Structure and Properties of Poly(ethylene terephthalate) Fiber Webs Prepared via Laser-Electrospinning and Subsequent Annealing Processes

 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Fiber Webs
2.1.1. Materials
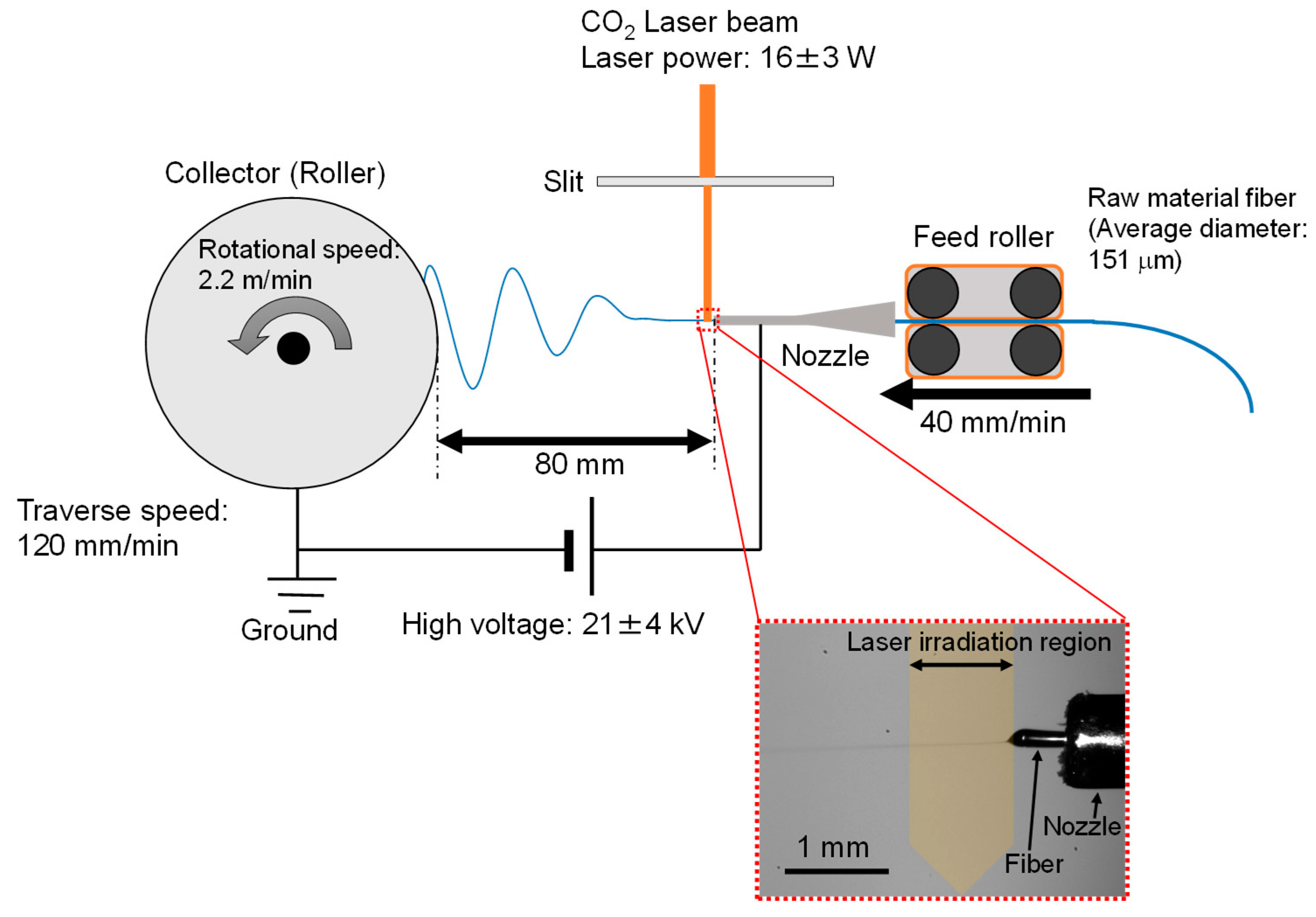
2.1.2. Laser-Heated Electrospinning and Annealing Processes
2.2. Characterization
2.2.1. Scanning Electron Microscopy
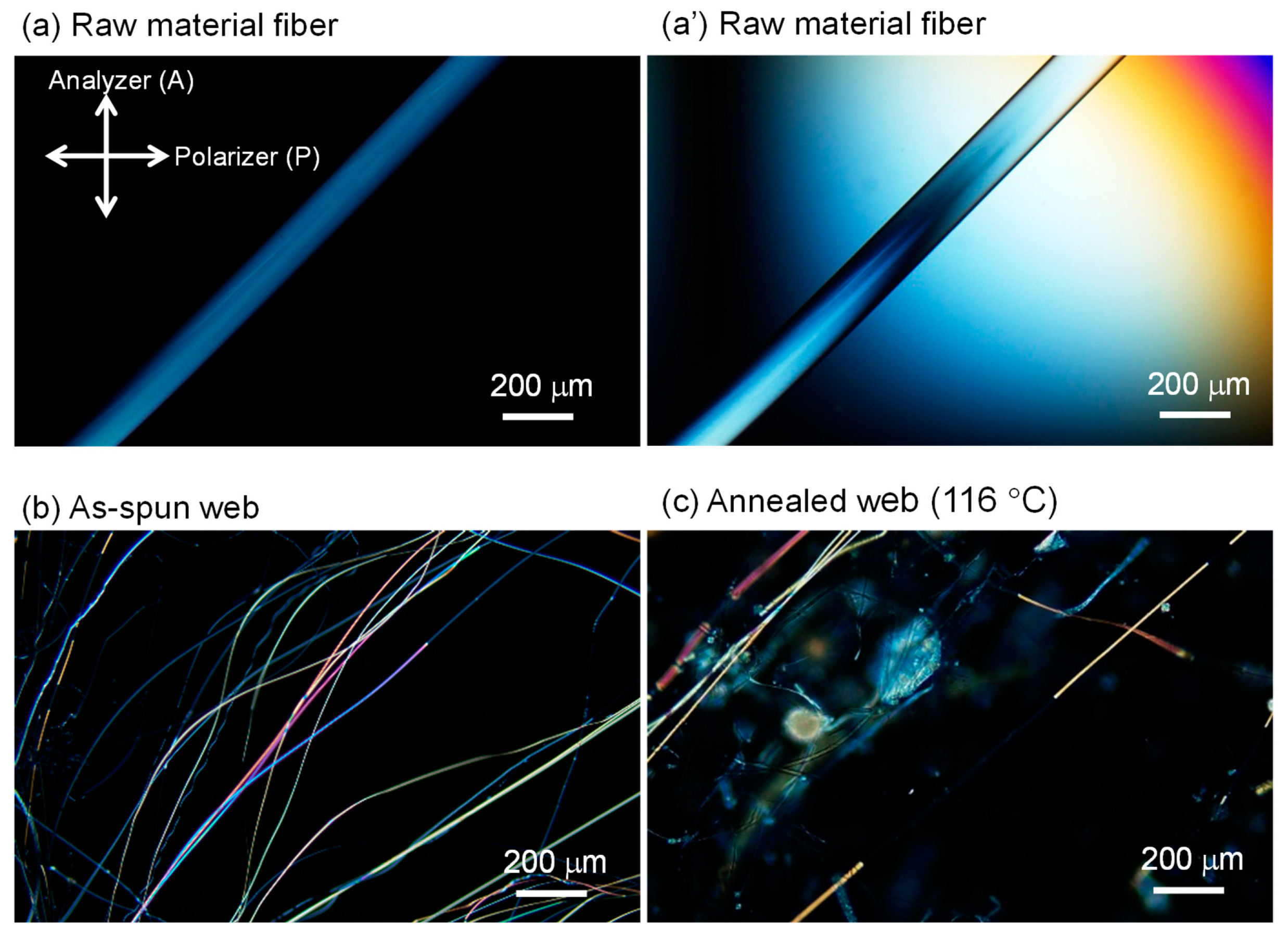
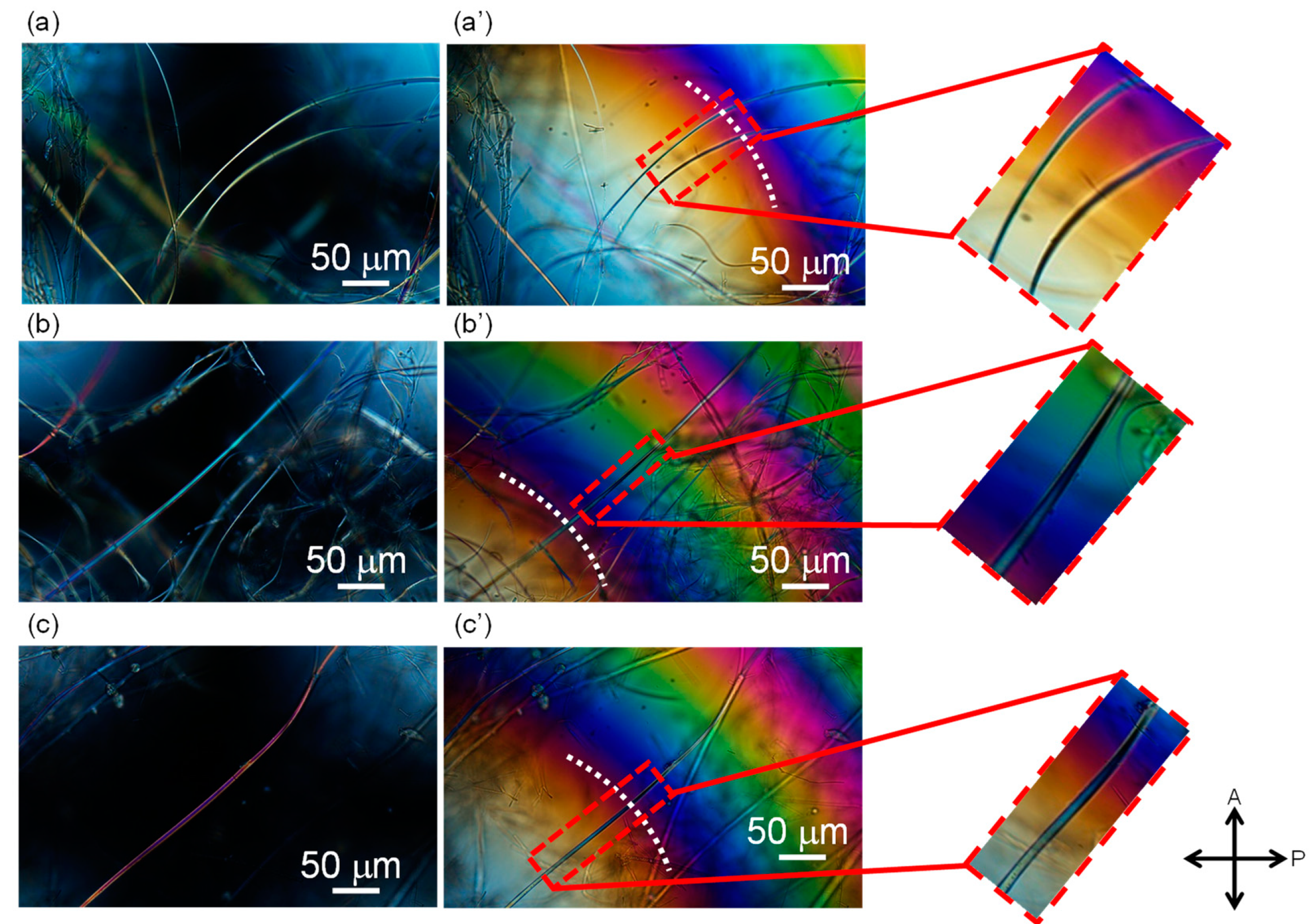
2.2.2. Polarizing Microscopy
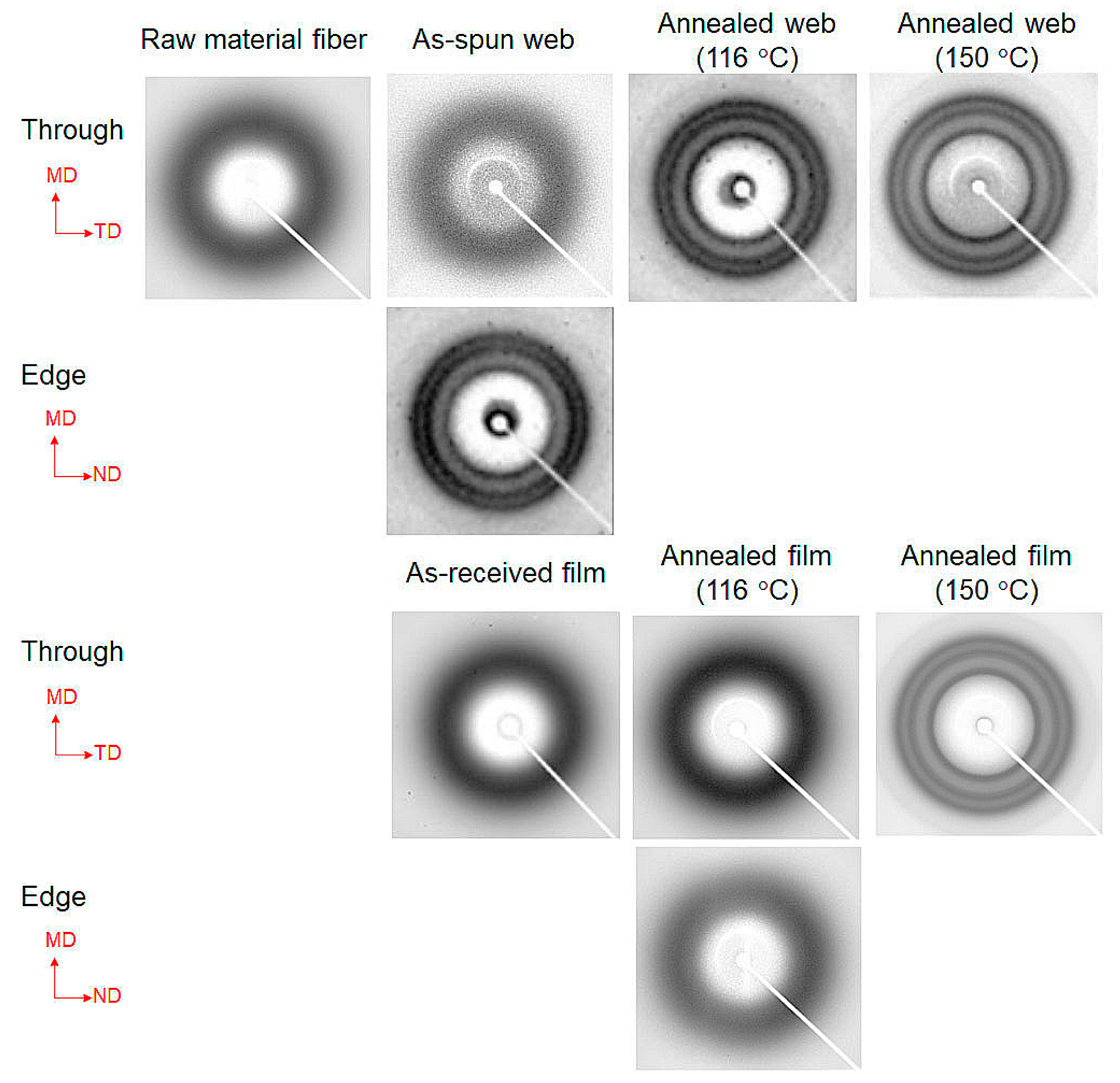
2.2.3. Wide-Angle X-ray Diffraction
2.2.4. Differential Scanning Calorimetry
3. Results and Discussion
3.1. Fiber Diameters
3.2. Birefringence
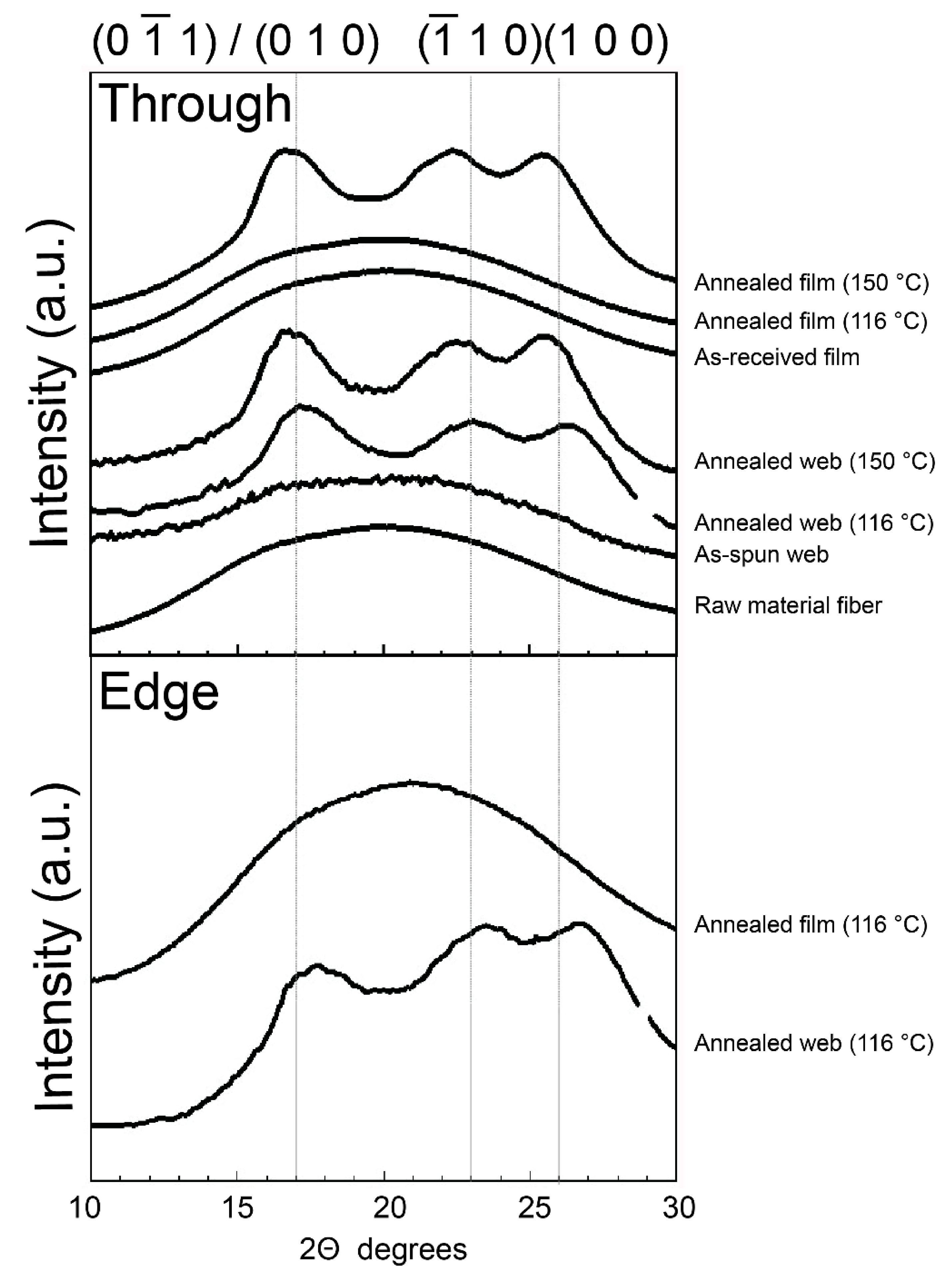
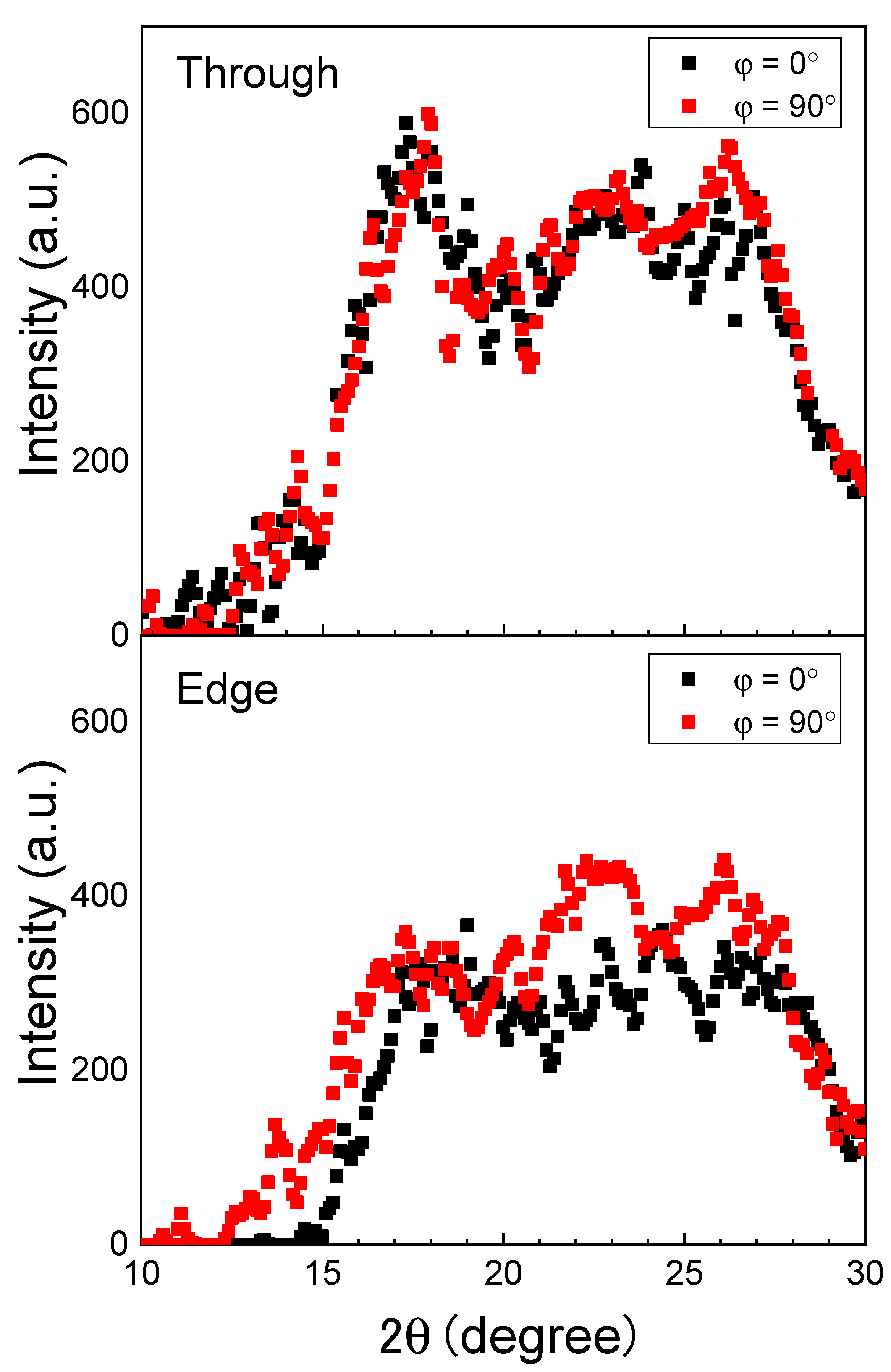
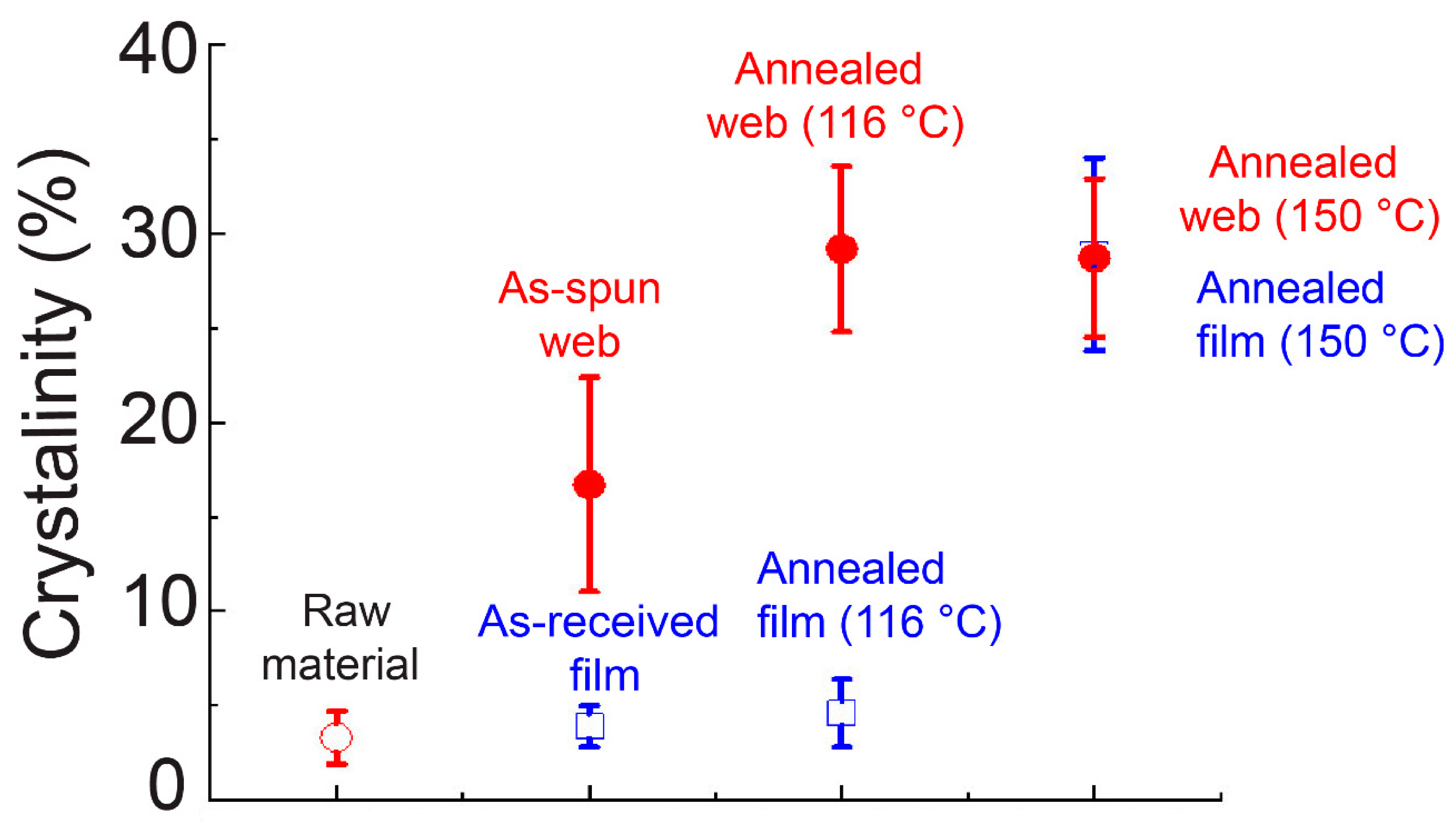
3.3. WAXD Analysis of the Web
