1. Introduction
Compressor blades are often called the critical elements of the turbine aircraft engine. This statement is connected to the blade geometry, work conditions, and potential failures. Blades are thin in comparison with the rest of the geometrical parameters (height and length). This feature means that the blade is susceptible to resonant bending. On the other hand, the aero dynamical and centrifugal forces as a result of a high rotational velocity act on the examined blade [
1,
2]. The main function of the compressor is to create high pressure to allow energy transmitted by the blades to be transformed into kinetic energy for the working fluid. In the next components of the turbine engine, this air is mixed with fuel and is burned. The generated fumes drive the turbine vanes and also create the thrust of the engine.
The working compressor vanes create negative pressure for the air intake, which could be responsible for sucking small elements from the surroundings, such as small stones, grains of sand, and even birds, into the engine. The collision of the rotating blade with harder elements might create a notch on the blade surface [
3,
4,
5]. If the notch is located close to the foot of the blade, it is usually the origin of a future crack. A damaged blade used in service could cause crack propagation and it could break at the feather. A broken off fragment of the blade may affect the balance of the compressor. An imbalance in the compressor could lead to resonance, which drastically would decrease the fatigue life of the whole engine.
The working conditions and possible damage of the blades are included in the design and manufacturing process. In the production of aircraft engine blades, special alloys (super alloys) are used. In order to create blades more resistant to foreign object damage (FOD) and crack initiation [
6], the feathers are usually subjected to shot-peening, and special surfaces coatings are applied (e.g., to prevent corrosion).
Many papers dedicated to shot-peening and its impact on fatigue life are published in the literature. Shot-peening as a surface treatment has an astonishing impact on crack initiation and the overall fatigue life of the treated element. Shot-peening should be understood as a dynamic, plastic deformation surface treatment. The basis of this technology is to shoot small balls on the treated surface to create plastic deformation and, as a result, a compressive stress on the surface of the treated element.
Depending on the process parameters, it is possible to achieve residual stress with a value of −1200 MPa [
7]. The distribution and levels of the residual stress are dependent on the kinetic energy and other parameters of shot-peening. The thickness of the plasticized layer may reach up to 100 μm (0.1 mm) [
8]. Below this point, a quick increase in stress is observed, reaching values close to zero [
9]. Additionally, the microhardness may increase even to 500 HV [
10]. For example, Zhang [
8] observed an increase in hardness equal to 60% (from 100 to value of 160 HV).
Chengfang [
11] observed that, in the case of a titanium alloy (super alloys) with residual stress equal to −750 MPa, the specimens achieved a 67 times higher fatigue life. On the other hand, Daoxia [
7], in the case of residual stress equal to −1200 MPa for steel, found their specimens achieved 4.5 times greater fatigue life. Gao [
12] showed that after shot-peening up to a residual stress level of −350 MPa, the specimens achieved a five-fold increase in fatigue life. Maleki [
13] showed that, in case of residual stress equal to −650 MPa, in AISI 1045 specimens, a 10 times higher fatigue life was observed. Similar observations were made by Hammond [
14], Seddik [
15], and Dongxing [
16]. The above-mentioned alloys are used as materials for aircraft rotors and for stationary flow machines (especially in the so-called cold zones). Based on the above analysis, it was found that there is no simple relationship between the level of initial/residual stress and change in fatigue life.
Tekeli, in his work [
17], observed that in the case of brittle steel (SAE 9245), the increase in fatigue life was equal to 30% when the residual stress was equal to −480 MPa and the depth of the plasticized layer was equal to 33 μm.
The main goal of the present paper is to show the impact of shot-peening on the fatigue life of the compressor blade, under controlled geometry with a notch created by machining, subjected to resonance vibrations. The obtained results are used to explain the influence of the depth of the plasticized material layer on crack initiation and its propagation. The obtained results are of great importance for the safety of the air transport.
