Laser Powder-Bed Fusion as an Alloy Development Tool: Parameter Selection for In-Situ Alloying Using Elemental Powders

 ,
,  , and
, and 
Abstract
1. Introduction
2. Materials and Methods
2.1. LPBF Experiments
2.2. Characterization Techniques
2.3. Analytical Melt Pool Modelling
3. Results
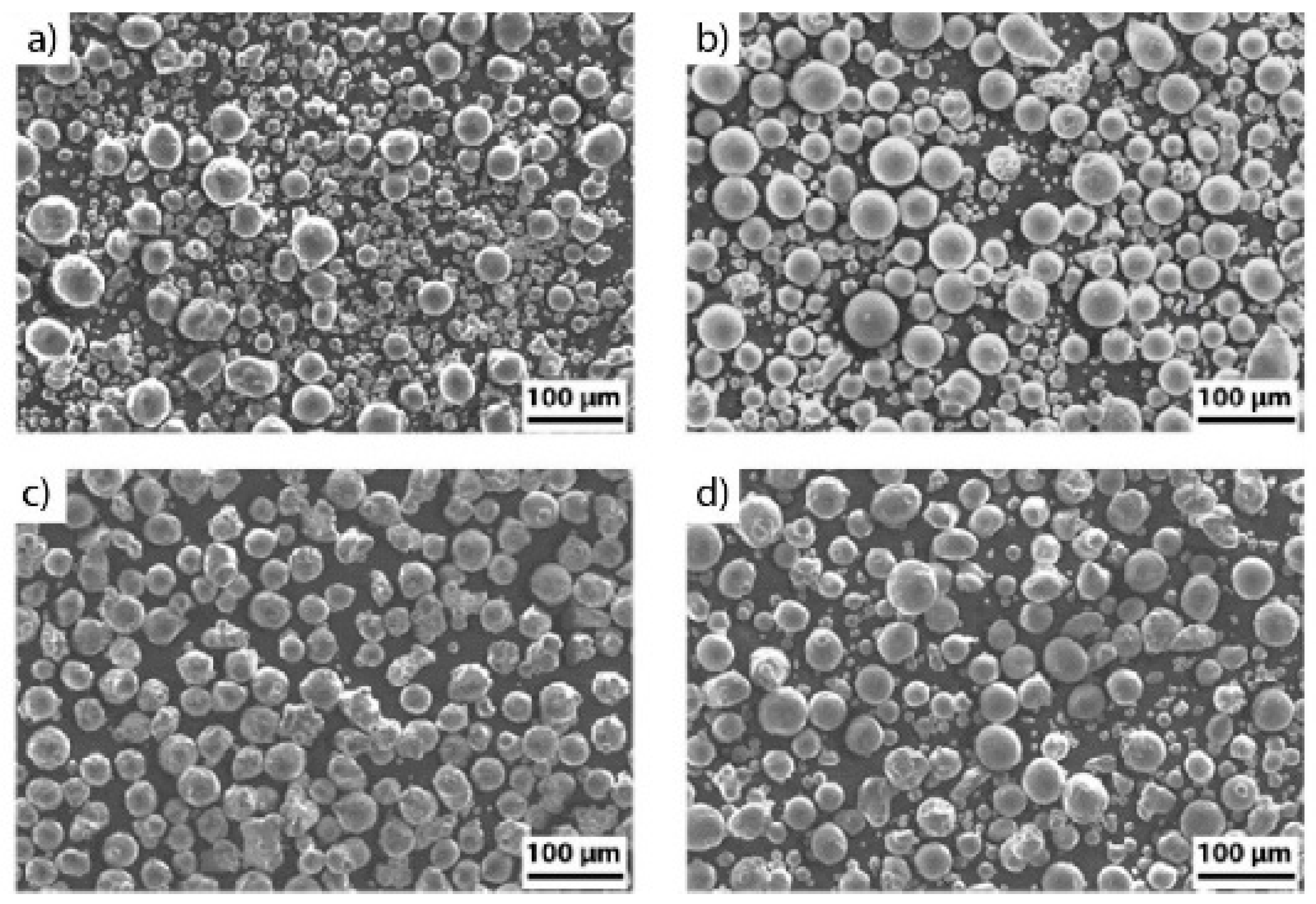
3.1. Powder Morphology and Chemistry
3.2. Relative Density
3.3. Chemical Inhomogeneity in As-Produced Samples
4. Discussion
5. Conclusions
- Dense and chemically homogeneous AISI 304 L steel samples were obtained from in-situ alloying of elemental powders mixtures after process parameter optimization.