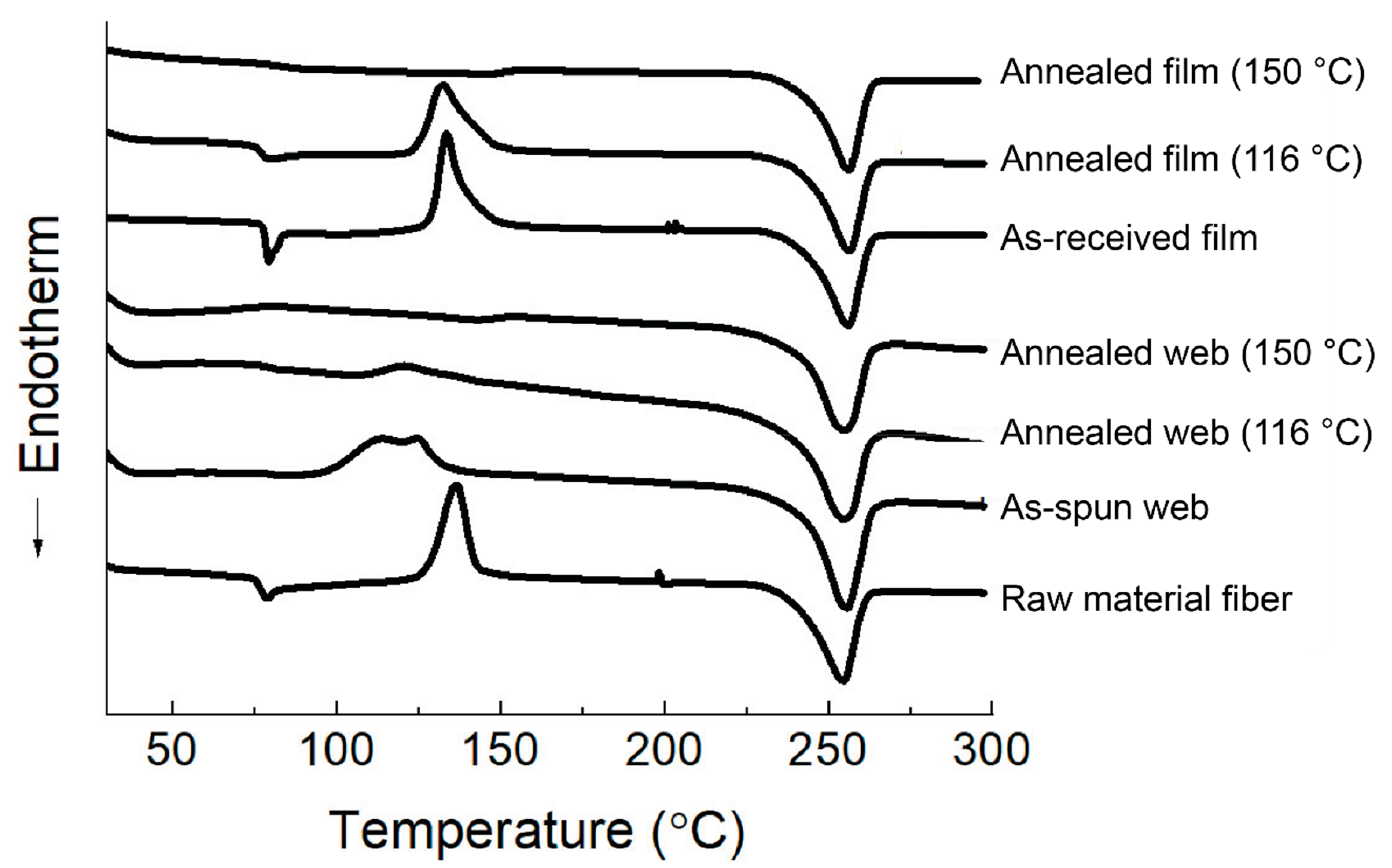
3.4. DSC Analysis
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Spivak, A.; Dzenis, Y.; Reneker, D. A model of steady state jet in the electrospinning process. Mech. Res. Commun. 2000, 27, 37–42. [Google Scholar] [CrossRef]
- Yarin, A.L.; Koombhongse, S.; Reneker, D.H. Bending instability in electrospinning of nanofibers. J. Appl. Phys. 2001, 89, 3018–3026. [Google Scholar] [CrossRef] [Green Version]
- Lyons, J.; Li, C.; Ko, F. Melt-electrospinning part I: Processing parameters and geometric properties. Polymer 2004, 45, 7597–7603. [Google Scholar] [CrossRef]
- Malakhov, S.N.; Khomenko, A.Y.; Belousov, S.I.; Prazdnichnyi, A.M.; Chvalun, S.N.; Shepelev, A.D.; Budyka, A.K. Method of manufacturing nonwovens by electrospinning from polymer melts. Fibre Chem. 2009, 41, 355–359. [Google Scholar] [CrossRef]
