Comparison of Different Heat Treatment Processes of Selective Laser Melted 316L Steel Based on Analysis of Mechanical Properties

 ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  and
and
Abstract
1. Introduction
2. Experimental
2.1. Material
2.2. Manufacturing Process
- “S_01”—
- the main SLM device fabrication parameters based on 316L steel.
- “S_17”—
- group of parameters which were recorded when the highest porosity was observed during the manufacturing process with the lowest energy density from all groups. In addition, the lowest microhardness was observed in samples fabricated using this group of parameters.
- “S_30”—
2.3. Research Methodology Description
2.4. Microstructural Analysis
2.5. Residual Stress Measurements
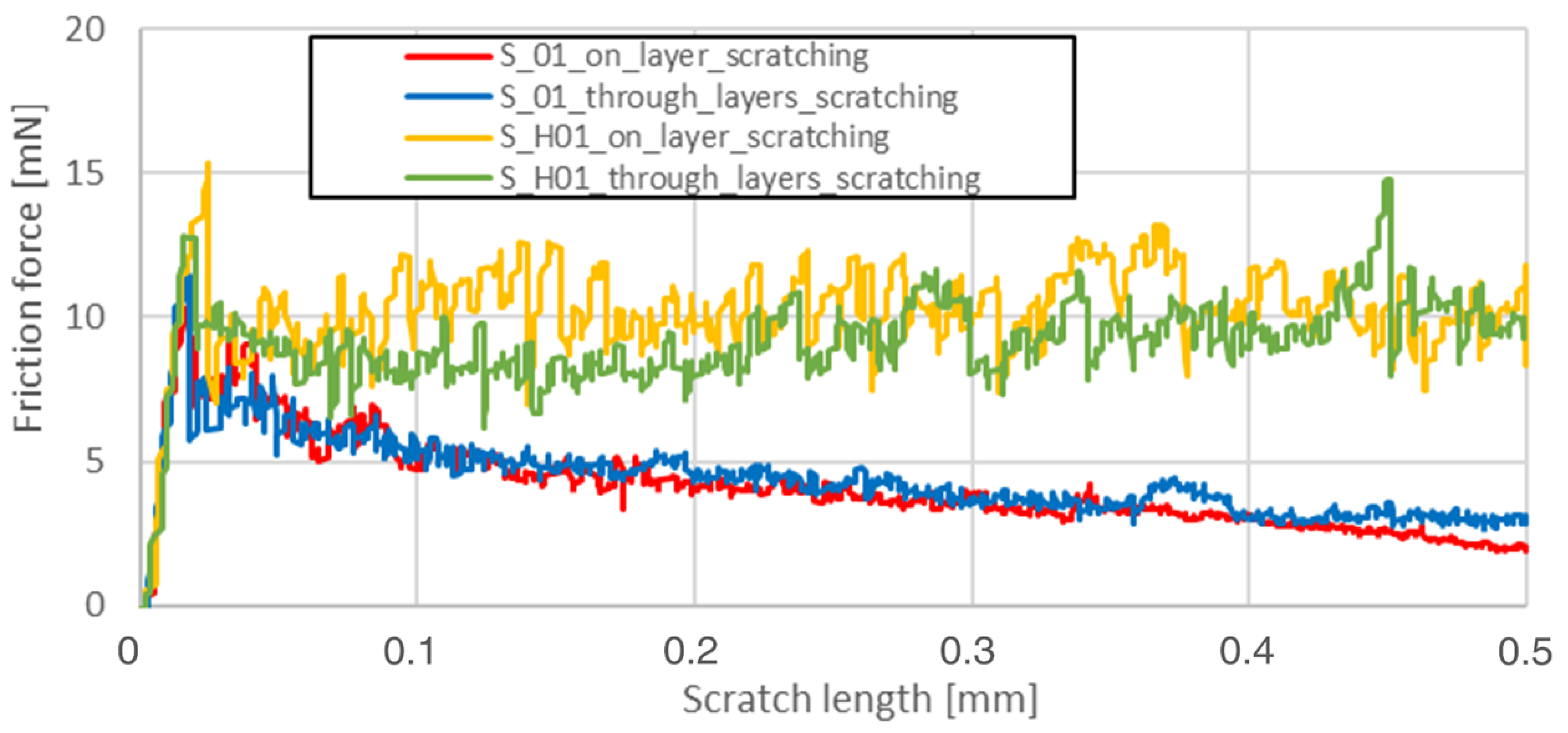
2.6. Friction Force and Sclerometric Hardness Measurement
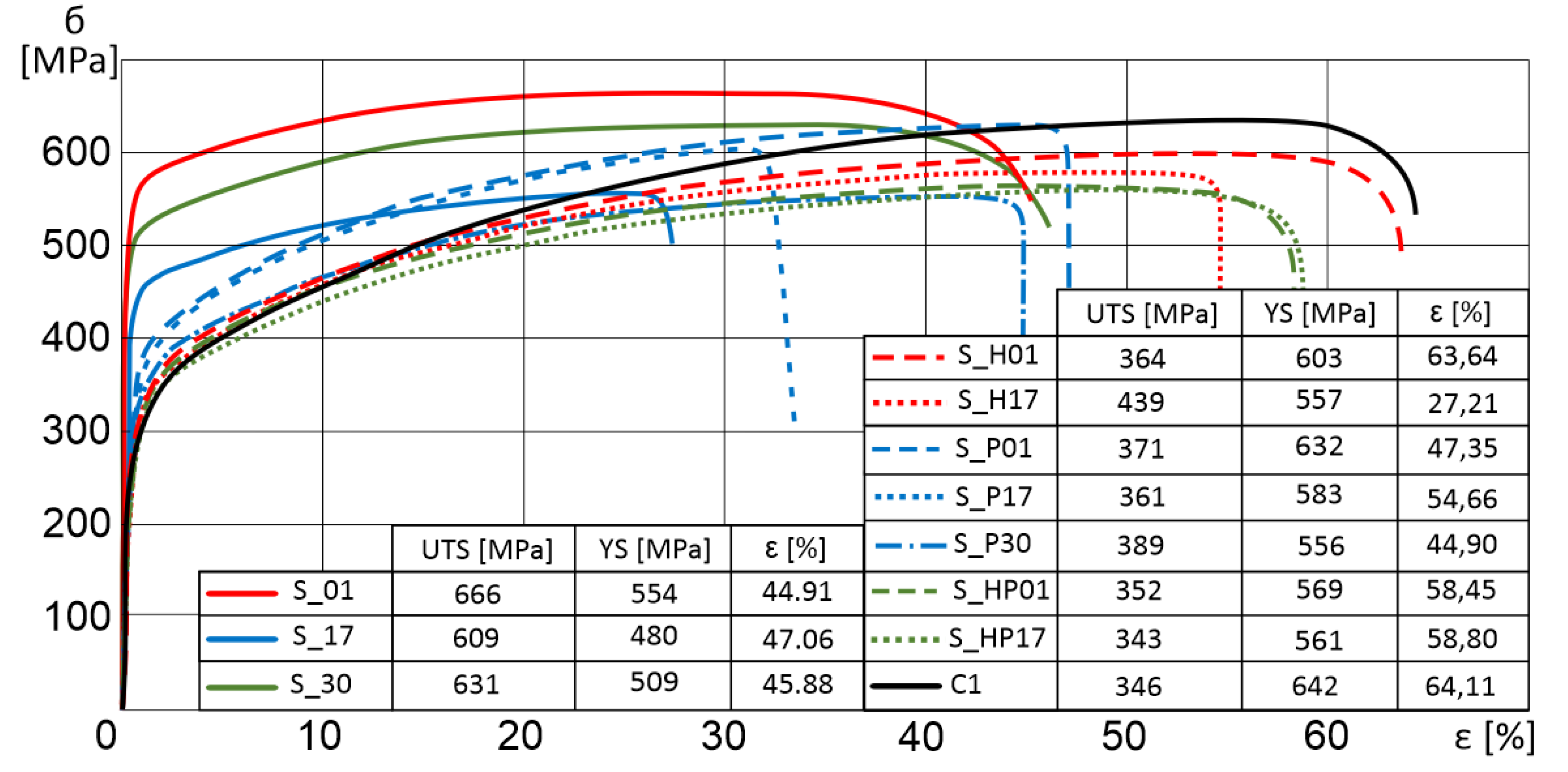
2.7. Tensile Strength and DIC Deformation Measurements
3. Results and Discussion
4. Conclusions
- (1)
- HIP treatment significantly reduced porosity in samples manufactured using lower energy density (with high initial value of porosity in as-build samples). Using that kind of treatment in dense parts have similar effect as standard heat treatment in furnace without using additional pressure. Using HIP treatment resulted on complete removal of layered structure characterized by visible molten pools boundaries. Slow cooling affect grain size increase which was resulted on higher elongation and decreased UTS of tested samples.
