Evaluation of Hot Workability of Nickel-Based Superalloy Using Activation Energy Map and Processing Maps

 , , and
, , and
Abstract
1. Introduction
2. Experimental Procedure
3. Results and Discussion
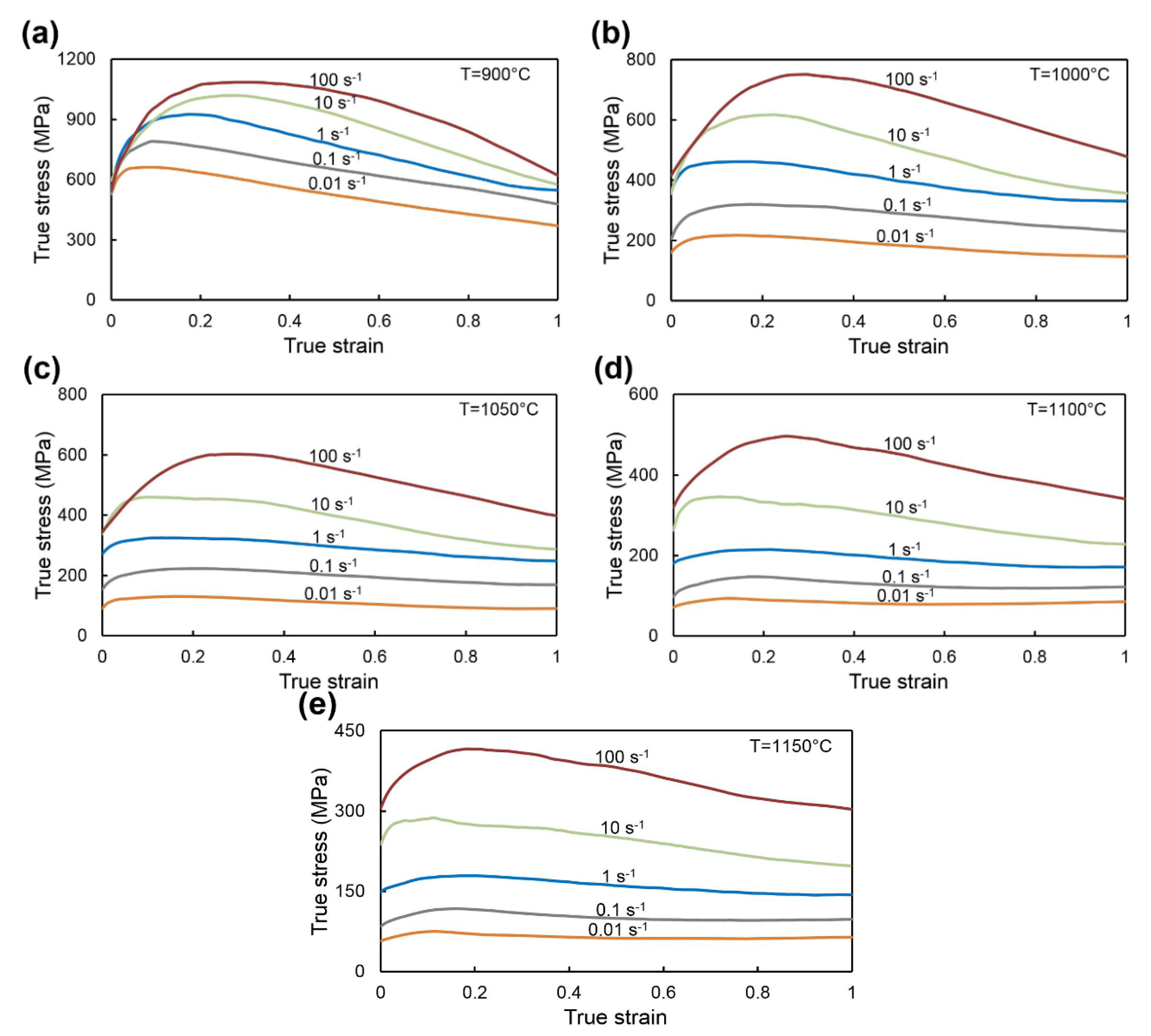
