A Review on Natural Fiber-Reinforced Geopolymer and Cement-Based Composites



Abstract
1. Introduction
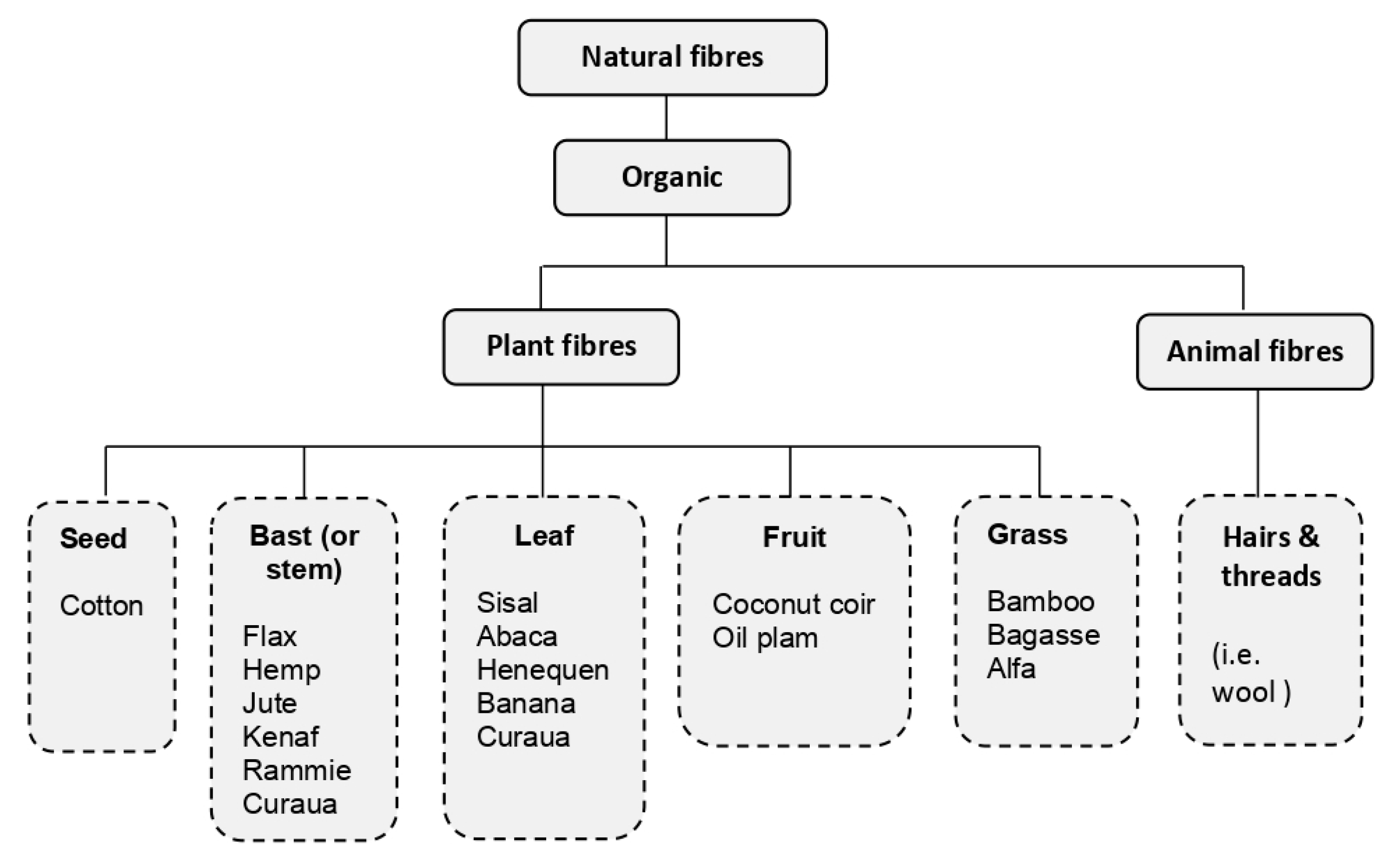
2. Natural Fibers
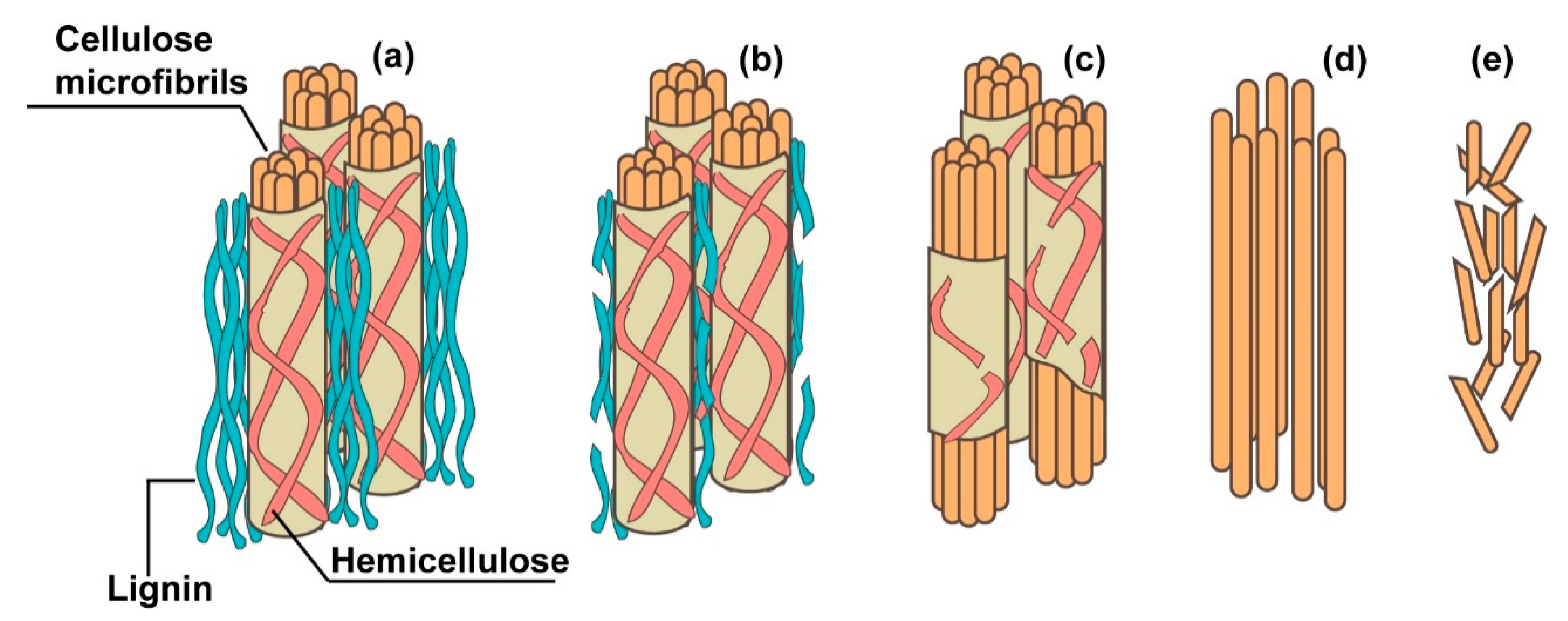
2.1. Plant-Derived Fibers
2.2. Animal Fibers
3. Interfacial Adhesion between Plant Fibers and Cement and Geopolymer-Based Matrices
3.1. General Factors Affecting Interfacial Adhesion
- (i)
- (ii)
- (iii)
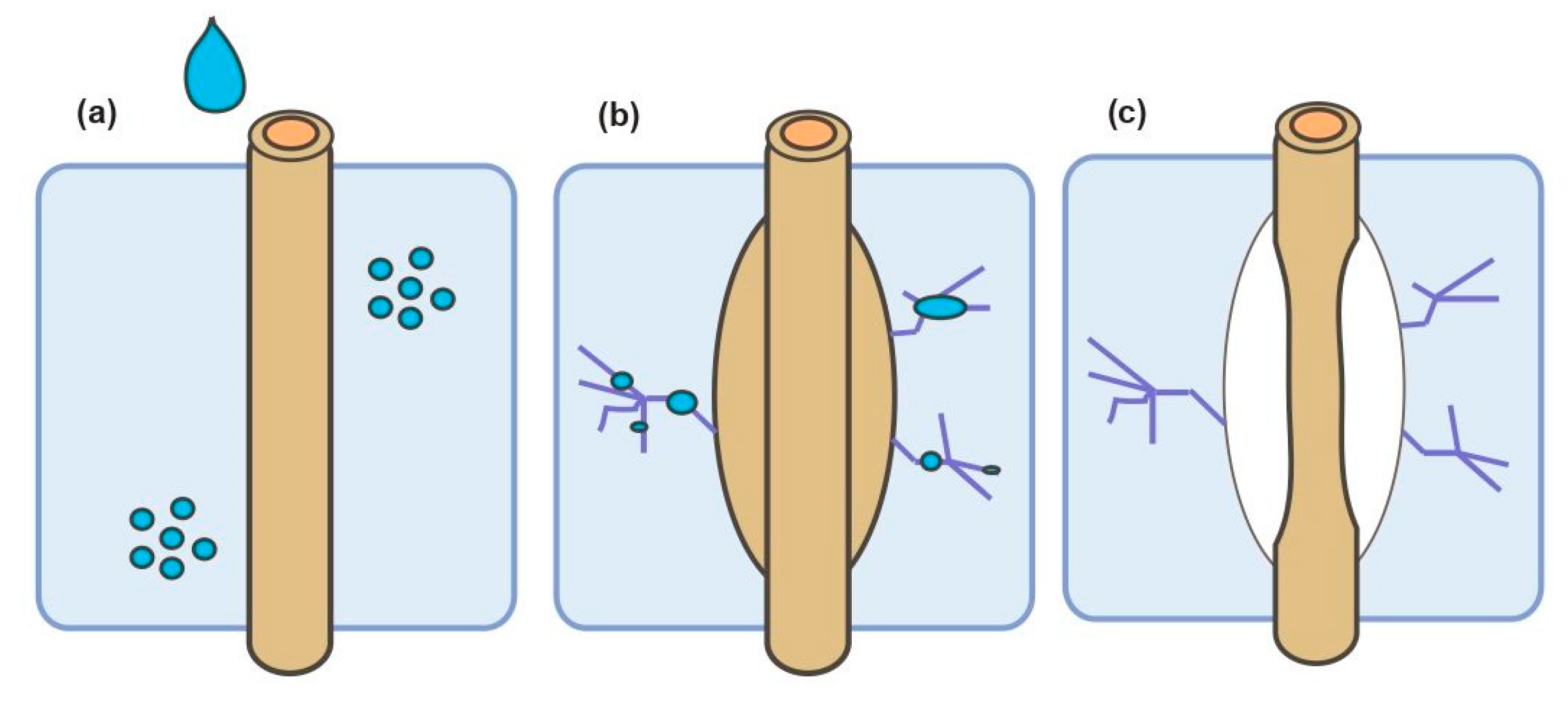
3.2. Effect of Plant Fiber Moisture on Composites
3.3. Plant Fiber Alkaline Degradation
3.4. Plant Fiber Mineralization
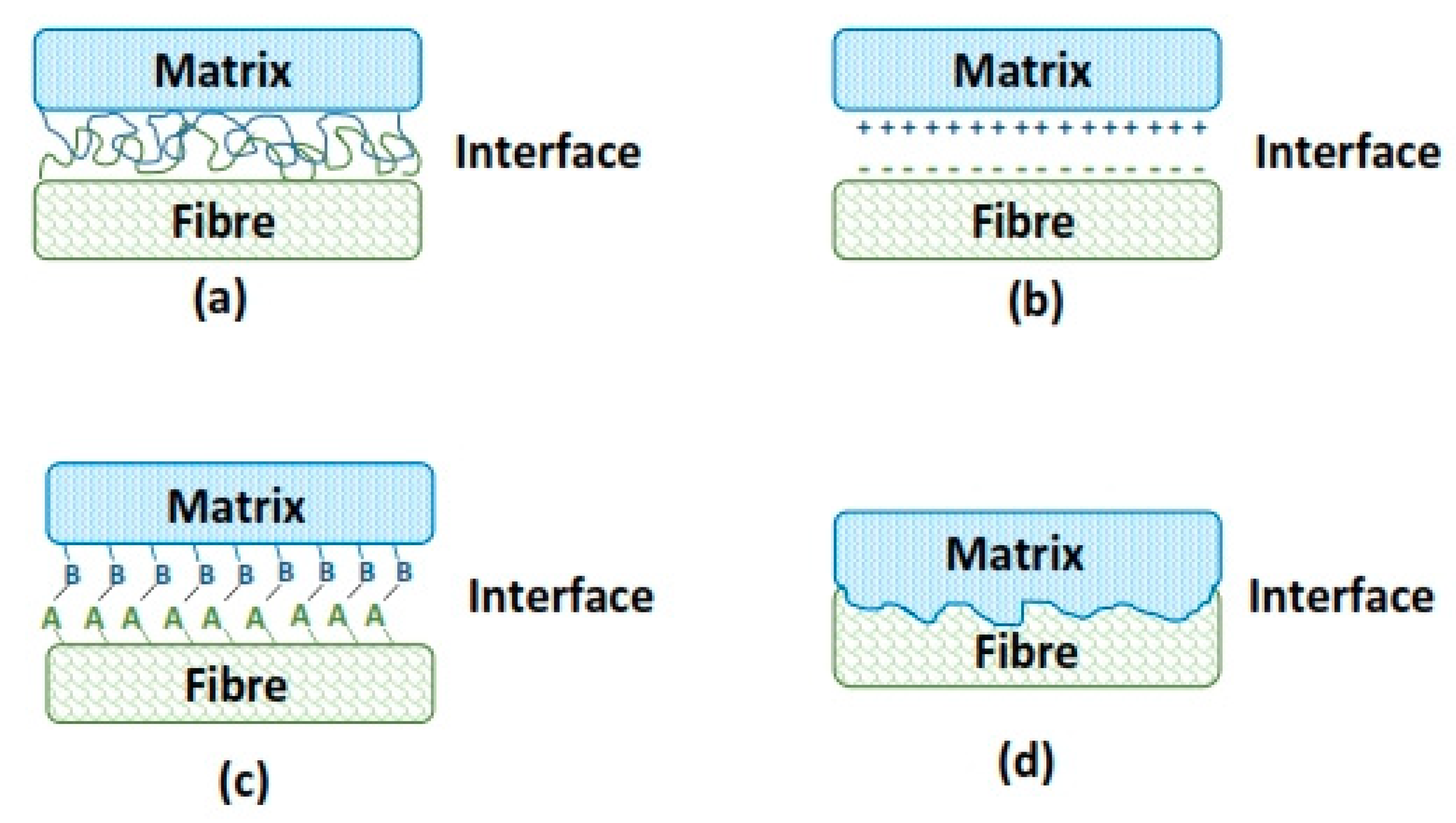
4. Interfacial Bonding Mechanisms
4.1. Overview of Acting Mechanisms
4.2. Assessment of Bonding Mechanisms in Cement and Geopolymer Composites
5. Pre-Treatments of Natural Fibers Used as Reinforcement in Cement and Geopolymer Composites
5.1. Thermal Treatments
5.1.1. Influence of Heating Processing Parameters on Natural Fibers
5.1.2. Description of Thermal Treatments on Natural Fibers as Reinforcement of Cement and Geopolymer Composites
5.2. Biological Treatments
5.2.1. Enzymes
5.2.2. Fungi
5.2.3. Bacteria
5.3. Chemical Treatments
5.3.1. Silane Treatment
5.3.2. Formaldehyde Treatment
5.3.3. Isocyanate Treatment
5.4. Assessment of Pre-Treatments Methods on Interfacial Properties
6. Studies on Modified Natural Fiber-Matrix Interfaces in Cement and Geopolymer Composites
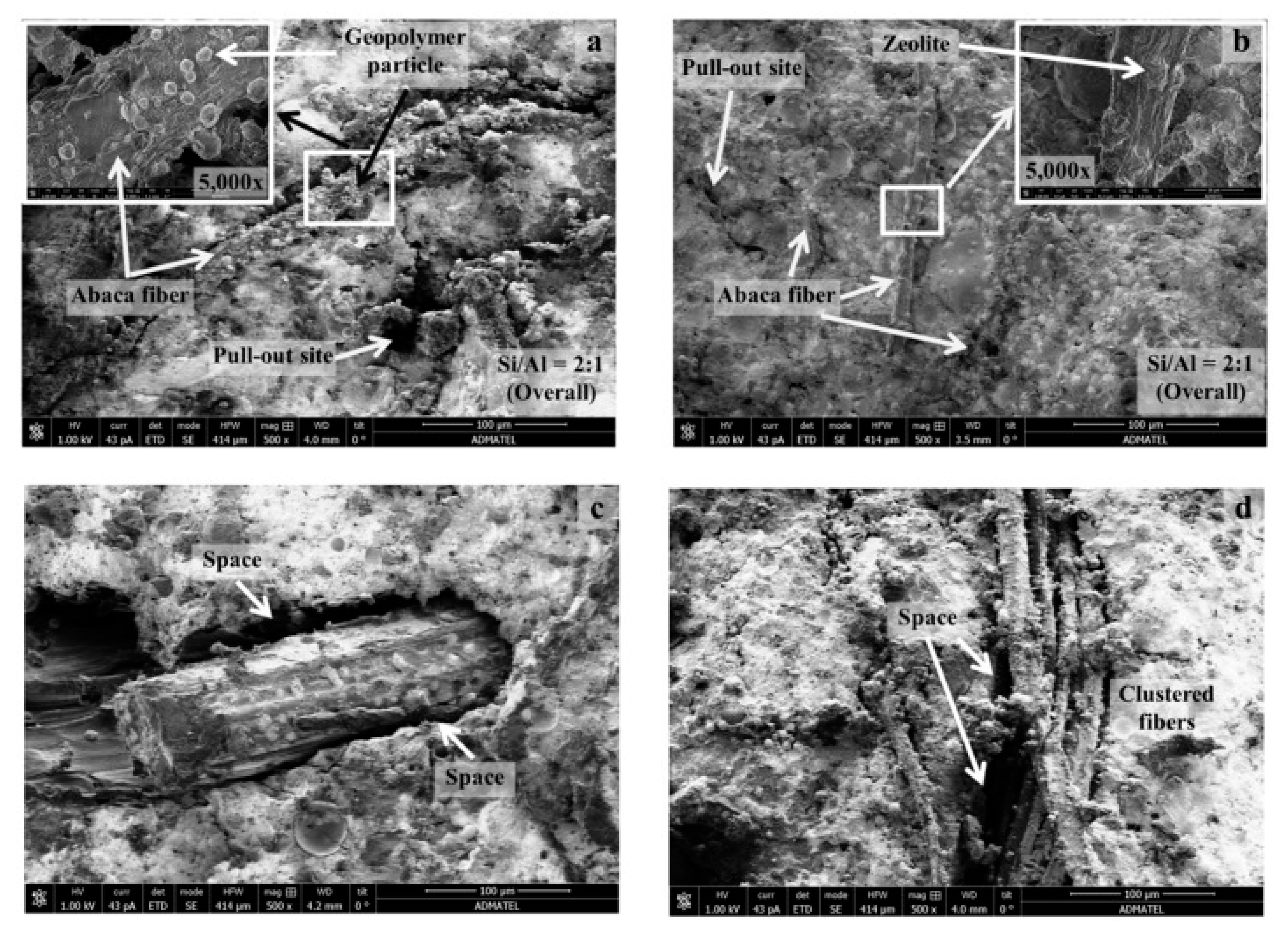
6.1. Microstructural Studies
6.2. Crystallographic Studies
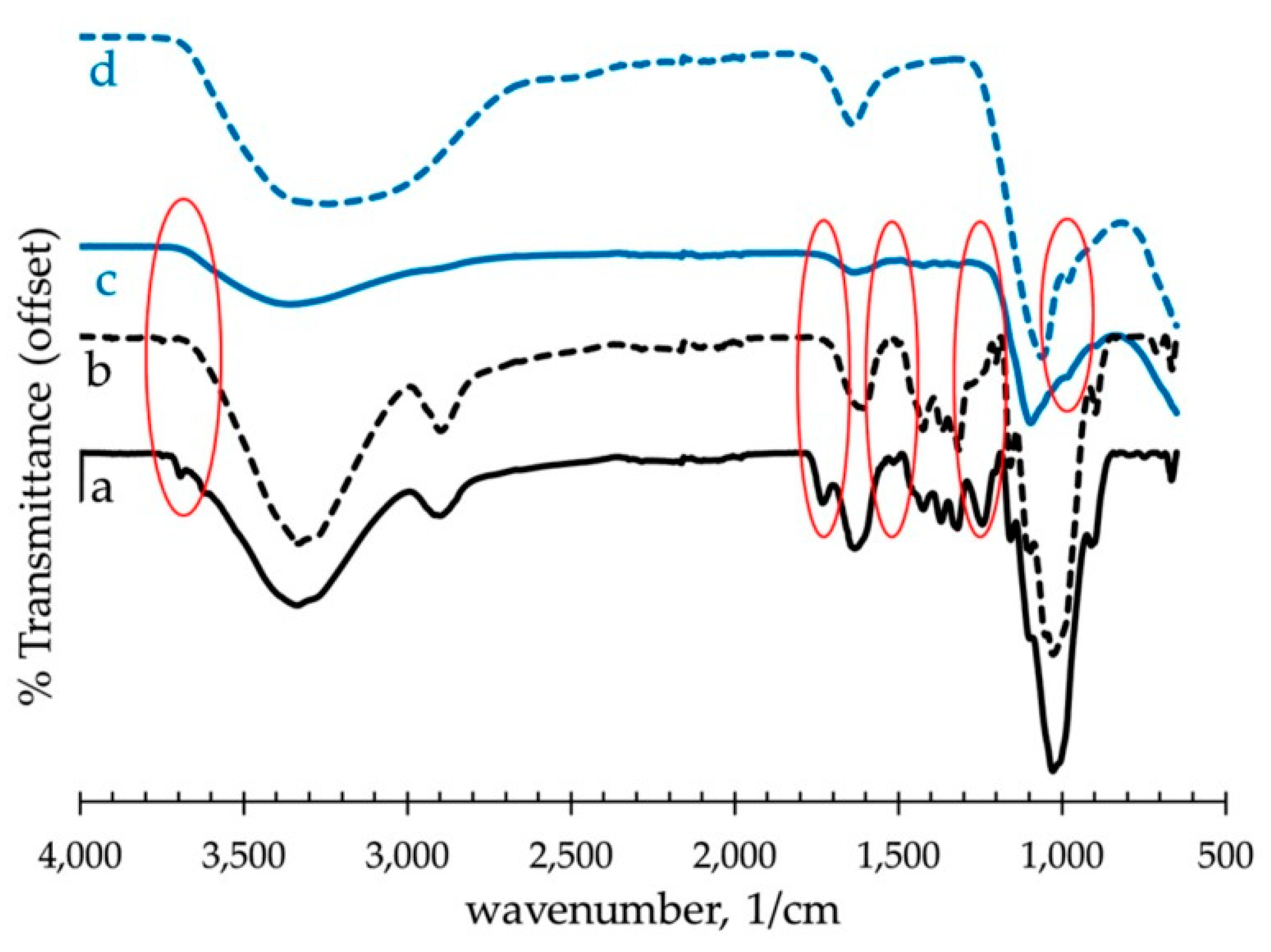
6.3. Fourier Transform Infrared Spectroscopy (FTIR)
6.4. X-Ray Photoelectron Spectroscopy
6.5. Micro-Mechanical Fiber Adhesion Testing
6.5.1. Fiber Pullout Test
6.5.2. Micro-Indentation Test
6.5.3. Single Fiber Fragmentation Test
7. Concluding Remarks and Future Trends
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bogoeva-Gaceva, G.; Avella, M.; Malinconico, M.; Buzarovska, A.; Grozdanov, A.; Gentile, G.; Errico, M.E. Natural fiber eco-composites. Polym. Compos. 2007, 28, 98–107. [Google Scholar] [CrossRef]
- Biagiotti, J.; Puglia, D.; Kenny, J.M. A review on natural fiber-based composites-part I: Structure, processing and properties of vegetable fibers. J. Nat. Fibers 2004, 1, 37–68. [Google Scholar] [CrossRef]
- Toniolo, N.; Boccaccini, A.R. Fly ash-based geopolymers containing added silicate waste. A review. Ceram. Int. 2017, 43, 14545–14551. [Google Scholar] [CrossRef]
- Davidovits, J. Geopolymer, Green Chemistry and Sustainable Development Solutions: Proceedings of the World Congress Geopolymer 2005. Geopolym. Inst. 2005, 1, 9–15. [Google Scholar]
- Korniejenko, K.; Frączek, E.; Pytlak, E.; Adamski, M. Mechanical Properties of Geopolymer Composites Reinforced with Natural Fibers. Procedia Eng. 2016, 151, 388–393. [Google Scholar] [CrossRef]
- Alomayri, T.; Low, I. Synthesis and characterization of mechanical properties in cotton fiber-reinforced geopolymer composites. J. Asian Ceram. Soc. 2013, 1, 30–34. [Google Scholar] [CrossRef]
- Sá Ribeiro, R.A.; Sá Ribeiro, M.G.; Sankar, K.; Kriven, W.M. Geopolymer-bamboo composite—A novel sustainable construction material. Constr. Build. Mater. 2016, 123, 501–507. [Google Scholar] [CrossRef]
- Sankar, K.; Kriven, W.M. Sodium geopolymer reinforced with jute weave. In Developments in Strategic Materials and Computational Design V; Kriven, W.M., Zhou, D., Moon, K., Hwang, T., Wang, J., Lewinssohn, C., Zhou, Y., Eds.; Ceramic Engineering and Science Proceedings; John Wiley & Sons: New York, NY, USA, 2015; Volume 38, pp. 39–60. [Google Scholar]
- Arsène, M.-A.; Savastano, H., Jr.; Allameh, S.M.; Ghavami, K.; Soboyejo, W.O. Cementitious composites reinforced with vegetable fibers. In Proceedings of the First Inter-American Conference on Non-conventional Materials and Technologies in the Eco-Construction and Infrastructure, Joao-Pessoa, Brazil, 13–16 November 2003; pp. 13–16. [Google Scholar]
- Agopyan, V.; Savastano, H.; John, V.M.; Cincotto, M.A. Developments on vegetable fiber-cement based materials in São Paulo, Brazil: An overview. Cem. Concr. Compos. 2005, 27, 527–536. [Google Scholar] [CrossRef]
- Santos, S.F.; Tonoli, G.H.D.; Mejia, J.E.B.; Fiorelli, J.; Savastano, H., Jr. Non-conventional cement-based composites reinforced with vegetable fibers: A review of strategies to improve durability. Materiales de Construcción 2015, 65, 41. [Google Scholar] [CrossRef]
- Kalia, S.; Kaith, B.; Kaur, I. Pretreatments of natural fibers and their application as reinforcing material in polymer composites—A review. Polym. Eng. Sci. 2009, 49, 1253–1272. [Google Scholar] [CrossRef]
- Tonoli, G.H.D.; Rodrigues, F.U.P.; Savastano, H.; Bras, J.; Belgacem, M.N.; Rocco, L.F.A. Cellulose modified fibers in cement based composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 2046–2053. [Google Scholar] [CrossRef]
