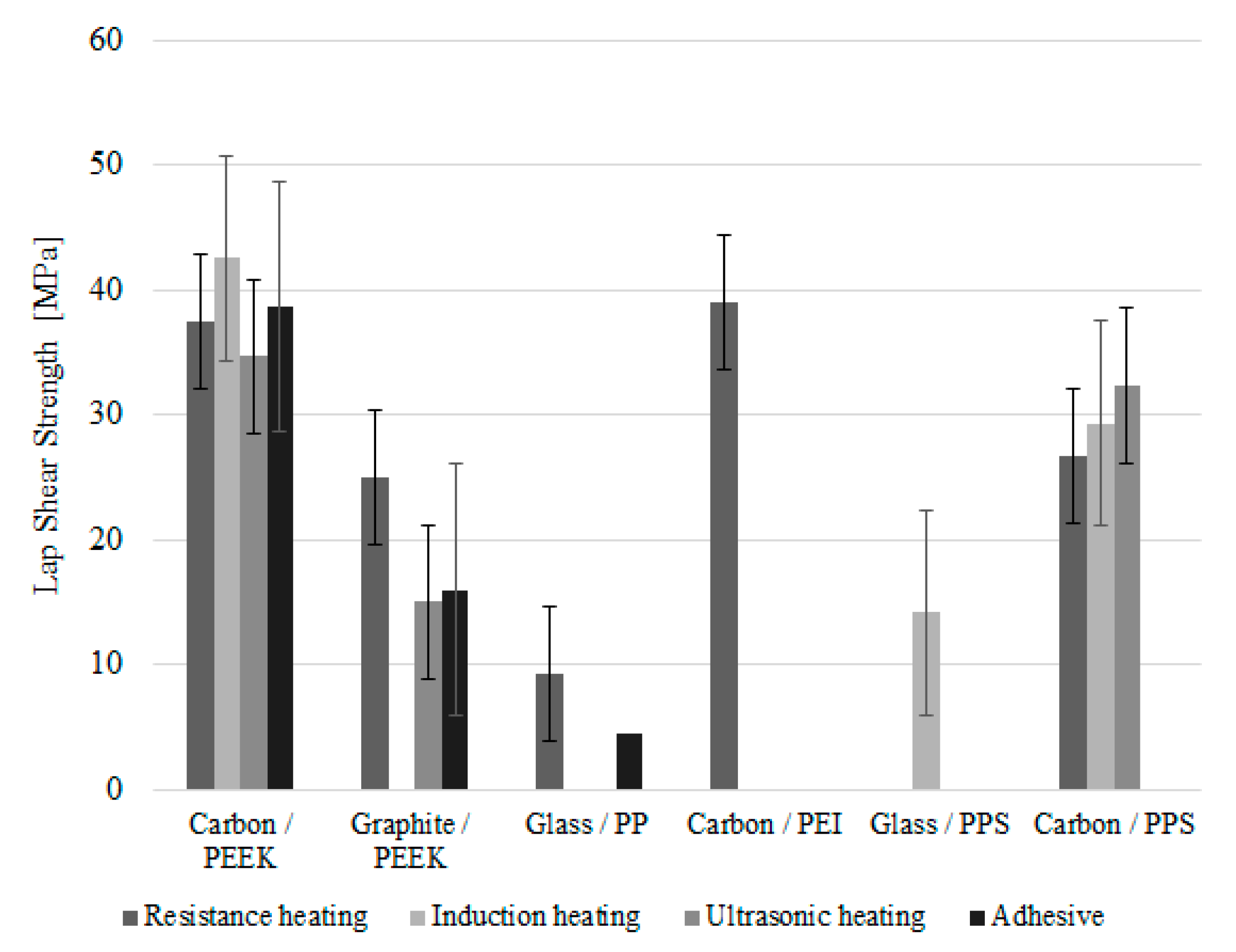
- It is not clear if different fusion bonding techniques provide different weld strengths for the same substrate. Some authors observed similar weld strength for a TPC laminate using different fusion bonding techniques (RW, IW, and UW), claiming that the selection of a fusion bonding process for a particular application should be determined by other factors such as the material type, weld size and geometry. However, some published works reported RW providing stronger repairs than UW;
- It is not clear if the conductive implant remaining inside the part affects negatively the mechanical performance of RW and IW welded joints. This is an importance aspect since the presence of the conductive implant may be the useful for further reprocessing operations; and
- Is it not clear which one of the three heating mechanisms in IW is the dominant one: Joule heating by eddy currents traveling along the conductive fibers, Joule heating by contacting fibers at the junctions (i.e., where fibers from adjacent plies overlap), or heating by dielectric hysteresis when the fibers are separated by a small gap of dielectric polymer matrix. A deeper insight on IW modelling may be required to clarify this aspect.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rhodes, P. Thermoset composite receives highest UL temperature rating. Reinf. Plast. 2009, 53, 44–45. [Google Scholar] [CrossRef]
- Rybicka, J.; Tiwari, A.; Leeke, G.A. Technology readiness level assessment of composites recycling technologies. J. Clean. Prod. 2016, 112, 1001–1012. [Google Scholar] [CrossRef]
- López, J.M.R.; Martín, M.I.; Alguacil, F.J.; Rincón, J.M.; Centeno, T.A.; Romero, M. Thermolysis of fibreglass polyester composite and reutilisation of the glass fibre residue to obtain a glass–ceramic material. J. Anal. Appl. Pyrolysis 2012, 93, 104–112. [Google Scholar] [CrossRef]
- Li, X.; Bai, R.; McKechnie, J. Environmental and financial performance of mechanical recycling of carbon fibre reinforced polymers and comparison with conventional disposal routes. J. Clean. Prod. 2016, 127, 451–460. [Google Scholar] [CrossRef]
- Pimenta, S.; Pinho, S.T. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste Manag. 2011, 31, 378–392. [Google Scholar] [CrossRef]
- De Moura, M.; Marques, A.T. Prediction of low velocity impact damage in carbon–epoxy laminates. Compos. Part A Appl. Sci. Manuf. 2002, 33, 361–368. [Google Scholar] [CrossRef]
- De Moura, M.; Gonçalves, J.; Marques, A.T.; De Castro, P. Prediction of compressive strength of carbon–epoxy laminates containing delamination by using a mixed-mode damage model. Compos. Struct. 2000, 50, 151–157. [Google Scholar] [CrossRef]
- Campilho, R.; De Moura, M.; Domingues, J.J.M.S. Using a cohesive damage model to predict the tensile behaviour of CFRP single-strap repairs. Int. J. Solids Struct. 2008, 45, 1497–1512. [Google Scholar] [CrossRef]
- Bigg, D. The Impact Behavior of Thermoplastic Sheet Composites. J. Reinf. Plast. Compos. 1994, 13, 339–354. [Google Scholar] [CrossRef]
- Sun, C.; Rechak, S. Effect of Adhesive Layers on Impact Damage in Composite Laminates. In Proceedings of the Composite Materials: Testing and Design (Eighth Conference), West Conshohocken, PA, USA, September 1988; ASTM International: West Conshohocken, PA, USA, 1988. [Google Scholar]
- Sevkat, E.; Liaw, B.; Delale, F. Drop-weight impact response of hybrid composites impacted by impactor of various geometries. Mater. Des. 2013, 52, 67–77. [Google Scholar] [CrossRef]
- Fernandes, R.L.; De Moura, M.; Silva, F.G.; Dourado, N.M.M. Mode I fracture characterization of a hybrid cork and carbon–epoxy laminate. Compos. Struct. 2014, 112, 248–253. [Google Scholar] [CrossRef]
- De Moura, M.; Fernandes, R.; Silva, F.; Dourado, N. Mode II fracture characterization of a hybrid cork/carbon-epoxy laminate. Compos. Part B Eng. 2015, 76, 44–51. [Google Scholar] [CrossRef]
- Inal, O.; Akbolat, M. Çağatay; Soutis, C.; Katnam, K.B. Toughening mechanisms in cost-effective carbon-epoxy laminates with thermoplastic veils: Mode-I and in-situ SEM fracture characterisation. Int. J. Light. Mater. Manuf. 2020, 4, 50–61. [Google Scholar] [CrossRef]
- Sonnenfeld, C.; Mendil-Jakani, H.; Agogué, R.; Nunez, P.; Beauchêne, P. Thermoplastic/thermoset multilayer composites: A way to improve the impact damage tolerance of thermosetting resin matrix composites. Compos. Struct. 2017, 171, 298–305. [Google Scholar] [CrossRef]
- Xu, L.Y.; Kou, C.-H. Effect of the Interfacial Interleaf to the Interlaminar Fracture and Intralaminar Fracture of a New BMI Matrix Composites System. J. Reinf. Plast. Compos. 1994, 13, 509–540. [Google Scholar] [CrossRef]
- Masters, J.E. Improved Impact and Delamination Resistance through Interleafing. Key Eng. Mater. 1991, 37, 317. [Google Scholar] [CrossRef]