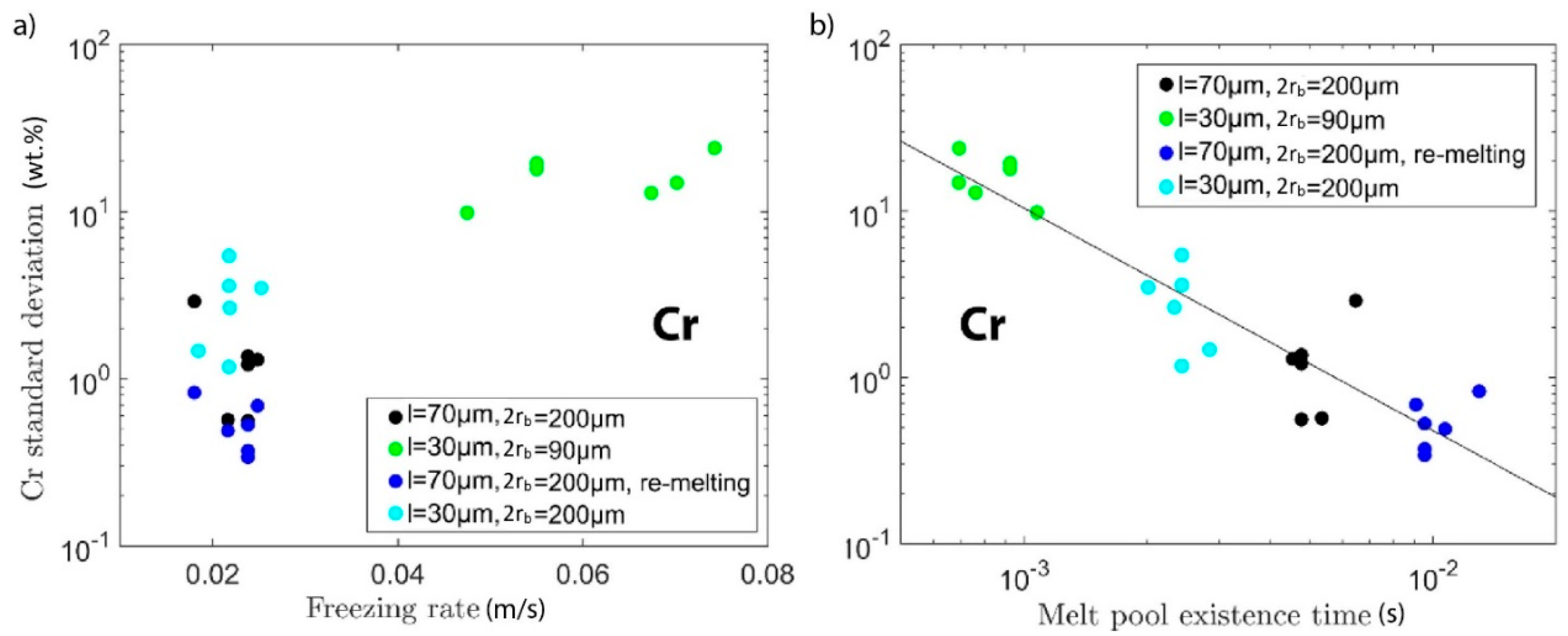
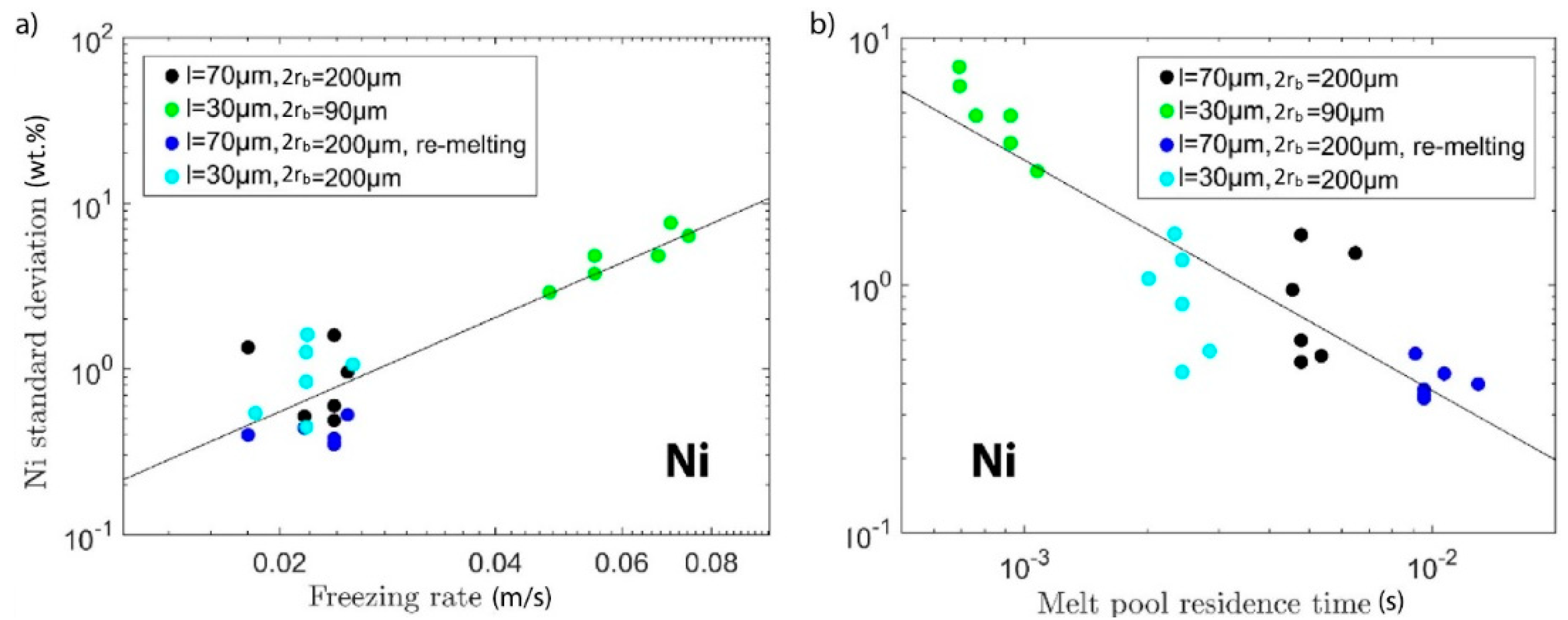
- The comparison of our analytic, temperature-field based melt pool size modelling with experimental results (SEM-EDS) suggests that the most important factor to enhance the chemical homogeneity of LPBF-produced samples is the residence time in the liquid state. This can be achieved by parameter combinations leading to a large melt pool, or by repeated melting of material, or both.
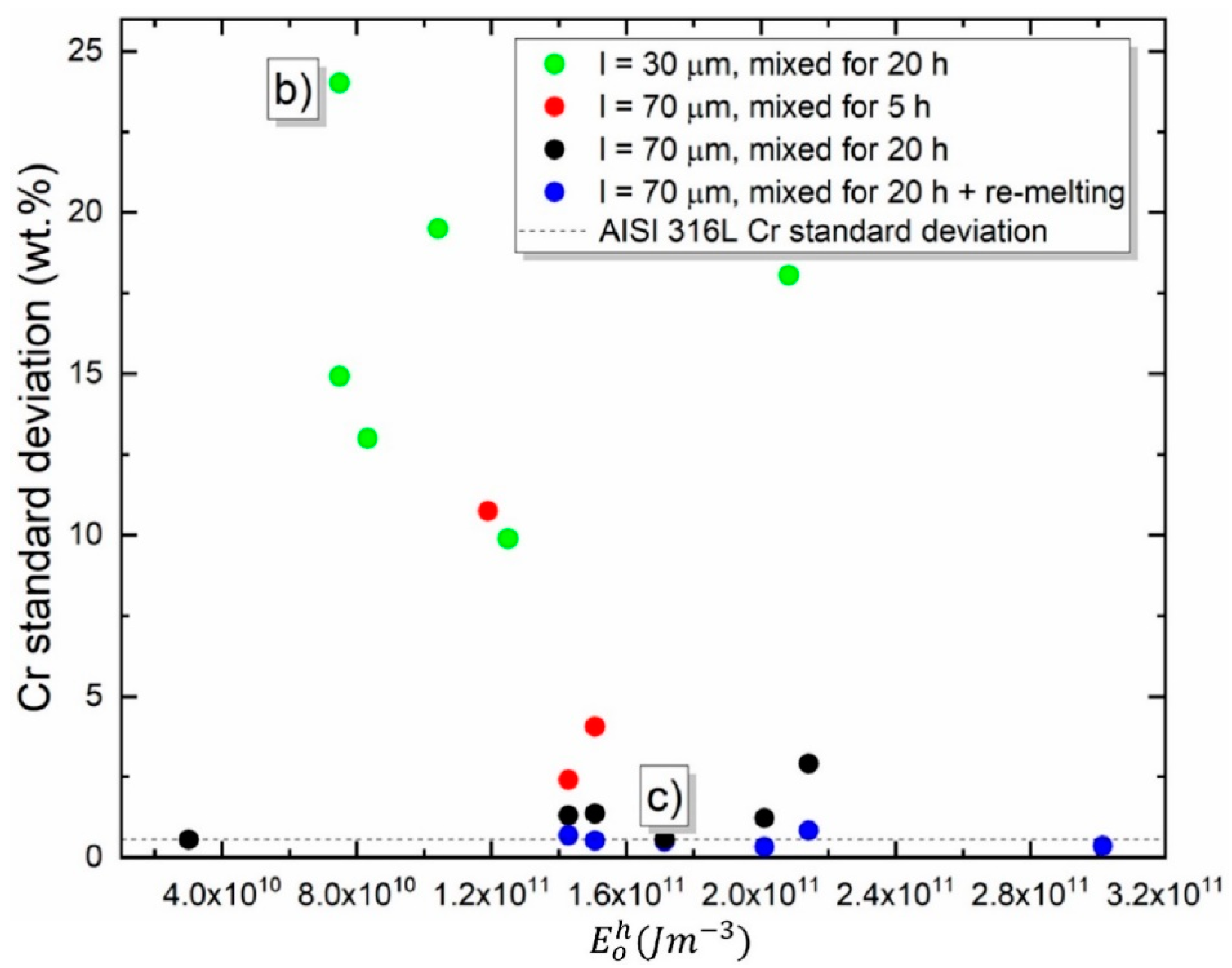
- Increasing both layer thickness (and at the same time the beam diameter) and mixing time leads to better chemical homogeneity, and therefore, to a higher austenite volume fraction.
- Ensuring homogeneous powder mixture is also an important precondition to achieving chemical homogeneity.
- Understanding which process parameters allow using elemental mixtures instead of pre-alloyed powders enables the use of the LPBF process in the future for rapid alloy development purposes without the need for homogenizing post-heat treatments.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A


References
- Gu, D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies; Springer: New York, NY, USA, 2015. [Google Scholar]
- DebRoy, T.; Wei, H.; Zuback, J.; Mukherjee, T.; Elmer, J.; Milewski, J.; Beese, A.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M.; Ramirez, D.A.; Martinez, E.; Hernandez, J.; Amato, K.N.; Shindo, P.W.; Medina, F.R.; Wicker, R.B. Metal fabrication by additive manufacturing using laser and electron beam melting technologies. J. Mater. Sci. Technol. 2012, 28, 1–14. [Google Scholar] [CrossRef]
- Ly, S.; Rubenchik, A.M.; Khairallah, S.A.; Guss, G.; Matthews, M.J. Metal vapor micro-jet controls material redistribution in laser powder bed fusion additive manufacturing. Sci. Rep. 2017, 7, 1–12. [Google Scholar] [CrossRef] [PubMed]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A. Mesoscopic simulation model of selective laser melting of stainless steel powder. J. Mater. Process. Technol. 2014, 214, 2627–2636. [Google Scholar] [CrossRef]
- Zhao, C.; Fezzaa, K.; Cunningham, R.W.; Wen, H.; De Carlo, F.; Chen, L.; Rollett, A.D.; Sun, T. Real-time monitoring of laser powder bed fusion process using high-speed X-ray imaging and diffraction. Sci. Rep. 2017, 7, 3602. [Google Scholar] [CrossRef]
