Study on Technological Effects of a Precise Grooving of AlSi13MgCuNi Alloy with a Novel WCCo/PCD (DDCC) Inserts


 ,
,  ,
, 
Abstract

1. Introduction
2. Experimental Details
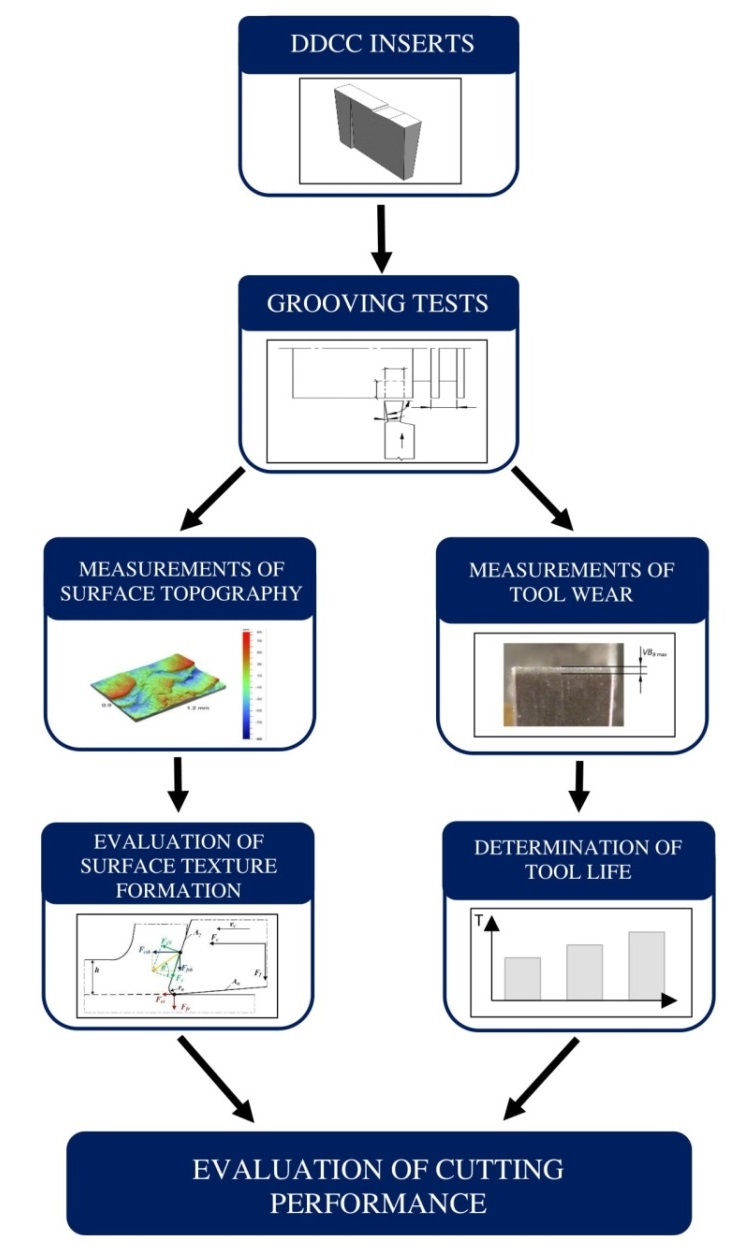
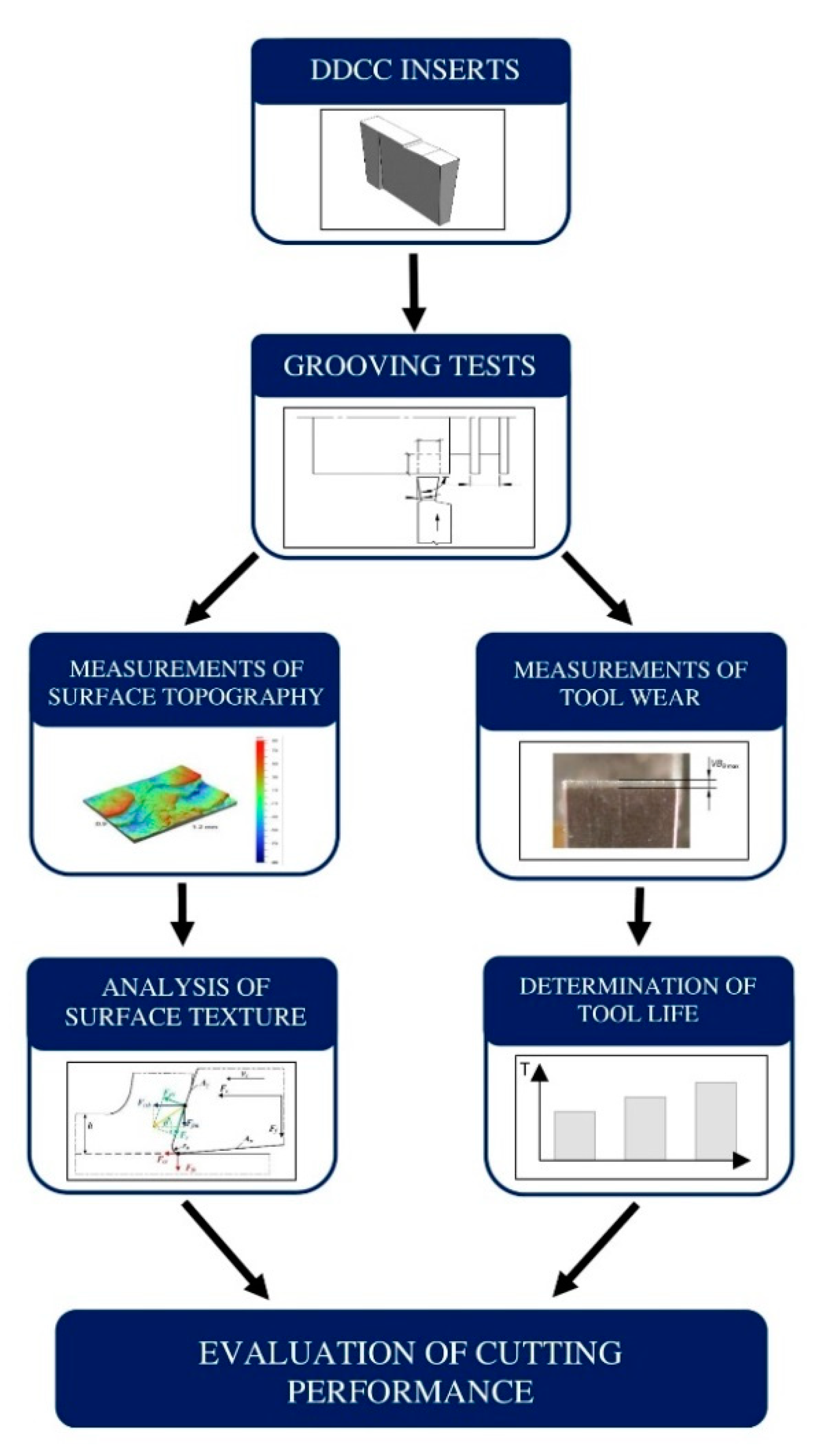
2.1. Research Plan
2.2. Production of DDCC Composite
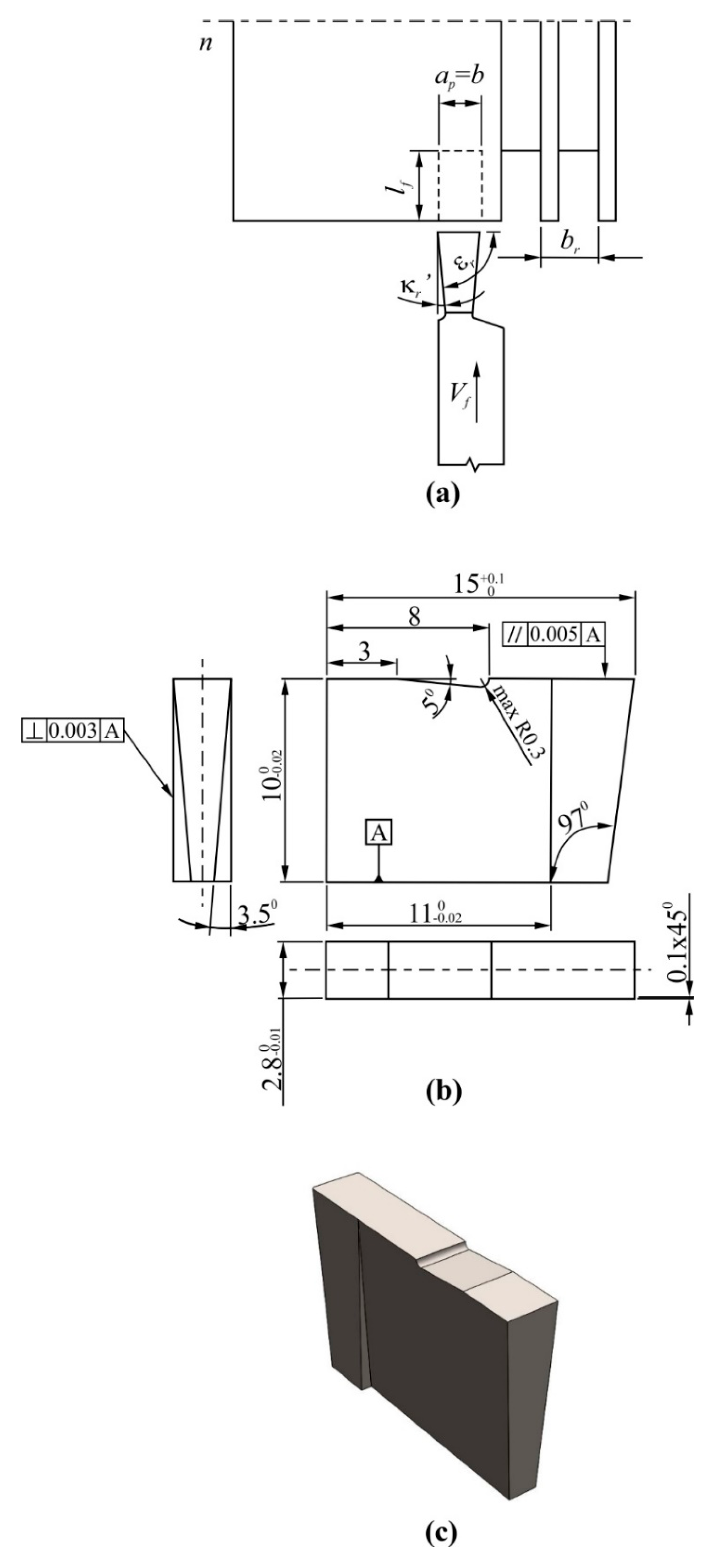
2.3. Turning Tests
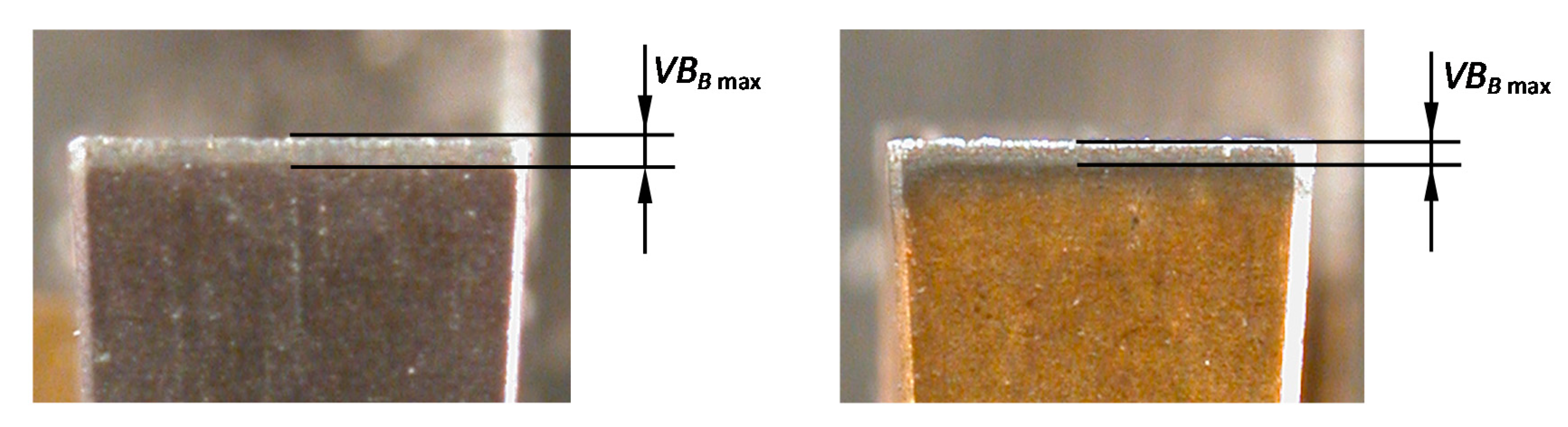
2.4. Inspection of Tool Wear and Calculation of Tool Life
2.5. Evaluation of the Machined Surface Topography
