Hot Gas Pressure Forming of Ti-55 High Temperature Titanium Alloy Tubular Component

 ,
, 
Abstract
1. Introduction
2. Materials and Methods
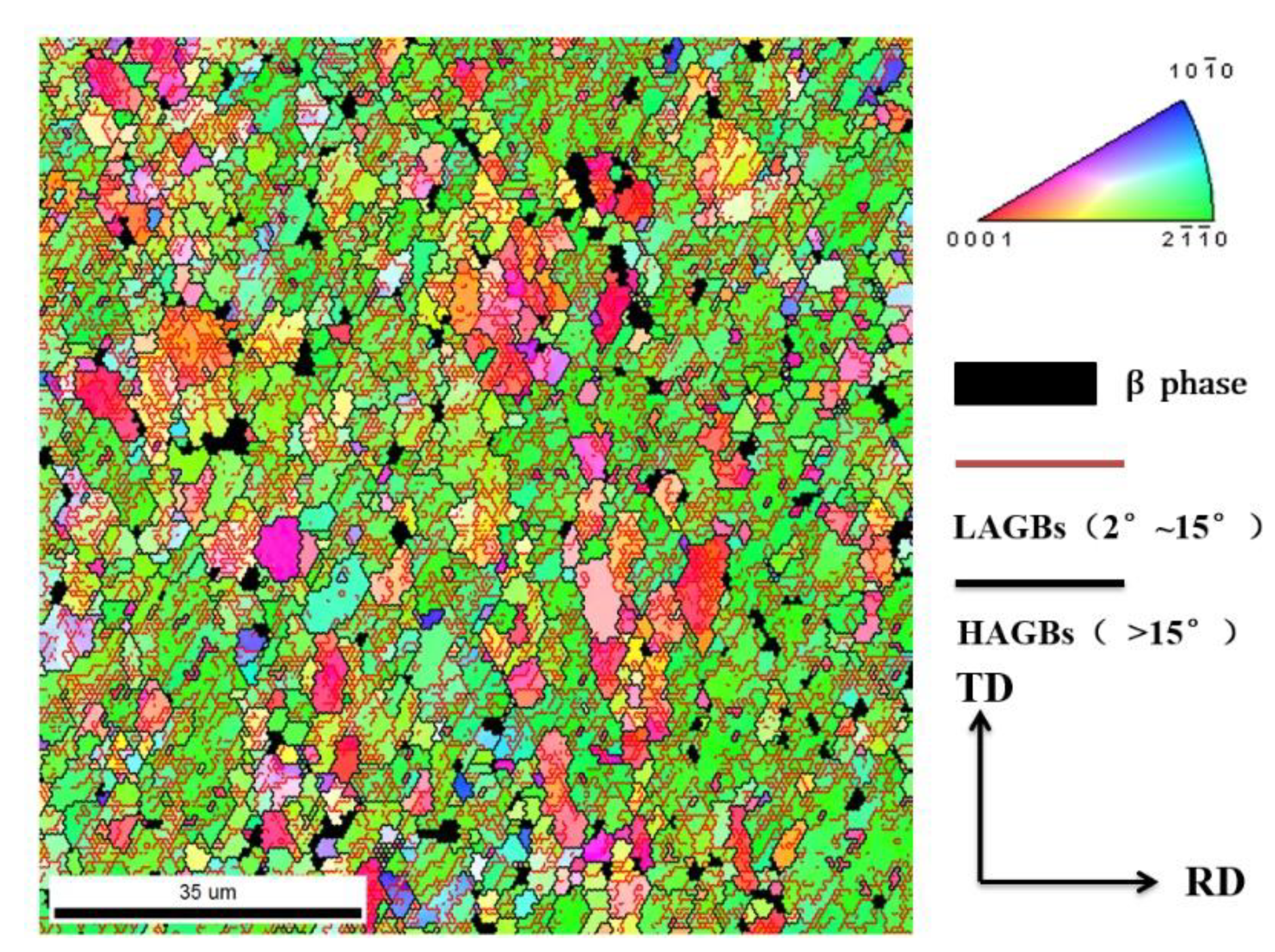
2.1. Materials
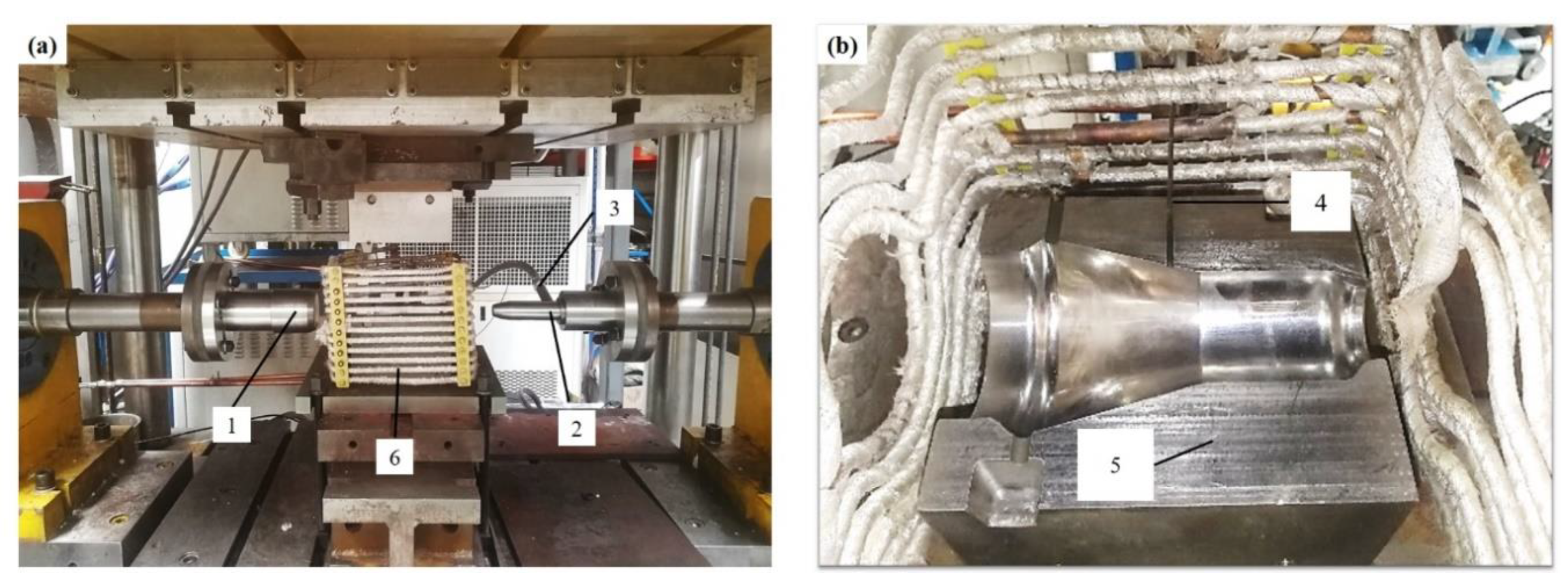