- Hojo, M.; Matsuda, S.; Tanaka, M.; Ochiai, S.; Murakami, A. Mode I delamination fatigue properties of interlayer-toughened CF/epoxy laminates. Compos. Sci. Technol. 2006, 66, 665–675. [Google Scholar] [CrossRef]
- Shivakumar, K.N.; Lingaiah, S.; Chen, H.; Akangah, P.; Swaminathan, G.; Russell, L. Polymer Nanofabric Interleaved Composite Laminates. AIAA J. 2009, 47, 1723–1729. [Google Scholar] [CrossRef]
- Akangah, P.; Lingaiah, S.; Shivakumar, K. Effect of Nylon-66 nano-fiber interleaving on impact damage resistance of epoxy/carbon fiber composite laminates. Compos. Struct. 2010, 92, 1432–1439. [Google Scholar] [CrossRef]
- Botelho, E.C. Mechanical behavior of carbon fiber reinforced polyamide composites. Compos. Sci. Technol. 2003, 63, 1843–1855. [Google Scholar] [CrossRef]
- Ageorges, C.; Ye, L. Fusion Bonding of Polymer Composites; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Tao, W.; Su, X.; Wang, H.; Zhang, Z.; Li, H.; Chen, J. Influence mechanism of welding time and energy director to the thermoplastic composite joints by ultrasonic welding. J. Manuf. Process. 2019, 37, 196–202. [Google Scholar] [CrossRef]
- Ahmed, T.; Stavrov, D.; Bersee, H.; Beukers, A. Induction welding of thermoplastic composites—an overview. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1638–1651. [Google Scholar] [CrossRef]
- Mallick, P.K. 5—Thermoplastics and Thermoplastic–Matrix Composites for Lightweight Automotive Structures. In Materials, Design and Manufacturing for Lightweight Vehicles; Mallick, P.K., Ed.; Woodhead Publishing: Cambridge, UK, 2010; pp. 174–207. [Google Scholar]
- Crosky, A.; Soatthiyanon, N.; Ruys, D.; Meatherall, S.; Potter, S. 9—Thermoset matrix natural fibre-reinforced composites. In Natural Fibre Composites; Hodzic, A., Shanks, R., Eds.; Woodhead Publishing: Cambridge, UK, 2014; pp. 233–270. [Google Scholar]
- Marsh, G. Reinforced thermoplastics, the next wave? Reinf. Plast. 2014, 58, 24–28. [Google Scholar] [CrossRef]
- Mack, J.; Schledjewski, R. Filament winding process in thermoplastics. In Manufacturing Techniques for Polymer Matrix Composites (PMCs); Advani, S.G., Hsiao, K.-T., Eds.; Woodhead Publishing: Cambridge, UK, 2012; pp. 182–208. [Google Scholar]
- Ye, L.; Chen, Z.-R.; Lu, M.; Hou, M. De-consolidation and re-consolidation in CF/PPS thermoplastic matrix composites. Compos. Part A Appl. Sci. Manuf. 2005, 36, 915–922. [Google Scholar] [CrossRef]
- Chua, L.O.; Pivka, L.; Wu, C.W. The adhesion of thermoplastic fibre composites. Philos. Trans. R. Soc. London Ser. A Phys. Eng. Sci. 1992, 338, 83–112. [Google Scholar] [CrossRef]
- Shi, H.; Villegas, I.F.; Bersee, H.E. Strength and failure modes in resistance welded thermoplastic composite joints: Effect of fibre–matrix adhesion and fibre orientation. Compos. Part A Appl. Sci. Manuf. 2013, 55, 1–10. [Google Scholar] [CrossRef]
- Rohart, V.; Lebel, L.L.; Dubé, M. Effects of environmental conditions on the lap shear strength of resistance-welded carbon fibre/thermoplastic composite joints. Compos. Part B Eng. 2020, 198, 108239. [Google Scholar] [CrossRef]
- Villegas, I.F.; Moser, L.; Yousefpour, A.; Mitschang, P.; Bersee, H.E. Process and performance evaluation of ultrasonic, induction and resistance welding of advanced thermoplastic composites. J. Thermoplast. Compos. Mater. 2013, 26, 1007–1024. [Google Scholar] [CrossRef]
- Schell, J.; Guilleminot, J.; Binetruy, C.; Krawczak, P. Computational and experimental analysis of fusion bonding in thermoplastic composites: Influence of process parameters. J. Mater. Process. Technol. 2009, 209, 5211–5219. [Google Scholar] [CrossRef]
- Mathijsen, D. The black magic of carbon fiber reinforced thermoplastics. Reinf. Plast. 2015, 59, 185–189. [Google Scholar] [CrossRef]
- Bourban, P.-E.; Bernet, N.; Zanetto, J.-E.; Månson, J.-A.E. Material phenomena controlling rapid processing of thermoplastic composites. Compos. Part A Appl. Sci. Manuf. 2001, 32, 1045–1057. [Google Scholar] [CrossRef]
- Xiao, X.; Hoa, S.; Street, K. Repair of thermoplastic resin composites by fusion bonding. In Composites Bonding; ASTM Special Technical Publication: West Conshohocken, PA, USA, 1994; pp. 30–44. [Google Scholar]
- Ageorges, C.; Ye, L.; Hou, M. Advances in fusion bonding techniques for joining thermoplastic matrix composites: A review. Compos. Part A Appl. Sci. Manuf. 2001, 32, 839–857. [Google Scholar] [CrossRef]
- Yousefpour, A.; Hojjati, M.; Immarigeon, J.-P. Fusion Bonding/Welding of Thermoplastic Composites. J. Thermoplast. Compos. Mater. 2004, 17, 303–341. [Google Scholar] [CrossRef]
- Du, B.; Chen, L.; Liu, H.; He, Q.; Qin, W.; Li, W. Resistance welding of glass fiber reinforced thermoplastic composite: Experimental investigation and process parameter optimization. Chin. J. Aeronaut. 2020. [Google Scholar] [CrossRef]