3. Results and Discussion
3.1. Evaluation of Tool Wear and Tool Life
3.2. Evaluation of Surface Topography
4. Conclusions
- (1)
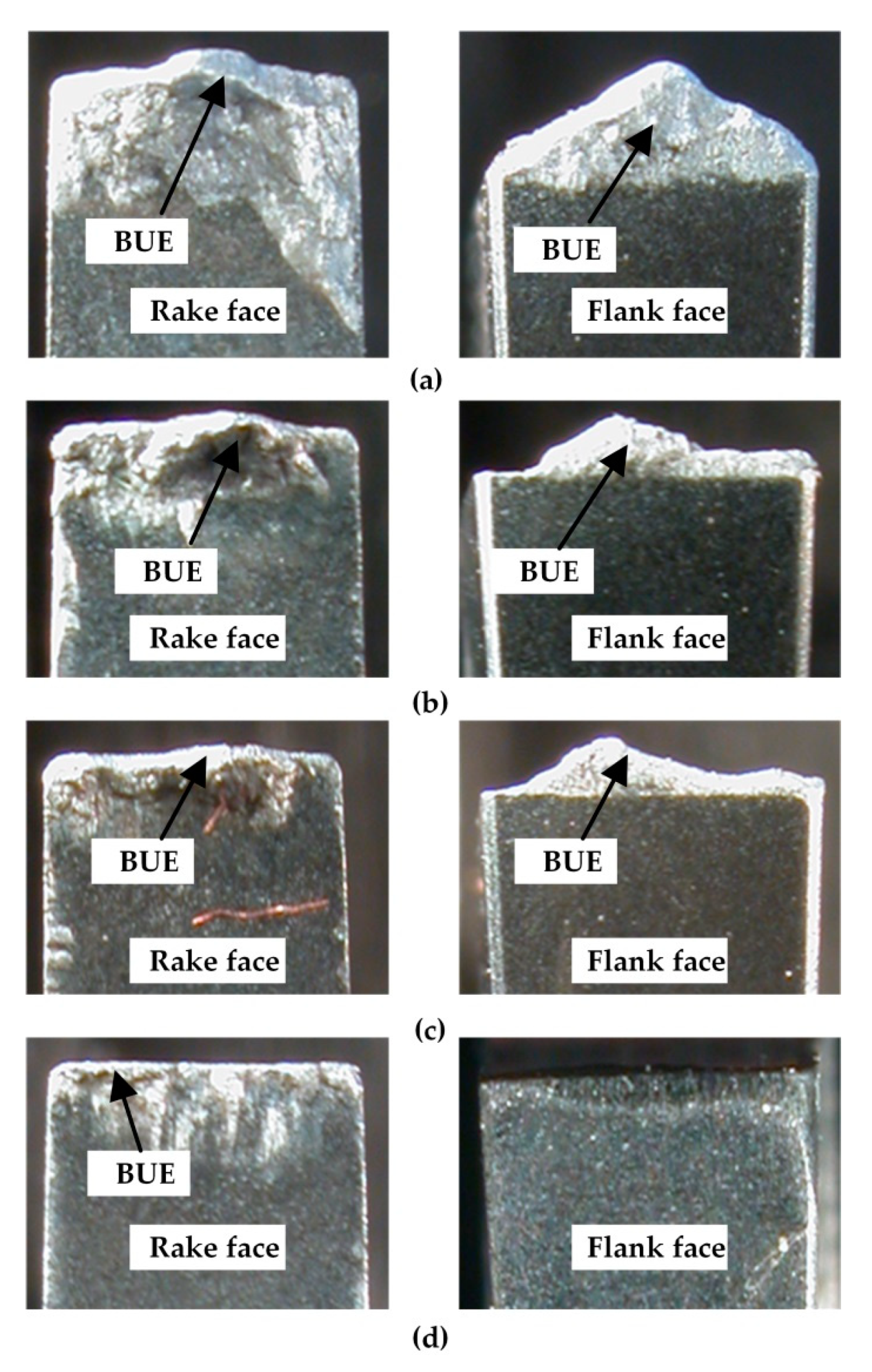
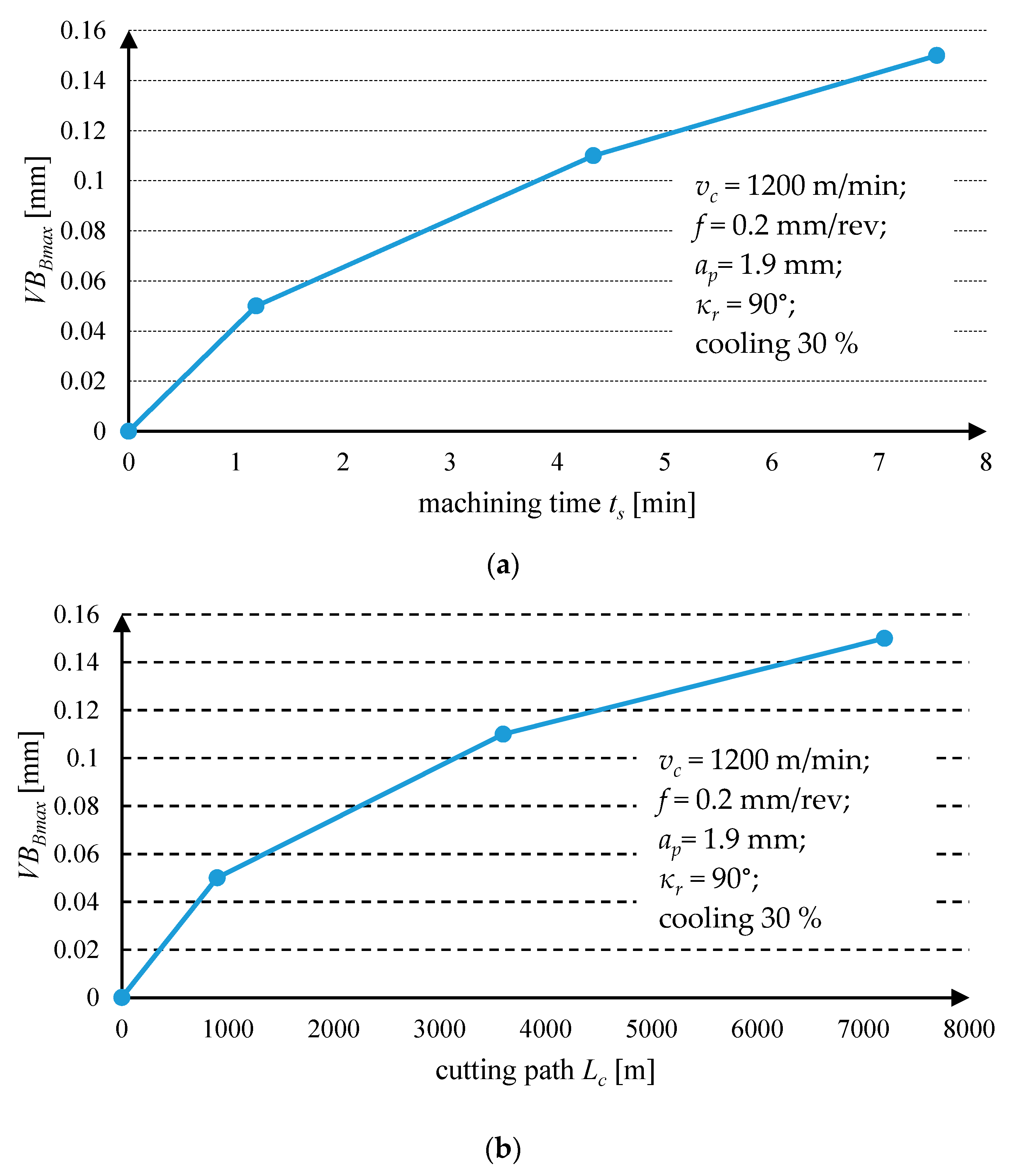
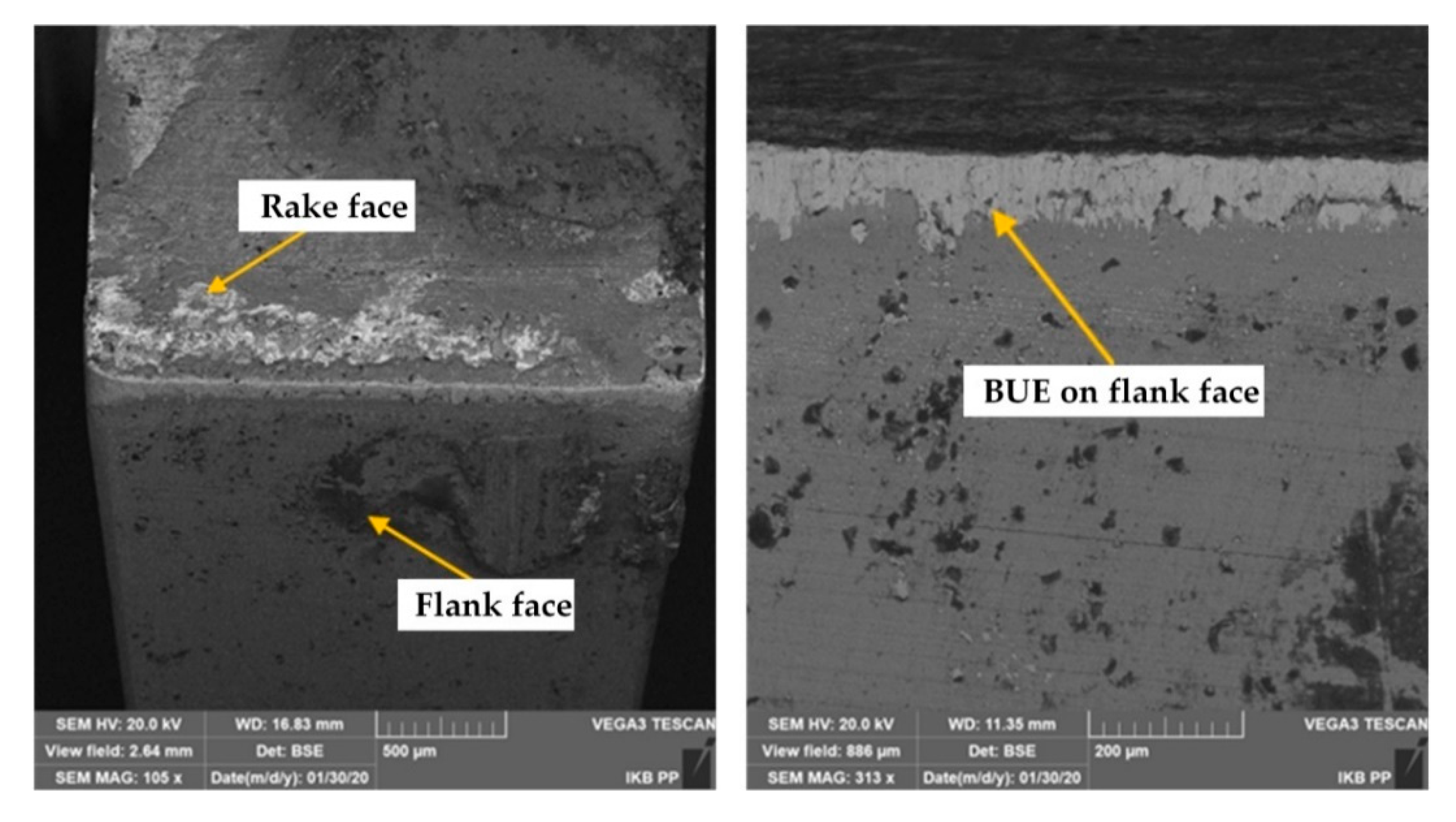
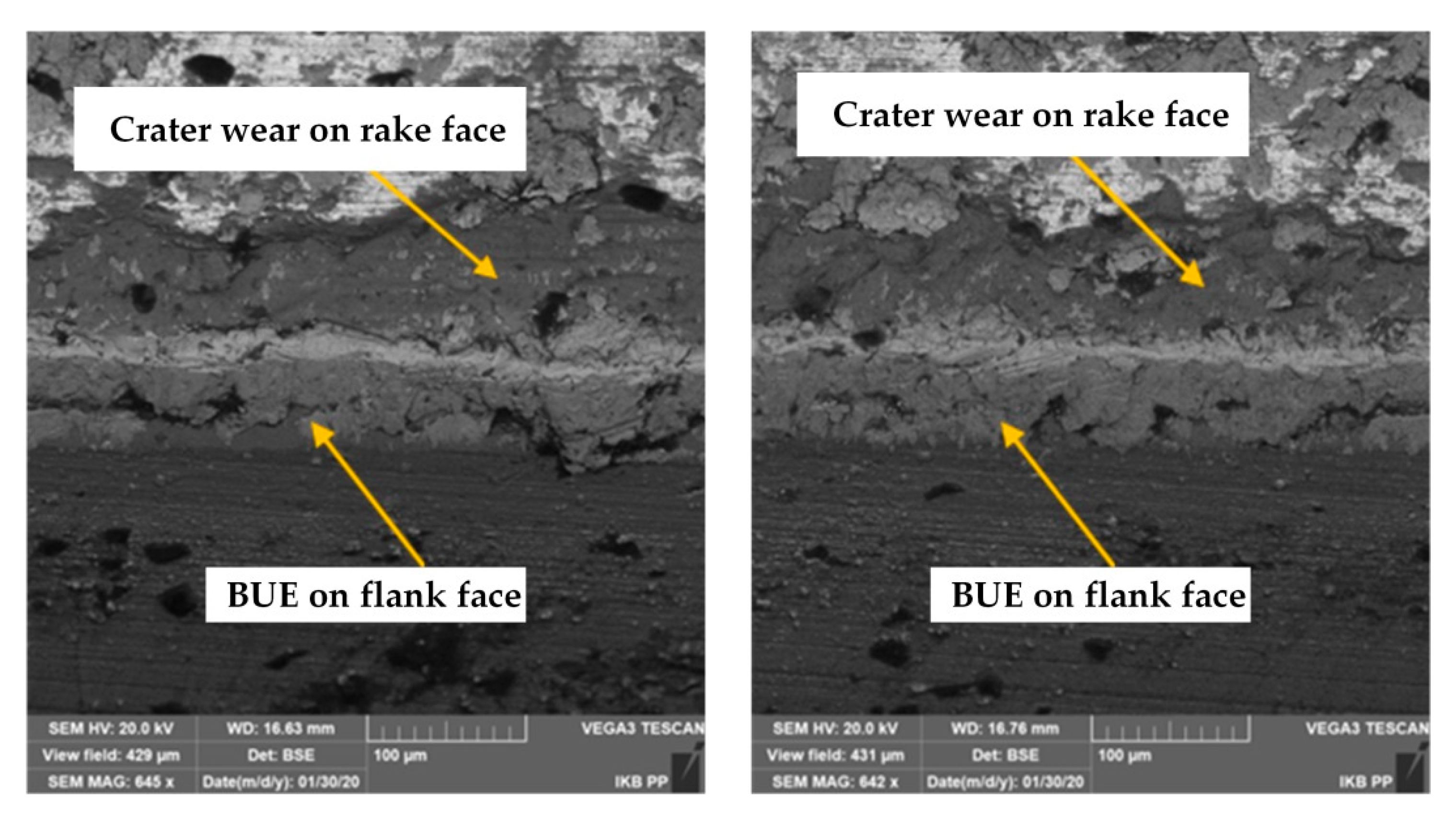
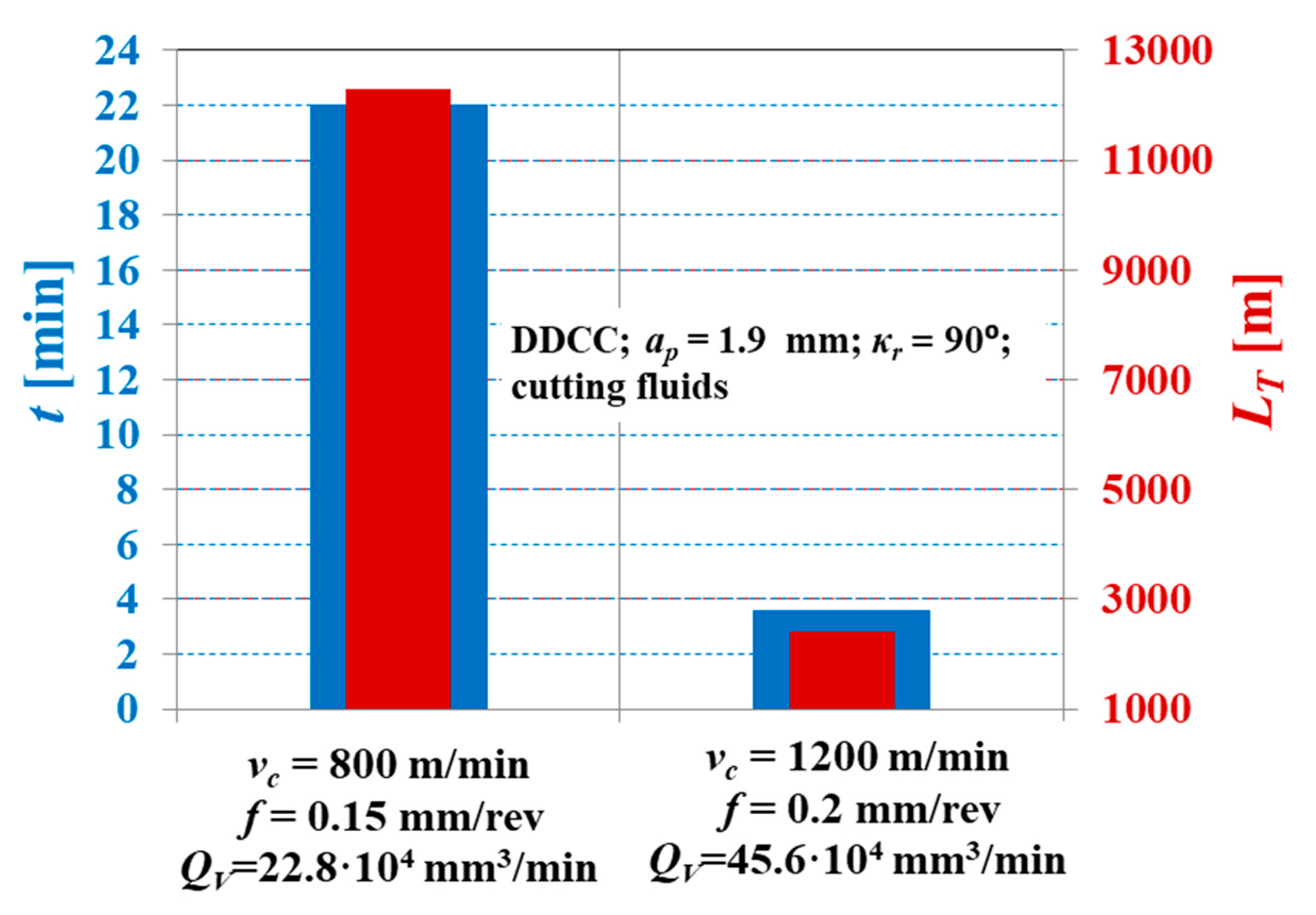
- The adhesive DDCC tool wear manifested as the BUE was the dominant wear mechanism in the range of investigated input parameters. However, the intensity of this phenomenon was significantly reduced with an increase in cutting speeds. During grooving with vc = 800 m/min and f = 0.15 mm/rev, the stable BUE was located onto the cutting edge with the maximal width not exceeding 0.1 mm, which contributes to the moderate tool wear growth in a function of cutting time. However, during grooving with a cutting speed of vc = 1200 m/min, the crater wear on the tool rake face has been also observed, whose appearance contributed influentially to the intense wear rate of DDCC inserts.