- Gusarov, A.V.; Yadroitsev, I.; Bertrand, P.; Smurov, I. Model of Radiation and Heat Transfer in Laser-Powder Interaction Zone at Selective Laser Melting. J. Heat Transf. 2009, 131, 072101. [Google Scholar] [CrossRef]
- Gusarov, A.V.; Kruth, J.P. Modelling of radiation transfer in metallic powders at laser treatment. Int. J. Heat Mass Transf. 2005, 48, 3423–3434. [Google Scholar] [CrossRef]
- Heeling, T.; Cloots, M.; Wegener, K. Melt pool simulation for the evaluation of process parameters in selective laser melting. Addit. Manuf. 2017, 14, 116–125. [Google Scholar] [CrossRef]
- Spierings, A.B.; Levy, G. Comparison of density of stainless steel 316L parts produced with selective laser melting using different powder grades. In Proceedings of the 20th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 3–5 August 2009; Inspire AG: Austin, TX, USA, 2009; pp. 342–353. [Google Scholar]
- Franz, H.; Plöchl, L.; Schimansky, F.-P. Recent Advances of Titanium Alloy Powder Production by Ceramic-free Inert Gas Atomization. In Proceedings of the 24th Annual International Titanium Associaction Conference Titatnium 2008, Las Vesgas, NV, USA, 21–24 September 2008. [Google Scholar]
- Kürnsteiner, P.; Wilms, M.B.; Weisheit, A.; Barriobero-Vila, P.; Jägle, E.A.; Raabe, D. Massive nanoprecipitation in an Fe-19Ni-x Al maraging steel triggered by the intrinsic heat treatment during laser metal deposition. Acta Mater. 2017, 129, 52–60. [Google Scholar] [CrossRef]
- Shah, K.; Haq, I.U.; Khan, A.; Shah, S.A.; Khan, M.; Pinkerton, A.J. Parametric study of development of Inconel-steel functionally graded materials by laser direct metal deposition. Mater. Des. 2014, 54, 531–538. [Google Scholar] [CrossRef]
- Kies, F.; Wilms, M.B.; Pirch, N.; Pradeep, K.G.; Schleifenbaum, J.H.; Haase, C. Defect formation and prevention in directed energy deposition of high-manganese steels and the effect on mechanical properties. Mater. Sci. Eng. A 2020, 772, 138688. [Google Scholar] [CrossRef]
- Kamath, C.; El-dasher, B.; Gallegos, G.F.; King, W.E.; Sisto, A. Density of additively-manufactured, 316L SS parts using laser powder-bed fusion at powers up to 400 W. Int. J. Adv. Manuf. Technol. 2014, 74, 65–78. [Google Scholar] [CrossRef]
- Gu, D.; Meiners, W. Microstructure characteristics and formation mechanisms of in situ WC cemented carbide based hardmetals prepared by Selective Laser Melting. Mater. Sci. Eng. A 2010, 527, 7585–7592. [Google Scholar] [CrossRef]