- Stavrov, D.; Bersee, H.E.N. Resistance welding of thermoplastic composites-an overview. Compos. Part A Appl. Sci. Manuf. 2005, 36, 39–54. [Google Scholar] [CrossRef]
- Atkinson, J.R.; Ward, I.M. The joining of biaxially oriented polyethylene pipes. Polym. Eng. Sci. 1989, 29, 1638–1641. [Google Scholar] [CrossRef]
- Murray, R.E.; Roadman, J.; Beach, R. Fusion joining of thermoplastic composite wind turbine blades: Lap-shear bond characterization. Renew. Energy 2019, 140, 501–512. [Google Scholar] [CrossRef]
- Amanat, N.; James, N.L.; McKenzie, D.R. Welding methods for joining thermoplastic polymers for the hermetic enclosure of medical devices. Med. Eng. Phys. 2010, 32, 690–699. [Google Scholar] [CrossRef]
- Otheguy, M.; Gibson, A.; Findon, E.; Cripps, R. Repair technology for thermoplastic composite boats. Trans. R. Inst. Nav. Archit. Part B Int. J. Small Craft Technol. 2010, 152. [Google Scholar] [CrossRef]
- Arhant, M.; Davies, P. Thermoplastic matrix composites for marine applications. In Marine Composites; Woodhead Publishing: Cambridge, UK, 2019; pp. 31–53. [Google Scholar]
- McKnight, S.H.; Holmes, S.T.; Gillespie, J.W.; Lambing, C.L.T.; Marinelli, J.M. Scaling issues in resistance-welded thermoplastic composite joints. Adv. Polym. Technol. 1997, 16, 279–295. [Google Scholar] [CrossRef]
- O’Shaughnessey, P.G.; Dubé, M.; Villegas, I.F. Modeling and experimental investigation of induction welding of thermoplastic composites and comparison with other welding processes. J. Compos. Mater. 2016, 50, 2895–2910. [Google Scholar] [CrossRef]
- Xie, L.; Liu, H.; Wu, W.; Abliz, D.; Duan, Y.; Li, D. Fusion bonding of thermosets composite structures with thermoplastic binder co-cure and prepreg interlayer in electrical resistance welding. Mater. Des. 2016, 98, 143–149. [Google Scholar] [CrossRef]
- Lionetto, F.; Morillas, M.N.; Pappadà, S.; Buccoliero, G.; Villegas, I.F.; Maffezzoli, A. Hybrid welding of carbon-fiber reinforced epoxy based composites. Compos. Part A Appl. Sci. Manuf. 2018, 104, 32–40. [Google Scholar] [CrossRef]
- Deng, S.; Djukic, L.; Paton, R.; Ye, L. Thermoplastic–epoxy interactions and their potential applications in joining composite structures—A review. Compos. Part A Appl. Sci. Manuf. 2015, 68, 121–132. [Google Scholar] [CrossRef]
- Villegas, I.F.; Rubio, P.V. On avoiding thermal degradation during welding of high-performance thermoplastic composites to thermoset composites. Compos. Part A Appl. Sci. Manuf. 2015, 77, 172–180. [Google Scholar] [CrossRef]
- Villegas, I.F.; Van Moorleghem, R. Ultrasonic welding of carbon/epoxy and carbon/PEEK composites through a PEI thermoplastic coupling layer. Compos. Part A Appl. Sci. Manuf. 2018, 109, 75–83. [Google Scholar] [CrossRef]
- Abouhamzeh, M.; Sinke, J. Effects of fusion bonding on the thermoset composite. Compos. Part A Appl. Sci. Manuf. 2019, 118, 142–149. [Google Scholar] [CrossRef]
- Ageorges, C.; Ye, L. Resistance welding of thermosetting composite/thermoplastic composite joints. Compos. Part A Appl. Sci. Manuf. 2001, 32, 1603–1612. [Google Scholar] [CrossRef]
- Zhang, J.; De Souza, M.; Creighton, C.; Varley, R.J. New approaches to bonding thermoplastic and thermoset polymer composites. Compos. Part A Appl. Sci. Manuf. 2020, 133, 105870. [Google Scholar] [CrossRef]
- Amend, P.; Frick, T.; Schmidt, M. Experimental Studies on Laser-based Hot-melt Bonding of thermosetting Composites and Thermoplastics. Phys. Procedia 2011, 12, 166–173. [Google Scholar] [CrossRef]
- Benatar, A.; Gutowski, T.G. A review of methods for fusion bonding thermoplastic composites: SAMPE Journal Vol 23 No 1 (January/February 1987) pp. 33–39. Composites 1988, 19, 329. [Google Scholar] [CrossRef]
- Eveno, E.C.; Gillespie, J.W. Resistance Welding of Graphite Polyetheretherketone Composites: An Experimental Investigation. J. Thermoplast. Compos. Mater. 1988, 1, 322–338. [Google Scholar] [CrossRef]
- Border, J.; Salas, R. Induction heated joining of thermoplastic composites without metal susceptors. Tomorrows Mater. Today 1989, 34, 2569–2578. [Google Scholar]
- Jakobsen, T.B.; Don, R.C.; Gillespie, J.W. Two-Dimensional thermal analysis of resistance welded thermoplastic composites. Polym. Eng. Sci. 1989, 29, 1722–1729. [Google Scholar] [CrossRef]
- Maguire, D.M. Joining thermoplastic composites. SAMPE J. 1989, 25, 11–14. [Google Scholar]
- Silverman, E.M.; Griese, R.A. Joining methods for graphite/peek thermoplastic composites. SAMPE J. 1989, 25, 34–38. [Google Scholar]
- Don, R.C.; Bastien, L.; Jakobsen, T.B.; Gillespie, J.W., Jr. Fusion bonding of thermoplastic composites by resistance heating. SAMPE J. 1990, 26, 59–66. [Google Scholar]
- Kempe, G.; Krauss, H.; Korger-Roth, G. Adhesion and Welding of Continuous Carbon-Fiber Reinforced Polyether Etherketone (CF-PEEK/APC2). In Developments in the Science and Technology of Composite Materials: Fourth European Conference on Composite Materials, Stuttgart, Germany, 25–28 September 1990; Füller, J., Grüninger, G., Schulte, K., Bunsell, A.R., Massiah, A., Eds.; Springer: Dordrecht, The Netherlands, 1990; pp. 105–112. [Google Scholar]
