Investigation of the Machinability of the Inconel 718 Superalloy during the Electrical Discharge Drilling Process


Abstract
:1. Introduction
2. Materials and Methods
2.1. Workpiece and Tool Electrode Material
2.2. Experiment Design
3. Results
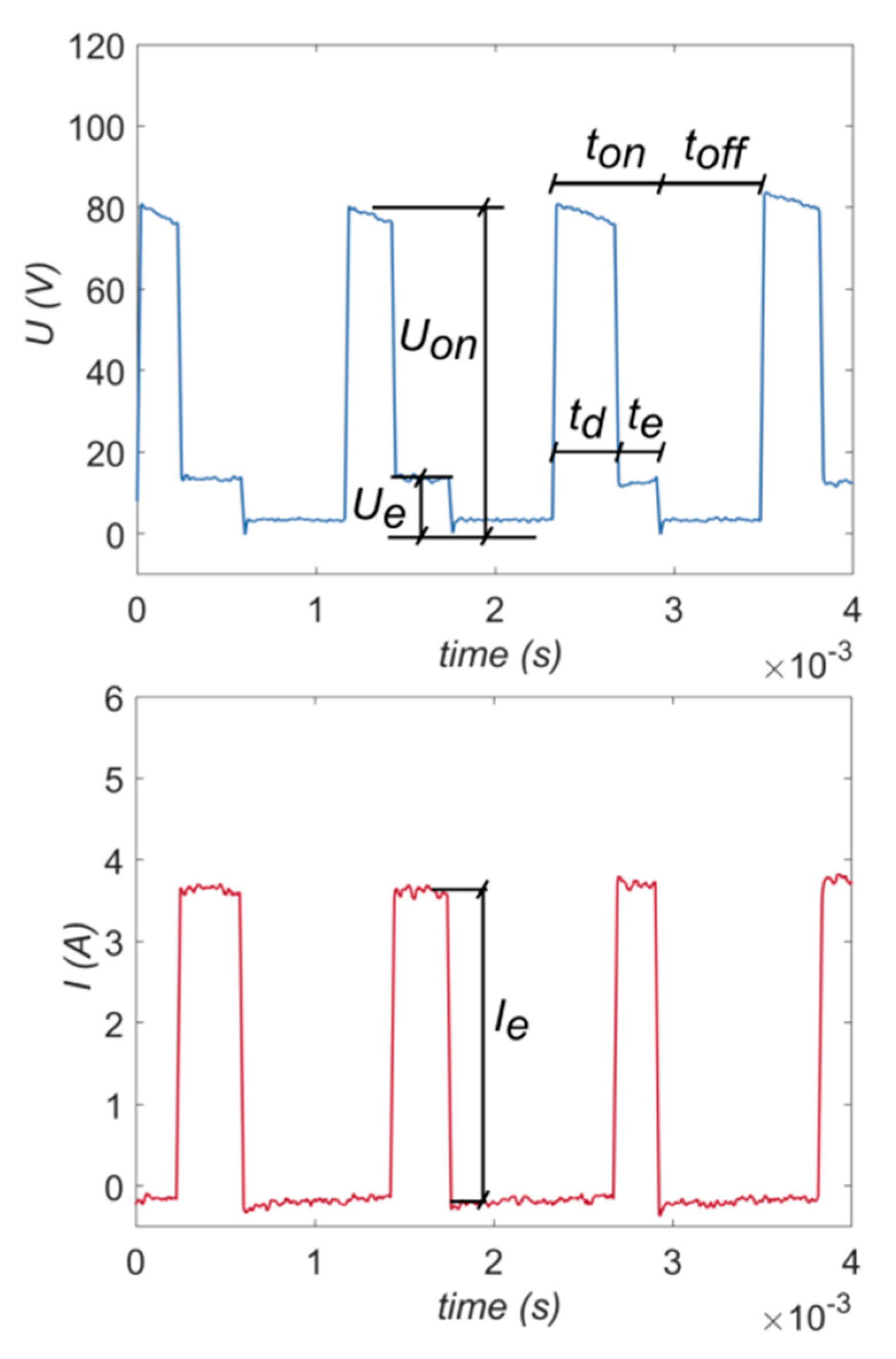
3.1. Influence of Voltage, the Pulse Time Duration, and Current Amplitude on the EDD Process
- Uon—the relevant open circuit voltage, which is the system voltage when the EDM circuit is in the open state, and the energy has been built up for discharge;
- Ue—the discharge voltage (usually 20–30 V);
- Ie—the maximum peak current discharging;
- ton—the duration of pulse time, the time required for the current to rise and fall during discharging;
- toff—the duration of the time interval;
- td—the ignition delay time;
- te—the duration of the appropriate EDD process.
