The In-Situ Observation of Grain Rotation and Microstructure Evolution Induced by Electromigration in Sn-3.0Ag-0.5Cu Solder Joints

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
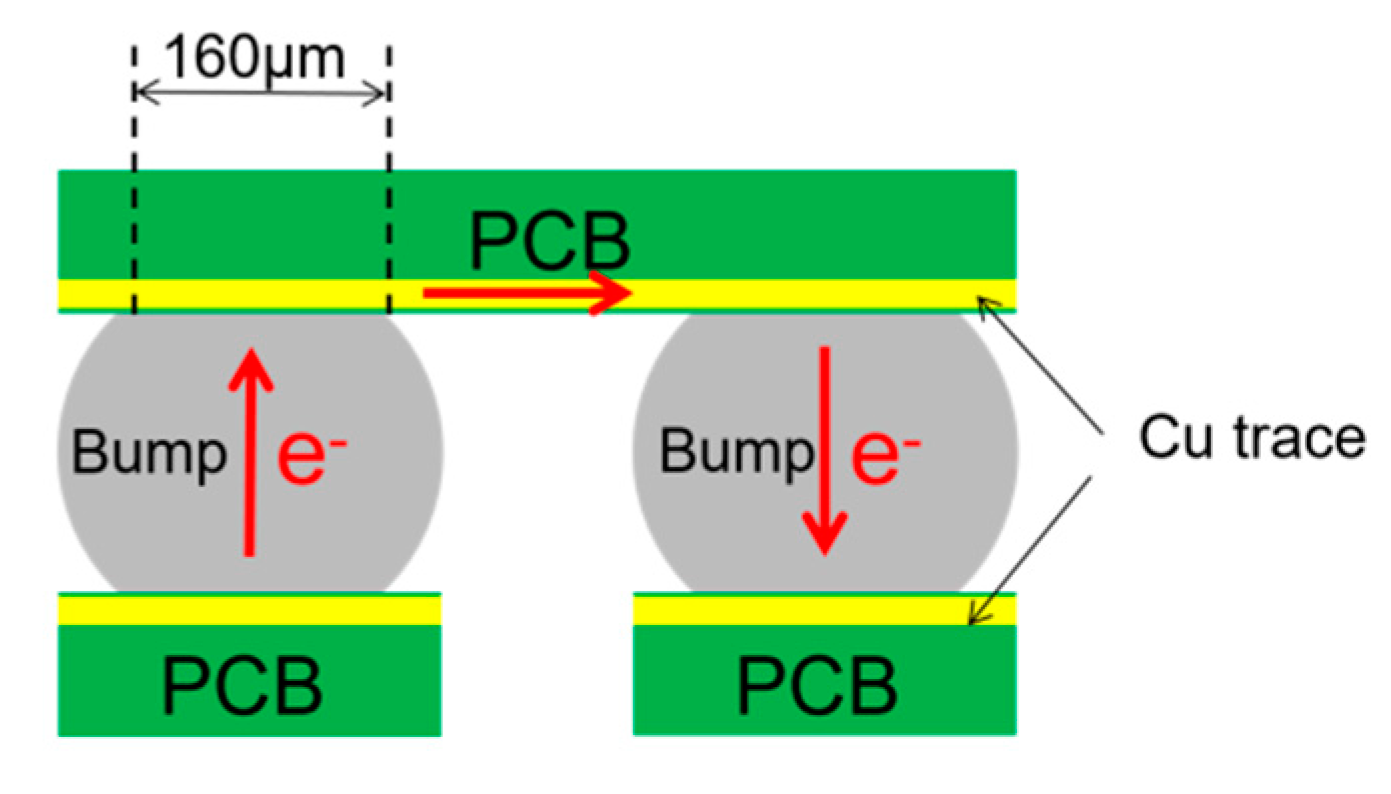
2. Materials and Methods
3. Results and Discussion
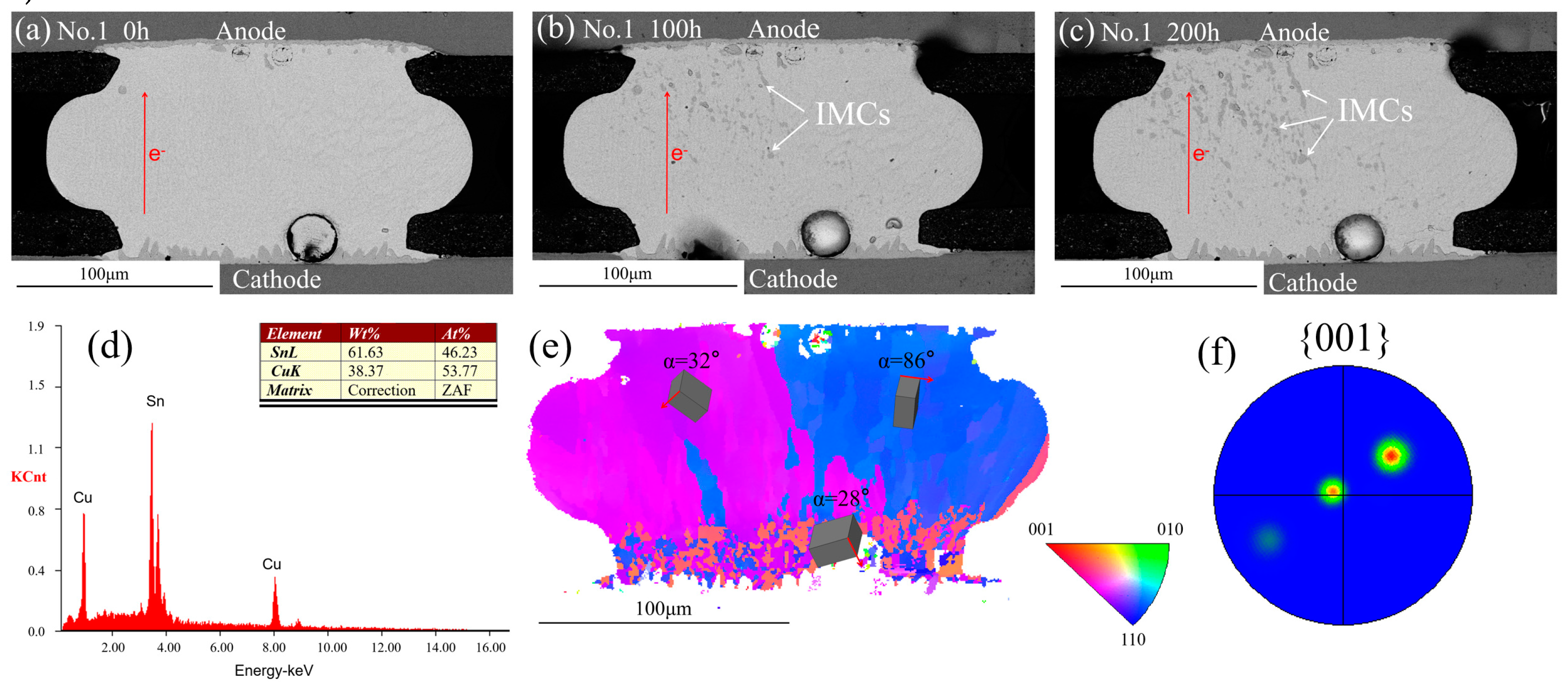
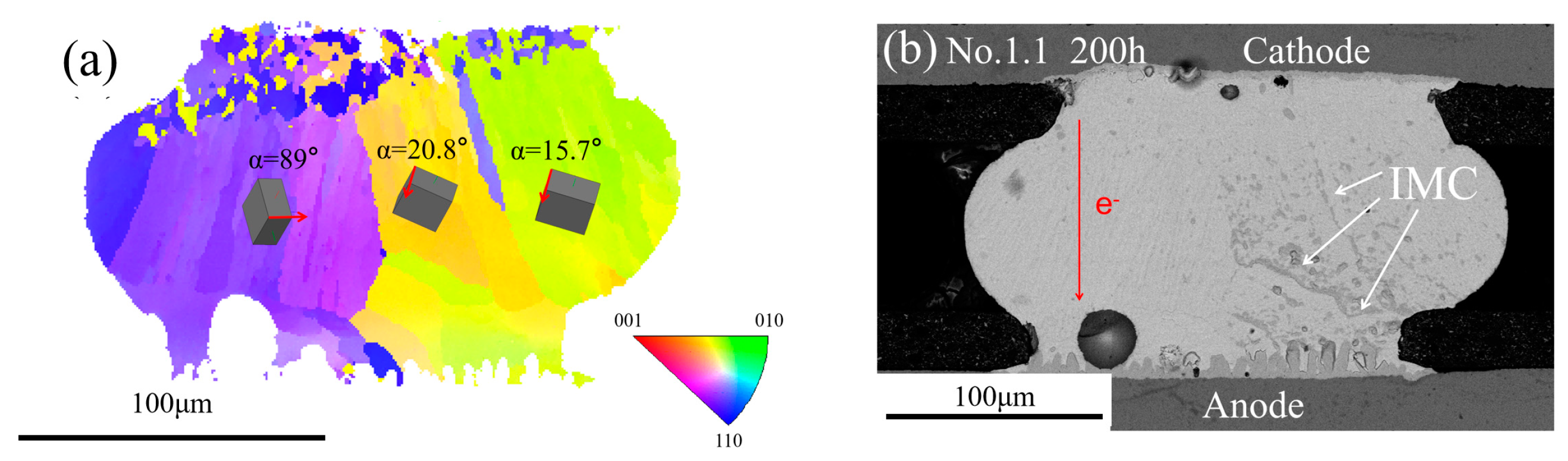
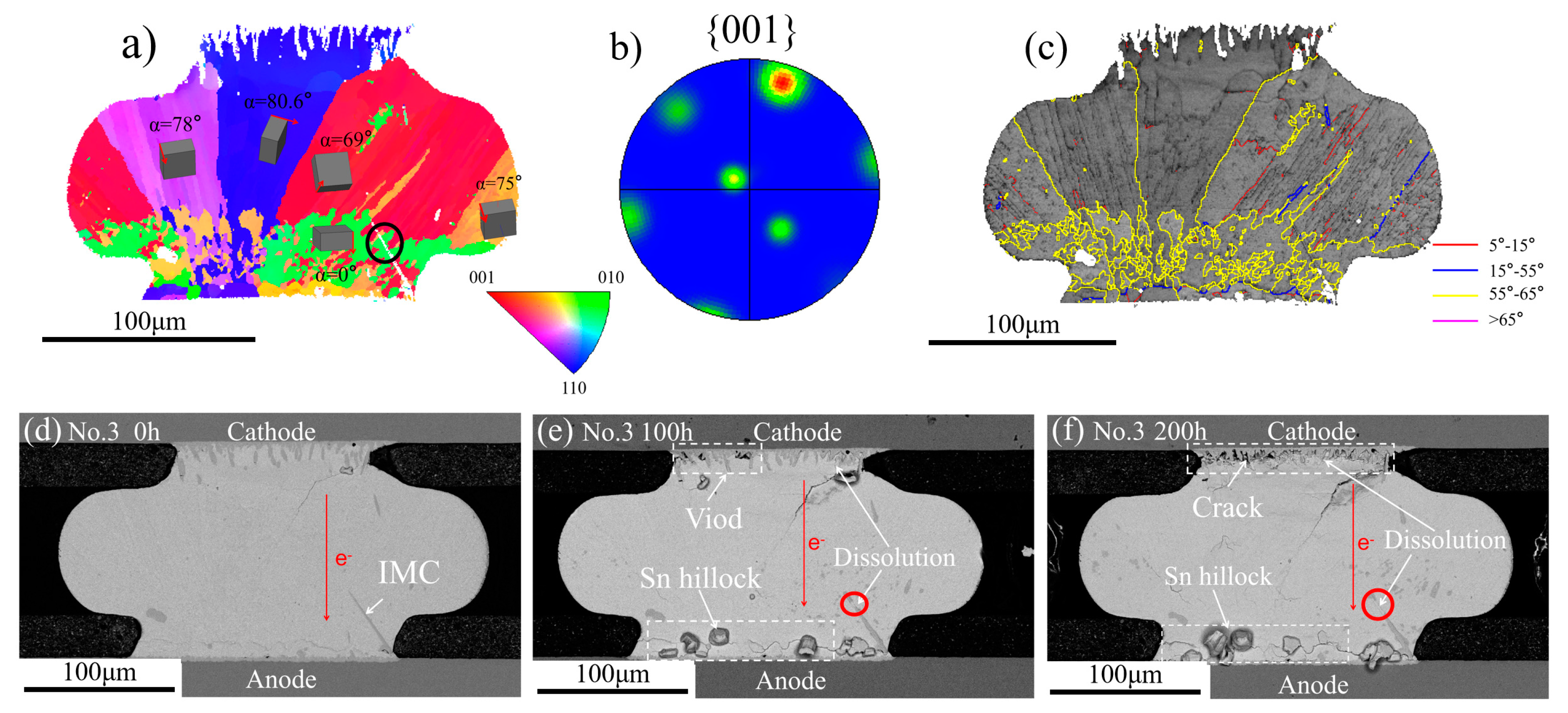
3.1. Grain Rotation Induced by Electromigration
3.2. The Influence of β-Sn Grain Orientation and Grain Boundary on the IMC Migration during EM
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Tu, K.N.; Zeng, K. Tin–lead (SnPb) solder reaction in flip chip technology. Mater. Sci. Eng. R-Rep. 2001, 34, 1–58. [Google Scholar] [CrossRef]
- Chen, W.J.; Lee, Y.L.; Wu, T.Y.; Chen, T.C.; Lin, M.T. Effects of electrical current and external stress on the electromigration of intermetallic compounds between the flip-chip solder and copper substrate. J. Electron. Mater. 2018, 47, 35–48. [Google Scholar] [CrossRef]
- Tu, K.N.; Liu, Y.X. Recent advances on kinetic analysis of solder joint reactions in 3D IC packaging technology. Mater. Sci. Eng. R-Rep. 2019, 136, 1–12. [Google Scholar] [CrossRef]
- Tu, K.N.; Gusak, A.M.; Li, M. Physics and materials challenges for lead-free solders. J. Appl. Phys. 2003, 93, 1335–1353. [Google Scholar] [CrossRef]