3. Metallography
The next step of the research was the performance of the metallographic analysis, which resulted in information on the thickness of the layer exhibiting plastic deformation due to shot-peening, as well as the average grain size depending on the location within the blade (
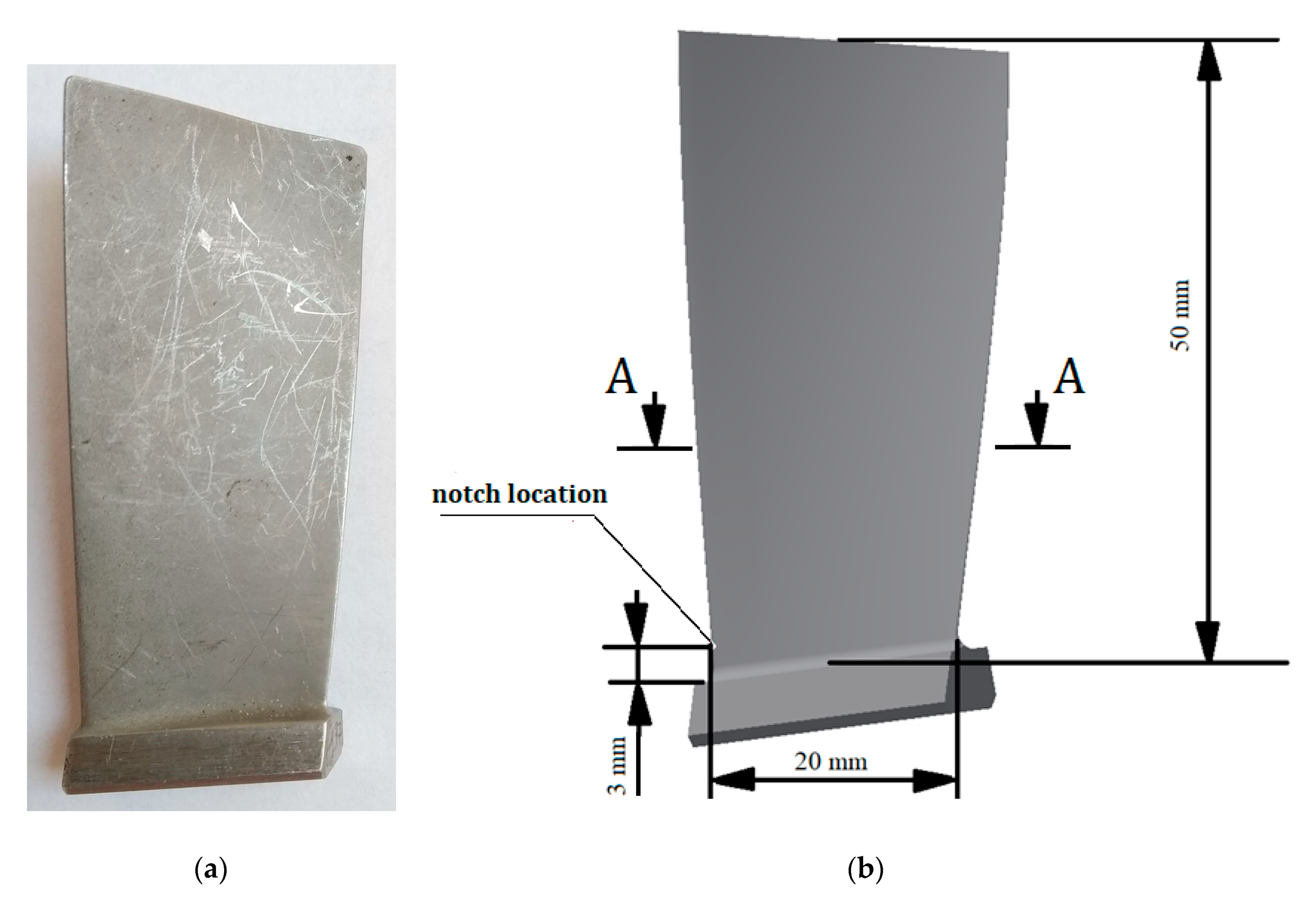
Figure 3).
