Joining of Silicon Particle-Reinforced Aluminum Matrix Composites to Kovar Alloys Using Active Melt-Spun Ribbons in Vacuum Conditions

.JPG)

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
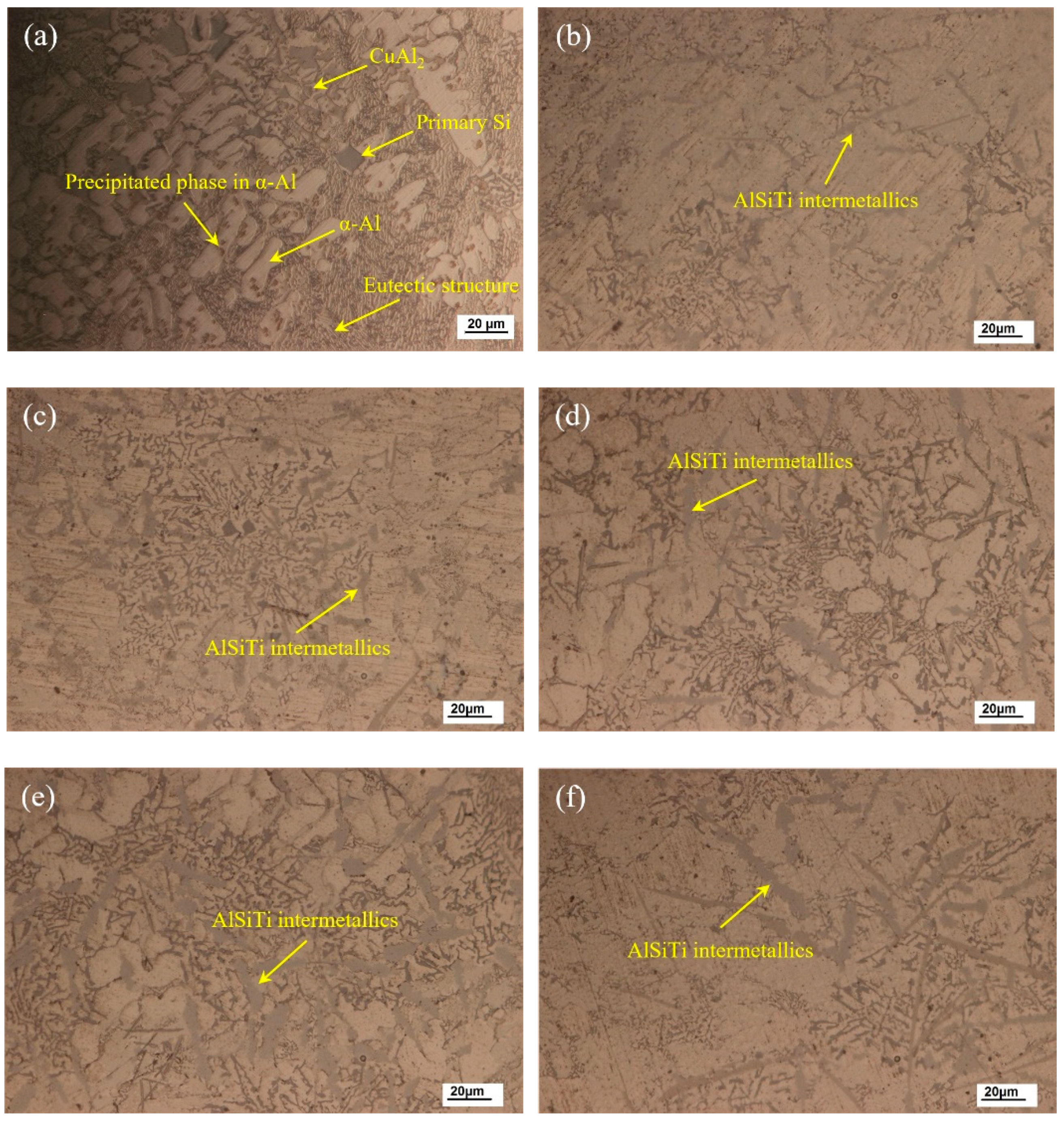
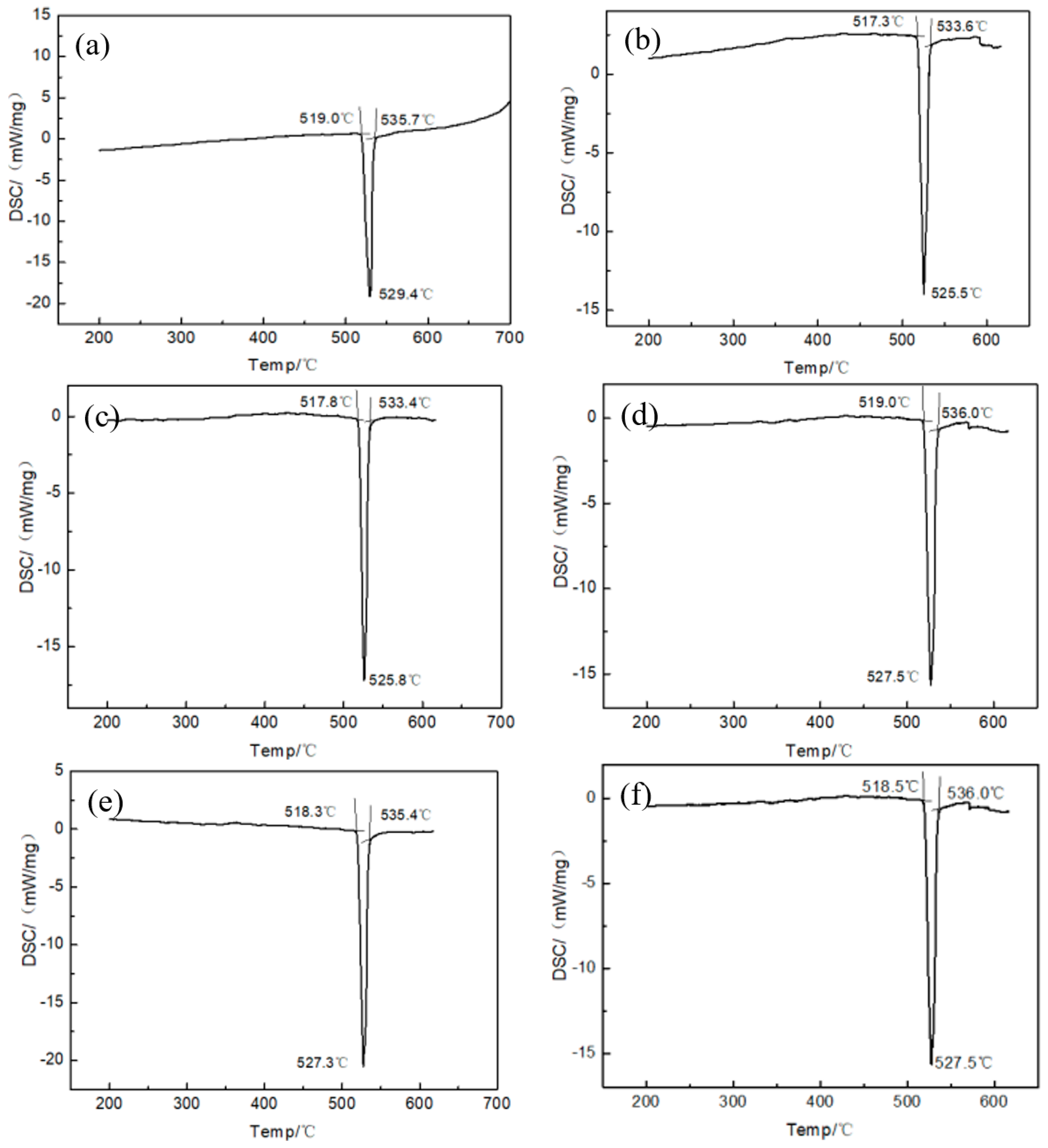
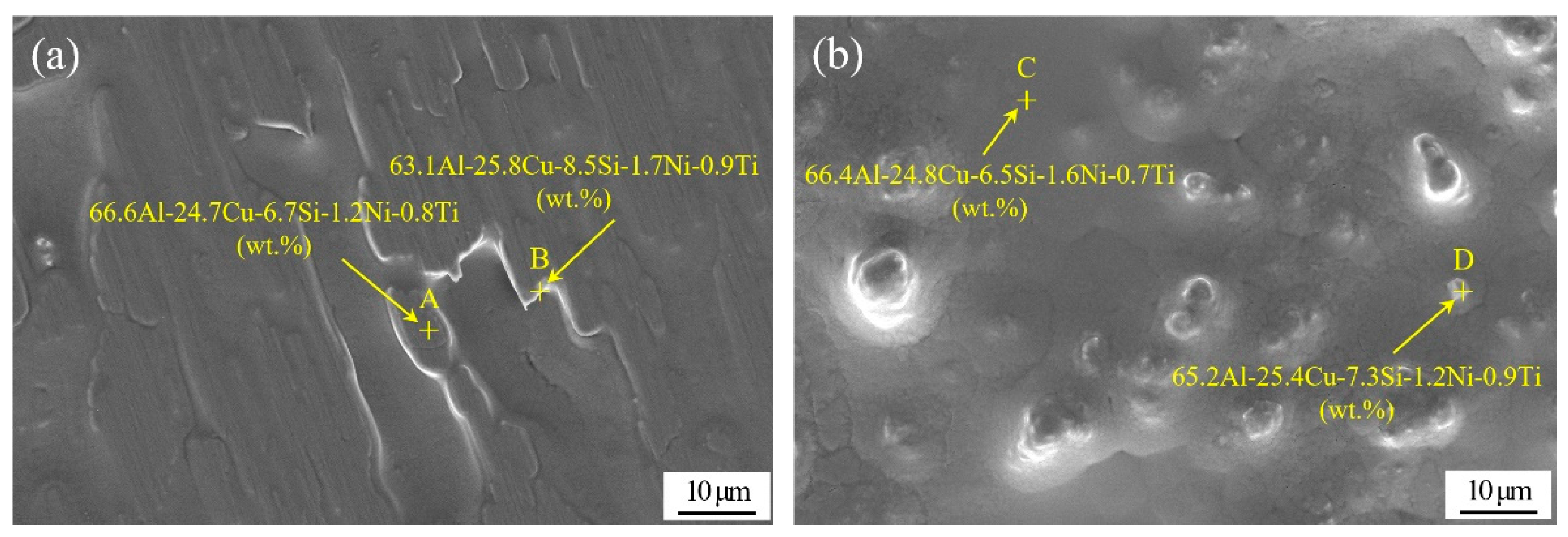
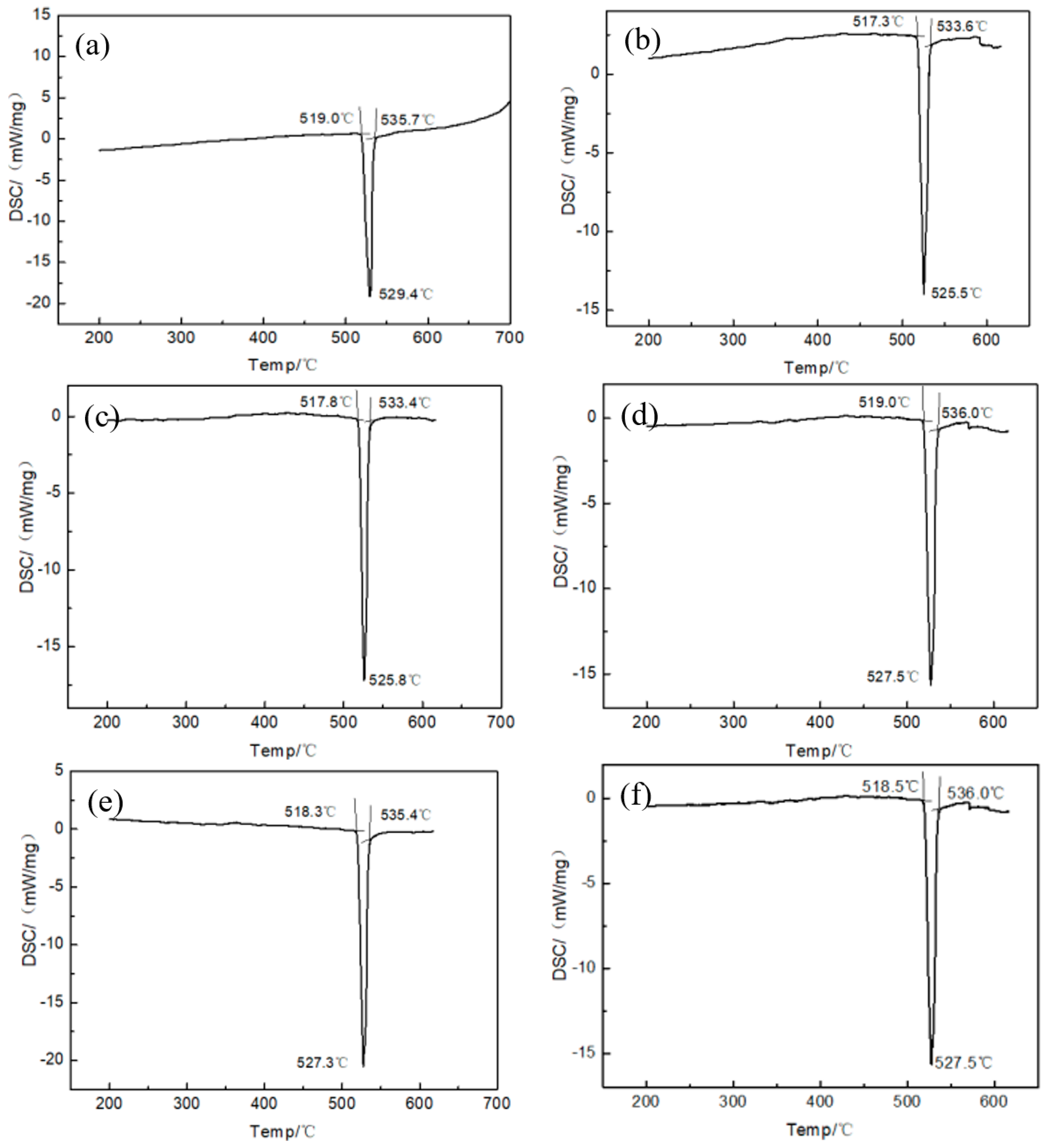
3.1. Microstructural Characteristics and Thermodynamic Property of Brazing Filler Metal
