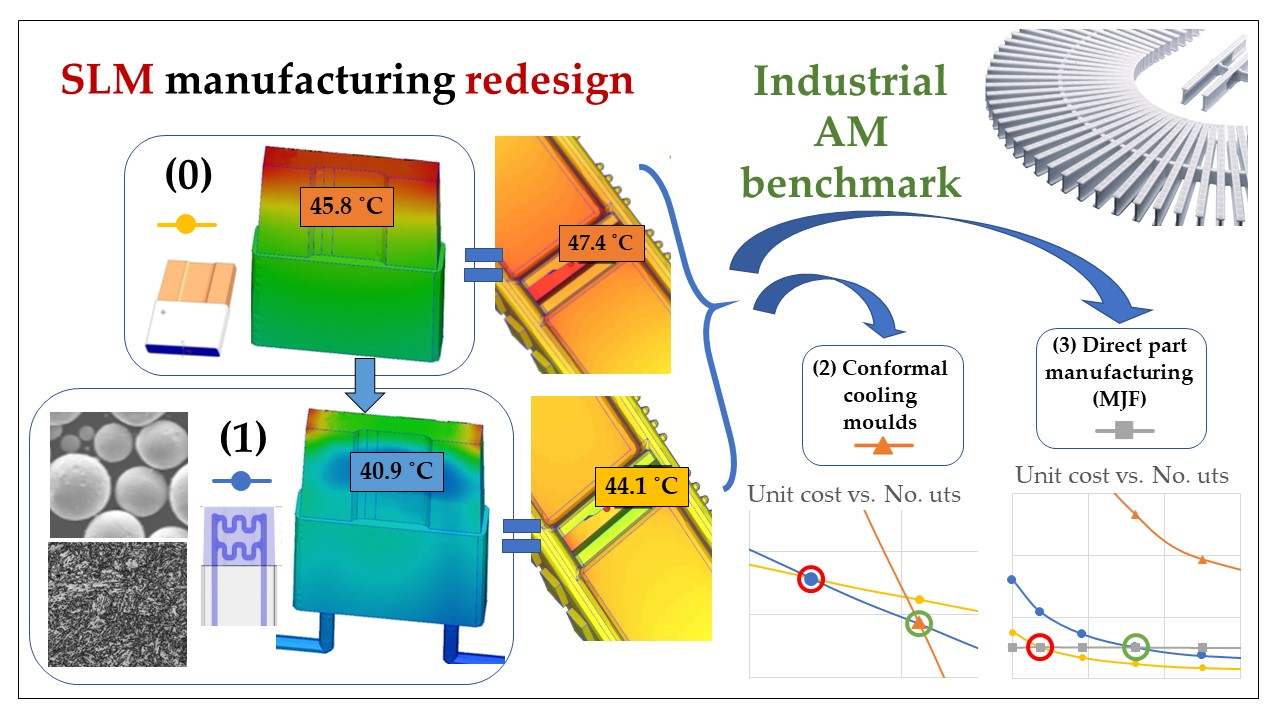
SLM Manufacturing Redesign of Cooling Inserts for High Production Steel Moulds and Benchmarking with Other Industrial Additive Manufacturing Strategies



Abstract

1. Introduction
2. Materials and Methods
2.1. Redesign and Simulation of the Cooling Inserts
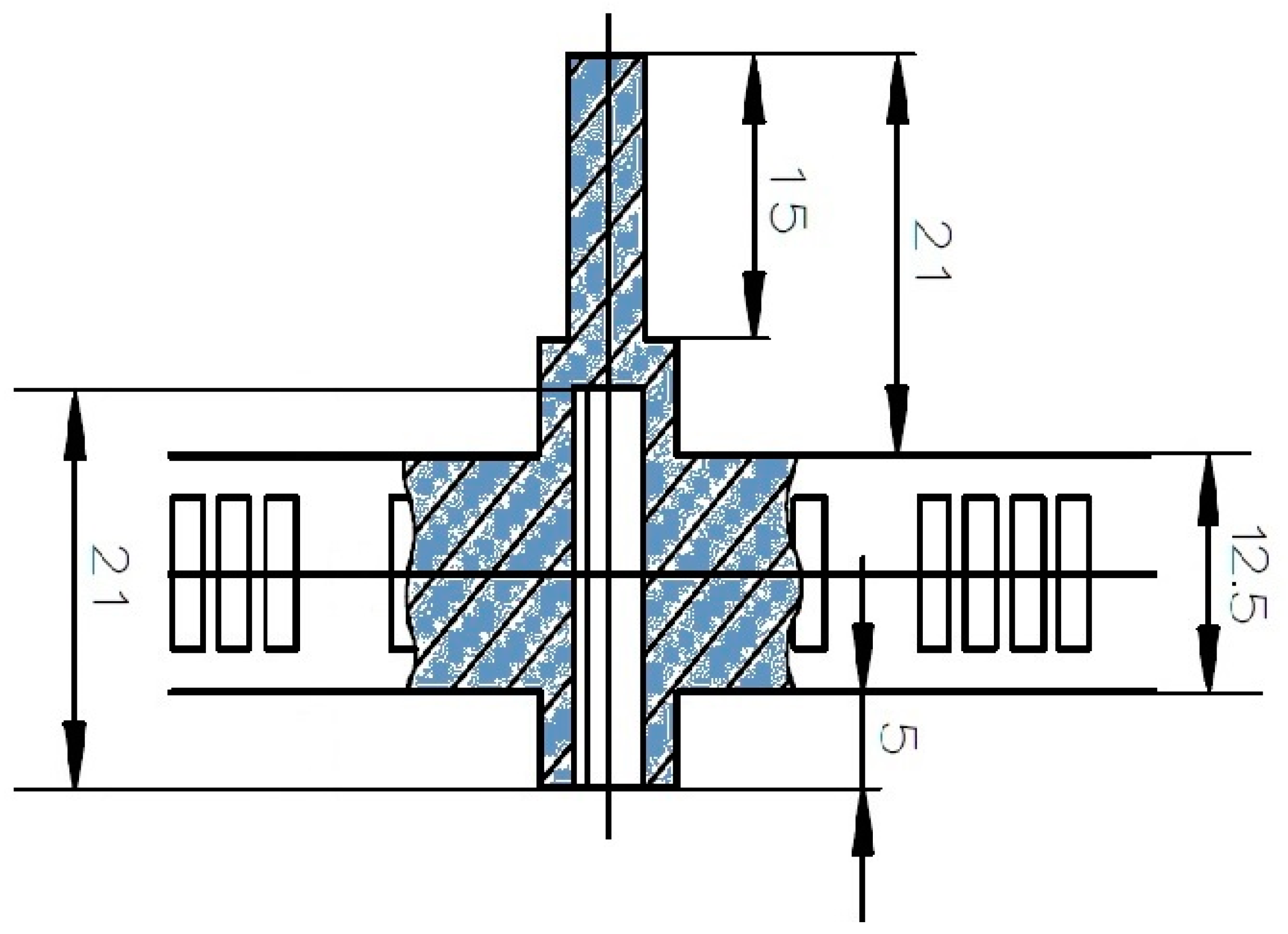
2.1.1. Redesign and Material Selection of Cooling Inserts
2.1.2. Simulation of the Injection Moulding Operation
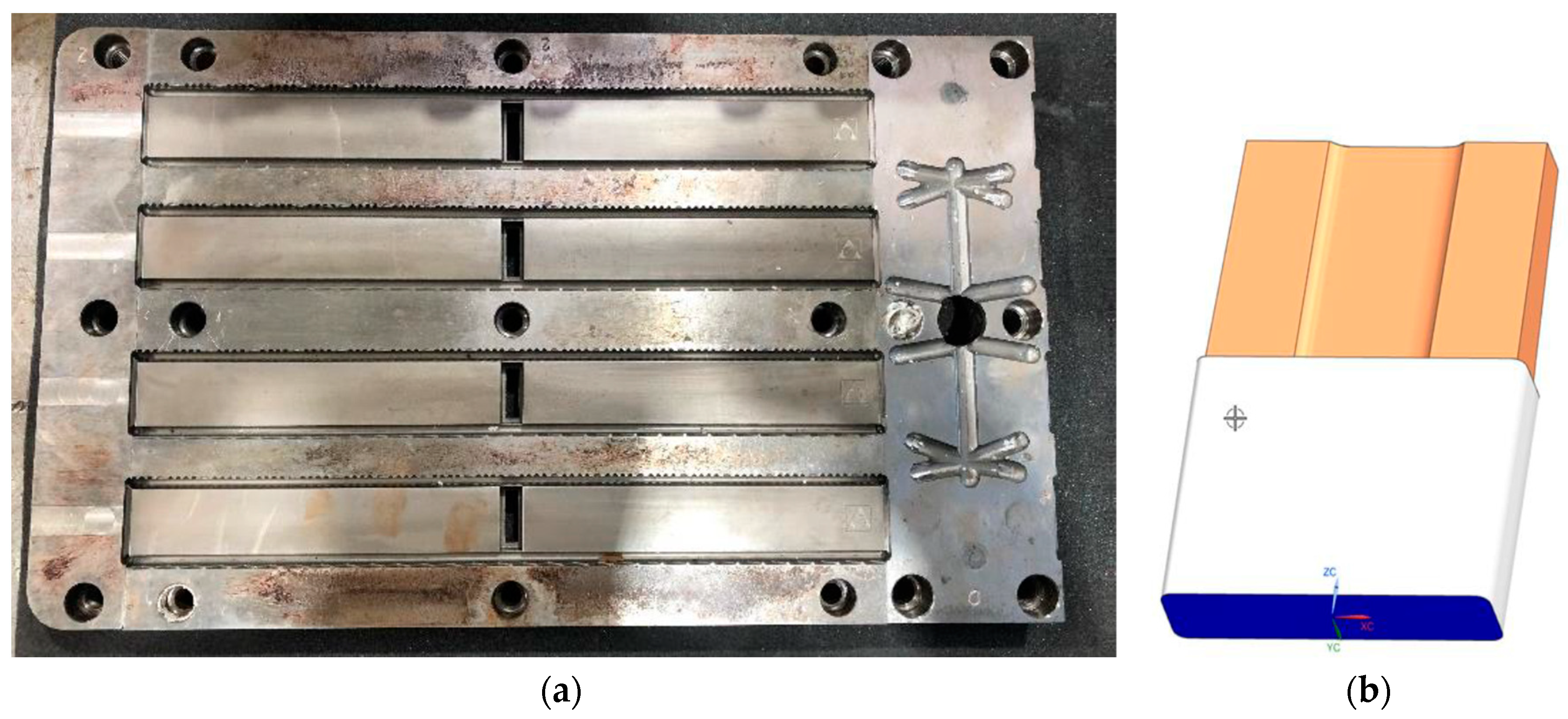
2.2. Manufacturing of the Cooling Inserts
2.2.1. Additive Manufacturing of Inox Steel Inserts: Selective Laser Melting (SLM)
2.2.2. Post-Processing Operations
2.3. Testing and Validation
2.3.1. Material Properties for Testing of the Overall Mould Performance