- Davies, P.; Cantwell, W.J.; Jar, P.Y.; Bourban, P.E.; Zysman, V.; Kausch, H.H. Joining and repair of a carbon fibre-reinforced thermoplastic. Composites 1991, 22, 425–431. [Google Scholar] [CrossRef]
- Xiao, X.; Hoa, S.; Street, K. Processing and Modelling of Resistance Welding of APC-2 Composite. J. Compos. Mater. 1992, 26, 1031–1049. [Google Scholar] [CrossRef]
- Arias, M.; Ziegmann, G. The impulse resistance welding: A new technique for joining advanced thermoplastic composite parts. In Proceedings of the Society for the Advancement of Material and Process Engineering, Covina, CA, USA, 25–28 March 1996. [Google Scholar]
- Ageorges, C.; Ye, L.; Mai, Y.-W.; Hou, M. Characteristics of resistance welding of lap shear coupons. Part I: Heat transfer. Compos. Part A Appl. Sci. Manuf. 1998, 29, 899–909. [Google Scholar] [CrossRef]
- Ageorges, C.; Ye, L.; Mai, Y.-W.; Hou, M. Characteristics of resistance welding of lap-shear coupons. Part III. Crystallinity. Compos. Part A Appl. Sci. Manuf. 1998, 29, 921–932. [Google Scholar] [CrossRef]
- Ageorges, C.; Ye, L.; Mai, Y.-W.; Hou, M. Characteristics of resistance welding of lap shear coupons. Compos. Part A Appl. Sci. Manuf. 1998, 29, 911–919. [Google Scholar] [CrossRef]
- Dubé, M.; Hubert, P.; Yousefpour, A.; Denault, J. Current leakage prevention in resistance welding of carbon fibre reinforced thermoplastics. Compos. Sci. Technol. 2008, 68, 1579–1587. [Google Scholar] [CrossRef]
- Talbot, É.; Hubert, P.; Dubé, M.; Yousefpour, A. Optimization of thermoplastic composites resistance welding parameters based on transient heat transfer finite element modeling. J. Thermoplast. Compos. Mater. 2011, 26, 699–717. [Google Scholar] [CrossRef]
- Lionetto, F.; Pappadà, S.; Buccoliero, G.; Maffezzoli, A. Finite element modeling of continuous induction welding of thermoplastic matrix composites. Mater. Des. 2017, 120, 212–221. [Google Scholar] [CrossRef]
- Sacchetti, F.; Grouve, W.J.; Warnet, L.; Villegas, I.F. Effect of resin-rich bond line thickness and fibre migration on the toughness of unidirectional Carbon/PEEK joints. Compos. Part A Appl. Sci. Manuf. 2018, 109, 197–206. [Google Scholar] [CrossRef]
- Brassard, D.; Dubé, M.; Tavares, J.R. Resistance welding of thermoplastic composites with a nanocomposite heating element. Compos. Part B Eng. 2019, 165, 779–784. [Google Scholar] [CrossRef]
- Sacchetti, F.; Grouve, W.J.; Warnet, L.; Villegas, I.F. Effects of release media on the fusion bonding of carbon/PEEK laminates. Compos. Part A Appl. Sci. Manuf. 2017, 94, 70–76. [Google Scholar] [CrossRef]
- Hou, M.; Ye, L.; Mai, Y.-W. An Experimental Study of Resistance Welding of Carbon Fibre Fabric Reinforced Polyetherimide (CF Fabric/PEI) Composite Material. Appl. Compos. Mater. 1999, 6, 35–49. [Google Scholar] [CrossRef]
- Ageorges, C.; Ye, L.; Hou, M. Experimental investigation of the resistance welding for thermoplastic-matrix composites. Part I: Heating element and heat transfer. Compos. Sci. Technol. 2000, 60, 1027–1039. [Google Scholar] [CrossRef]
- Dubé, M.; Hubert, P.; Gallet, J.N.; Stavrov, D.; Bersee, H.E.; Yousefpour, A. Fatigue performance characterisation of resistance-welded thermoplastic composites. Compos. Sci. Technol. 2008, 68, 1759–1765. [Google Scholar] [CrossRef]
- Villegas, I.F. In situ monitoring of ultrasonic welding of thermoplastic composites through power and displacement data. J. Thermoplast. Compos. Mater. 2013, 28, 66–85. [Google Scholar] [CrossRef]
- Palardy, G.; Villegas, I.F. On the effect of flat energy directors thickness on heat generation during ultrasonic welding of thermoplastic composites. Compos. Interfaces 2017, 24, 203–214. [Google Scholar] [CrossRef]
- Gehde, M.; Giese, M.; Ehrenstein, G.W. Welding of thermoplastics reinforced with random glass mat. Polym. Eng. Sci. 1997, 37, 702–714. [Google Scholar] [CrossRef]
- Hou, M.; Friedrich, K. Resistance welding of continuous glass fibre-reinforced polypropylene composites. Compos. Manuf. 1992, 3, 153–163. [Google Scholar] [CrossRef]
- Knapp, W.; Clement, S.; Franz, C.; Oumarou, M.; Renard, J. Laser-bonding of long fiber thermoplastic composites for structural assemblies. Phys. Procedia 2010, 5, 163–171. [Google Scholar] [CrossRef]
- Panneerselvam, K.; Aravindan, S.; Haq, A.N. Study on resistance welding of glass fiber reinforced thermoplastic composites. Mater. Des. 2012, 41, 453–459. [Google Scholar] [CrossRef]
- Villegas, I.F.; Palardy, G. Ultrasonic welding of CF/PPS composites with integrated triangular energy directors: Melting, flow and weld strength development. Compos. Interfaces 2017, 24, 515–528. [Google Scholar] [CrossRef]