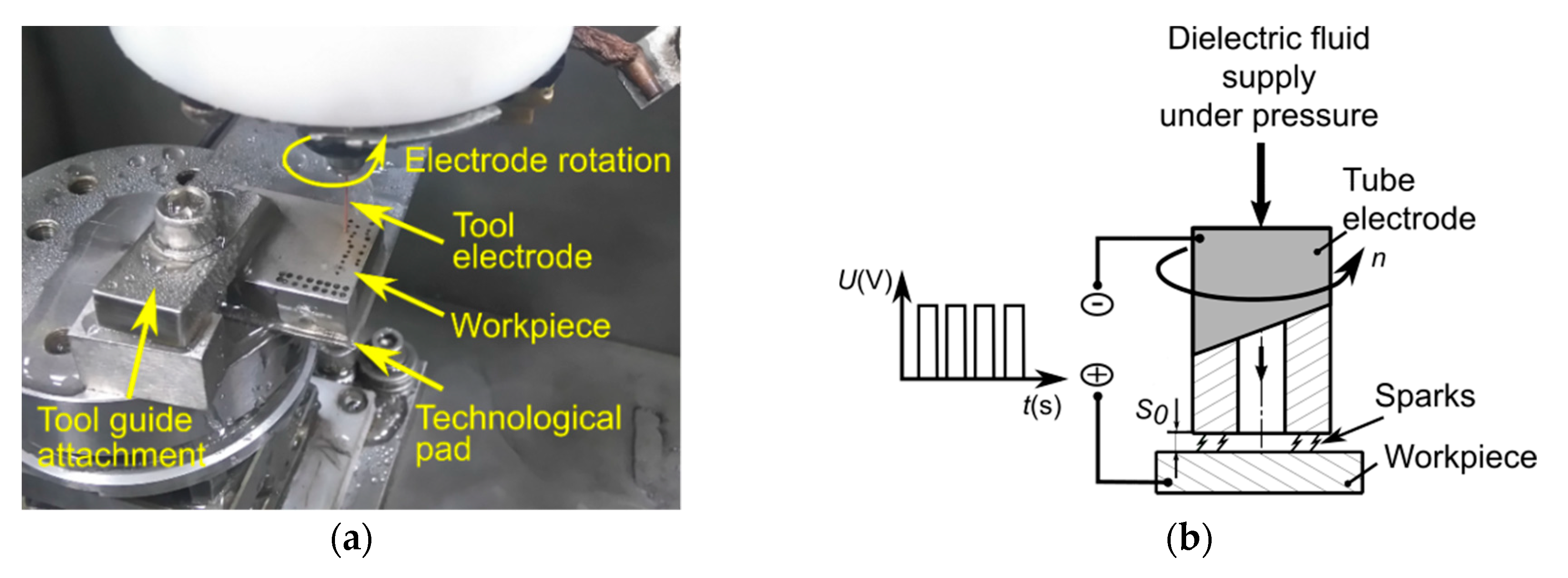
3.2. Influence of the Inlet Dielectric Fluid Pressure and the Tool Electrode Rotation on the EDD Process
4. Discussion
5. Conclusions
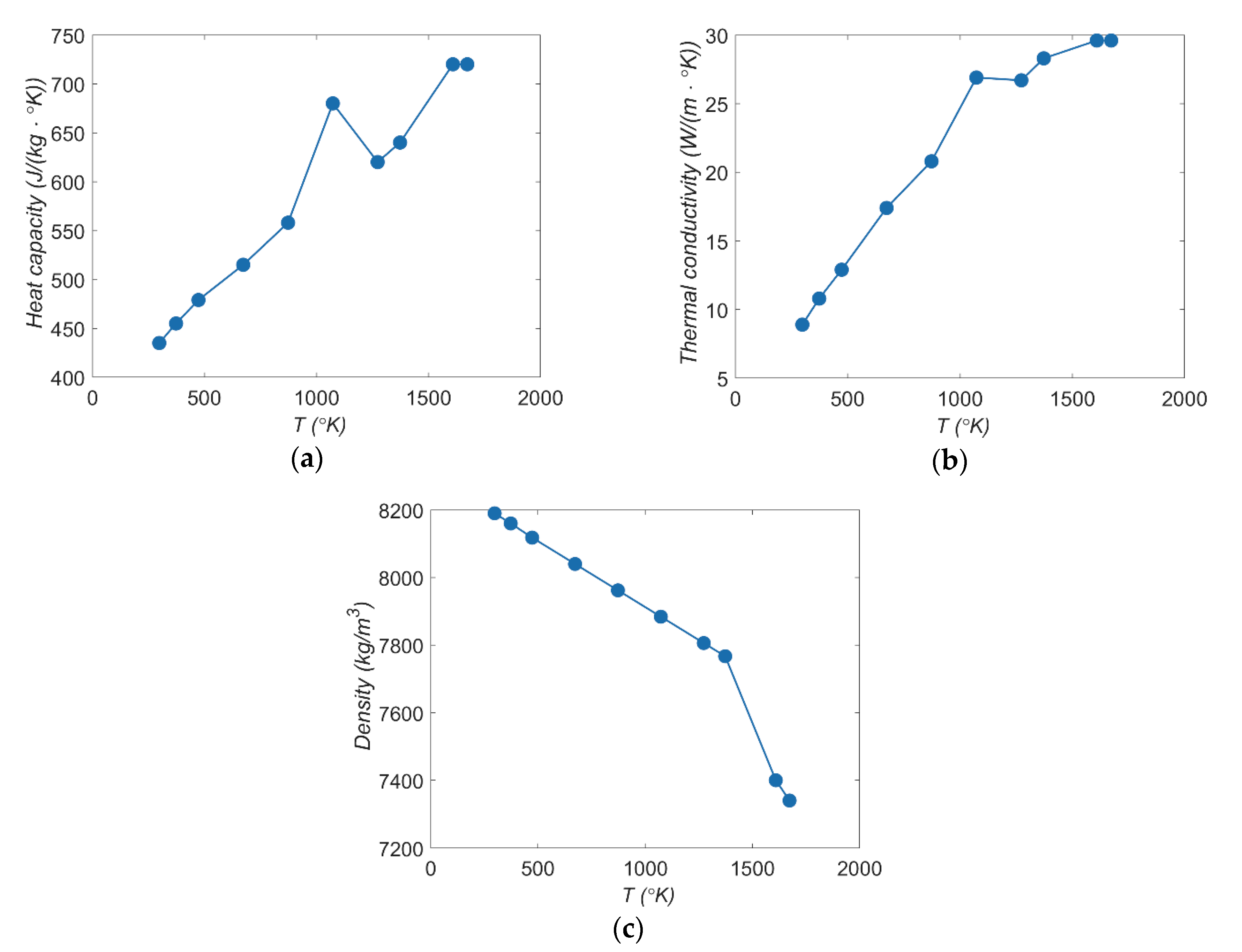
- The properties of the Inconel 718 superalloy significantly affect its machinability when using the EDD process. Due to the low thermal conductivity of this superalloy, high energy should be delivered to the workpiece material. For that reason, applying a higher current amplitude (I ≥ 3.99 A) in combination with an extended pulse time (ton ≥ 550 µs) provides a satisfactory hole accuracy (SG ≤ 100 µm), homogeneity of the hole entrance edge without re-solidified material, and a depth-to-diameter ratio of about 19.