- Zhou, H.; Green, T.B.; Joo, Y.L. The thermal effects on electrospinning of polylactic acid melts. Polymer 2006, 47, 7497–7505. [Google Scholar] [CrossRef]
- Zhmayev, E.; Cho, D.; Joo, Y.L. Modeling of melt electrospinning for semi-crystalline polymers. Polymer 2010, 51, 274–290. [Google Scholar] [CrossRef]
- Ogata, N.; Yamaguchi, S.; Shimada, N.; Lu, G.; Iwata, T.; Nakane, K.; Ogihara, T. Poly(lactide) nanofibers produced by a melt-electrospinning system with a laser melting device. J. Appl. Polym. Sci. 2007, 104, 1640–1645. [Google Scholar] [CrossRef]
- Ogata, N.; Shimada, N.; Yamaguchi, S.; Nakane, K.; Ogihara, T. Melt-electrospinning of poly(ethylene terephthalate) and polyalirate. J. Appl. Polym. Sci. 2007, 105, 1127–1132. [Google Scholar] [CrossRef]
- Tian, S.; Ogata, N.; Shimada, N.; Nakane, K.; Ogihara, T.; Yu, M. Melt electrospinning from poly(L-lactide) rods coated with poly(ethylene-co-vinyl alcohol). J. Appl. Polym. Sci. 2009, 113, 1282–1288. [Google Scholar] [CrossRef]
- Takasaki, M.; Fu, H.; Nakata, K.; Ohkoshi, Y.; Hirai, T. Ultra-Fine Fibers Produced by Laser-Electrospinning. Sen’i Gakkaishi 2008, 64, 29–31. [Google Scholar] [CrossRef] [Green Version]
- Nakata, K.; Kinugawa, S.; Takasaki, M.; Ohkoshi, Y.; Gotoh, Y.; Nagura, M. The Effect of Applied Voltage and Laser Power on the Molecular Orientation of Laser-Electrospun Poly(ethylene terephthalate) Fibers. Sen’i Gakkaishi 2009, 65, 257–261. [Google Scholar] [CrossRef] [Green Version]
- Takasaki, M.; Sugihara, K.; Ohkoshi, Y.; Fujii, T.; Shimizu, H.; Saito, M. Thermoplastic Polyurethane Ultrafine Fiber Web Fabricated by Laser Electrospinning. Sen’i Gakkaishi 2010, 66, 168–173. [Google Scholar] [CrossRef] [Green Version]