- Hou, M.; Friedrich, K. Resistance welding of continuous carbon fiber/polypropylene composites. Plast. Rubber Compos. Process. Appl. 1992, 18, 205–213. [Google Scholar]
- Suresh, K.; Rani, M.R.; Prakasan, K.; Rudramoorthy, R. Modeling of temperature distribution in ultrasonic welding of thermoplastics for various joint designs. J. Mater. Process. Technol. 2007, 186, 138–146. [Google Scholar] [CrossRef]
- Bayerl, T.; Schledjewski, R.; Mitschang, P. Induction Heating of Thermoplastic Materials by Particulate Heating Promoters. Polym. Polym. Compos. 2012, 20, 333–342. [Google Scholar] [CrossRef]
- Goto, K.; Imai, K.; Arai, M.; Ishikawa, T. Shear and tensile joint strengths of carbon fiber-reinforced thermoplastics using ultrasonic welding. Compos. Part A Appl. Sci. Manuf. 2019, 116, 126–137. [Google Scholar] [CrossRef]
- Suwanwatana, W.; Yarlagadda, S.; Gillespiejr, J. Hysteresis heating based induction bonding of thermoplastic composites. Compos. Sci. Technol. 2006, 66, 1713–1723. [Google Scholar] [CrossRef]
- Koutras, N.; Villegas, I.F.; Benedictus, R. Influence of temperature on the strength of resistance welded glass fibre reinforced PPS joints. Compos. Part A Appl. Sci. Manuf. 2018, 105, 57–67. [Google Scholar] [CrossRef]
- Bae, D.; Shin, P.; Kwak, S.; Moon, M.; Shon, M.; Oh, S.; Kim, G. Heating behavior of ferromagnetic Fe particle-embedded thermoplastic polyurethane adhesive film by induction heating. J. Ind. Eng. Chem. 2015, 30, 92–97. [Google Scholar] [CrossRef]
- Sun, Y.; Luo, Y.; Wang, X. Micro energy director array in ultrasonic precise bonding for thermoplastic micro assembly. J. Mater. Process. Technol. 2012, 212, 1331–1337. [Google Scholar] [CrossRef]
- Kodokian, G.K.A.; Kinloch, A.J. Surface pretreatment and adhesion of thermoplastic fibre-composites. J. Mater. Sci. Lett. 1988, 7, 625–627. [Google Scholar] [CrossRef]
- Smiley, A.J.; Halbritter, A.; Cogswell, F.N.; Meakin, P.J. Dual polymer bonding of thermoplastic composite structures. Polym. Eng. Sci. 1991, 31, 526–532. [Google Scholar] [CrossRef]
- Goeders, D.C.; Perry, J.L. Adhesive bonding PEEK/IM-6 composite for cryogenic applications. In Proceedings of the International Sampe Symposium and Exhibition, San Diego, CA, USA, 15–18 April1991. [Google Scholar]
- Howie, I.; Gillespie, J.W.J.; Smiley, A.J.; Smiley, A.J. Resistance Welding of Graphite-Polyarylsulfone/Polysulfone Dual-Polymer Composites. J. Thermoplast. Compos. Mater. 1993, 6, 205–225. [Google Scholar] [CrossRef]
- Wingfield, J. Treatment of composite surfaces for adhesive bonding. Int. J. Adhes. Adhes. 1993, 13, 151–156. [Google Scholar] [CrossRef]
- Encinas, N.; Abenojar, J.; Martínez, M. Ángel Development of improved polypropylene adhesive bonding by abrasion and atmospheric plasma surface modifications. Int. J. Adhes. Adhes. 2012, 33, 1–6. [Google Scholar] [CrossRef]
- Russello, M.; Catalanotti, G.; Hawkins, S.C.; Falzon, B.G. Welding of thermoplastics by means of carbon-nanotube web. Compos. Commun. 2020, 17, 56–60. [Google Scholar] [CrossRef]
- Vodicka, R. Thermoplastics for Airframe Applications: A Review of the Properties and Repair Methods for Thermoplastic Composites; DSTO Aeronautical and Maritime Research Laboratory: Brooklyn, NY, USA, 2006. [Google Scholar]
- Duncan, B. 14—Developments in Testing Adhesive Joints. In Advances in Structural Adhesive Bonding; Dillard, D.A., Ed.; Woodhead Publishing: Cambridge, UK, 2010; pp. 389–436. [Google Scholar]
- Dos Santos, D.J.; Carastan, D.J.; Tavares, L.B.; Batalha, G.F. 2.03—Polymeric Materials Characterization and Modeling. In Comprehensive Materials Processing; Hashmi, S., Batalha, G.F., Van Tyne, C.J., Yilbas, B., Eds.; Elsevier: Oxford, UK, 2014; pp. 37–63. [Google Scholar]
- Zhao, T.; Palardy, G.; Villegas, I.F.; Rans, C.D.; Martinez, M.; Benedictus, R. Mechanical behaviour of thermoplastic composites spot-welded and mechanically fastened joints: A preliminary comparison. Compos. Part B Eng. 2017, 112, 224–234. [Google Scholar] [CrossRef]
- Pethrick, R.A. 9—Composite to metal bonding in aerospace and other applications. In Welding and Joining of Aerospace Materials; Chaturvedi, M.C., Ed.; Woodhead Publishing: Cambridge, UK, 2012; pp. 288–319. [Google Scholar]
- Azmah Hanim, M.A.; Brabazon, D.; Hashmi, M.S.J. 8—Cracks, microcracks, and fracture toughness of polymer composites: Formation, testing method, nondestructive detection, and modifications. In Failure Analysis in Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Jawaid, M., Thariq, M., Saba, N., Eds.; Woodhead Publishing: Cambridge, UK, 2019; pp. 157–180. [Google Scholar]
- Campilho, R.D.S.G.; da Silva, L.F.M. 4—Mode I fatigue and fracture behaviour of adhesively-bonded carbon fibre-reinforced polymer (CFRP) composite joints. In Fatigue and Fracture of Adhesively-Bonded Composite Joints; Vassilopoulos, A.P., Ed.; Woodhead Publishing: Cambridge, UK, 2015; pp. 93–120. [Google Scholar]
