Microstructural Change during the Interrupted Quenching of the AlZnMg(Cu) Alloy AA7050

 ,
,  ,
, 
Abstract
1. Introduction
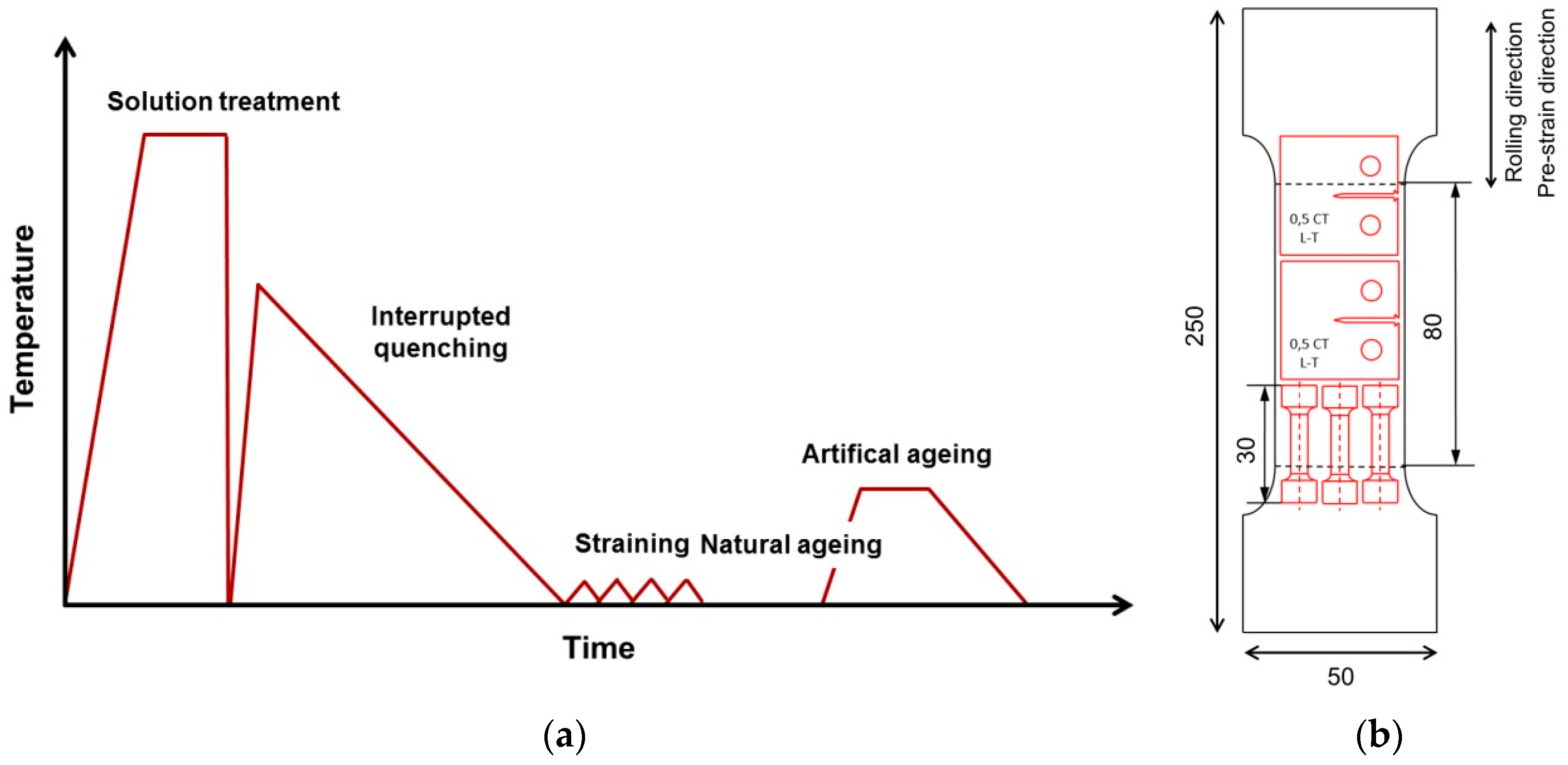
2. Materials and Methods
3. Results
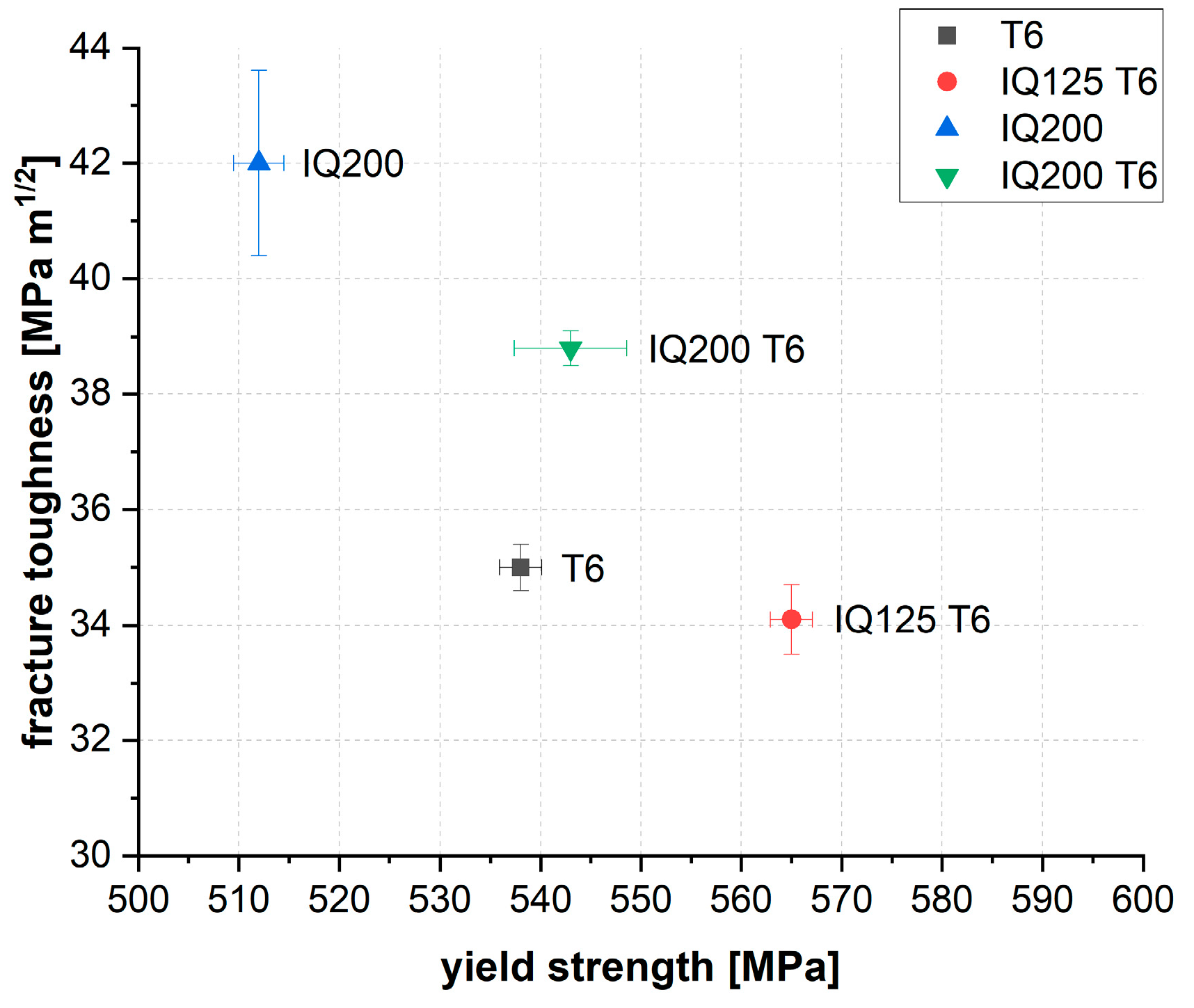
3.1. Mechanical Properties
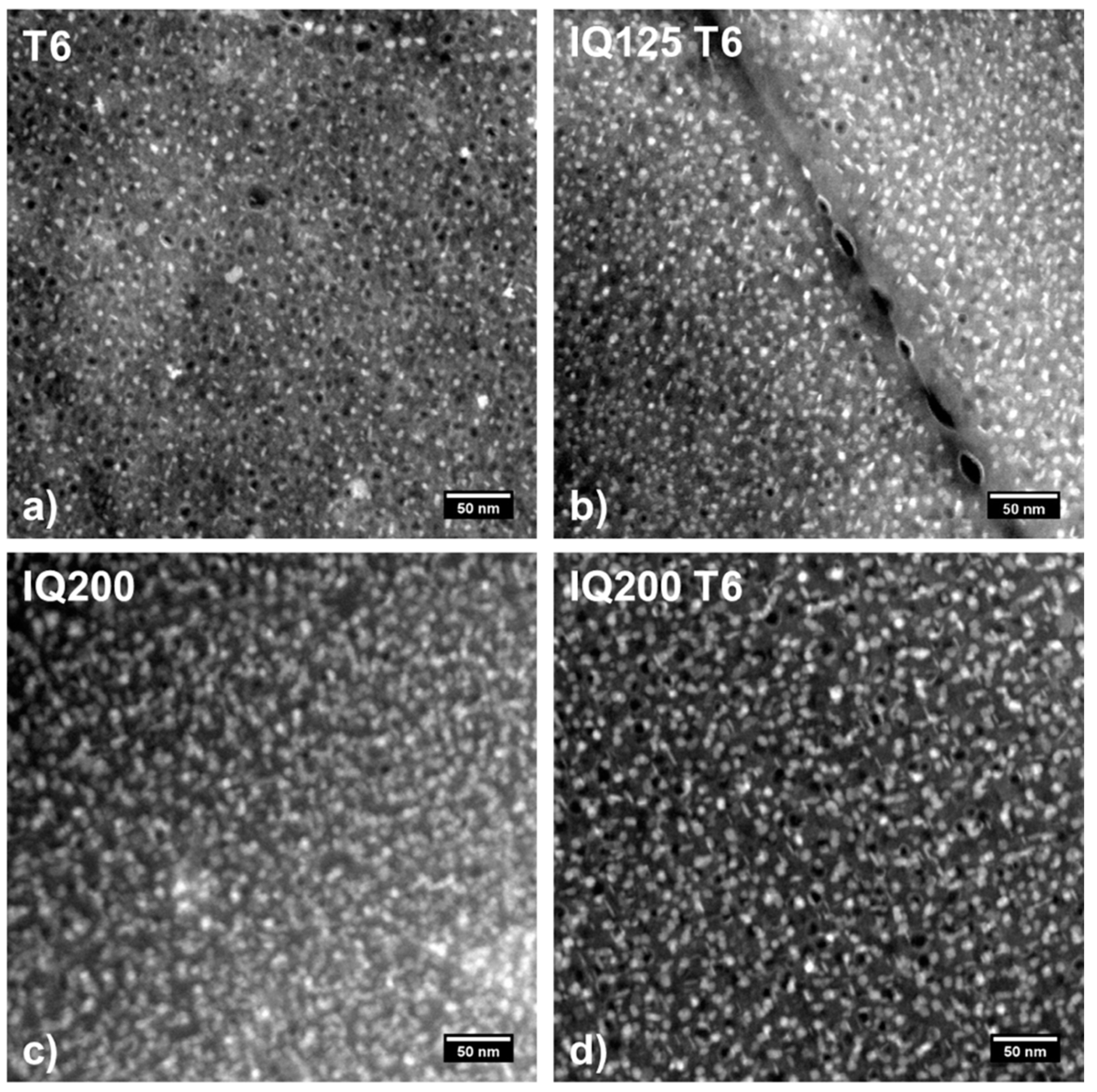
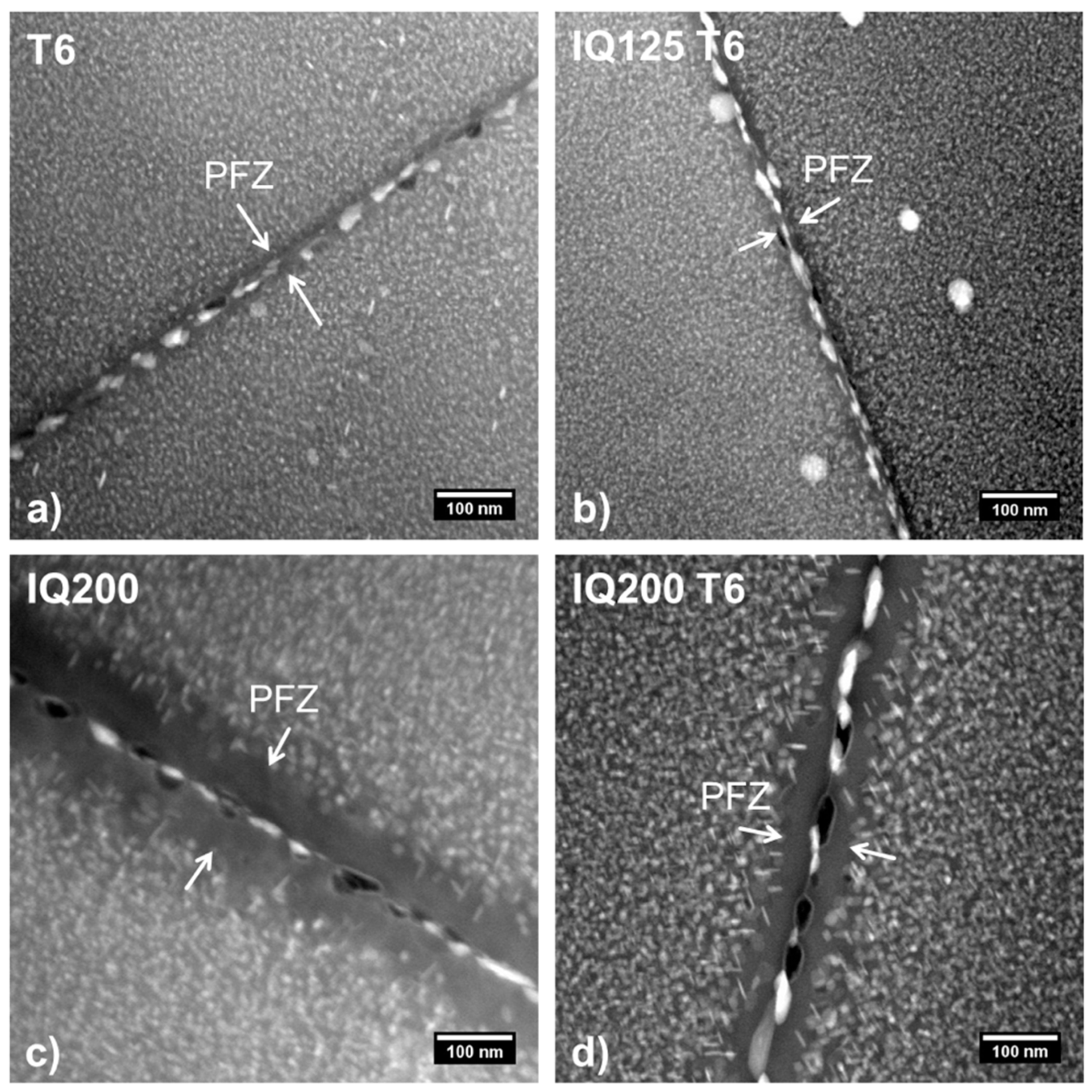
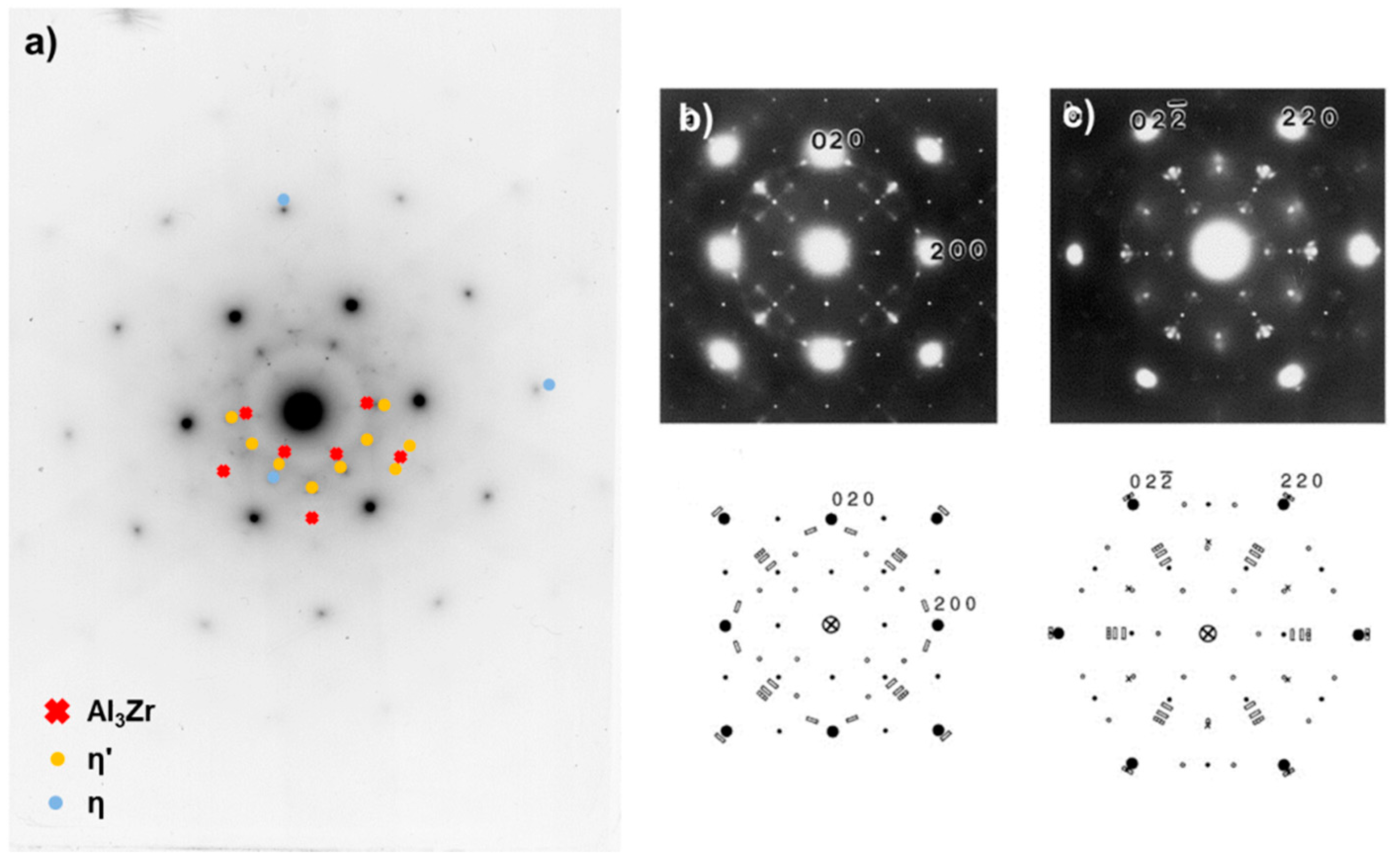
3.2. Transmission Electron Microscopy (TEM)
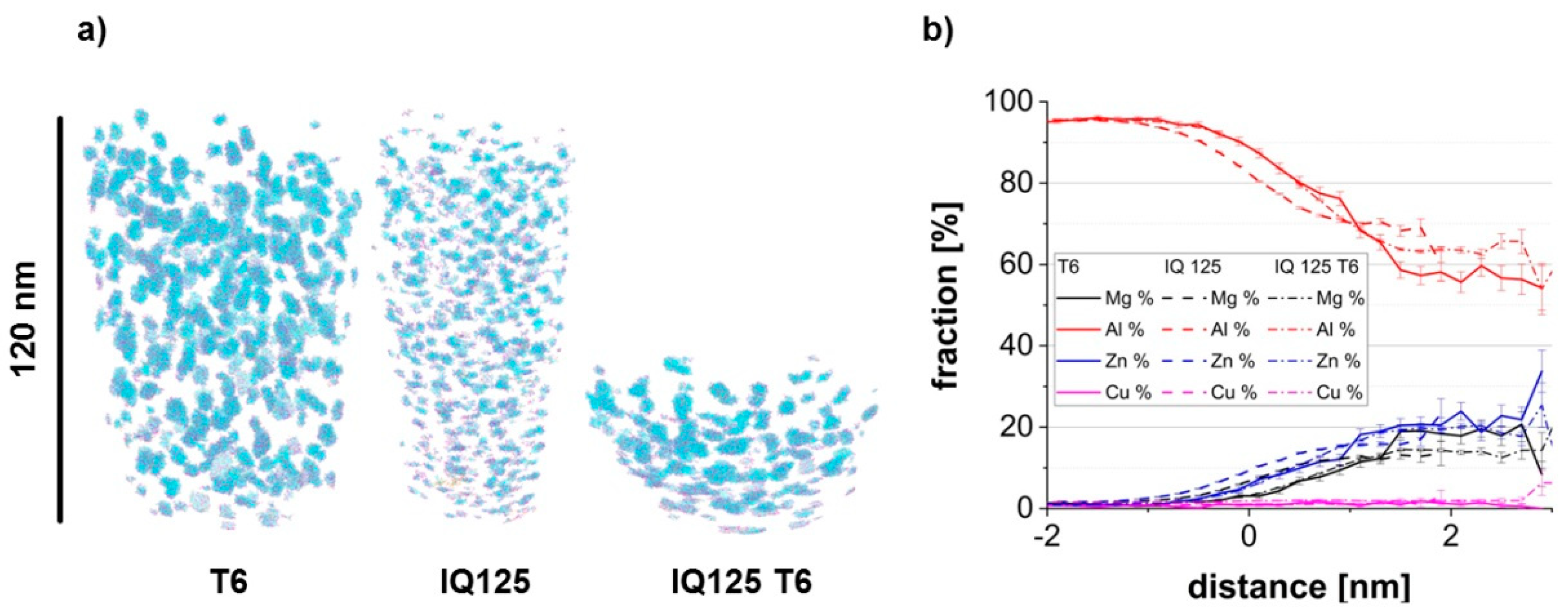
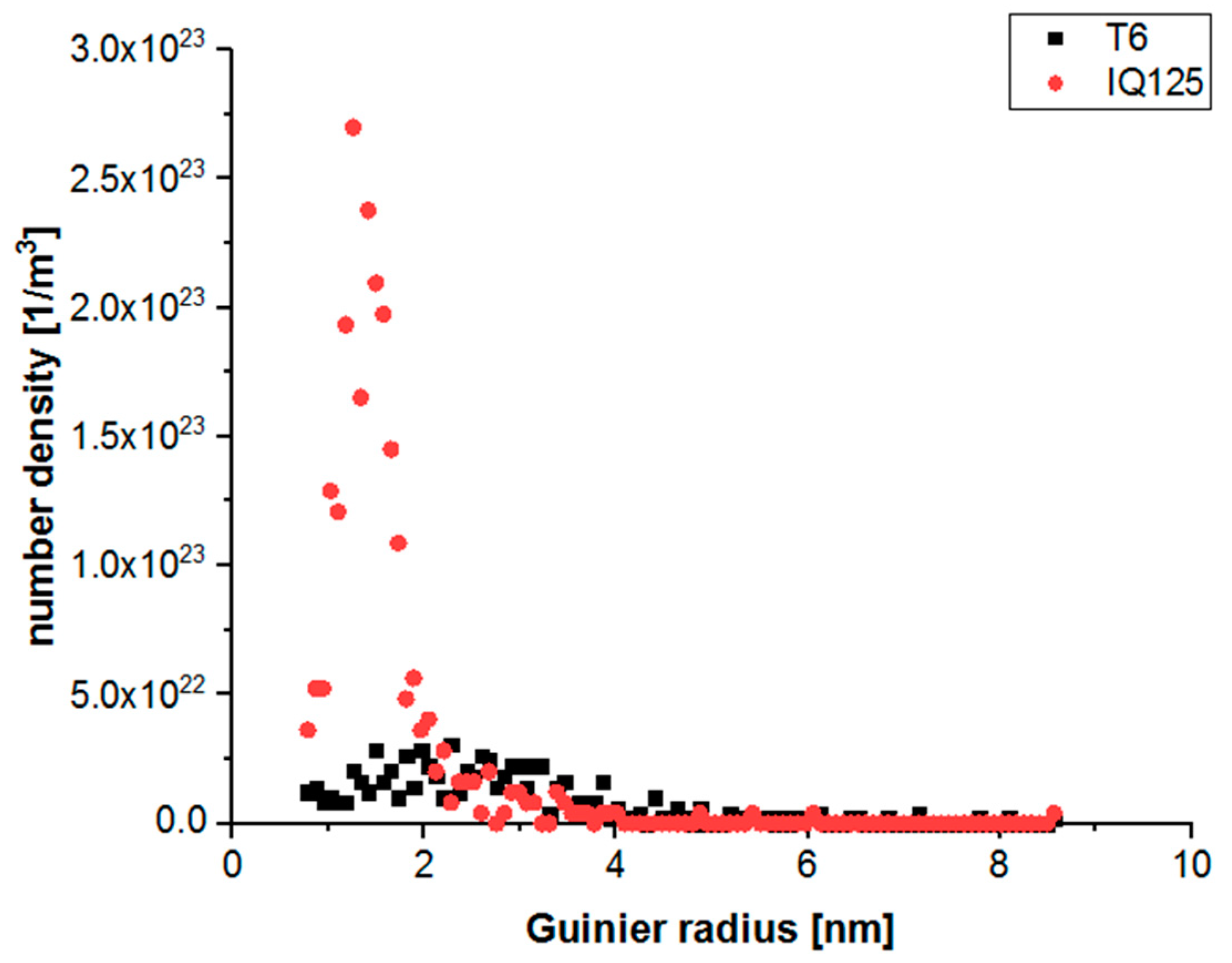
3.3. Atom Probe Tomography (APT)
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rambabu, P.; Eswara Prasad, N.; Kutumbarao, V.V.; Wanhill, R.J.H. Chapter 2: Aluminium Alloys for Aerospace Application. In Aerospace Materials and Material Technologies, 1st ed.; Eswara Prasad, N., Wanhill, R.J.H., Eds.; Springer: Singapore, 2017; Volume 1, pp. 29–52. [Google Scholar]