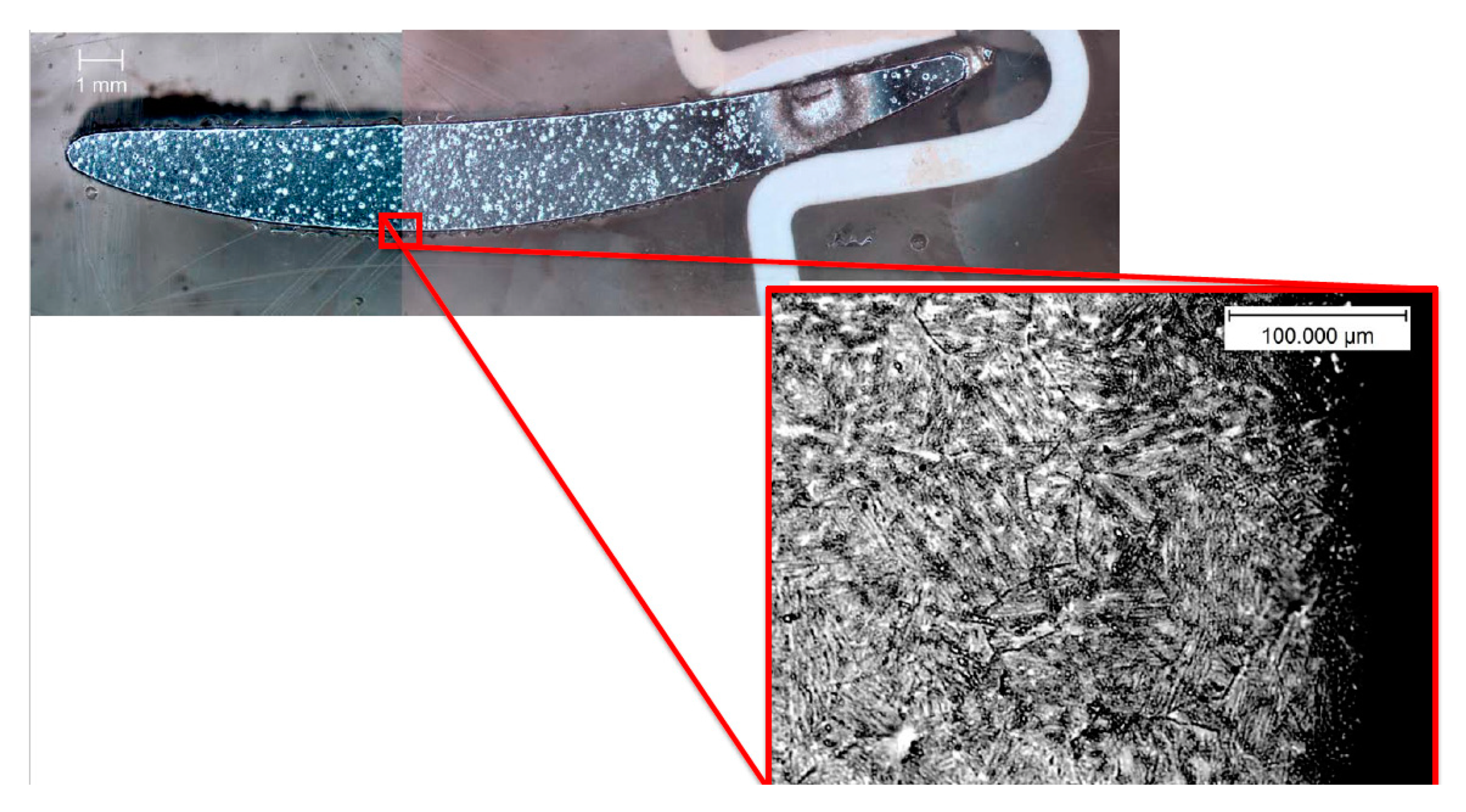
The compressor blade (
Figure 1a) was cut with a diamond saw into 8-mm thick samples. These samples were mounted using a resin and were polished. In the last step, the samples were subjected to etching in order to emphasize the grain size and the presence of grain boundaries (
Figure 6). The marble etchants (H
2O, HCl, and CuSO
4) were used while undergoing electrolysis etching for 20 s for each sample. The samples prepared with the typical metallography techniques were observed under an optical microscope. Using the image analysis software, a series of photographs were taken showing the grain size at different points within the blade profile (
Figure 6). The size of a single grain was measured, as well as the thickness of the layer plasticized as a result of surface treatment—shot-peening (
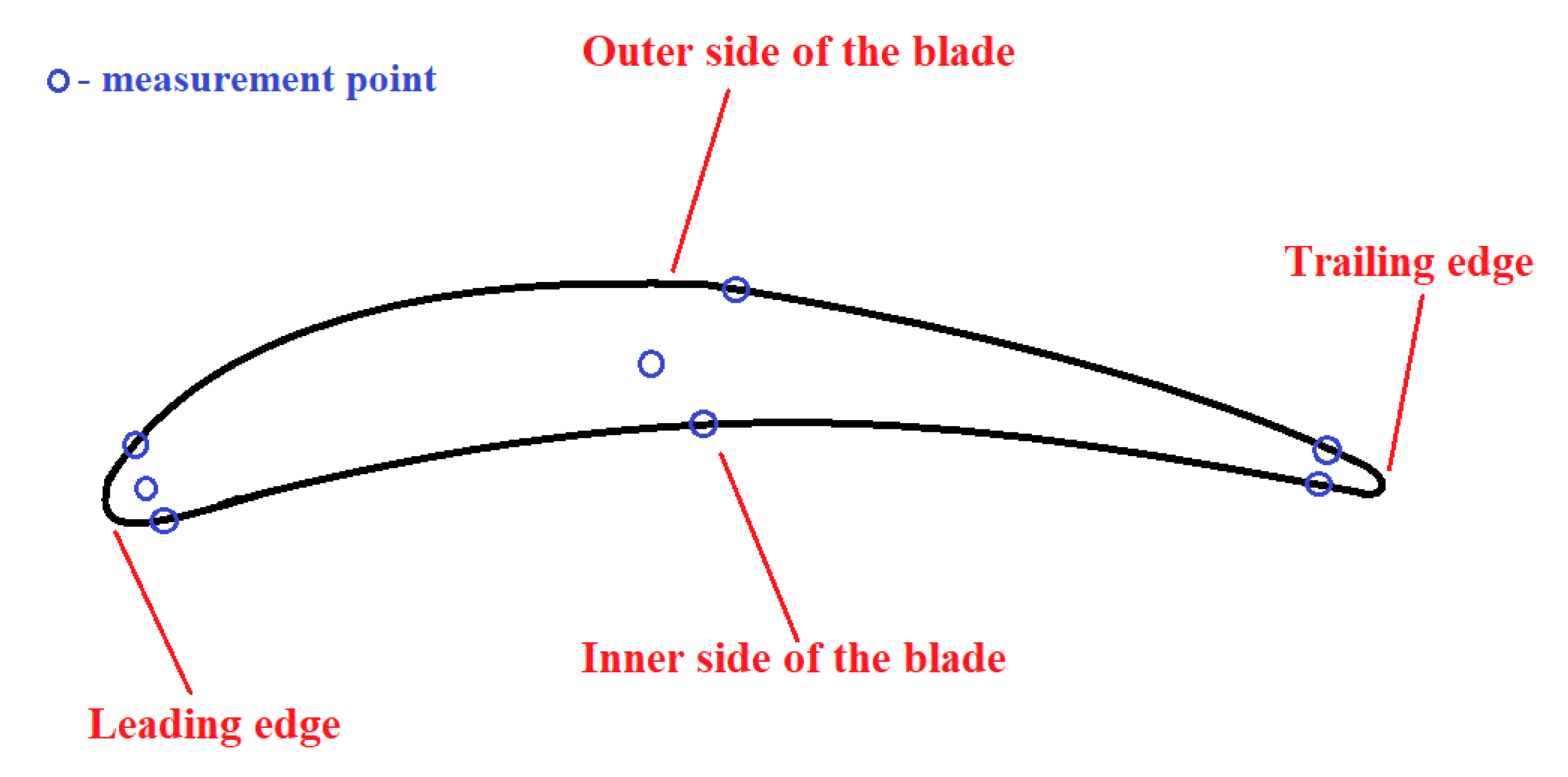
Figure 7). The measurement was made on both sides of the blade profile, at six characteristic points (at the leading edge, in the middle part, and at the trailing edge—on the inner and outer sides of the profile), as well as at two points inside the profile. The locations of the points are presented in
