Mechanical Properties of Natural Fiber Reinforced Foamed Concrete

 ,
, 
 ,
,
Abstract
1. Introduction
2. Materials and Methods
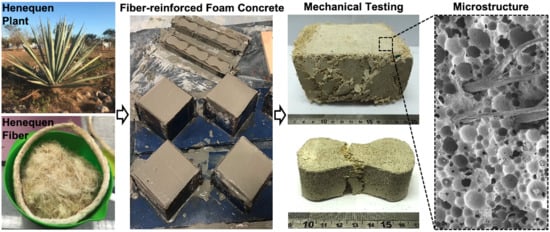
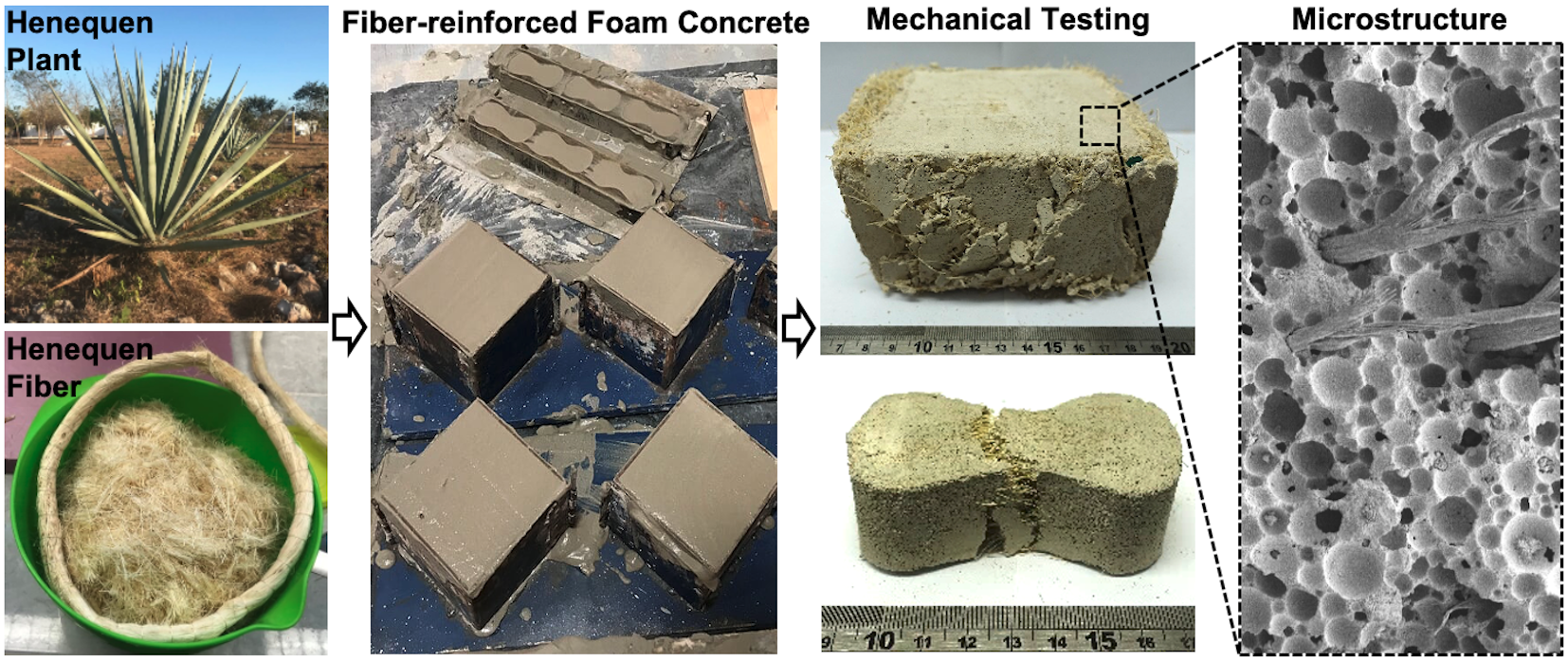
2.1. Foamed Concrete and Fibers
2.2. Alkaline Treatment of Henequen Fibers
2.3. Foamed Concrete Preparation
2.4. Mechanical Characterization of Foamed Concrete
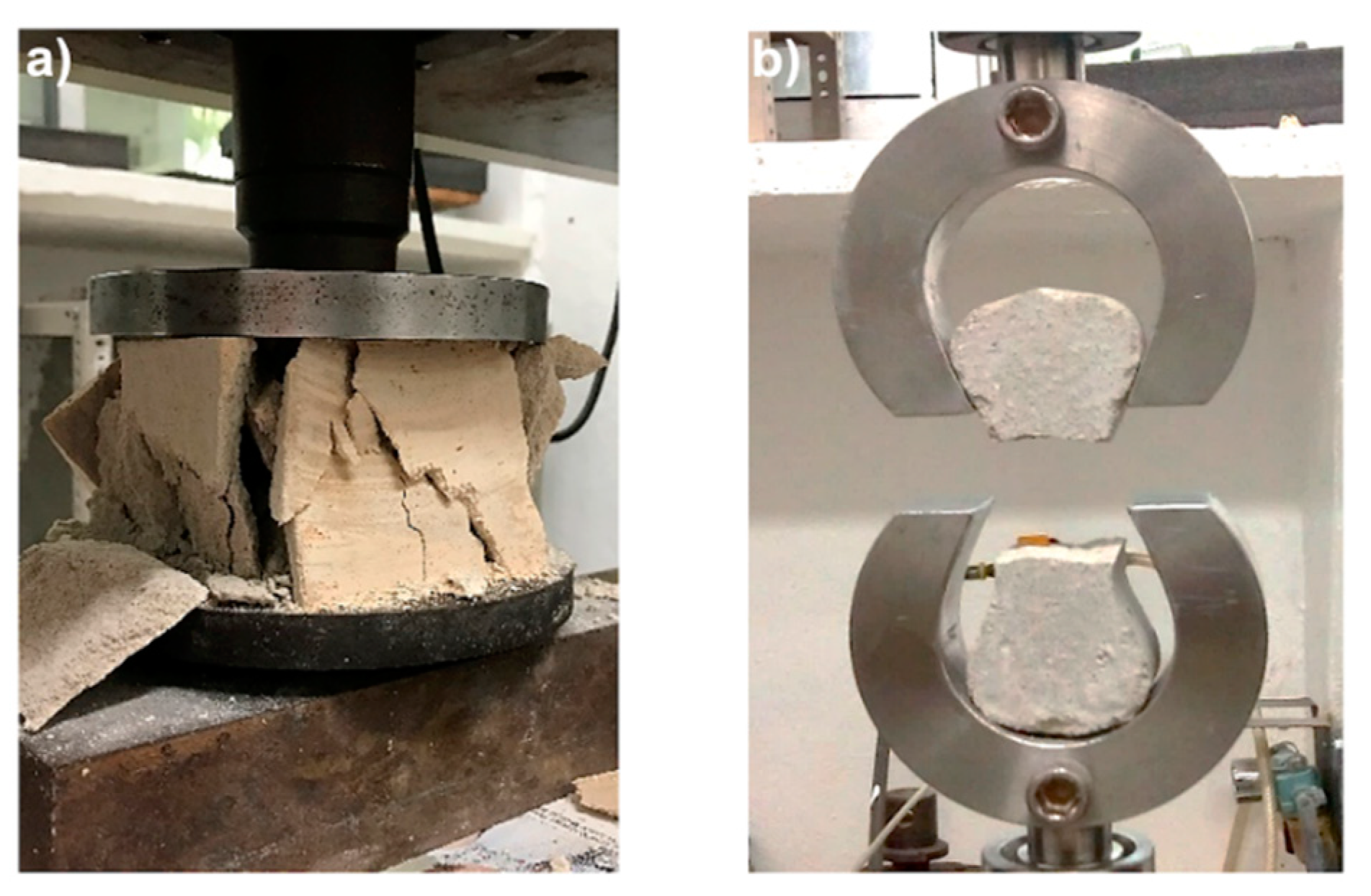
2.4.1. Uniaxial Compression Test
2.4.2. Uniaxial Tensile Test
2.5. Microscopy
3. Results and Discussion
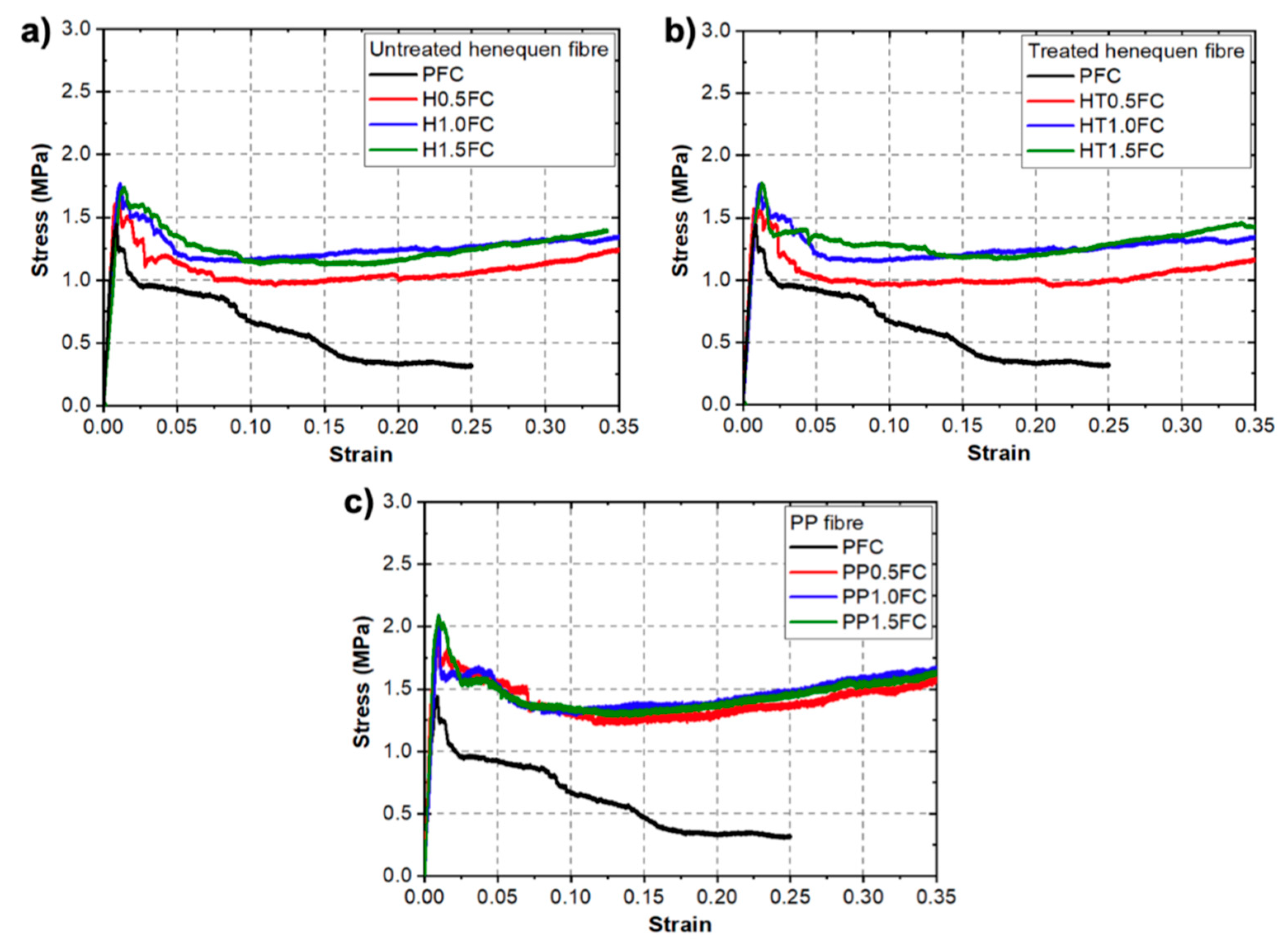
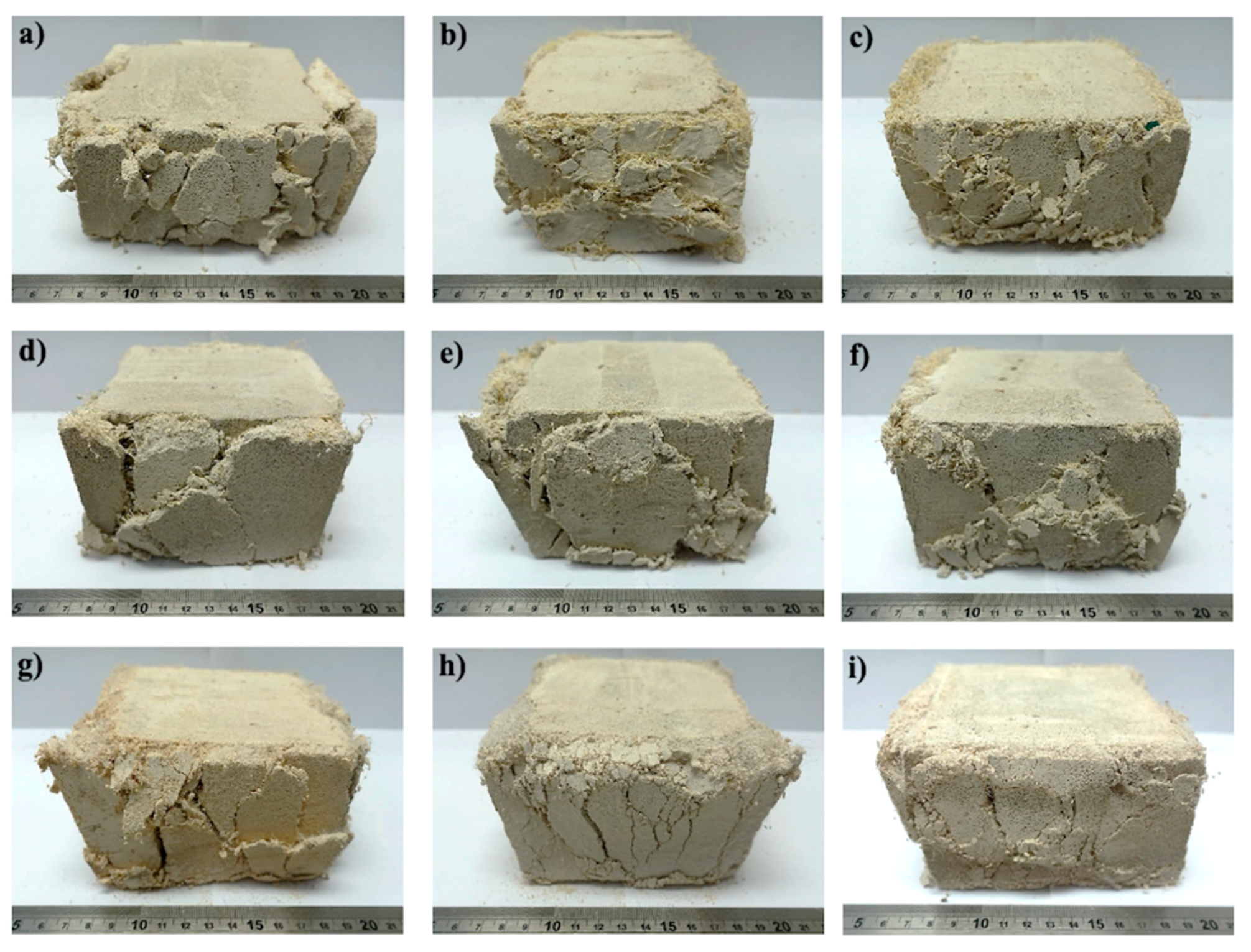
3.1. Uniaxial Compression Test
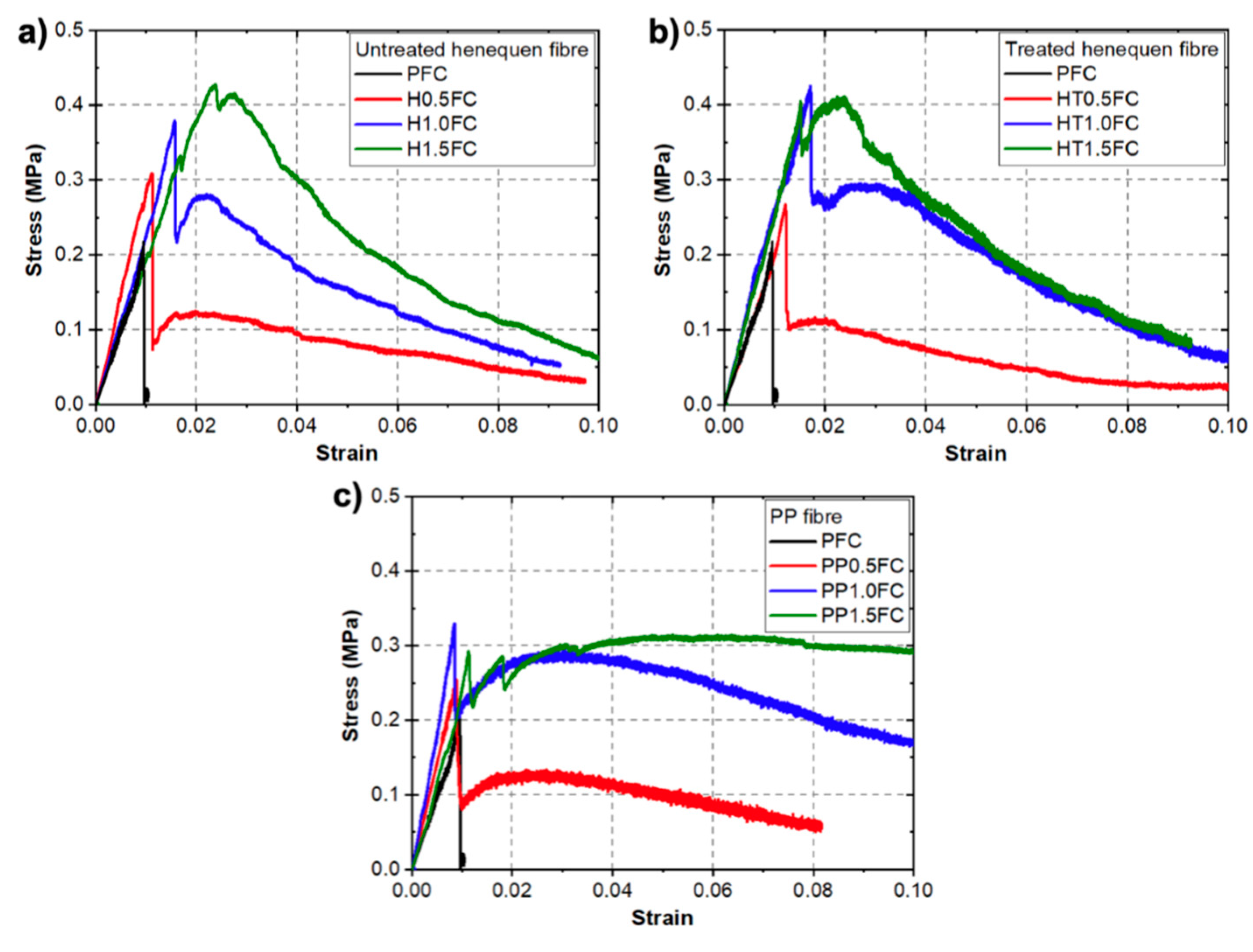
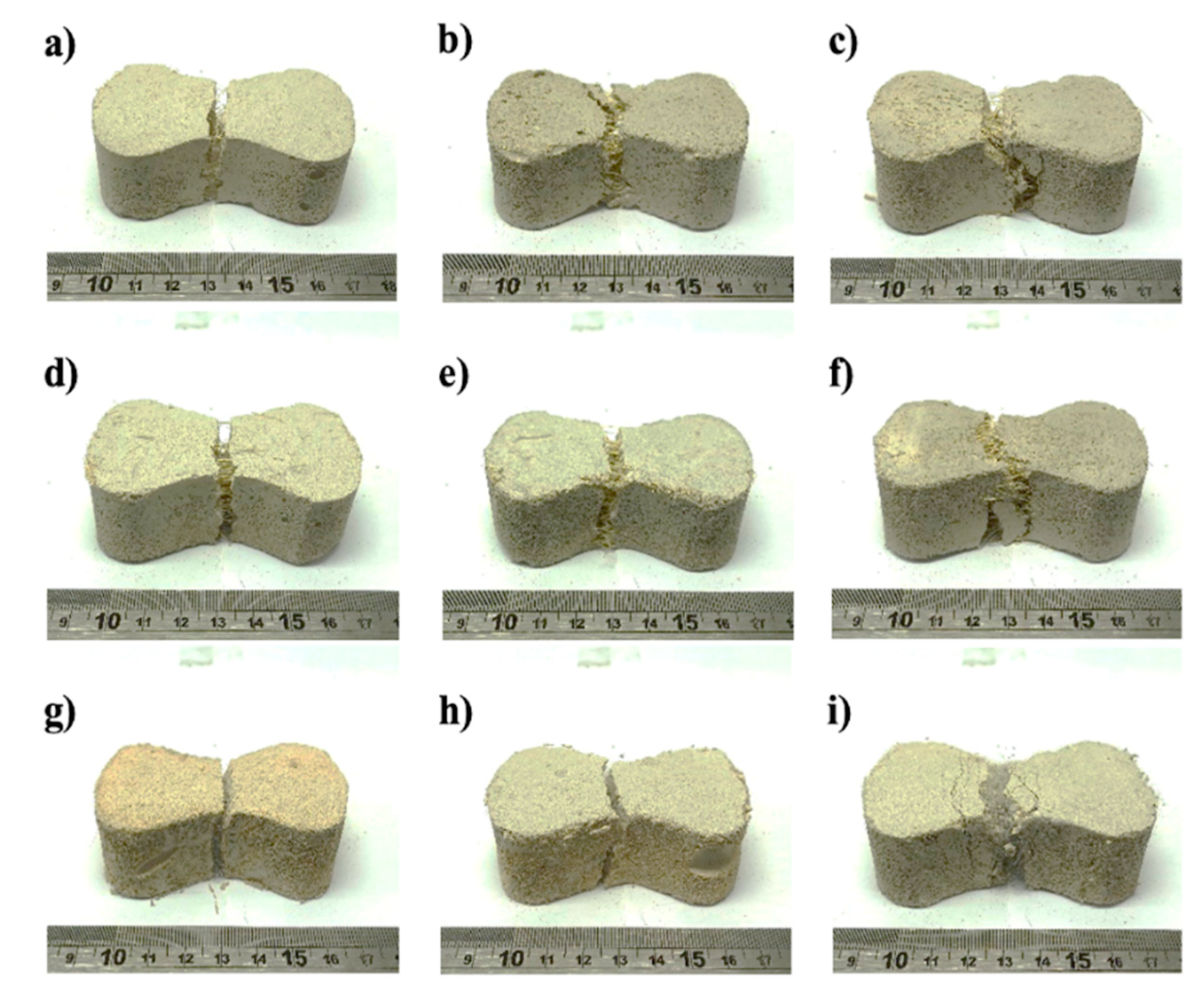
3.2. Uniaxial Tensile Test
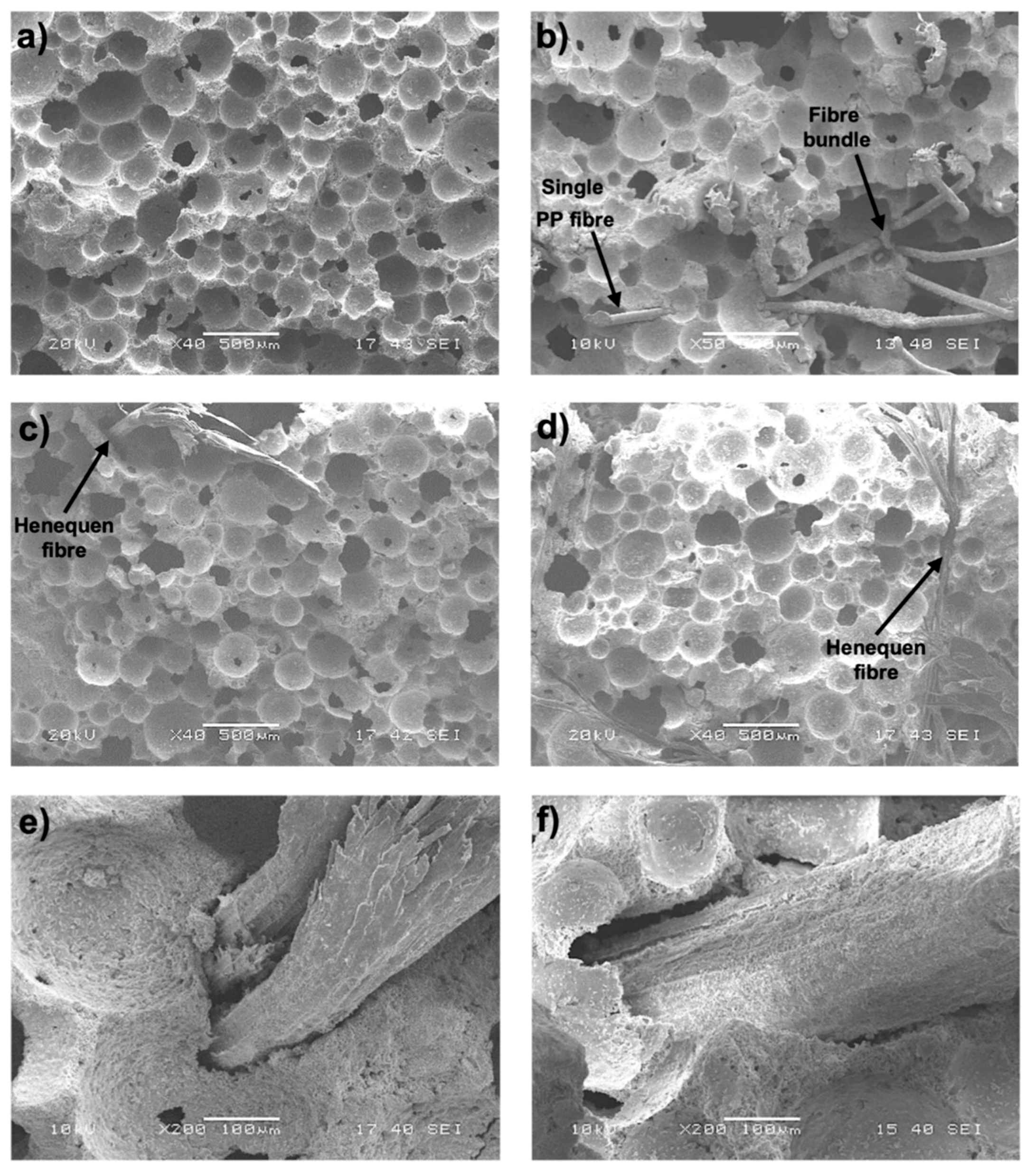
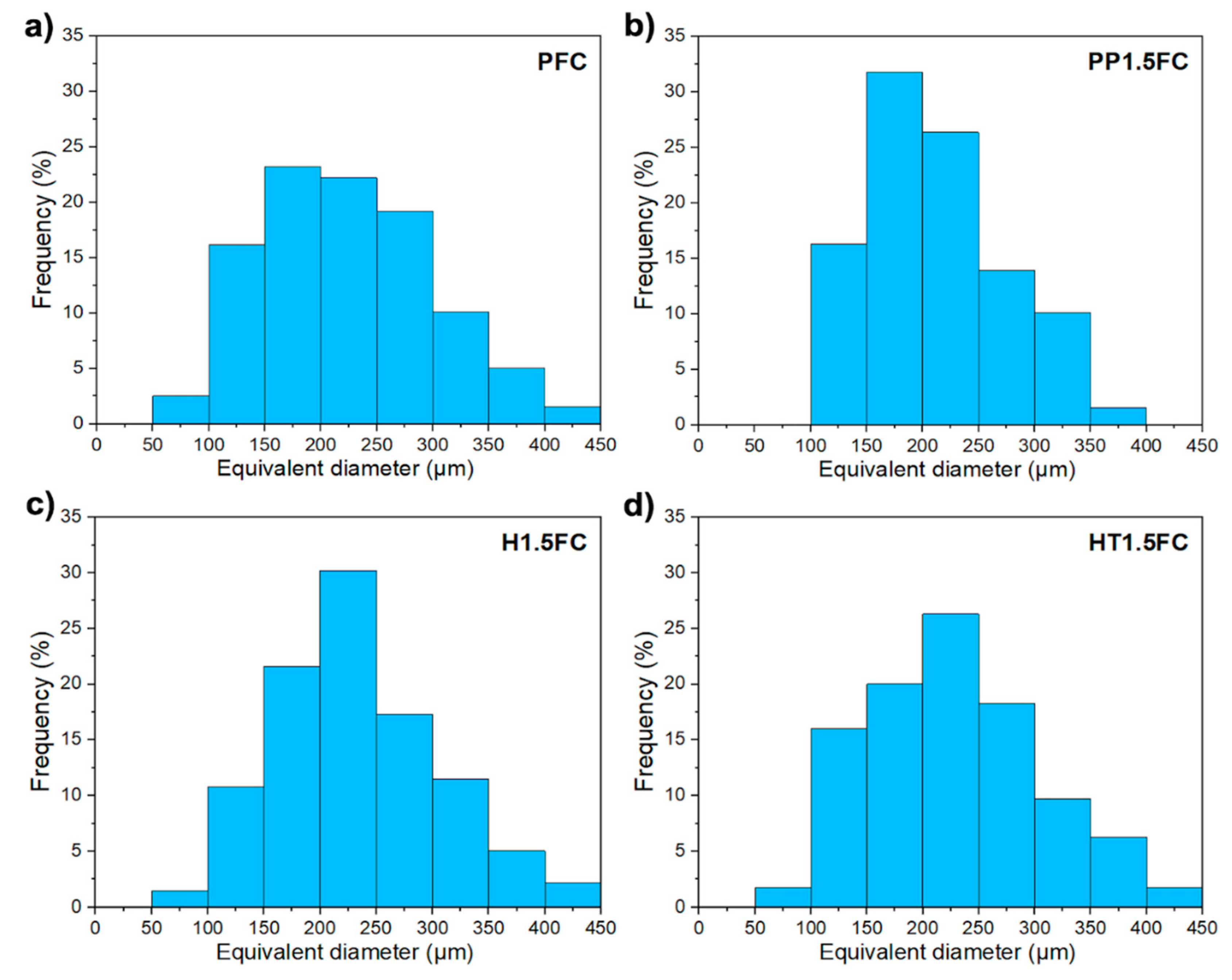
3.3. Microscopic Characterization of Air-Voids
3.4. Discussion
4. Conclusions
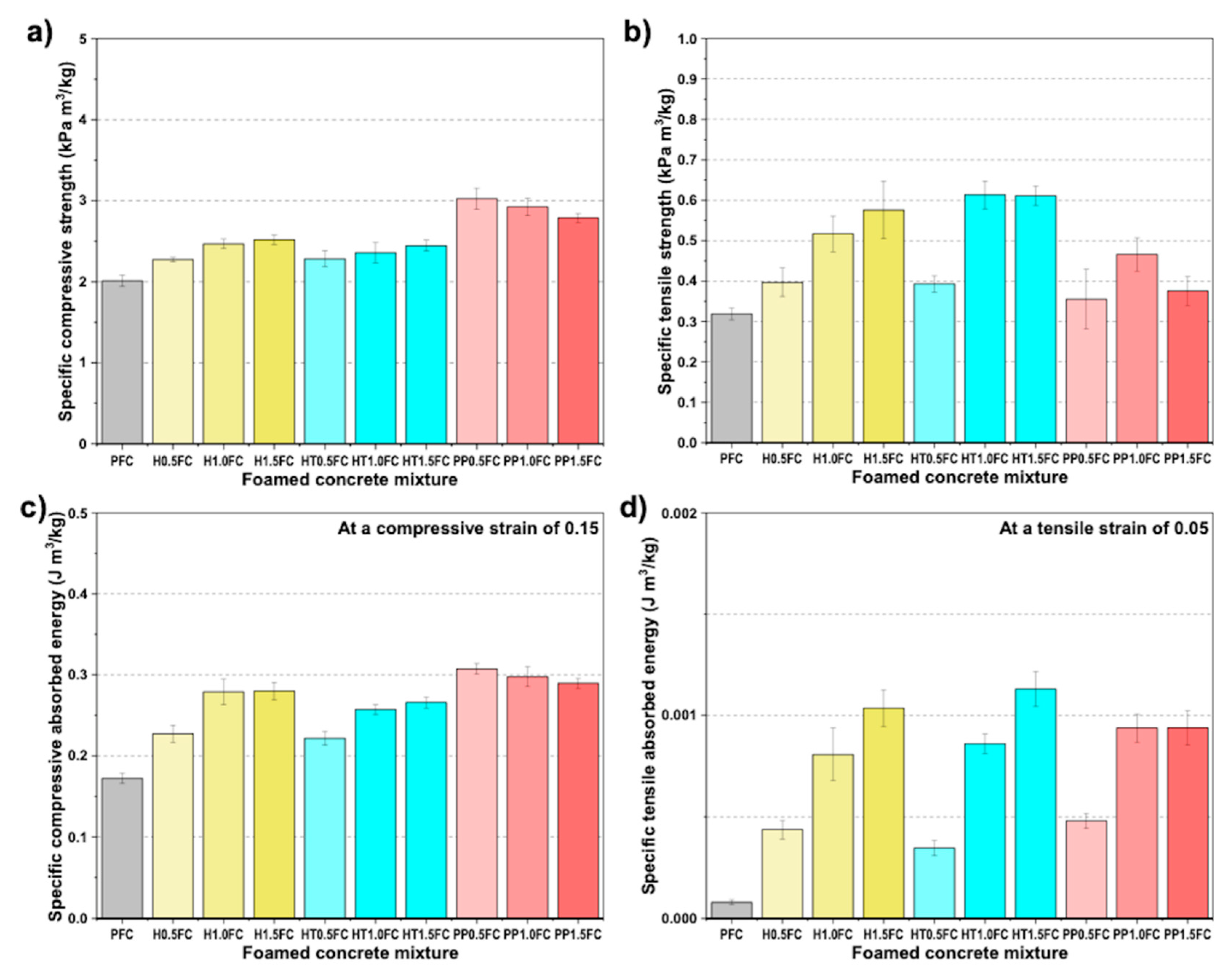
- For all FRFC mixtures, the inclusion of the fibers enhanced the compressive strength and plastic behavior, which was attributed to the increase of specimen integrity by the fibers;
- For all FRFC mixtures, after the peak compressive strength, there was no considerable loss in strength and a plateau-like regime was observed;
- The tension tests showed that fiber-reinforcement significantly increased the tensile strength of the FRFCs and prevented a sudden failure of the specimens, which was in contrast to the brittle behavior of the PFC;