- Gu, D.; Hagedorn, Y.C.; Meiners, W.; Wissenbach, K.; Poprawe, R. Selective Laser Melting of in-situ TiC/Ti5Si3 composites with novel reinforcement architecture and elevated performance. Surf. Coat. Technol. 2011, 205, 3285–3292. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.-P.; Van Humbeeck, J. Microstructure and mechanical properties of a novel β titanium metallic composite by selective laser melting. Acta Mater. 2014, 68, 150–158. [Google Scholar] [CrossRef]
- Wang, J.C.; Liu, Y.J.; Qin, P.; Liang, S.X.; Sercombe, T.B.; Zhang, L.C. Selective laser melting of Ti–35Nb composite from elemental powder mixture: Microstructure, mechanical behavior and corrosion behavior. Mater. Sci. Eng. A 2019, 760, 214–224. [Google Scholar] [CrossRef]
- Lemke, J.N.; Casati, R.; Lecis, N.; Andrianopoli, C.; Varone, A.; Montanari, R.; Vedani, M. Design of Wear-Resistant Austenitic Steels for Selective Laser Melting. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2018, 49, 962–971. [Google Scholar] [CrossRef]
- Grigoriev, A.; Polozov, I.; Sufiiarov, V.; Popovich, A. In-situ synthesis of Ti2AlNb-based intermetallic alloy by selective laser melting. J. Alloys Compd. 2017, 704, 434–442. [Google Scholar] [CrossRef]
- Sing, S.L.; Yeong, W.Y.; Wiria, F.E. Selective laser melting of titanium alloy with 50 wt % tantalum: Microstructure and mechanical properties. J. Alloys Compd. 2016, 660, 461–470. [Google Scholar] [CrossRef]
- Yin, G.Q.; Kang, X.; Zhao, G.P. Fatigue properties of the ultra-high strength steel TM210A. Materials 2017, 10, 1057. [Google Scholar] [CrossRef] [PubMed]
- Sun, K.; Peng, W.; Yang, L.; Fang, L. Effect of SLM Processing Parameters on Microstructures and Mechanical Properties of Al0.5CoCrFeNi High Entropy Alloys. Metals 2020, 10, 292. [Google Scholar] [CrossRef]
- Polozov, I.; Borisov, E.; Popovich, V. Effect of selective laser melting process parameters and heat treatment on microstructure and properties of titanium alloys produced from elemental powders. Key Eng. Mater. 2019, 822, 549–555. [Google Scholar] [CrossRef]
- Nagase, T.; Hori, T.; Todai, M.; Sun, S.-H.; Nakano, T. Additive manufacturing of dense components in beta-titanium alloys with crystallographic texture from a mixture of pure metallic element powders. Mater. Des. 2019, 173, 107771. [Google Scholar] [CrossRef]
- Roberts, C.E.; Bourell, D.; Watt, T.; Cohen, J. A novel processing approach for additive manufacturing of commercial aluminum alloys. Phys. Procedia 2016, 83, 909–917. [Google Scholar] [CrossRef]
