Blending Powder Process for Recycling Sintered Nd-Fe-B Magnets


 , and
, and
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
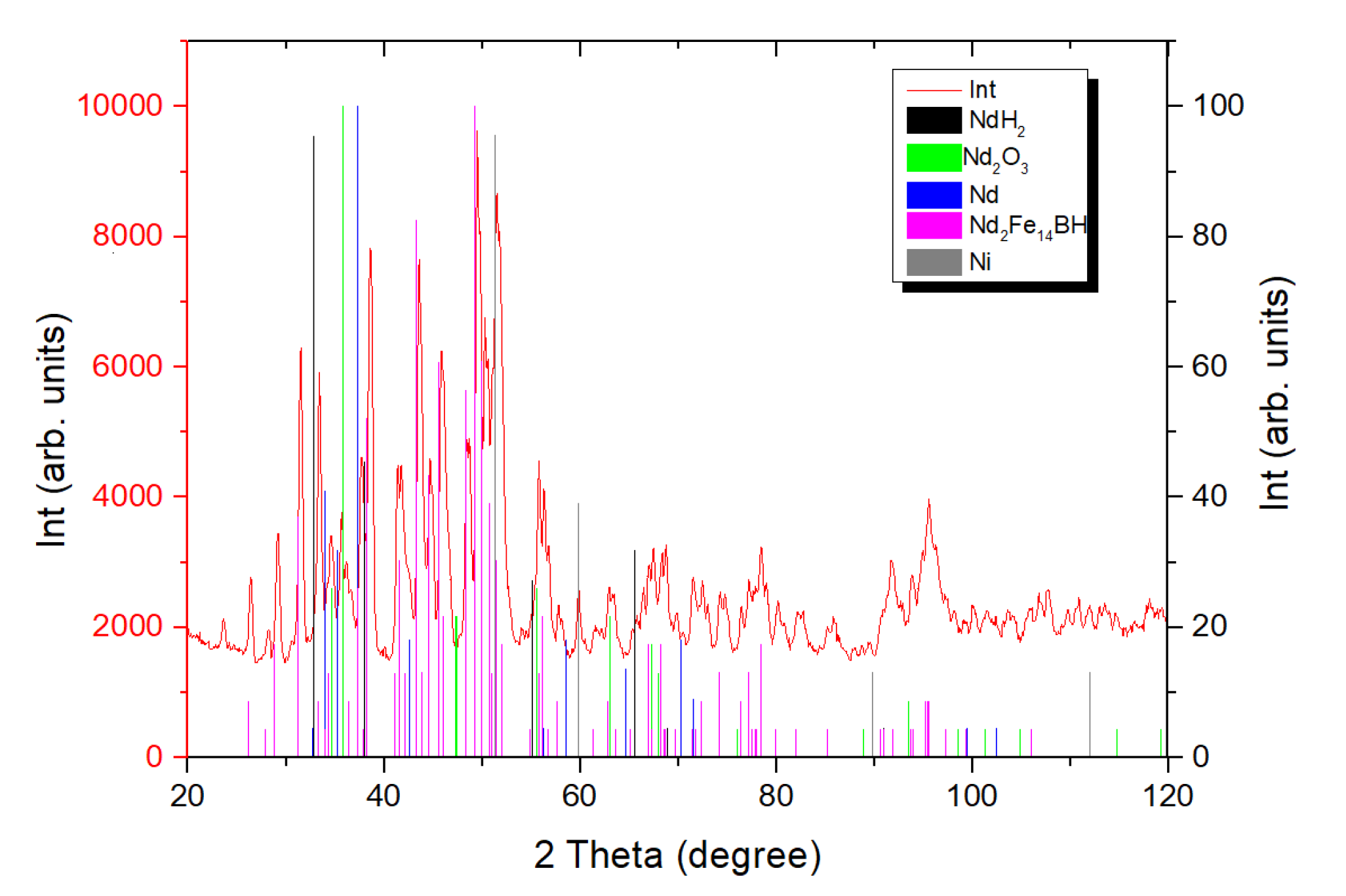
3.1. X-ray Diffraction Studies
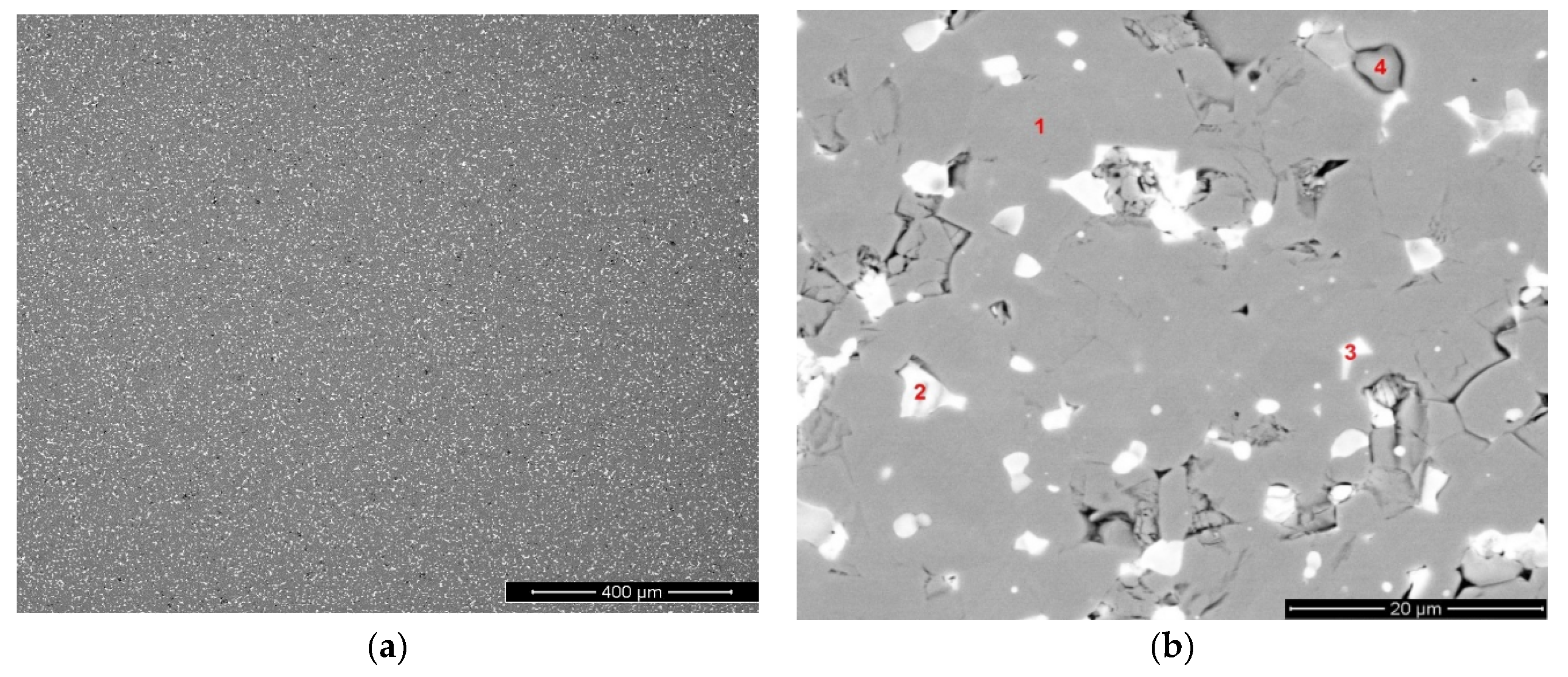
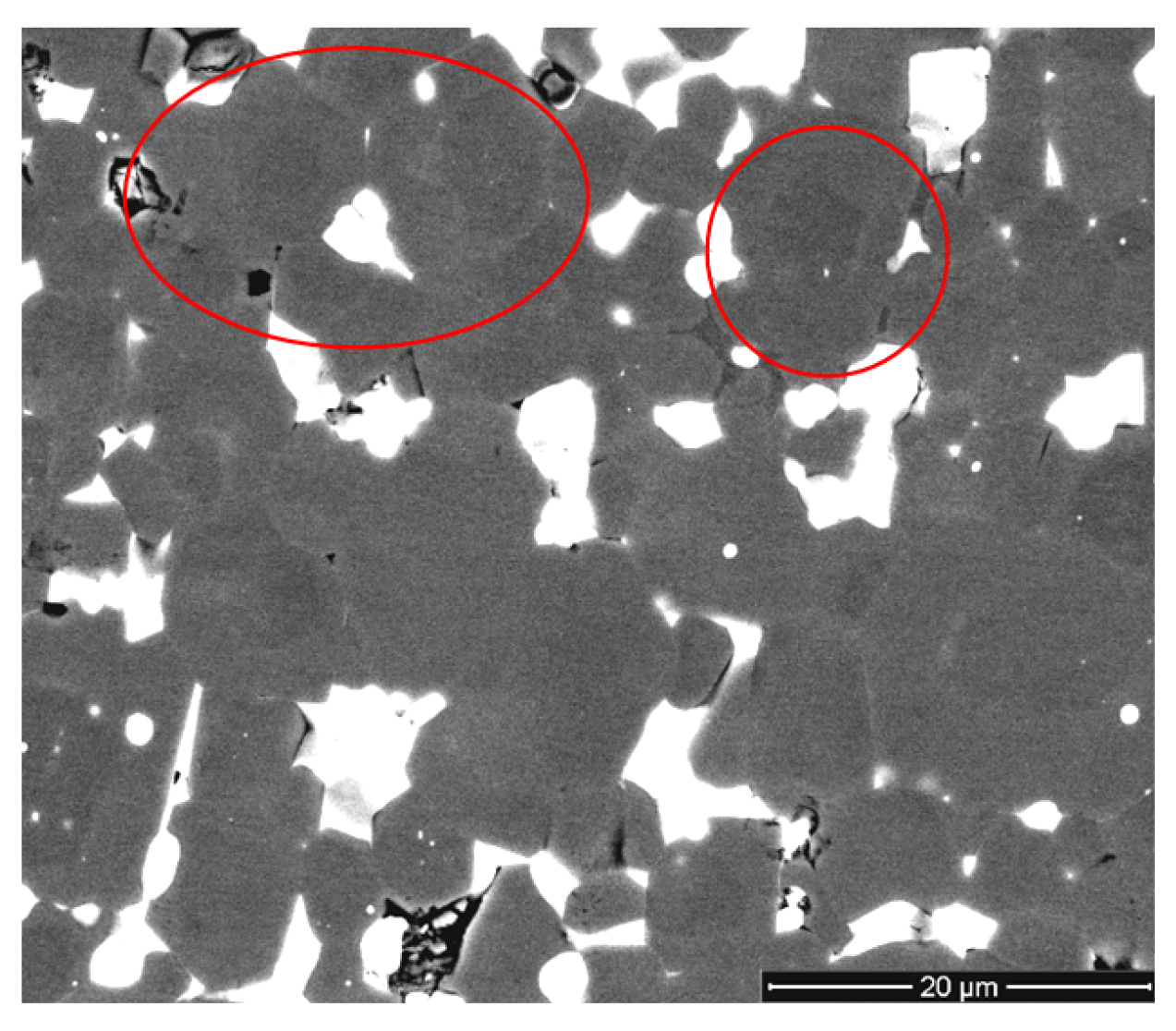
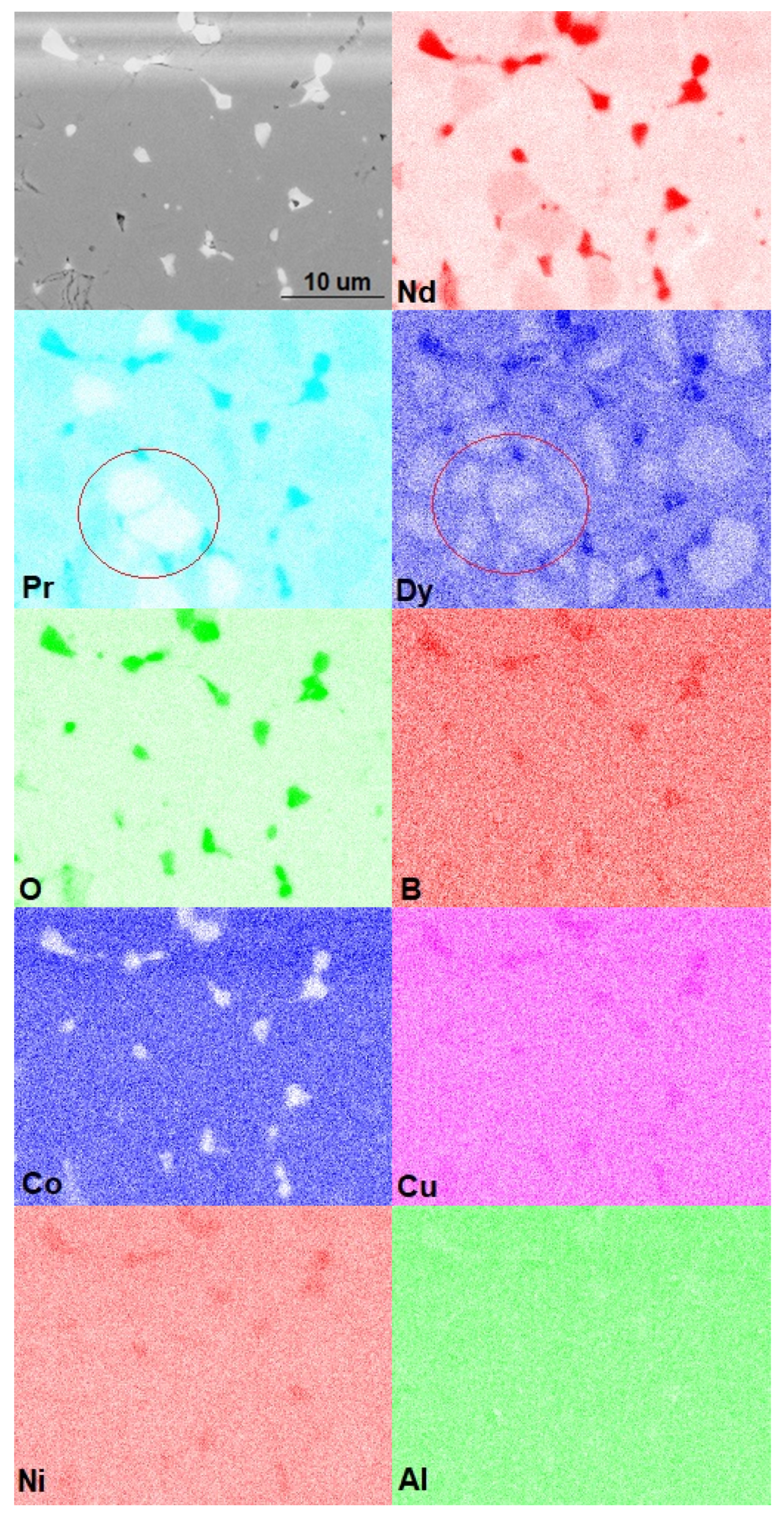
3.2. Microstructural Characteristics
3.3. Study of Magnetic Properties of Magnets Prepared by Recycling
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Zakotnik, M.; Tudor, C.O. Commercial-scale recycling of NdFeB-type magnets with grain boundary modification yields products with ‘designer properties’ that exceed those of starting materials. Waste Manag. 2015, 44, 48–54. [Google Scholar] [CrossRef] [PubMed]
- Zakotnik, M.; Tudor, C.O. Mass production of recycled NdFeB-type sintered magnets and a novel grain boundary modification process. In Proceedings of the 23rd International Workshop on Rare Earth and Future Permanent Magnets & their Applications, Annapolis, MD, USA, 17–21 August 2014; Hadjipanayis, G.C., Chen, C.H., Liu, J.P., Eds.; Curran Associates, Inc.: Red Hook, NY, USA, 2014; pp. 220–224. [Google Scholar]