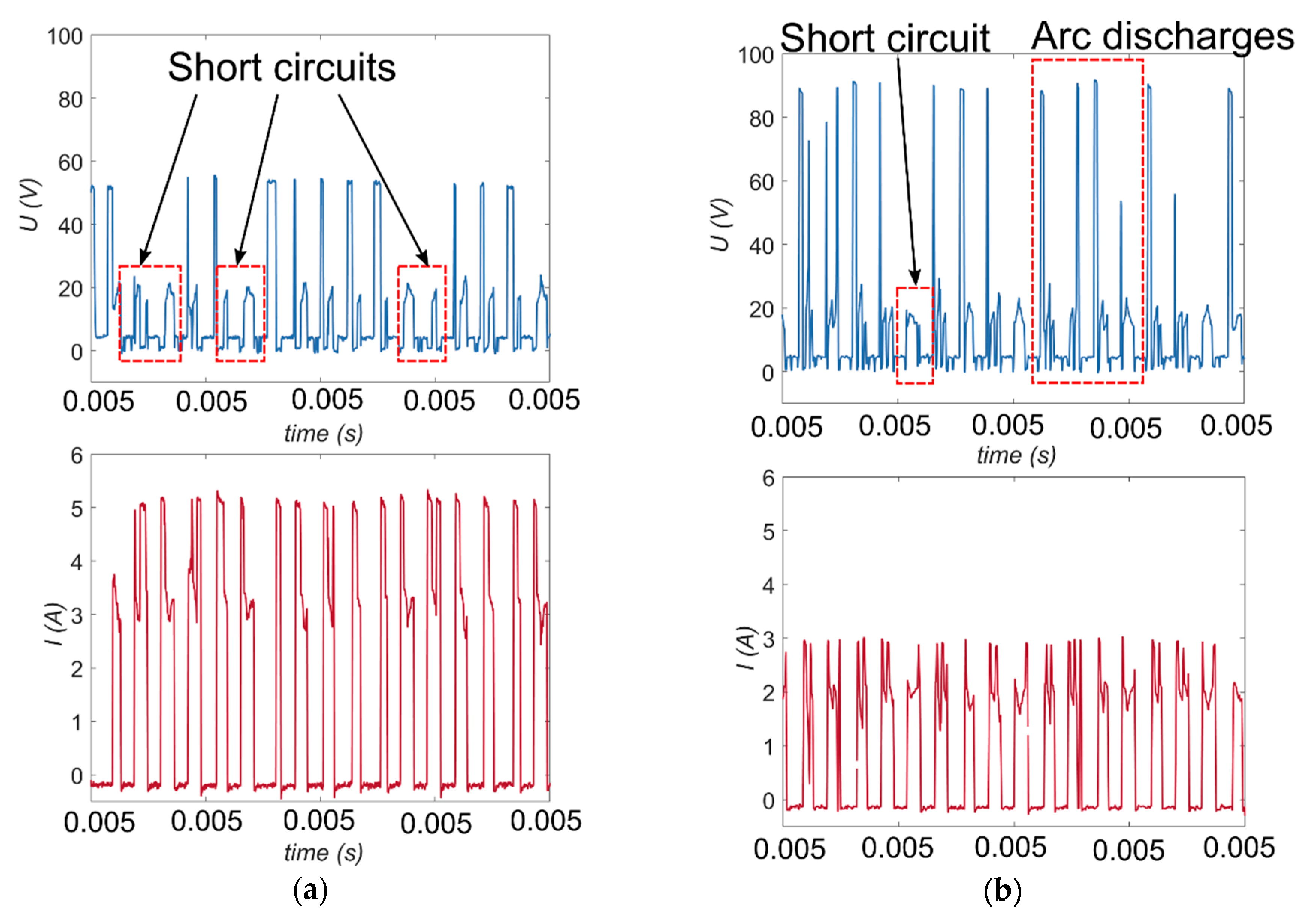
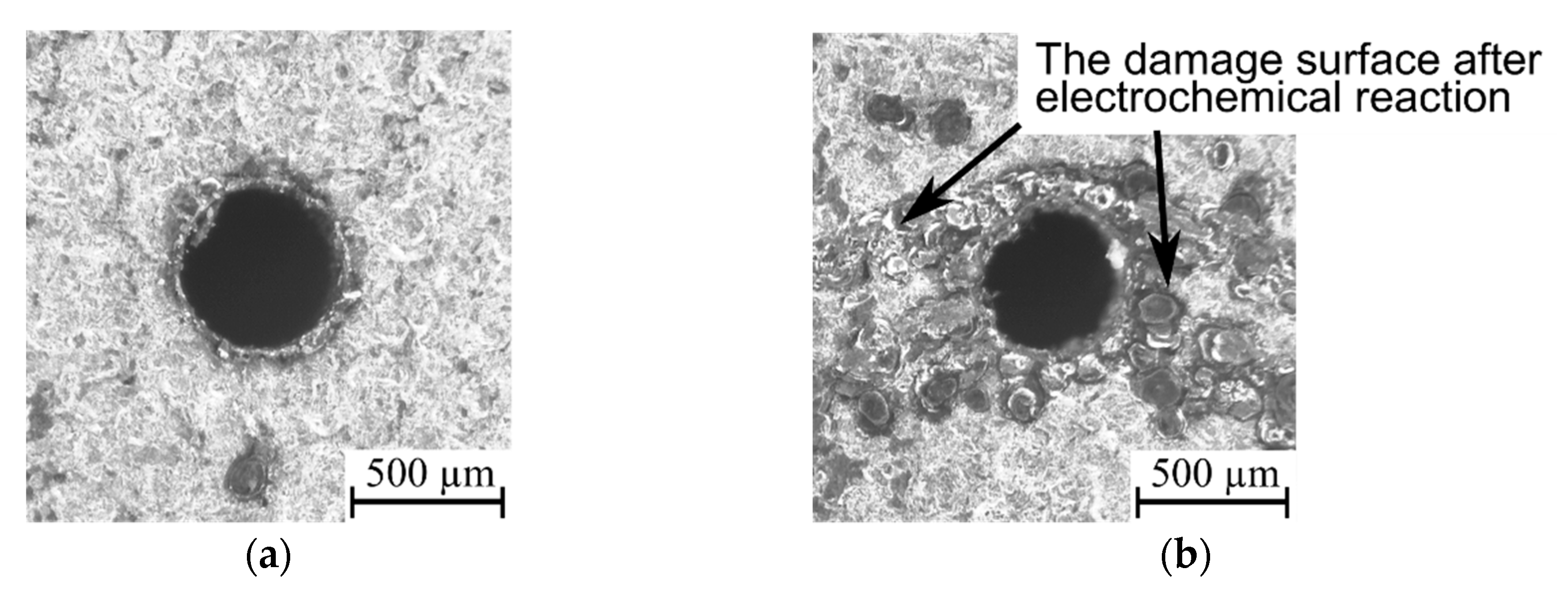
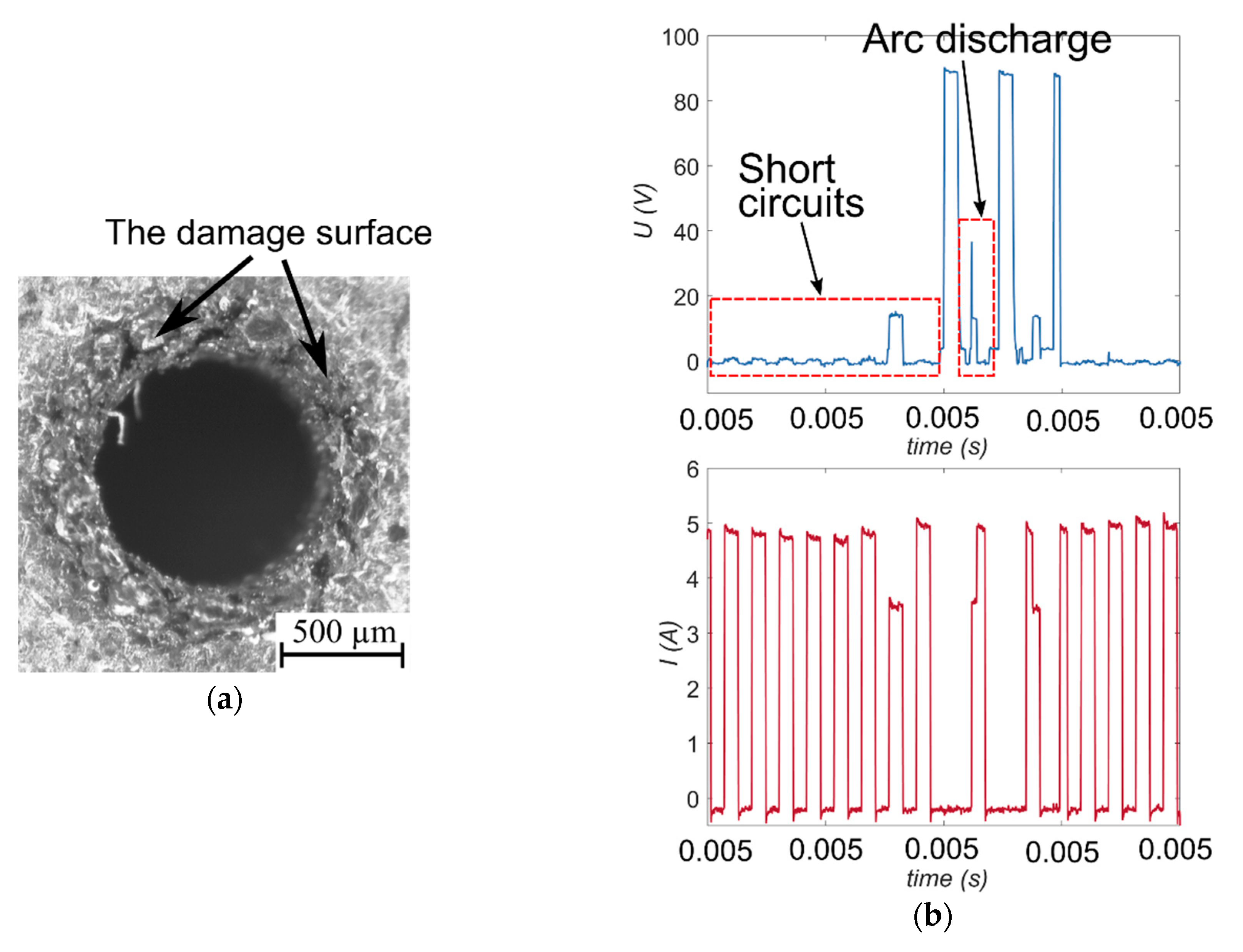
- For low values of the process parameters, such as current amplitude (I = 2.00–2.66 A), the open voltage (U = 60 V), and the tool electrode rotation (n = 100 rpm), during the single pulse time, short circuits and/or arc discharges occur. This causes a decrease in process efficiency (values of the drilling speed are about 2–3 µm/s) and a decrease in the hole dimensional accuracy (values of the side gap thickness are about 200 µm or greater).