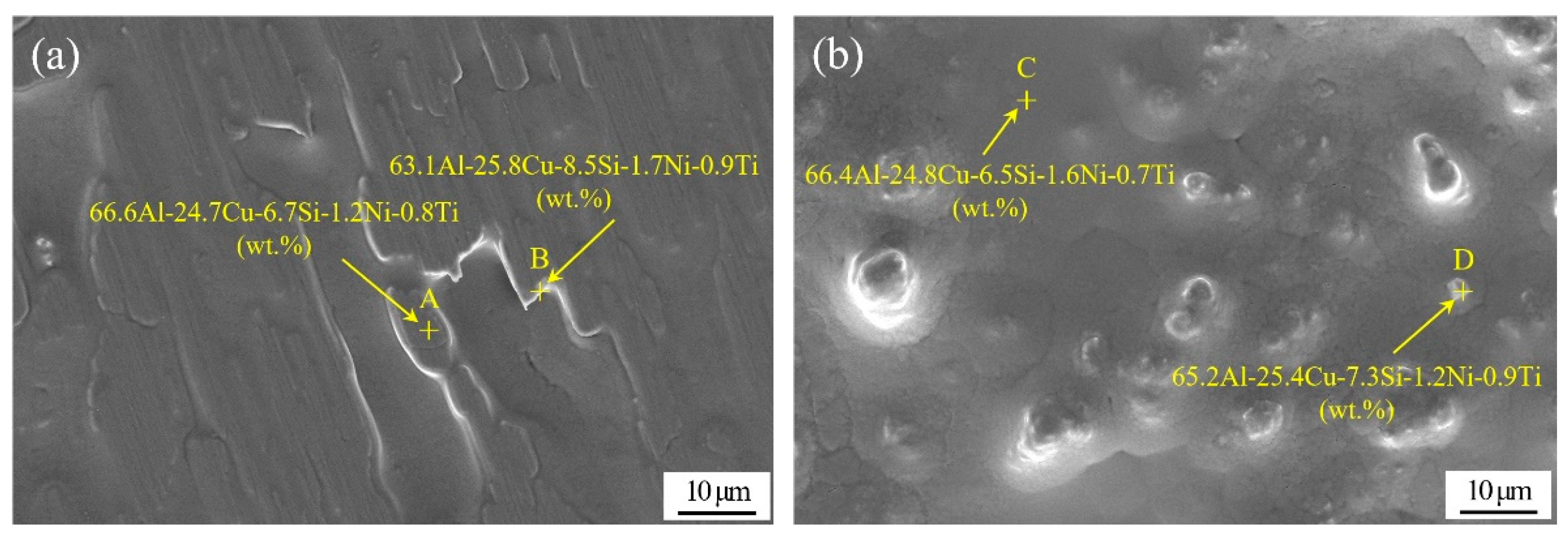
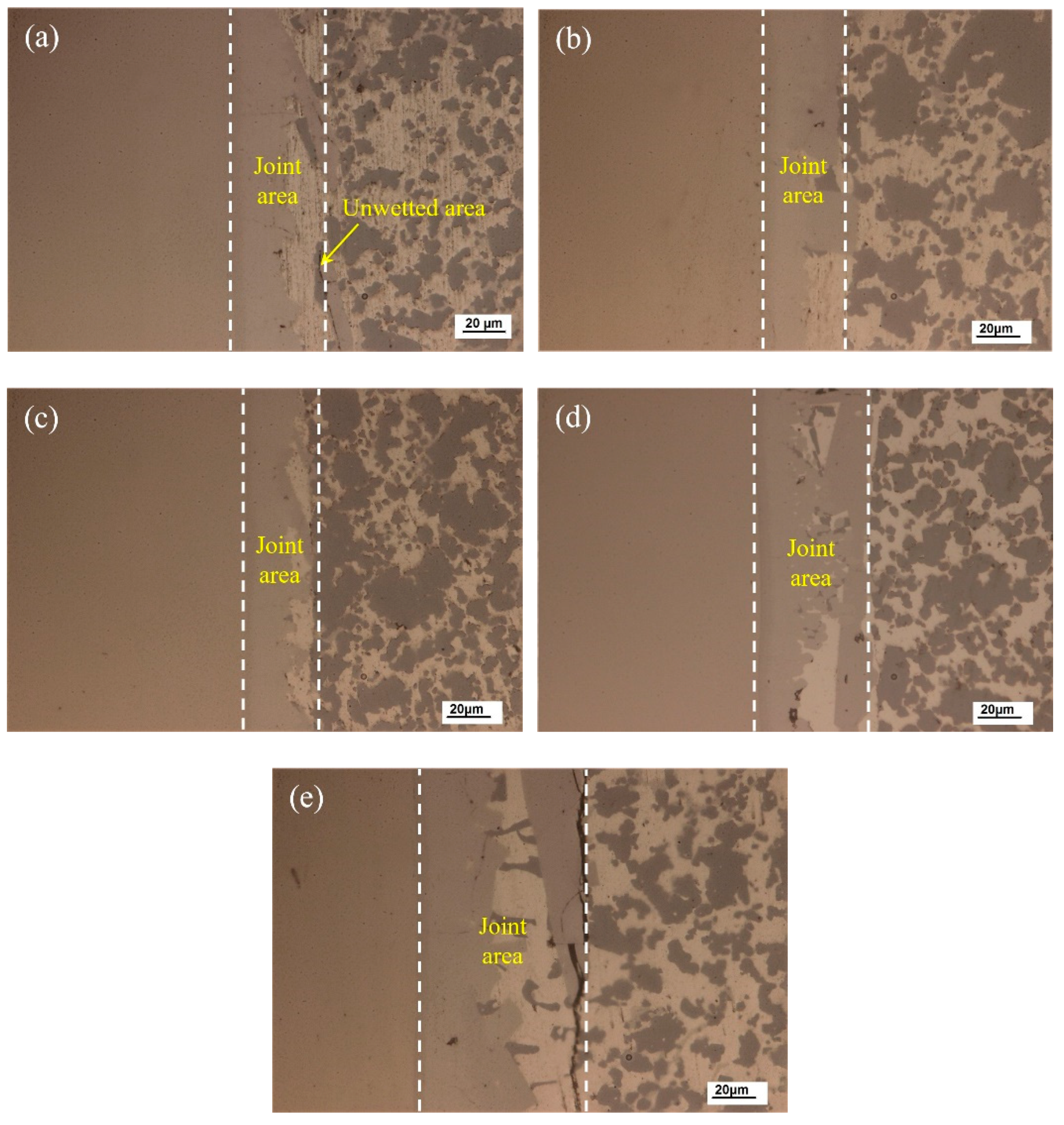
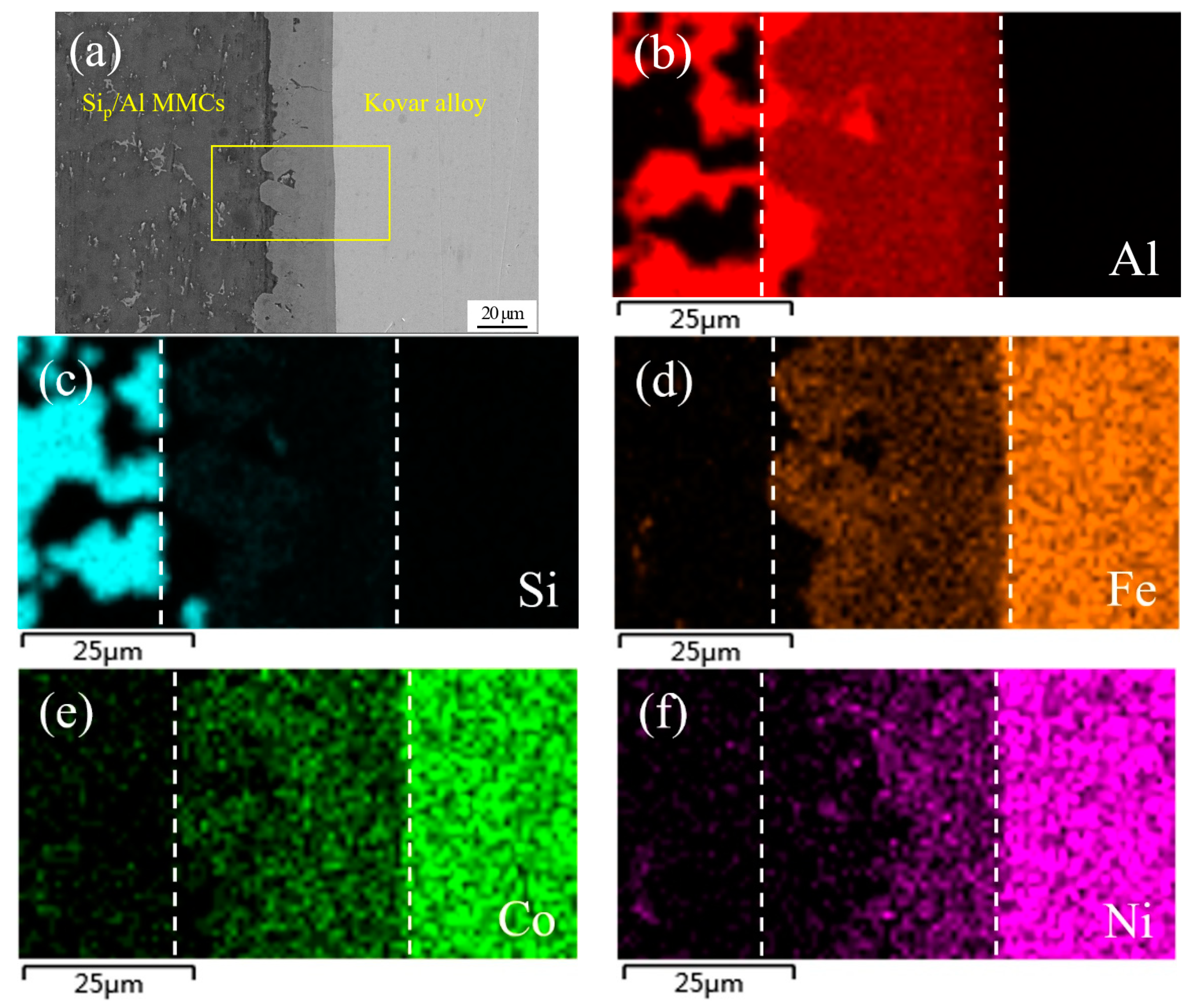
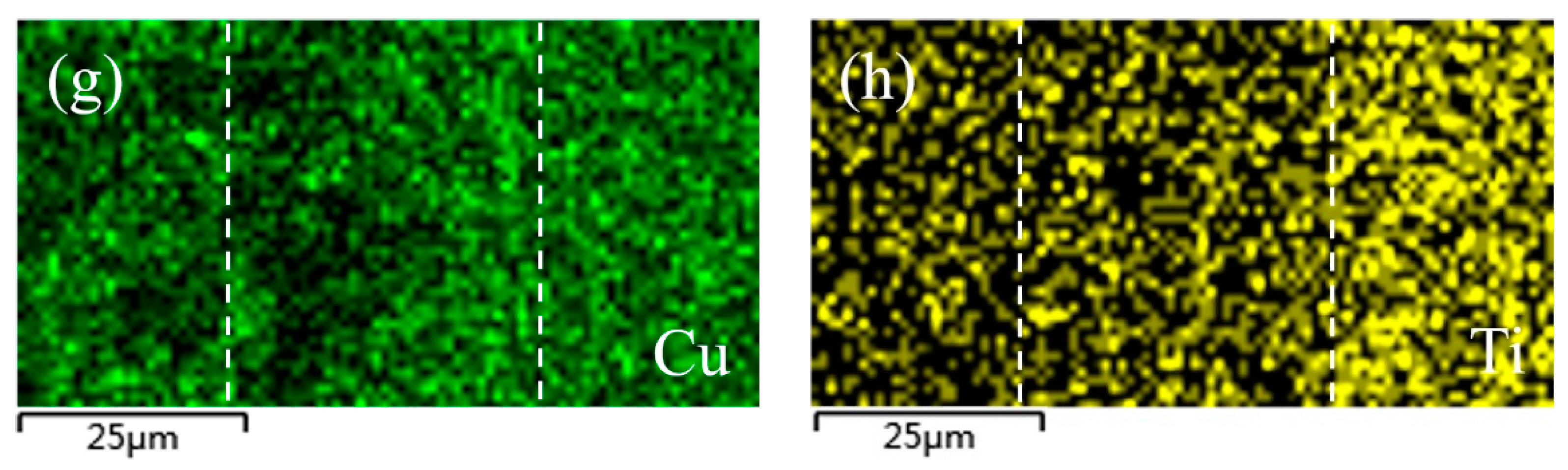
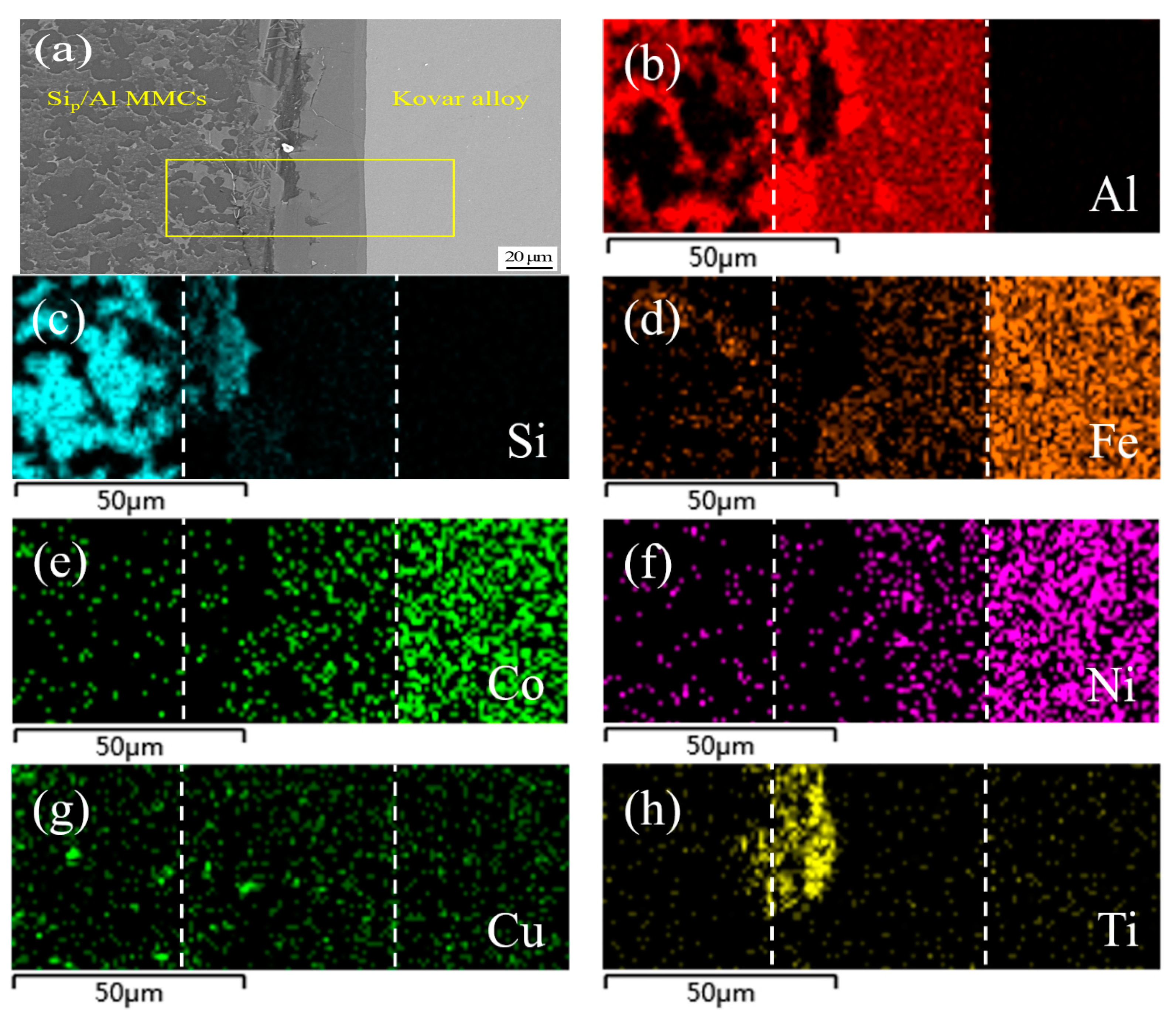
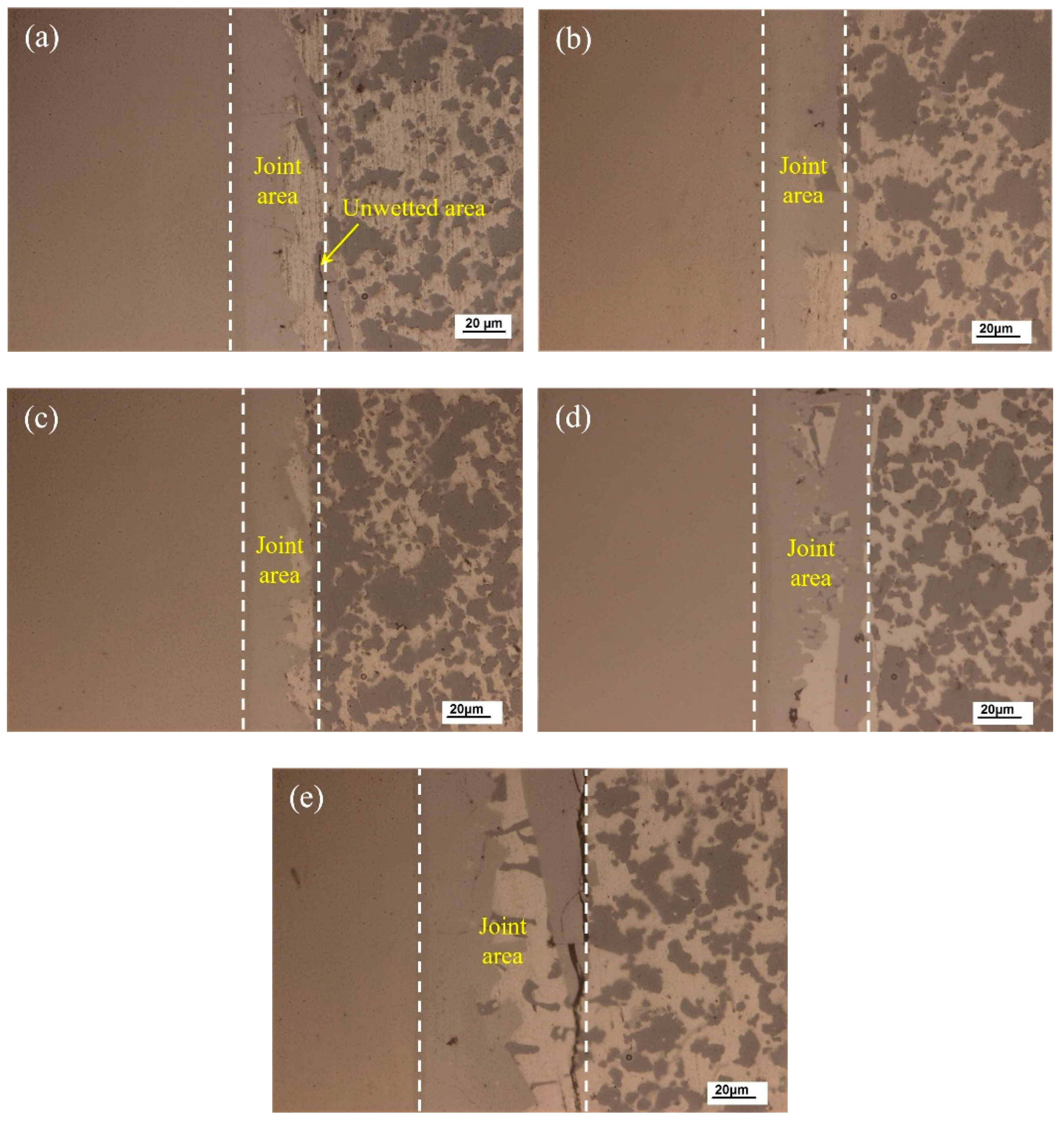
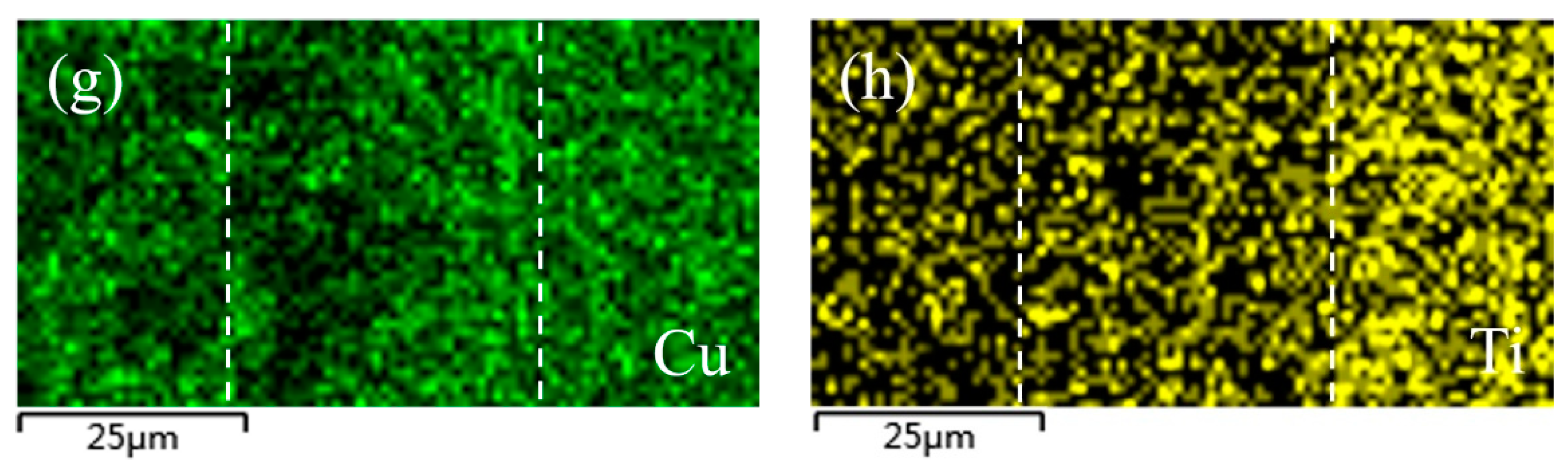
3.2. Microstructure and Element Distribution Analysis of Brazed Joint
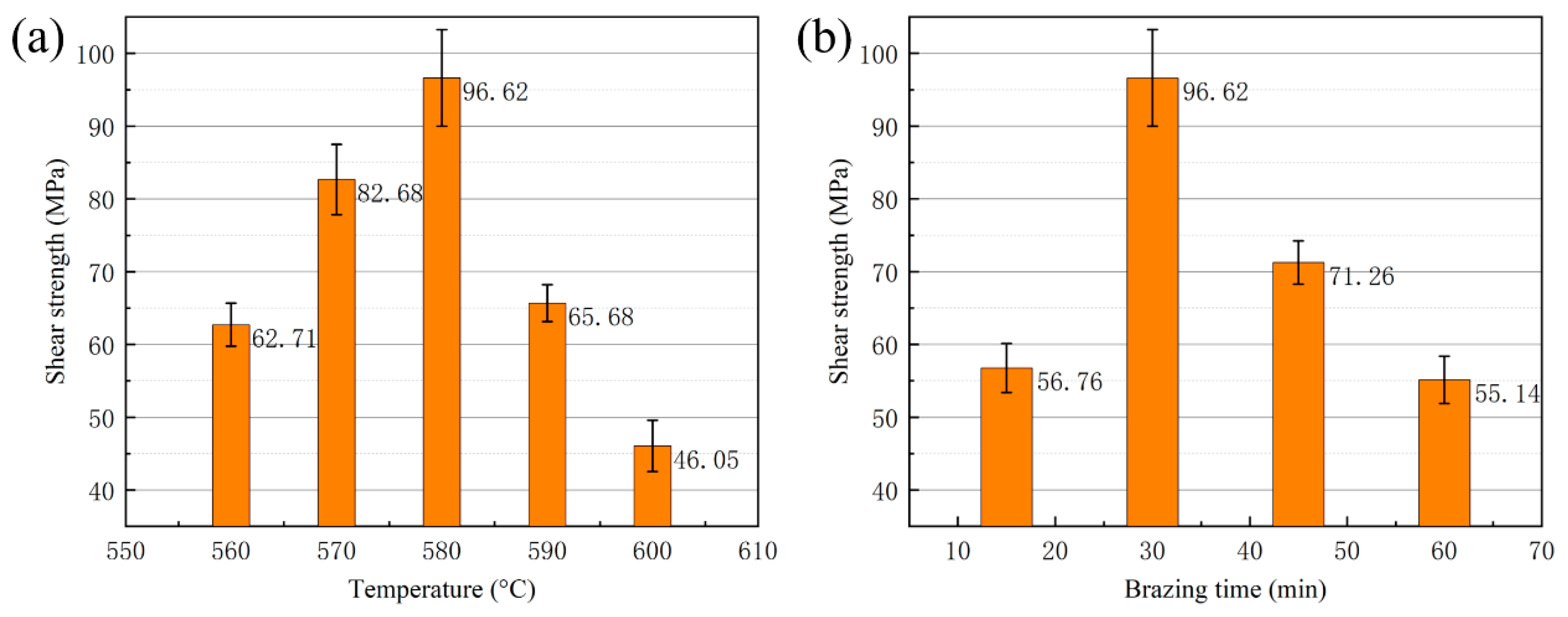