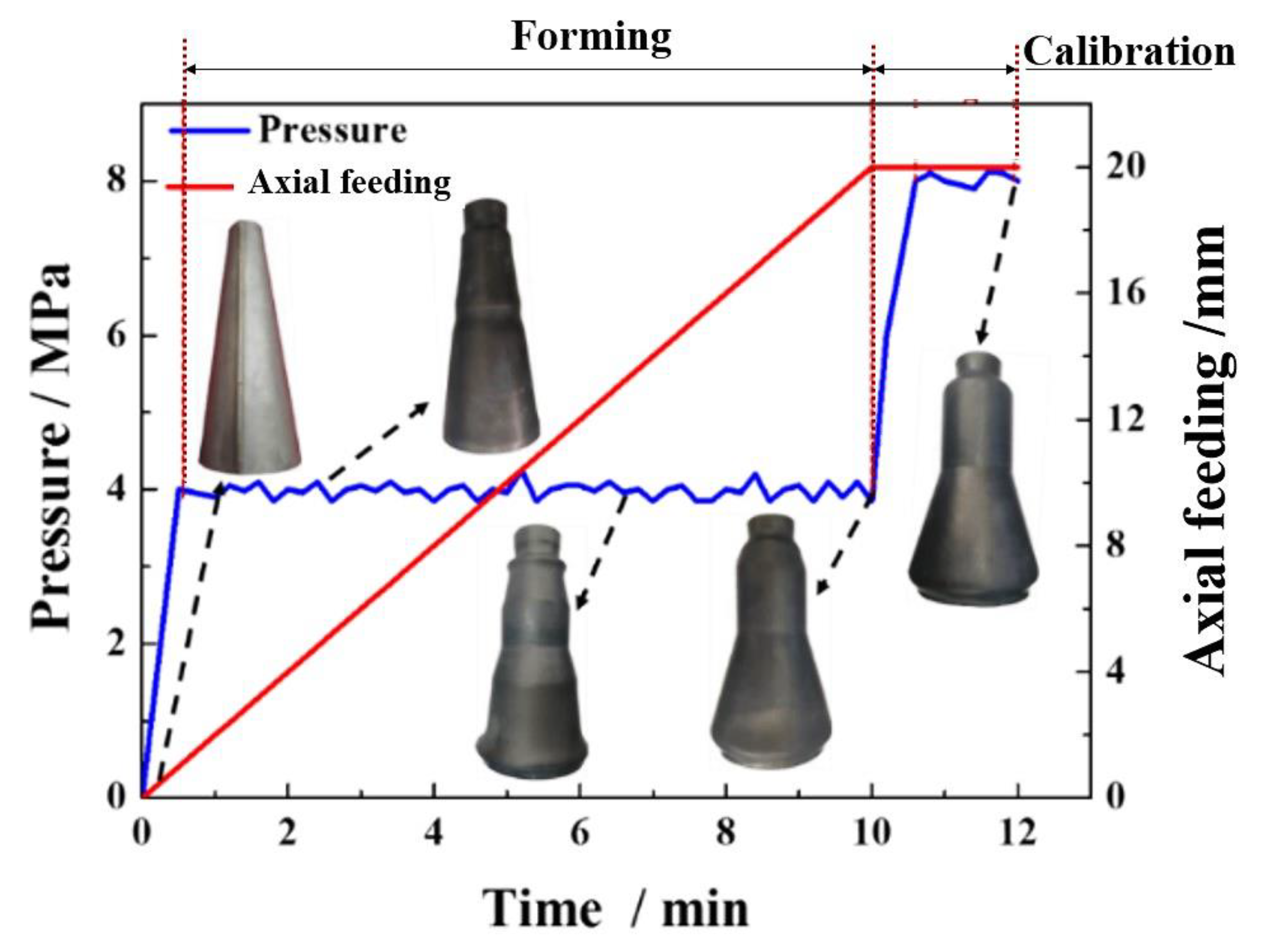
2.2. Hot Gas Pressure Forming
2.3. Uniaxial Tensile Tests and Microstructure Characterization
3. Results and Discussion
3.1. Hot Deformation Under Uniaxial Tensile Condition