- Tu, K.N.; Hsiao, H.Y.; Chen, C. Transition from flip chip solder joint to 3D IC microbump: Its effect on microstructure anisotropy. Microelectron. Reliab. 2013, 53, 2–6. [Google Scholar] [CrossRef]
- Chen, S.W.; Chen, C.M.; Liu, W.C. Electric current effects upon the Sn/Cu and Sn/Ni interfacial reactions. J. Electron. Mater. 1998, 27, 1193–1198. [Google Scholar] [CrossRef]
- Lee, T.Y.; Tu, K.N.; Frear, D.R. Electromigration of eutectic SnPb and SnAg3.8Cu0.7 flip chip solder bumps and under-bump metallization. J. Appl. Phys. 2001, 90, 4502–4508. [Google Scholar] [CrossRef]
- Chang, Y.W.; Cheng, Y.; Xu, F.; Helfen, L.; Tian, T.; Di Marco, D.; Chen, C.; Tu, K.N.; Baumbach, T. Study of electromigration-induced formation of discrete voids in flip-chip solder joints by in-situ 3D laminography observation and finite-element modeling. Acta Mater. 2016, 117, 100–110. [Google Scholar] [CrossRef]
- Hu, Y.C.; Lin, Y.H.; Kao, C.R.; Tu, K.N. Electromigration failure in flip chip solder joints due to rapid dissolution of copper. J. Mater. Res. 2003, 18, 2544–2548. [Google Scholar] [CrossRef]
- Chen, J.S.; Ye, C.H.; Yu, C.; Lu, H. The micro-mechanism for the effect of Sn grain orientation on substrate consumption in Sn solder joints. Comput. Mater. Sci. 2015, 108, 1–7. [Google Scholar] [CrossRef]
- Liu, C.Y.; Ke, L.; Chuang, C.Y.; Wang, S.J. Study of electromigration-induced Cu consumption in the flip-chip solder bumps. J. Appl. Phys. 2006, 100, 28–325. [Google Scholar] [CrossRef]