- (2)
- All SLM-processed samples are characterized by compressive residual stresses, where the highest values (σ1 = −142 MPa and σ2 = −151 MPa) were registered in the “S_17” samples (manufactured using the lowest value of energy density) which was the most porous series from all tested. The lowest compressive residual stresses values (σ1 = −44 MPa and σ2 = −95 MPa) were registered in “S_30” samples (manufactured using the highest value of energy density).
- (3)
- Additional heat treatment (HIP and precipitation annealing) caused an increase in residual stress in the material. After HIP 30–40 percent increase was registered, subjecting HIPped samples additional precipitation annealing caused further residual stresses increasing also about 30–40 percent regarding state after HIP.
- (4)
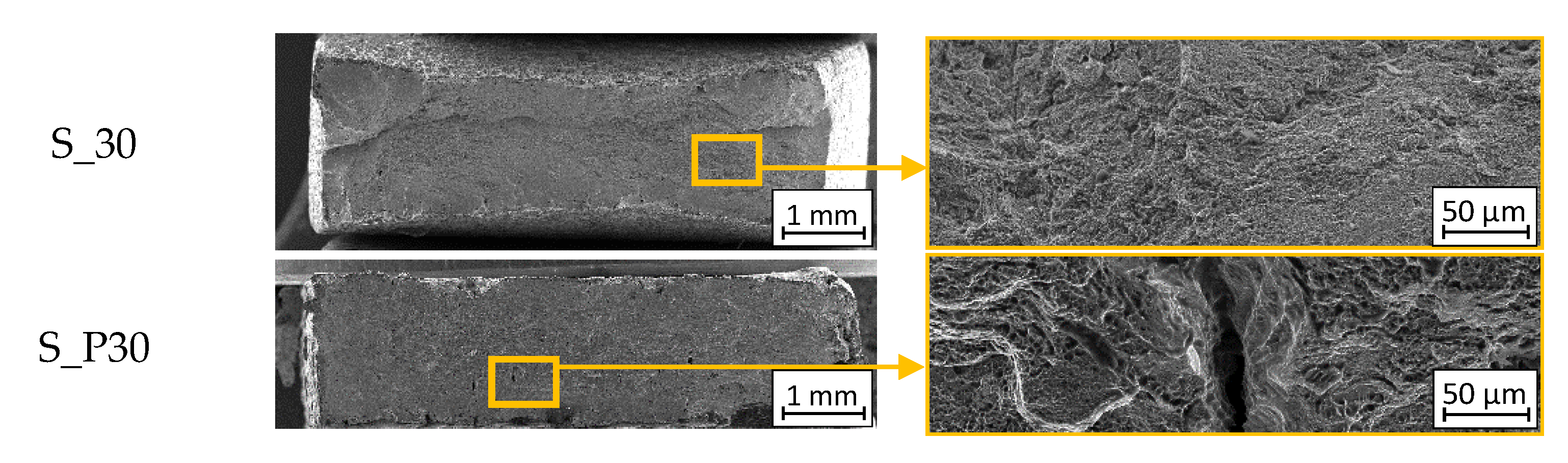
- Using higher energy density cause more plastic cracking characteristic than in samples manufactured using low energy density. A similar phenomenon was observed after HIP and precipitation annealing. Using precipitation annealing only caused porosity increasing (especially in porous samples—S_17) which finally caused brittle-like cracking in that samples.
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| AM | Additive manufacturing |
| DIC | Digital image correlation |
| HIP | Hot isostatic pressing |
| L-PBF | Laser powder bed fusion |
| SEM | Scanning electron microscope |
| SLM | Selective laser melting |
References
- Rokicki, P.; Kozik, B.; Budzik, G.; Dziubek, T.; Bernaczek, J.; Przeszlowski, L.; Markowska, O.; Sobolewski, B.; Rzucidlo, A. Manufacturing of aircraft engine transmission gear with SLS (DMLS) method. Aircr. Eng. Aerosp. Technol. 2016, 88, 397–403. [Google Scholar] [CrossRef]
- Inovar Communications Ltd Fully functional additively manufactured automotive cylinder block produced for Volkswagen. Mag. Met. Addit. Manuf. Ind. 2016, 2, 40–41.