3.3. Mechanical Property and Gas Tightness of Brazed Joint
3.4. Fracture Analysis of Brazed Joint
4. Conclusions
- (1)
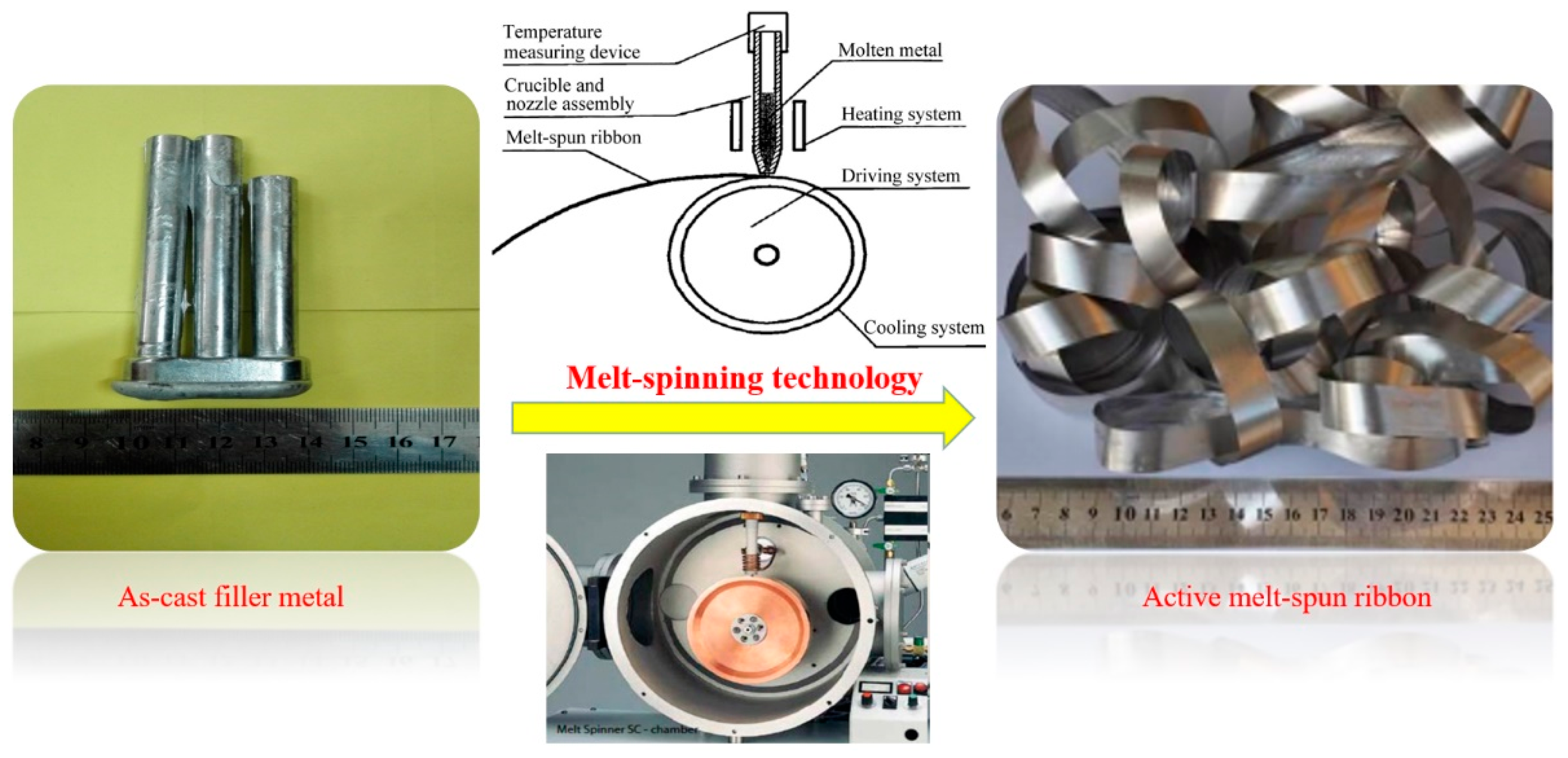
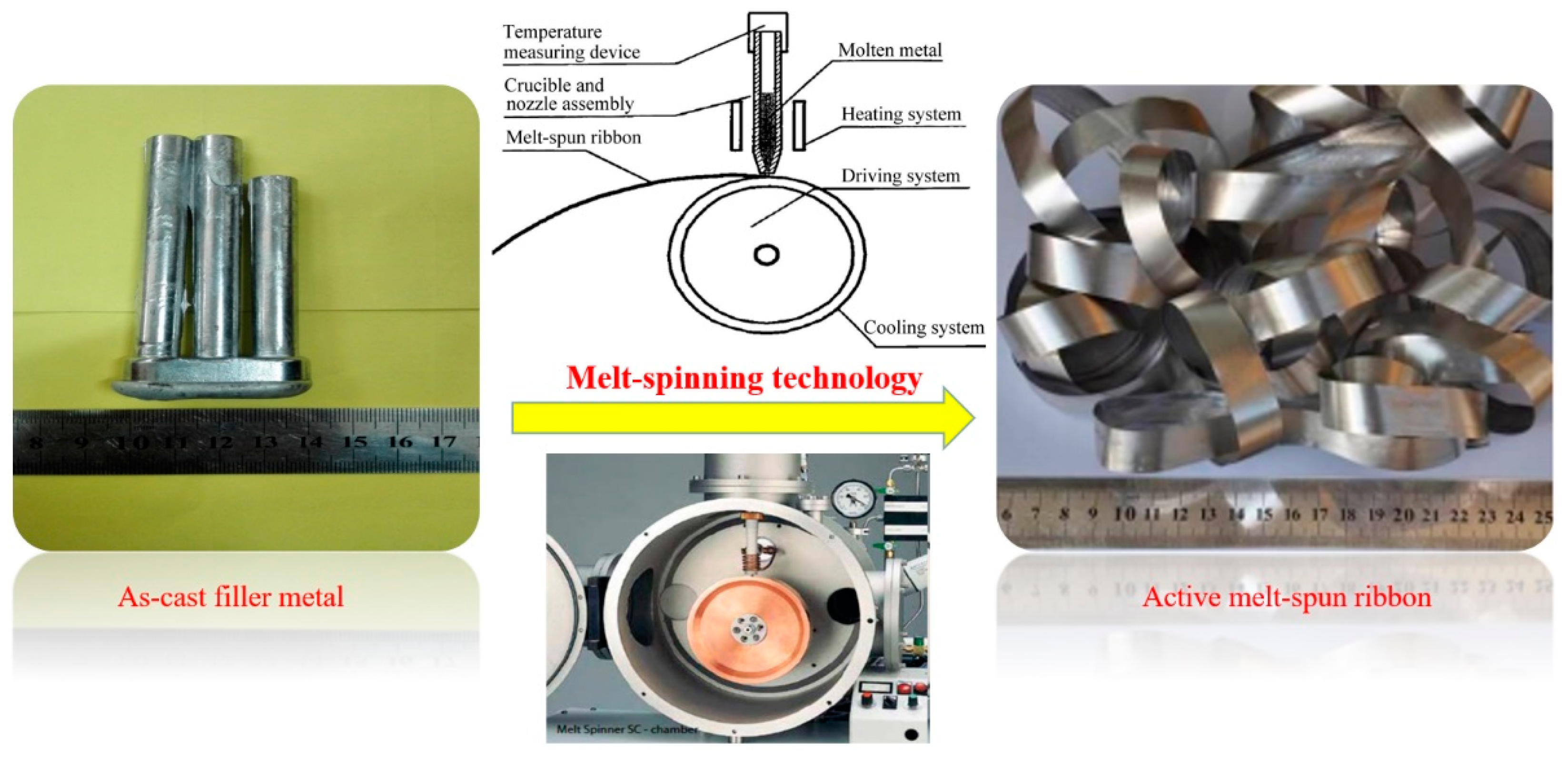
- Using melt-spun technology, a continuous Al-7.5Si-23.0Cu-2.0Ni-xTi ribbon, which presented very good edge definition, was prepared successfully with a thickness of 90–140 µm and a width of 8 mm. The