- The tensile strength was higher when treated henequen fibers at 1% and 1.5% volume fractions were used, which was attributed to a better fiber–matrix interaction due to the alkaline treatment of the fibers;
- The workability of the mixtures decreased substantially for a fiber volume fraction of 1.5%;
- The microscopic characterization showed that the inclusion of fibers did not significantly modify the cellular structure of the foamed concrete;
- A much higher energy absorption was observed for FRFCs when compared to the PFC, which is attributed to the increased toughness and ductility produced by the fibers;
- The specific tensile absorbed energy at a tensile strain of 0.05 was higher when treated henequen fibers at a 1.5% volume fraction were used, which suggested that the treatment contributed to the increase of the material toughness;
- The mechanical results indicated that FRFC reinforced with henequen fiber has the potential to be used as a sustainable lightweight construction material, and to be used as the core material for sandwich composites.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ramamurthy, K.; Kunhanandan Nambiar, E.K.; Indu Siva Ranjani, G. A classification of studies on properties of foam concrete. Cem. Concr. Compos. 2009, 31, 388–396. [Google Scholar] [CrossRef]
- Mugahed Amran, Y.H.; Farzadnia, N.; Abang Ali, A.A. Properties and applications of foamed concrete; a review. Constr. Build. Mater. 2015, 101, 990–1005. [Google Scholar] [CrossRef]
- Song, P.S.; Hwang, S.; Sheu, B.C. Strength properties of nylon- and polypropylene-fiber-reinforced concretes. Cem. Concr. Res. 2005, 35, 1546–1550. [Google Scholar] [CrossRef]