- Lukin, A.; Kolchugina, N.B.; Burkhanov, G.S.; Klyueva, N.E.; Skotnicova, K. Role of terbium hydride additions in the formation of microstructure and magnetic properties of sintered Nd-Pr-Dy-Fe-B magnets. Inorg. Mater. Appl. Res. 2013, 4, 256–259. [Google Scholar] [CrossRef]
- Zakotnik, M.; Tudor, C.O.; Peiry, L.T.; Afiuny, P.; Skomski, R.; Hatch, G.P. Analysis of energy usage in Nd-Fe-B magnet to magnet recycling. Environ. Technol. Innov. 2016, 5, 117–126. [Google Scholar] [CrossRef]
- Skotnicova, K.; Burkhanov, G.S.; Kolchugina, N.B.; Kursa, M.; Cegan, T.; Lukin, A.A.; Zivotsky, O.; Prokofev, P.A.; Jurica, J.; Li, Y. Structural and magnetic engineering of (Nd, Pr, Dy, Tb)-Fe-B sintered magnets with Tb3Co0.6Cu0.4Hx composition in the powder mixture. J. Magn. Magn. Mater. 2020, 498, 166220. [Google Scholar] [CrossRef]
- Zakotnik, M.; Harris, I.R.; Williams, A.J. Possible methods of recycling NdFeB-type sintered magnets using the HD/degassing process. J. Alloy. Compd. 2008, 450, 525–531. [Google Scholar] [CrossRef]
- Zakotnik, M.; Harris, I.R.; Williams, A.J. Multiple recycling of NdFeB-type sintered magnets. J. Alloy. Compd. 2009, 469, 314–321. [Google Scholar] [CrossRef]
