Surface Structured Polymer Blend Fibers and Their Application in Fiber Reinforced Composite






Abstract
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Experiments
2.1. Materials
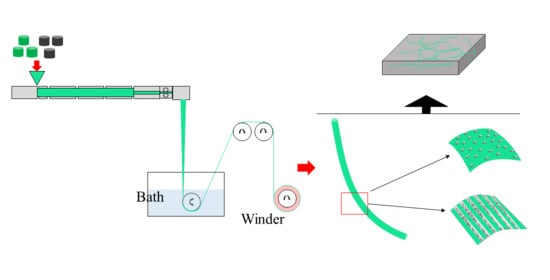
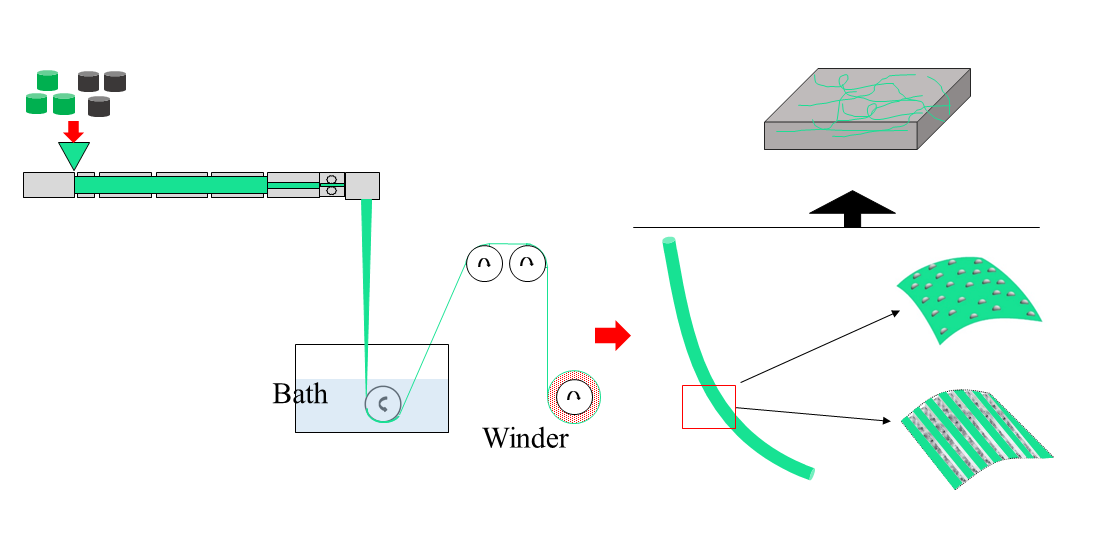
2.2. Sample Preparation
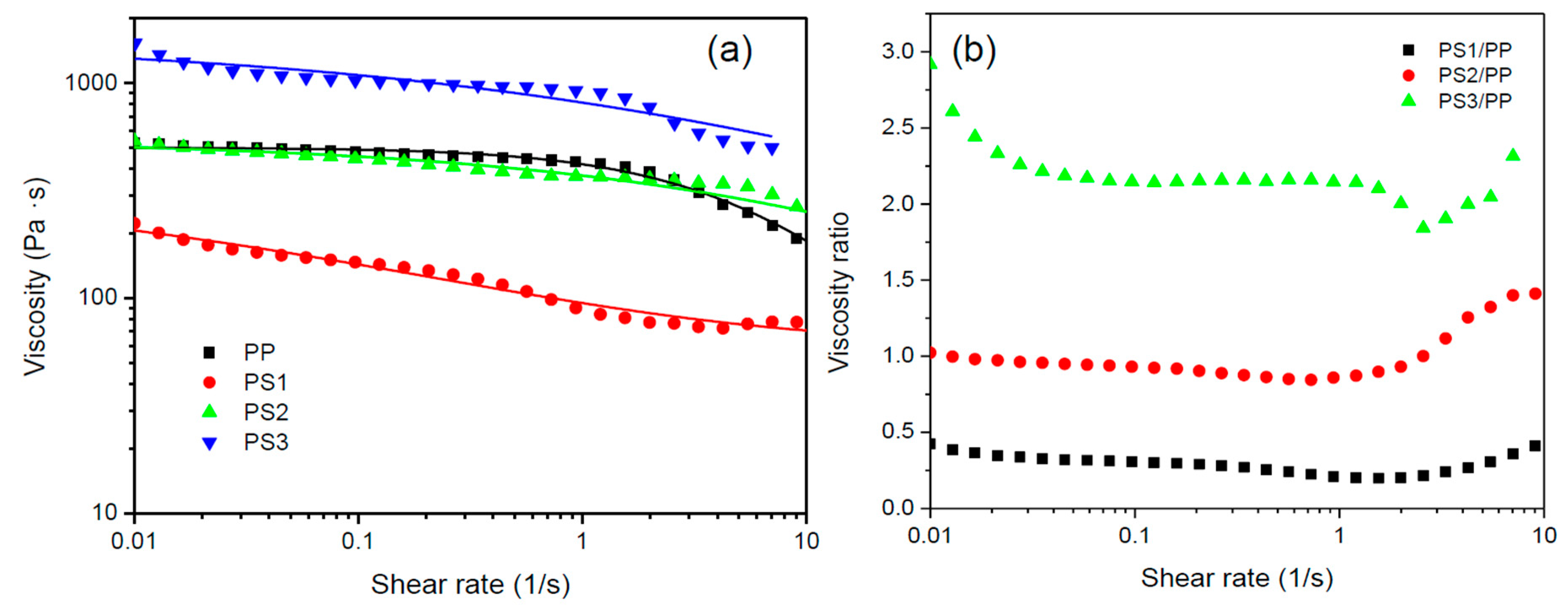
2.3. Rheological Measurements
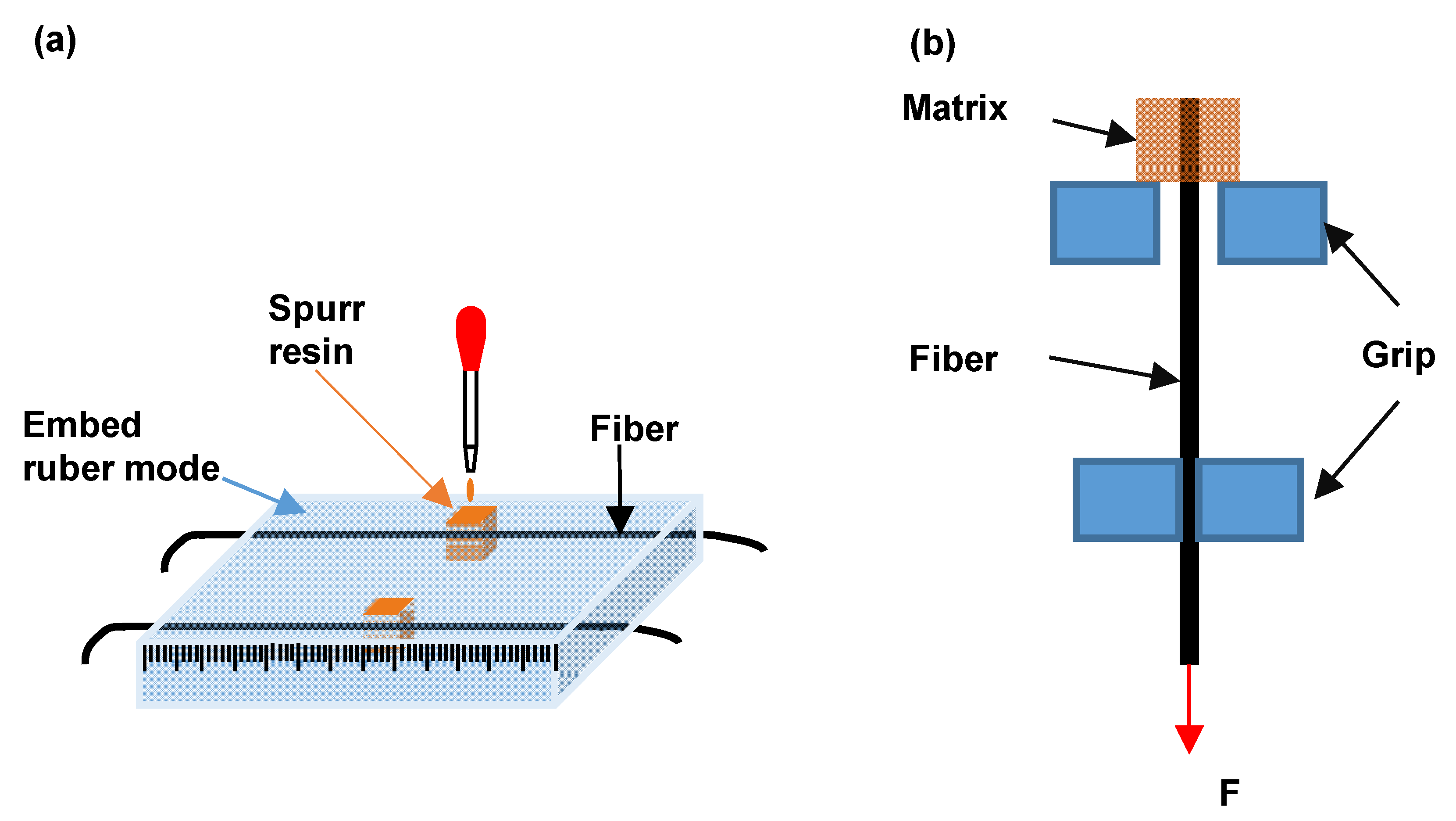
2.4. Mechanical Properties Analysis
2.5. Morphology Characterization
3. Results and Discussion
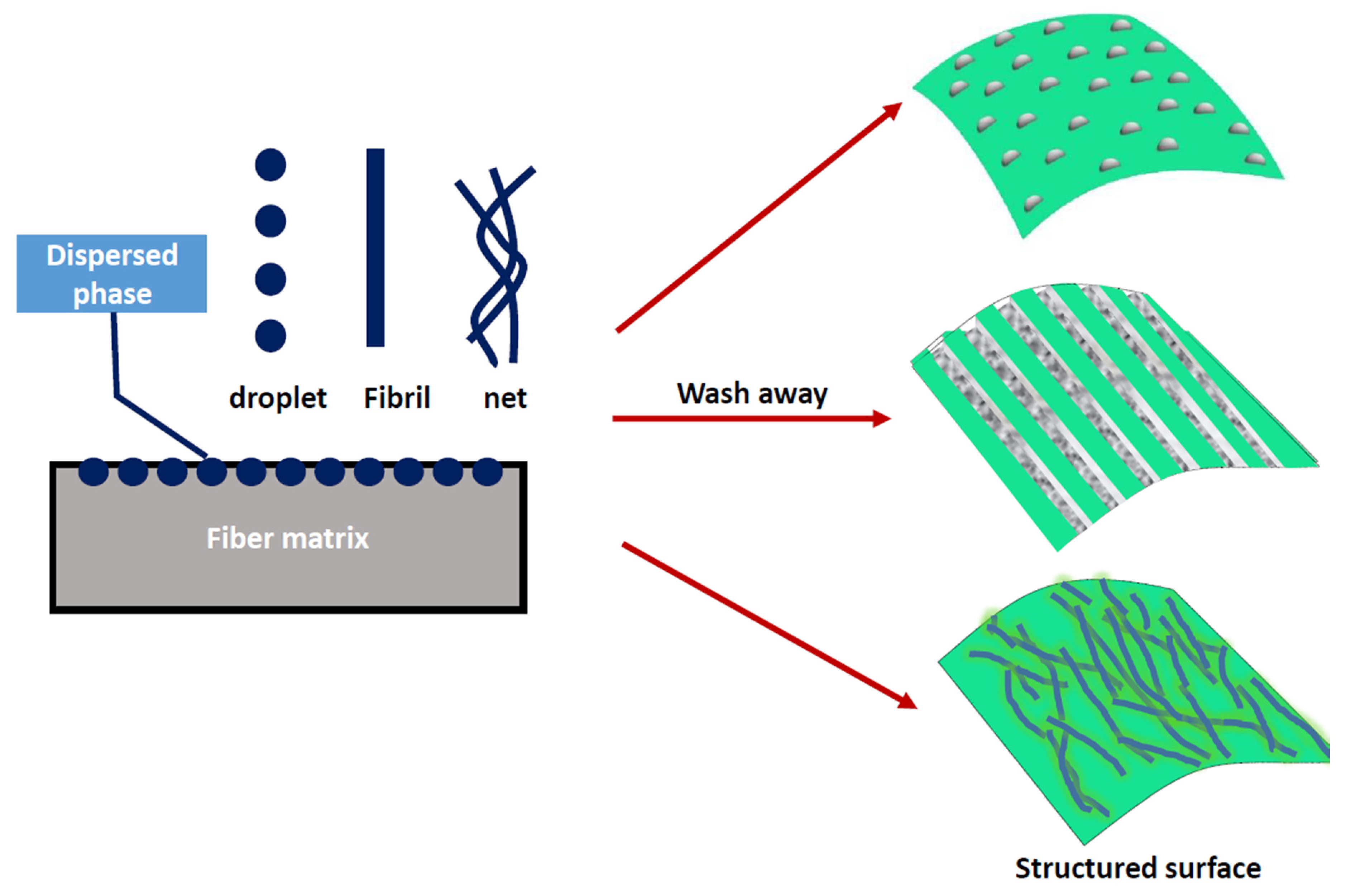
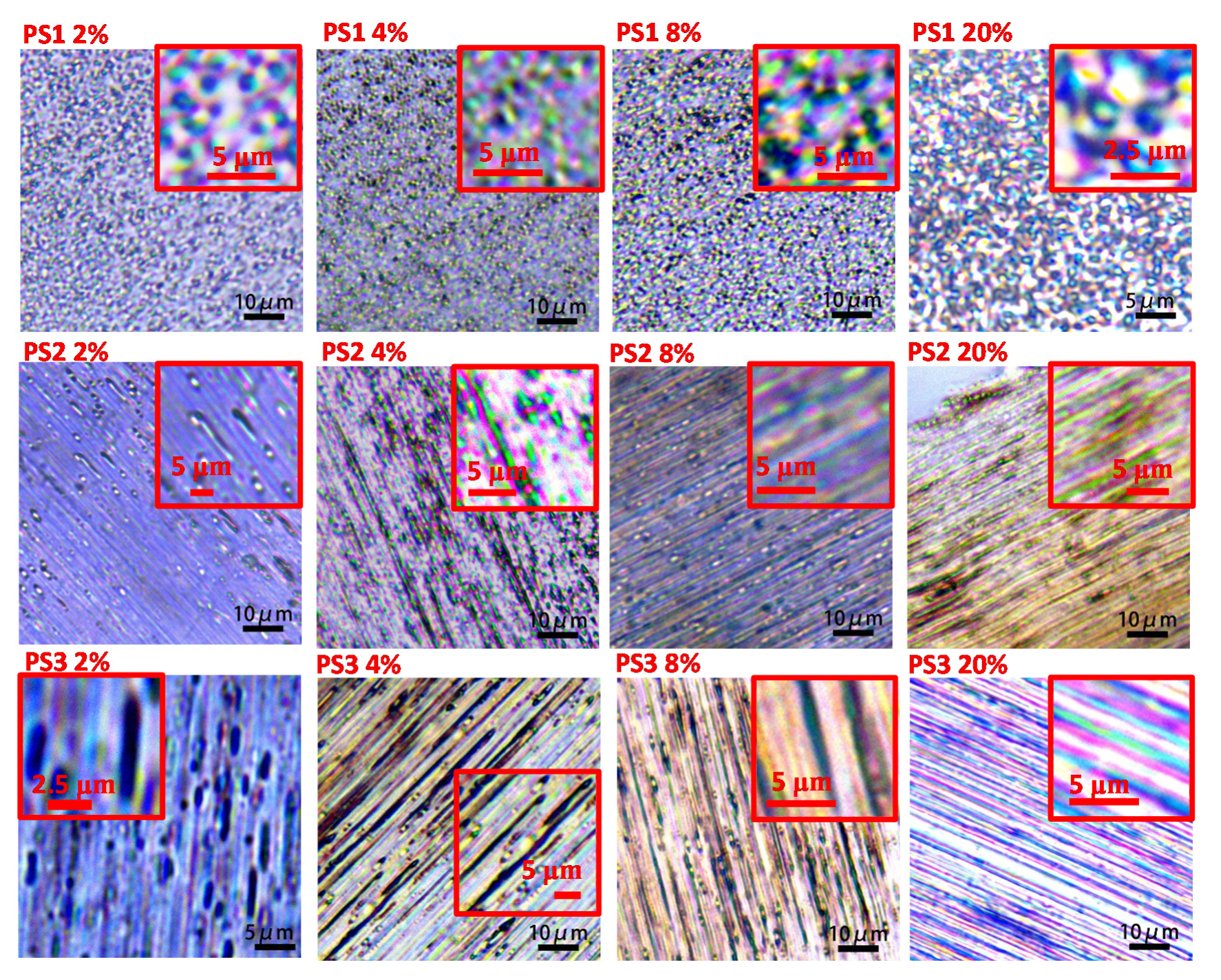
3.1. Surface Morphology of Fiber
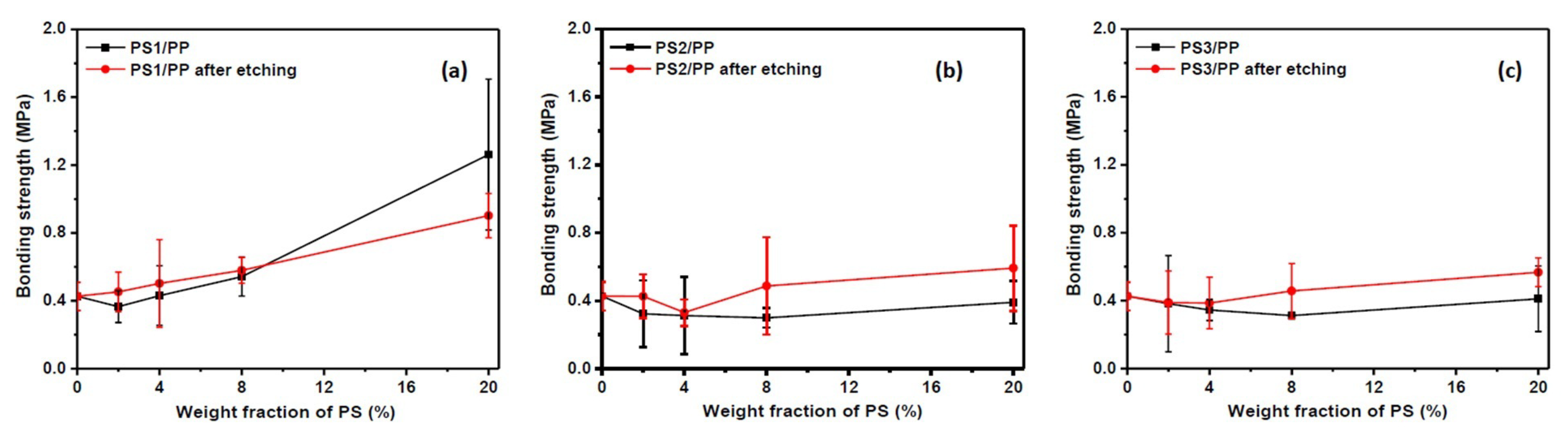
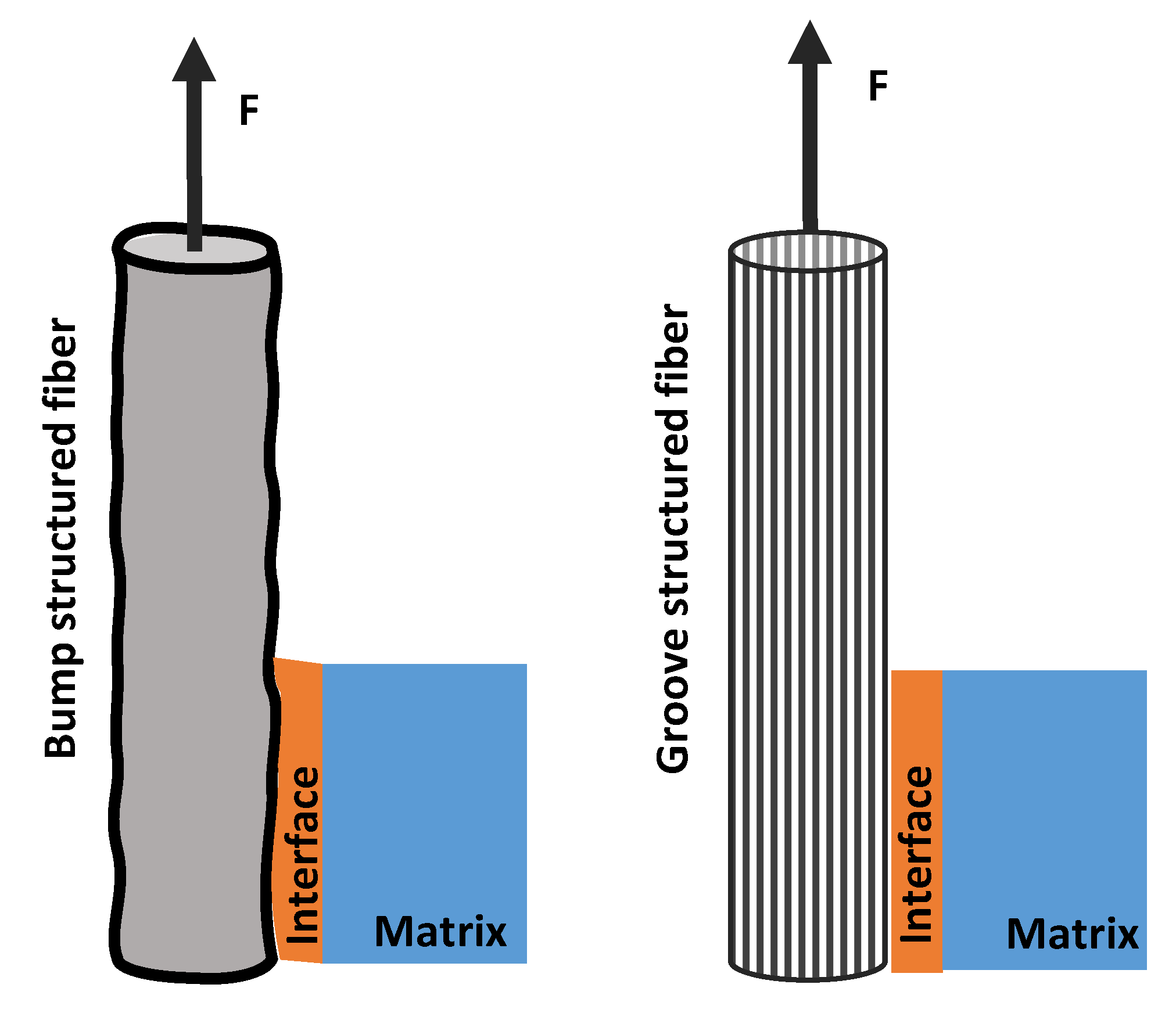
3.2. Interfacial Bonding between Fiber and Resin
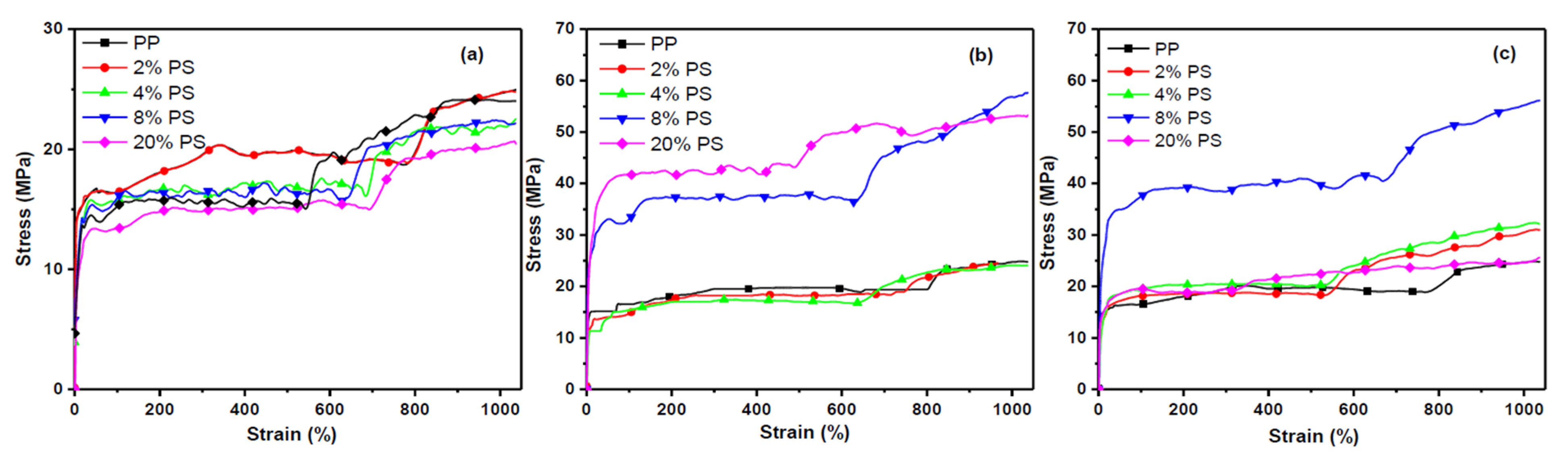
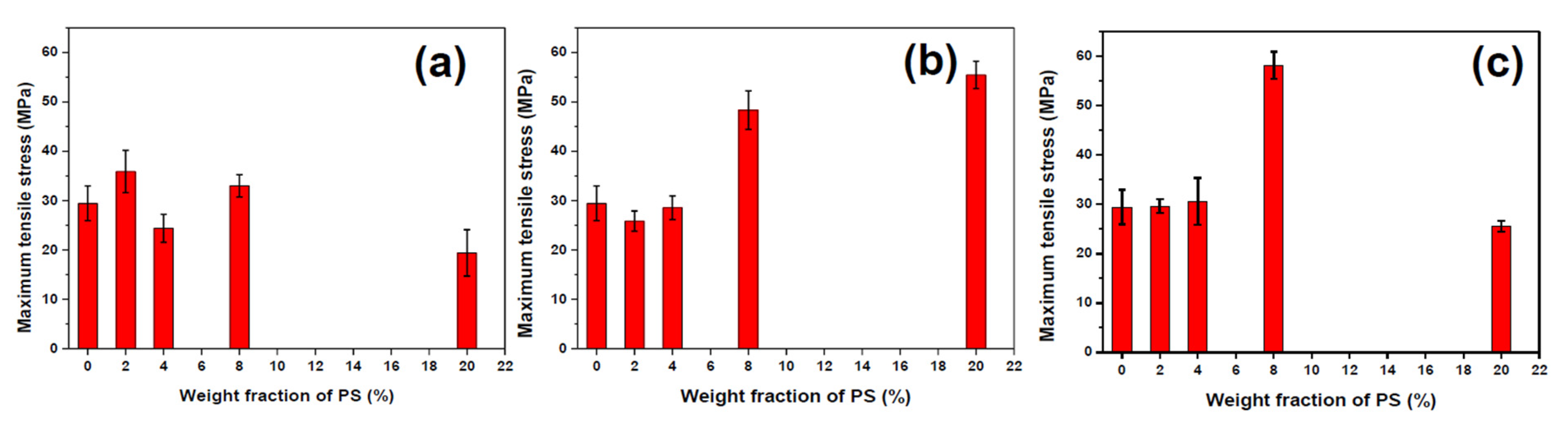
3.3. Bulk Structures and Mechanical Properties of Polymer-Blend Fibers
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zheng, Z.; Feldman, D. Synthetic fibre-reinforced concrete. Prog. Polym. Sci. 1995, 20, 185–210. [Google Scholar] [CrossRef]
- Ríos, J.D.; Cifuentes, H.; Leiva, C.; García, C.; Alba, M. Behavior of High-Strength Polypropylene Fiber-Reinforced Self-Compacting Concrete Exposed to High Temperatures. J. Mater. Civ. Eng. 2018, 30, 04018271. [Google Scholar] [CrossRef]
- Noushini, A.; Hastings, M.; Castel, A.; Aslani, F. Mechanical and flexural performance of synthetic fibre reinforced geopolymer concrete. Constr. Build. Mater. 2018, 186, 454–475. [Google Scholar] [CrossRef]
- Ozdogan, E.; Gulumser, T.; Demir, A. Surface modification of fibers and sizing operations. In Fiber Technology for Fiber-Reinforced Composites; Seydibeyoğlu, M.Ö., Mohanty, A.K., Misra, M., Eds.; Woodhead Publisher: Cambridge, UK, 2017; pp. 81–98. [Google Scholar]