3.1. Flow Stress Curves
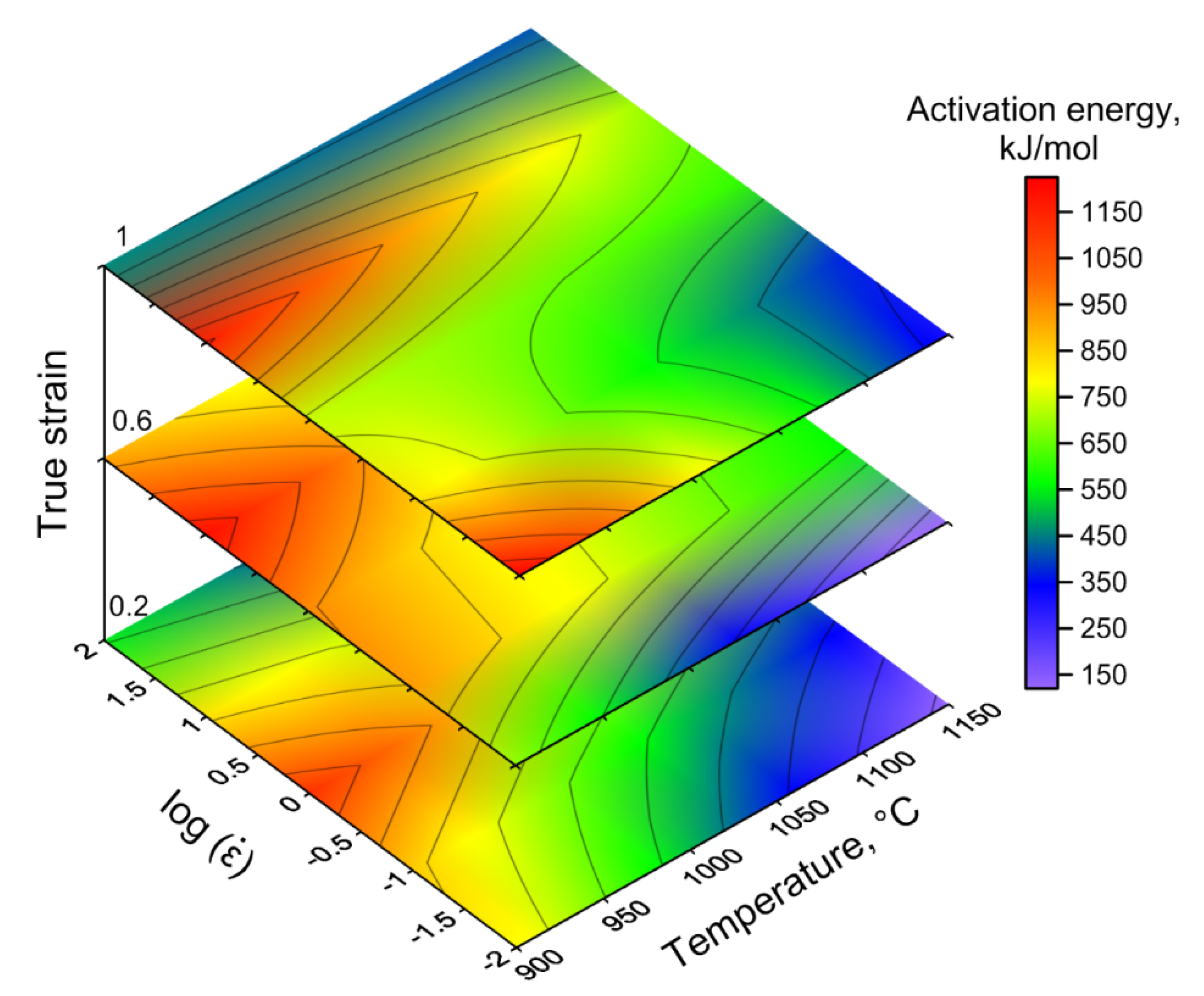
3.2. Constitutive Equation and Activation Energy Map
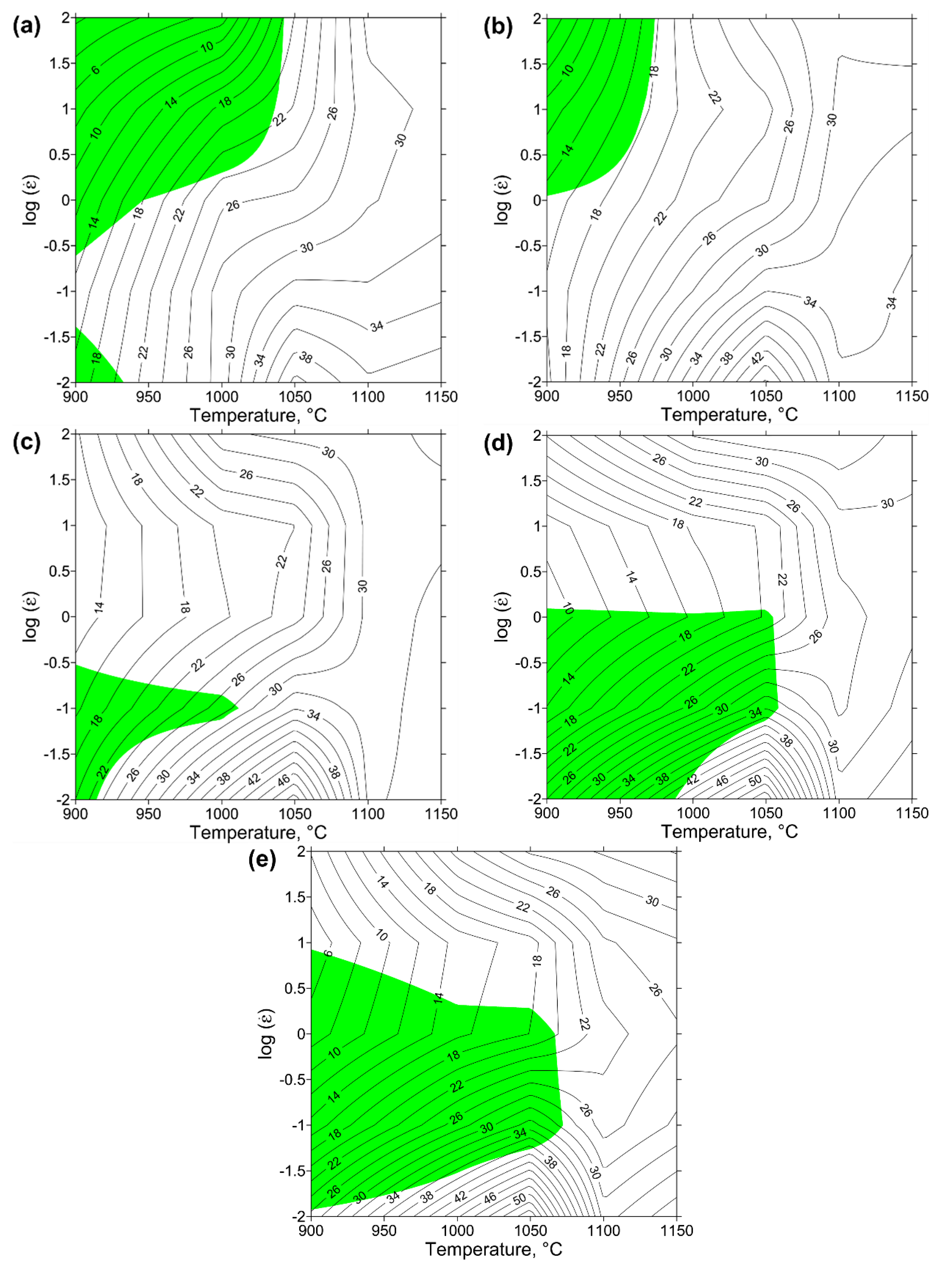
3.3. Processing Maps for Waspaloy