- Rouais, J.C.; Lormand, G.; Chevreton, M. Effect of grain boundaries and local variation influence of current density and temperature on the electromigration damage in gold thin films. Jpn. J. Appl. Phys. 2014, 13, A861A. [Google Scholar] [CrossRef]
- Xu, G.C.; Guo, F.; Zhu, W.R. Electromigration in eutectic Sn-Ag solder reaction couples with various ambient temperatures and current densities. Int. J. Miner. Metall. Mater. 2009, 16, 685–690. [Google Scholar]
- Chen, J.Q.; Liu, K.L.; Guo, J.D.; Ma, H.C.; Wei, S.; Shang, J.K. Electromigration anisotropy introduced by tin orientation in solder joints. J. Alloys Compd. 2017, 703, 264–271. [Google Scholar] [CrossRef]
- Shen, Y.A.; Chen, C. Effect of Sn grain orientation on formation of Cu6Sn5 intermetallic compounds during electromigration. Scr. Mater. 2017, 128, 6–9. [Google Scholar] [CrossRef]
- Lin, C.F.; Lee, S.H.; Chen, C.H. Effect of Sn grain orientation on the Cu6Sn5 formation in a Sn-based solder under current stressing. Metall. Mater. Trans. A 2012, 43, 2571–2573. [Google Scholar] [CrossRef]
- Chen, J.Q.; Guo, J.D.; Liu, K.L.; Shang, J.K. Dependence of electromigration damage on Sn grain orientation in Sn-Ag-Cu solder joints. J. Appl. Phys. 2013, 114, 153509. [Google Scholar] [CrossRef]