2.3.2. SLM Insert Samples
3. Results and Discussion
3.1. Performance of the Cooling Inserts Based on Numerical Simulation
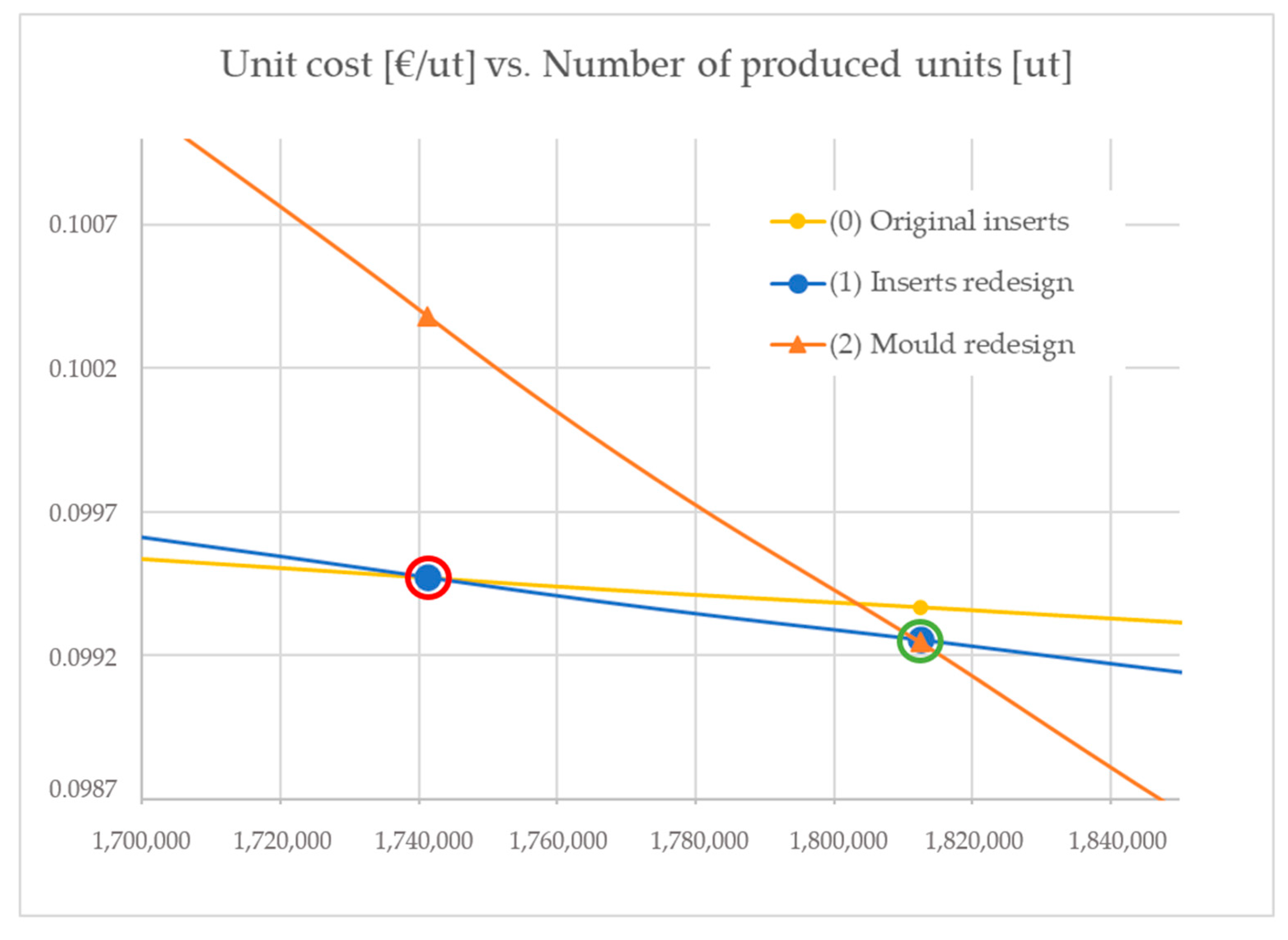
3.2. Economic Comparison between the Scenarios Yield by the Original Inserts and the Inserts Redesign
- Ct is the total annual cost of manufacturing the number of annual desired units (m.u./year);
- Cprep is the total annual cost of the preparation of the production of batches in order to manufacture the desired number of units (m.u./year);
- Ci is the total annual cost of investments needed in the specific manufacturing system (m.u./year);
- Cr is the total annual cost of the rest of factors independent from the batch size needed in order to manufacture the number of desired parts (m.u./year).