distribution of the chemical composition in the ribbon was extremely homogeneous. The ribbon with a composition of Al-7.5Si-23.0Cu-2.0Ni-1.0Ti exhibits the minimum melting range of 15.6 °C in comparison with the other compositions.
- (2)
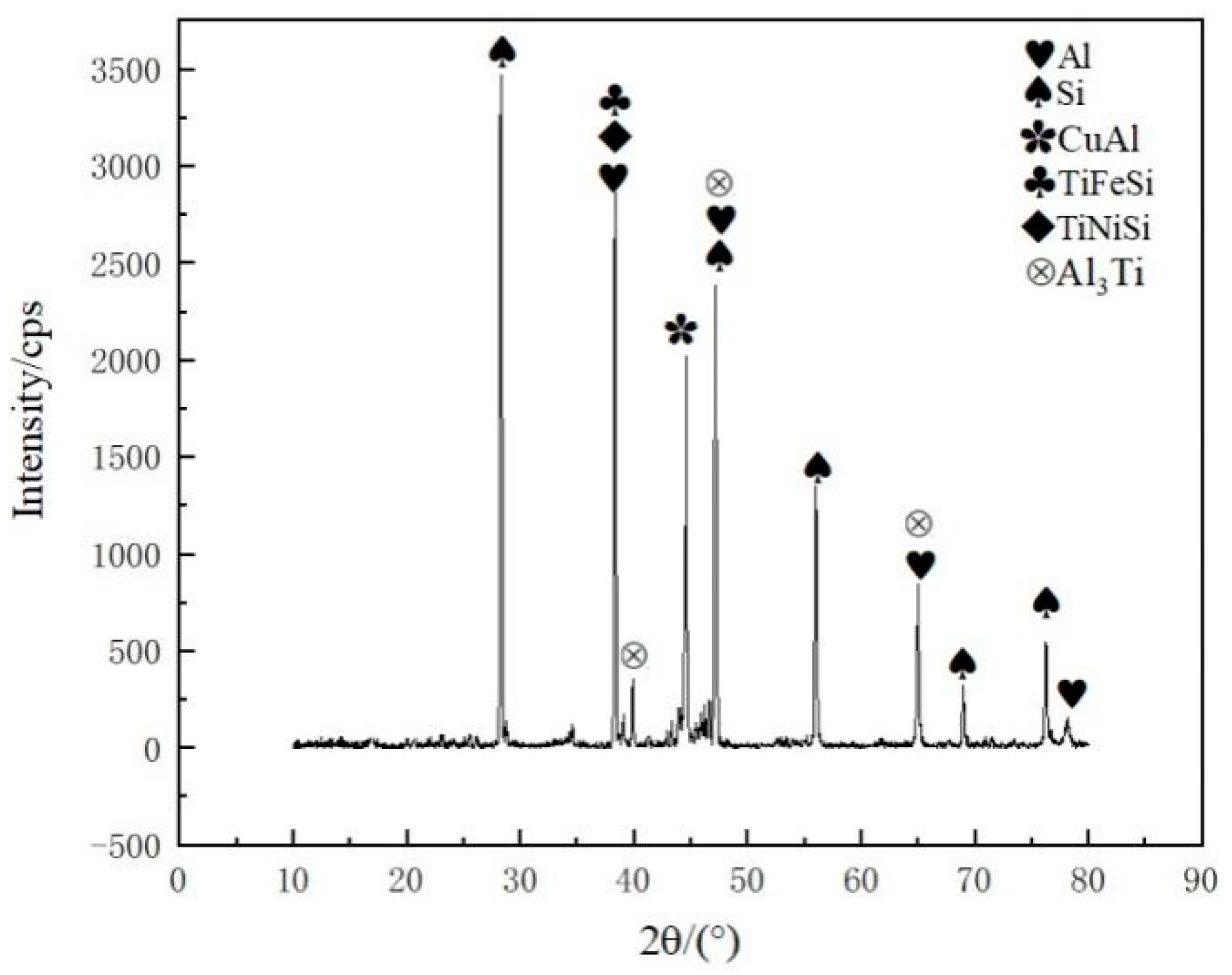
- When the joint was made at 580 °C for 30 min, the Ti addition in the brazing filler metal had significant effect on the phase in the joint. Using Al-7.5Si-23.0Cu-2.0Ni-1.0Ti as brazing filler metal, the main phases in the joint were composed of Al, Si and small intermetallics, including CuAl, TiFeSi, TiNiSi and Al3Ti. With higher Ti content in the brazing filler metal, such as Al-7.5Si-23.0Cu-2.0Ni-2.5Ti, the joint contained a large amount of AlSiTi intermetallic phases at the interface between the brazing seam and the 50 wt.% Sip/Al MMCs.