- Tian, Y.; Han, J.; Ma, L.; Guo, F. The dominant effect of c-axis orientation in tin on the electromigration behaviors in tricrystal Sn-3.0Ag-0.5Cu solder joints. Microelectron. Reliab. 2018, 80, 7–13. [Google Scholar] [CrossRef]
- Lee, K.; Kim, K.S.; Tsukada, Y.; Saganuma, K.; Yamakana, K.; Kuritani, S.; Ueshima, M. Influence of crystallographic orientation of Sn-Ag-Cu on electromigration in flip-chip joint. Microelectron. Reliab. 2011, 51, 2290–2297. [Google Scholar] [CrossRef]
- Huang, T.C.; Yang, T.L.; Ke, J.H.; Hsueh, C.H.; Kao, C.R. Effects of Sn grain orientation on substrate dissolution and intermetallic precipitation in solder joints under electron current stressing. Scr. Mater. 2014, 80, 37–40. [Google Scholar] [CrossRef]
- Tasooji, A.; Lara, L.; Lee, K. Effect of grain boundary misorientation on electromigration in lead-free solder joints. J. Electron. Mater. 2014, 43, 4386–4394. [Google Scholar] [CrossRef]
- Harris, K.E.; Singh, V.V.; King, A.H. Grain rotation in thin films of gold. Acta Mater. 1998, 46, 2623. [Google Scholar] [CrossRef]
- Lloyd, J.R. Electromigration induced resistance decrease in Sn conductors. J. Appl. Phys. 2003, 94, 6483–6486. [Google Scholar] [CrossRef]
- Shen, H.; Zhu, W.; Li, Y.; Tamura, N.; Chen, K. In Situ synchrotron study of electromigration induced grain rotations in Sn solder joints. Sci. Rep. 2016, 6, 24418. [Google Scholar] [CrossRef]