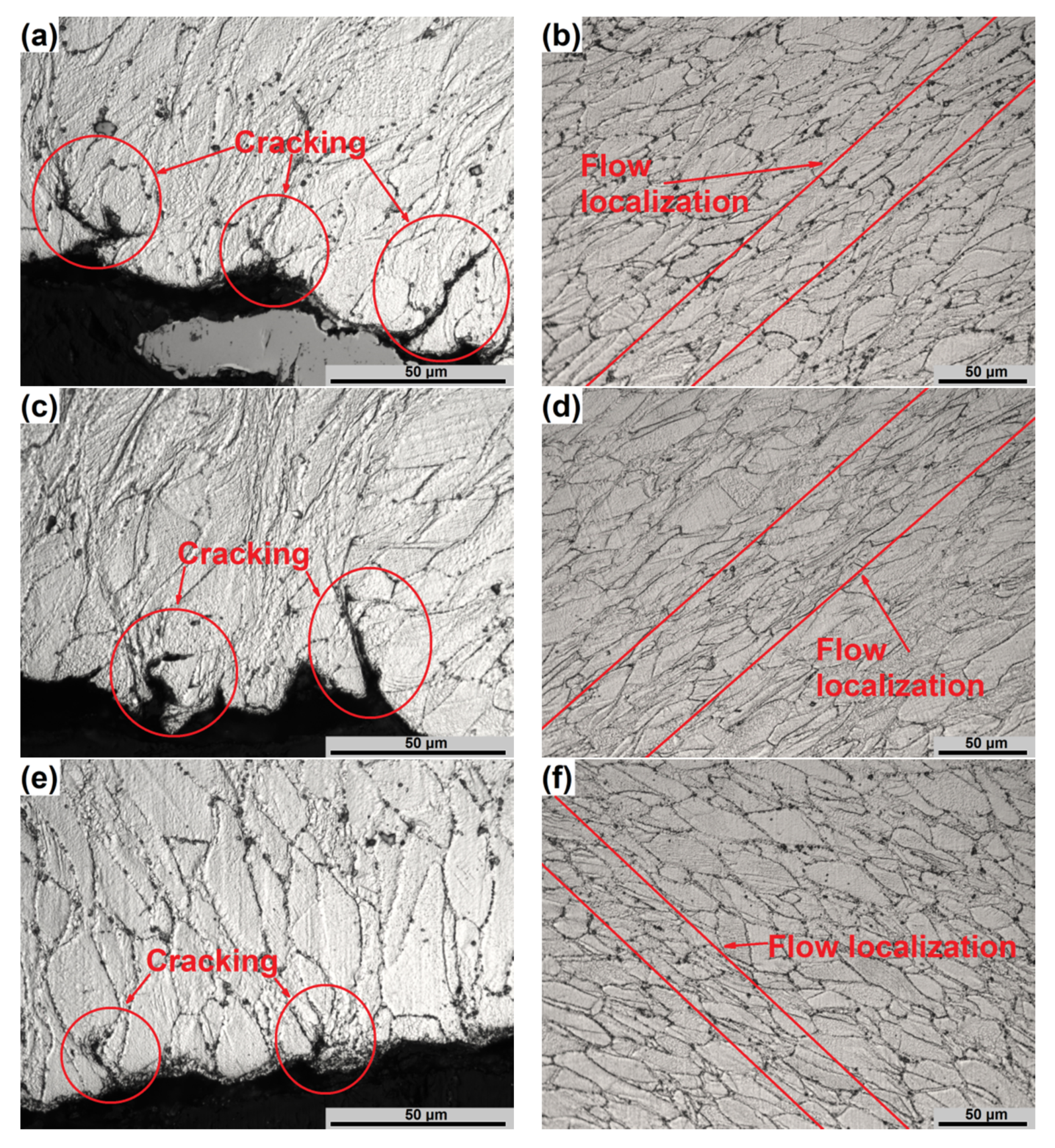
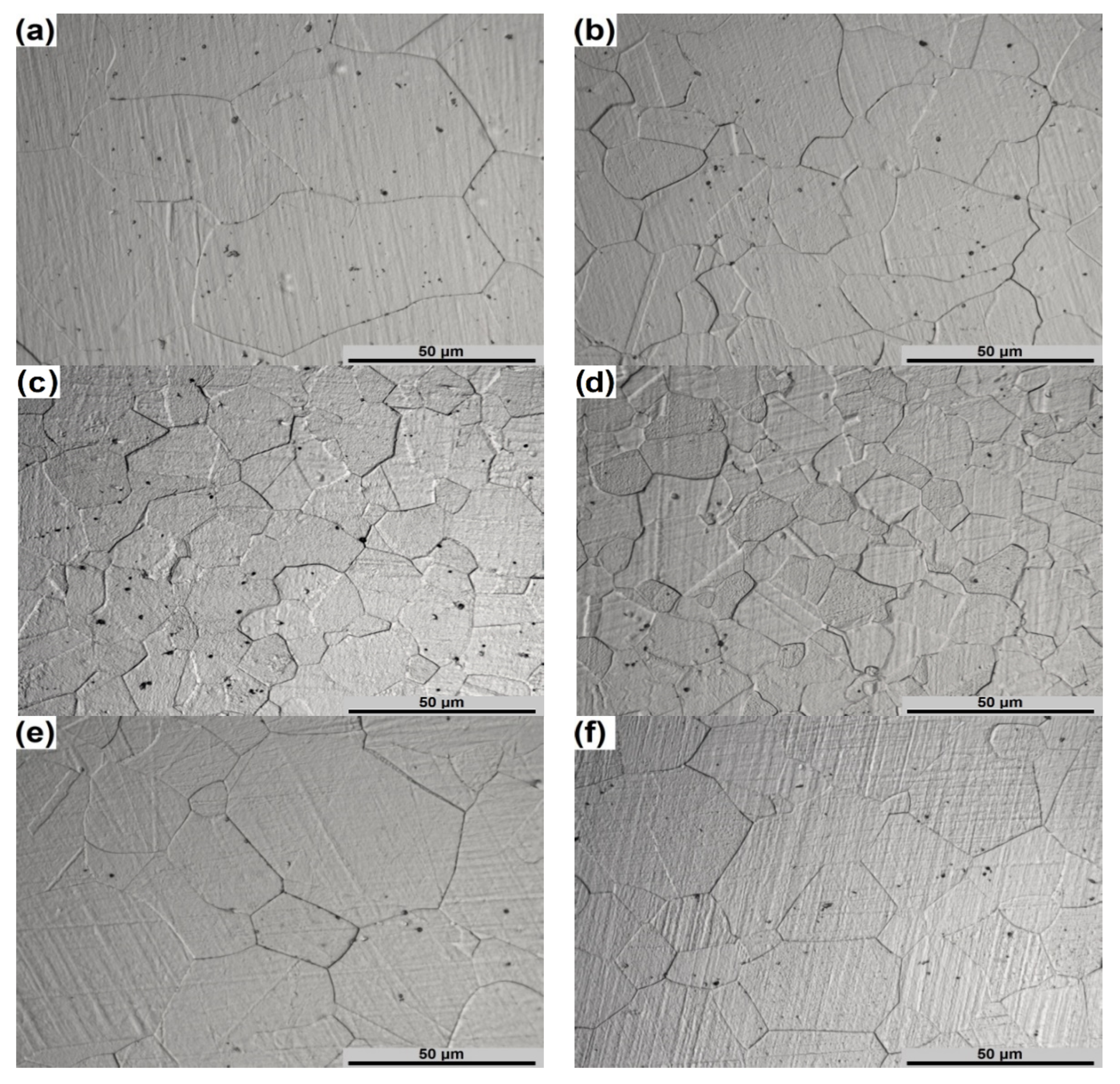
3.4. Microstructural Observations
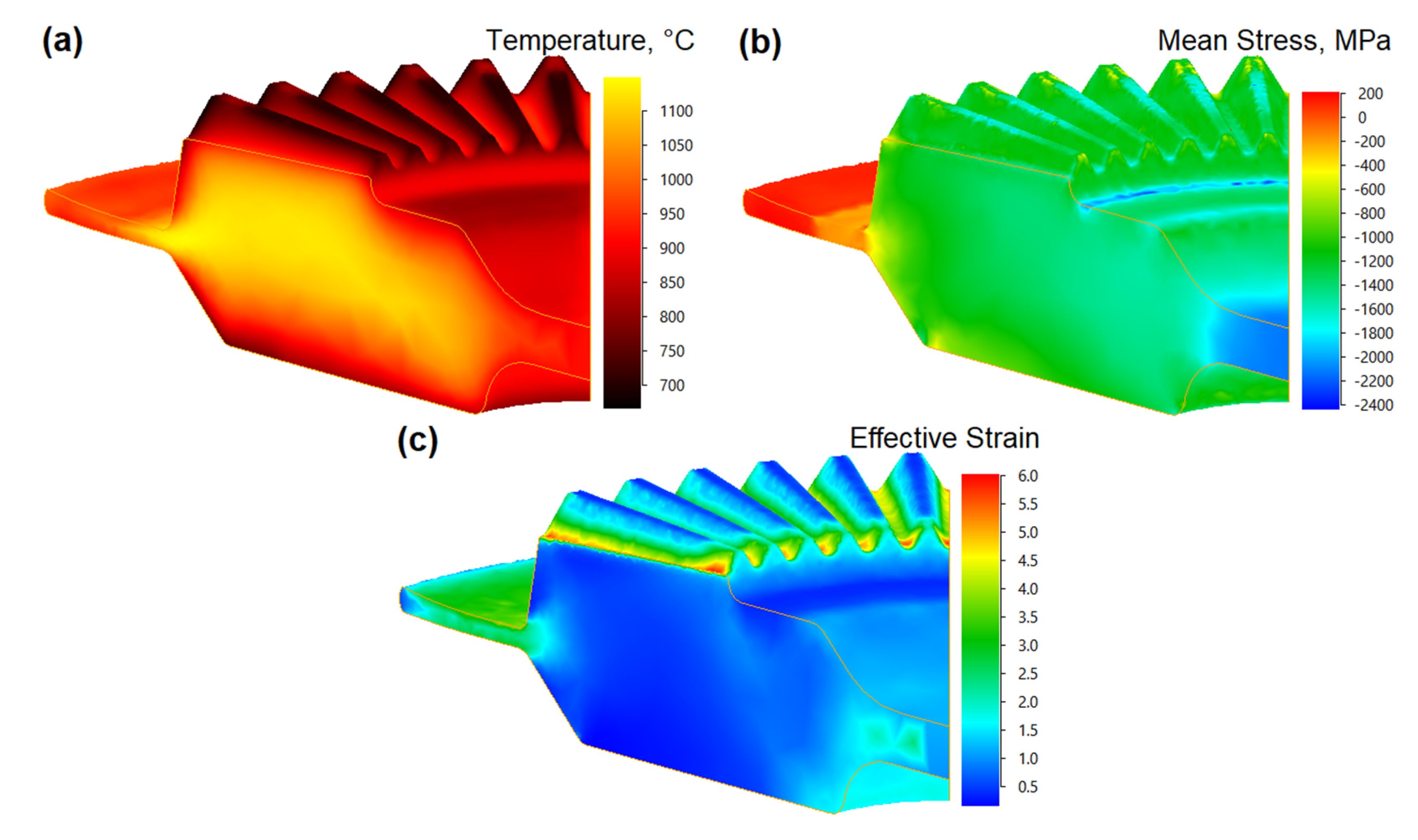
3.5. The Drop-Forging Test in Industrial Conditions
4. Conclusions
- The average activation energy (Q) value, calculated for the investigated Waspaloy, was 630.17 kJ/mol. The high correlation coefficient for the linear regression R2 = 0.997 confirmed the accuracy of the constitutive equation describing the hot-deformation behavior of the investigated superalloy. The distribution of activation energy as a function of strain rate and temperature for Waspaloy at different strain rates varied in the range from 150 kJ/mol to 1200 kJ/mol.