- Liu, W.; Li, C.; Zakotnik, M.; Yue, M.; Zhang, D.; Huang, X. Recycling of waste Nd-Fe-B sintered magnets by doping with dysprosium hydride nanoparticles. J. Rare Earths 2015, 33, 846–849. [Google Scholar] [CrossRef]
- Walton, A.; Yi, H.; Rowson, N.A.; Speight, J.D.; Mann, V.S.J.; Sheridan, R.S.; Bradshaw, A.; Harris, I.R.; Williams, A.J. The use of hydrogen to separate and recycle neodymium-iron-boron-type magnets from electronic waste. J. Clean Prod. 2015, 104, 236e241. [Google Scholar] [CrossRef]
- Mann, V.S.J.; Љkulj, I.; Balderman, J.; Pickering, L.; Degri, M.J.; Bradshaw, A.; Blomgren, J.; Liebanas, F.O.; Sjolin, S.; Rowson, N.A.; et al. Large scale production of sintered magnets from recycled hard disk drive scrap. In Proceedings of the 24th International Workshop on Rare Earth and Future Permanent Magnets & Their Applications, Darmstadt, Germany, 28 August–1 September 2016; Gutfleisch, O., Ed.; TechnischeUniversität Darmstadt: Darmstadt, Germany, 2016; pp. 564–569. [Google Scholar]
- Herbst, J.F. R2Fe14B materials: Intrinsic properties and technological aspects. Rev. Mod. Phys. 1991, 63, 819–898. [Google Scholar] [CrossRef]
- Hallemans, B.; Wollants, P.; Roos, J.R. Thermodynamic assessment of the Fe-Nd-B phase diagram. J. Phase Equil. 1995, 16, 137–149. [Google Scholar] [CrossRef]