- (2)
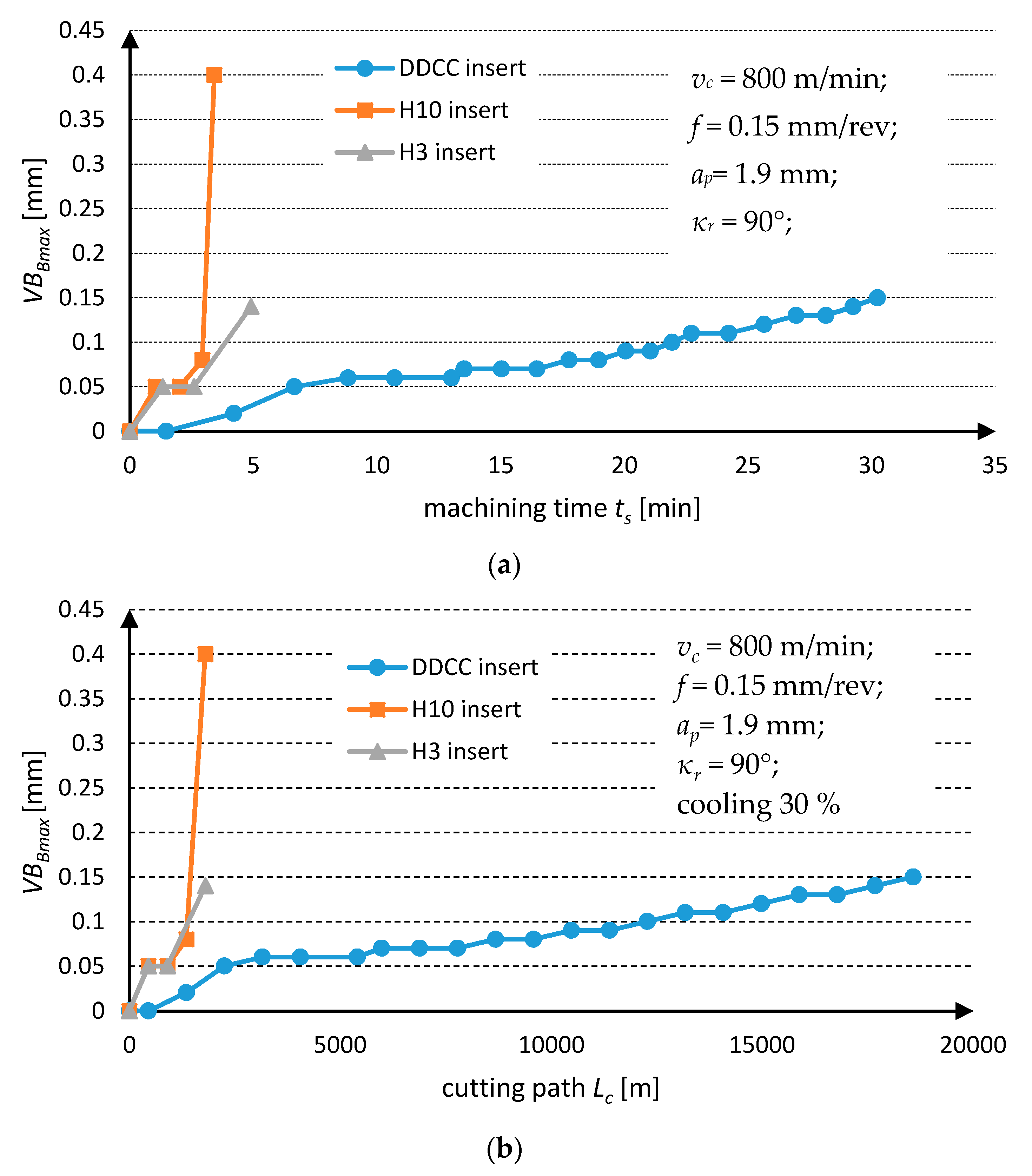
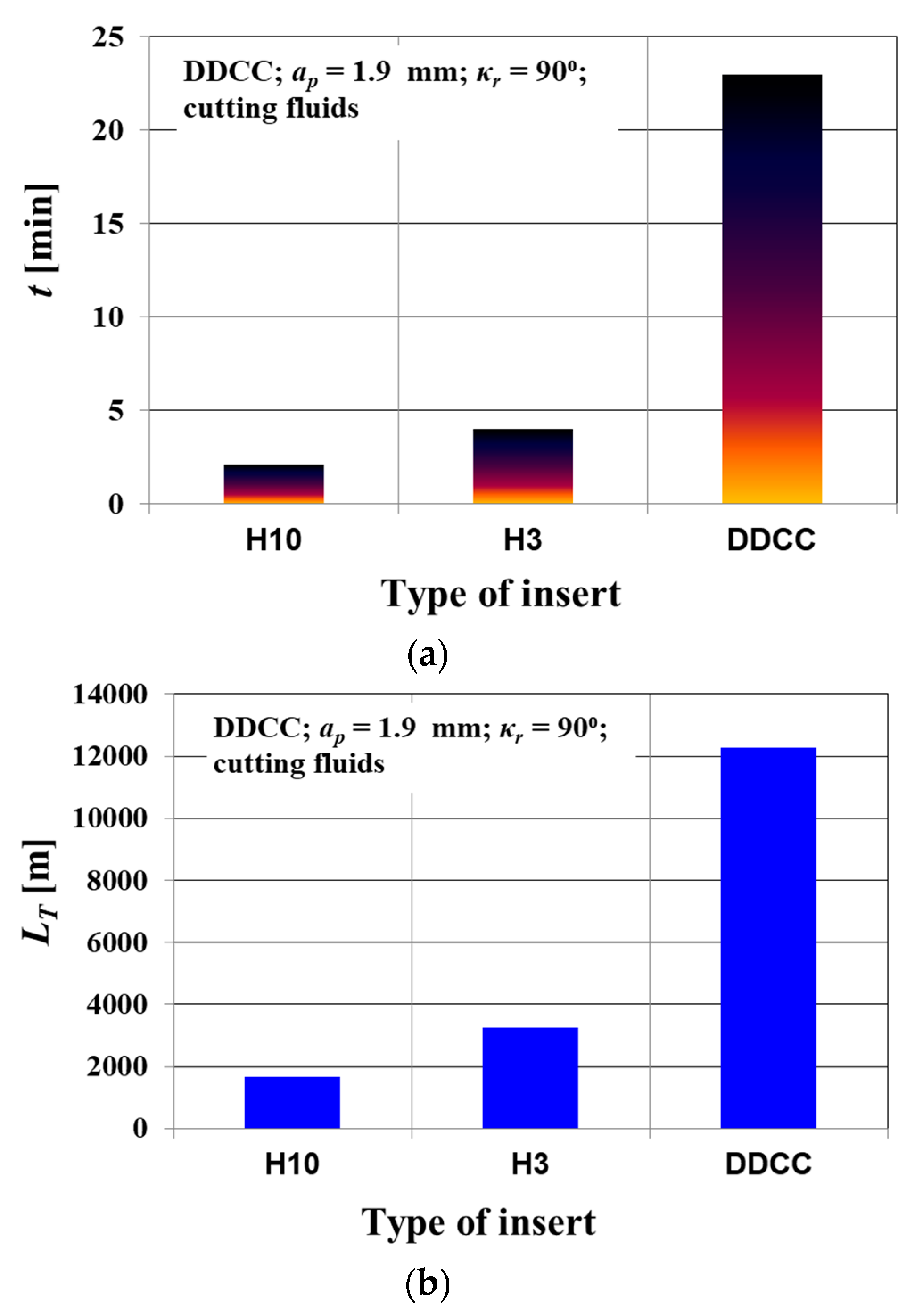
- The selection of vc = 800 m/min and f = 0.15 mm/rev during grooving of AlSi13MgCuNi alloy with DDCC inserts enables 5 times longer tool life and almost 3-fold increase of cutting path compared to values obtained during grooving with H3 and H10 cemented carbide inserts. This observation proves the significantly higher cutting performance of inserts made of DDCC during machining of AlSi13MgCuNi alloy compared to that reached for a cemented carbides (H3, H10).