- Falliano, D.; De Domenico, D.; Ricciardi, G.; Gugliandolo, E. Compressive and flexural strength of fiber-reinforced foamed concrete: Effect of fiber content, curing conditions and dry density. Constr. Build. Mater. 2019, 198, 479–493. [Google Scholar] [CrossRef]
- Arisoy, B.; Wu, H.-C. Material characteristics of high performance lightweight concrete reinforced with PVA. Constr. Build. Mater. 2008, 22, 635–645. [Google Scholar] [CrossRef]
- Flores-Johnson, E.A.; Li, Q.M. Structural behaviour of composite sandwich panels with plain and fibre-reinforced foamed concrete cores and corrugated steel faces. Compos. Struct. 2012, 94, 1555–1563. [Google Scholar] [CrossRef]
- Jones, M.R.; McCarthy, A. Preliminary views on the potential of foamed concrete as a structural material. Mag. Concr. Res. 2005, 57, 21–31. [Google Scholar] [CrossRef]
- Othuman Mydin, M.A.; Soleimanzadeh, S. Effect of polypropylene fiber content on flexural strength of lightweight foamed concrete at ambient and elevated temperatures. Adv. Appl. Sci. Res. 2012, 3, 2837–2846. [Google Scholar]
- Mugahed Amran, Y.H.; Alyousef, R.; Alabduljabbar, H.; Khudhair, M.H.R.; Hejazi, F.; Alaskar, A.; Alrshoudi, F.; Siddika, A. Performance properties of structural fibred-foamed concrete. Results Eng. 2020, 5, 100092. [Google Scholar] [CrossRef]
- Guerini, V.; Conforti, A.; Plizzari, G.; Kawashima, S. Influence of Steel and Macro-Synthetic Fibers on Concrete Properties. Fibers 2018, 6, 47. [Google Scholar] [CrossRef]