- Javaid, M.; Haleem, A. Additive manufacturing applications in medical cases: A literature based review. Alexandria J. Med. 2018, 54, 411–422. [Google Scholar] [CrossRef]
- Stansbury, J.W.; Idacavage, M.J. 3D printing with polymers: Challenges among expanding options and opportunities. Dent. Mater. 2016, 32, 54–64. [Google Scholar] [CrossRef]
- du Plessis, A.; Broeckhoven, C.; Yadroitsava, I.; Yadroitsev, I.; Hands, C.H.; Kunju, R.; Bhate, D. Beautiful and Functional: A Review of Biomimetic Design in Additive Manufacturing. Addit. Manuf. 2019, 27, 408–427. [Google Scholar] [CrossRef]
- Kluczyński, J.; Sniezek, L.; Grzelak, K.; Torzewski, J. The influence of layer re-melting on tensile and fatigue strength of selective laser melted 316L steel. In Proceedings of the 12th International Conference on Intelligent Technologies in Logistics and Mechatronics Systems, ITELMS 2018, Panevėžys, Lithuania, 26–27 April 2018; pp. 115–123. [Google Scholar]
- Śniezek, L.; Grzelak, K.; Torzewski, J.; Kluczyński, J. Study of the mechanical properties components made by SLM additive technology. In Proceedings of the 11th International Conference on Intelligent Technologies in Logistics and Mechatronics Systems, ITELMS 2016, Panevėžys, Lithuania, 28–29 April 2016; pp. 145–153. [Google Scholar]
- Mower, T.M.; Long, M.J. Mechanical behavior of additive manufactured, powder-bed laser-fused materials. Mater. Sci. Eng. A 2016, 651, 198–213. [Google Scholar] [CrossRef]
- Romano, S.; Brückner-Foit, A.; Brandão, A.; Gumpinger, J.; Ghidini, T.; Beretta, S. Fatigue properties of AlSi10Mg obtained by additive manufacturing: Defect-based modelling and prediction of fatigue strength. Eng. Fract. Mech. 2018, 187, 165–189. [Google Scholar] [CrossRef]
- Van Hooreweder, B.; Apers, Y.; Lietaert, K.; Kruth, J.P. Improving the fatigue performance of porous metallic biomaterials produced by Selective Laser Melting. Acta Biomater. 2017, 47, 193–202. [Google Scholar] [CrossRef]
- Chlebus, E.; Kuźnicka, B.; Dziedzic, R.; Kurzynowski, T. Titanium alloyed with rhenium by selective laser melting. Mater. Sci. Eng. A 2014, 620, 155–163. [Google Scholar] [CrossRef]
- Leuders, S.; Lieneke, T.; Lammers, S.; Tröster, T.; Niendorf, T. On the fatigue properties of metals manufactured by selective laser melting - The role of ductility. J. Mater. Res. 2014, 29, 1911–1919. [Google Scholar] [CrossRef]
- Bartlett, J.L.; Croom, B.P.; Burdick, J.; Henkel, D.; Li, X. Revealing mechanisms of residual stress development in additive manufacturing via digital image correlation. Addit. Manuf. 2018, 22, 1–12. [Google Scholar] [CrossRef]
- Sienkiewicz, J.; Płatek, P.; Jiang, F.; Sun, X.; Rusinek, A. Investigations on the mechanical response of gradient lattice structures manufactured via SLM. Metals 2020, 10, 213. [Google Scholar] [CrossRef]
- Kong, D.; Ni, X.; Dong, C.; Zhang, L.; Man, C.; Yao, J.; Xiao, K.; Li, X. Heat treatment effect on the microstructure and corrosion behavior of 316L stainless steel fabricated by selective laser melting for proton exchange membrane fuel cells. Electrochim. Acta 2018, 276, 293–303. [Google Scholar] [CrossRef]
- Ziętala, M.; Durejko, T.; Polański, M.; Kunce, I.; Płociński, T.; Zieliński, W.; Łazińska, M.; Stępniowski, W.; Czujko, T.; Kurzydłowski, K.J.; et al. The microstructure, mechanical properties and corrosion resistance of 316 L stainless steel fabricated using laser engineered net shaping. Mater. Sci. Eng. A 2016, 677, 1–10. [Google Scholar] [CrossRef]