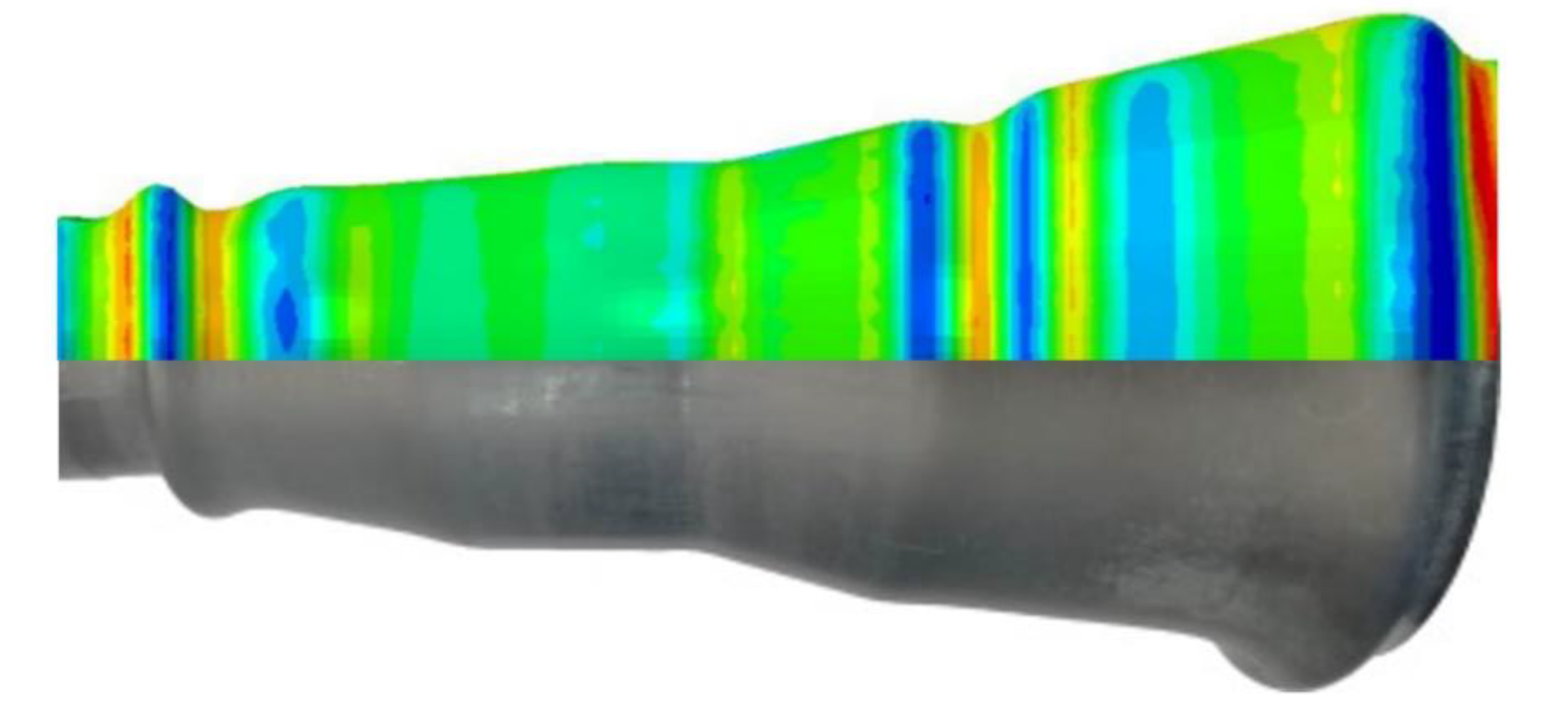
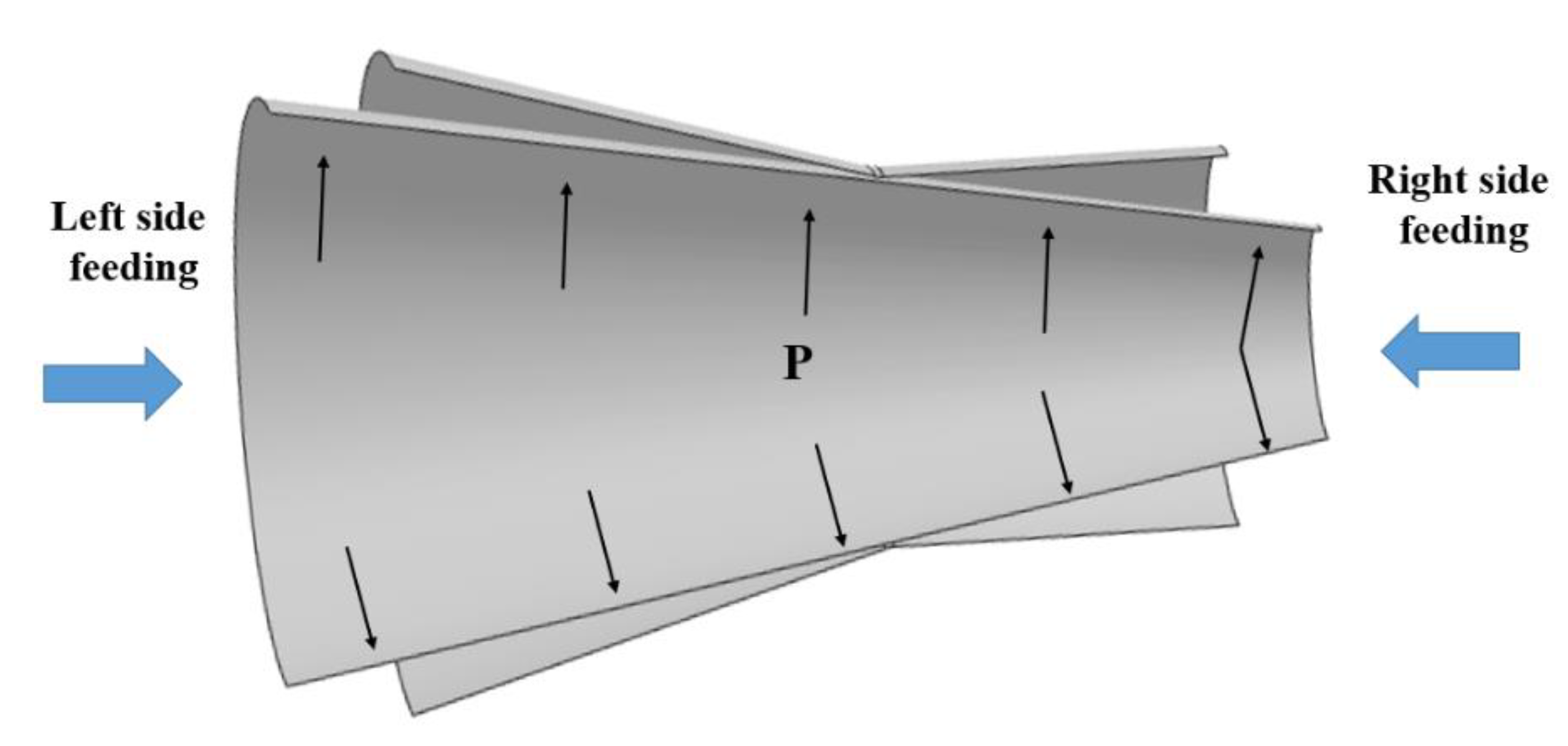
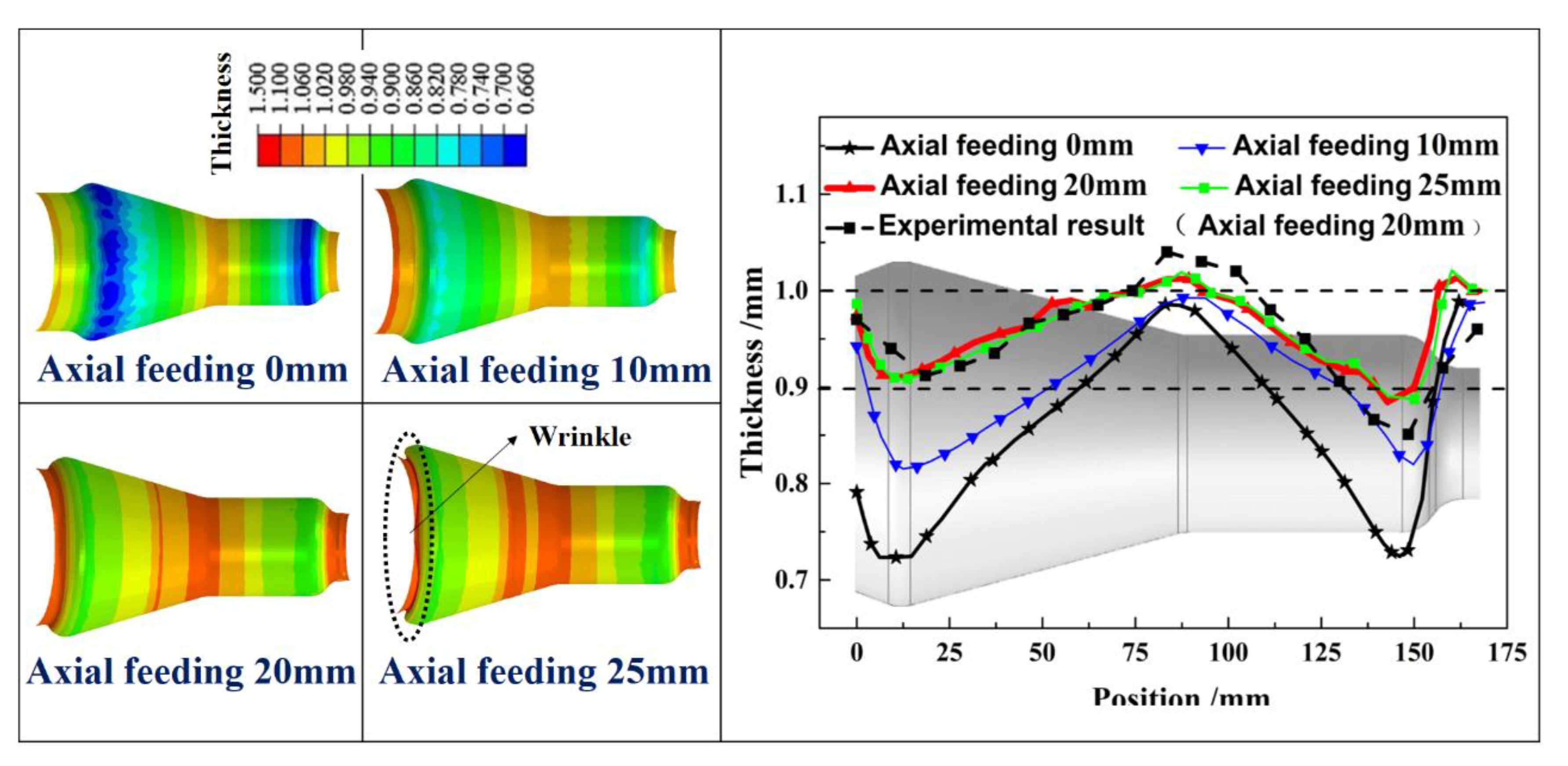
3.2. Effect of Axial Feeding on Thickness Distribution
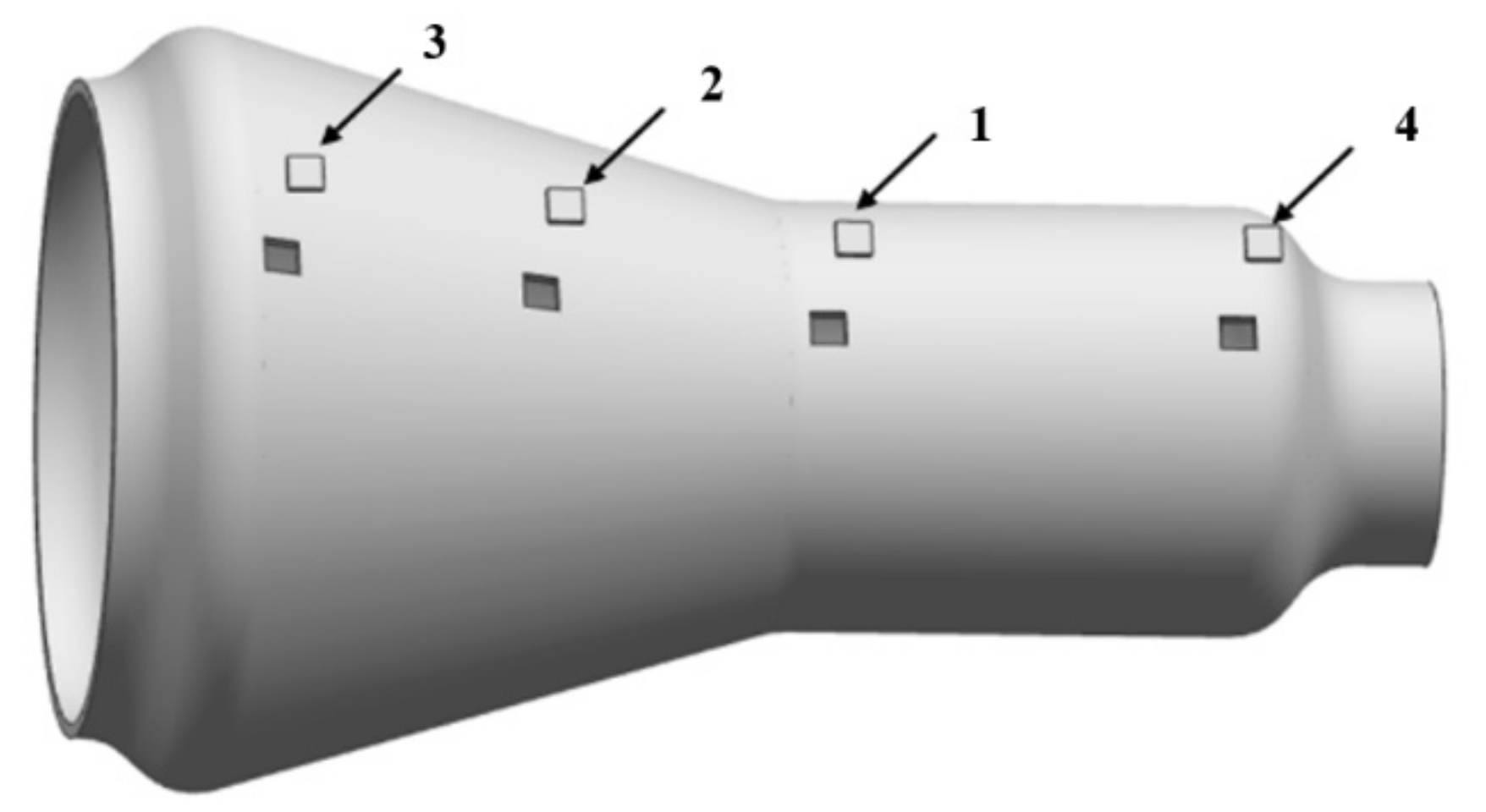