- Samborski, S. Prediction of delamination front’s advancement direction in the CFRP laminates with mechanical couplings subjected to different fracture toughness tests. Compos. Struct. 2018, 202, 643–650. [Google Scholar] [CrossRef]
- Samborski, S. Numerical analysis of the DCB test configuration applicability to mechanically coupled Fiber Reinforced Laminated Composite beams. Compos. Struct. 2016, 152, 477–487. [Google Scholar] [CrossRef]
- Samborski, S. Analysis of the end-notched flexure test configuration applicability for mechanically coupled fiber reinforced composite laminates. Compos. Struct. 2017, 163, 342–349. [Google Scholar] [CrossRef]
- Rzeczkowski, J.; Samborski, S.; Valvo, P.S. Effect of stiffness matrices terms on delamination front shape in laminates with elastic couplings. Compos. Struct. 2020, 233, 111547. [Google Scholar] [CrossRef]
- Fernández, M.; De Moura, M.; Da Silva, L.F.M.; Marques, A.T. Mixed-mode I+II fatigue/fracture characterization of composite bonded joints using the Single-Leg Bending test. Compos. Part A Appl. Sci. Manuf. 2013, 44, 63–69. [Google Scholar] [CrossRef]
- Da Silva, L.F.M.; Öchsner, A. Modeling of Adhesively Bonded Joints; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Reeder, J.R.; Crews, J.H. Mixed-mode bending method for delamination testing. AIAA J. 1990, 28, 1270–1276. [Google Scholar] [CrossRef]
- Choupani, N. Experimental and numerical investigation of the mixed-mode delamination in Arcan laminated specimens. Mater. Sci. Eng. A 2008, 478, 229–242. [Google Scholar] [CrossRef]
- Sundararaman, V.; Davidson, B.D. An unsymmetric double cantilever beam test for interfacial fracture toughness determination. Int. J. Solids Struct. 1997, 34, 799–817. [Google Scholar] [CrossRef]
- De Moura, M.F.; Dourado, N. Wood Fracture Characterization; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Chaves, F.J.P.; Da Silva, L.F.M.; De Moura, M.F.S.F.; Dillard, D.A.; Esteves, V.H.C. Fracture Mechanics Tests in Adhesively Bonded Joints: A Literature Review. J. Adhes. 2014, 90, 955–992. [Google Scholar] [CrossRef]
- Reis, J.P.; De Moura, M.; Moreira, R.; Silva, F.G. Pure mode I and II interlaminar fracture characterization of carbon-fibre reinforced polyamide composite. Compos. Part B Eng. 2019, 169, 126–132. [Google Scholar] [CrossRef]
- De Morais, A.; Pereira, A.B.; De Moura, M.F.S.F.; Silva, F.G.A.; Dourado, N. Bilinear approximations to the mixed-mode I–II delamination cohesive law using an inverse method. Compos. Struct. 2015, 122, 361–366. [Google Scholar] [CrossRef]
- Charitidis, P. Results of Finite Element Analysis for Interlaminar Fracture Reinforced Thermoplastic Composites. Adv. Mater. Sci. Eng. Int. J. 2017, 4, 1–17. [Google Scholar] [CrossRef]
- Rao, B.N.; Acharya, A. Evaluation of fracture energy GIC using a double cantilever beam fibre composite specimen. Eng. Fract. Mech. 1995, 51, 317–322. [Google Scholar] [CrossRef]
- Hashemi, S.; Kinloch, A.; Williams, J. Mechanics and mechanisms of delamination in a poly(ether sulphone)—Fibre composite. Compos. Sci. Technol. 1990, 37, 429–462. [Google Scholar] [CrossRef]
- Zhou, J.; He, T.; Li, B.; Liu, W.; Chen, T. A study of mode I delamination resistance of a thermoplastic composite. Compos. Sci. Technol. 1992, 45, 173–179. [Google Scholar] [CrossRef]
- Ye, L. Evaluation of Mode-I interlaminar fracture toughness for fiber-reinforced composite materials. Compos. Sci. Technol. 1992, 43, 49–54. [Google Scholar] [CrossRef]
- Gillespie Jr, J.W.; Carlsson, L.A.; Pipes, R.B.; Rothschilds, R.; Trethewey, B.; Smiley, A. Delamination Growth in Composite Materials; Springer: Berlin/Heidelberg, Germany, 1986. [Google Scholar]
- Nageswara Rao, B.; Acharya, A. Maximum load at the initiation of delamination growth in a double cantilever beam specimen. Zeitschrift fuer Metallkunde 1995, 86, 428–433. [Google Scholar]
- Szekrényes, A.; Uj, J. Advanced beam model for fiber-bridging in unidirectional composite double-cantilever beam specimens. Eng. Fract. Mech. 2005, 72, 2686–2702. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, C.; Xiang, Y. A critical plane-based fracture criterion for mixed-mode delamination in composite materials. Compos. Part B Eng. 2015, 82, 212–220. [Google Scholar] [CrossRef]
- Reis, J.P.; De Moura, M.; Moreira, R.; Silva, F. Mixed mode I + II interlaminar fracture characterization of carbon-fibre reinforced polyamide composite using the Single-Leg Bending test. Mater. Today Commun. 2019, 19, 476–481. [Google Scholar] [CrossRef]
- Singh, S.; Partridge, I. Mixed-mode fracture in an interleaved carbon-fibre/epoxy composite. Compos. Sci. Technol. 1995, 55, 319–327. [Google Scholar] [CrossRef]
- Reeder, J.R. An Evaluation of Mixed-Mode Delamination Failure Criteria; Technical Report; NASA Langley Research Center Hampton: Hampton, VA, USA, 2001.