- Sankar, K.; Kriven, W.M. Potassium geopolymer reinforced alkali-treated fique. Dev. Strateg. Mater. Comput. Des. V 2015, 38, 61–78. [Google Scholar]
- Malenab, R.A.J.; Ngo, J.P.S.; Promentilla, M.A.B. Chemical Treatment of Waste Abaca for Natural Fiber-Reinforced Geopolymer Composite. Materials 2017, 10, 579. [Google Scholar] [CrossRef] [PubMed]
- He, J.; Jie, Y.; Zhang, J.; Yu, Y.; Zhang, G. Synthesis and characterization of red mud and rice husk ash-based geopolymer composites. Cem. Concr. Compos. 2013, 37, 108–118. [Google Scholar] [CrossRef]
- Detphan, S.; Chindaprasirt, P. Preparation of fly ash and rice husk ash geopolymer. Int. J. Miner. Metall. Mater. 2009, 16, 720–726. [Google Scholar]
- Younes, M.; Abdel-Rahman, H.A.; Khattab, M.M. Utilization of rice husk ash and waste glass in the production of ternary blended cement mortar composites. J. Build. Eng. 2018, 20, 42–50. [Google Scholar] [CrossRef]
- Zareei, S.A.; Ameri, F.; Bahrami, N. Microstructure, strength, and durability of eco-friendly concretes containing sugarcane bagasse ash. Constr. Build. Mater. 2018, 184, 258–268. [Google Scholar] [CrossRef]
- John, M.; Anandjiwala, R.D. Recent developments in chemical modification and characterization of natural fiber-reinforced composites. Polym. Compos. 2008, 29, 187–207. [Google Scholar] [CrossRef]
- Müssig, J. Industrial Applications of Natural Fibers: Structure, Properties and Technical Applications, 1st ed.; John Wiley & Sons: West Sussex, UK, 2010. [Google Scholar]
- Petroudy, S.R.D. Chapter 3 Physical and Mechnical Properties of Natural Fibers. In Advanced High Strength Fiber Composites in Construction, 1st ed.; Woodhead Publishing: Duxford, UK, 2016; p. 83. [Google Scholar]
- Vincent, J.F.V. A Unified Nomenclature for Plant Fibers for Industrial Use. Appl. Compos. Mater. 2000, 7, 269–271. [Google Scholar] [CrossRef]
- Pérez, J.; Muñoz-Dorado, J.; De La Rubia, T.; Martínez, J. Biodegradation and biological treatments of cellulose, hemicellulose and lignin: An overview. Int. Microbiol. 2002, 5, 53–63. [Google Scholar] [CrossRef]
- Salmén, L. Composite Systems from Natural and Synthetic Polymers, 1st ed.; Elsevier Science Ltd.: Oxford, UK, 1986. [Google Scholar]
- Fengel, D.; Wegener, G. Wood: Chemistry, Ultrastructure, Reactions, 2nd ed.; Walter de Gruyter: Berlin, Germany; New York, NY, USA, 2011. [Google Scholar]
- Chanzy, H. Aspects of Cellulose Structure. In Cellulose Sources and Exploitation: Industrial Utilization, 6th ed.; Prentice Hall: Upper Saddle River, NJ, USA, 1990; pp. 3–12. [Google Scholar]
- Mwaikambo, L.Y.; Ansell, M.P. Mechanical properties of alkali treated plant fibers and their potential as reinforcement materials. I. Hemp fibers. J. Mater. Sci. 2006, 41, 2483–2496. [Google Scholar] [CrossRef]
- Mwaikambo, L. Review of the history, properties and application of plant fibers. Afr. J. Sci. Technol. 2006, 7, 121. [Google Scholar]
- Gassan, J.; Chate, A.; Bledzki, A.K. Calculation of elastic properties of natural fibers. J. Mater. Sci. 2001, 36, 3715–3720. [Google Scholar] [CrossRef]
- Koshijima, T.; Watanabe, T. Association between Lignin and Carbohydrates in Wood and Other Plant Tissues; Springer Science and Business Media LLC: Berlin, Germany, 2003. [Google Scholar]
- Sadov, F.I.; Korchagin, M.V.; Matetskii, A.I. Chemical Technology of Fibrous Materials, 1st ed.; Mir Publishers: Moscow, Russia, 1978. [Google Scholar]
- Kaith, B.S.; Mittal, H.; Jindal, R.; Maiti, M.; Kalia, S. Cellulose Fibers: Bio-and Nano-Polymer Composites: Green Chemistry and Technology; Springer Science & Business Media: New York, NY, USA, 2011; pp. 425–451. [Google Scholar]
- Lehninger, A.L.; Nelson, D.L.; Cox, M.M. Lehninger Principles of Biochemistry, 7th ed.; W.H. Freeman: New York, NY, USA, 2017. [Google Scholar]
- Brushwood, D.E. The influence of cotton noncellulosic naturally occurring materials on yarn processing properties. Trans. ASAE 2004, 47, 995–1002. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N.; Jayaraman, K. Flax fiber and its composites–A review. Compos. Part B Eng. 2014, 56, 296–317. [Google Scholar] [CrossRef]
- Komuraiah, A.; Kumar, N.S.; Prasad, B.D. Chemical Composition of Natural Fibers and its Influence on their Mechanical Properties. Mech. Compos. Mater. 2014, 50, 359–376. [Google Scholar] [CrossRef]
- Puttegowda, M.; Rangappa, S.M.; Jawaid, M.; Shivanna, P.; Basavegowda, Y.; Saba, N. Potential of Natural/Synthetic Hybrid Composites for Aerospace Applications; Elsevier BV: Cambridge, UK, 2018; pp. 315–351. [Google Scholar]
- Dellal, G.; Soylemezoglu, F.; Erdogan, Z.; Pehlivan, E.; Köksal, Ö.; Tuncer, S.S. Present Situation and Future of Animal Fiber Production in Turkey: A Review. J. Life Sci. 2014, 8, 192–200. [Google Scholar]