3.3. HGPF of the Ti-55 Alloy Component
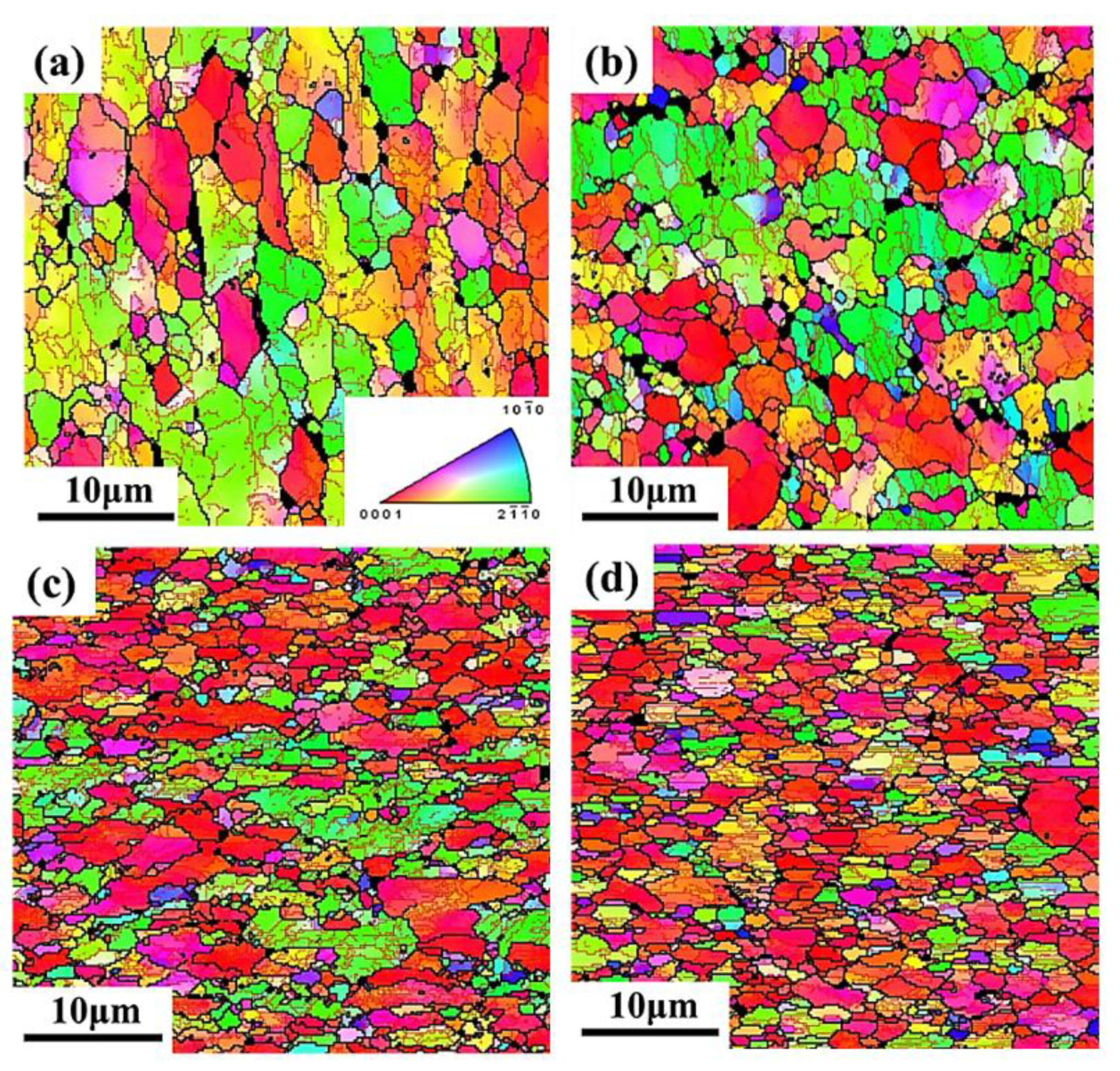
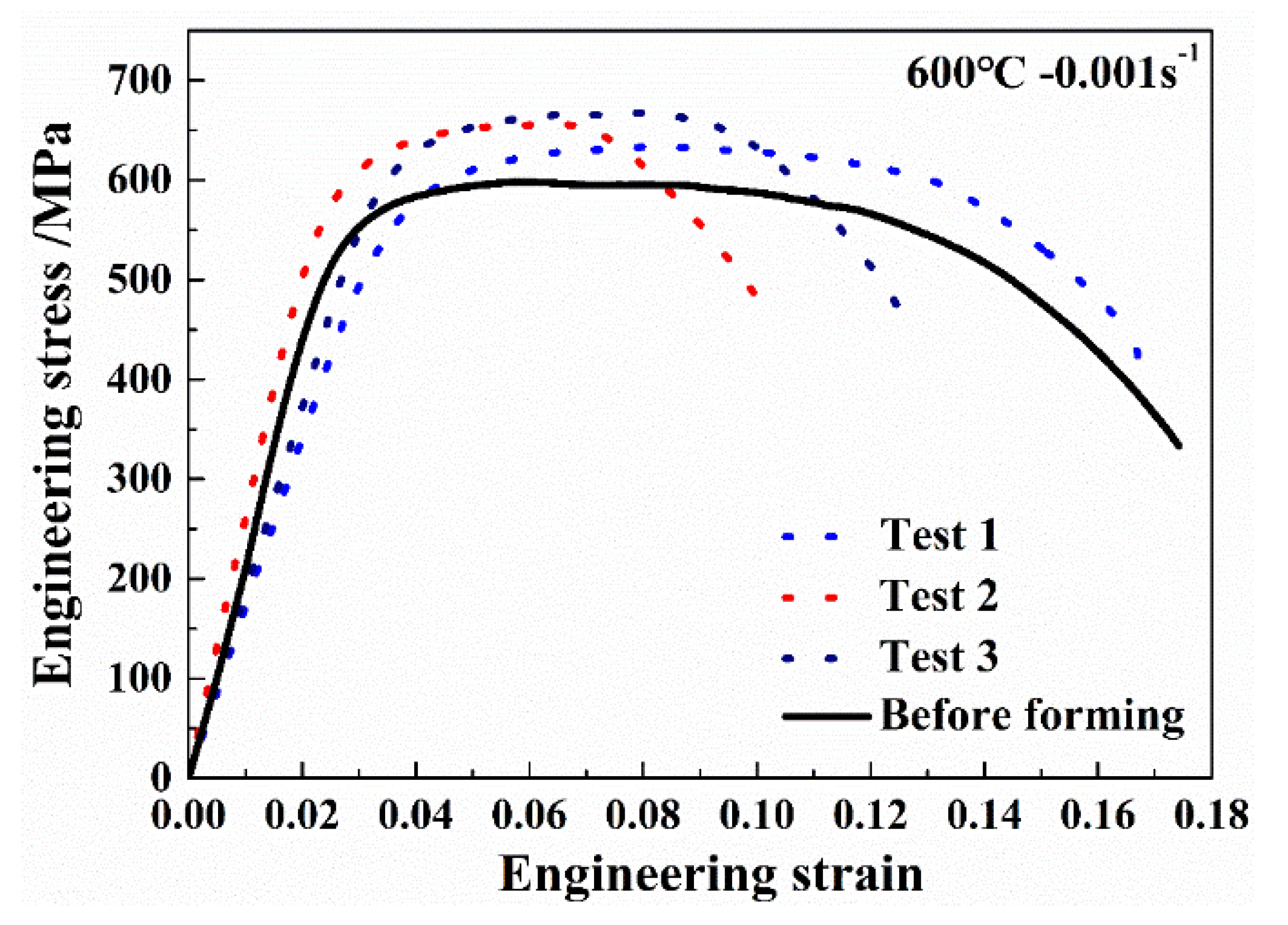
3.4. Post-Form Microstructure and Properties of the Ti-55 Alloy