- Takasaki, M.; Hara, K.; Ohkoshi, Y.; Fujii, T.; Shimizu, H.; Saito, M. Preparation of ultrafine polyurethane fiber web by laser-electrospinning combined with air blowing. Polym. Eng. Sci. 2013, 54, 2605–2609. [Google Scholar] [CrossRef]
- Takasaki, M.; Kengo, M.; Ohkoshi, Y.; Hirai, T. Effects of Laser Beam Width on the Diameter and Molecular Weight of Laser-Electrospun Polylactide Fiber. Sen’i Gakkaishi 2015, 71, 232–235. [Google Scholar] [CrossRef] [Green Version]
- Takasaki, M.; Nakashima, K.; Tsuruda, R.; Tokuda, T.; Tanaka, K.; Kobayashi, H. Drug Release Behavior of a Drug-Loaded Polylactide Nanofiber Web Prepared via Laser-Electrospinning. J. Macromol. Sci. Part B 2019, 58, 592–602. [Google Scholar] [CrossRef]
- Furushima, Y.; Ishikiriyama, K.; Higashioji, T. The characteristic length of cooperative rearranging region for uniaxial drawn poly(ethylene terephthalate) films. Polymer 2013, 54, 4078–4084. [Google Scholar] [CrossRef]
- Shimizu, J.; Okui, N.; Kikutani, T.; Toriumi, K. High Speed Melt spinning of Polyethylene terephthalate (PET); Effect of Molecular weight. Sen’iGakkaishi 1978, 34, 35–40. [Google Scholar]
- Tomashpol’skill, Y.Y.; Markova, G.S. An electron diffraction study of the crystalline structure of polyethylene terephthalate by means of the Fourier synthesis. Polym. Sci. USSR 1964, 6, 316–324. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | R (nm) | d (μm) | Δn × 1000 |
|---|---|---|---|
| Raw material fiber | 139.5 | 152.2 | 0.9 |
| 133.4 | 59.7 | 2.2 | |
| As-spun web | 438.5 | 3.6 | 121 |
| 64.2 | 4.0 | 16.3 | |