- Kang, N.; Coddet, P.; Dembinski, L.; Liao, H.; Coddet, C. Microstructure and strength analysis of eutectic Al-Si alloy in-situ manufactured using selective laser melting from elemental powder mixture. J. Alloys Compd. 2017, 691, 316–322. [Google Scholar] [CrossRef]
- Strauss, J.T.; Stucky, M.J. Laser additive manufacturing processing of a mixture of iron and nickel powders. In Proceedings of the 27th Solid Freeform Fabrication Symposium, Austin, TX, USA, 8–10 August 2016. [Google Scholar]
- Karg, M.C.H.; Rasch, M.; Schmidt, K.; Spitzer, S.A.E.; Karsten, T.F.; Schlaug, D.; Biaciu, C.-R.; Gorunov, A.I.; Schmidt, M. Laser Alloying Advantages by Dry Coating Metallic Powder Mixtures with SiOx Nanoparticles. Nanomaterials 2018, 8, 862. [Google Scholar] [CrossRef]
- Wang, Z.; Beese, A.M. Effect of chemistry on martensitic phase transformation kinetics and resulting properties of additively manufactured stainless steel. Acta Mater. 2017, 131, 410–422. [Google Scholar] [CrossRef]
- Dzogbewu, T.C.; Yadroitsev, I.; Krakhmalev, P.; Yadroitsava, I.; Plessis, A.d. Optimal process parameters for in situ alloyed ti15mo structures by laser powder bed fusion. In Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 7–9 August 2017. [Google Scholar]
- Xue, Y.; Pascu, A.; Horstemeyer, M.F.; Wang, L.; Wang, P.T. Microporosity effects on cyclic plasticity and fatigue of LENSTM-processed steel. Acta Mater. 2010, 58, 4029–4038. [Google Scholar] [CrossRef]
- Sun, Z.; Tan, X.; Tor, S.B.; Yeong, W.Y. Selective laser melting of stainless steel 316L with low porosity and high build rates. Mater. Des. 2017, 126, 359. [Google Scholar] [CrossRef]
- Ziółkowski, G.; Chlebus, E.; Szymczyk, P.; Kurzac, J. Application of X-ray CT method for discontinuity and porosity detection in 316L stainless steel parts produced with SLM technology. Arch. Civ. Mech. Eng. 2014, 14, 608–614. [Google Scholar] [CrossRef]
- Carlton, H.D.; Haboub, A.; Gallegos, G.F.; Parkinson, D.Y.; MacDowell, A.A. Damage evolution and failure mechanisms in additively manufactured stainless steel. Mater. Sci. Eng. A 2016, 651, 406–414. [Google Scholar] [CrossRef]
- Scipioni Bertoli, U.; Wolfer, A.J.; Matthews, M.J.; Delplanque, J.P.R.; Schoenung, J.M. On the limitations of Volumetric Energy Density as a design parameter for Selective Laser Melting. Mater. Des. 2017, 113, 331–340. [Google Scholar] [CrossRef]