- The undesirable processing conditions include low temperatures (from 900 °C to 1000 °C) and low strain rates range (0.01–0.04 s−1) combined with the processing temperature range of 900–1050 °C, and strain rates ranging from 0.04 s−1 to 100 s−1.
- The most favorable hot-deformation conditions for Waspaloy can be described by the processing map area for the temperatures from 1100 °C to 1150 °C, and at all investigated strain rates as well as the area for the temperatures range of 1025–1100 °C, and strain rates ranging from 0.01 to 0.04 s−1.
- The microstructures of the specimens obtained in the instability conditions confirmed the occurrence of the flow instability during deformation. The microstructures of the specimens compressed at optimal hot deformation conditions were characterized by almost full DRX and good deformation stability.
- The numerical analyses as well as drop forging tests of a gear wheel confirmed the results related to optimization of hot-forging parameters for Waspaloy.
Author Contributions
Funding
Conflicts of Interest
References
- Jones, R.M.F.; Jackman, L.A. The structural evolution of superalloy ingots during hot working. JOM 1999, 51, 27–31. [Google Scholar] [CrossRef]
- Penkalla, H.J.; Wosik, J.; Czyrska-Filemonowicz, A. Quantitative microstructural characterisation of Ni-base superalloys. Mater. Chem. Phys. 2003, 81, 417–423. [Google Scholar] [CrossRef]
- Wosik, J.; Dubiel, B.; Kruk, A.; Penkalla, H.J.; Schubert, F.; Czyrska-Filemonowicz, A. Stereological estimation of microstructural parameters of nickel-based superalloy Waspaloy using TEM methods. Mater. Charact. 2001, 46, 119–123. [Google Scholar] [CrossRef]
- Zhang, M.-C.; Zhang, Q.; Wei, K. The correlation between grain orientation evolution and stress rupture properties of Waspaloy. Metall. Mater. Trans. A 2018, 49, 6063–6074. [Google Scholar] [CrossRef]
- Cha, D.-J.; Kim, D.-K.; Cho, J.-R.; Bae, W.-B. Hot shape forging of gas turbine disk using microstructure prediction and finite element analysis. Int. J. Precis. Eng. Man. 2011, 12, 331–336. [Google Scholar] [CrossRef]
- Chen, J.H.; Rogers, P.M.; Little, J.A. Oxidation behavior of several chromia-forming commercial nickel-base superalloys. Oxid. Met. 1997, 47, 381–410. [Google Scholar] [CrossRef]
- Forsik, S.A.J.; Rosas, A.O.P.; Wang, T.; Colombo, G.A.; Zhou, N.; Kernion, S.J.; Epler, M.E. High-temperature oxidation behavior of a novel Co-base superalloy. Metall. Mater. Trans. A 2018, 49, 4058–4069. [Google Scholar] [CrossRef]
- Wang, Y.; Dong, J.; Zhang, M.; Yao, Z. Stress relaxation behavior and mechanism of AEREX350 and Waspaloy superalloys. Mater. Sci. Eng. A 2016, 678, 10–22. [Google Scholar] [CrossRef]
- Chang, K.-M.; Liu, X. Effect of γʹ content on the mechanical behavior of the Waspaloy alloy system. Mater. Sci. Eng. A 2001, 308, 1–8. [Google Scholar] [CrossRef]
- Yao, Z.; Zhang, M.; Dong, J. Stress rupture fracture model and microstructure evolution for Waspaloy. Metall. Mater. Trans. A 2013, 44, 3084–3098. [Google Scholar] [CrossRef]
- Kearsey, R.M.; Tsang, J.; Oppenheimer, S.; McDevitt, E. Microstructural effects on the mechanical properties of ATI 718Plus alloy. JOM 2012, 64, 241–251. [Google Scholar] [CrossRef]
- Whelchel, R.L.; Kelekanjeri, V.S.K.G.; Gerhardt, R.A.; Ilavsky, J. Effect of aging treatment on the microstructure and resistivity of a nickel-base superalloy. Metall. Mater. Trans. A 2011, 42, 1362–1372. [Google Scholar] [CrossRef]
- Roy, A.K.; Venkatesh, A.; Marthandam, V.; Ghosh, A. Tensile deformation of a nickel-base alloy at elevated temperatures. J. Mater. Eng. Perform. 2008, 17, 607–611. [Google Scholar] [CrossRef]
- Donachie, M.J.; Pinkowish, A.A.; Danesi, W.P.; Radavich, J.F.; Couts, W.H. Effect of hot work on the properties of Waspaloy. Metall. Trans. 1970, 1, 2623–2630. [Google Scholar] [CrossRef]
- Brooks, J.W. Forging of superalloys. Mater. Des. 2000, 21, 297–303. [Google Scholar] [CrossRef]