- (3)
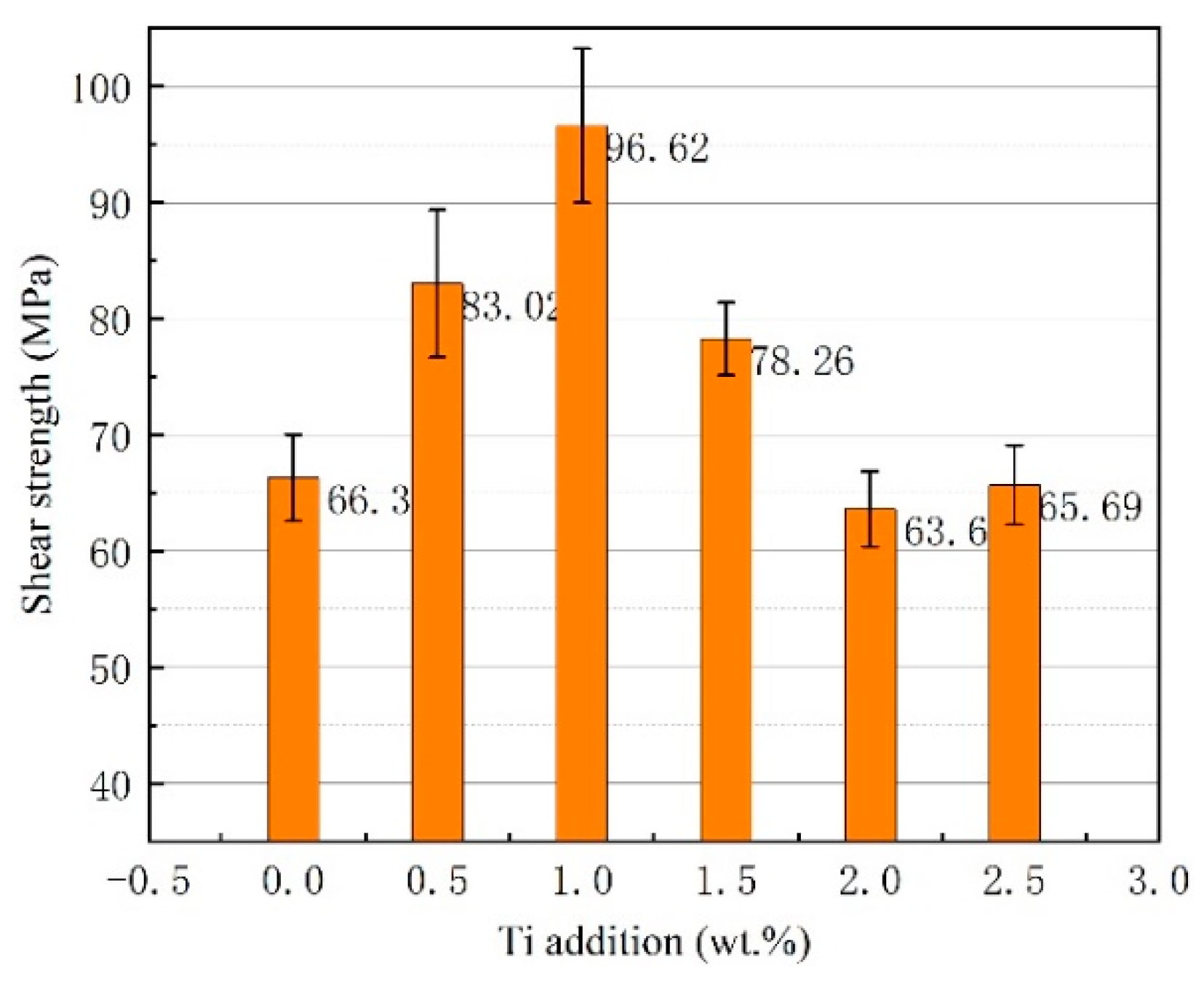
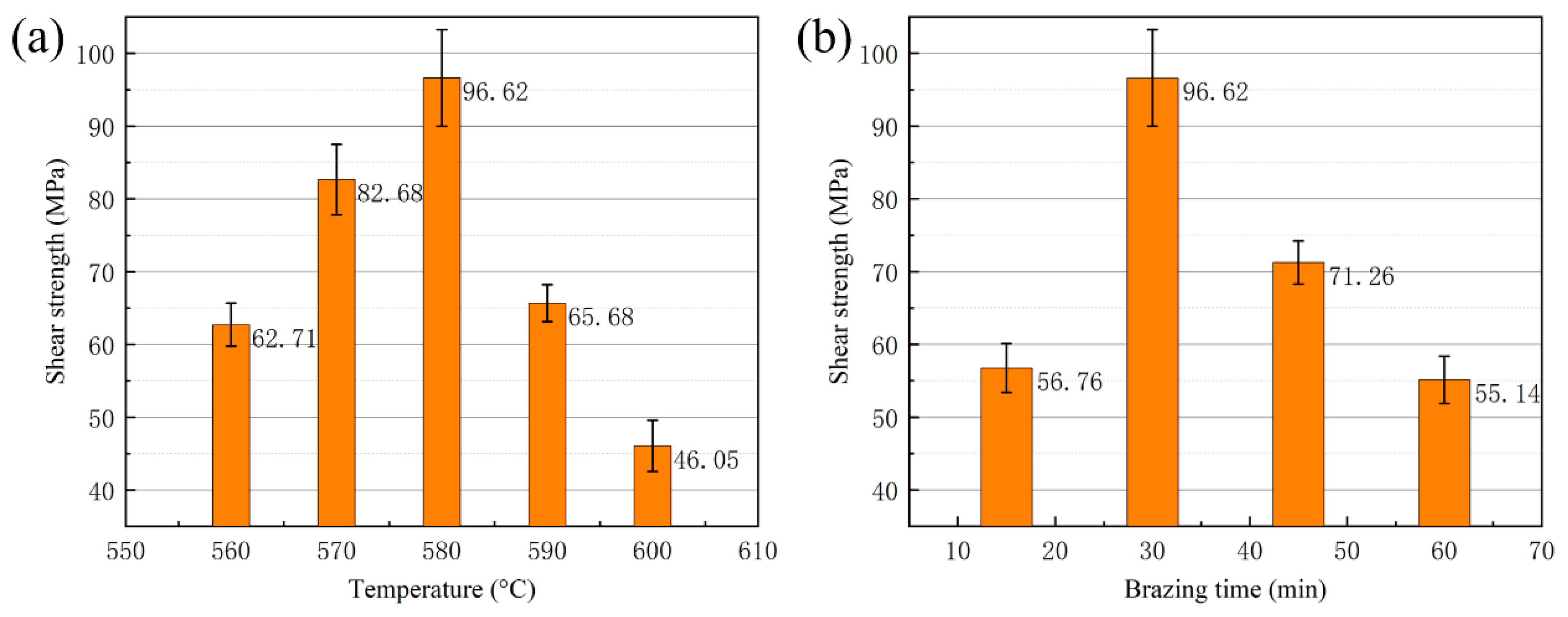
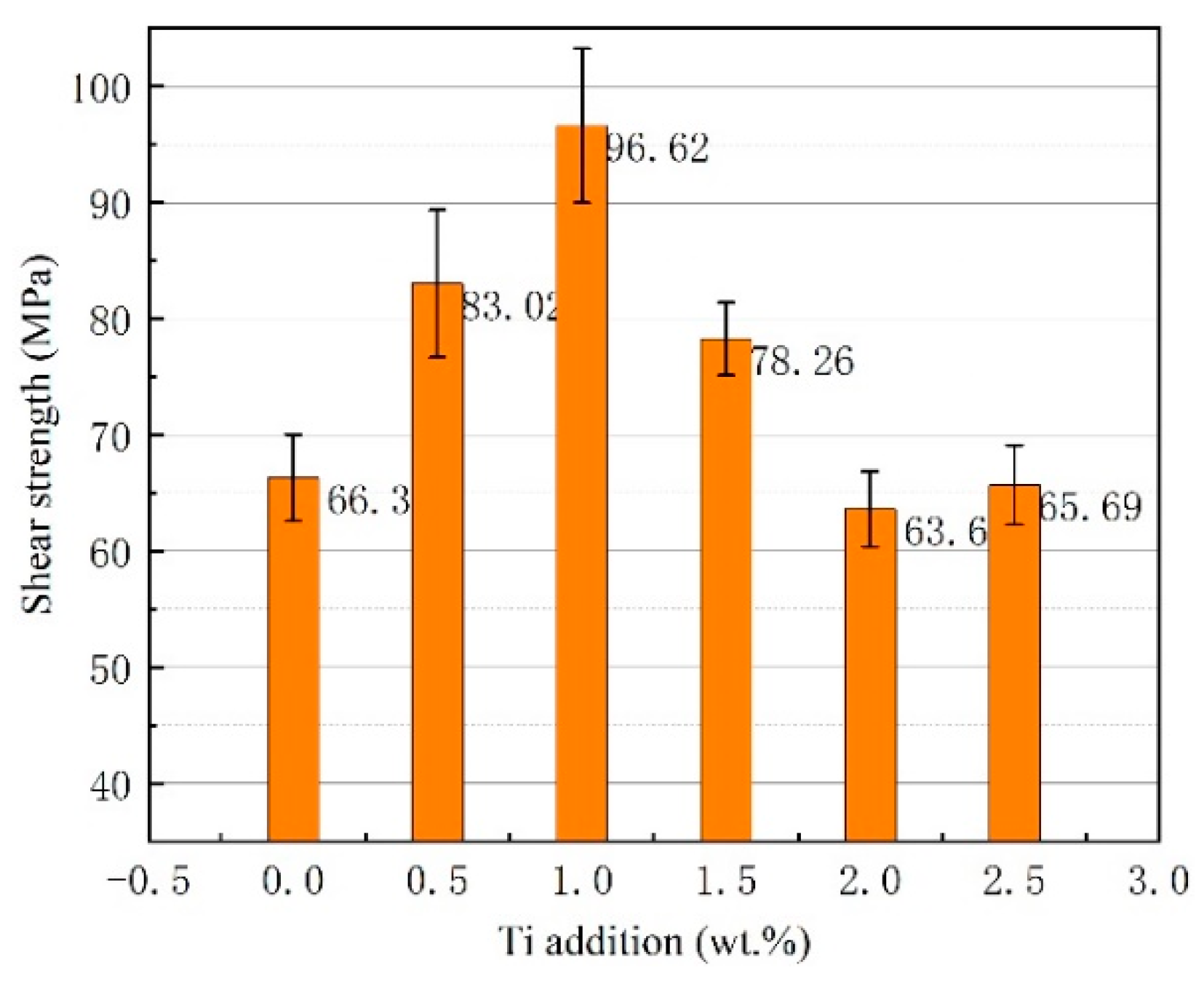
- Using the brazing filler metal Al-7.5Si-23.0Cu-2.0Ni-1.0Ti, the maximum joint shear strength of 96.62 MPa was achieved when the optimal brazing temperature of 580 °C was applied for 30 min. The Ti addition in the brazing filler metal had a significant influence on joint shear strength. When the joint was brazed in the temperature range from 570 to 590 °C and for 30 min with the filler metal, Al-7.5Si-23.0Cu-2.0Ni-1.0Ti, the leakage rate of the joints was 10−8 Pa·m3/s or better, which meets the requirement of gas tightness for electronic packaging devices.