- Cr is the total annual cost induced by the rest of the factors independent from the batch size in order to manufacture the number of desired parts (m.u./year);
- Cproc is the processing cost of manufacturing a part (m.u./ut);
- Co is the cost of the other factors per unit independent from the batch size (materials) (m.u./ut);
- X is the number of processed parts, which in this case is equal to the batch size ‘B’ (ut);
- Tc is the processing time per part (m.u./year);
- Ch is the hourly running facility costs (m.u./h).
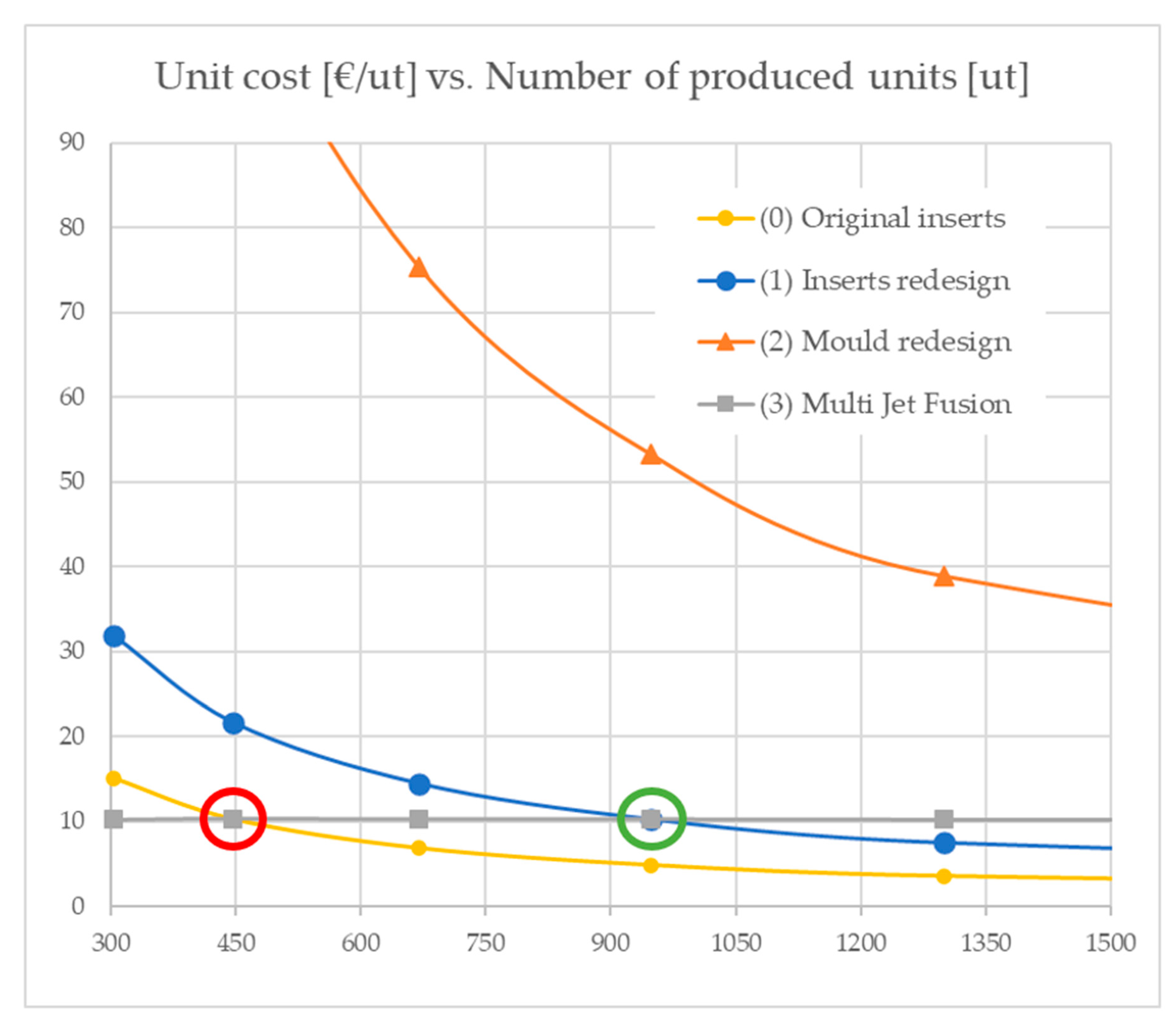
3.3. Benchmarking with Other Industrial Additive Manufacturing Strategies
3.3.1. Economic Analysis of a New Conformal Cooling Entire Mould Redesign
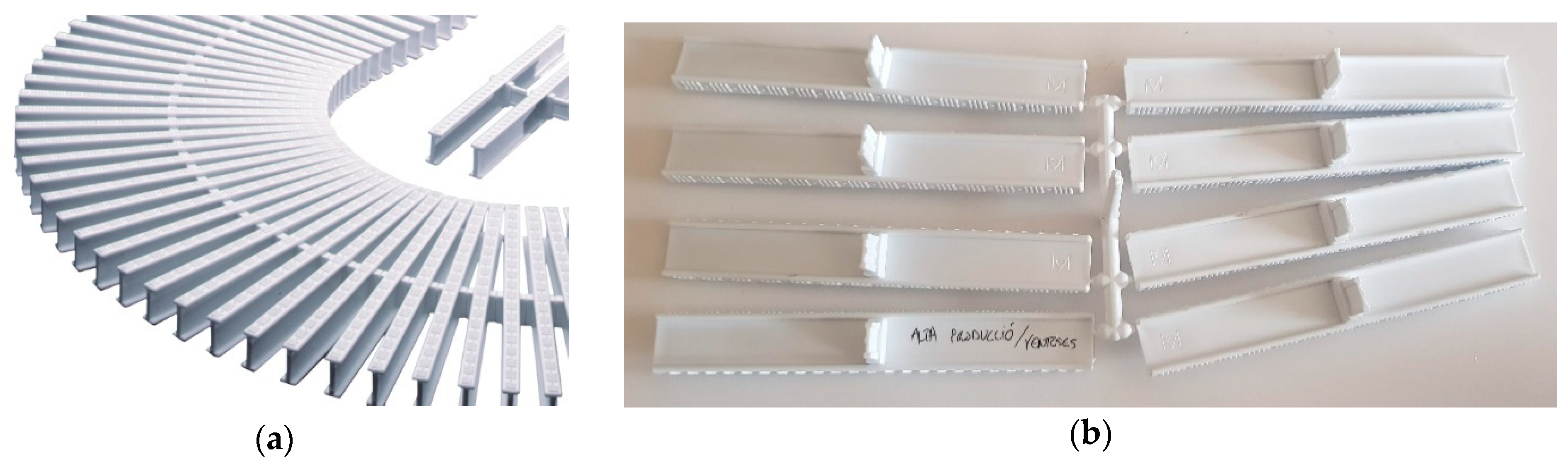
3.3.2. Economic Analysis of the Production of Swimming Pool Sink Cage Ribs via Multi Jet Fusion Technology
- Tp is the preparation time (h/batch);
- Chp is the preparation cost per hour (m.u./h).