- Wu, Y.; Song, W.; Zhao, W.; Tan, X. An Experimental Study on Dynamic Mechanical Properties of Fiber-Reinforced Concrete under Different Strain Rates. Appl. Sci. 2018, 8, 1904. [Google Scholar] [CrossRef]
- Hoyos, C.G.; Zuluaga, R.; Gañán, P.; Pique, T.M.; Vazquez, A. Cellulose nanofibrils extracted from fique fibers as bio-based cement additive. J. Cleaner Prod. 2019, 235, 1540–1548. [Google Scholar] [CrossRef]
- Chiacchiarelli, L.M.; Cerrutti, P.; Flores-Johnson, E.A. Compressive behavior of rigid polyurethane foams nanostructured with bacterial nanocellulose at low and intermediate strain rates. J. Appl. Polym. Sci. 2020, 137, 48701. [Google Scholar] [CrossRef]
- Frydrych, M.; Hýsek, Š.; Fridrichová, L.; Le Van, S.; Herclík, M.; Pechočiaková, M.; Le Chi, H.; Louda, P. Impact of Flax and Basalt Fibre Reinforcement on Selected Properties of Geopolymer Composites. Sustainability 2020, 12, 118. [Google Scholar] [CrossRef]
- Kandemir, A.; Pozegic, T.R.; Hamerton, I.; Eichhorn, S.J.; Longana, M.L. Characterisation of Natural Fibres for Sustainable Discontinuous Fibre Composite Materials. Materials 2020, 13, 2129. [Google Scholar] [CrossRef]
- Ramakrishna, G.; Sundararajan, T. Impact strength of a few natural fibre reinforced cement mortar slabs: A comparative study. Cem. Concr. Compos. 2005, 27, 547–553. [Google Scholar] [CrossRef]
- Ahmad, W.; Farooq, S.H.; Usman, M.; Khan, M.; Ahmad, A.; Aslam, F.; Yousef, R.A.; Abduljabbar, H.A.; Sufian, M. Effect of Coconut Fiber Length and Content on Properties of High Strength Concrete. Materials 2020, 13, 1075. [Google Scholar] [CrossRef]