- Feng, G.; Wang, X.; Zhang, D.; Cao, H.; Qian, K.; Xiao, X. A comparative study on mechanical properties of surface modified polypropylene (PP) fabric reinforced concrete composites. Constr. Build. Mater. 2017, 157, 372–381. [Google Scholar] [CrossRef]
- Zhang, C.; Gopalaratnam, V.; Yasuda, H.K. Plasma treatment of polymeric fibers for improved performance in cement matrices. J. Appl. Polym. Sci. 2000, 76, 1985–1996. [Google Scholar] [CrossRef]
- Denes, F.; Feldman, D.; Hua, Z.; Zheng, Z.; Young, R. Cementitious-matrix composites from SiCl4-plasma-activated polypropylene fibres. J. Adhes. Sci. Technol. 1996, 10, 61–77. [Google Scholar] [CrossRef]
- Felekoğlu, B.; Tosun, K.; Baradan, B. A comparative study on the flexural performance of plasma treated polypropylene fiber reinforced cementitious composites. J. Mater. Process. Technol. 2009, 209, 5133–5144. [Google Scholar] [CrossRef]
- Lopez-Buendia, A.; Romero-Sánchez, M.D.; Climent, V.; Guillem, C. Surface treated polypropylene (PP) fibres for reinforced concrete. Cem. Concr. Res. 2013, 54, 29–35. [Google Scholar] [CrossRef]
- Adeniyi, A.G.; Onifade, D.V.; Ighalo, J.O.; Adeoye, S. A review of coir fiber reinforced polymer composites. Compos. Part B Eng. 2019, 176, 107305. [Google Scholar] [CrossRef]
- Lv, J.; Cheng, Z.; Wu, H.; He, T.; Qin, J.; Liu, X. In-situ polymerization and covalent modification on aramid fiber surface via direct fluorination for interfacial enhancement. Compos. Part B Eng. 2020, 182, 107608. [Google Scholar] [CrossRef]
- Silva, E.A.; Coelho, J.; Bordado, J.; Bordado, J.C. Hybrid polyethylene/polypropylene blended fiber-reinforced cement composite. J. Compos. Mater. 2012, 47, 3131–3141. [Google Scholar] [CrossRef]
- Silva, E.A.; Coelho, J.F.J.; Bordado, J.C. Strength improvement of mortar composites reinforced with newly hybrid-blended fibres: Influence of fibres geometry and morphology. Constr. Build. Mater. 2013, 40, 473–480. [Google Scholar] [CrossRef]