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zink, B.; Szabó, F.; Hatos, I.; Suplicz, A.; Kovács, N.K.; Hargitai, H.; Tábi, T.; Kovács, J.G. Enhanced Injection Molding Simulation of Advanced Injection Molds. Polymers 2017, 9, 77. [Google Scholar] [CrossRef] [PubMed]
- Singh, G.; Verma, A. A Brief Review on injection moulding manufacturing process. Mater. Today Proc. 2017, 4, 1423–1433. [Google Scholar] [CrossRef]
- Saifullah, A.B.M.; Masood, S.H.; Sbarski, I. New Cooling Channel Design for Injection Moulding. In Proceedings of the World Congress on Engineering, London, UK, 1–3 July 2009; Volumn 1, ISBN 978-988-17012-5-1. [Google Scholar]
- Armillotta, A.; Baraggi, R.; Fasoli, S. SLM tooling for die casting with conformal cooling channels. Int. J. Adv. Manuf. Technol. 2014, 71, 573–583. [Google Scholar] [CrossRef]
- Dalgarno, K.W.; Stewart, T.D. Manufacture of Production Injection Mould Tooling Incorporating Conformal Cooling Channels via Indirect Selective Laser Sintering. Proc. Inst. Mech. Eng. J. Eng. Manuf. 2001, 215, 1323–1332. [Google Scholar] [CrossRef]
- 3DSystems: Case Studies on Conformal Cooling “Bastech Uses 3D-Printed Conformal Cooling Inserts to Reduce Costs and Time”. Available online: https://www.3dsystems.com/learning-center/case-studies/conformal-cooling-ready-prime-time (accessed on 17 October 2020).
- Moldex3d: Case Studies on Conformal Cooling. “Conformal Cooling vs Standard Cooling”. Available online: https://www.moldex3d.com/en/blog/top-story/conformal-cooling-vs-standard-cooling/ (accessed on 17 October 2020).
- Milacron LLC: “TruCool, Mold Cooling Solutions: Conformal Cooling Inserts”. Available online: https://s3-us-east-2.amazonaws.com/milacron-website-media-offload/wp-content/uploads/2017/03/12193007/TruCool.pdf (accessed on 17 October 2020).
- Kanbur, B.B.; Suping, S.; Duan, F. Design and optimization of conformal cooling channels for injection molding: A review. Int. J. Adv. Manuf. Technol. 2020, 106, 3253–3271. [Google Scholar] [CrossRef]
- Evens, T.; Six, W.; De Keyzer, J.; Desplentere, F.; Van Bael, A. Experimental analysis of conformal cooling in SLM produced injection moulds: Effects on process and product quality. AIP Conf. Proc. 2019, 2055, 070017. [Google Scholar] [CrossRef]
- Qian, J.; Kempen, K.; Welkenhuyzen, F.; Vanderauwera, W.; Kuijpers, A.; Wang, J.; Yang, F.; Kruth, J.-P.; Reynaerts, D. Manufacturing of µIM Mould Inserts with AMed Cooling Channels. In Proceedings of the 4M/ICOMM2015 Conference, Milan, Italy, 31 March–2 April 2015. [Google Scholar] [CrossRef]
- Horn, T.J.; Gamzina, D. Additive Manufacturing of Copper and Copper Alloys. In Additive Manufacturing Processes; Bourell, D.L., Frazier, W., Kuhn, H., Seifi, M., Eds.; ASM International: Russell, OH, USA, 2020; Volume 24. [Google Scholar] [CrossRef]
- Lykov, P.A.; Safonov, E.V.; Akhmedianov, A.M. Selective Laser Melting of Copper. MSF 2016, 843, 284–288. [Google Scholar] [CrossRef]
- Palousek, D.; Kocica, M.; Pantelejev, L.; Klakurkova, L.; Celko, L.; Koutny, D.; Kaiser, J. SLM process parameters development of Cu-alloy Cu7.2Ni1.8Si1Cr. Rapid Prototyp. J. 2019, 25, 266–276. [Google Scholar] [CrossRef]
- OSHA’s Rulemaking to Protect Workers from Beryllium Exposure, US Department of Labour. Available online: https://www.osha.gov/beryllium/rulemaking (accessed on 20 September 2020).
- Jahan, S.A.; El-Mounayri, H. A Thermomechanical Analysis of Conformal Cooling Channels in 3D Printed Plastic Injection Molds. Appl. Sci. 2018, 8, 2567. [Google Scholar] [CrossRef]
- Chung, C.-Y. Integrated Optimum Layout of Conformal Cooling Channels and Optimal Injection Molding Process Parameters for Optical Lenses. Appl. Sci. 2019, 9, 4341. [Google Scholar] [CrossRef]
- Dimla, D.E.; Camilotto, M.; Miani, F. Design and optimization of conformal cooling channels in injection moulding tools. J. Mater. Process. Tech. 2005, 164–165, 1294–1300. [Google Scholar] [CrossRef]
- Torres-Alba, A.; Mercado-Colmenero, J.M.; Díaz-Perete, D.; Martin-Doñate, C. A New Conformal Cooling Design Procedure for Injection Molding Based on Temperature Clusters and Multidimensional Discrete Models. Polymers 2020, 12, 154. [Google Scholar] [CrossRef] [PubMed]
- Cortina, M.; Arrizubieta, J.I.; Calleja, A.; Ukar, E.; Alberdi, A. Case Study to Illustrate the Potential of Conformal Cooling Channels for Hot Stamping Dies Manufactured Using Hybrid Process of Laser Metal Deposition (LMD) and Milling. Metals 2018, 8, 102. [Google Scholar] [CrossRef]
- Asnafi, N.; Rajalampi, J.; Aspenberg, D.; Alveflo, A. Production Tools Made by Additive Manufacturing Through Laser-based Powder Bed Fusion. Berg. Huettenmaenn Mon. 2020, 165, 125–136. [Google Scholar] [CrossRef]
- Renishaw Conformal Cooling Solutions Prove a Boost to Moulding Productivity. The Case of Alfred Kärcher GmbH & Co.KG. Available online: https://www.renishaw.com/en/renishaw-conformal-cooling-solutions-prove-a-boost-to-moulding-productivity--42364 (accessed on 20 September 2020).
- Biondani, F.; Bissacco, G.; Tang, P.T.; Hansen, H.N. Additive Manufacturing of Mould Inserts with Mirror-like Surfaces. Procedia CIRP 2018, 68, 369–374. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, S.; Li, J.; Zhu, Y.; Peng, T.; Yang, H. Additive manufacturing of products with functional fluid channels: A review. Addit. Manuf. 2020, 36, 101490. [Google Scholar] [CrossRef]
- Plastics Today. Available online: https://www.plasticstoday.com/injection-molding/conformal-cooling-why-use-it-now (accessed on 3 August 2020).