- Bradbury, J.H. The Morphology and Chemical Structure of Wool. Pure Appl. Chem. 1976, 46, 247–253. [Google Scholar] [CrossRef]
- Lewis, D.M. The Colouration Of Wool. In Handbook of Textile and Industrial Dyeing; Woodhead Publishing: Cambridge, UK, 2011; pp. 3–39. [Google Scholar]
- Simpson, W.S.; Crawshaw, G.H. Wool: Science and Technology; Woodhead Publishing: Cambridge, UK, 2002. [Google Scholar]
- Alzeer, M.; MacKenzie, K.J.D. Synthesis and mechanical properties of new fiber-reinforced composites of inorganic polymers with natural wool fibers. J. Mater. Sci. 2012, 47, 6958–6965. [Google Scholar] [CrossRef]
- Mohr, B.; Nanko, H.; Kurtis, K.E. Durability of kraft pulp fiber–cement composites to wet/dry cycling. Cem. Concr. Compos. 2005, 27, 435–448. [Google Scholar] [CrossRef]
- Tian, F.; Zhong, Z.; Pan, Y. Modeling of natural fiber reinforced composites under hygrothermal ageing. Compos. Struct. 2018, 200, 144–152. [Google Scholar] [CrossRef]
- Wei, J.; Meyer, C. Degradation mechanisms of natural fiber in the matrix of cement composites. Cem. Concr. Res. 2015, 73, 1–16. [Google Scholar] [CrossRef]
- Wei, J. Degradation behavior and kinetics of sisal fiber in pore solutions of sustainable cementitious composite containing metakaolin. Polym. Degrad. Stab. 2018, 150, 1–12. [Google Scholar] [CrossRef]
- Wei, J.; Ma, S.; Thomas, D.G. Correlation between hydration of cement and durability of natural fiber-reinforced cement composites. Corros. Sci. 2016, 106, 1–15. [Google Scholar] [CrossRef]
- Ye, H.; Zhang, Y.; Yu, Z.; Mu, J. Effects of cellulose, hemicellulose, and lignin on the morphology and mechanical properties of metakaolin-based geopolymer. Constr. Build. Mater. 2018, 173, 10–16. [Google Scholar] [CrossRef]
- Alshaaer, M.; Mallouh, S.A.; Al-Faiyz, Y.; Fahmy, T.; Kallel, A.; Rocha, F. Fabrication, microstructural and mechanical characterization of Luffa Cylindrical Fiber-Reinforced geopolymer composite. Appl. Clay Sci. 2017, 143, 125–133. [Google Scholar] [CrossRef]
- Dos Santos, S.F.; Teixeira, R.S.; Kadivar, M. Interfacial transition zone between lignocellulosic fiber and matrix in cement-based composites. In Sustainable and Nonconventional Construction Materials using Inorganic Bonded Fiber Composites; Elsevier BV: Duxford, UK, 2017; pp. 27–68. [Google Scholar]
- Hill, C.A.S. Wood Modification: Chemical, Thermal and Other Processes; John Wiley & Sons: West Sussex, UK, 2007; Volume 5. [Google Scholar]
- Azwa, Z.N.; Yousif, B.F.; Manalo, A.C.; Karunasena, W. A review on the degradability of polymeric composites based on natural fibers. Mater. Des. 2013, 47, 424–442. [Google Scholar] [CrossRef]
- Chen, H.; Miao, M.; Ding, X. Influence of moisture absorption on the interfacial strength of bamboo/vinyl ester composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 2013–2019. [Google Scholar] [CrossRef]
- Espert, A.; Vilaplana, F.; Karlsson, S. Comparison of water absorption in natural cellulosic fibers from wood and one-year crops in polypropylene composites and its influence on their mechanical properties. Compos. Part A Appl. Sci. Manuf. 2004, 35, 1267–1276. [Google Scholar] [CrossRef]
- Athijayamani, A.; Thiruchitrambalam, M.; Natarajan, U.; Pazhanivel, B. Effect of moisture absorption on the mechanical properties of randomly oriented natural fibers/polyester hybrid composite. Mater. Sci. Eng. A 2009, 517, 344–353. [Google Scholar] [CrossRef]
- Jain, D.; Kamboj, I.; Bera, T.K.; Kang, A.S.; Singla, R.K. Experimental and numerical investigations on the effect of alkaline hornification on the hydrothermal ageing of Agave natural fiber composites. Int. J. Heat Mass Transf. 2019, 130, 431–439. [Google Scholar] [CrossRef]
- Coutts, R. Autoclaved beaten wood fiber-reinforced cement composites. Composites 1984, 15, 139–143. [Google Scholar] [CrossRef]
- Wei, J.; Meyer, C. Utilization of rice husk ash in green natural fiber-reinforced cement composites: Mitigating degradation of sisal fiber. Cem. Concr. Res. 2016, 81, 94–111. [Google Scholar] [CrossRef]
- Aziz, M.A.; Paramasivam, P.; Lee, S.L. Prospects for natural fiber reinforced concretes in construction. Int. J. Cem. Compos. Lightweight Concr. 1981, 3, 123–132. [Google Scholar] [CrossRef]
- Singh, S.M. Alkali resistance of some vegetable fibers and their adhesion with portland cement. Res. Ind. 1985, 30, 121–126. [Google Scholar]
- Gram, H.E. Durability studies of natural organic fibers in concrete, mortar or cement. In Developments in Fiber Reinforced Cement and Concrete; Swamy, R.N., Wagstaffe, R.L., Oakley, D.R., Eds.; Proc. RILEM Symp: Sheffield, UK, 1986; p. 17. [Google Scholar]
- Wei, J.; Meyer, C. Degradation of natural fiber in ternary blended cement composites containing metakaolin and montmorillonite. Corros. Sci. 2017, 120, 42–60. [Google Scholar] [CrossRef]