- Ducept, F.; Davies, P.; Gamby, D. An experimental study to validate tests used to determine mixed mode failure criteria of glass/epoxy composites. Compos. Part A Appl. Sci. Manuf. 1997, 28, 719–729. [Google Scholar] [CrossRef]
- Agastra, P. Mixed Mode Delamination of Glass Fiber/Polymer Matrix Composite Materials. Master’S Thesis, Montana State University - Bozeman, College of Engineering, Bozeman, Montana, 2003. [Google Scholar]
- Benzeggagh, M.; Kenane, M. Measurement of mixed-mode delamination fracture toughness of unidirectional glass/epoxy composites with mixed-mode bending apparatus. Compos. Sci. Technol. 1996, 56, 439–449. [Google Scholar] [CrossRef]
- 3M. Technical Data Sheet—DP8805NS Green DP8810NS Green DP8825NS Green; 3M: Saint Paul, MN, USA, 2019. [Google Scholar]
- Pinto, A.M.G.; Magalhães, A.G.; Campilho, R.D.S.G.; De Moura, M.F.S.F.; Baptista, A.P.M. Single-Lap Joints of Similar and Dissimilar Adherends Bonded with an Acrylic Adhesive. J. Adhes. 2009, 85, 351–376. [Google Scholar] [CrossRef]
- De Moura, M.; Gonçalves, J. Cohesive zone model for high-cycle fatigue of adhesively bonded joints under mode I loading. Int. J. Solids Struct. 2014, 51, 1123–1131. [Google Scholar] [CrossRef]
- De Moura, M. Application of Cohesive Zone Modeling to Composite Bonded Repairs. J. Adhes. 2014, 91, 71–94. [Google Scholar] [CrossRef]
- Alfano, G. On the influence of the shape of the interface law on the application of cohesive-zone models. Compos. Sci. Technol. 2006, 66, 723–730. [Google Scholar] [CrossRef]
- Ashcroft, I.A.; Shenoy, V.; Critchlow, G.W.; Crocombe, A.D. A Comparison of the Prediction of Fatigue Damage and Crack Growth in Adhesively Bonded Joints Using Fracture Mechanics and Damage Mechanics Progressive Damage Methods. J. Adhes. 2010, 86, 1203–1230. [Google Scholar] [CrossRef]
- Gliszczynski, A.; Samborski, S.; Wiacek, N.; Rzeczkowski, J. Mode I Interlaminar Fracture of Glass/Epoxy Unidirectional Laminates. Part II: Numerical Analysis. Materials 2019, 12, 1604. [Google Scholar] [CrossRef] [PubMed]
- Samborski, S.; Gliszczynski, A.; Rzeczkowski, J.; Wiacek, N. Mode I Interlaminar Fracture of Glass/Epoxy Unidirectional Laminates. Part I: Experimental Studies. Materials 2019, 12, 1607. [Google Scholar] [CrossRef] [PubMed]
- Bhudolia, S.K.; Gohel, G.; Kah Fai, L.; Barsotti, R.J. Fatigue response of ultrasonically welded carbon/Elium® thermoplastic composites. Mater. Lett. 2020, 264, 127362. [Google Scholar] [CrossRef]
- Villegas, I.F. Strength development versus process data in ultrasonic welding of thermoplastic composites with flat energy directors and its application to the definition of optimum processing parameters. Compos. Part A Appl. Sci. Manuf. 2014, 65, 27–37. [Google Scholar] [CrossRef]
- Fernandez Villegas, I.; Valle Grande, B.; Bersee, H.E.N.; Benedictus, R. A comparative evaluation between flat and traditional energy directors for ultrasonic welding of CF/PPS thermoplastic composites. Compos. Interfaces 2015, 22, 717–729. [Google Scholar] [CrossRef]
- Ochôa, P.; Villegas, I.F.; Groves, R.M.; Benedictus, R. Diagnostic of manufacturing defects in ultrasonically welded thermoplastic composite joints using ultrasonic guided waves. NDT E Int. 2019, 107, 102126. [Google Scholar] [CrossRef]
- Levy, A.; Le Corre, S.; Villegas, I.F. Modeling of the heating phenomena in ultrasonic welding of thermoplastic composites with flat energy directors. J. Mater. Process. Technol. 2014, 214, 1361–1371. [Google Scholar] [CrossRef]
- Zhao, T.; Rans, C.D.; Villegas, I.F.; Benedictus, R. On sequential ultrasonic spot welding as an alternative to mechanical fastening in thermoplastic composite assemblies: A study on single-column multi-row single-lap shear joints. Compos. Part A Appl. Sci. Manuf. 2019, 120, 1–11. [Google Scholar] [CrossRef]
- Palardy, G.; Shi, H.; Levy, A.; Le Corre, S.; Villegas, I.F. A study on amplitude transmission in ultrasonic welding of thermoplastic composites. Compos. Part A Appl. Sci. Manuf. 2018, 113, 339–349. [Google Scholar] [CrossRef]
- Yarlagadda, S.; Kim, H.J.; Gillespie, J.W.; Shevchenko, N.B.; Fink, B.K. A Study on the Induction Heating of Conductive Fiber Reinforced Composites. J. Compos. Mater. 2002, 36, 401–421. [Google Scholar] [CrossRef]
- Greco, A.; Lionetto, F.; Maffezzoli, A. Orientation of Graphene Nanoplatelets in Thermosetting Matrices. IEEE Trans. Nanotechnol. 2016, 15, 877–883. [Google Scholar] [CrossRef]
- Dube, M.; Hubert, P.; Yousefpour, A.; Denault, J. Fatigue failure characterisation of resistance-welded thermoplastic composites skin/stringer joints. Int. J. Fatigue 2009, 31, 719–725. [Google Scholar] [CrossRef]
- Shi, H.; Villegas, I.F.; Bersee, H.E. Analysis of void formation in thermoplastic composites during resistance welding. J. Thermoplast. Compos. Mater. 2016, 30, 1654–1674. [Google Scholar] [CrossRef]
- Villegas, I.F.; Bersee, H.E. Characterisation of a metal mesh heating element for closed-loop resistance welding of thermoplastic composites. J. Thermoplast. Compos. Mater. 2013, 28, 46–65. [Google Scholar] [CrossRef]
- Shi, H.; Villegas, I.F.; Bersee, H.E. A displacement-detection based approach for process monitoring and processing window definition of resistance welding of thermoplastic composites. Compos. Part A Appl. Sci. Manuf. 2015, 74, 1–9. [Google Scholar] [CrossRef]
- Shi, H.; Villegas, I.F.; Octeau, M.-A.; Bersee, H.E.; Yousefpour, A. Continuous resistance welding of thermoplastic composites: Modelling of heat generation and heat transfer. Compos. Part A Appl. Sci. Manuf. 2015, 70, 16–26. [Google Scholar] [CrossRef]
- Mizukami, K.; Mizutani, Y.; Todoroki, A.; Suzuki, Y. Detection of delamination in thermoplastic CFRP welded zones using induction heating assisted eddy current testing. NDT E Int. 2015, 74, 106–111. [Google Scholar] [CrossRef]