- (3)
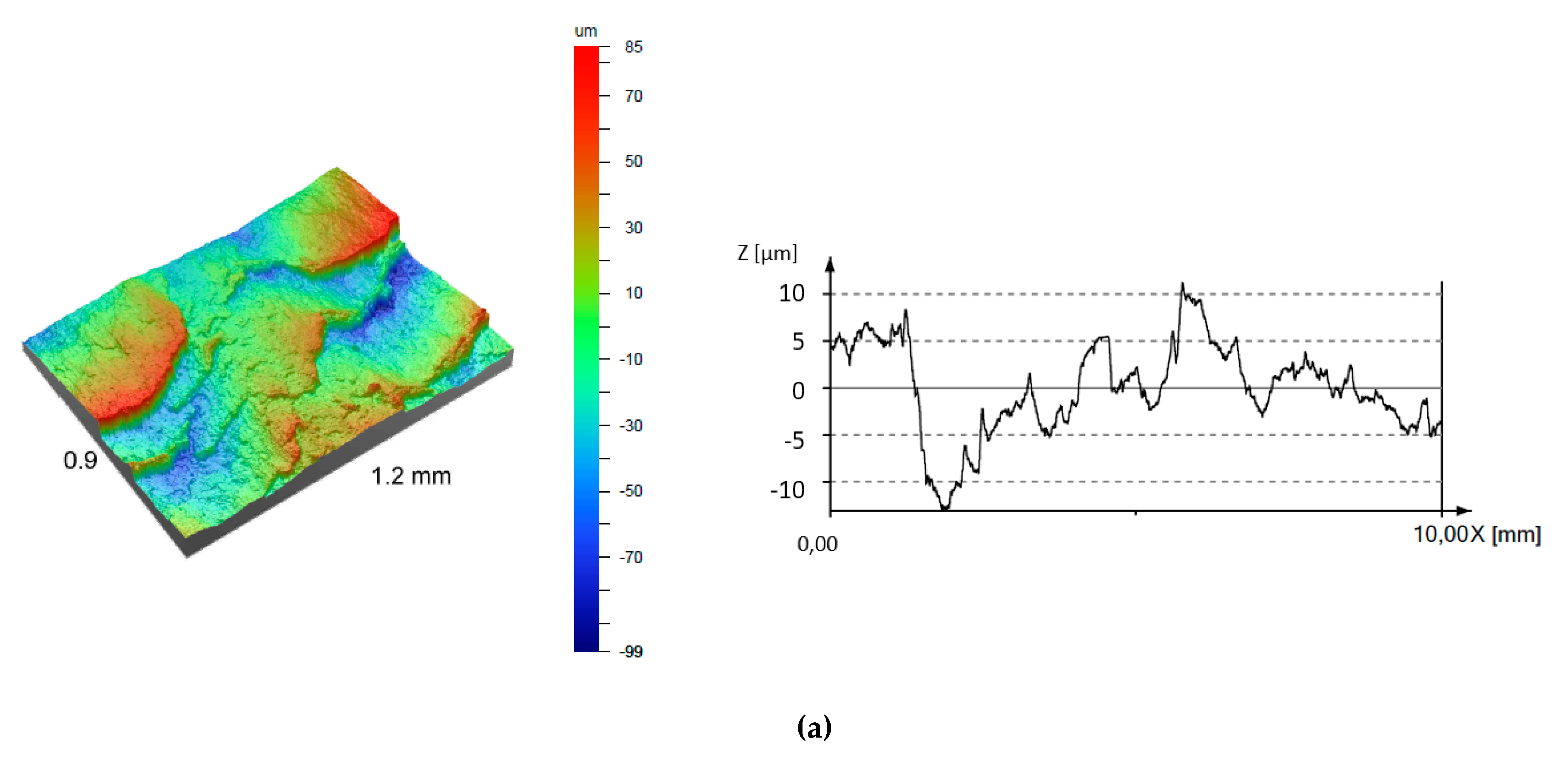
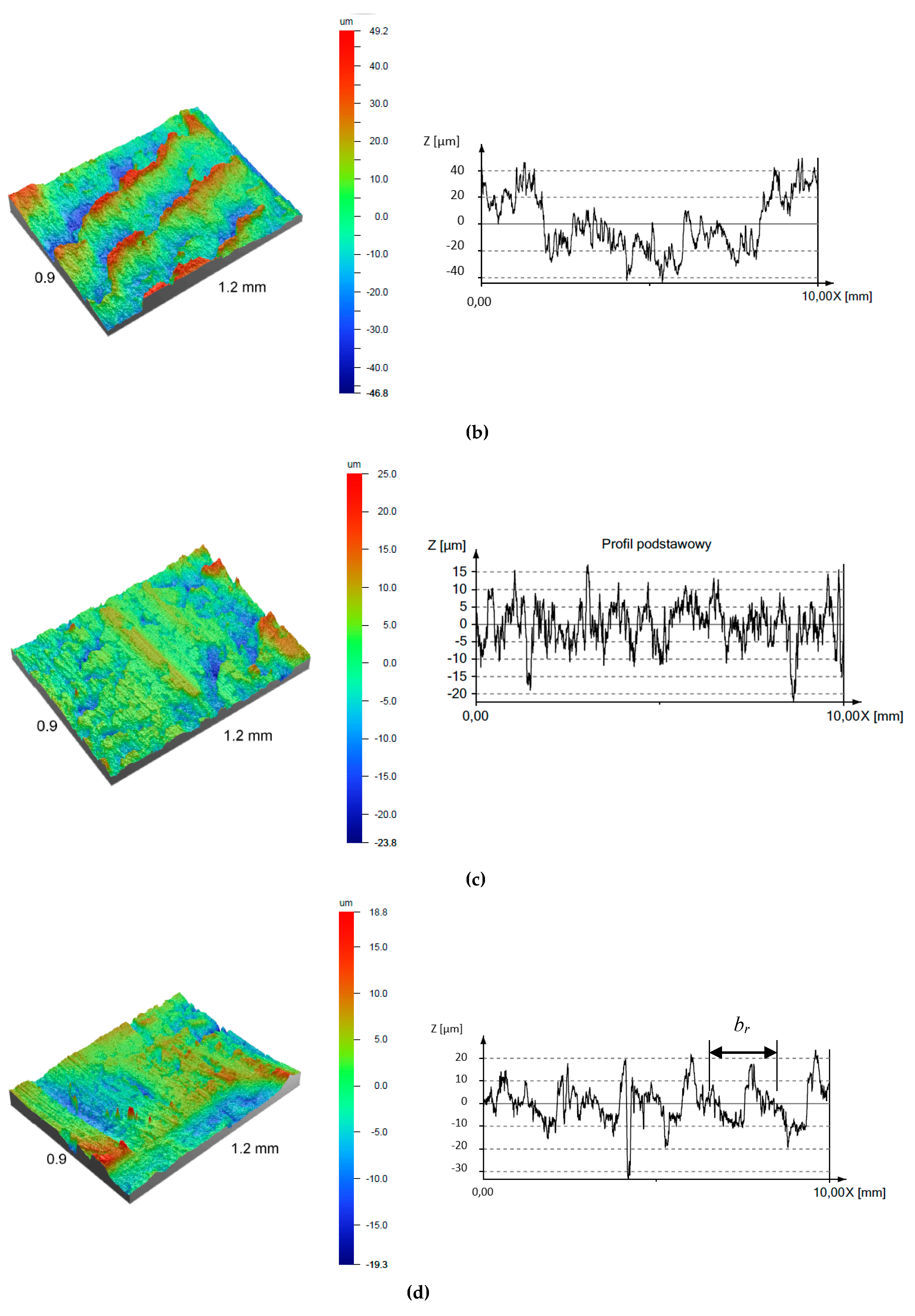
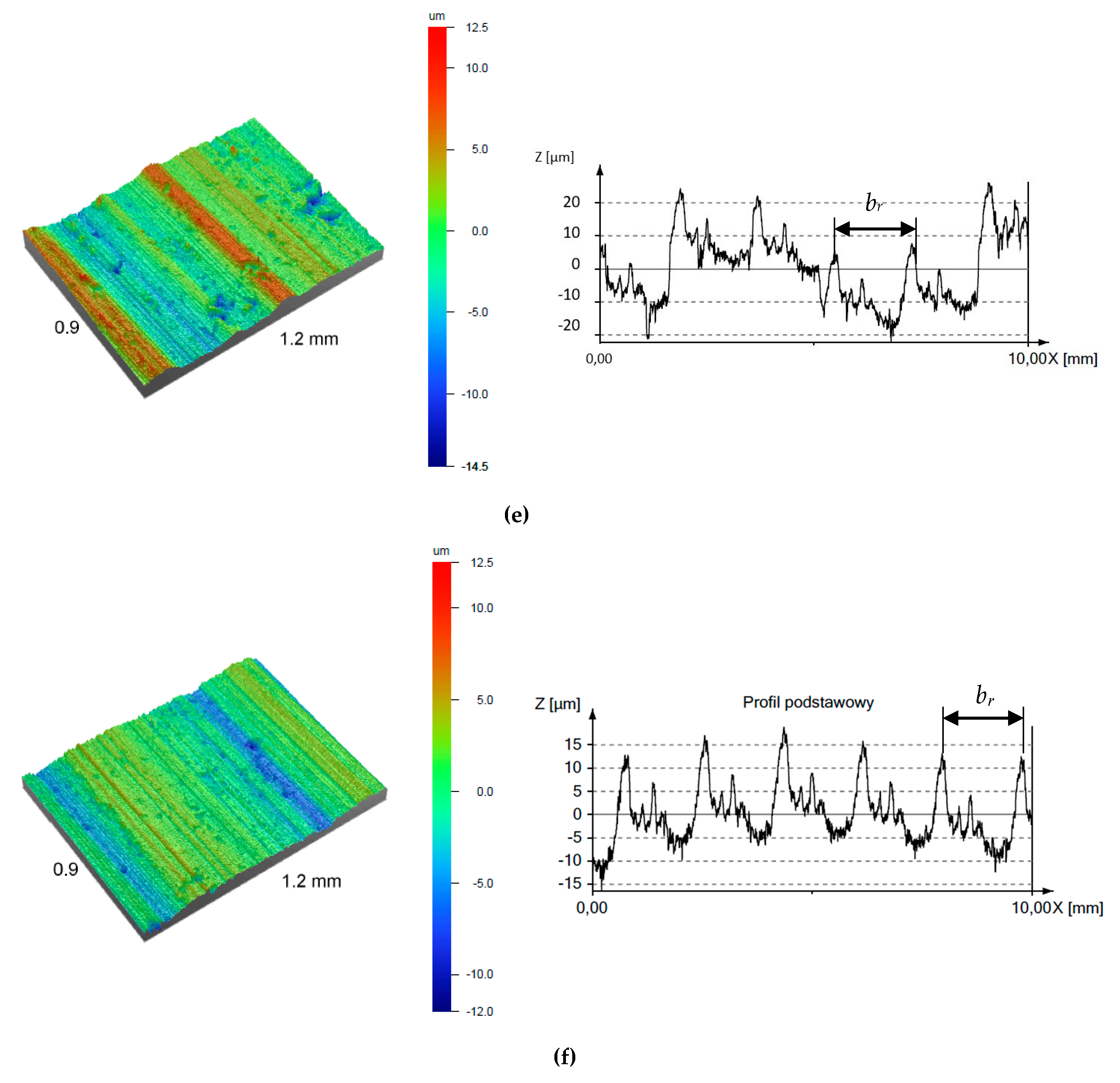
- It has been found that increase of cutting speed contributed to the influential improvements of surface quality after grooving with the DDCC inserts. During machining in a cutting speed range of 50 m/min ≤ vc ≤ 400 m/min, machined surfaces were irregular and characterized by an intensive cracks and exfoliations. On the other hand, during machining with higher cutting speeds (vc > 400 m/min), the machined surface became smoother and the number of cracks and exfoliations was significantly reduced. This observation reveals the significant role of BUE formation during grooving with DDCC inserts.