Figure 3. It should be remembered that the inner side of the blade is the working side that is most exposed to erosive action, and that the leading edge is most exposed to collision with hard elements sucked into the engine. The obtained grain measurement results are presented in
Figure 8,
Figure 9 and
Figure 10.
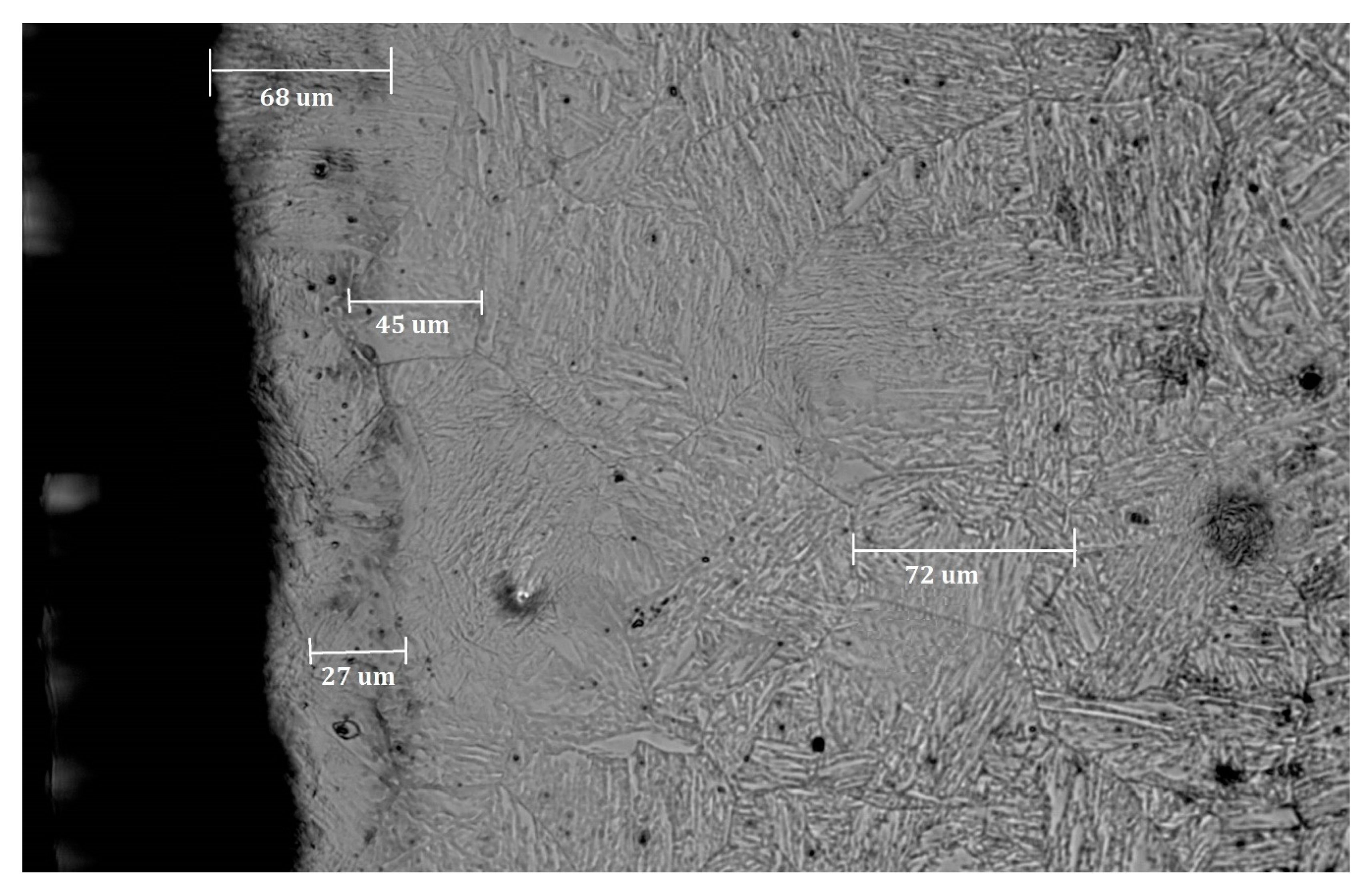
As shown in
Figure 7, it was possible to measure the size of the grains and the thickness of the plasticized layer using an optical microscope with a magnification up to 1000×. The grain size measurements were based on the ASTM 112-13 standard (intercept procedure). A distinctive boundary between the plasticized zone and the non-plasticized zone was present. The representative grain size of the native material was 72 µm, while at the edge the grain size was about 27 µm. The thickness of the plasticized layer in this part of the blade was 68 µm. In the presented cross-section, a smaller thickness of the plasticized zone by peening was observed.
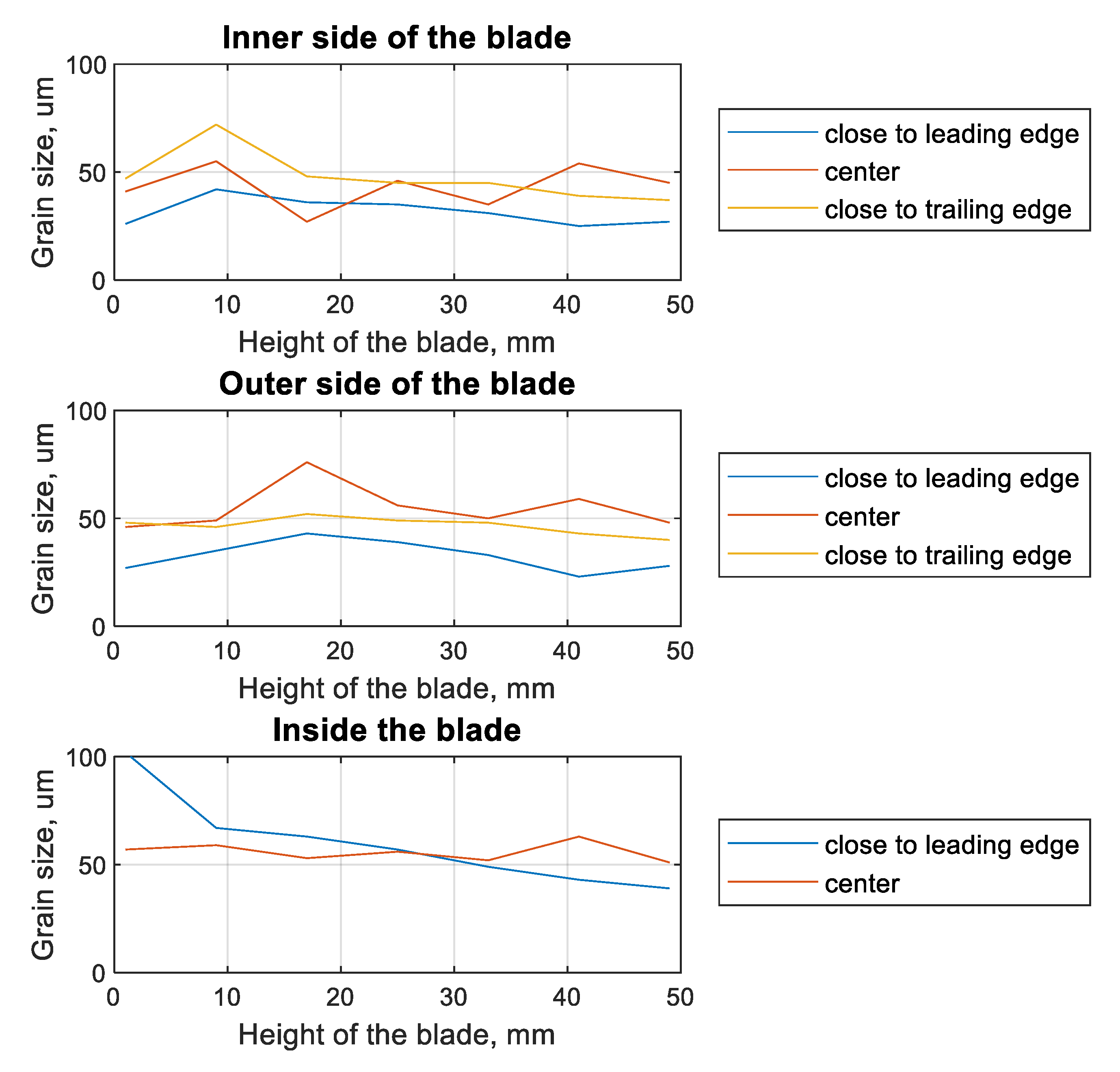
As a result of the performed work, the smallest grains were observed on the inner side of the blade (