- Okeola, A.A.; Abuodha, S.O.; Mwero, J. Experimental Investigation of the Physical and Mechanical Properties of Sisal Fiber-Reinforced Concrete. Fibers 2018, 6, 53. [Google Scholar] [CrossRef]
- Tolêdo Filho, R.D.; Scrivener, K.; England, G.L.; Ghavami, K. Durability of alkali-sensitive sisal and coconut fibres in cement mortar composites. Cem. Concr. Compos. 2000, 22, 127–143. [Google Scholar] [CrossRef]
- Wei, J.; Meyer, C. Degradation mechanisms of natural fiber in the matrix of cement composites. Cem. Concr. Res. 2015, 73, 1–16. [Google Scholar] [CrossRef]
- Fidelis, M.E.A.; Toledo Filho, R.D.; Silva, F.d.A.; Mechtcherine, V.; Butler, M.; Hempel, S. The effect of accelerated aging on the interface of jute textile reinforced concrete. Cem. Concr. Compos. 2016, 74, 7–15. [Google Scholar] [CrossRef]
- De Klerk, M.D.; Kayondo, M.; Moelich, G.M.; de Villiers, W.I.; Combrinck, R.; Boshoff, W.P. Durability of chemically modified sisal fibre in cement-based composites. Constr. Build. Mater. 2020, 241, 117835. [Google Scholar] [CrossRef]
- Claramunt, J.; Ardanuy, M.; García-Hortal, J.A.; Tolêdo Filho, R.D. The hornification of vegetable fibers to improve the durability of cement mortar composites. Cem. Concr. Compos. 2011, 33, 586–595. [Google Scholar] [CrossRef]
- Wei, J.; Meyer, C. Improving degradation resistance of sisal fiber in concrete through fiber surface treatment. Appl. Surf. Sci. 2014, 289, 511–523. [Google Scholar] [CrossRef]