- Pan, D.; Hufenus, R.; Qin, Z.; Chen, L.; Gooneie, A. Tuning gradient microstructures in immiscible polymer blends by viscosity ratio. J. Appl. Polym. Sci. 2019, 136, 48165. [Google Scholar] [CrossRef]
- Pan, D.; Hufenus, R.; Qin, Z.; Chen, L.; Gooneie, A. Tailored Gradient Morphologies and Anisotropic Surface Patterns in Polymer Blends. Macromol. Mater. Eng. 2018, 304, 1800601. [Google Scholar] [CrossRef]
- Pan, D.; Chen, L.; He, H.; Deng, K.; Qin, Z. Deformation of dispersed polystyrene droplets in immiscible polypropylene/polystyrene blend fibers under uniaxial elongational flow. Fibers Polym. 2016, 17, 1343–1351. [Google Scholar] [CrossRef]
- Yan, X.; Cayla, A.; Salaün, F.; Devaux, E.; Liu, P.; Huang, T. A green method to fabricate porous polypropylene fibers: Development toward textile products and mechanical evaluation. Text. Res. J. 2019, 90, 547–560. [Google Scholar] [CrossRef]
- Golova, L.; Makarov, I.; Vinogradov, M.I.; Kuznetsova, L.K.; Kulichikhin, V.G. Morphological Features and Rheological Properties of Combined Cellulose and Polyacrylonitrile Solutions in N-Methylmorpholine-N-oxide. Polym. Sci. Ser. A 2018, 60, 796–804. [Google Scholar] [CrossRef]
- Shi, Z.H.; Utracki, L.A. Development of polymer blend morphology during compounding in a twin-screw extruder. Part II: Theoretical derivations. Polym. Eng. Sci. 1992, 32, 1834–1845. [Google Scholar] [CrossRef]
- Macosko, C.W. Morphology development and control in immiscible polymer blends. Macromol. Symp. 2000, 149, 171–184. [Google Scholar] [CrossRef]
- Janssen, J.M.H.; Meijer, H.E.H. Emulsions: The Dynamics of Liquid–Liquid Mixing. In Materials Science and Technology; Wiley-VCH Verlag GmbH & Co. KGaA: Eindhoven, The Netherlands, 2006; Volume 18, pp. 113–188. [Google Scholar]