Figure 8), at the leading edge (26 µm), while the largest were observed at the trailing edge of the profile—47 µm). This tendency continued until about half the height of the blade. At the tip of the blade, the largest grains were observed in the middle (48 µm) of the inner side of the blade. In the case of the outer side, the smallest grains were observed near the leading edge (27 µm), and the largest (up to three times larger) in the middle part of the profile (46 µm). In the case of the native material (inner side of the blade), there was a tendency that in the part at the leading edge, the grains were almost two times larger than in the central part. Generally, the grains were 25 to 72 µm on the inner side and 23 to 76 µm on the outer side. In the case of the native material in the leading-edge zone, the grains ranged in size from 102 µm (at the root) to 39 µm at the tip of the blade.
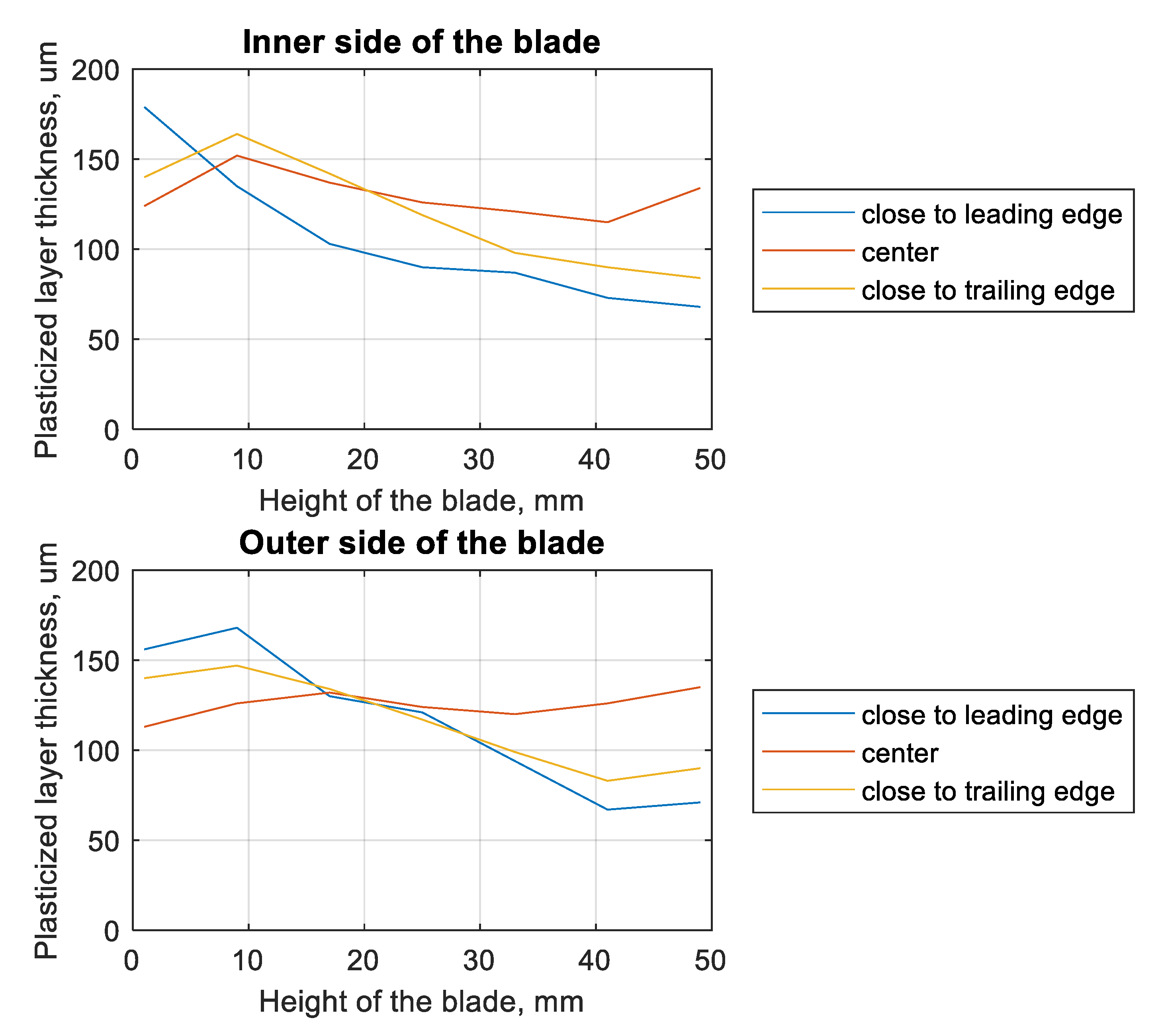
The distance from the root of the blade also affects the thickness of the plasticized layer (
Figure 9). For the leading-edge zone, on both the inside and outside of the blade, a layer thickness of more than 150 µm was observed. For the central part of the blade as well as the outer side, the plasticized layer exceeded 100 µm, but did not exceed 150 µm. The