- Further experimental research is required to improve the machinability of Inconel 718 with the use of EDM, to appropriately handle the complex nature of the phenomena within the gap area during the EDM process (especially in the case of drilling deep holes with a diameter of less than 1 mm), while also dealing with its thermophysical properties.
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| EDM/EDD | Electrical discharge machining/drilling |
| ECM | Electrochemical machining |
| SEM | Scanning electron microscope |
| U | Open voltage, (V) |
| ton | Pulse time, (µs) |
| I | Current amplitude, (A) |
| p | Inlet dielectric fluid pressure, (MPa) |
| n | Tube electrode rotation, (rpm) |
| S0 | Initial interelectrode gap thickness, (µm) |
| tdrilling | Drilling time pf each hole, (min) |
| toff | Pulse off time, (µs) |
| h | The hole depth, (µm) |
| htool | The shortening of the electrode, (µm) |
| Daverage | The average of the hole diameter, (µm) |
| Dtop | The average top diameter, (µm) |
| Dbottom | The average bottom diameter, (µm) |
| Dtool | Outer diameter of the tool electrode, (µm) |
| vf | Feed rate, (µm/min) |
| tm | The ECM test time, (min) |
| std | The standard deviation |
| v | Drilling speed, (µm/s) |
| LTW | Linear tool wear, (%) |
| SG | Side gap thickness, (µm) |
| AR | Aspect ratio hole |
References
- Thakur, D.G.; Ramamoorthy, B.; Vijayaraghavan, L. Study on the machinability characteristics of superalloy Inconel 718 during high speed turning. Mater. Des. 2009, 30, 1718–1725. [Google Scholar] [CrossRef]
- Thellaputtaa, G.R.; Bose, P.S.C.; Rao, C.S.P. Machinability of nickel based superalloys: A review. Mater. Today Proc. 2017, 4, 3712–3721. [Google Scholar] [CrossRef]
- Thomasa, A.; El–Wahabi, M.; Cabrera, J.M.; Prado, J.M. High temperature deformation of Inconel 718. J. Mater. Process. Technol. 2006, 177, 469–472. [Google Scholar] [CrossRef]
- Oh, J.W. Experimental Investigation and Analysis of Chip Rebonding Phenomenon in Turning Superalloys. Ph.D. Thesis, University of Michigan, Ann Arbor, MI, USA, 2013. [Google Scholar]
- Zhong, C.; Kittel, J.; Gasser, A.; Schleifenbaum, J.H. Study of nickel–based super–alloys Inconel 718 and Inconel 625 in high deposition–rate laser metal deposition. Opt. Laser Technol. 2019, 109, 352–360. [Google Scholar] [CrossRef]
- Babu, V.S.; Pavlovic, A.S.; Seehra, M.S. Oxidation characteristics and thermal expansion of Inconel alloy 718 from 300 K to 1273 K. In Superalloys 718, 625, 706 and Various Derivatives, Proceedings of the International Symposium on Superalloys 718, 625, 706 and Various Derivatives, Pittsburgh, PA, USA, 15–18 June 1997; The Minerals, Metals & Materials Society: Warrendale, PA, USA, 1997; pp. 689–693. [Google Scholar]
- Anbarasan, N.; Gupta, B.K.; Prakash, S.; Muthukumar, P.; Oyyaravelu, R.; John Felix Kumar, R.; Jerome, S. Effect of heat treatment on the microstructure and mechanical properties of Inconel 718. Mater. Today Proc. 2018, 5, 7716–7724. [Google Scholar] [CrossRef]
- Hernándes, M.; Amriz, R.R.; Cortès, R.; Gómora, C.M.; Plascencia, G.; Jaramillo, D. Assessment of gas tungsten arc welding thermal cycles on Inconel 718 alloy. Trans. Nonferrous Met. Soc. China 2019, 29, 579–587. [Google Scholar] [CrossRef]
- Rajesha, S.; Sharma, A.K.; Kumar, P. On electro discharge machining of Inconel 718 with hollow tool. J. Mater. Eng. Perform. 2012, 21, 882–891. [Google Scholar] [CrossRef]
- Antar, M.; Chantzis, D.; Marimuthu, S.; Hayward, P. High speed EDM and laser drilling of aerospace alloys. Procedia CIRP 2016, 42, 526–531. [Google Scholar] [CrossRef]
- Klocke, F.; Klink, A.; Veselovac, D.; Aspinwall, D.K.; Soo, S.L.; Schmidt, M.; Schilp, J.; Levy, G.; Kruth, J.P. Turbomachinery component manufacture by application of electrochemical, electro–physical and photonic processes. CIRP Ann. Manuf. Technol. 2014, 63, 703–726. [Google Scholar] [CrossRef]