- Minguella-Canela, J.; Morales Planas, S.; Gomà Ayats, J.R.; De los Santos López, M.A. Assessment of the Potential Economic Impact of the Use of AM Technologies in the Cost Levels of Manufacturing and Stocking of Spare Part Products. Materials 2018, 11, 1429. [Google Scholar] [CrossRef] [PubMed]
- Savolainen, J.; Collan, M. How Additive Manufacturing Technology Changes Business Models?—Review of Literature. Addit. Manuf. 2020, 32, 101070. [Google Scholar] [CrossRef]
- Minguella-Canela, J.; Morales Planas, S.; Gomà Ayats, J.R.; De los Santos López, M.A. Study and comparison of the different costs’ schema associated to geometry, material and processing between 3D printing, injection molding and machining manufacturing technologies. Procedia Manuf. 2019, 41, 280–287. [Google Scholar] [CrossRef]
- García-Domínguez, A.; Claver-Gil, J.; Sebastián-Pérez, M.-A. Propuestas para la optimización de piezas para fabricación aditiva. DYNA-Ing. Ind. 2018, 94, 293–300. [Google Scholar] [CrossRef]
- Ramón-Lumbierres, D.; Heredia Cervera, F.-J.; Minguella-Canela, J.; Muguruza-Blanco, A. Optimal postponement in supply chain network design under uncertainty: An application for additive manufacturing. Int. J. Prod. Res. 2020, 1–18. [Google Scholar] [CrossRef]
- Antomarchi, A.-L.; Durieux, S.; Duc, E. Additive manufacturing impact on the supply chain: Overview and diagnoses. Logistique Manag. 2020, 28, 29–47. [Google Scholar] [CrossRef]
- Asnafi, N.; Shams, T.; Aspenberg, D.; Öberg, C. 3D Metal Printing from an Industrial Perspective—Product Design, Production and Business Models, Berg. Huettenmaenn Mon. 2019, 164, 91–100. [Google Scholar] [CrossRef]
- Minetola, P.; Priarone, P.C.; Ingarao, G. Sustainability for 3DP Operations. In Managing 3D Printing; Eyers, D., Ed.; Palgrave Macmillan: London, UK, 2020; pp. 97–126. [Google Scholar] [CrossRef]
- Minguella-Canela, J.; Muguruza, A.; Lumbierres, D.R.; Heredia, F.-J.; Gimeno, R.; Guo, P.; Hamilton, M.; Shastry, K.; Webb, S. Comparison of production strategies and degree of postponement when incorporating additive manufacturing to product supply chains. Procedia Manuf. 2017, 13, 754–761. [Google Scholar] [CrossRef][Green Version]
- Uddeholm Tool Steels for Plastic Moulding (Technical Sheet). Edition 14, 10.2017. UDDEHOLMS, AB. Available online: https://www.uddeholm.com/app/uploads/sites/12/2018/05/Tech-Uddeholm-Steel-for-moulds-EN.pdf (accessed on 20 September 2020).