- Tonoli, G.H.D.; Belgacem, M.N.; Bras, J.; Pereira-da-Silva, M.A.; Lahr, F.R. Impact of bleaching pine fiber on the fiber/cement interface. J. Mater. Sci. 2012, 47, 4167. [Google Scholar] [CrossRef]
- MohammadKazemi, F.; Aguiar, J.R.C.; Cordeiro, N. Improvement of bagasse fiber–cement composites by addition of bacterial nanocellulose: An inverse gas chromatography study. Cellulose 2017, 24, 1803–1814. [Google Scholar] [CrossRef]
- Višnjić, D.; Lalić, H.; Dembitz, V.; Banfić, H. Metabolism and differentiation. Period. Biol. 2014, 116, 37–43. [Google Scholar]
- Kinloch, A. Introduction to adhesion and adhesives. Fatigue Des. Reliab. 2001, 28, 199–202. [Google Scholar] [CrossRef]
- Allen, K.W. A Review of Contemporary Views of Theories of Adhesion. J. Adhes. 1987, 21, 261–277. [Google Scholar] [CrossRef]
- Rao, J.; Zhou, Y.; Fan, M. Revealing the Interface Structure and Bonding Mechanism of Coupling Agent Treated WPC. Polymers 2018, 10, 266. [Google Scholar] [CrossRef] [PubMed]
- Chen, R.; Ahmari, S.; Zhang, L. Utilization of sweet sorghum fiber to reinforce fly ash-based geopolymer. J. Mater. Sci. 2013, 49, 2548–2558. [Google Scholar] [CrossRef]
- Bilba, K.; Arsène, M.-A. Silane treatment of bagasse fiber for reinforcement of cementitious composites. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1488–1495. [Google Scholar] [CrossRef]
- Zhou, F.; Cheng, G.; Jiang, B. Effect of silane treatment on microstructure of sisal fibers. Appl. Surf. Sci. 2014, 292, 806–812. [Google Scholar] [CrossRef]
- Kaewkuk, S.; Sutapun, W.; Jarukumjorn, K. Effects of interfacial modification and fiber content on physical properties of sisal fiber/polypropylene composites. Compos. Part B Eng. 2013, 45, 544–549. [Google Scholar] [CrossRef]
- Rong, M.Z.; Zhang, M.Q.; Liu, Y.; Yang, G.C.; Zeng, H.M. The effect of fiber treatment on the mechanical properties of unidirectional sisal-reinforced epoxy composites. Compos. Sci. Technol. 2001, 61, 1437–1447. [Google Scholar] [CrossRef]
- Boonstra, M.J.; Van Acker, J.; Kegel, E.; Stevens, M. Optimisation of a two-stage heat treatment process: Durability aspects. Wood Sci. Technol. 2006, 41, 31–57. [Google Scholar] [CrossRef]
- Ramiah, M.V. Thermogravimetric and differential thermal analysis of cellulose, hemicellulose, and lignin. J. Appl. Polym. Sci. 1970, 14, 1323–1337. [Google Scholar] [CrossRef]
- Nassar, M.M.; MacKay, G.D.M. Mechanism of thermal decomposition of lignin. Wood Fiber Sci. 2007, 16, 441–453. [Google Scholar]
- Yang, H.; Yan, R.; Chen, H.; Lee, D.H.; Zheng, C. Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel 2007, 86, 1781–1788. [Google Scholar] [CrossRef]
- Brebu, M.; Vasile, C. Thermal degradation of lignin—A review. Cellul. Chem. Technol. 2010, 44, 353. [Google Scholar]
- Kim, D.-Y.; Nishiyama, Y.; Wada, M.; Kuga, S.; Okano, T. Thermal Decomposition of Cellulose Crystallites in Wood. Holzforschung 2001, 55, 521–524. [Google Scholar] [CrossRef]
- Shafizadeh, F. Pyrolysis and Combustion of Cellulosic Materials. Adv. Carbohydr. Chem. 1968, 23, 419–474. [Google Scholar] [CrossRef]
- Tang, M.; Bacon, R. Carbonization of cellulose fibers. I. Low temperature pyrolysis. Carbon 1964, 1, 390. [Google Scholar] [CrossRef]
- Scheirs, J.; Camino, G.; Tumiatti, W. Overview of water evolution during the thermal degradation of cellulose. Eur. Polym. J. 2001, 37, 933–942. [Google Scholar] [CrossRef]
- Kubojima, Y.; Okano, T.; Ohta, M. Bending strength and toughness of heat-treated wood. J. Wood Sci. 2000, 46, 8–15. [Google Scholar] [CrossRef]
- Diniz, J.M.B.F.; Gil, M.H.; Castro, J.A.A.M. Hornification—Its origin and interpretation in wood pulps. Wood Sci. Technol. 2004, 37, 489–494. [Google Scholar] [CrossRef]
- Claramunt, J.; Ardanuy, M.; Garcia-Hortal, J.A.; Filho, R.D.T. The hornification of vegetable fibers to improve the durability of cement mortar composites. Cem. Concr. Compos. 2011, 33, 586–595. [Google Scholar] [CrossRef]
- Ballesteros, J.E.M.; Dos Santos, S.F.; Mármol, G.; Savastano, H., Jr.; Fiorelli, J. Evaluation of cellulosic pulps treated by hornification as reinforcement of cementitious composites. Constr. Build. Mater. 2015, 100, 83–90. [Google Scholar] [CrossRef]
- Ferreira, S.R.; Ferreira, S.R.; de Andrade Silva, F.; Lima, P.R.L.; Toledo Filho, R.D. Effect of hornification on the structure, tensile behavior and fiber matrix bond of sisal, jute and curauá fiber cement basedcomposite systems. Constr. Build. Mater. 2017, 139, 551–561. [Google Scholar] [CrossRef]
- Čabalová, I.; Kačík, F.; Geffert, A.; Kacikov, D. The Effects of Paper Recycling and its Environmental Impact. Environ. Manag. Pract. 2011, 17, 329–350. [Google Scholar] [CrossRef]
- Gruber, E.; Weigert, J. Chemische Modifizierung von Zellstoffen zur Verminderung ihrer Verhornungsneigung. Das Papier 1998, 52, 20–26. [Google Scholar]