- Ostermann, F. Anwendungstechnologie Aluminium, 3rd ed.; Springer: Berlin/Heidelberg, Germany, 2014; pp. 69–199. [Google Scholar]
- Holroyd, N.J.; Scamans, G.M. Stress corrosion cracking in Al-Zn-Mg-Cu aluminum alloys in saline environments. Met. Mater. Trans. A 2012, 44, 1230–1253. [Google Scholar] [CrossRef]
- Chen, J.-Z.; Li, G.-A.; Cai, X.; Jiang, J.-T.; Shao, W.-Z.; Yang, L.; Zhen, L. Microstructure evolution and the resulted influence on localized corrosion in Al-Zn-Mg-Cu alloy during non-isothermal ageing. Materials 2018, 11, 720. [Google Scholar] [CrossRef] [PubMed]
- Xu, D.K.; Birbilis, N.; Rometsch, P.A. The effect of pre-ageing temperature and retrogression heating rate on the strength and corrosion behaviour of AA7150. Corros. Sci. 2012, 54, 17–25. [Google Scholar] [CrossRef]
- Oliveira, A.F.; de Barros, M.C.; Cardoso, K.R.; Travesa, D.N. The effect of RRA on the strength and SCC resistance on AA7050 and AA7150 aluminium alloys. Mater. Sci. Eng. A 2004, 379, 321–326. [Google Scholar] [CrossRef]
- Wang, Y.; Cao, L.; Wu, X.; Tong, X.; Liao, B.; Huang, G.; Wang, Z. Effect of retrogression treatments on microstructure, hardness and corrosion behaviours of aluminium alloy 7085. J. Alloys Compd. 2020, 814, 152264. [Google Scholar] [CrossRef]
- Huo, W.; Hu, J.; Cao, H.; Du, Y.; Zhang, W.; Zhang, Y. Simultaneously enhanced mechanical strength and inter-granular corrosion resistance in high strength 7075 Al alloy. J. Alloys Compd. 2019, 781, 680–688. [Google Scholar] [CrossRef]
- Lumley, R.N.; Polmear, I.J.; Morton, A.J. Interrupted aging and secondary precipitation in aluminium alloys. Mater. Sci. Technol. 2013, 19, 1483–1490. [Google Scholar] [CrossRef]
- Buha, J.; Lumley, R.N.; Crosky, A.N.; Hono, K. Secondary precipitation in an Al-Mg-Si-Cu alloy. Acta Mater. 2007, 55, 3015–3024. [Google Scholar] [CrossRef]