- Bajaj, P.; Wright, J.; Todd, I.; Jägle, E.A. Predictive process parameter selection for Selective Laser Melting Manufacturing: Applications to high thermal conductivity alloys. Addit. Manuf. 2018. [Google Scholar] [CrossRef]
- Spierings, A.B.; Schneider, M.; Eggenberger, R. Comparison of density measurement techniques for additive manufactured metallic parts. Rapid Prototyp. J. 2011, 17, 380–386. [Google Scholar] [CrossRef]
- Ashby, M.F.; Easterling, K.E. The transformation hardening of steel surfaces by laser beams-i. hypo-eutectoid steels. Acta Met. 1948, 32. [Google Scholar] [CrossRef]
- Rosenthal, D. The Theory of Moving Sources of Heat and Its Application to Metal Treatments. Trans. ASME 1946, 43, 849–866. [Google Scholar]
- Wang, Z.; Palmer, T.A.; Beese, A.M. Effect of processing parameters on microstructure and tensile properties of austenitic stainless steel 304L made by directed energy deposition additive manufacturing. Acta Mater. 2016, 110, 226–235. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N.; Thompson, S.M.; Seely, D.W. Effects of process time interval and heat treatment on the mechanical and microstructural properties of direct laser deposited 316L stainless steel. Mater. Sci. Eng. A 2015, 644, 171–183. [Google Scholar] [CrossRef]
- Ziętala, M.; Durejko, T.; Polański, M.; Kunce, I.; Płociński, T.; Zieliński, W.; Łazińska, M.; Stępniowski, W.; Czujko, T.; Kurzydłowski, K.J.; et al. The microstructure, mechanical properties and corrosion resistance of 316L stainless steel fabricated using laser engineered net shaping. Mater. Sci. Eng. A 2016, 677, 1–10. [Google Scholar] [CrossRef]
- Jerrard, P.G.E.; Hao, L.; Evans, K.E. Experimental investigation into selective laser melting of austenitic and martensitic stainless steel powder mixtures. Proc. Inst. Mech. Eng. Part B 2009, 223. [Google Scholar] [CrossRef]
- Abd-Elghany, K.; Bourell, D.L. Property evaluation of 304L stainless steel fabricated by selective laser melting. Rapid Prototyp. J. 2012, 18, 420–428. [Google Scholar] [CrossRef]
- Niendorf, T.; Leuders, S.; Riemer, A.; Richard, H.A.; Tröster, T.; Schwarze, D. Highly Anisotropic Steel Processed by Selective Laser Melting. Metall. Mater. Trans. B 2013, 44, 794–796. [Google Scholar] [CrossRef]
- Yu, H.; Yang, J.; Yin, J.; Wang, Z.; Zeng, X. Comparison on mechanical anisotropies of selective laser melted Ti-6Al-4V alloy and 304 stainless steel. Mater. Sci. Eng. A 2017, 695, 92–100. [Google Scholar] [CrossRef]