greater the distance from the foot of the blade, the more significantly the thickness of the plasticized layer at the leading edge decreased. At the tip of the blade, the smallest thickness of this layer was recorded for the leading edge. The layer thickness in the trailing edge part was not much greater.
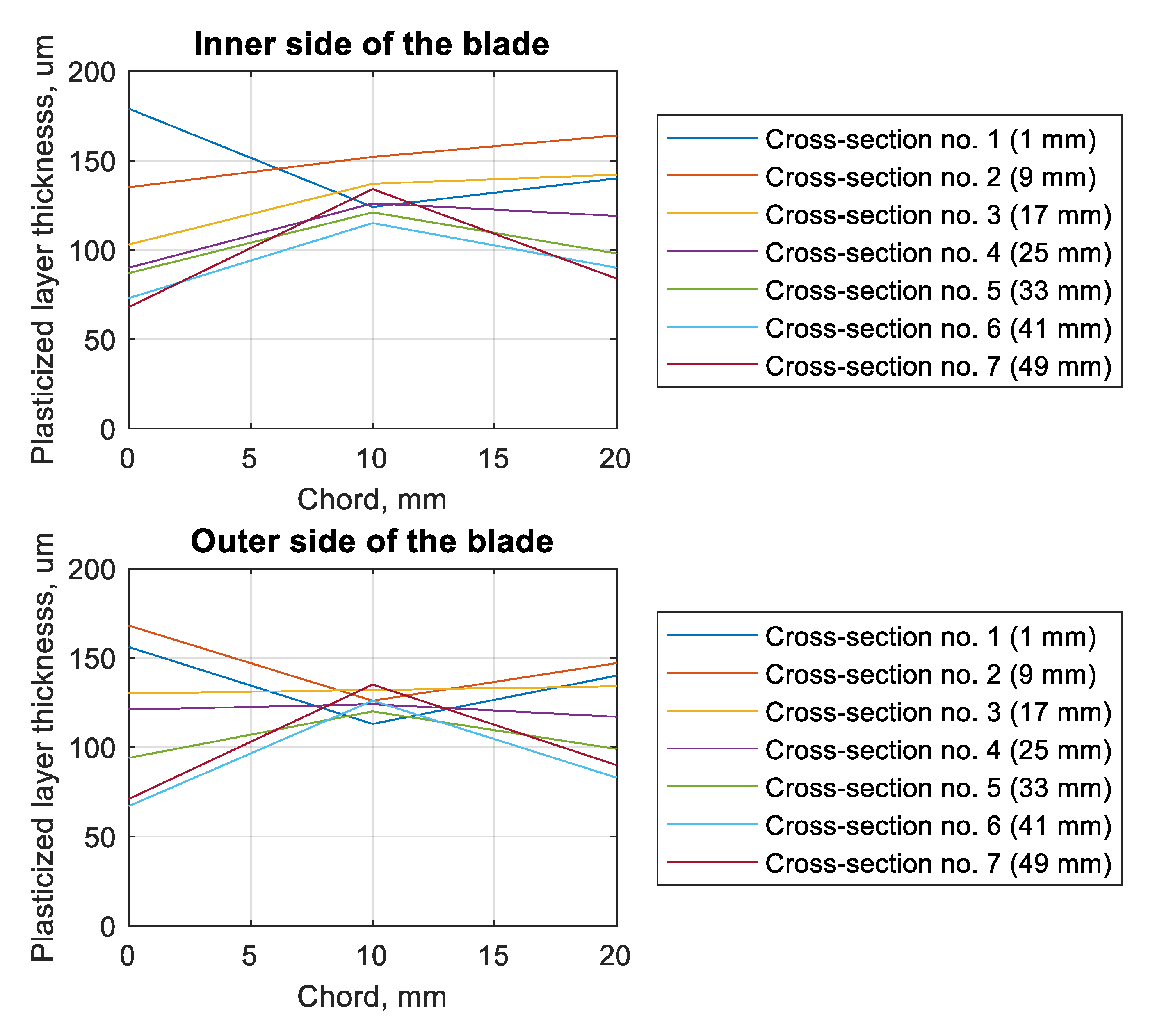
The change in the thickness of the plasticized layer was also verified depending on the chord of the blade and the tested cross-section (
Figure 10). In parentheses, there is information about the distance between the foot of the blade and the given parallel cross-section. On both the inside and outside of the blade, in the central part of the blade, the smallest scatter in the obtained results was observed. In the case of the edges, the trends described in the discussion of
Figure 9 were observed. In the case of cross-sections 1 and 2 (on the outer side of the blade), it was observed that the edges of the blade had a greater thickness for the plasticized layer. This tendency was not observed in the remaining cross-sections.