- (4)
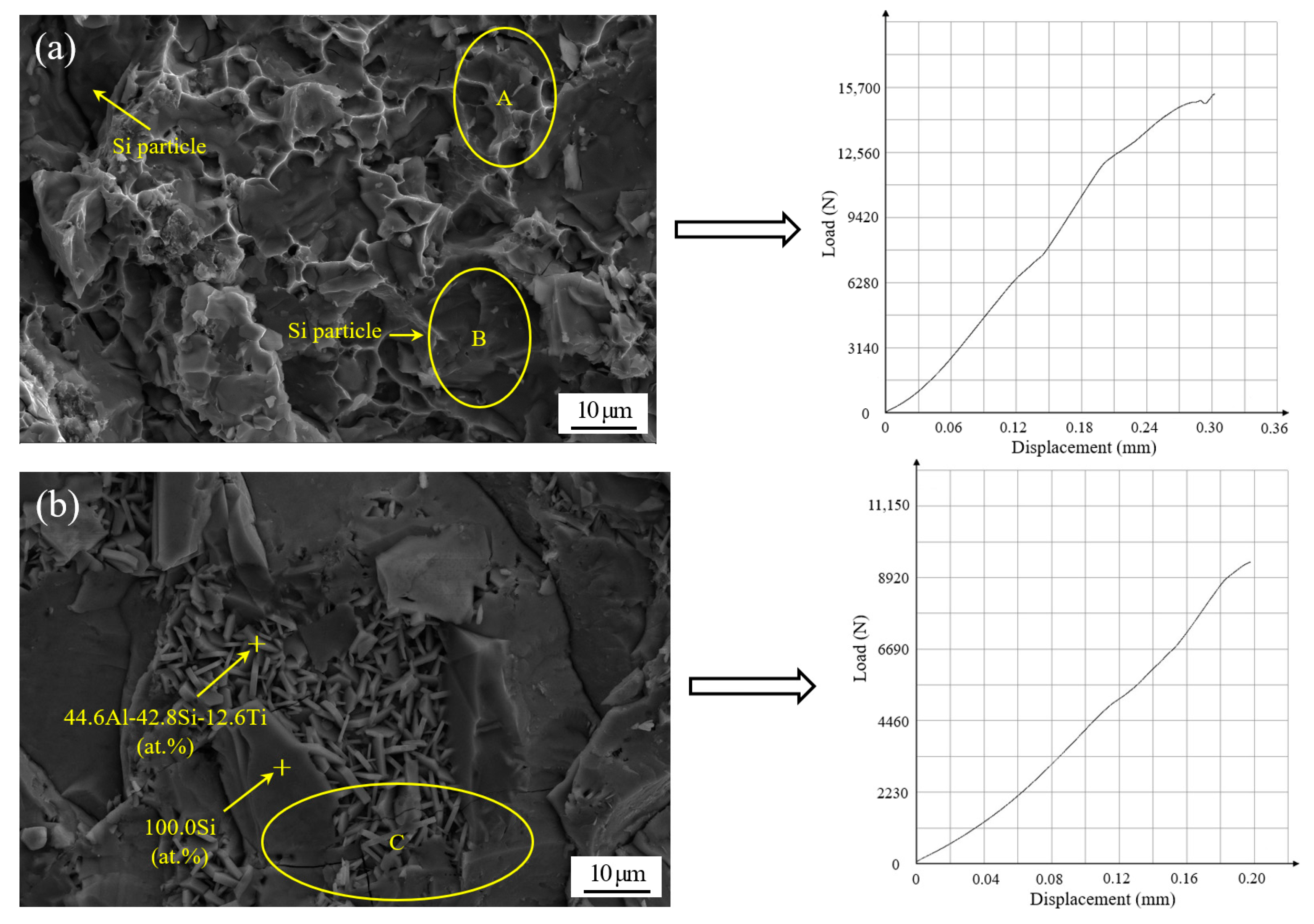
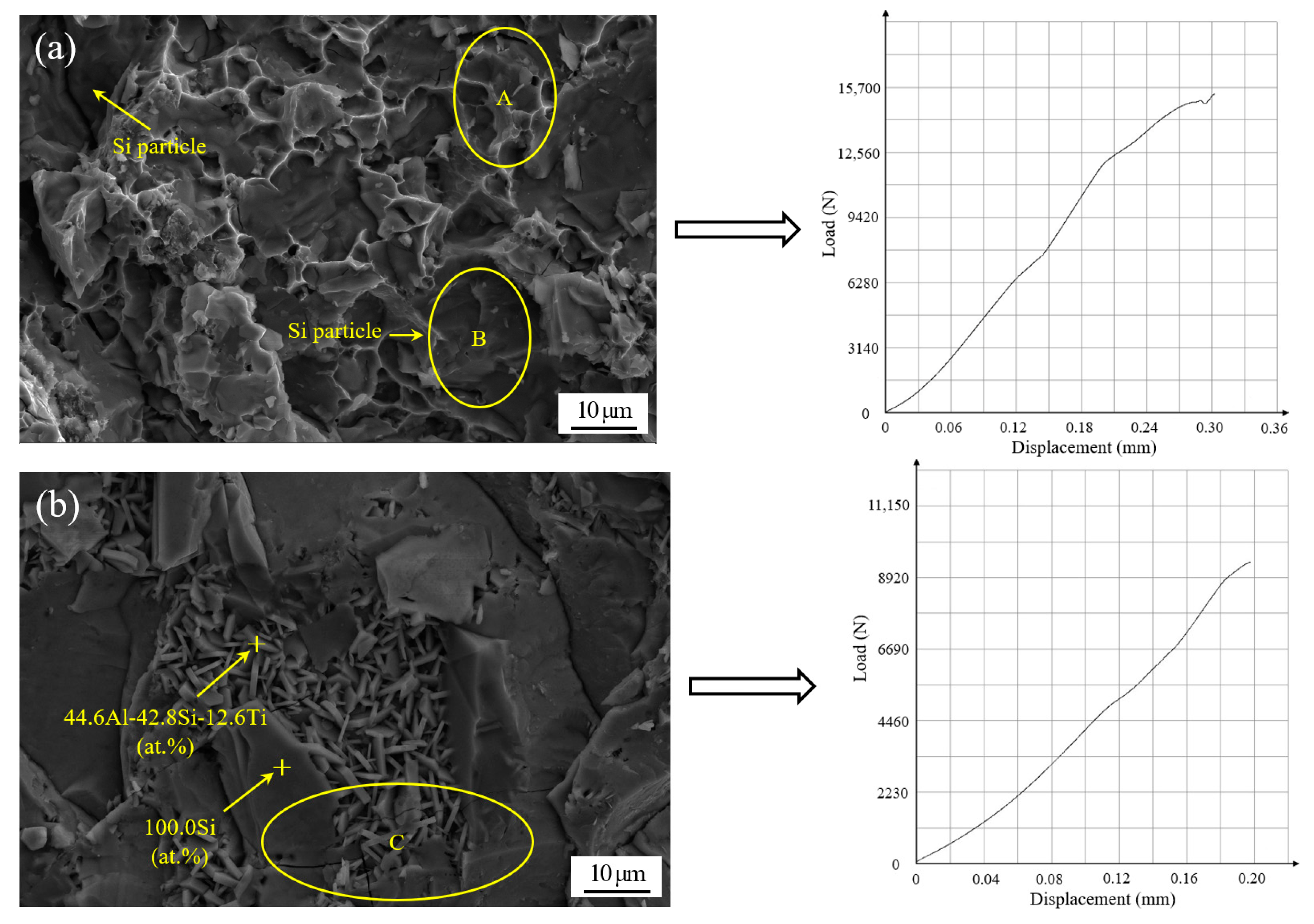
- For the vacuum brazing of 50 wt.% Sip/Al MMCs to Kovar alloys, the joint fracture was generally in the form of a quasi-cleavage fracture, which primarily occurred at the interface between the filler metal and the 50 wt.% Sip/Al MMCs. A number of flake-like Ti(AlSi)3 intermetallic phases appeared at the fracture when the addition of active Ti in filler metal increased to 2.5 wt.%. The average size of the Ti(AlSi)3 intermetallic phase was around 7 µm.