- Rezanova, V.G.; Pridatchenko, Y.V.; Tsebrenko, M.V. Mathematical Description of Deformation of a Dispersed Phase Polymer in Flow of Melts of Polymer Blends. Fibre Chem. 2003, 35, 468–474. [Google Scholar] [CrossRef]
- Rezanova, V.G.; Pridatchenko, Y.V.; Tsebrenko, M.V. Mathematical model of strain of droplets of a dispersed-phase polymer in flow of molten polymer blends. J. Eng. Phys. Thermophys. 2005, 78, 975–982. [Google Scholar] [CrossRef]
- Tavanaie, M.A.; Shoushtari, A.M.; Goharpey, F.; Mojtahedi, M.R. Matrix-fibril morphology development of polypropylene/poly(butylenes terephthalate) blend fibers at different zones of melt spinning process and its relation to mechanical properties. Fibers Polym. 2013, 14, 396–404. [Google Scholar] [CrossRef]
- Wu, K.; Yu, J.; Yang, J.; Chen, S.; Wang, X.; Zhang, Y.; Wang, H. Properties and phase morphology of cellulose/aromatic polysulfonamide alloy fibers regulated by the viscosity ratio of solution. Cellulose 2017, 25, 903–914. [Google Scholar] [CrossRef]
- Cailloux, J.; Abt, T.; Garcia-Masabet, V.; Santana, O.; Sanchez-Soto, M.; Carrasco, F.; Maspoch, M.L. Effect of the viscosity ratio on the PLA/PA10.10 bioblends morphology and mechanical properties. Express Polym. Lett. 2018, 12, 569–582. [Google Scholar] [CrossRef]
- Kuvaeva, E.P.; Tsebrenko, M.V.; Rezanova, N.M. Phenomenon of specific fiber formation in polypropylene/copolyamide mixtures containing polyethyleneglycol. J. Eng. Phys. Thermophys. 2005, 78, 954–957. [Google Scholar] [CrossRef]
- Kuvaeva, E.P.; Tsebrenko, M.V.; Rezanova, N.M. Specific Fibre Formation in Flow of Melts of Polypropylene/Copolyamide Blends in the Phase Change Region. Fibre Chem. 2005, 37, 261–265. [Google Scholar] [CrossRef]