- Oono, N.; Sagawa, M.; Kasada, R.; Matsui, H.; Kimura, A. Production of thick high-performance sintered neodymium magnets by grain boundary diffusion treatment with dysprosium-nickel-aluminum alloy. J. Magn. Magn. Mater. 2011, 323, 297–300. [Google Scholar] [CrossRef]
- Choi, M.; Cho, S.; Song, Y.; Park, S.; Kim, Y. Simultaneous enhancement in coercivity and remanence of Nd2Fe14B permanent magnet by grain boundary diffusion process using NdHx. Curr. Appl. Phys. 2015, 15, 461–467. [Google Scholar] [CrossRef]
- Pal, S.K.; Güth, K.; Woodcock, T.G.; Schultz, L.; Gutfleisch, O. Properties of isolated single crystalline and textured polycrystalline nano/sub-micrometre Nd2Fe14B particles obtained from milling of HDDR powder. J. Phys. D Appl. Phys. 2013, 46, 375004. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phase | Content (wt.%) | Space Group | Lattice Parameters (nm) | ||
|---|---|---|---|---|---|
| a | b | c | |||
| Nd2Fe14BH1.04 | 78 | P42/mnm | 0.88527(18) | 0.88527(18) | 1.2277(3) |
| NdH2 | 9 | Fm-3m | 0.54337(7) | 0.54337(7) | 0.54337(7) |
| Nd2O3 | 4 | P-3m1 | 0.3758(5) | 0.3758(5) | 0.6306(11) |
| Nd | 6 | P63/mmc | 0.3565(5) | 0.3565(5) | 1.211(2) |
| γNi | 3 | Fm-3m | 0.36079(17) | 0.36079(17) | 0.36079(17) |