- Jacumasso, S.C.; Oliveira, P.H.F.; Martins, J.P.; Carvalho, A.L.M. Microstructural characterization of interrupted aging on an AA7050 aluminium alloy. Mater. Charact. 2019, 152, 180–187. [Google Scholar] [CrossRef]
- Chen, Y.; Weyland, M.; Hutchinson, C.R. The effect of interrupted aging on the yield strength and uniform elongation of precipitation-hardened Al alloys. Acta Mater. 2013, 61, 5877–5894. [Google Scholar] [CrossRef]
- Marlaud, T.; Deschamps, A.; Bley, F.; Lefebvre, W.; Barous, B. Evolution of precipitate microstructures during the retrogression and re-ageing heat treatment of an Al-Zn-Mg-Cu alloy. Acta Mater. 2010, 58, 4814–4826. [Google Scholar] [CrossRef]
- Pogatscher, S.; Antrekowitsch, H.; Leitner, H.; Pöschmann, D.; Zhang, Z.L.; Uggowitzer, P.J. Influence of interrupted quenching on artificial aging of Al–Mg–Si alloys. Acta Mater. 2012, 60, 4496–4505. [Google Scholar] [CrossRef]
- Kolb, G.K.-H.; Antrekowitsch, H.; Pöschmann, D.; Uggowitzer, P.J.; Pogatscher, S. Effect of interrupted quenching on Al–Zn–Mg–Cu alloys. TMS Light Met. 2017, 385–389. [Google Scholar] [CrossRef]
- DIN EN ISO 6892-1:2017 02. Metallic Materials-Tensile Testing-Part 1: Method of Test at Room Temperature (ISO 6892-1:2016); ISO: Geneva, Switzerland, 2017. [Google Scholar]
- ASTM E399-17. Standard Test Method for Linear-Elastic Plane-Strain Fracture Toughness KIc of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Miller, M.K.; Forbes, R. Atom Probe Tomography: The local Electrode Atom Probe; Springer: New York, NY, USA, 2014. [Google Scholar]
- Dumitraschkewitz, P.; Gerstl, S.S.A.; Uggowitzer, P.J.; Löffler, J.F.; Pogatscher, S. Atom probe tomography study of as-quenched Al-Mg-Si alloys. Adv. Eng. Mater. 2016, 19, 1600668. [Google Scholar] [CrossRef]