The tested blade had not been used before testing and analysis, and the observed fatigue life corresponded to approximately 216 min of operation in the resonance state. Taking into account the fact that if the duration of a typical flight exceeds 3 h, there is a risk of an early rupture of the blade in the event of damage and a simultaneous resonance state. The location of the notch also affects the possibility of blade breaking. The further away from the root of the blade the notch is located, the less chance of the blade breaking and the lower the possibility of serious damage to the jet engine and the aircraft. This possibility was associated with both a reduction in the stresses in the resonant state, as well as a small decrease in the thickness of the deformed zone of the blade due to applied surface treatment.
4. Conclusions
The obtained results of the numerical fatigue analysis show that during the vibration of the compressor blade with a geometric notch, stresses occur close to the tensile strength for a given alloy. The classic approach related to the determination of the fatigue life using the Manson–Coffin–Basquin model does not give satisfactory results. Only taking into account the values of initial/residual stresses resulting from the surface treatment allows for obtaining more accurate results. Experimental studies related to the determination of the thickness of the plasticized layer show that the area of maximum reduced stress values is contained in this zone. Thanks to this approach, it is possible to increase the durability of the blade.
The obtained results can also be used to assess the influence of a different notch location on the fatigue life. The thicker the layer of the plasticized zone and the higher the values of residual stresses, the higher the fatigue life. The observed decrease in the thickness of the plasticized zone near the leading edge may contribute to a decrease in fatigue life (in the case of observation of the notch on a higher distance from the foot of the blade). Similar observations can be made for the thickness distribution along the chord of the blade. The thicker the plasticized zone, the slower the fatigue crack development process, which translates directly into the number of load cycles necessary to break the blade.
Future research should focus on the accurate determination of the initial stress values on the blade surface, as well as the optimized fatigue data determination method for numerical fatigue analysis.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}