| Element/Phase | O | Dy | Al | Pr | Nd | Fe | Co | Ni | Cu |
|---|---|---|---|---|---|---|---|---|---|
| Phase_1 | 0.8 | 0.8 | 1.5 | 11.8 | 83.6 | 1.5 | 0.0 | 0.0 | |
| Phase_2 | 8.6 | 0.0 | 10.8 | 58.3 | 21.3 | 0.6 | 0.3 | 0.0 | |
| Phase_3 | 1.2 | 1.5 | 6.9 | 31.8 | 54.8 | 1.8 | 0.5 | 1.4 | |
| Phase_4 | 61.4 | 2.1 | 0.2 | 3.7 | 20.9 | 11.2 | 0.3 | 0.1 | 0.0 |
| Sample No. | Magnet Feedstock + 2% NdHx | Br | bHc | jHc | (BH)max |
|---|---|---|---|---|---|
| (T) | (kA/m) | (kA/m) | (kJ/m3) | ||
| Starting N42 | 1.31 | 1020 | 1093 | 336 | |
| Starting N33U | 1.13 | 880 | 2150 | 250 | |
| 1 | 3 kg N42 + 1 kg N33U | 1.39 | 1014 | 1368 | 368 |
| 2 | 3 kg N42 + 1 kg N33U | 1.32 | 949 | 1457 | 324 |
| 3 | 3 kg N42 + 1 kg N33U | 1.32 | 970 | 1663 | 335 |
| 4 | 3 kg N42 + 1 kg N33U | 1.41 | 1009 | 1360 | 370 |
| 5 | 3 kg N42 + 1 kg N33U | 1.29 | 938 | 1514 | 314 |
| 6 | 3 kg N42 + 1 kg N33U | 1.39 | 1026 | 1340 | 379 |
| 7 | 3 kg waste of N42 + 1 kg magnets from HDD | 1.41 | 878 | 902 | 383 |
| 8 | 3 kg waste of N42 + 1 kg magnets from HDD | 1.39 | 1015 | 1128 | 372 |