- Tsebrenko, M.V.; Rezanova, N.M.; Tsebrenko, I.A. Ultrathin Polypropylene Fibres from Polymer Blend Melts. Fibre Chem. 2002, 34, 263–270. [Google Scholar] [CrossRef]
- Pakravan, H.R.; Memarian, F.; Jamshidi, M. Macro-polyolefin fiber pull-out behaviour from HPC matrix: Evaluation of type of surface treatment. Eur. J. Environ. Civ. Eng. 2018, 24, 1522–1532. [Google Scholar] [CrossRef]
- Du, Z.; Xing, R.; Cao, X.; Yu, X.; Han, Y. Symmetric and uniform coalescence of ink-jetting printed polyfluorene ink drops by controlling the droplet spacing distance and ink surface tension/viscosity ratio. Polymers 2017, 115, 45–51. [Google Scholar] [CrossRef]
- Utracki, L.A.; Shi, Z.H. Development of polymer blend morphology during compounding in a twin-screw extruder. Part I: Droplet dispersion and coalescence—A review. Polym. Eng. Sci. 1992, 32, 1824–1833. [Google Scholar] [CrossRef]
- Taylor, G.I. The viscosity of a fluid containing small drops of another fluid. Proc. R. Soc. London. Ser. A Math. Phys. Sci. 1932, 138, 41–48. [Google Scholar] [CrossRef]
- Grace, H.P. Dispersion phenomena in high viscosity immiscible fluid systems and application of static mixers as dispersion devices in such systems. Chem. Eng. Commun. 1982, 14, 225–277. [Google Scholar] [CrossRef]
- Pan, Z.; Zhu, M.; Chen, Y.; Chen, L.; Wu, W.; Yu, C.; Xu, Z.; Cheng, L. The variation of fibrils’ number in the sea-island fiber -low density polyethylene/polyamide 6-. Fibers Polym. 2010, 11, 494–499. [Google Scholar] [CrossRef]
- Ayad, E.; Cayla, A.; Rault, F.; Gonthier, A.; Campagne, C.; Devaux, E. Effect of Viscosity Ratio of Two Immiscible Polymers on Morphology in Bicomponent Melt Spinning Fibers. Adv. Polym. Technol. 2016, 37, 1134–1141. [Google Scholar] [CrossRef]
- Bärwinkel, S.; Seidel, A.; Hobeika, S.; Hufen, R.; Mörl, M.; Altstädt, V. Morphology Formation in PC/ABS Blends during Thermal Processing and the Effect of the Viscosity Ratio of Blend Partners. Materials 2016, 9, 659. [Google Scholar] [CrossRef]