- Rudolf, R.; Mitschang, P.; Neitzel, M. Induction heating of continuous carbon-fibre-reinforced thermoplastics. Compos. Part A Appl. Sci. Manuf. 2000, 31, 1191–1202. [Google Scholar] [CrossRef]
- Levy, A.; Le Corre, S.; Chevaugeon, N.; Poitou, A. A level set based approach for the finite element simulation of a forming process involving multiphysics coupling: Ultrasonic welding of thermoplastic composites. Eur. J. Mech. A Solids 2011, 30, 501–509. [Google Scholar] [CrossRef]
- Mantell, S.C.; Springer, G.S. Manufacturing Process Models for Thermoplastic Composites. J. Compos. Mater. 1992, 26, 2348–2377. [Google Scholar] [CrossRef]
- Pitchumani, R.; Ranganathan, S.; Don, R.; Gillespie, J.; Lamontia, M. Analysis of transport phenomena governing interfacial bonding and void dynamics during thermoplastic tow-placement. Int. J. Heat Mass Transf. 1996, 39, 1883–1897. [Google Scholar] [CrossRef]
- Bastien, L.J.; Gillespie, J.W. A non-isothermal healing model for strength and toughness of fusion bonded joints of amorphous thermoplastics. Polym. Eng. Sci. 1991, 31, 1720–1730. [Google Scholar] [CrossRef]
- Miller, A.; Chang, C.; Payne, A.; Gur, M.; Menzel, E.; Peled, A. The nature of induction heating in graphite-fiber, polymer-matrix composite materials. SAMPE J. 1990, 26, 37–54. [Google Scholar]
- Fink, B.K.; McCullough, R.L.; Gillespie, J.W. A model to predict the through-thickness distribution of heat generation in cross-ply carbon-fiber composites subjected to alternating magnetic fields. Compos. Sci. Technol. 1995, 55, 119–130. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Year | RW | IW | UW | AB |
|---|---|---|---|---|
| 1988 | Gr/PEEK [58,59] | Gr/PEEK [58] | Gr/PEEK [58] | CF/PEEK [96] |
| 1989 | Gr/PEEK [63]; PE [42] | Gr/PEEK [63] | Gr/PEEK [63] | |
| 1990 | Gr/PEEK [61,62,64]; CF/PEEK [65] | Gr/PEEK [62]; CF/PEEK [65] | CF/PEEK [65] | CF/PEEK [65] |
| 1991 | CF/PEEK [66] | CF/PEEK [66] | PEEK [97]; CF/PEEK [66]; Gr/PEEK [98] | |
| 1992 | CF/PEEK [67]; CF/PP [88]; Gl/PP [84] | |||
| 1993 | Gr/PSU [99] | CF/PEEK [100]; Gl/PP [100] | ||
| 1996 | CF/PEEK [68] | |||
| 1997 | CF/PEEK [47] | |||
| 1998 | CF/PEEK [69,70]; CF/PEI [69,70] | |||
| 1999 | CF/PEI [78] | |||
| 2000 | CF/PEI [79]; Gl/PEI [79] | |||
| 2006 | Gl/PPS [92] | |||
| 2007 | HDPE [89]; ABS [89] | |||
| 2008 | CF/PEI [80]; CF/PEKK [72,80]; Gl/PEI [80] | |||
| 2011 | CF/PEEK [73] | |||
| 2012 | Gl/PP [86] | HDPE [90]; PA6 [90] | PMMA [95] | PP [101] |
| 2013 | CF/PPS [33]; Gl/PEI [31] | CF/PPS [33] | CF/PPS [33]; CF/PEI [81] | |
| 2015 | Pu + Fe particles [94] | |||
| 2016 | CF/PPS [48] | CF/PPS [48] | CF/PPS [48] | |
| 2017 | CF/PPS [87]; CF/PEI [82] | |||
| 2018 | Gl/PPS [93] | CF/PEEK [75] | ||
| 2019 | CF/PEEK [76]; Gl/Ellium® [43] | Gl/Ellium® [43]; CF/PEEK [74] | CF/PA6 [91]; CF/PEEK [23] | |
| 2020 | Gl/PP [40]; PEEK [102]; CF/PPS [32] |
| Process | Heating Time [s] | Process Parameters | Typical Values | Influence |
|---|---|---|---|---|
| RW | 30–300 | Power input (kW/m2) | 30–160 | Determines the energy input into the weld |
| Welding pressure (MPa) | 0.4–1.4 | Provide intimate contact and prevent delamination of the heated affected zones | ||
| Clamping pressure (MPa) | 4–20 | Promotes the lowest resistance on the electrical contact | ||
| Resistance of the heating element (Ω) | Influences the heat generation L—length of the heating element; W—width of the heating element; γ—specific resistance of the material | |||
| IW | 10–360 | Power input (kW/m2) | Determines the energy input into the weld | |
| Welding pressure (MPa) | 0.8 | Provide intimate contact and prevent delamination of the heated affected zones | ||
| Frequency (Hz) | 60–100 | Affects quadratically the heating generation | ||
| UW | 3–4 | Power input (kW/m2) | 80 | Determines the energy input into the weld |
| Welding pressure (MPa) | 2.2 | Affects the heating generation | ||
| Frequency (Hz) | 20–50 | Affects quadratically the heating generation | ||
| Vibration amplitude (µm) | 50–85 | Affects the heating generation |
| Process | Reference | Heat Generation Rate (W/m3) | Heat Absorption Rate (W/m3) | Parameters |
|---|---|---|---|---|
| RW | [61,67,73,159] | where | I—applied current (A) V—volume of the heating element (m3) R—resistance of the heating element (Ω) f—frequency of the coil (Hz) µ—magnetic permeability of the composite H—magnetic field intensity (Wb) A—cross sectional area of the conductive loop (m2) Rf—electrical resistance of the conductive fibers (Ω) Hf—enthalpy of fusion (J/kg) Xmr—mass fraction of matrix Xvci—initial crystallinity of the composite Xj—degree of melting Ea—activation energy (J/mol) K0—pre-exponential factor n—kinetic order G = gas constant (8.314 J/mol.K) | |
| IW | [24,74,161] | |||
| UW | [89,162] | E’’—loss modulus (MPa) ε—amplitude strain (mm) ω—vibration frequency of the sonotrode (Hz) αh—empirical hammering correction factor (0 < αh < 1) | ||
| [150] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reis, J.P.; de Moura, M.; Samborski, S. Thermoplastic Composites and Their Promising Applications in Joining and Repair Composites Structures: A Review. Materials 2020, 13, 5832. https://doi.org/10.3390/ma13245832
Reis JP, de Moura M, Samborski S. Thermoplastic Composites and Their Promising Applications in Joining and Repair Composites Structures: A Review. Materials. 2020; 13(24):5832. https://doi.org/10.3390/ma13245832
Chicago/Turabian StyleReis, João Pedro, Marcelo de Moura, and Sylwester Samborski. 2020. "Thermoplastic Composites and Their Promising Applications in Joining and Repair Composites Structures: A Review" Materials 13, no. 24: 5832. https://doi.org/10.3390/ma13245832
APA StyleReis, J. P., de Moura, M., & Samborski, S. (2020). Thermoplastic Composites and Their Promising Applications in Joining and Repair Composites Structures: A Review. Materials, 13(24), 5832. https://doi.org/10.3390/ma13245832