- Lipiec, P.; Machno, M.; Skoczypiec, S. The Experimental Research on Electrodischarge Drilling of High Aspect Ratio Holes in Inconel 718. In Proceedings of the AIP Conference Proceedings, Palermo, Italy, 23–25 April 2018; Volume 1960, pp. 1–6. [Google Scholar]
- Kliuev, M.; Boccadoro, M.; Perez, R.; Dal Bó, W.; Stirnimann, J.; Kuster, F.; Wegener, K. EDM drilling and shaping of cooling holes in Inconel 718 turbine blades. Procedia CIRP 2016, 42, 322–327. [Google Scholar] [CrossRef]
- Gao, Q. Impact of electrode length on EDM inclined hole drilling process. Int. J. Adv. Manuf. Technol. 2018, 94, 1171–1175. [Google Scholar] [CrossRef]
- Goiogana, M.; Sarasua, J.A.; Ramos, J.M. Ultrasonic assisted electrical discharge machining for high aspect ratio blind holes. Procedia CIRP 2018, 68, 81–85. [Google Scholar] [CrossRef]
- Unune, D.R.; Nirala, C.K.; Mali, H.S. Accuracy and quality of micro-holes in vibration assisted micro-electro-discharge drilling of Inconel 718. Measurement 2019, 135, 424–437. [Google Scholar] [CrossRef]
- Kuppan, P.; Rajadurai, A.; Narayanan, S. Influence of EDM process parameters in deep hole drilling of Inconel 718. Int. J. Adv. Manuf. Technol. 2008, 38, 74–84. [Google Scholar] [CrossRef]
- Kibira, G.; Jahan, M.P.; Bhattacharyya, B. Micro–Electrical Discharge Machining Processes; Technologies and Applications; Materials Forming, Machining and Tribology; Springer: Gateway East, Singapore, 2019. [Google Scholar]
- Maja, P.; Błyskuna, P.; Kutb, S.; Romelczyk-Baishyaa, B.; Mrugałac, T.; Adamczyka, J.; Mizeraa, B. Flow forming and heat–treatment of Inconel 718 cylinders. J. Mater. Process. Technol. 2018, 253, 64–71. [Google Scholar] [CrossRef]
- Sahu, B.K.; Datta, S.; Mahapatra, S.S. On electro-discharge machining of Inconel 718 super alloys: An experimental investigation. Mater. Today Proc. 2018, 5, 4861–4869. [Google Scholar] [CrossRef]
- Datta, S.; Biswal, B.B.; Mahapatra, S.S. Machinability analysis of Inconel 601, 625, 718 and 825 during electro–discharge machining: On evaluation of optimal parameters setting. Measurement 2019, 137, 382–400. [Google Scholar] [CrossRef]
- Ray, S.; Kumar, R.; Panda, A.; Das, R.K. A brief review on machining of Inconel 718. Mater. Today Proc. 2018, 5, 18664–18673. [Google Scholar] [CrossRef]
- Gupta, M.K.; Mia, M.; Pruncu, C.I.; Kapłonek, W.; Nadolny, K.; Patra, K.; Mikołajczyk, T.; Pimenov, D.Y.; Sarikaya, M.; Sharma, V.S. Parametric optimization and process capability analysis for machining of nickel—Based superalloy. Int. J. Adv. Manuf. Technol. 2019, 102, 3995–4009. [Google Scholar] [CrossRef] [Green Version]
- Gatto, A.; Bassoli, E.; Denti, L.; Iuliano, L. Bridges of debris in the EDD process: Going beyond the thermo-electrical model. J. Mater. Process. Technol. 2013, 213, 349–360. [Google Scholar] [CrossRef]
- Ekmekci, B.; Sayar, A. Debris and consequences in micro electrodischarge machining of micro–holes. Int. J. Mach. Tools Manuf. 2013, 65, 58–67. [Google Scholar] [CrossRef]
- Kliuev, M.; Florio, K.; Akbari, M.; Wegener, K. Influence of energy fraction in EDM drilling of Inconel 718 by statistical analysis and finite element crater-modelling. J. Manuf. Process. 2019, 40, 84–93. [Google Scholar] [CrossRef]
- Bassoli, E.; Denti, L.; Gatto, A.; Iuliano, L. Influence of electrode size and geometry in electro–discharge drilling of Inconel 718. Int. J. Adv. Manuf. Technol. 2016, 86, 2329–2337. [Google Scholar] [CrossRef]
- Albiński, K. Research on the Influence of Selected Factors on the Electro Erosion Resistance of Tool Electrodes in the Case of Electro-Pulse Drilling. Ph.D. Thesis, Cracow University of Technology, Kraków, Poland, 1961. [Google Scholar]
- Natsu, W.; Maeda, H. Realization of high-speed micro EDM for high–aspect–ratio micro hole with mist nozzle. Procedia CIRP 2018, 68, 575–577. [Google Scholar] [CrossRef]