- Chamanfar, A.; Jahazi, M.; Gholipour, J.; Wanjara, P.; Yue, S. Suppressed liquation and microcracking in linear friction welded Waspaloy. Mater. Des. 2012, 36, 113–122. [Google Scholar] [CrossRef]
- Guimaraes, A.A.; Jonas, J.J. Recrystallization and aging effects associated with the high temperature deformation of Waspaloy and Inconel 718. Metall. Trans. A 1981, 12, 1655–1666. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Weaver, D.S.; Fagin, P.N.; Glavicic, M.G.; Goetz, R.L.; Frey, N.D.; Antony, M.M. Deformation and recrystallization behavior during hot working of a coarse-grain, nickel-base superalloy ingot material. Metall. Mater. Trans. A 2004, 35, 679–693. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Fagin, P.N.; Glavicic, M.G.; Raabe, D. Deformation behavior of Waspaloy at hot-working temperatures. Scr. Mater. 2004, 50, 625–629. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Gegel, H.L.; Doraivelu, S.M.; Malas, J.C.; Morgan, J.T.; Lark, K.A.; Barker, D.R. Modeling of dynamic material behavior in hot deformation: Forging of Ti-6242. Metall. Mater. Trans. A 1984, 15, 1883–1892. [Google Scholar] [CrossRef]
- Sajjadi, S.A.; Chaichi, A.; Ezatpour, H.R.; Maghsoudlou, A.; Kalaie, M.A. Hot deformation processing map and microstructural evaluation of the Ni-based superalloy IN-738LC. J. Mater. Eng. Perform. 2016, 25, 1269–1275. [Google Scholar] [CrossRef]
- Wang, M.; Wang, W.; Liu, Z.; Sun, C.; Qian, L. Hot workability integrating processing and activation energy maps of Inconel 740 superalloy. Mater. Today Commun. 2018, 14, 188–198. [Google Scholar] [CrossRef]
- Wen, D.-X.; Lin, Y.C.; Chen, J.; Deng, J.; Chen, X.-M.; Zhang, J.-L.; He, M. Effects of initial aging time on processing map and microstructures of a nickel-based superalloy. Mater. Sci. Eng. A 2015, 620, 319–332. [Google Scholar] [CrossRef]
- Wen, D.-X.; Lin, Y.C.; Li, H.-B.; Chen, X.-M.; Deng, J.; Li, L.-T. Hot deformation behavior and processing map of a typical Ni-based superalloy. Mater. Sci. Eng. A 2014, 591, 183–192. [Google Scholar] [CrossRef]
- Kong, Y.; Chang, P.; Li, Q.; Xie, L.; Zhu, S. Hot deformation characteristics and processing map of nickel-based C276 superalloy. J. Alloys Compd. 2015, 622, 738–744. [Google Scholar] [CrossRef]
- Murty, S.V.S.N.; Rao, B.N. On the development of instability criteria during hotworking with reference to IN 718. Mater. Sci. Eng. A 1998, 254, 76–82. [Google Scholar] [CrossRef]
- Sui, F.-L.; Xu, L.-X.; Chen, L.-Q.; Liu, X.-H. Processing map for hot working of Inconel 718 alloy. J. Mater. Process. Technol. 2011, 211, 433–440. [Google Scholar] [CrossRef]
- Amiri, A.; Sadeghi, M.H.; Ebrahimi, G.R. Characterization of hot deformation behavior of AMS 5708 nickel-based superalloy using processing map. J. Mater. Eng. Perform. 2013, 22, 3940–3945. [Google Scholar] [CrossRef]
- Amiri, A.; Bruschi, S.; Sadeghi, M.H.; Bariani, P. Investigation on hot deformation behavior of Waspaloy. Mater. Sci. Eng. A 2013, 562, 77–82. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Rao, K.P.; Sasidhara, S. Hot Working Guide: A Compendium of Processing Maps, 2nd ed.; ASM International: Materials Park, OH, USA, 2015; p. 468. [Google Scholar]
- Shen, G.; Semiatin, S.L.; Shivpuri, R. Modeling microstructural development during the forging of Waspaloy. Metall. Mater. Trans. A 1995, 26, 1795–1803. [Google Scholar] [CrossRef]
- Chamanfar, A.; Jahazi, M.; Gholipour, J.; Wanjara, P.; Yue, S. Evolution of flow stress and microstructure during isothermal compression of Waspaloy. Mater. Sci. Eng. A 2014, 615, 497–510. [Google Scholar] [CrossRef]
- McQueen, H.J.; Gurewitz, G.; Fulop, S. Influence of dynamic restoration mechanisms on the hot workability of Waspaloy and concentrated FCC alloys. High Temp. Technol. 1983, 1, 131–138. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, X.-M. A critical review of experimental results and constitutive descriptions for metals and alloys in hot working. Mater. Des. 2011, 32, 1733–1759. [Google Scholar] [CrossRef]