- Marques, S.; Fagali de Souza, A.; de Miranda, J.R.; Yadroitsau, I. Design of conformal cooling for plastic injection moulding by heat transfer simulation. Polímeros 2015, 25, 564–574. [Google Scholar] [CrossRef]
- Uddeholm AM Corrax® (Technical Sheet), Edition 9, 03.2018. UDDEHOLMS, AB. Available online: https://www.uddeholm.com/app/uploads/sites/44/2018/08/Tech-Uddeholm-Corrax-EN.pdf (accessed on 20 September 2020).
- SABIC PP 575P Polypropylene Homopolymer for Injection Molding (technical sheet). Songhan Plastic Technology Co., Ltd. Available online: http://www.lookpolymers.com/pdf/SABIC-PP-575P-Polypropylene-Homopolymer-for-Injection-Molding.pdf (accessed on 20 September 2020).
- Minguella-Canela, J.; Buj Corral, I. Decision Support Models for the Selection of Production Strategies in the Paradigm of Digital Manufacturing, Based on Technologies, Costs and Productivity Levels. In New Trends in the Use of Artificial Intelligence for the Industry 4.0; Romeral Martínez, L., Osornio Rios, R.A., Delgado Prieto, M., Eds.; IntechOpen: London, UK, 2020. [Google Scholar] [CrossRef]
- Galati, M.; Calignano, F.; Defanti, S.; Denti, S. Disclosing the build-up mechanisms of multi jet fusion: Experimental insight into the characteristics of starting materials and finished parts. J. Manuf. Process. 2020, 57, 244–253. [Google Scholar] [CrossRef]
- Chatham, C.A.; Long, T.E.; Williams, C.B. A review of the process physics and material screening methods for polymer powder bed fusion additive manufacturing. Prog. Polym. Sci. 2019, 93, 68–95. [Google Scholar] [CrossRef]
- Mele, M.; Campana, G.; Monti, G.L. Modelling of the capillarity effect in Multi Jet Fusion technology. Addit. Manuf. 2019, 30, 100879. [Google Scholar] [CrossRef]
- Santonocito, D. Evaluation of fatigue properties of 3D-printed Polyamide-12 by means of energy approach during tensile tests. Procedia Struct. Integr. 2020, 25, 355–363. [Google Scholar] [CrossRef]
- O’Connor, H.J.; Dowling, D.P. Comparison between the properties of polyamide 12 and glass bead filled polyamide 12 using the multi jet fusion printing process. Addit. Manuf. 2020, 31, 100961. [Google Scholar] [CrossRef]
- Tasch, D.; Schagerl, M.; Wazel, B.; Wallner, G. Impact behavior and fractography of additively manufactured polymers: Laser sintering, multijet fusion, and hot lithography. Addit. Manuf. 2019, 29, 100816. [Google Scholar] [CrossRef]