- Ferreira, S.R.; Lima, P.R.L.; Silva, F.A.; Filho, R.D.T. Effect of Sisal Fiber Hornification on the Fiber-Matrix Bonding Characteristics and Bending Behavior of Cement Based Composites. Key Eng. Mater. 2014, 600, 421–432. [Google Scholar] [CrossRef]
- Ferreira, S.R.; Lima, P.R.L.; Silva, F.A.; Toledo, F.R.D. Effect of sisal fiber hornification on the adhesion with portland cement matrices Influência de ciclos molhagem-secagem em fibras de sisal sobre a aderência com matrizes de cimento Portland. Rev. Mater. 2012, 17, 1024–1034. [Google Scholar]
- Lima, P.R.L.; Santos, R.J.; Ferreira, S.R.; Filho, R.D.T. Characterization and treatment of sisal fiber residues for cement-based composite application. Eng. Agrícola 2014, 34, 812–825. [Google Scholar] [CrossRef]
- Ballesteros, J.E.M.; Santos, V.; Mármol, G.; Frías, M.; Fiorelli, J. Potential of the hornification treatment on eucalyptus and pine fibers for fiber-cement applications. Cellulose 2017, 42, 49–2286. [Google Scholar] [CrossRef]
- Ferreira, S.R.; Silva, F.D.A.; Lima, P.R.L.; Filho, R.D.T. Effect of Natural Fiber Hornification on the Fiber Matrix Interface in Cement Based Composite Systems. Key Eng. Mater. 2015, 668, 118–125. [Google Scholar] [CrossRef]
- Claramunt, J.; Fernández-Carrasco, L.; Ventura, H.; Ardanuy, M. Natural fiber nonwoven reinforced cement composites as sustainable materials for building envelopes. Constr. Build. Mater. 2016, 115, 230–239. [Google Scholar] [CrossRef]
- Ferreira, S.R.; Silva, F.D.A.; Lima, P.R.L.; Filho, R.D.T. Effect of fiber treatments on the sisal fiber properties and fiber–matrix bond in cement based systems. Constr. Build. Mater. 2015, 101, 730–740. [Google Scholar] [CrossRef]
- Wei, J.; Meyer, C. Improving degradation resistance of sisal fiber in concrete through fiber surface treatment. Appl. Surf. Sci. 2014, 289, 511–523. [Google Scholar] [CrossRef]
- Shafizadeh, F. Introduction to pyrolysis of biomass. J. Anal. Appl. Pyrolysis 1982, 3, 283–305. [Google Scholar] [CrossRef]
- Arsène, M.-A.; Okwo, A.; Bilba, K.; Soboyejo, A.B.O.; Soboyejo, W.O. Chemically and Thermally Treated Vegetable Fibers for Reinforcement of Cement-Based Composites. Mater. Manuf. Process. 2007, 22, 214–227. [Google Scholar] [CrossRef]
- Garrote, G.; Domínguez, H.; Parajó, J.C. Hydrothermal processing of lignocellulosic materials. Holz als Roh-und Werkst. 1999, 57, 191–202. [Google Scholar] [CrossRef]
- Peschard, A.; Govin, A.; Grosseau, P.; Guilhot, B.; Guyonnet, R. Effect of polysaccharides on the hydration of cement paste at early ages. Cem. Concr. Res. 2004, 34, 2153–2158. [Google Scholar] [CrossRef]
- Asasutjarit, C.; Hirunlabh, J.; Khedari, J.; Charoenvai, S.; Zeghmati, B.; Shin, U.C. Development of coconut coir-based lightweight cement board. Constr. Build. Mater. 2007, 21, 277–288. [Google Scholar] [CrossRef]
- Sellami, A.; Merzoud, M.; Amziane, S. Improvement of mechanical properties of green concrete by treatment of the vegetals fibers. Constr. Build. Mater. 2013, 47, 1117–1124. [Google Scholar] [CrossRef]
- Kalia, S.; Thakur, K.; Celli, A.; Kiechel, M.A.; Schauer, C.L. Surface modification of plant fibers using environment friendly methods for their application in polymer composites, textile industry and antimicrobial activities: A review. J. Environ. Chem. Eng. 2013, 1, 97–112. [Google Scholar] [CrossRef]
- Araújo, R.; Casal, M.; Cavaco-Paulo, A. Application of enzymes for textile fibers processing. Biocatal. Biotransform. 2008, 26, 332–349. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Drzal, L.T.; Selke, S.; Harte, B.; Hinrichsen, G. Natural Fibers, Biopolymers, and Biocomposites; Informa: London, UK, 2005. [Google Scholar]
- George, M.; Mussone, P.G.; Alemaskin, K.; Chae, M.; Wolodko, J.; Bressler, D.C. Enzymatically treated natural fibers as reinforcing agents for biocomposite material: Mechanical, thermal, and moisture absorption characterization. J. Mater. Sci. 2016, 51, 2677–2686. [Google Scholar] [CrossRef]
- Konczewicz, W.; Kozłowski, R.M. 5-Enzymatic treatment of natural fibers. In Handbook of Natural Fibers; Kozłowski, R.M., Ed.; Woodhead Publishing: Cambridge, UK, 2012; Volume 2, pp. 168–184. [Google Scholar]
- Ciolacu, D.; Ciolacu, F.; Popa, V.I. Amorphous cellulose—Structure and characterization. Cellul. Chem. Technol. 2011, 45, 13. [Google Scholar]
- Paloheimo, M.; Piironen, J.; Vehmaanperä, J. Xylanases and cellulases as feed additives. Enzym. Farm Anim. Nutr. 2010, 2010, 12–53. [Google Scholar] [CrossRef]
- Akin, D.E.; Henriksson, G.; Evans, J.D.; Adamsen, A.P.S.; Foulk, J.A.; Dodd, R.B. Progress in Enzyme-Retting of Flax. J. Nat. Fibers 2004, 1, 21–47. [Google Scholar] [CrossRef]
- Andreu, G.; Vidal, T. Effects of laccase-natural mediator systems on kenaf pulp. Bioresour. Technol. 2011, 102, 5932–5937. [Google Scholar] [CrossRef] [PubMed]