- Mahzabin, M.S.; Hock, L.J.; Hossain, M.S.; Kang, L.S. The influence of addition of treated kenaf fibre in the production and properties of fibre reinforced foamed composite. Constr. Build. Mater. 2018, 178, 518–528. [Google Scholar] [CrossRef]
- Othuman Mydin, M.A.; Rozlan, N.A.; Ganesan, S. Experimental study on the mechanical properties of coconut fibre reinforced lightweight foamed concrete. J. Mater. Environ. Sci. 2015, 6, 407–411. [Google Scholar]
- Liu, Y.; Wang, Z.; Fan, Z.; Gu, J. Study on properties of sisal fiber modified foamed concrete. IOP Conf. Ser. Mater. Sci. Eng. 2020, 744, 012042. [Google Scholar] [CrossRef]
- Amarnath, Y.; Ramachandrudu, C. Properties of Foamed Concrete with Sisal Fibre. In Proceedings of the 9th International Concrete Conference 2016: Environment, Efficiency and Economic Challenges for Concrete, University of Dundee, Dundee, UK, 4–6 July 2016. [Google Scholar]
- Flores-Johnson, E.A.; Yan, Y.Z.; Carrillo, J.G.; González-Chi, P.I.; Herrera-Franco, P.J.; Li, Q.M. Mechanical Characterization of Foamed Concrete Reinforced with Natural Fibre. Mater. Res. Proc. 2018, 7, 1–6. [Google Scholar] [CrossRef]
- Flores-Johnson, E.A.; Company-Rodríguez, B.A.; Koh-Dzul, J.F.; Carrillo, J.G. Shaking Table Test of U-Shaped Walls Made of Fiber-Reinforced Foamed Concrete. Materials 2020, 13, 2534. [Google Scholar] [CrossRef]
- Sayadi, A.A.; Tapia, J.V.; Neitzert, T.R.; Clifton, G.C. Effects of expanded polystyrene (EPS) particles on fire resistance, thermal conductivity and compressive strength of foamed concrete. Constr. Build. Mater. 2016, 112, 716–724. [Google Scholar] [CrossRef]