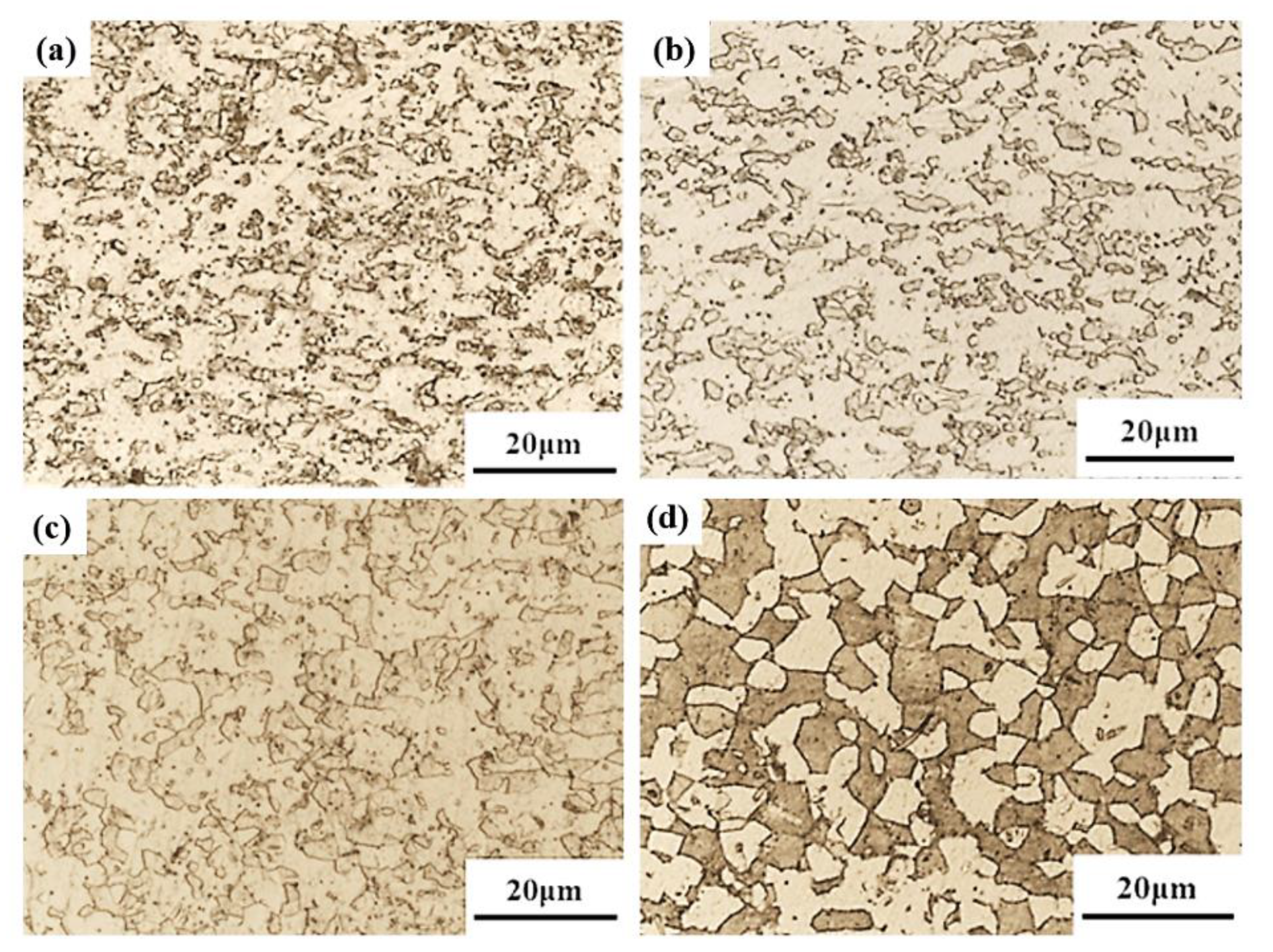
3.5. Adjustment of Microstructure of the Ti-55 Alloy by Pre-Heat Treatment
4. Conclusions
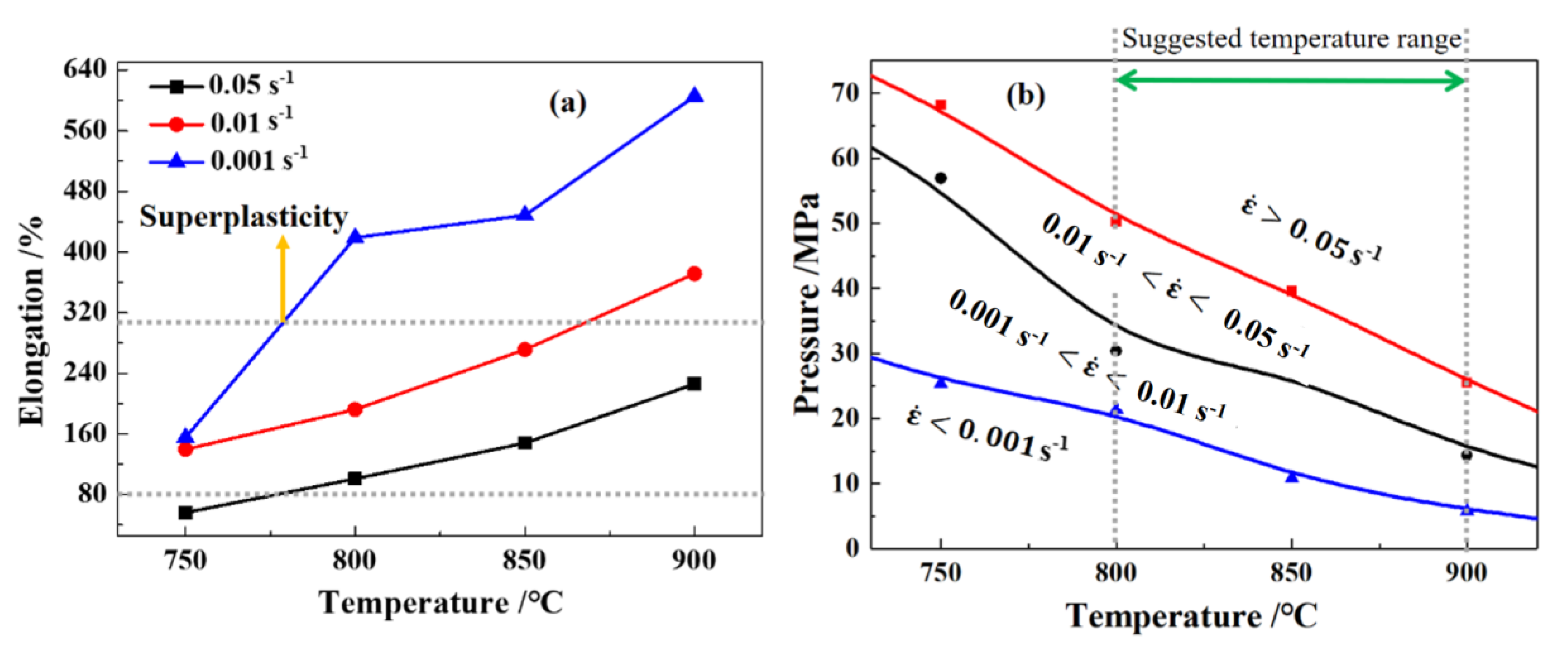
- When the temperature was higher than 750 °C, the elongation of Ti-55 alloy was higher than 80%, and superplasticity was observed as the strain rate was lower than 0.01 s−1. The forming pressure needed during HGPF increased with the decreasing temperature and increasing strain rate.