- Riemer, A.; Leuders, S.; Thöne, M.; Richard, H.A.; Tröster, T.; Niendorf, T. On the fatigue crack growth behavior in 316L stainless steel manufactured by selective laser melting. Eng. Fract. Mech. 2014, 120, 15–25. [Google Scholar] [CrossRef]
- Karg, M.C.H.; Munk, A.; Ahuja, B.; Backer, M.V.; Schmitt, J.P.; Stengel, C.; Kuryntsev, S.V.; Schmidt, M. Expanding particle size distribution and morphology of aluminium-silicon powders for Laser Beam Melting by dry coating with silica nanoparticles. J. Mater. Process. Technol. 2019, 264, 155–171. [Google Scholar] [CrossRef]
- Wang, W.; Zheng, Y.; Yao, J.; Zhang, M. Effects of the particle size variety of metal oxide on the absorption property of long-wavelength infrared laser. Adv. Mater. Res. 2012, 418–420, 536–539. [Google Scholar] [CrossRef]
- Zhang, J.; Gu, D.; Yang, Y.; Zhang, H.; Chen, H.; Dai, D.; Lin, K. Influence of Particle Size on Laser Absorption and Scanning Track Formation Mechanisms of Pure Tungsten Powder During Selective Laser Melting. Engineering 2019, 5, 736–745. [Google Scholar] [CrossRef]
- Yang, Y.; Gu, D.; Dai, D.; Ma, C. Laser energy absorption behavior of powder particles using ray tracing method during selective laser melting additive manufacturing of aluminum alloy. Mater. Des. 2018, 143, 12–19. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| (W) | (m/s) | (μm) | (μm) | (μm) | ||
|---|---|---|---|---|---|---|
| = 70 µm and mixed for 5 h | ||||||
| 360 | 0.3 | 70 | 120 | 200 | 8.57 × 1010 | 1.43 × 1011 |
| 300 | 0.3 | 70 | 120 | 200 | 7.14 × 1010 | 1.19 × 1011 |
| 380 | 0.3 | 70 | 120 | 200 | 9.05 × 1010 | 1.51 × 1011 |
| = 70 µm and mixed for 20 h | ||||||
| 360 | 0.3 | 70 | 120 | 200 | 8.57 × 1010 | 1.43 × 1011 |
| 380 | 0.3 | 70 | 60 | 200 | 9.05 × 1010 | 3.02 × 1010 |
| 380 | 0.3 | 70 | 120 | 200 | 9.05 × 1010 | 1.51 × 1011 |
| 360 | 0.25 | 70 | 120 | 200 | 1.03 × 1011 | 1.71 × 1011 |
| 360 | 0.2 | 70 | 120 | 200 | 1.29 × 1011 | 2.14 × 1011 |
| 380 | 0.3 | 70 | 90 | 200 | 9.05 × 1010 | 2.01 × 1011 |
| = 30 µm and mixed for 20 h | ||||||
| 360 | 2 | 30 | 80 | 90 | 6.67 × 1010 | 7.50 × 1010 |
| 180 | 1 | 30 | 80 | 90 | 6.67 × 1010 | 7.50 × 1010 |
| 300 | 1.5 | 30 | 80 | 90 | 7.41 × 1010 | 8.33 × 1010 |
| 300 | 1 | 30 | 80 | 90 | 1.11 × 1011 | 1.25 × 1011 |
| 250 | 1 | 30 | 80 | 90 | 9.26 × 1010 | 1.04 × 1011 |