- Feng, S.; Zhou, Y.; Wang, Y.; Lei, M. Experimental research on the dynamic mechanical properties and damage characteristics of lightweight foamed concrete under impact loading. Int. J. Impact Eng. 2020, 140, 103558. [Google Scholar] [CrossRef]
- Dewey, L.H. Sisal and Henequen, Plants Yielding Fiber for Binder Twine. Circular/United States Department of Agriculture; no. 186; 1931. Available online: https://naldc.nal.usda.gov/catalog/ORC00000571 (accessed on 10 June 2020).
- CEMEX. Cemento CPC 30R Extra Data Sheet, Cemex, Monterrey, Mexico. 2020. Available online: https://www.cemexmexico.com/documents/27057941/45887874/ficha-digital-CPC-30R-Extra.pdf (accessed on 24 June 2020).
- Vázquez-Rodríguez, F.J.; Elizondo-Villareal, N.; Verástegui, L.H.; Arato Tovar, A.M.; López-Perales, J.F.; Contreras de León, J.E.; Gómez-Rodríguez, C.; Fernández-González, D.; Verdeja, L.F.; García-Quiñonez, L.V.; et al. Effect of Mineral Aggregates and Chemical Admixtures as Internal Curing Agents on the Mechanical Properties and Durability of High-Performance Concrete. Materials 2020, 13, 2090. [Google Scholar] [CrossRef]
- Solís-Carcaño, R.; Moreno, E.I. Análisis de la porosidad del concreto con agregado calizo. Rev. Fac. Ing. UCV 2006, 21, 57–68. Available online: http://ve.scielo.org/pdf/rfiucv/v21n3/art04.pdf (accessed on 24 June 2020).
- Dificonsa. Fibercon Microfibra (In Spanish), Technical Data Sheet, Dificonsa. 2018. Available online: https://dificonsa.com/HDE/FT-FiberconMicrofibra.pdf (accessed on 10 June 2020).