- Felfer, P.; Ceguerra, S.P.; Ringer, S.P.; Cairney, J.M. Detecting and extracting clusters in atom probe data: A simple, automated method using Voronoi cells. Ultramicroscopy 2015, 150, 30–36. [Google Scholar] [CrossRef] [PubMed]
- Gault, B.; Moody, M.P.; de Geuser, F.; Tsafnat, G.; La Fontaine, G.; Stephenson, L.T.; Haley, D.; Ringer, S.P. Advances in the calibration of atom probe tomographic reconstruction. J. Appl. Phys. 2009, 105, 034913. [Google Scholar] [CrossRef]
- Engdahl, T.; Hansen, V.; Warren, P.J.; Stiller, K. Investigation of fine scale precipitates in Al-Zn-Mg alloys after various heat treatments. Mat. Sci. Eng. A 2002, 327, 59–64. [Google Scholar] [CrossRef]
- Li, X.Z.; Hansen, V.; Gjonnes, J.; Wallenberg, L.R. HREM study and structure modeling of the η’ phase, the hardening precipitates in commercial Al-Zn-Mg alloys. Acta Mater. 1999, 47, 2651–2659. [Google Scholar] [CrossRef]
- Stiller, K.; Warren, P.J.; Hansen, V.; Angenete, J.; Gjonnes, J. Investigation of precipitation in an Al-Zn-Mg alloy after two-step ageing treatment at 100 °C and 150 °C. Mater. Sci. Eng. A 1999, 270, 55–63. [Google Scholar] [CrossRef]
- Sha, G.; Cerezo, A. Early-stage precipitation in Al-Zn-Mg-Cu alloy (7050). Acta Mater. 2004, 52, 4503–4516. [Google Scholar] [CrossRef]
- Wang, D.; Ma, Z.Y. Effect of pre-strain on microstructure and stress corrosion cracking of over-aged 7050 aluminum alloy. J. Alloys Compd. 2009, 469, 445–450. [Google Scholar] [CrossRef]
- Xiao, Y.P.; Pan, Q.L.; Li, W.B.; Liu, X.Y.; He, Y.B. Influence of retrogression and re-aging treatment on corrosion behaviour of an Al–Zn–Mg–Cu alloy. Mater. Des. 2011, 32, 2149–2156. [Google Scholar] [CrossRef]
- MATLAB, 8.6.0.267246 (R2015b); The MathWorks Inc.: Natick, MA, USA, 2015.