- Wang, L.; Feng, L.-F.; Gu, X.-P.; Zhang, C.-L. Influences of the Viscosity Ratio and Processing Conditions on the Formation of Highly Oriented Ribbons in Polymer Blends by Tape Extrusion. Ind. Eng. Chem. Res. 2015, 54, 11080–11086. [Google Scholar] [CrossRef]
- Ardakani, F.; Jahani, Y.; Morshedian, J. The impact of viscoelastic behavior and viscosity ratio on the phase behavior and morphology of polypropylene/polybutene-1 blends. J. Vinyl Addit. Technol. 2014, 21, 94–101. [Google Scholar] [CrossRef]
- Osswald, T.; Rudolph, N. Polymer Rheology: Fundamentals and Applications; Hanser: Munich, Germany, 2014; pp. 59–99. [Google Scholar]
- Gupta, K.; Chokshi, P.; Stepanyan, R. Die-swell effect in draw resonance of polymeric spin-line. J. Non-Newtonian Fluid Mech. 2016, 230, 1–11. [Google Scholar] [CrossRef]
- Widjojo, N.; Chung, T.-S.; Arifin, D.Y.; Weber, M.; Warzelhan, V.; Chung, T.-S. Elimination of die swell and instability in hollow fiber spinning process of hyperbranched polyethersulfone (HPES) via novel spinneret designs and precise spinning conditions. Chem. Eng. J. 2010, 163, 143–153. [Google Scholar] [CrossRef]
- Yang, J.; White, J.L.; Jiang, Q. Phase morphology development in a low interfacial tension immiscible polyolefin blend during die extrusion and melt spinning. Polym. Eng. Sci. 2010, 50, 1969–1977. [Google Scholar] [CrossRef]
- Liu, W.; Gao, Y.; Liu, X.; Qiu, Y.; Xu, F. Tensile and interfacial properties of dry-jet wet-spun and wet-spun polyacrylonitrile-based carbon fibers at cryogenic condition. J. Eng. Fibers Fabr. 2019, 14, 155892501983516. [Google Scholar] [CrossRef]