- Chen, H.T.; Hang, C.J.; Fu, X.; Li, M.Y. Microstructure and grain orientation evolution in Sn-3.0Ag-0.5Cu solder interconnects under electrical current stressing. J. Electron. Mater. 2015, 44, 3880–3887. [Google Scholar] [CrossRef]
- Finger, L.W. Physical properties of crystals, their representation by tensors and matrices. Eos Trans. Am. Geophys. Union 1983, 64, 643. [Google Scholar] [CrossRef]
- Wu, A.T.; Gusak, A.M.; Tu, K.N.; Kao, C.R. Electromigration-induced grain rotation in anisotropic conducting beta tin. Appl. Phys. Lett. 2005, 86, 241902. [Google Scholar] [CrossRef]
- Huang, M.L.; Zhao, J.F.; Zhang, Z.J.; Zhao, N. Dominant effect of high anisotropy in beta-Sn grain on electromigration-induced failure mechanism in Sn-3.0Ag-0.5Cu interconnect. J. Alloys Compd. 2016, 678, 370–374. [Google Scholar] [CrossRef]
- Ke, J.H.; Yang, T.L.; Lai, Y.S.; Kao, C.R. Analysis and experimental verification of the competing degradation mechanisms for solder joints under electron current stressing. Acta Mater. 2011, 59, 2462–2468. [Google Scholar] [CrossRef]
- Li, S.; Basaran, C. Effective diffusivity of lead-free solder alloys. Comput. Mater. Sci. 2010, 47, 71–78. [Google Scholar] [CrossRef]
- Han, J.; Sun, J.; Guo, F. Recrystallized grain rotation behavior in a Pb-free BGA solder joint under electron current stress. J. Mater. Sci. Mater. Electron. 2018, 29, 6266–6273. [Google Scholar] [CrossRef]