- Sun, Y.; Wan, Z.; Hu, L.; Ren, J. Characterization of hot processing parameters of powder metallurgy TiAl-based alloy based on the activation energy map and processing map. Mater. Des. 2015, 86, 922–932. [Google Scholar] [CrossRef]
- Wu, H.-X.; Ge, C.-C.; Yan, Q.-Z.; Xi, M.; Tian, T.; Zhu, Z.-L.; Hu, Q.-P. Plastic deformation behavior of spray formed superalloy FGH100. Mater. Sci. Eng. A 2017, 699, 156–164. [Google Scholar] [CrossRef]
- Medeiros, S.C.; Prasad, Y.V.R.K.; Frazier, W.G.; Srinivasan, R. Microstructural modeling of metadynamic recrystallization in hot working of IN 718 superalloy. Mater. Sci. Eng. A 2000, 293, 198–207. [Google Scholar] [CrossRef]
- Monajati, H.; Jahazi, M.; Yue, S.; Taheri, A.K. Deformation characteristics of isothermally forged UDIMET 720 nickel-base superalloy. Metall. Mater. Trans. A 2005, 36, 895–905. [Google Scholar] [CrossRef]
- Matsui, T. Dynamic recrystallization behavior of Waspaloy during hot working. Mater. Trans. 2014, 55, 255–263. [Google Scholar] [CrossRef]
- Kashyap, B.P.; Chaturvedi, M.C. Activation energy for superplastic deformation of IN718 superalloy. Scr. Mater. 2000, 43, 429–433. [Google Scholar] [CrossRef]
- Wang, Y.; Shao, W.Z.; Zhen, L.; Yang, C.; Zhang, X.M. Tensile deformation behavior of superalloy 718 at elevated temperatures. J. Alloys Compd. 2009, 471, 331–335. [Google Scholar] [CrossRef]
- Guo, S.; Li, D.; Pen, H.; Guo, Q.; Hu, J. Hot deformation and processing maps of Inconel 690 superalloy. J. Nucl. Mater. 2011, 410, 52–58. [Google Scholar] [CrossRef]
- Wang, L.; Liu, F.; Cheng, J.J.; Zuo, Q.; Chen, C.F. Hot deformation characteristics and processing map analysis for Nickel-based corrosion resistant alloy. J. Alloys Compd. 2015, 623, 69–78. [Google Scholar] [CrossRef]
- Yu, Q.Y.; Yao, Z.H.; Dong, J.X. Deformation and recrystallization behavior of a coarse-grain, nickel-base superalloy Udimet720Li ingot material. Mater. Charact. 2015, 107, 398–410. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, K.; Lu, Z.; Zhao, C.; Yang, X. Hot deformation behavior and processing map of a γʹ-hardened nickel-based superalloy. Mater. Sci. Eng. A 2014, 604, 1–8. [Google Scholar] [CrossRef]
- Wojtaszek, M.; Chyła, P.; Śleboda, T.; Łukaszek-Sołek, A.; Bednarek, S. FEM modelling and experimental research of die forging of Ni-Mo-Fe alloy antenna components. Arch. Metall. Mater. 2012, 57, 627–635. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Co | Mo | Ti | Al | Fe | Zr | Mn | Nb | W | Si | C | V | Cu | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 19.48 | 13.25 | 4.33 | 3.08 | 1.35 | 0.93 | 0.06 | 0.05 | 0.04 | 0.04 | 0.04 | 0.033 | 0.03 | 0.01 | Bal. |
| n1 | β | α | n | A | Q, kJ/mol |
|---|---|---|---|---|---|
| 8.74 | 0.0337 | 0.003856 | 6.1537 | 9.199 × 1024 | 630.170 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lypchanskyi, O.; Śleboda, T.; Zyguła, K.; Łukaszek-Sołek, A.; Wojtaszek, M. Evaluation of Hot Workability of Nickel-Based Superalloy Using Activation Energy Map and Processing Maps. Materials 2020, 13, 3629. https://doi.org/10.3390/ma13163629
Lypchanskyi O, Śleboda T, Zyguła K, Łukaszek-Sołek A, Wojtaszek M. Evaluation of Hot Workability of Nickel-Based Superalloy Using Activation Energy Map and Processing Maps. Materials. 2020; 13(16):3629. https://doi.org/10.3390/ma13163629
Chicago/Turabian StyleLypchanskyi, Oleksandr, Tomasz Śleboda, Krystian Zyguła, Aneta Łukaszek-Sołek, and Marek Wojtaszek. 2020. "Evaluation of Hot Workability of Nickel-Based Superalloy Using Activation Energy Map and Processing Maps" Materials 13, no. 16: 3629. https://doi.org/10.3390/ma13163629
APA StyleLypchanskyi, O., Śleboda, T., Zyguła, K., Łukaszek-Sołek, A., & Wojtaszek, M. (2020). Evaluation of Hot Workability of Nickel-Based Superalloy Using Activation Energy Map and Processing Maps. Materials, 13(16), 3629. https://doi.org/10.3390/ma13163629