- Megelski, S.; Stephens, J.S.; Chase, A.D.B.; Rabolt, J.F. Micro- and Nanostructured Surface Morphology on Electrospun Polymer Fibers. Macromolecules 2002, 35, 8456–8466. [Google Scholar] [CrossRef]
- Nguyen--Dang, T.; De Luca, A.C.; Yan, W.; Qu, Y.; Page, A.G.; Volpi, M.; Das Gupta, T.; Lacour, S.P.; Sorin, F. Controlled Sub-Micrometer Hierarchical Textures Engineered in Polymeric Fibers and Microchannels via Thermal Drawing. Adv. Funct. Mater. 2017, 27, 1605935. [Google Scholar] [CrossRef]
- Khudiyev, T.; Tobail, O.; Bayindir, M. Tailoring self-organized nanostructured morphologies in kilometer-long polymer fiber. Sci. Rep. 2014, 4, 4864. [Google Scholar] [CrossRef]
- Tran, N.H.A.; Brünig, H.; Der Landwehr, M.A.; Heinrich, G. Controlling micro- and nanofibrillar morphology of polymer blends in low-speed melt spinning process. Part III: Fibrillation mechanism of PLA/PVA blends along the spinline. J. Appl. Polym. Sci. 2016, 133, 44259. [Google Scholar] [CrossRef]
- Shabahang, S.; Tao, G.; Kaufman, J.J.; Qiao, Y.; Wei, L.; Bouchenot, T.; Gordon, A.P.; Fink, Y.; Bai, Y.; Hoy, R.S.; et al. Controlled fragmentation of multimaterial fibres and films via polymer cold-drawing. Nature 2016, 534, 529–533. [Google Scholar] [CrossRef]
- Kwon, D.-J.; Kim, J.-H.; Kim, Y.-J.; Kim, J.-J.; Park, S.-M.; Kwon, I.-J.; Shin, P.-S.; Devries, L.K.; Park, J.-M. Comparison of interfacial adhesion of hybrid materials of aluminum/carbon fiber reinforced epoxy composites with different surface roughness. Compos. Part B Eng. 2019, 170, 11–18. [Google Scholar] [CrossRef]
- Soroudi, A.; Skrifvars, M. The influence of matrix viscosity on properties of polypropylene/polyaniline composite fibers-Rheological, electrical, and mechanical characteristics. J. Appl. Polym. Sci. 2010, 119, 2800–2807. [Google Scholar] [CrossRef]
- Song, C.; Isayev, A.I. LCP droplet deformation in fiber spinning of self-reinforced composites. Polymer 2001, 42, 2611–2619. [Google Scholar] [CrossRef]