- George, M.; Mussone, P.G.; Bressler, D.C. Surface and thermal characterization of natural fibers treated with enzymes. Ind. Crop. Prod. 2014, 53, 365–373. [Google Scholar] [CrossRef]
- Wu, J.; Xiao, Y.-Z.; Yu, H.-Q. Degradation of lignin in pulp mill wastewaters by white-rot fungi on biofilm. Bioresour. Technol. 2005, 96, 1357–1363. [Google Scholar] [CrossRef] [PubMed]
- Singh, A.P.; Singh, T. Biotechnological applications of wood-rotting fungi: A review. Biomass Bioenergy 2014, 62, 198–206. [Google Scholar] [CrossRef]
- Li, Y.; Pickering, K.L.; Farrell, R.L. Determination of interfacial shear strength of white rot fungi treated hemp fiber reinforced polypropylene. Compos. Sci. Technol. 2009, 69, 1165–1171. [Google Scholar] [CrossRef]
- Millati, R.; Syamsiah, S.; Niklasson, C.; Cahyanto, M.N.; Ludquist, K.; Taherzadeh, M.J. Biological pretreatment of lignocelluloses with white-rot fungi and its applications: A review. BioResources 2011, 6, 5224–5259. [Google Scholar]
- Li, Y.; Pickering, K.L.; Farrell, R.L. Analysis of green hemp fiber reinforced composites using bag retting and white rot fungal treatments. Ind. Crop. Prod. 2009, 29, 420–426. [Google Scholar] [CrossRef]
- Blaker, J.J.; Lee, K.-Y.; Bismarck, A. Hierarchical Composites Made Entirely from Renewable Resources. J. Biobased Mater. Bioenergy 2011, 5, 1–16. [Google Scholar] [CrossRef]
- Lee, K.-Y.; Buldum, G.; Mantalaris, A.; Bismarck, A. More Than Meets the Eye in Bacterial Cellulose: Biosynthesis, Bioprocessing, and Applications in Advanced Fiber Composites. Macromol. Biosci. 2013, 14, 10–32. [Google Scholar] [CrossRef]
- Pommet, M.; Juntaro, J.; Heng, J.Y.Y.; Mantalaris, A.; Lee, A.F.; Wilson, K.; Kalinka, G.; Shaffer, M.S.P.; Bismarck, A. Surface Modification of Natural Fibers Using Bacteria: Depositing Bacterial Cellulose onto Natural Fibers To Create Hierarchical Fiber Reinforced Nanocomposites. Biomacromolecules 2008, 9, 1643–1651. [Google Scholar] [CrossRef]
- Pickering, K.L.; Li, Y.; Farrell, R.L.; Lay, M. Interfacial Modification of Hemp Fiber Reinforced Composites Using Fungal and Alkali Treatment. J. Biobased Mater. Bioenergy 2007, 1, 109–117. [Google Scholar] [CrossRef]
- MohammadKazemi, F.; Doosthoseini, K.; Ganjian, E.; Azin, M. Manufacturing of bacterial nano-cellulose reinforced fiber−cement composites. Constr. Build. Mater. 2015, 101, 958–964. [Google Scholar] [CrossRef]
- Sá Ribeiro, R.A.; Sá Ribeiro, M.G.; Kriven, W.M. Review of particle- and fiber-reinforced metakaolin-based geopolymer composites. J. Ceram. Sci. Technol. 2017, 8, 307–321. [Google Scholar]
- Rocha, S.; Pepe, M.; Martinelli, E.; Andrade, F.; De Dias, R.; Filho, T. Influence of natural fibers characteristics on the interface mechanics with cement based matrices. Compos. Part B 2018, 140, 183–196. [Google Scholar]
- Rodehutscord, M.; Young, P.; Phillips, N.; White, C. Wool growth in Merino wethers fed lupins untreated or treated with heat or formaldehyde, with and without a supplementation of rumen protected methionine. Anim. Feed. Sci. Technol. 1999, 82, 213–226. [Google Scholar] [CrossRef]
- Henrique, G.; Tonoli, D.; Mendes, R.F.; Siqueira, G.; Bras, J. Isocyanate-treated cellulose pulp and its effect on the alkali resistance and performance of fiber cement composites. Holzforschung 2013, 67, 853–861. [Google Scholar]
- Xu, Y.; Chung, D.D.L. Silane-treated carbon fiber for reinforcing cement. Carbon 2001, 39, 1995–2001. [Google Scholar] [CrossRef]
- Cho, D.; Kim, H.-J.; Drzal, L.T. Surface Treatment and Characterization of Natural Fibers: Effects on the Properties of Biocomposites; Wiley: New York, NY, USA, 2013; pp. 133–177. [Google Scholar]
- Sanjay, M.R.; Madhu, P.; Jawaid, M.; Senthamaraikannan, P.; Senthil, S.; Pradeep, S. Characterization and properties of natural fiber polymer composites: A comprehensive review. J. Clean. Prod. 2018, 172, 566–581. [Google Scholar] [CrossRef]
- Senthamaraikannan, P.; Kathiresan, M. Characterization of raw and alkali treated new natural cellulosic fi ber from Coccinia grandis L. Carbohydr. Polym. 2018, 186, 332–343. [Google Scholar] [CrossRef] [PubMed]
- Asim, M.; Jawaid, M.; Abdan, K.; Ishak, M.R. Effect of Alkali and Silane Treatments on Mechanical and Fiber-matrix Bond Strength of Kenaf and Pineapple Leaf Fibers. J. Bionic Eng. 2016, 13, 426–435. [Google Scholar] [CrossRef]
- Janne, P.S.N.; Michael, A.B.P. Development of Abaca Fiber-reinforced Foamed Fly Ash Geopolymer. MATEC Web Conf. 2018, 156, 5018. [Google Scholar] [CrossRef]
- Sankar, K.; Kriven, W.M. Sodium geopolymer reinforced with jute weave. Ceram. Eng. Sci. Proc. 2014, 35, 5–8. [Google Scholar]
- Zhou, X.; Saini, H.; Kastiukas, G. Engineering Properties of Treated Natural Hemp Fiber-Reinforced Concrete. Front. Built Environ. 2017, 3, 1–9. [Google Scholar] [CrossRef]