- Yu, Z.Y.; Zhang, Y.; Li, J.; Luan, J.; Zhao, F.; Guo, D. High aspect ratio micro-hole drilling aided with ultrasonic vibration and planetary movement of electrode by micro-EDM. CIRP Ann. Manuf. Technol. 2009, 58, 213–216. [Google Scholar] [CrossRef]
- Machno, M.; Bogucki, R.; Szkoda, M.; Bizoń, W. Impact of the deionized water on making high aspect ratio holes in the Inconel 718 alloy with the use of electrical discharge drilling. Materials 2020, 13, 1476. [Google Scholar] [CrossRef] [Green Version]
- Munz, M.; Risto, M.; Haas, R. Specifics of flushing in electrical discharge drilling. Procedia CIRP 2013, 6, 83–88. [Google Scholar] [CrossRef] [Green Version]
- Ferraris, E.; Castiglioni, V.; Ceyssens, F.; Annoni, M.; Lauwers, B.; Reynaerts, D. EDM drilling of ultra–high aspect ratio micro holes with insulated tools. CIRP Ann. Manuf. Technol. 2013, 62, 191–194. [Google Scholar] [CrossRef]
- Tanjilul, M.; Ahmed, A.; Senthil Kumar, A.; Rahman, M. A study on EDM debris particle size and flushing mechanism for efficient debris removal in EDM–drilling of Inconel 718. J. Mater. Process. Technol. 2018, 255, 263–274. [Google Scholar] [CrossRef]
- Ahmed, A.; Tanjilul, M.; Senthil Kumar, A. Ultrafast drilling of Inconel 718 using hybrid EDM with different electrode materials. Int. J. Adv. Manuf. Technol. 2020, 106, 2281–2294. [Google Scholar] [CrossRef]
- Pudlik, W. Replacement and Heat Exchangers; Gdańsk University of Technology: Gdańsk, Poland, 2012. [Google Scholar]
- Kuppan, P.; Narayanan, S.; Oyyaravelu, R.; Balan, A.S.S. Performance evaluation of electrode materials in electric discharge deep hole drilling of Inconel 718 superalloy. Procedia Eng. 2017, 174, 53–59. [Google Scholar] [CrossRef]
- Kliuev, M.; Baumgart, C.; Wegener, K. Fluid dynamics in electrode flushing channel and electrode–workpiece gap during EDM drilling. Procedia CIRP 2018, 68, 254–259. [Google Scholar] [CrossRef]
- Yan, Z.; Zhengyang, X.; Jun, X.; Di, Z. Effect of tube–electrode inner diameter on electrochemical discharge machining of nickel–based superalloy. Chin. J. Aeronaut. 2016, 29, 1103–1110. [Google Scholar]
- Fan, Z.-W.; Hourng, L.-W. Electrochemical micro–drilling of deep holes by rotational cathode tools. Int. J. Manuf. Technol. 2011, 52, 555–563. [Google Scholar] [CrossRef]
- Świercz, R.; Oniszczuk-Świercz, D.; Chmielewski, T. Multi-response optimization of electrical discharge machining using the desirability function. Micromachines 2019, 10, 72. [Google Scholar] [CrossRef] [Green Version]
- Mysiński, W. Power Generators for the EDM Machines; Cracow University of Technology: Cracow, Poland, 2018. [Google Scholar]
- Mysiński, W.; Cudak, A. Application of fuzzy logic for a gap–width controller used in electro-discharge machining. In Proceedings of the International Conference on Signals and Electronic Systems, Cracow, Poland, 5–7 September 2016; pp. 183–188. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Cr | Fe | Nb | Mo | Ti | Al | Co | Mn | C | Si | P |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 50.0–55.0 | 17.0–21.0 | Balance | 4.75–5.5 | 2.8–3.3 | 0.65–1.15 | 0.2–0.8 | <1.0 | <0.35 | <0.08 | <0.35 | <0.015 |
| Temperature (°K) | Density (kg/m3) | Thermal Conductivity (W/(m∙°K)) | Heat Capacity (J/(kg∙°K)) |
|---|---|---|---|
| 293.15 | 8930 | 395.5 | 381 |
| 873.15 | 8700 | 344.2 | 456 |
| Input Parameters | Output Parameters |
|---|---|
| Open voltage, U (V) | Drilling speed v (μm/s) |
| Pulse time, ton (μs) | Linear tool wear LTW (%) |
| Current amplitude, I (A) | Side gap thickness, SG (µm) |
| Inlet dielectric fluid pressure, p (MPa) | Aspect ratio hole, AR |
| Tube electrode rotation, n (rpm) |
| EDD Parameters | Level | |||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |||
| U (V) | 60 | 80 | 100 | 120 | ||
| 1 | 2 | 3 | 4 | 5 | ||
| ton (µs) | 100 | 325 | 550 | 775 | 999 | |
| I (A) | 2.00 | 2.66 | 3.33 | 3.99 | 4.65 | |