- Han, J.; Liu, J.P.; Guo, F. Early stages of localized recrystallization in Pb-free BGA solder joints subjected to thermomechanical stress. J. Alloys Compd. 2017, 704, 574–584. [Google Scholar] [CrossRef]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fu, X.; Liu, M.; Xu, K.; Chen, S.; Shi, Y.; Fu, Z.; Huang, Y.; Chen, H.; Yao, R. The In-Situ Observation of Grain Rotation and Microstructure Evolution Induced by Electromigration in Sn-3.0Ag-0.5Cu Solder Joints. Materials 2020, 13, 5497. https://doi.org/10.3390/ma13235497
Fu X, Liu M, Xu K, Chen S, Shi Y, Fu Z, Huang Y, Chen H, Yao R. The In-Situ Observation of Grain Rotation and Microstructure Evolution Induced by Electromigration in Sn-3.0Ag-0.5Cu Solder Joints. Materials. 2020; 13(23):5497. https://doi.org/10.3390/ma13235497
Chicago/Turabian StyleFu, Xing, Min Liu, KeXin Xu, Si Chen, YiJun Shi, ZhiWei Fu, Yun Huang, HongTao Chen, and RuoHe Yao. 2020. "The In-Situ Observation of Grain Rotation and Microstructure Evolution Induced by Electromigration in Sn-3.0Ag-0.5Cu Solder Joints" Materials 13, no. 23: 5497. https://doi.org/10.3390/ma13235497
APA StyleFu, X., Liu, M., Xu, K., Chen, S., Shi, Y., Fu, Z., Huang, Y., Chen, H., & Yao, R. (2020). The In-Situ Observation of Grain Rotation and Microstructure Evolution Induced by Electromigration in Sn-3.0Ag-0.5Cu Solder Joints. Materials, 13(23), 5497. https://doi.org/10.3390/ma13235497