Author Contributions
Funding
Conflicts of Interest
References
- Sangha, S.P.S.; Jacobson, D.M.; Ogilvy, A.J.W.; Azema, M.; Junai, A.A.; Botter, E. Novel aluminium-silicon alloys for electronics packaging. Eng. Sci. Educ. J. 1997, 6, 195–201. [Google Scholar] [CrossRef]
- Jacobson, D.M.; Ogilvy, A.J.W.; Leatham, A. New light-weight electronic packaging technology based on spray-formed silicon-aluminum. In Proceedings of the International Symposium and Exibition on Materials Processes, Properties and Interfaces, Braselton, GA, USA, 6–8 March 2000; pp. 295–299. [Google Scholar]
- Nam, T.H.; Requena, G.; Degischer, P. Thermal expansion behaviour of aluminum matrix composites with densely packed SiC particles. Compos. Part A Appl. Sci. Manuf. 2008, 39, 856–865. [Google Scholar] [CrossRef]
- Zhang, L.; Gan, G.S.; Yang, B. Microstructure and property measurements on in situ TiB2/70Si-Al composite for electronic packaging applications. Mater. Des. 2012, 36, 177–181. [Google Scholar] [CrossRef]
- Saboori, A.; Moheimani, S.K.; Pavese, M.; Badini, C.; Fino, P. New Nanocomposite Materials with Improved Mechanical Strength and Tailored Coefficient of Thermal Expansion for Electro-Packaging Applications. Metals 2017, 7. [Google Scholar] [CrossRef] [Green Version]
- Molina, J.M.; Rheme, M.; Carron, J.; Weber, L. Thermal conductivity of aluminum matrix composites reinforced with mixtures of diamond and SiC particles. Scr. Mater. 2008, 58, 393–396. [Google Scholar] [CrossRef]
- Russell-Stevens, M.; Todd, R.; Papakyriacou, M. The effect of thermal cycling on the properties of a carbon fibre reinforced magnesium composite. Mater. Sci. Eng. A 2005, 397, 249–256. [Google Scholar] [CrossRef]
- Chawla, K.K. Damage evolution during thermal fatigue in fiber-reinforced light-metal-matrix composites. Metall. Mater. Trans. A 2004, 35A, 37–43. [Google Scholar] [CrossRef]
- Cai, S.; Chen, T.; Zhang, X. Effect of Remelting Duration on Microstructure and Properties of SiCp/Al Composite Fabricated by Powder-Thixoforming for Electronic Packaging. Metals 2016, 6. [Google Scholar] [CrossRef] [Green Version]
- Casalegno, V.; Salvo, M.; Rizzo, S.; Goglio, L.; Damiano, O.; Ferraris, M. Joining of carbon fibre reinforced polymer to Al-Si alloy for space applications. Int. J. Adhes. Adhes. 2018, 82, 146–152. [Google Scholar] [CrossRef]
- Ward, P.J.; Atkinson, H.V.; Anderson, P.R.G.; Ellas, L.G.; Garcia, B.; Kahlen, L.; Rodriguez-Ibabe, J.M. Semi-solid processing of novel MMCs based on hypereutectic aluminium- silicon alloys. Acta Mater. 1996, 44, 1717–1727. [Google Scholar] [CrossRef]
- Cui, C.; Schulz, A.; Schimanski, K.; Zoch, H.W. Spray forming of hypereutectic Al-Si alloys. J. Mater. Process. Technol. 2009, 209, 5220–5228. [Google Scholar] [CrossRef]
- Cai, Z.; Zhang, C.; Wang, R.; Peng, C.; Wu, X.; Li, H. High-temperature mechanical properties and thermal cycling stability of Al-50Si alloy for electronic packaging. Mater. Sci. Eng. A 2018, 728, 95–101. [Google Scholar] [CrossRef]
- Yan, W.; Chen, W.; Zhang, S.; Li, B.; Li, J. Evolution of solidification structures and mechanical properties of high-Si Al alloys under permanent magnetic stirring. Mater. Charact. 2019, 157. [Google Scholar] [CrossRef]
- Jia, Y.D.; Ma, P.; Prashanth, K.G.; Wang, G.; Yi, J.; Scudino, S.; Cao, F.Y.; Sun, J.F.; Eckert, J. Microstructure and thermal expansion behavior of Al-50Si synthesized by selective laser melting. J. Alloys Compd. 2017, 699, 548–553. [Google Scholar] [CrossRef]
- Wang, F.; Xiong, B.; Zhang, Y.; Zhu, B.; Liu, H.; Wei, Y. Microstructure, thermo-physical and mechanical properties of spray-deposited Si-30Al alloy for electronic packaging application. Mater. Charact. 2008, 59, 1455–1457. [Google Scholar] [CrossRef]
- Yu, K.; Li, S.-j.; Chen, L.-s.; Zhao, W.-s.; Peng-fei, L. Microstructure characterization and thermal properties of hypereutectic Si-Al alloy for electronic packaging applications. Trans. Nonferrous Met. Soc. China 2012, 22, 1412–1417. [Google Scholar] [CrossRef]
- Jia, Q.-j.; Liu, J.-y.; Li, Y.-x.; Wang, W.-s. Microstructure and properties of electronic packaging box with high silicon aluminum-base alloy by semi-solid thixoforming. Trans. Nonferrous Met. Soc. China 2013, 23, 80–85. [Google Scholar] [CrossRef]
- Luo, D.; Shen, Z. Wetting and spreading behavior of borosilicate glass on Kovar. J. Alloys Compd. 2009, 477, 407–413. [Google Scholar] [CrossRef]
- Chern, T.-S.; Tsai, H.-L. Wetting and sealing of interface between 7056 Glass and Kovar alloy. Mater. Chem. Phys. 2007, 104, 472–478. [Google Scholar] [CrossRef]
- Luo, D.W.; Shen, Z.S. Oxidation behavior of Kovar alloy in controlled atmosphere. Acta Metall. Sin. (Engl. Lett.) 2008, 21, 409–418. [Google Scholar] [CrossRef]
- Xin, C.; Yan, J.; Wang, Q.; Feng, W.; Xin, C. The microstructural evolution and formation mechanism in Si3N4/AgCuTi/Kovar braze joints. J. Alloys Compd. 2020, 820. [Google Scholar] [CrossRef]
- Baghjari, S.H.; AkbariMousavi, S.A.A. Experimental investigation on dissimilar pulsed Nd:YAG laser welding of AISI 420 stainless steel to kovar alloy. Mater. Des. 2014, 57, 128–134. [Google Scholar] [CrossRef]
- Jia, Y.; Cao, F.; Scudino, S.; Ma, P.; Li, H.; Yu, L.; Eckert, J.; Sun, J. Microstructure and thermal expansion behavior of spray-deposited Al-50Si. Mater. Des. 2014, 57, 585–591. [Google Scholar] [CrossRef]
- Hogg, S.C.; Lambourne, A.; Ogilvy, A.; Grant, P.S. Microstructural characterisation of spray formed Si-30Al for thermal management applications. Scr. Mater. 2006, 55, 111–114. [Google Scholar] [CrossRef]
- Cooper, K.P.; Jones, H.N., III. Microstructural evolution in rapidly solidified Al-Cu-Si ternary alloys. J. Mater. Sci. 2001, 36, 5315–5323. [Google Scholar] [CrossRef]
- Du, B.; Liu, M.; Xu, J.; Hu, B.; Liu, B.; Su, T.; Wang, J. Thermodynamic, Structural and Thermoelectric Properties of AgSbTe2 Thick Films Developed by Melt Spinning. Nanomaterials 2018, 8. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Czeppe, T.; Rashkova, V.; Dobrev, E.; Litynskaa, L.; Morgiel, J.; Labar, J.L.; Dutkiewicz, J. Glass forming ability and microstructure of Zr-Ti-Ni-Cu-Al and Zr-Ti-Ni-Cu-Ag melt spun ribbons. Mater. Sci. Eng. A 2004, 375, 260–264. [Google Scholar] [CrossRef]
- Zeren, M.; Karakulak, E. Influence of Ti addition on the microstructure and hardness properties of near-eutectic Al-Si alloys. J. Alloys Compd. 2008, 450, 255–259. [Google Scholar] [CrossRef]
- Wang, P.; Gao, Z.; Niu, J. Micro-nano filler metal foil on vacuum brazing of SiCp/Al composites. Appl. Phys. A-Mater. Sci. Process. 2016, 122. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Mg | Fe | Zn | Mn | Al |
|---|---|---|---|---|---|---|
| wt.% | 50.0 | 0.27 | 1.65 | 0.91 | 1.36 | Balance |
| Chemical Composition of Melt-Spun Ribbon (wt.%) | Solidus Temperature (°C) | Liquidus Temperature (°C) |
|---|---|---|
| Al-7.5Si-23.0Cu-2.0Ni-0.0Ti | 519.0 | 535.7 |
| Al-7.5Si-23.0Cu-2.0Ni-0.5Ti | 517.3 | 533.6 |
| Al-7.5Si-23.0Cu-2.0Ni-1.0Ti | 517.8 | 533.4 |
| Al-7.5Si-23.0Cu-2.0Ni-1.5Ti | 519.0 | 536.0 |
| Al-7.5Si-23.0Cu-2.0Ni-2.0Ti | 518.3 | 535.4 |
| Al-7.5Si-23.0Cu-2.0Ni-2.5Ti | 518.5 | 536.0 |
| Temperature (°C) | 560 | 570 | 580 | 590 | 600 |
|---|---|---|---|---|---|
| Leak rate after vacuum brazing (Pa·m3/s) | 10−7 | 10−9 | 10−10 | 10−8 | 10−6 |
| Leak rate after one month (Pa·m3/s) | 10−7 | 10−9 | 10−10 | 10−8 | 10−6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, Z.; Ba, X.; Yang, H.; Yin, C.; Liu, S.; Niu, J.; Brnic, J. Joining of Silicon Particle-Reinforced Aluminum Matrix Composites to Kovar Alloys Using Active Melt-Spun Ribbons in Vacuum Conditions. Materials 2020, 13, 2965. https://doi.org/10.3390/ma13132965
Gao Z, Ba X, Yang H, Yin C, Liu S, Niu J, Brnic J. Joining of Silicon Particle-Reinforced Aluminum Matrix Composites to Kovar Alloys Using Active Melt-Spun Ribbons in Vacuum Conditions. Materials. 2020; 13(13):2965. https://doi.org/10.3390/ma13132965
Chicago/Turabian StyleGao, Zeng, Xianli Ba, Huanyu Yang, Congxin Yin, Shanguang Liu, Jitai Niu, and Josip Brnic. 2020. "Joining of Silicon Particle-Reinforced Aluminum Matrix Composites to Kovar Alloys Using Active Melt-Spun Ribbons in Vacuum Conditions" Materials 13, no. 13: 2965. https://doi.org/10.3390/ma13132965
APA StyleGao, Z., Ba, X., Yang, H., Yin, C., Liu, S., Niu, J., & Brnic, J. (2020). Joining of Silicon Particle-Reinforced Aluminum Matrix Composites to Kovar Alloys Using Active Melt-Spun Ribbons in Vacuum Conditions. Materials, 13(13), 2965. https://doi.org/10.3390/ma13132965