- Sawsen, C.; Fouzia, K.; Mohamed, B.; Moussa, G. Optimizing the formulation of flax fiber-reinforced cement composites Optimizing the formulation of flax fiber-reinforced cement composites. Constr. Build. Mater. 2016, 54, 659–664. [Google Scholar] [CrossRef]
- Naveen, E.; Venkatachalam, N.; Naveenkumaran, G.; Ramkumar, M. Silane chemical treatment to the surface modification for the natural fiber. Adv. Nat. Appl. Sci. 2016, 10, 224–231. [Google Scholar]
- Xiang, Y.; Xie, Y.; Long, G. Effect of basalt fiber surface silane coupling agent coating on fiber-reinforced asphalt: From macro-mechanical performance to micro-interfacial mechanism. Constr. Build. Mater. 2018, 179, 107–116. [Google Scholar] [CrossRef]
- Prado, M.D.; Marques, J.N.; Pereira, G.D.D.S.; Da Silva, E.M.; Simão, R.A. Evaluation of different surface treatments on fiber post cemented with a self-adhesive system. Mater. Sci. Eng. C 2017, 77, 257–262. [Google Scholar] [CrossRef]
- Sood, M.; Dwivedi, G. Effect of fiber treatment on flexural properties of natural fiber reinforced composites: A review. Egypt. J. Pet. 2018, 27, 775–783. [Google Scholar] [CrossRef]
- Xie, Y.; Hill, C.A.; Xiao, Z.; Militz, H.; Mai, C. Silane coupling agents used for natural fiber/polymer composites: A review. Compos. Part A Appl. Sci. Manuf. 2010, 41, 806–819. [Google Scholar] [CrossRef]
- Augusto, C.; Henrique, S.; Cavalaro, P.; Longuini, W. Ultra-high performance fiber-reinforced cementitious composite with steel microfibers functionalized with silane. Constr. Build. Mater. 2018, 178, 495–506. [Google Scholar]
- Brown, A.E.; Hornstein, L.R.; Harris, M. The Chemical Modification of Wool—Treatment with Formaldehyde Solutions. Text. Res. J. 1951, 21, 222–227. [Google Scholar] [CrossRef]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical Treatments of Natural Fiber for Use in Natural Fiber-Reinforced Composites: A Review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Ali, A.; Shaker, K.; Nawab, Y.; Jabbar, M. Hydrophobic treatment of natural fibers and their composites—A review. J. Ind. Text. 2018, 47, 2153–2183. [Google Scholar] [CrossRef]
- Tonoli, G.H.D.; Belgacem, M.N.; Siqueira, G.; Bras, J.; Mendes, L.M.; Lahr, F.A.R.; Savastano, H., Jr. Processing Changes of Cement Based Composites Reinforced with Silane and Isocyanate Eucalyptus Modified Fibers. Key Eng. Mater. 2012, 517, 437–449. [Google Scholar] [CrossRef]
- Koohestani, B.; Darban, A.K.; Mokhtari, P.; Yilmaz, E.; Darezereshki, E. Comparison of different natural fiber treatments: A literature review. Int. J. Environ. Sci. Technol. 2018, 16, 629–642. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Jarusombuti, S.; Fueangvivat, V.; Bauchongkol, P. Effect of thermal-treatment of wood fibers on properties of flat-pressed wood plastic composites. Polym. Degrad. Stab. 2011, 96, 818–822. [Google Scholar] [CrossRef]
- Yun, H.; Li, K.; Tu, D.; Hu, C.; South, G.C. Effect of heat treatment on bamboo fiber morphology crystallinity and mechanical properties. Wood Res-Slovakia 2016, 61, 227–233. [Google Scholar]
- Cao, Y.; Sakamoto, S.; Goda, K. Effects of heat and alkali treatments on mechanical properties of kenaf fibers. In Proceedings of the 16th International Conference on Composite Materials, Kyoto, Japan, 8–13 July 2007; pp. 8–13. [Google Scholar]
- Jayamani, E.; Loong, T.G.; Bin Bakri, M.K. Comparative study of Fourier transform infrared spectroscopy (FTIR) analysis of natural fibres treated with chemical, physical and biological methods. Polym. Bull. 2019, 77, 1605–1629. [Google Scholar] [CrossRef]
- Le Moigne, N.; Otazaghine, B.; Corn, S.; Angellier-Coussy, H.; & Bergeret, A. Surfaces and Interfaces in Natural Fiber Reinforced Composites, 1st ed.; Springer International Publishing AG: Cham, Switzerland, 2018. [Google Scholar]
- Balaguru, P.N.; Shah, S.P. Fiber-Reinforced Cement Composites, 1st ed.; McGraw-Hill: New York, NY, USA, 1992. [Google Scholar]
- Ferraz, J.M.; del Menezzi, C.H.S.; Teixeira, D.E.; Martins, S.A. Effects of treatment of coir fiber and cement/fiber ratio on properties of cement-bonded composites. BioResources 2011, 6, 3481–3492. [Google Scholar]
- Sedan, D.; Pagnoux, C.; Smith, A.; Chotard, T. Mechanical properties of hemp fiber reinforced cement: Influence of the fiber/matrix interaction. J. Eur. Ceram. Soc. 2008, 28, 183–192. [Google Scholar] [CrossRef]
- Li, Z.; Wang, L.; Wang, X. Cement Composites Reinforced with Surface Modified Coir Fibers. J. Compos. Mater. 2007, 41, 1445–1457. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N.; Huang, L.; Kasal, B. Effect of alkali treatment on microstructure and mechanical properties of coir fibers, coir fiber reinforced-polymer composites and reinforced-cementitious composites. Constr. Build. Mater. 2016, 112, 168–182. [Google Scholar] [CrossRef]