| 9 | 2 kg waste of N42 + 1 kg magnets from HDD + 1 kg N33U | 1.32 | 978 | 1413 | 341 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Prokofev, P.A.; Kolchugina, N.B.; Skotnicova, K.; Burkhanov, G.S.; Kursa, M.; Zheleznyi, M.V.; Dormidontov, N.A.; Cegan, T.; Bakulina, A.S.; Koshkidko, Y.S.; et al. Blending Powder Process for Recycling Sintered Nd-Fe-B Magnets. Materials 2020, 13, 3049. https://doi.org/10.3390/ma13143049
Prokofev PA, Kolchugina NB, Skotnicova K, Burkhanov GS, Kursa M, Zheleznyi MV, Dormidontov NA, Cegan T, Bakulina AS, Koshkidko YS, et al. Blending Powder Process for Recycling Sintered Nd-Fe-B Magnets. Materials. 2020; 13(14):3049. https://doi.org/10.3390/ma13143049
Chicago/Turabian StyleProkofev, Pavel A., Natalia B. Kolchugina, Katerina Skotnicova, Gennady S. Burkhanov, Miroslav Kursa, Mark V. Zheleznyi, Nikolay A. Dormidontov, Tomas Cegan, Anna S. Bakulina, Yurii S. Koshkidko, and et al. 2020. "Blending Powder Process for Recycling Sintered Nd-Fe-B Magnets" Materials 13, no. 14: 3049. https://doi.org/10.3390/ma13143049
APA StyleProkofev, P. A., Kolchugina, N. B., Skotnicova, K., Burkhanov, G. S., Kursa, M., Zheleznyi, M. V., Dormidontov, N. A., Cegan, T., Bakulina, A. S., Koshkidko, Y. S., & Smetana, B. (2020). Blending Powder Process for Recycling Sintered Nd-Fe-B Magnets. Materials, 13(14), 3049. https://doi.org/10.3390/ma13143049