- (4)
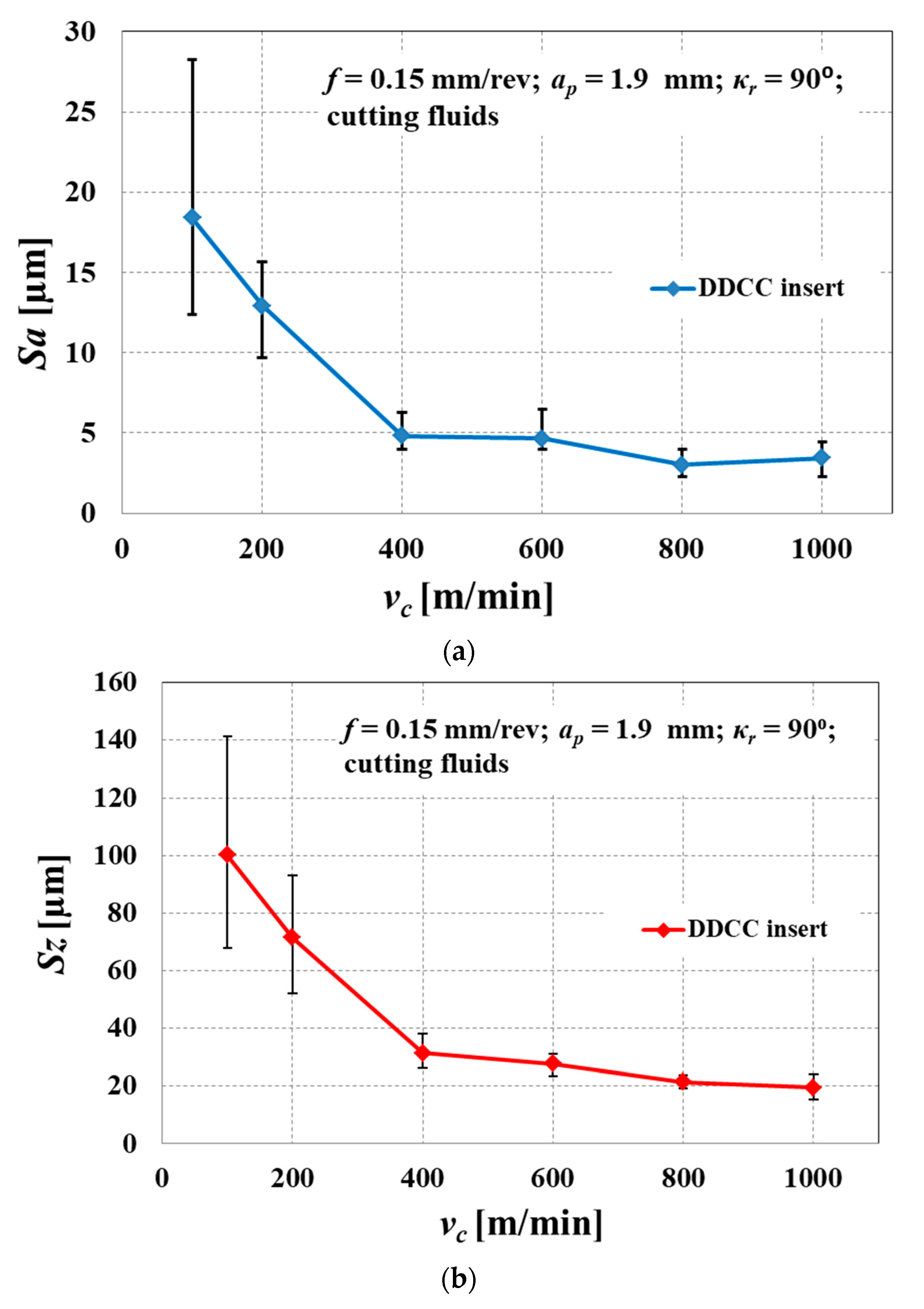
- Characterization of tool wear and tool life revealed that the feed value of f = 0.15 mm/rev and cutting speed in a range of 800 m/min ≤ vc ≤ 1000 m/min should be selected. Grooving of AlSi13MgCuNi alloy with these cutting parameters enables the tool life of 23 min and surface roughness parameter Sa in the range of 3 microns.
- (5)
- Because of an intense BUE phenomenon during grooving of AlSi13MgCuNi alloy with uncoated DDCC inserts, it is recommended to conduct further studies with the application of tools equipped with anti-wear coatings to reduce the friction coefficients between the tool rake face and flowing chip and to minimize the adhesion phenomenon.
Author Contributions
Funding
Conflicts of Interest
References
- Santos, C.M., Jr.; Machado, R.A.; Sales, F.W.; Barrozo, S.A.M.; Ezugwu, O.E. Machining of aluminum alloys: A review. Int. J. Adv. Manuf. Technol. 2016, 86, 3067–3080. [Google Scholar] [CrossRef]
- Davis, J.R. Aluminum and Aluminum Alloys; ASM International: Materials Park, OH, USA, 2001; pp. 351–416. [Google Scholar]
- Totten, G.E.; MacKenzie, D.S. Physical Metallurgy and Processes. In Handbook of Aluminum; CRC Press: Boca Raton, FL, USA, 2003; p. 1. [Google Scholar]
- Kaufman, J.G. Properties and Characteristics of Aluminum and Aluminum Alloys. In Fire Resistance of Aluminum and Aluminum Alloys; ASM International: Materials Park, OH, USA, 2016; Volume 1, pp. 1–6. [Google Scholar]
- Liu, X.; El Fakir, O.; Cai, Z.; Dalkaya, B.; Wang, K.; Gharb, M.M.; Wang, L. Conditions, development of an interfacial heat transfer coefficient model for the hot and warm aluminum stamping processes under different initial blank temperature. J. Mater. Process. Technol. 2019, 273, 116245. [Google Scholar] [CrossRef]
- Neff, D.; Ferguson, B.L.; Londrico, D.; Li, Z.; Sims, J.M. Analysis of Permanent Mold Distortion in Aluminum Casting. Int. J. Met. 2020, 14, 3–11. [Google Scholar] [CrossRef]
- Liu, J.; Yao, P.; Zhao, N.; Shi, C.; Li, X.; Xi, D.; Yang, S. Effect of minor Sc and Zr on recrystallization behavior and mechanical properties of novel Al–Zn–Mg–Cu alloys. J. Alloy. Compd. 2016, 647, 717–725. [Google Scholar] [CrossRef]
- Liu, J.T.; Zhang, Y.A.; Li, X.W.; Li, Z.H.; Xiong, B.Q.; Zhang, J.S. Phases and microstructures of high Zn-containing Al–Zn–Mg–Cu alloys. Rare Met. 2016, 35, 380–384. [Google Scholar] [CrossRef]
- Liu, B.; Lei, Q.; Xie, L.; Wang, M.; Li, Z. Microstructure and mechanical properties of high product of strength and elongation Al-Zn-Mg-Cu-Zr alloys fabricated by spray deposition. Mater. Des. 2016, 96, 217–223. [Google Scholar] [CrossRef]
- Callister, W.D., Jr. Materials Science and Engineering: An Introduction, 7th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2007. [Google Scholar]
- Demir, H.; Gunduz, S. The effects of aging on machinability of 6061 aluminum alloy. Mater. Des. 2009, 30, 1480–1483. [Google Scholar] [CrossRef]
- Liu, K.; Ma, H.; Chen, G.X. Enhanced elevated-temperature properties via Mo addition in Al-Mn-Mg 3004 alloy. J. Alloy. Compd. 2017, 694, 354–365. [Google Scholar] [CrossRef]
- Mingjun, L.; Tamura, T.; Omura, N.; Murakami, Y.; Tada, S.; Miwa, K.; Takahashi, K. Refinement of intermetallic compounds and aluminum matrix in 3xxx aluminum alloys solidified by an electromagnetic vibration technique. J. Alloy. Compd. 2014, 610, 606–613. [Google Scholar]
- Mohamed, A.M.A.; Samuel, F.H.; Saleh Al, K. Microstructure, tensile properties and fracture behavior of high-temperature Al-Si-Mg-Cu cast alloys. Mater. Sci. Eng. A 2013, 577, 64–72. [Google Scholar] [CrossRef]
- Ridley, N.; Bate, P.S.; Zhang, B. Effect of strain rate path on cavitation in superplastic aluminum alloy. Adv. Mater. Sci. Eng. 2007, 463, 224–230. [Google Scholar]
- Zhang, Y.; Huang, J.; Cheng, Z.; Ye, Z.; Chi, H.; Peng, L.; Chen, S. Study on MIG-TIG double-sided arc welding-brazing of aluminum and stainless steel. Mater. Lett. 2016, 172, 146–148. [Google Scholar] [CrossRef]
- Gupta, S.; Taupin, V.; Fressengeas, C.; Jrad, M. Geometrically Nonlinear Field Fracture Mechanics and Crack Nucleation, Application to Strain Localization Fields in Al-Cu-Li. Aerosp. Alloy. Mater. 2018, 11, 498. [Google Scholar] [CrossRef] [PubMed]
- Shikai, Z.; Pan, M.; Yandong, J.; Zhishui, Y.; Rathinavelu, S.; Xuerong, S.; Pengcheng, J.; Juergen, E.; Konda, G.P. Microstructure and Mechanical Properties of Al–12-20Si Bi-Material Fabricated by Selective Laser Melting. Materials 2019, 12, 2126–2137. [Google Scholar]
- Liao, H.; Sun, Y.; Sun, G. Correlation between mechanical properties and amount of dendritic a-Al phase in as-cast near-eutectic Al–11.6% Si alloys modified with strontium. Mater. Sci. Eng. A 2002, 335, 62–66. [Google Scholar] [CrossRef]
- Zeren, M. Effect of copper and silicon content on mechanical properties in Al–Cu–Si–Mg alloys. J. Mater. Process. Technol. 2005, 169, 292–298. [Google Scholar] [CrossRef]
- Pech-Canul, M.I.; Katz, R.N.; Makhlouf, M.M.; Pickard, S. The role of silicon in wetting and pressureless infiltration of SiCp preforms by aluminum alloys. J. Mater. Sci. 2000, 35, 2167–2173. [Google Scholar] [CrossRef]
- Savaskan, T.; Aydiner, A. Effects of silicon content on the mechanical and tribological properties of monotectoid-based zinc–aluminum–silicon. Wear 2004, 257, 377–388. [Google Scholar] [CrossRef]
- Sharma, R.; Anesh; Dwivedi, D.K. Influence of silicon wt.% and heat treatment on abrasive wear behavior of cast Al–Si–Mg alloys. Mater. Sci. Eng. A 2005, 408, 274–280. [Google Scholar] [CrossRef]
- Pio, L.Y.; Sulaiman, S.; Hamouda, A.M.; Ahmad, M.M.H.M. Grain refinement of LM6 Al-Si alloy sand castings to enhance mechanical properties. J. Mater. Process. Technol. 2005, 162–163, 435–441. [Google Scholar] [CrossRef]
- Jigajinni, S.M.; Venkateswarlu, K.; Kori, S.A. Effect of a grain refiner cum modifier on mechanical Properties of Al-7Si and Al-11Si alloys. Met. Mater. Int. 2013, 19, 171–181. [Google Scholar] [CrossRef]
- Ezuber, H.; El-Houd, A.; El-Shawesh, F. A study on the corrosion behavior of aluminum alloys in seawater. Mater. Des. 2008, 29, 801–805. [Google Scholar] [CrossRef]
- Osorio, W.R.; Goulart, P.R.; Garcia, A. Effect of silicon content on microstructure and electrochemical behavior of hypoeutectic Al–Si alloys. Mater. Lett. 2008, 62, 365–369. [Google Scholar] [CrossRef]
- Wang, S.J.; Chen, X.; To, S.; Ouyang, X.B.; Liu, Q.; Liu, J.W.; Lee, W.B. Effect of cutting parameters on heat generation in ultra-precision milling of aluminum alloy 6061. Int. J. Adv. Manuf. Technol. 2015, 80, 1265–1275. [Google Scholar] [CrossRef]
- Daouch, X.; Pingfa, F.; Wnbin, L.; Yuan, M.; Biao, L. Research on chip formation parameters of aluminum alloy 6061-T6 based on the high-speed orthogonal cutting model. Int. J. Adv. Manuf. Technol. 2014, 72, 955–962. [Google Scholar]
- Malekian, M.; Mostofa, M.G.; Park, S.S.; Jun, M.B.G. Modeling of minimum uncut chip thickness in micromachining of aluminum. J. Mater. Process. Technol. 2012, 212, 553–559. [Google Scholar] [CrossRef]
- Barzani, M.M.; Sarhan, A.A.D.; Farahany, S.; Ramesh, S.; Maher, I. Investigating the Machinability of Al–Si–Cu cast alloy containing bismuth and antimony using coated carbide insert. Measurement 2015, 62, 170–1787. [Google Scholar] [CrossRef]