- Segal, L.; Creely, J.; Martin, A.; Conrad, C. An Empirical Method for Estimating the Degree of Crystallinity of Native Cellulose Using the X-ray Diffractometer. Text. Res. J. 1959, 29, 786–794. [Google Scholar] [CrossRef]
- Poletto, M., Jr.; Ornaghi, H.L.; Zattera, A.J. Native Cellulose: Structure, Characterization and Thermal Properties. Materials 2014, 7, 6105–6119. [Google Scholar] [CrossRef]
- Silverstein, R.M.; Bassler, G.C. Spectrometric identification of organic compounds. J. Chem. Educ. 1962, 39. [Google Scholar] [CrossRef]
- Santos, R.D.J.; Lima, P.R.L. Effect of Treatment of Sisal Fiber on Morphology, Mechanical Properties and Fiber-Cement Bond Strength. Key Eng. Mater. 2014, 634, 410–420. [Google Scholar] [CrossRef]
- Peruch, G.; Cruz, R.S.; Espeleta, A.L.F. Cellulose Acetate Treatment of Sisal Fiber for Cement Based Composites; 16th NOCMAT; Univeristy of Manitoba: Winnipeg, MB, Canada, 2005. [Google Scholar]
- Hussain, A.; Calabria-Holley, J.; Lawrence, M.; Ansell, M.P.; Jiang, Y.; Schorr, D.; Blanchet, P. Development of novel building composites based on hemp and multi-functional silica matrix. Compos. Part B Eng. 2019, 156, 266–273. [Google Scholar] [CrossRef]
- Kontturi, E.J. Surface Chemistry of Cellulose from Natural Fibers to Model Surfaces.; Technische Universiteit Eindhoven: Eindhoven, The Netherlands, 2005. [Google Scholar]
- Drzal, L.T.; Madhukar, M. Fiber-matrix adhesion and its relationship to composite mechanical properties. J. Mater. Sci. 1993, 28, 569–610. [Google Scholar] [CrossRef]
- Brandstetter, J.; Peterlik, H.; Kromp, K.; Weiss, R. A new fiber-bundle pull-out test to determine interface properties of a 2D-woven carbon/carbon composites. Compos. Sci. Technol. 2003, 63, 653–660. [Google Scholar] [CrossRef]
- Li, V.C.; Wang, S.; Wu, C. Tensile strain-hardening behaviour of Polyvinyl Alcohol Engineered Cementitious Composites (PVA-ECC). ACI Mater. J. 2001, 98, 483–492. [Google Scholar]
- Bhutta, A.; Farooq, M.; Banthia, N. Matrix hybridization using waste fuel ash and slag in alkali-activated composites and its in fl uence on maturity of fi ber-matrix bond. J. Clean. Prod. 2018, 177, 857–867. [Google Scholar] [CrossRef]
- Nishikawa, M.; Okabe, T.; Hemmi, K.; Takeda, N. Micromechanical modeling of the microbond test to quantify the interfacial properties of fiber-reinforced composites. Int. J. Solids Struct. 2008, 45, 4098–4113. [Google Scholar] [CrossRef]
- Teixeira, R.S.; Tonoli, G.H.D.; Santos, S.F.; Rayon, E.; Amigó, V., Jr.; Savastano, B.; Lahr, F.R. Nanoindentation study of the interfacial zone between cellulose fi ber and cement matrix in extruded composites. Cem. Concr. Compos. 2018, 85, 1–8. [Google Scholar] [CrossRef]
- Nematollahi, B.; Qiu, J.; Yang, E.; Sanjayan, J. Microscale investigation of fi ber-matrix interface properties of strain-hardening geopolymer composite. Ceram. Int. 2017, 43, 15616–15625. [Google Scholar] [CrossRef]
- Bonnet-Masimbert, P.-A.; Gauvin, F.; Brouwers, H.; Amziane, S. Study of modifications on the chemical and mechanical compatibility between cement matrix and oil palm fibres. Results Eng. 2020, 7, 100150. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Components of Plant Fibers | Parameters Correlated to Mechanical Properties | Parameters Correlated to Physical Properties | |||||
|---|---|---|---|---|---|---|---|
| Tensile Strength | Specific Young’s Modulus | Failure Strain | Microfibril Angle (MFA) | Diameter | Density | Moisture Gain | |
| Cellulose | +++ | ++ | − | −− | + | +++ | − |
| Hemicellulose | − | +++ | −− | −−− | + | −− | ++ |
| Lignin | −−− | −− | +++ | +++ | − | − | ++ |
| Pectin | − | −−− | ++ | +++ | − | +++ | −−− |
| Wax | − | ++ | −− | − | − | −−− | + |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Camargo, M.M.; Adefrs Taye, E.; Roether, J.A.; Tilahun Redda, D.; Boccaccini, A.R. A Review on Natural Fiber-Reinforced Geopolymer and Cement-Based Composites. Materials 2020, 13, 4603. https://doi.org/10.3390/ma13204603
Camargo MM, Adefrs Taye E, Roether JA, Tilahun Redda D, Boccaccini AR. A Review on Natural Fiber-Reinforced Geopolymer and Cement-Based Composites. Materials. 2020; 13(20):4603. https://doi.org/10.3390/ma13204603
Chicago/Turabian StyleCamargo, Marfa Molano, Eyerusalem Adefrs Taye, Judith A. Roether, Daniel Tilahun Redda, and Aldo R. Boccaccini. 2020. "A Review on Natural Fiber-Reinforced Geopolymer and Cement-Based Composites" Materials 13, no. 20: 4603. https://doi.org/10.3390/ma13204603
APA StyleCamargo, M. M., Adefrs Taye, E., Roether, J. A., Tilahun Redda, D., & Boccaccini, A. R. (2020). A Review on Natural Fiber-Reinforced Geopolymer and Cement-Based Composites. Materials, 13(20), 4603. https://doi.org/10.3390/ma13204603