- Kocks, U.F. The Theory of an obstacle-controlled yield strength. Mater. Sci. Eng. 1977, 27, 291–298. [Google Scholar] [CrossRef]
- Matsukawa, Y.; Yang, H.; Saito, K.; Murakami, Y.; Maruyama, T.; Iwai, T.; Murakami, K.; Shinohara, Y.; Kido, T.; Toyama, T.; et al. The effect of crystallographic mismatch on the obstacle strength of second phase precipitate particles in dispersion strengthening: Bcc Nb particles and nanometric Nb clusters embedded in hcp Zr. Acta Mater. 2016, 102, 323–332. [Google Scholar] [CrossRef]
- Hornbogen, E.; Starke, E.A., Jr. Theory assisted design of high strength low alloy aluminium. Acta Metall. Mater. 1993, 41, 1–16. [Google Scholar] [CrossRef]
- Dixit, M.; Mishra, R.S.; Sankaran, K.K. Structure–property correlations in Al 7050 and Al 7055 high-strength aluminum alloys. Mater. Sci. Eng. A 2008, 478, 163–172. [Google Scholar] [CrossRef]
- Dumont, D.; Deschamps, A.; Brechet, Y. On the relationship between microstructure, strength and toughness in AA7050 aluminum alloy. Mater. Sci. Eng. A 2003, 356, 326–336. [Google Scholar] [CrossRef]
- Robinson, S. Influence of retrogression and reaging on fracture toughness of 7010 aluminium alloy. Mater. Sci. Technol. 2003, 19, 1697–1704. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Designation | Zn | Mg | Cu | Zr | Al |
|---|---|---|---|---|---|
| AA7050 | 6.44 ± 0.04 | 2.04 ± 0.02 | 2.50 ± 0.02 | 0.11 ± 0.001 | Balance |
| Sample | Rp (MPa) | Rm (MPa) | A (%) | KIc (MPa m−1/2) |
|---|---|---|---|---|
| T6 | 538 | 581 | 17.8 | 35.0 |
| IQ125 T6 | 565 | 606 | 17.5 | 34.1 |
| IQ200 | 512 | 563 | 17.1 | 42.0 |
| IQ200 T6 | 543 | 591 | 13.7 | 38.8 |
| T6 | IQ125 T6 | IQ200 | IQ200 T6 |
|---|---|---|---|
| 31 ± 9 | 28 ± 4 | 117 ± 15 | 96 ± 13 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kremmer, T.M.; Dumitraschkewitz, P.; Pöschmann, D.; Ebner, T.; Uggowitzer, P.J.; Kolb, G.K.H.; Pogatscher, S. Microstructural Change during the Interrupted Quenching of the AlZnMg(Cu) Alloy AA7050. Materials 2020, 13, 2554. https://doi.org/10.3390/ma13112554
Kremmer TM, Dumitraschkewitz P, Pöschmann D, Ebner T, Uggowitzer PJ, Kolb GKH, Pogatscher S. Microstructural Change during the Interrupted Quenching of the AlZnMg(Cu) Alloy AA7050. Materials. 2020; 13(11):2554. https://doi.org/10.3390/ma13112554
Chicago/Turabian StyleKremmer, Thomas M., Phillip Dumitraschkewitz, Daniel Pöschmann, Thomas Ebner, Peter J. Uggowitzer, Gernot K. H. Kolb, and Stefan Pogatscher. 2020. "Microstructural Change during the Interrupted Quenching of the AlZnMg(Cu) Alloy AA7050" Materials 13, no. 11: 2554. https://doi.org/10.3390/ma13112554
APA StyleKremmer, T. M., Dumitraschkewitz, P., Pöschmann, D., Ebner, T., Uggowitzer, P. J., Kolb, G. K. H., & Pogatscher, S. (2020). Microstructural Change during the Interrupted Quenching of the AlZnMg(Cu) Alloy AA7050. Materials, 13(11), 2554. https://doi.org/10.3390/ma13112554