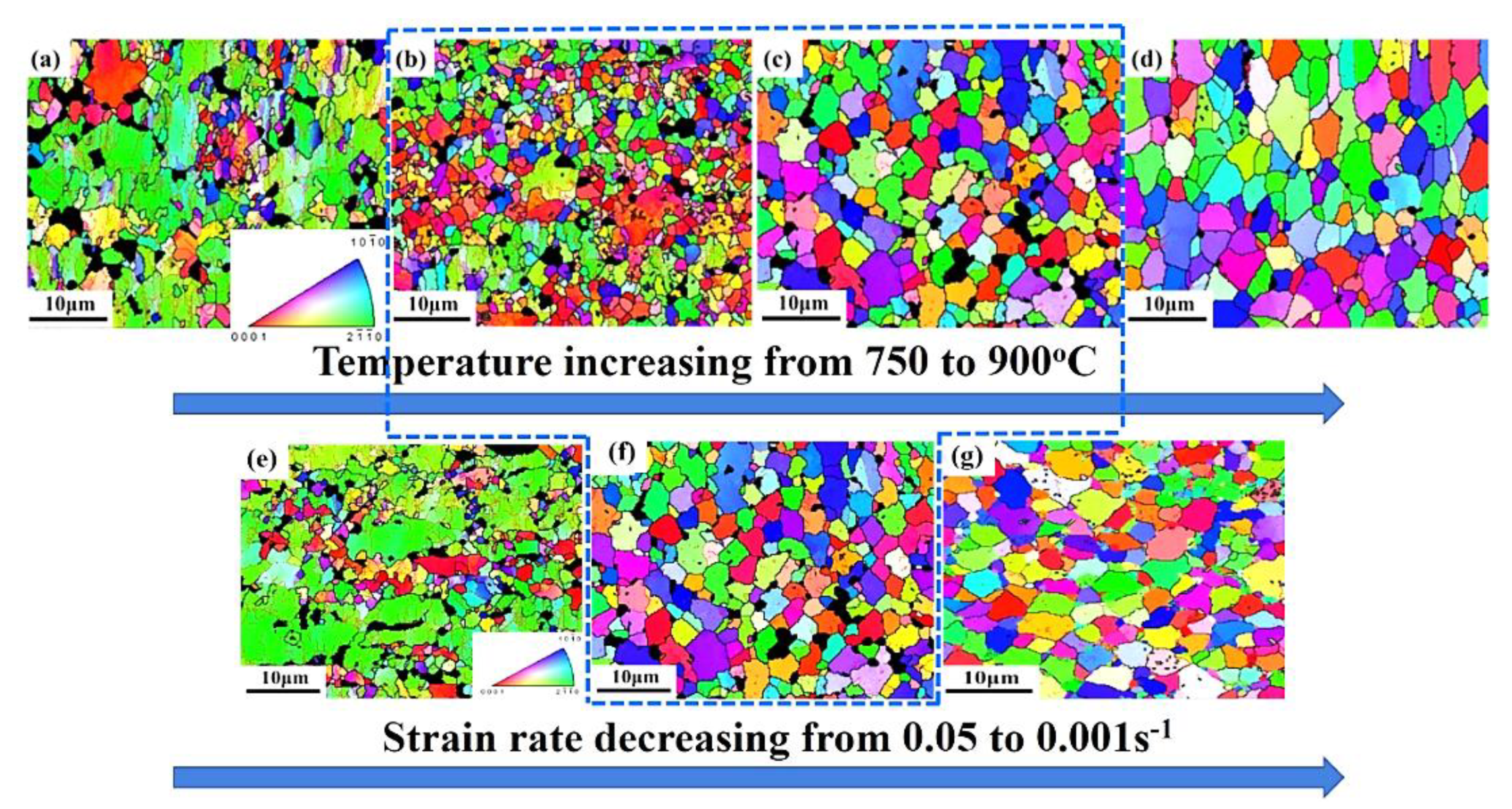
- Thermomechanical parameters including temperature, strain, and strain rate affect the DRX of Ti-55 alloy a lot. More DRX would occur with the increasing temperature, strain, and decreasing strain rate. The average grain size decreased first and then increased with the increasing fraction of recrystallized grains. The main DRX mechanism was discontinuous dynamic recrystallization.
- Temperatures ranging from 800 to 850 °C with strain rate ranging from 0.01 to 0.001 s−1 was recommended for the HGPF of Ti-55 alloy by considering the proper elongation, forming pressure, and post-form microstructure. Axial feeding of 20 mm at the big end was recommended because more feeding cannot improve the thickness uniformity anymore but resulted in wrinkling at the big end.
- A qualified Ti-55 alloy tubular component with a large diameter variance was successfully formed at 850 °C with an initial cone tube, the microstructure was slightly refined after forming, and the average post-form yield stress and peak stress were increased by 8.7% and 6.9%, respectively. The main mechanism of the microstructure refinement during HGPF was also discontinuous dynamic recrystallization, which is the same with that under uniaxial tensile condition.
- Pre-heat treatment of the initial tube is one effective method to tailor the post-form microstructure and properties of the Ti-55 alloy component formed by HGPF. After pre-heat treatment at 950 °C for 2 h followed by water-quenching, the final formed Ti-55 alloy component obtained a bimodal microstructure with the average yield strength and peak stress increased by 12.0% and 12.9%, respectively.