- Morales-Planas, S.; Minguella-Canela, J.; Lluma-Fuentes, J.; Travieso-Rodriguez, J.A.; García-Granada, A.-A. Multi Jet Fusion PA12 Manufacturing Parameters for Watertightness, Strength and Tolerances. Materials 2018, 11, 1472. [Google Scholar] [CrossRef]
- HP Inc. HP Materials for 3D Printers. Available online: https://www8.hp.com/us/en/printers/3d-printers/materials.html (accessed on 17 October 2020).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Characteristics of AM Corrax® Material (I) | Values at 20 °C | Values at 200 °C | Values at 400 °C |
|---|---|---|---|
| Density (kg/m3) | 7700 | - | - |
| Elasticity module (N/mm2) | 200,000 | 190,000 | 170,000 |
| Thermal expansion coefficient calculated from the dimensions at 20 °C (%) | - | 11.7 × 10−6 | 12.3 × 10−6 |
| Thermal conductivity (W/m °C) | 1800 |
| Mechanical Characteristics of AM Corrax® Material (II) | Values for 50 HRC |
|---|---|
| Elasticity Limit Rp 0.2 (MPa) | 1600 |
| Maximum traction strength (MPa) | 1700 |
| Maximum yield at 5 (%) | 10 |
| Maximum compression strength (MPa) | 1800 |
| Mechanical Characteristics of PP Homopolymer SABIC | Values at 20 °C |
|---|---|
| Density (kg/m3) | 905 |
| Maximum traction strength (MPa) | 35 |
| Maximum yield at 5 (%) | 11 |
| Thermal expansion (μstrain/°C) | 77.39 |
| Thermal conductivity (W/m °C) | 0.26 |
| Specific Heat (J/kg °C) | 1575 |
| Temperature and Fluid Parameters | Design without Cooling Channels | Design with Cooling Channels | Ratios of Improvement |
|---|---|---|---|
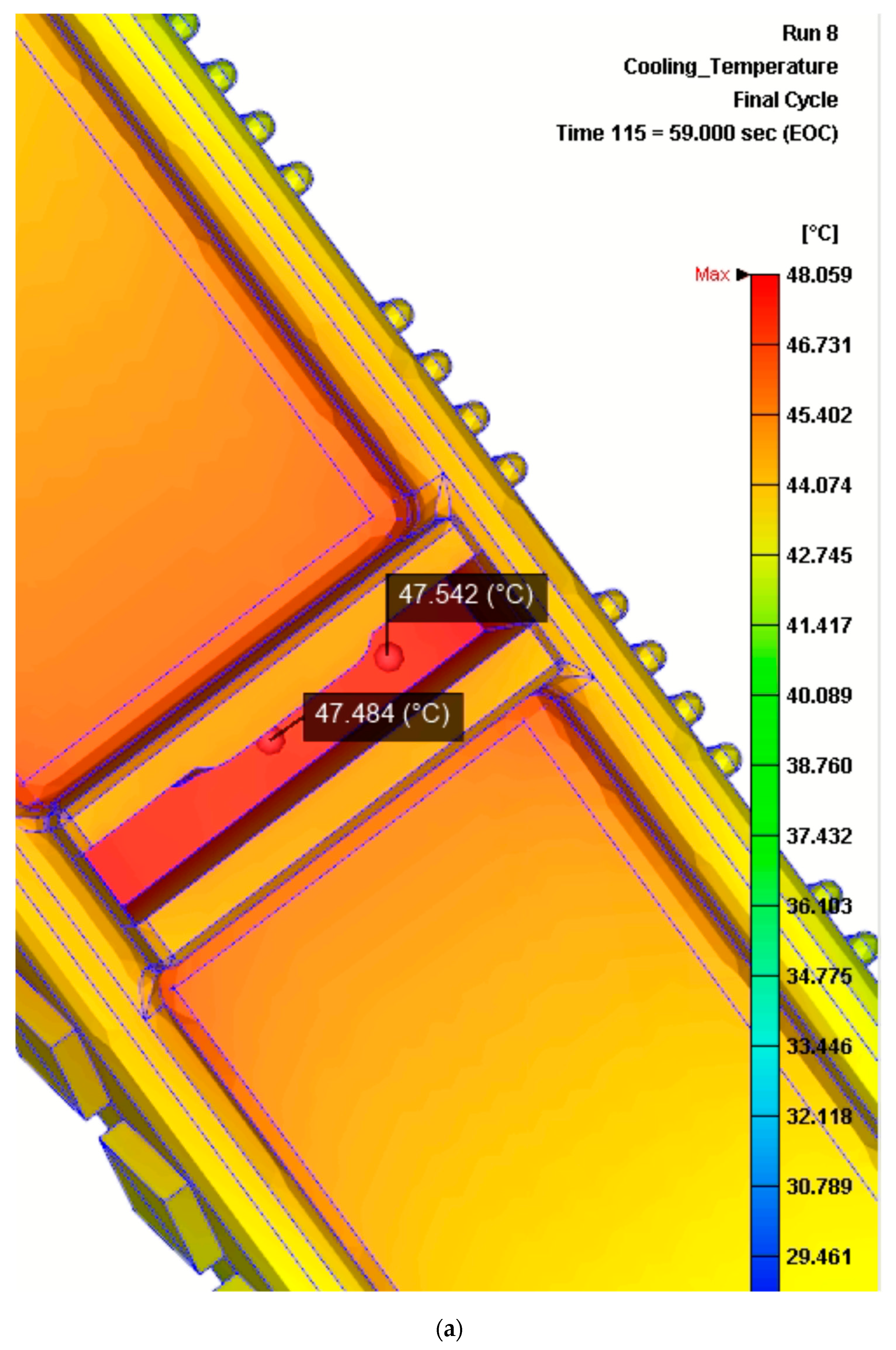
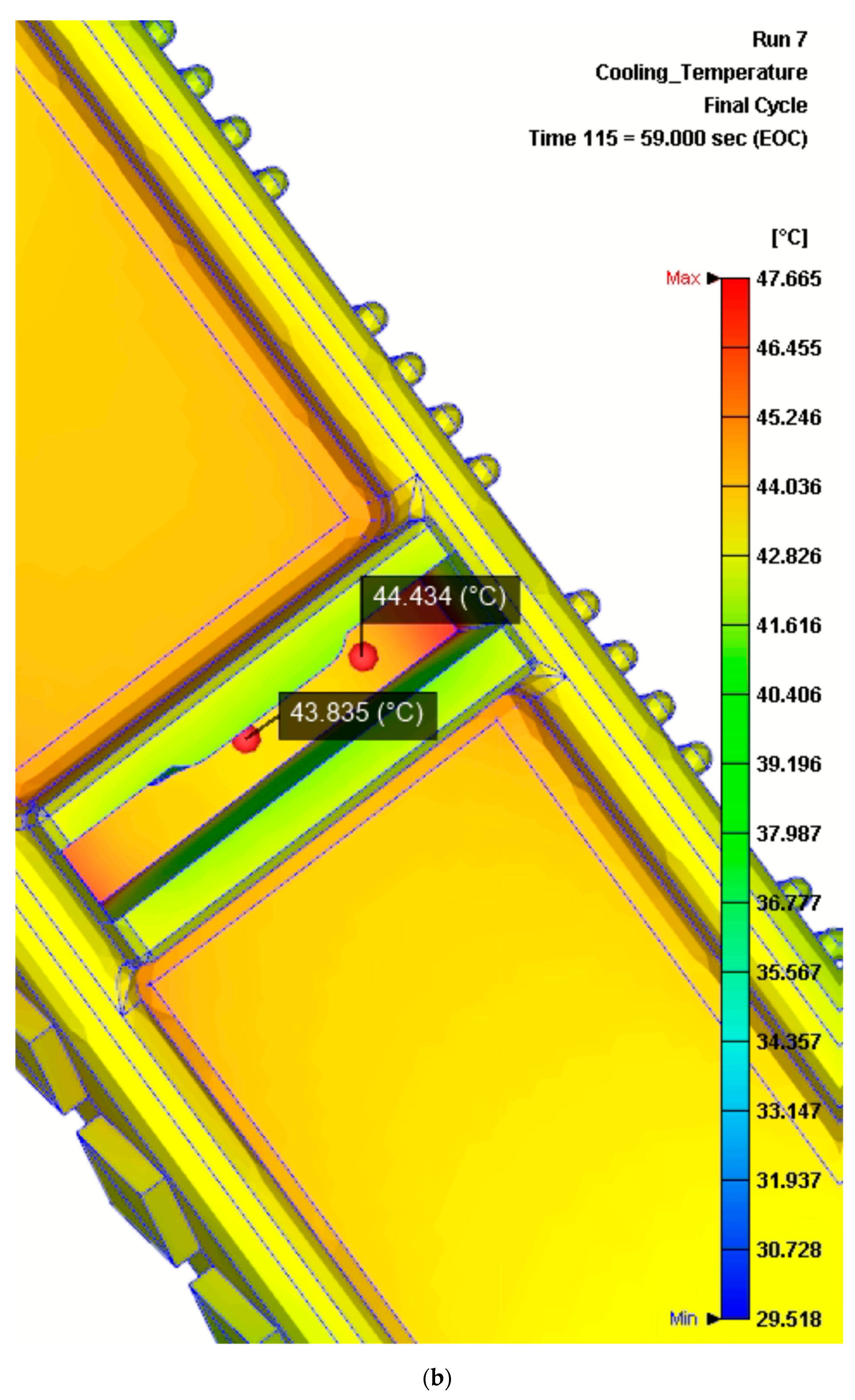
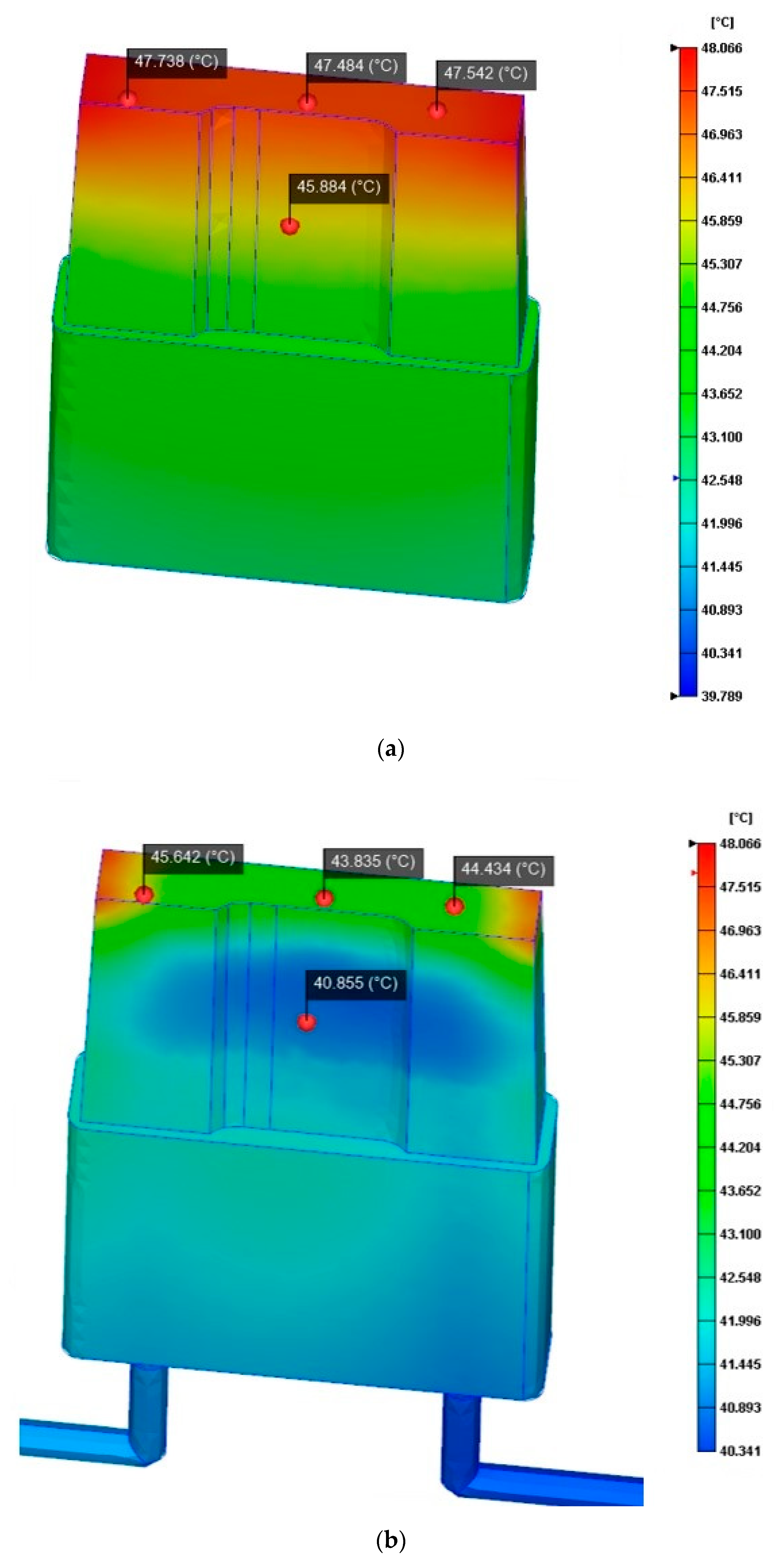
| Product temperature range (°C) | 47–48 | 43.5–44.5 | −7.4% |
| Insert core temperature range (°C) | 45–47 | 40–45 | −7.6% |
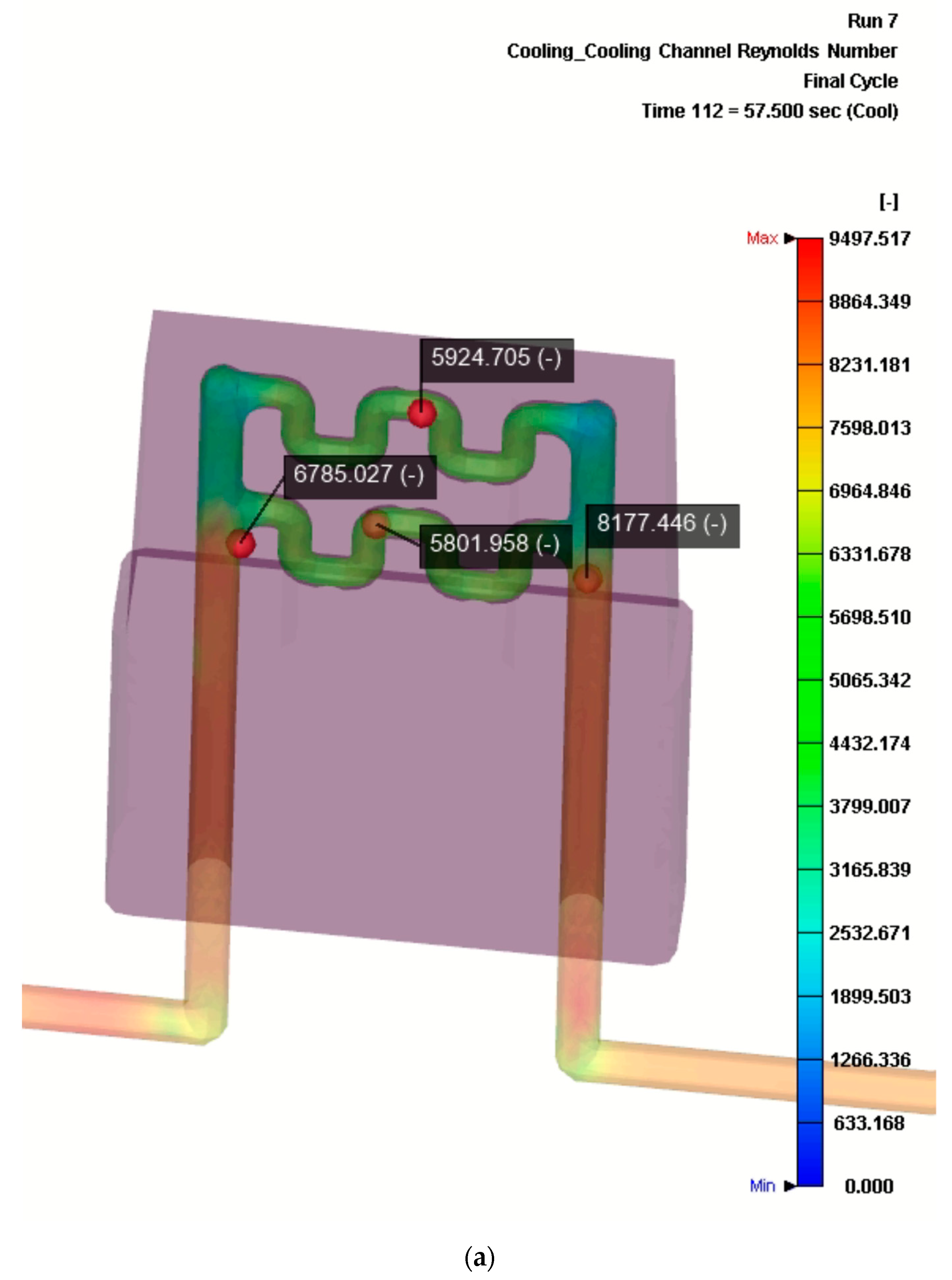
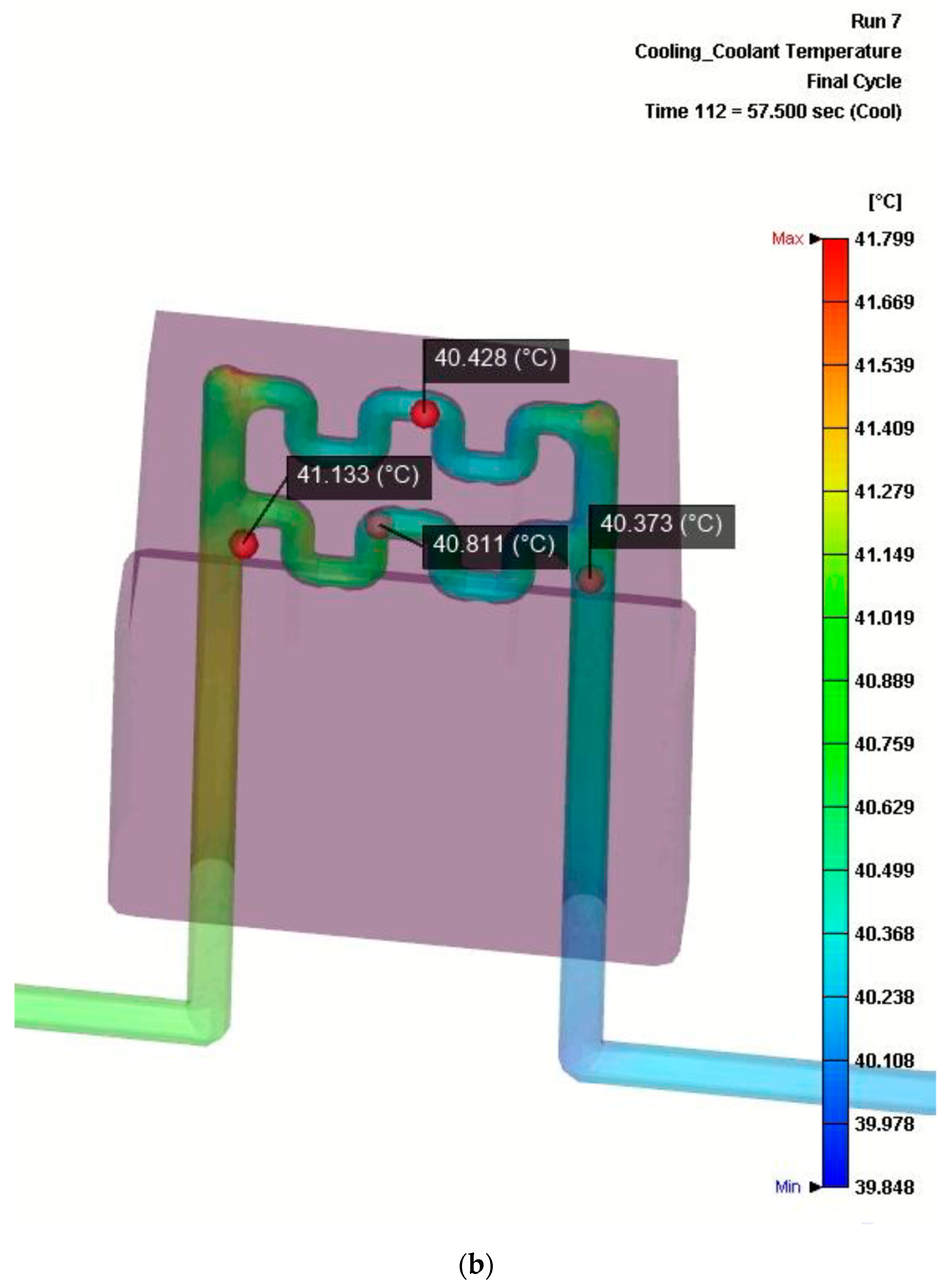
| Cooling fluid flow velocity (m/s) | N/A | 3 | (considered as turbulent flow) |
| Cooling fluid flow Reynolds number | N/A | 5800 |
| Operation Times | Design without Cooling Channels | Design with Cooling Channels | Ratios of Improvement |
|---|---|---|---|
| Filling (s) | 1 | 1 | - |
| Holding (s) | 8 | 8 | - |
| Cooling (s) | 50 | 46 | −8% |
| Mould opening and ejector forward (s) | 5 | 5 | - |
| Total injection moulding cycle (s) | 64 | 60 | −6.25% |
| Scenario | Batch Sizes | Preparation Costs | Annual Costs of Equipment and Tooling (Excl. Machinery) | Processing Time per Part (Cycle Time) | Hourly Running Facility Costs | Processing Cost per Part | Other Costs per Unit Independent from the Batch Size (Materials) |