- Ma, J.; Feng, Y.X.; Xu, J.; Xiong, M.L.; Zhu, Y.J.; Zhang, L.Q. Effects of compatibilizing agent and in situ fibril on the morphology, interface and mechanical properties of EPDM/nylon copolymer blends. Polymers 2002, 43, 937–945. [Google Scholar] [CrossRef]
- Mi, D.; Wang, Y.; Kuzmanovic, M.; Delva, L.; Jiang, Y.; Cardon, L.; Zhang, J.; Ragaert, K. Effects of Phase Morphology on Mechanical Properties: Oriented/Unoriented PP Crystal Combination with Spherical/Microfibrillar PET Phase. Polymers 2019, 11, 248. [Google Scholar] [CrossRef] [PubMed]
- Tavanaie, M.A.; Shoushtari, A.M.; Goharpey, F. Polypropylene/poly (butylene terephthalate) melt spun alloy fibers dyeable with carrier-free exhaust dyeing as an environmentally friendlier process. J. Clean. Prod. 2010, 18, 1866–1871. [Google Scholar] [CrossRef]











© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pan, D.; Liu, S.; Wang, L.; Sun, J.; Chen, L.; Sun, B. Surface Structured Polymer Blend Fibers and Their Application in Fiber Reinforced Composite. Materials 2020, 13, 4279. https://doi.org/10.3390/ma13194279
Pan D, Liu S, Wang L, Sun J, Chen L, Sun B. Surface Structured Polymer Blend Fibers and Their Application in Fiber Reinforced Composite. Materials. 2020; 13(19):4279. https://doi.org/10.3390/ma13194279
Chicago/Turabian StylePan, Dan, Siqi Liu, Licheng Wang, Junfen Sun, Long Chen, and Baozhong Sun. 2020. "Surface Structured Polymer Blend Fibers and Their Application in Fiber Reinforced Composite" Materials 13, no. 19: 4279. https://doi.org/10.3390/ma13194279
APA StylePan, D., Liu, S., Wang, L., Sun, J., Chen, L., & Sun, B. (2020). Surface Structured Polymer Blend Fibers and Their Application in Fiber Reinforced Composite. Materials, 13(19), 4279. https://doi.org/10.3390/ma13194279