Author Contributions
Funding
Conflicts of Interest
References
- Yuan, S.; Fan, X. Developments and perspectives on the precision forming processes for ultra-large size integrated components. Int. J. Extreme Manuf. 2019, 1, 022002. [Google Scholar] [CrossRef]
- Wang, K.; Kopec, M.; Chang, S.; Qu, B.; Liu, J.; Politis, D.J.; Wang, L.; Liu, G. Enhanced formability and forming efficiency for two-phase titanium alloys by Fast light Alloys Stamping Technology (FAST). Mater. Des. 2020, 194, 108948. [Google Scholar] [CrossRef]
- Jia, W.; Zeng, W.; Zhou, Y.; Liu, J.; Wang, Q. High-temperature deformation behavior of Ti60 titanium alloy. Mater. Sci. Eng. A 2011, 528, 4068–4074. [Google Scholar] [CrossRef]
- Balasundar, I.; Raghu, T. Experimental and numerical investigation on the tensile properties of a titanium alloy disc with dual microstructure. Mater. Sci. Eng. A 2017, 706, 104–114. [Google Scholar] [CrossRef]
- Cai, J.M.; Mi, G.B.; Gao, F.; Huang, H.; Cao, J.X.; Huang, X.; Cao, C.X. Research and development of some advanced high temperature titanium alloys for aero-engine. J. Mater. Eng. 2016, 44, 1–10. [Google Scholar]
- Zhao, D.; Fan, J.; Zhang, Z.; Liu, X.; Wang, Q.; Chen, Z.; Tang, B.; Kou, H.; Jia, S.; Li, J. Microstructure and Texture Variations in High Temperature Titanium Alloy Ti65 Sheets with Different Rolling Modes and Heat Treatments. Materials 2020, 13, 2466. [Google Scholar] [CrossRef]
- Chen, H.; Mi, G.; Li, P.; Huang, X.; Cao, C. Microstructure and Tensile Properties of Graphene-Oxide-Reinforced High-Temperature Titanium-Alloy-Matrix Composites. Materials 2020, 13, 3358. [Google Scholar] [CrossRef]
- Wang, K.; Wang, L.; Zheng, K.; He, Z.; Politis, D.J.; Liu, G.; Yuan, S. High-efficiency forming processes for complex thin-walled titanium alloys components: State-of-the-art and Perspectives. Int. J. Extreme Manuf. 2020, 2. [Google Scholar] [CrossRef]
- Yamane, G.; Velay, V.; Vidal, V.; Matsumoto, H. Mechanical Behavior of Ti-6Al-2Sn-4Zr-2Mo Titanium Alloy under Hot and Superplastic Forming Conditions: Experiment and Modeling. Defect Diffus. Forum 2018, 385, 413–418. [Google Scholar] [CrossRef]
- Sartkulvanich, P.; Li, D.; Crist, E.; Yu, K. Influence of Superplastic Forming on Reduction of Yield Strength Property for Ti-6Al-4V Fine Grain Sheet and Ti-6Al-4V Standard. Mater. Sci. Forum 2016, 839, 171–176. [Google Scholar] [CrossRef]
- He, Z.-B.; Teng, B.-G.; Che, C.-Y.; Wang, Z.-B.; Zheng, K.-L.; Yuan, S.-J. Mechanical properties and formability of TA2 extruded tube for hot metal gas forming at elevated temperature. Trans. Nonferrous Met. Soc. China 2012, 22, s479–s484. [Google Scholar] [CrossRef]
- Paul, A.; Werner, M.; Trân, R.; Landgrebe, D. Hot metal gas forming of titanium grade 2 bent tubes. In AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2017; Volume 1896, p. 050009. [Google Scholar]
- Trân, R.; Reuther, F.; Winter, S.; Psyk, V. Process Development for a Superplastic Hot Tube Gas Forming Process of Titanium (Ti-3Al-2.5V) Hollow Profiles. Metals 2020, 10, 1150. [Google Scholar] [CrossRef]
- Wu, Y.; Liu, G.; Wang, K.; Liu, Z.; Yuan, S. Loading path and microstructure study of Ti-3Al-2.5V tubular components within hot gas forming at 800 °C. Int. J. Adv. Manuf. Technol. 2016, 87, 1823–1833. [Google Scholar] [CrossRef]
- Liu, G.; Wang, J.; Dang, K.; Tang, Z. High Pressure Pneumatic Forming of Ti-3Al-2.5V Titanium Tubes in a Square Cross-Sectional Die. Materials 2014, 7, 5992–6009. [Google Scholar] [CrossRef]
- Wu, F.; Xu, W.; Jin, X.; Zhong, X.; Wan, X.; Shan, D.; Guo, B. Study on Hot Deformation Behavior and Microstructure Evolution of Ti55 High-Temperature Titanium Alloy. Metals 2017, 7, 319. [Google Scholar] [CrossRef]
- Xu, W.; Yuan, R.; Wu, H.; Zhong, X.; Guo, B.; Shan, D. Study on the dynamic recrystallization behavior of Ti-55 titanium alloy during hot compression based on Cellular Automaton model method. Procedia Eng. 2017, 207, 2119–2124. [Google Scholar] [CrossRef]
- Liu, Z.; Li, P.; Xiong, L.; Liu, T.; He, L. High-temperature tensile deformation behavior and microstructure evolution of Ti55 titanium alloy. Mater. Sci. Eng. A 2017, 680, 259–269. [Google Scholar] [CrossRef]
- Wu, F.; Xu, W.; Yang, Z.; Guo, B.; Shan, D. Study on Hot Press Forming Process of Large Curvilinear Generatrix Workpiece of Ti55 High-Temperature Titanium Alloy. Metals 2018, 8, 827. [Google Scholar] [CrossRef]
- Liu, Z.G.; Li, P.J. Superplastic Deformation Behavior and Cavity Formation of Ti55 Titanium Alloy. Mater. Sci. Forum 2018, 913, 102–108. [Google Scholar] [CrossRef]
- Li, X.; Chen, N.; Chen, J.; Mei, Q.; Wan, L.; Jia, C.; Liu, H. Superplastic deformation behavior of Ti-55 alloy without and with 0.1 wt%H addition. Mater. Sci. Eng. A 2017, 704, 386–390. [Google Scholar] [CrossRef]
- Li, X.; Chen, N.; Wu, H.; Chen, J.; Qu, F. Low-temperature superplastic gas bulging of Ti-55 alloy by hydrogen addition. Int. J. Hydrogen Energy 2018, 43, 12455–12459. [Google Scholar] [CrossRef]
- Wang, K.; Liu, G.; Zhao, J.; Wang, J.; Yuan, S. Formability and microstructure evolution for hot gas forming of laser-welded TA15 titanium alloy tubes. Mater. Des. 2016, 91, 269–277. [Google Scholar] [CrossRef]
- Wang, K.; Liu, G.; Tao, W.; Zhao, J.; Huang, K. Study on the mixed dynamic recrystallization mechanism during the globularization process of laser-welded TA15 Ti-alloy joint under hot tensile deformation. Mater. Charact. 2017, 126, 57–63. [Google Scholar] [CrossRef]
- Yuan, S.J. Modern Hydroforming Technology, 2nd ed.; National Defense Industry Press: Beijing, China, 2016. [Google Scholar]
- Kopec, M.; Wang, K.; Politis, D.; Wang, Y.; Wang, L.; Lin, J. Formability and microstructure evolution mechanisms of Ti6Al4V alloy during a novel hot stamping process. Mater. Sci. Eng. A 2018, 719, 72–81. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Chapter 13—Hot Deformation and Dynamic Restoration. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Oxford, UK, 2004; pp. 415–450. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| wt.% | Al | Sn | Zr | Mo | Nb | Si | Ta | Ti |
|---|---|---|---|---|---|---|---|---|
| Ti-55 | 5.4 | 3.3 | 2.9 | 1.0 | 0.4 | 0.3 | 0.4 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, K.; Shi, C.; Zhu, S.; Wang, Y.; Shi, J.; Liu, G. Hot Gas Pressure Forming of Ti-55 High Temperature Titanium Alloy Tubular Component. Materials 2020, 13, 4636. https://doi.org/10.3390/ma13204636
Wang K, Shi C, Zhu S, Wang Y, Shi J, Liu G. Hot Gas Pressure Forming of Ti-55 High Temperature Titanium Alloy Tubular Component. Materials. 2020; 13(20):4636. https://doi.org/10.3390/ma13204636
Chicago/Turabian StyleWang, Kehuan, Chenyu Shi, Shiqiang Zhu, Yongming Wang, Jintao Shi, and Gang Liu. 2020. "Hot Gas Pressure Forming of Ti-55 High Temperature Titanium Alloy Tubular Component" Materials 13, no. 20: 4636. https://doi.org/10.3390/ma13204636
APA StyleWang, K., Shi, C., Zhu, S., Wang, Y., Shi, J., & Liu, G. (2020). Hot Gas Pressure Forming of Ti-55 High Temperature Titanium Alloy Tubular Component. Materials, 13(20), 4636. https://doi.org/10.3390/ma13204636