|---|---|---|---|---|---|---|---|
| B (ut) | Cprep (EUR/year) | Ci (EUR) | Tc (s) | Ch (EIR/h) | Cproc (EUR/ut) | Co (EUR/ut) | |
| (0) Original inserts | 2,376,000 | 45 | 4500 | 8.0 | 21.09 | 0.047 | 0.05 |
| (1) Inserts redesign | 2,534,400 | 45 | 9600 | 7.5 | 21.09 | 0.044 | 0.05 |
| Scenario | Batch Size | Preparation Costs | Annual Costs of Equipment and Tooling (Excl. Machinery) | Processing Time per Part (Cycle Time) | Hourly Running Facility Costs | Processing Cost per Part | Other Costs per Unit Independent from the Batch Size (Materials) |
|---|---|---|---|---|---|---|---|
| B (ut) | Cprep (EUR/year) | Ci (EUR) | Tc (s) | Ch (EUR/h) | Cproc (EUR/ut) | Co (EUR/ut) | |
| (2) Mould redesign | 5,197,500 | 30 | 50,400 | 3.7 | 21.09 | 0.037 | 0.05 |
| Scenario | Batch Sizes | Preparation Costs | Annual Costs of Equipment and Tooling (Excl. Machinery) | Processing Time per Part (Cycle Time) | Hourly Running Facility Costs | Processing Cost per Part | Other Costs per Unit Independent from the Batch Size (Materials) |
|---|---|---|---|---|---|---|---|
| B (ut) | Cprep (EUR/year) | Ci (EUR) | Tc (s) | Ch (EUR/h) | Cproc (EUR/ut) | Co (EUR/ut) | |
| (3) Multi Jet Fusion | 104 | 60,923.08 | 0 | 363.46 | 81.17 | 8.19 | 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Minguella-Canela, J.; Morales Planas, S.; De los Santos-López, M.A. SLM Manufacturing Redesign of Cooling Inserts for High Production Steel Moulds and Benchmarking with Other Industrial Additive Manufacturing Strategies. Materials 2020, 13, 4843. https://doi.org/10.3390/ma13214843
Minguella-Canela J, Morales Planas S, De los Santos-López MA. SLM Manufacturing Redesign of Cooling Inserts for High Production Steel Moulds and Benchmarking with Other Industrial Additive Manufacturing Strategies. Materials. 2020; 13(21):4843. https://doi.org/10.3390/ma13214843
Chicago/Turabian StyleMinguella-Canela, Joaquim, Sergio Morales Planas, and María Antonia De los Santos-López. 2020. "SLM Manufacturing Redesign of Cooling Inserts for High Production Steel Moulds and Benchmarking with Other Industrial Additive Manufacturing Strategies" Materials 13, no. 21: 4843. https://doi.org/10.3390/ma13214843
APA StyleMinguella-Canela, J., Morales Planas, S., & De los Santos-López, M. A. (2020). SLM Manufacturing Redesign of Cooling Inserts for High Production Steel Moulds and Benchmarking with Other Industrial Additive Manufacturing Strategies. Materials, 13(21), 4843. https://doi.org/10.3390/ma13214843