- Valadez-Gonzalez, A.; Cervantes-Uc, J.; Olayo, R.; Herrera-Franco, P. Effect of fiber surface treatment on the fiber–matrix bond strength of natural fiber reinforced composites. Compos. Part B 1999, 30, 309–320. [Google Scholar] [CrossRef]
- Kearsley, E.; Visagie, M. Properties of foamed concrete as influenced by air-void parameters. Concr. Beton 2002, 101, 8–14. [Google Scholar]
- Wei, S.; Yiqiang, C.; Yunsheng, Z.; Jones, M.R. Characterization and simulation of microstructure and thermal properties of foamed concrete. Constr. Build. Mater. 2013, 47, 1278–1291. [Google Scholar] [CrossRef]
- Flores-Johnson, E.A.; Li, Q.M.; Mines, R.A.W. Degradation of elastic modulus of progressively crushable foams in uniaxial compression. J. Cell. Plast. 2008, 44, 415–434. [Google Scholar] [CrossRef]
- Kozłowski, M.; Kadela, M. Mechanical Characterization of Lightweight Foamed Concrete. Adv. Mater. Sci. Eng. 2018, 2018, 6801258. [Google Scholar] [CrossRef]
- Tolêdo Filho, R.D.; Joseph, K.; Ghavami, K.; England, G.L. The use of sisal fibre as reinforcement in cement based composites. Rev. Bras. Eng. Agric. Ambient. 1999, 3, 245–256. [Google Scholar] [CrossRef]
- Nguyen, T.T.; Bui, H.H.; Ngo, T.D.; Nguyen, G.D.; Kreher, M.U.; Darve, F. A micromechanical investigation for the effects of pore size and its distribution on geopolymer foam concrete under uniaxial compression. Eng. Fract. Mech. 2019, 209, 228–244. [Google Scholar] [CrossRef]
- Ramezanianpour, A.A.; Esmaeili, M.; Ghahari, S.A.; Najafi, M.H. Laboratory study on the effect of polypropylene fiber on durability, and physical and mechanical characteristic of concrete for application in sleepers. Constr. Build. Mater. 2013, 44, 411–418. [Google Scholar] [CrossRef]
- Ferreira, S.R.; Silva, F.d.A.; Lima, P.R.L.; Toledo Filho, R.D. Effect of fiber treatments on the sisal fiber properties and fiber–matrix bond in cement based systems. Constr. Build. Mater. 2015, 101, 730–740. [Google Scholar] [CrossRef]
- Netinger Grubeša, I.; Marković, B.; Gojević, A.; Brdarić, J. Effect of hemp fibers on fire resistance of concrete. Constr. Build. Mater. 2018, 184, 473–484. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constituent | Content (kg) |
|---|---|
| Cement | 342 |
| Limestone aggregate | 171 |
| Water | 240 |
| Foam | 29 |
| Fiber | Density (kg/m3) | Tensile Strength (MPa) | Elastic Modulus (GPa) | Diameter (µm) | Length (mm) |
|---|---|---|---|---|---|
| Henequen | 1400 | 500 | 13.2 | 170 | 19 |
| PP | 900 | 552 | 3.8 | 70 | 19 |
| Mixture | Type of Fiber | Volume Fraction (%) |
|---|---|---|
| PFC | - | - |
| H0.5FC | Henequen | 0.5 |
| H1.0FC | Henequen | 1 |
| H1.5FC | Henequen | 1.5 |
| HT0.5FC | Treated henequen | 0.5 |
| HT1.0FC | Treated henequen | 1 |
| HT1.5FC | Treated henequen | 1.5 |
| PP0.5FC | Polypropylene | 0.5 |
| PP1.0FC | Polypropylene | 1 |
| PP1.5FC | Polypropylene | 1.5 |
| Mixture | Elastic Modulus (MPa) | Compressive Strength (MPa) | Yield Strain (mm/mm) | Density (kg/m3) |
|---|---|---|---|---|
| PFC | 230 ± 9 | 1.42 ± 0.05 | 0.007 ± 0.001 | 706 ± 8 |
| H0.5FC | 218 ± 25 | 1.62 ± 0.02 | 0.008 ± 0.002 | 713 ± 5 |
| H1.0FC | 277 ± 21 | 1.68 ± 0.04 | 0.007 ± 0.001 | 681 ± 1 |
| H1.5FC | 196 ± 31 | 1.74 ± 0.04 | 0.010 ± 0.002 | 691 ± 4 |
| HT0.5FC | 224 ± 21 | 1.58 ± 0.07 | 0.008 ± 0.001 | 692 ± 3 |
| HT1.0FC | 219 ± 23 | 1.72 ± 0.09 | 0.012 ± 0.001 | 729 ± 3 |
| HT1.5FC | 269 ± 27 | 1.78 ± 0.05 | 0.009 ± 0.002 | 728 ± 7 |
| PP0.5FC | 254 ± 30 | 2.06 ± 0.09 | 0.008 ± 0.001 | 681 ± 13 |
| PP1.0FC | 278 ± 19 | 2.14 ± 0.08 | 0.010 ± 0.002 | 734 ± 1 |
| PP1.5FC | 275 ± 25 | 2.04 ± 0.04 | 0.010 ± 0.001 | 732 ± 1 |
| Mixture | Elastic Modulus (MPa) | Tensile Strength (MPa) | Yield Strain (mm/mm) |
|---|---|---|---|
| PFC | 19.81 ± 2.5 | 0.225 ± 0.01 | 0.010 ± 0.001 |
| H0.5FC | 27.96 ± 3.53 | 0.283 ± 0.025 | 0.011 ± 0.001 |
| H1.0FC | 20.69 ± 2.42 | 0.352 ± 0.03 | 0.019 ± 0.003 |
| H1.5FC | 23.31 ± 4.09 | 0.398 ± 0.049 | 0.013 ± 0.002 |
| HT0.5FC | 20 ± 1.76 | 0.272 ± 0.014 | 0.013 ± 0.002 |
| HT1.0FC | 25.95 ± 3.01 | 0.447 ± 0.025 | 0.016 ± 0.003 |
| HT1.5FC | 23.51 ± 1.90 | 0.445 ± 0.017 | 0.016 ± 0.002 |
| PP0.5FC | 22.81 ± 2.4 | 0.242 ± 0.05 | 0.011 ± 0.001 |
| PP1.0FC | 30.35 ± 4.19 | 0.341 ± 0.03 | 0.010 ± 0.003 |
| PP1.5FC | 24.85 ± 3.64 | 0.275 ± 0.03 | 0.012 ± 0.002 |
| Mixture | Equivalent Diameter (µm) | Porosity of Air-Voids (%) |
|---|---|---|
| PFC | 223.69 ± 77.37 | 59.02 |
| H0.5FC | 229.30 ± 73.66 | 58.62 |
| H1.0FC | 226.12 ± 71.51 | 60.48 |
| H1.5FC | 235.45 ± 73.64 | 59.90 |
| HT0.5FC | 221.30 ± 67.44 | 59.84 |
| HT1.0FC | 226.47 ± 66.90 | 57.69 |
| HT1.5FC | 228.99 ± 78.61 | 57.75 |
| PP0.5FC | 224.37 ± 68.84 | 60.48 |
| PP1.0FC | 216.68 ± 61.99 | 57.40 |
| PP1.5FC | 214.03 ± 60.59 | 57.52 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Castillo-Lara, J.F.; Flores-Johnson, E.A.; Valadez-Gonzalez, A.; Herrera-Franco, P.J.; Carrillo, J.G.; Gonzalez-Chi, P.I.; Li, Q.M. Mechanical Properties of Natural Fiber Reinforced Foamed Concrete. Materials 2020, 13, 3060. https://doi.org/10.3390/ma13143060
Castillo-Lara JF, Flores-Johnson EA, Valadez-Gonzalez A, Herrera-Franco PJ, Carrillo JG, Gonzalez-Chi PI, Li QM. Mechanical Properties of Natural Fiber Reinforced Foamed Concrete. Materials. 2020; 13(14):3060. https://doi.org/10.3390/ma13143060
Chicago/Turabian StyleCastillo-Lara, Joaquin F., Emmanuel A. Flores-Johnson, Alex Valadez-Gonzalez, Pedro J. Herrera-Franco, Jose G. Carrillo, P. I. Gonzalez-Chi, and Q. M. Li. 2020. "Mechanical Properties of Natural Fiber Reinforced Foamed Concrete" Materials 13, no. 14: 3060. https://doi.org/10.3390/ma13143060
APA StyleCastillo-Lara, J. F., Flores-Johnson, E. A., Valadez-Gonzalez, A., Herrera-Franco, P. J., Carrillo, J. G., Gonzalez-Chi, P. I., & Li, Q. M. (2020). Mechanical Properties of Natural Fiber Reinforced Foamed Concrete. Materials, 13(14), 3060. https://doi.org/10.3390/ma13143060