| 310.1 | 2.9 | 106 | |
| 24.1 | 2.3 | 10.5 | |
| Annealed web (116 °C) | 336.0 | 2.2 | 150 |
| 30.3 | 5.2 | 5.8 | |
| 758.0 | 3.7 | 203 | |
| 555.0 | 3.7 | 149 | |
| 804.0 | 5.2 | 154 | |
| 267.0 | 2.2 | 119 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tokuda, T.; Tsuruda, R.; Hara, T.; Kobayashi, H.; Tanaka, K.; Takarada, W.; Kikutani, T.; Hinestroza, J.P.; Razal, J.M.; Takasaki, M. Structure and Properties of Poly(ethylene terephthalate) Fiber Webs Prepared via Laser-Electrospinning and Subsequent Annealing Processes. Materials 2020, 13, 5783. https://doi.org/10.3390/ma13245783
Tokuda T, Tsuruda R, Hara T, Kobayashi H, Tanaka K, Takarada W, Kikutani T, Hinestroza JP, Razal JM, Takasaki M. Structure and Properties of Poly(ethylene terephthalate) Fiber Webs Prepared via Laser-Electrospinning and Subsequent Annealing Processes. Materials. 2020; 13(24):5783. https://doi.org/10.3390/ma13245783
Chicago/Turabian StyleTokuda, Tomoki, Ryo Tsuruda, Takuya Hara, Haruki Kobayashi, Katsufumi Tanaka, Wataru Takarada, Takeshi Kikutani, Juan P. Hinestroza, Joselito M. Razal, and Midori Takasaki. 2020. "Structure and Properties of Poly(ethylene terephthalate) Fiber Webs Prepared via Laser-Electrospinning and Subsequent Annealing Processes" Materials 13, no. 24: 5783. https://doi.org/10.3390/ma13245783
APA StyleTokuda, T., Tsuruda, R., Hara, T., Kobayashi, H., Tanaka, K., Takarada, W., Kikutani, T., Hinestroza, J. P., Razal, J. M., & Takasaki, M. (2020). Structure and Properties of Poly(ethylene terephthalate) Fiber Webs Prepared via Laser-Electrospinning and Subsequent Annealing Processes. Materials, 13(24), 5783. https://doi.org/10.3390/ma13245783