- Uhlmann, E.; Lachmund, U.; Brucher, M. Wear behavior of HFCVD diamond-coated carbide and ceramic tools. Surf. Coat. Technol. 2000, 131, 395–399. [Google Scholar] [CrossRef]
- Uhlmann, E.; Brucher, M. Wear behavior of CVD-diamond tools. CIRP Ann. 2002, 51, 49–52. [Google Scholar] [CrossRef]
- Kamiya, M.; Yakou, T.; Sasaki, T.; Nagatsuma, Y. Effect of Si Content on Turning Machinability of Al-Si Binary Alloy Castings. Mater. Trans. 2008, 49, 587–592. [Google Scholar] [CrossRef]
- Andrewes, C.J.E.; Feng, H.Y.; Lau, W.M. Machining of an aluminum/SiC composite using diamond inserts. J. Mater. Process. Technol. 2000, 102, 25–29. [Google Scholar] [CrossRef]
- Castro, G.; Almeida, F.A.; Oliveira, F.J.; Fernandes, A.J.S.; Sacramento, J.; Silva, R.F. Dry machining of silicon–aluminum alloys with CVD diamond brazed and directly coated Si3N4 ceramic tools. Vacuum 2008, 82, 1407–1410. [Google Scholar] [CrossRef]
- Arumugam, P.U.; Malshe, A.P.; Batzer, S.A. Dry machining of aluminum-silicon alloy using polished CVD diamond-coated cutting tools inserts. Surf. Coat. Technol. 2006, 200, 3399–3403. [Google Scholar] [CrossRef]
- Ng, C.K.; Melkote, S.N.; Rahman, M.; Senthil Kumar, K. Experimental study of micro- and nano-scale cutting of aluminum. Int. J. Mach. Tools Manuf. 2006, 46, 929–936. [Google Scholar] [CrossRef]
- Braga, D.U.; Diniz, A.E.; Miranda, G.W.A.; Coini, N.L. Using a minimum quantity of lubricant MQL and a diamond-coated tool in the drilling of aluminum-silicon alloys. J. Mater. Process. Technol. 2002, 122, 127–138. [Google Scholar] [CrossRef]
- Kishawy, H.A.; Dumitrescu, M.; Ng, E.G.; Elbestawi, M.A. Effect of coolant strategy on tool performance, chip morphology and surface quality during high-speed machining of A356 aluminum alloy. Int. J. Mach. Tools Manuf. 2005, 45, 219–227. [Google Scholar] [CrossRef]
- Kelly, F.J.; Cotterell, M.G. Minimal lubrication machining of aluminium alloys. J. Mater. Process. Technol. 2002, 120, 327–334. [Google Scholar] [CrossRef]
- Ozcatalba, Y. Chip and built-up edge formation in the machining of in situ Al4C3–Al, composite. Mater. Des. 2003, 24, 215–221. [Google Scholar] [CrossRef]
- Rao, B.; Shin, Y.C. Analysis on high-speed face-milling of 7075-T6 aluminum using carbide and diamond cutters. Int. J. Mach. Tools Manuf. 2001, 41, 1763–1781. [Google Scholar] [CrossRef]
- Tang, Z.T.; Liu, Z.Q.; Pan, Y.Z.; Wan, Y.; Ai, X. The influence of tool flank wear on residual stresses induced by milling aluminum alloy. J. Mater. Process. Technol. 2009, 209, 4502–4508. [Google Scholar] [CrossRef]
- Dwivedi, D.K.; Sharma, A.; Rajan, T.V. Machining of LM13 and LM28 cast aluminum alloys: Part I. J. Mater. Process. Technol. 2008, 196, 197–204. [Google Scholar] [CrossRef]
- Sanchez, J.M.; Rubio, E.; Alvarez, M.; Sebastian, M.A.; Marcos, M. Microstructural characterization of material adhered over a cutting tool in the dry machining of aerospace aluminum alloys. J. Mater. Process. Technol. 2005, 164–165, 911–918. [Google Scholar] [CrossRef]
- Tash, M.; Samuel, F.H.; Mucciardi, F.; Doty, H.W.; Valtierra, S. Effect of metallurgical parameters on the machinability of heat-treated 356 and 319 aluminum alloys. Mater. Sci. Eng. A 2006, 434, 207–217. [Google Scholar] [CrossRef]
- Uhlmann, E.; Flogel, K.; Sammler, F.; Rieck, I.; Dethlefs, A. Machining of hypereutectic aluminum silicon alloys. Procedia CIRP 2013, 14, 223–228. [Google Scholar] [CrossRef]
- Kvackaj, T.; Bidulsky, R. Applications, Machining and Machinability of Aluminum Alloys. In Aluminium Alloys; IntechOpen: London, UK, 2011. [Google Scholar]
- Manna, A.; Bhattacharyya, B. A study on different tooling systems during machining of Al/SiC-MMC. J. Mater. Process. Technol. 2003, 213, 476–482. [Google Scholar] [CrossRef]
- Saglam, H.; Unsacar, F.; Yaldiz, S. Investigation of the effect of rake angle and approaching angle on main cutting force and tool tip temperature. Int. J. Mach. Tools Manuf. 2006, 46, 132–141. [Google Scholar] [CrossRef]
- Roy, P.; Sarangi, S.K.; Ghosh, A.; Chattopadhyay, A.K. Machinability study of pure aluminum and Al–12% Si alloys against uncoated and coated carbide inserts. Int. J. Refract. Met. Hard Mater. 2009, 27, 535–544. [Google Scholar] [CrossRef]
- Kamiya, M.; Yakou, T. Role of second-phase particles in chip breakability in aluminum alloys. Int. J. Mach. Tools Manuf. 2008, 48, 688–697. [Google Scholar] [CrossRef]
- Kuczmaszewski, J.; Pesko, P. Wear of milling cutters resulting from high silicon aluminum alloy cast AlSi21CuNi machining. Maint. Reliab. 2014, 16, 37–41. [Google Scholar]
- Toropov, A.; Ko, S.L.; Kim, B.K. Experimental study of burrs formed in feed direction when turning aluminum alloy Al6061-T6. Int. J. Mach. Tools Manuf. 2005, 46, 1015–1022. [Google Scholar] [CrossRef]
- Ciftci, I.; Turker, M.; Seker, U. Evaluation of tool wear when machining SiCp-reinforced Al-2014 alloy matrix composites. Mater. Des. 2004, 25, 251–255. [Google Scholar] [CrossRef]
- Lane, B.M.; Shi, M.; Dow, T.A.; Scattergood, R. Diamond tool wear when machining Al6061 and 1215 steel. Wear 2010, 268, 1434–1441. [Google Scholar] [CrossRef]
- Hovsepian, P.E.; Luo, Q.; Robinson, G.; Pittman, M.; Howarth, M.; Doerwald, D.; Tietema, R.; Sim, W.M.; Deeming, A.; Zeus, T. TiAlN/VN superlattice structured PVD coatings: A new alternative in the machining of aluminum alloys for aerospace and automotive components. Surf. Coat. Technol. 2006, 201, 265–272. [Google Scholar] [CrossRef]
- Gómez-Parra, A.; Álvarez-Alcón, M.; Salguero, J.; Batista, M.; Marcos, M. Analysis of the evolution of the built-up edge and built up layer formation mechanisms in the dry turning of aeronautical aluminum alloys. Wear 2013, 302, 1209–1218. [Google Scholar] [CrossRef]
- Itoigawa, F.; Childs, T.H.C.; Nakamura, T.; Belluco, W. Effects and mechanisms in minimal quantity lubrication machining of an aluminum alloy. Wear 2006, 260, 339–344. [Google Scholar] [CrossRef]
- Chattopadhyay, A.K.; Roy, P.; Ghosh, A.; Sarangi, S.K. Wettability and machinability study of pure aluminum towards uncoated and coated carbide cutting tool inserts. Surf. Coat. Technol. 2009, 203, 941–951. [Google Scholar] [CrossRef]
- Uhlmann, E.; Flögel, K.; Sammler, F.; Rieck, I.; Dethlefs, A.; Konca, E. A comparison of five categories of carbon-based tool coatings for dry drilling of aluminum. Surf. Coat. Technol. 2006, 200, 2970–2977. [Google Scholar]
- Polini, R.; Casadeib, F.; D’Antonio, P.; Traversa, E. Dry turning of alumina/aluminum composites with CVD diamond coated cemented tungsten carbide tolls. Surf. Coat. Technol. 2003, 166, 127–143. [Google Scholar] [CrossRef]
- Patel, K.; Sateesh, C.; Saroj, K. Application of surface modification techniques during hard turning: Present work and future prospects. Int. J. Refract. Met. Hard Mater. 2018, 76, 112–127. [Google Scholar]
- Lima, J.G.; Ávila, R.F.; Abrão, A.M.; Faustino, M.; Davim, J.P. Hard turning: AISI 4340 high strength low alloy steel and AISI D2 cold work tool steel. J. Mater. Process. Technol. 2005, 169, 388–395. [Google Scholar] [CrossRef]
- Sumiya, H.; Uesaka, S.; Satoh, S. Mechanical properties of high purity polycrystalline cBN. J. Mater. Sci. 2000, 35, 1181–1186. [Google Scholar] [CrossRef]