- Trelewicz, J.R.; Halada, G.P.; Donaldson, O.K.; Manogharan, G. Microstructure and corrosion resistance of laser additively manufactured 316L stainless steel. JOM 2016, 68, 850–859. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J.P. Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Arifvianto, B.; Suyitno, D.; Mahardika, M.; Dewo, P.; Iswanto, P.T.; Salim, U.A. Effect of surface mechanical attrition treatment (SMAT) on microhardness, surface roughness and wettability of AISI 316L. Mater. Chem. Phys. 2011, 125, 418–426. [Google Scholar] [CrossRef]
- Metelkova, J.; Kinds, Y.; Kempen, K.; de Formanoir, C.; Witvrouw, A.; Van Hooreweder, B. On the influence of laser defocusing in Selective Laser Melting of 316L. Addit. Manuf. 2018, 23, 161–169. [Google Scholar] [CrossRef]
- Alrbaey, K.; Wimpenny, D.I.; Al-Barzinjy, A.A.; Moroz, A. Electropolishing of re-melted SLM stainless steel 316L parts using deep eutectic solvents: 3 × 3 full factorial design. J. Mater. Eng. Perform. 2016, 25, 2836–2846. [Google Scholar] [CrossRef]
- Wang, D.; Liu, Y.; Yang, Y.; Xiao, D. Theoretical and experimental study on surface roughness of 316L stainless steel metal parts obtained through selective laser melting. Rapid Prototyp. J. 2016, 22, 706–716. [Google Scholar] [CrossRef]
- Blinn, B.; Klein, M.; Gläßner, C.; Smaga, M.; Aurich, J.C.; Beck, T. An investigation of the microstructure and fatigue behavior of additively manufactured AISI 316L stainless steel with regard to the influence of heat treatment. Metals 2018, 8, 220. [Google Scholar] [CrossRef]
- Fergani, O.; Bratli Wold, A.; Berto, F.; Brotan, V.; Bambach, M. Study of the effect of heat treatment on fatigue crack growth behaviour of 316L stainless steel produced by selective laser melting. Fatigue Fract. Eng. Mater. Struct. 2018, 41, 1102–1119. [Google Scholar] [CrossRef]
- Salman, O.O.; Gammer, C.; Chaubey, A.K.; Eckert, J.; Scudino, S. Effect of heat treatment on microstructure and mechanical properties of 316L steel synthesized by selective laser melting. Mater. Sci. Eng. A 2019, 748, 205–212. [Google Scholar] [CrossRef]
- Abele, E.; Stoffregen, H.A.; Klimkeit, K.; Hoche, H.; Oechsner, M. Optimisation of process parameters for lattice structures. Rapid Prototyp. J. 2015, 21, 117–127. [Google Scholar] [CrossRef]
- Jia, D.; Li, F.; Zhang, Y. 3D-printing process design of lattice compressor impeller based on residual stress and deformation. Sci. Rep. 2020, 10, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Sistiaga, M.L.M.; Nardone, S.; Hautfenne, C.; van Humbeeck, J. Effect of heat treatment of 316L stainless steel produced by selective laser melting (SLM). In Proceedings of the Solid Freeform Fabrication 2016: Proceedings of the 27th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, SFF 2016, Austin, TX, USA, 8–10 August 2016; pp. 558–565. [Google Scholar]
- Shifeng, W.; Shuai, L.; Qingsong, W.; Yan, C.; Sheng, Z.; Yusheng, S. Effect of molten pool boundaries on the mechanical properties of selective laser melting parts. J. Mater. Process. Technol. 2014, 214, 2660–2667. [Google Scholar] [CrossRef]
- Kunz, J.; Kaletsch, A.; Broeckmann, C. Influence of HIP post-treatment on the fatigue strength of 316l-steel produced by selective laser melting (SLM). In Proceedings of the World PM2016 Congress & Exhibition, Hamburg, Germany, 9–13 October 2016. [Google Scholar]
- Röttger, A.; Geenen, K.; Windmann, M.; Binner, F.; Theisen, W. Comparison of microstructure and mechanical properties of 316 L austenitic steel processed by selective laser melting with hot-isostatic pressed and cast material. Mater. Sci. Eng. A 2016, 678, 365–376. [Google Scholar] [CrossRef]