| p (MPa) | 5 | 6 | 7 | 8 | 9 | |
| n (rpm) | 100 | 200 | 300 | 400 | 500 | |
| Exp. No. | EDD Parameters | Measured Values | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| U (V) | ton (µs) | I (A) | p (MPa) | n (rpm) | Dtop (μm) | Dbottom (μm) | h (μm) | htool (µm) | tdrilling (min) | |
| 1 * | 80 | 325 | 2.66 | 6 | 400 | 705 | 400 | 8783 | 1370 | 2700 |
| 2 * | 80 | 325 | 2.66 | 8 | 200 | 656 | 400 | 8680 | 1717 | 2700 |
| 3 * | 80 | 325 | 3.99 | 6 | 200 | 629 | 400 | 9704 | 2223 | 2700 |
| 4 | 80 | 325 | 3.99 | 8 | 400 | 752 | 429 | 10,000 | 1519 | 1484 |
| 5 * | 80 | 775 | 2.66 | 6 | 200 | 582 | 400 | 7586 | 1838 | 2700 |
| 6 * | 80 | 775 | 2.66 | 8 | 400 | 711 | 400 | 9504 | 3070 | 2700 |
| 7 | 80 | 775 | 3.99 | 6 | 400 | 527 | 441 | 10,000 | 2426 | 1075 |
| 8 | 80 | 775 | 3.99 | 8 | 200 | 559 | 473 | 10,000 | 2315 | 1309 |
| 9 | 100 | 325 | 2.66 | 6 | 200 | 522 | 478 | 10,000 | 1630 | 2700 |
| 10 | 100 | 325 | 2.66 | 8 | 400 | 743 | 422 | 10,000 | 1448 | 1791 |
| 11 | 100 | 325 | 3.99 | 6 | 400 | 604 | 456 | 10,000 | 2116 | 1075 |
| 12 | 100 | 325 | 3.99 | 8 | 200 | 587 | 471 | 10,000 | 2309 | 1908 |
| 13 | 100 | 775 | 2.66 | 6 | 400 | 835 | 528 | 10,000 | 3124 | 1792 |
| 14 | 100 | 775 | 2.66 | 8 | 200 | 668 | 465 | 10,000 | 2880 | 2365 |
| 15 | 100 | 775 | 3.99 | 6 | 200 | 612 | 434 | 10,000 | 2860 | 1600 |
| 16 | 100 | 775 | 3.99 | 8 | 400 | 536 | 495 | 10,000 | 2781 | 812 |
| 17 * | 60 | 550 | 3.33 | 7 | 300 | 835 | 400 | 7258 | 2944 | 2700 |
| 18 | 120 | 550 | 3.33 | 7 | 300 | 668 | 544 | 10,000 | 2638 | 1429 |
| 19 | 100 | 100 | 3.33 | 7 | 300 | 727 | 408 | 10,000 | 2496 | 2700 |
| 20 | 100 | 999 | 3.33 | 7 | 300 | 645 | 475 | 10,000 | 3582 | 1971 |
| 21 * | 100 | 550 | 2.00 | 7 | 300 | 734 | 400 | 8818 | 3197 | 2700 |
| 22 | 100 | 550 | 4.65 | 7 | 300 | 567 | 470 | 10,000 | 2787 | 825 |
| 23 | 100 | 550 | 3.33 | 5 | 300 | 707 | 467 | 10,000 | 3207 | 1687 |
| 24 | 100 | 550 | 3.33 | 9 | 300 | 657 | 464 | 10,000 | 2826 | 1302 |
| 25 * | 100 | 550 | 3.33 | 7 | 100 | 1015 | 400 | 6179 | 1896 | 2700 |
| 26 | 100 | 550 | 3.33 | 7 | 500 | 638 | 503 | 10,000 | 2477 | 1247 |
| 27 | 100 | 550 | 3.33 | 7 | 300 | 797 | 486 | 10,000 | 2645 | 1273 |
| 28 | 100 | 550 | 3.33 | 7 | 300 | 857 | 520 | 10,000 | 2833 | 2342 |
| 29 | 100 | 550 | 3.33 | 7 | 300 | 723 | 452 | 10,000 | 2973 | 1875 |
| 30 | 100 | 550 | 3.33 | 7 | 300 | 678 | 461 | 10,000 | 2946 | 1699 |
| 31 | 100 | 550 | 3.33 | 7 | 300 | 673 | 468 | 10,000 | 2705 | 1971 |
| 32 | 100 | 550 | 3.33 | 7 | 300 | 656 | 432 | 10,000 | 2850 | 1906 |
| Machining Parameter | Value/Characteristic |
|---|---|
| Open voltage, U (V) | 25 |
| Pulse time, ton (µs) | 300 |
| Feed rate, vf (µm/min) | 25 |
| Test time, tm (min) | 10 |
| Initial interelectrode gap size, S0 (µm) | 50 |
| Inlet working fluid pressure, p (MPa) | 5 |
| Workpiece material | Inconel 718 |
| Working fluid | Deionized water with electrical conductivity 5 µS/cm |
| Tool electrode | Single-channel, outer diameter 1.00 mm |
© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Machno, M. Investigation of the Machinability of the Inconel 718 Superalloy during the Electrical Discharge Drilling Process. Materials 2020, 13, 3392. https://doi.org/10.3390/ma13153392
Machno M. Investigation of the Machinability of the Inconel 718 Superalloy during the Electrical Discharge Drilling Process. Materials. 2020; 13(15):3392. https://doi.org/10.3390/ma13153392
Chicago/Turabian StyleMachno, Magdalena. 2020. "Investigation of the Machinability of the Inconel 718 Superalloy during the Electrical Discharge Drilling Process" Materials 13, no. 15: 3392. https://doi.org/10.3390/ma13153392
APA StyleMachno, M. (2020). Investigation of the Machinability of the Inconel 718 Superalloy during the Electrical Discharge Drilling Process. Materials, 13(15), 3392. https://doi.org/10.3390/ma13153392