- Diniz, A.E.; Oliveira, A.J. Hard turning of interrupted surfaces using CBN tools. J. Mater. Process. Technol. 2007, 195, 275–281. [Google Scholar] [CrossRef]
- Grzesik, W. Cutting Tool Materials. In Advanced Machining Processes of Metallic Materials: Theory, Modelling, and Applications; Elsevier: Amsterdam, The Netherlands, 2016; pp. 48–50. [Google Scholar]
- Rosinski, M.; Wachowicz, J.; Sciegienko, A.; Michalski, A. New composite material—Diamond in a sintered carbide matrix intended for the machining of wood-based materials. Mater. Ceram. 2012, 64, 329–332. [Google Scholar]
- Eberle, G.; Dold, C.; Wegener, K. Laser fabrication of diamond micro-cutting tools-related geometries using a high-numerical-aperture micro scanning system. Int. J. Adv. Manuf. Technol. 2015, 81, 1117–1125. [Google Scholar] [CrossRef]
- Moseley, S.G.; Bohn, K.P.; Goedickemeier, M. Core drilling in reinforced concrete using polycrystalline diamond PCD cutters: Wear and fracture mechanisms. Int. J. Refract. Met. Hard Mater. 2009, 27, 394–402. [Google Scholar] [CrossRef]
- McNamara, D.; Carolan, D.; Alveen, P.; Murphy, N.; Ivanković, A. Effect of loading rate on the fracture toughness and failure mechanisms of polycrystalline diamond PCD. Int. J. Refract. Metals Hard Mater. 2016, 60, 1–10. [Google Scholar] [CrossRef]
- Liu, S.; Han, L.; Zou, Y.; Zhu, P.; Liu, B. Polycrystalline diamond compact with enhanced thermal stability. J. Mater. Sci. Technol. 2017, 33, 1386–1391. [Google Scholar] [CrossRef]
- Jia, H.; Ma, H.; Jia, X. Research on polycrystalline diamond compact PDC with low residual stress prepared using a nickel-based additive. Int. J. Refract. Met. Hard Mater. 2011, 29, 64–67. [Google Scholar] [CrossRef]
- Arsecularante, J.A.; Zhang, L.C.; Montross, C. Wear and tool life of tungsten carbide, PCBN and PCD cutting tools. Int. J. Adv. Manuf. Technol. 2006, 46, 482–491. [Google Scholar]
- Martinez, V.; Etxeberria, J. Hot isostatic pressing of cubic boron nitride-tungsten carbide/cobalt cBN-WC/Co composites: Effect of cBN particle size and some processing parameters on their microstructure and properties. J. Am. Ceram. Soc. 2007, 90, 415–424. [Google Scholar] [CrossRef]
- Kenned, F.E.; Balbahadur., A.C.; Lashmore, D.S. The friction and wear of Cu-based silicon carbide particulate metal matrix composites for brake applications. Wear 1997, 203, 715–721. [Google Scholar] [CrossRef]
- Rosinski, M.; Michalski, A. WCCo/cBN composites produced by pulse plasma sintering method. J. Mater. Sci. 2012, 47, 7064–7071. [Google Scholar] [CrossRef]
- Rosinski, M.; Fortuna, E.; Michalski, A.; Pakiela, Z.; Kurzydlowski, K.J. W/Cu composites produced by pulse plasma sintering technique S. Fusion Eng. Des. 2007, 82, 2621–2626. [Google Scholar] [CrossRef]
- Rosinski, M.; Wachowicz, J.; Plocinski, T.; Truszkowski, T.; Michalski, A. Properties of WCCo/PCD composites produced by PPS method intended for drill bits for machining of building stones. Ceram. Trans. 2012, 243, 181–191. [Google Scholar]
- Staniewicz-Brudnik, B.; Baczek, E.; Wilk, W.; Skrablak, G. Właściwości fizyczne nowych dedykowanych spoiw ceramicznych do ściernic supertwardych przeznaczonych do obróbki narzędzi kompozytowych z BNDCC i DDCC. Innov. Manuf. Technol. 2013, 6, 119–123. [Google Scholar]
- Rosinski, M.; Michalski, A. Sintering Diamond/Cemented Carbides by the Pulse Plasma Sintering Method. J. Am. Ceram. Soc. 2008, 91, 3560–3565. [Google Scholar]
- Staniewicz-Brudnik, B.; Karolus, M.; Bączek, E.; Skrabalak, G.; Laszkiewicz-Łukasik, J. The influence of the diamond wheel grinding process on the selected properties of boron nitride dispersion in cemented carbide BNDCC composites. Int. J. Adv. Manuf. Technol. 2018, 95, 1437–1450. [Google Scholar] [CrossRef]
- Ozel, T.; Karpat, Y.; Figueira, L.; Davim, J.P. Modelling of surface finish and tool flank wear in turning of AISI D2 steel with ceramic wiper inserts. J. Mater. Process. Technol. 2007, 189, 192–198. [Google Scholar] [CrossRef]
- Oraby, S.E.; Alaskary, A.M. On the variability of tool wear and life at disparate operating parameters. Kuwait J. Sci. Eng. 2008, 35, 123–150. [Google Scholar]
- Józwik, J.; Domińczuk, J. Experimental analysis of built-up edge effect during turning. Maint. Reliab. 2001, 5, 53–57. [Google Scholar]
- Faverjon, P.; Rech, J.; Leroy, R. Influence of Minimum Quantity Lubrication on Friction Coefficient and Work-Material Adhesion during Machining of Cast Aluminum with Various Cutting Tool Substrates Made of Polycrystalline Diamond, High-Speed Steel, and Carbides. Trans. ASME 2013, 135, 1–8. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Legutko, S.; Raos, P. Cutting wedge wear examination of duplex stainless steel. Tech. Vjesn. Tech. Gaz. 2013, 20, 413–418. [Google Scholar]
- Krolczyk, G.M.; Gajek, M.; Legutko, S. Predicting the tool life in the dry machining of duplex stainless steel. Eksploat. Niezawodn. 2013, 1, 62–65. [Google Scholar]
- Akyuz, B. Effect of Silicon content on machinability of Al-Si alloys. Adv. Sci. Technol. Res. J. 2016, 10, 51–57. [Google Scholar] [CrossRef]
- Mia, M.; Królczyk, G.M.; Maruda, R.W.; Wojciechowski, S. Intelligent Optimization of Hard-Turning Parameters Using Evolutionary Algorithms for Smart Manufacturing. Materials 2019, 12, 879. [Google Scholar] [CrossRef] [PubMed]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder Type | Grain Diameter [μm] | Hardness HV | Fracture Toughness [MPa∙m1/2] |
|---|---|---|---|
| WC | 0.4 | 2345 | 9 |
| Co | 1 | ||
| MBD4 | 16–20 |
| Feed f [mm/rev] | Cutting Speed vc [m/min] | Cutting Depth ap [mm] |
|---|---|---|
| 0.15 | 50, 100, 200, 400, 600, 800, 1200 | 2.5 |
| Feed f [mm/rev] | Cutting Speed vc [m/min] | Cutting Depth ap [mm] |
|---|---|---|
| 0.15, 0.2 | 800, 1200 | 1.9 |
| Insert | ISO 513 | Structure | Grain Size | Co | Hardness | Density | Bending Strength | |
|---|---|---|---|---|---|---|---|---|
| µm | ±0.5% | HV 30 | HRA | g/cm3 | N/mm2 | |||
| H3 | K01-K05 | submicron | ≤0.6 | 7.0 | 1800 | 93.2 | 14.65 | 3700 |
| H10 | K05-K10 | submicron | ≤0.6 | 8.0 | 2000 | 94.3 | 14.65 | 3800 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wojciechowski, S.; Talar, R.; Zawadzki, P.; Legutko, S.; Maruda, R.; Prakash, C. Study on Technological Effects of a Precise Grooving of AlSi13MgCuNi Alloy with a Novel WCCo/PCD (DDCC) Inserts. Materials 2020, 13, 2467. https://doi.org/10.3390/ma13112467
Wojciechowski S, Talar R, Zawadzki P, Legutko S, Maruda R, Prakash C. Study on Technological Effects of a Precise Grooving of AlSi13MgCuNi Alloy with a Novel WCCo/PCD (DDCC) Inserts. Materials. 2020; 13(11):2467. https://doi.org/10.3390/ma13112467
Chicago/Turabian StyleWojciechowski, Szymon, Rafał Talar, Paweł Zawadzki, Stanisław Legutko, Radosław Maruda, and Chander Prakash. 2020. "Study on Technological Effects of a Precise Grooving of AlSi13MgCuNi Alloy with a Novel WCCo/PCD (DDCC) Inserts" Materials 13, no. 11: 2467. https://doi.org/10.3390/ma13112467
APA StyleWojciechowski, S., Talar, R., Zawadzki, P., Legutko, S., Maruda, R., & Prakash, C. (2020). Study on Technological Effects of a Precise Grooving of AlSi13MgCuNi Alloy with a Novel WCCo/PCD (DDCC) Inserts. Materials, 13(11), 2467. https://doi.org/10.3390/ma13112467