- Kluczyński, J.; Śniezek, L.; Grzelak, K.; Mierzyński, J. The influence of exposure energy density on porosity and microhardness of the SLM additive manufactured elements. Materials 2018, 11, 2304. [Google Scholar] [CrossRef]
- Kluczyński, J.; Śnieżek, L.; Grzelak, K.; Janiszewski, J.; Płatek, P.; Torzewski, J.; Szachogłuchowicz, I.; Gocman, K. Influence of selective laser melting technological parameters on the mechanical properties of additively manufactured elements using 316L austenitic steel. Materials 2020, 13, 1449. [Google Scholar]
- Alsalla, H.H.; Smith, C.; Hao, L. Effect of build orientation on the surface quality, microstructure and mechanical properties of selective laser melting 316L stainless steel. Rapid Prototyp. J. 2018, 24, 9–17. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | P | S | N | Cr | Mo | Ni |
|---|---|---|---|---|---|---|---|---|
| max. 0.03 | max. 2.00 | max. 0.75 | max. 0.04 | max. 0.03 | max. 0.10 | 16.00–18.00 | 2.00–3.00 | 10.00–14.00 |
| Element | Apparent Concentration | Wt [%] | Wt [% Sigma] | Atomic [%] |
|---|---|---|---|---|
| Si | 0.06 | 1.02 | 0.09 | 1.88 |
| Cr | 1.35 | 17.63 | 0.29 | 17.61 |
| Fe | 4.31 | 63.06 | 0.52 | 58.65 |
| Ni | 0.80 | 12.23 | 0.42 | 10.82 |
| Mo | 0.14 | 2.54 | 0.26 | 1.37 |
| Parameters Set | Laser Power LP [W] | Exposure Velocity ev [mm/s] | Hatching Distance hd [mm] | Energy Density ρE [J/mm3] |
|---|---|---|---|---|
| S_01 | 190 | 900 | 0.12 | 58.64 |
| S_17 | 180 | 990 | 0.13 | 46.62 |
| S_30 | 120 | 300 | 0.08 | 166.67 |
| Parameters Set | |||||
|---|---|---|---|---|---|
| S_01 | S_17 | S_30 | |||
| a | As built | XY |  |  |  |
| YZ |  |  |  | ||
| b | HIPped | XY |  |  |  |
| YZ |  |  | | ||
| c | Precipitation annealed | XY |  |  |  |
| YZ |  |  |  | ||
| d | HIPped and precipitation annealed | XY |  |  | |
| YZ |  |  | | ||
| Measurement Type | Chart |
|---|---|
| Friction force – S_01; S_H01; S_HP01; S_P01 |  |
| Friction force – S_17; S_H17; S_HP17; S_P17 |  |
| Friction force – S_30; S_P30 |  |
| Sclerometric hardness |  |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kluczyński, J.; Śnieżek, L.; Grzelak, K.; Oziębło, A.; Perkowski, K.; Torzewski, J.; Szachogłuchowicz, I.; Gocman, K.; Wachowski, M.; Kania, B. Comparison of Different Heat Treatment Processes of Selective Laser Melted 316L Steel Based on Analysis of Mechanical Properties. Materials 2020, 13, 3805. https://doi.org/10.3390/ma13173805
Kluczyński J, Śnieżek L, Grzelak K, Oziębło A, Perkowski K, Torzewski J, Szachogłuchowicz I, Gocman K, Wachowski M, Kania B. Comparison of Different Heat Treatment Processes of Selective Laser Melted 316L Steel Based on Analysis of Mechanical Properties. Materials. 2020; 13(17):3805. https://doi.org/10.3390/ma13173805
Chicago/Turabian StyleKluczyński, Janusz, Lucjan Śnieżek, Krzysztof Grzelak, Artur Oziębło, Krzysztof Perkowski, Janusz Torzewski, Ireneusz Szachogłuchowicz, Krzysztof Gocman, Marcin Wachowski, and Bogusz Kania. 2020. "Comparison of Different Heat Treatment Processes of Selective Laser Melted 316L Steel Based on Analysis of Mechanical Properties" Materials 13, no. 17: 3805. https://doi.org/10.3390/ma13173805
APA StyleKluczyński, J., Śnieżek, L., Grzelak, K., Oziębło, A., Perkowski, K., Torzewski, J., Szachogłuchowicz, I., Gocman, K., Wachowski, M., & Kania, B. (2020). Comparison of Different Heat Treatment Processes of Selective Laser Melted 316L Steel Based on Analysis of Mechanical Properties. Materials, 13(17), 3805. https://doi.org/10.3390/ma13173805