| 250 | 1 | 30 | 40 | 90 | 9.26 × 1010 | 2.08 × 1011 |
| = 70 µm and mixed for 20 h with re-melting | ||||||
| 360 | 0.3 | 70 | 120 | 200 | 8.57 × 1010 | 1.43 × 1011 |
| 380 | 0.3 | 70 | 60 | 200 | 9.05 × 1010 | 3.02 × 1010 |
| 380 | 0.3 | 70 | 120 | 200 | 9.05 × 1010 | 1.51 × 1011 |
| 360 | 0.25 | 70 | 120 | 200 | 1.03 × 1011 | 1.71 × 1011 |
| 360 | 0.2 | 70 | 120 | 200 | 1.29 × 1011 | 2.14 × 1011 |
| 380 | 0.3 | 70 | 90 | 200 | 9.05 × 1010 | 2.01 × 1011 |
| Further experiments= 30 µm,= 200 µm | ||||||
| 200 | 0.3 | 30 | 120 | 200 | 1.11 × 1011 | 1.85 × 1011 |
| 200 | 0.25 | 30 | 120 | 200 | 1.33 × 1011 | 2.22 × 1011 |
| 200 | 0.2 | 30 | 120 | 200 | 1.67 × 1011 | 2.78 × 1011 |
| 300 | 0.3 | 30 | 120 | 200 | 1.67 × 1011 | 2.78 × 1011 |
| 300 | 0.25 | 30 | 120 | 200 | 2.00 × 1011 | 3.33 × 1011 |
| 300 | 0.2 | 30 | 120 | 200 | 2.50 × 1011 | 4.17 × 1011 |
| Sample (Bulk or Powder) | Fe | Cr | Ni | Mn | Si | C | Al |
|---|---|---|---|---|---|---|---|
| Fe powder | 99.8 | 0.03 | 0.02 | 0.01 | 0.004 | 0.01 | - |
| Cr powder | 0.12 | 99.8 | - | - | 0.03 | 0.0037 | 0.01 |
| Ni powder | <0.01 | - | 99.8 | - | - | 0.05 | - |
| AISI 304 L (ASTM A240) | Bal. | 18–20 | 8–12 | <2 | <0.75 | <0.03 | - |
| LPBF-produced part after in-situ mixing | Bal. | 17.1 | 11.8 | - | - | - | - |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shoji Aota, L.; Bajaj, P.; Zschommler Sandim, H.R.; Aimé Jägle, E. Laser Powder-Bed Fusion as an Alloy Development Tool: Parameter Selection for In-Situ Alloying Using Elemental Powders. Materials 2020, 13, 3922. https://doi.org/10.3390/ma13183922
Shoji Aota L, Bajaj P, Zschommler Sandim HR, Aimé Jägle E. Laser Powder-Bed Fusion as an Alloy Development Tool: Parameter Selection for In-Situ Alloying Using Elemental Powders. Materials. 2020; 13(18):3922. https://doi.org/10.3390/ma13183922
Chicago/Turabian StyleShoji Aota, Leonardo, Priyanshu Bajaj, Hugo Ricardo Zschommler Sandim, and Eric Aimé Jägle. 2020. "Laser Powder-Bed Fusion as an Alloy Development Tool: Parameter Selection for In-Situ Alloying Using Elemental Powders" Materials 13, no. 18: 3922. https://doi.org/10.3390/ma13183922
APA StyleShoji Aota, L., Bajaj, P., Zschommler Sandim, H. R., & Aimé Jägle, E. (2020). Laser Powder-Bed Fusion as an Alloy Development Tool: Parameter Selection for In-Situ Alloying Using Elemental Powders. Materials, 13(18), 3922. https://doi.org/10.3390/ma13183922