Multiscale Numerical and Experimental Analysis of Tribological Performance of GO Coating on Steel Substrates





Abstract
1. Introduction
2. Materials and Methods
2.1. The Solid Lubricant
2.2. Coating of Substrate
2.3. Metrological Characterisation
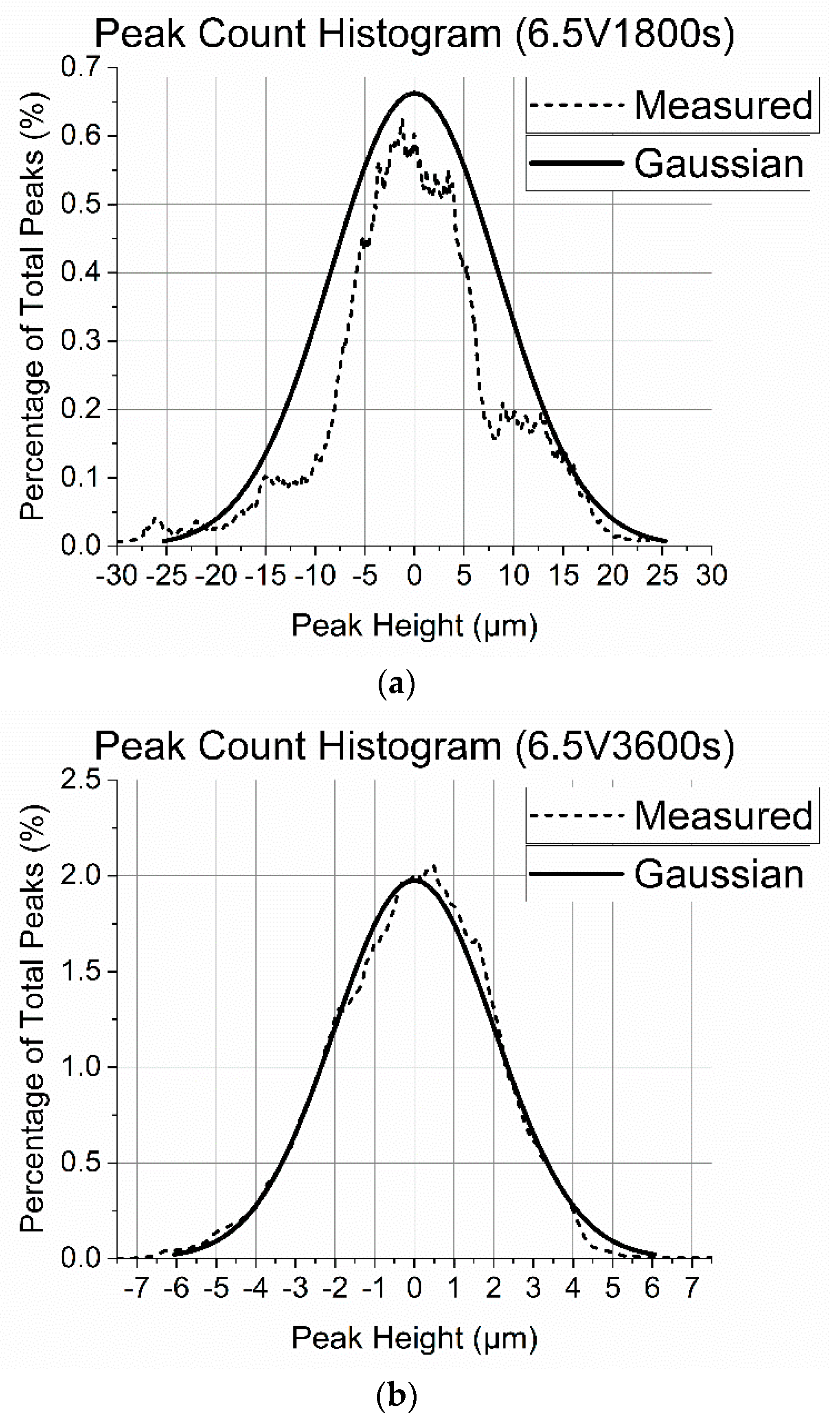
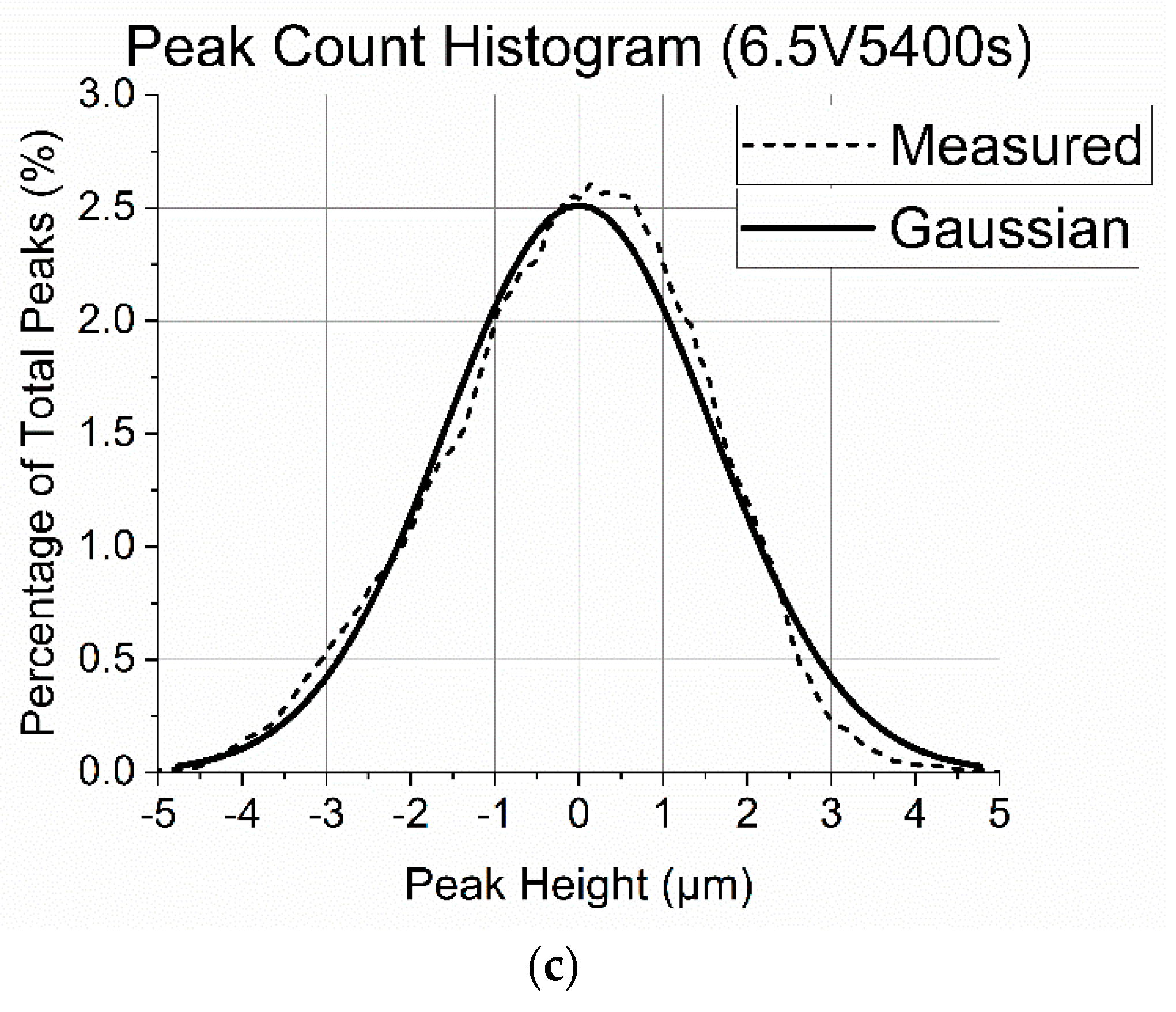
2.4. Morphological Characterisation
2.5. Tribological Characteristaion
2.6. Coating Adhesion
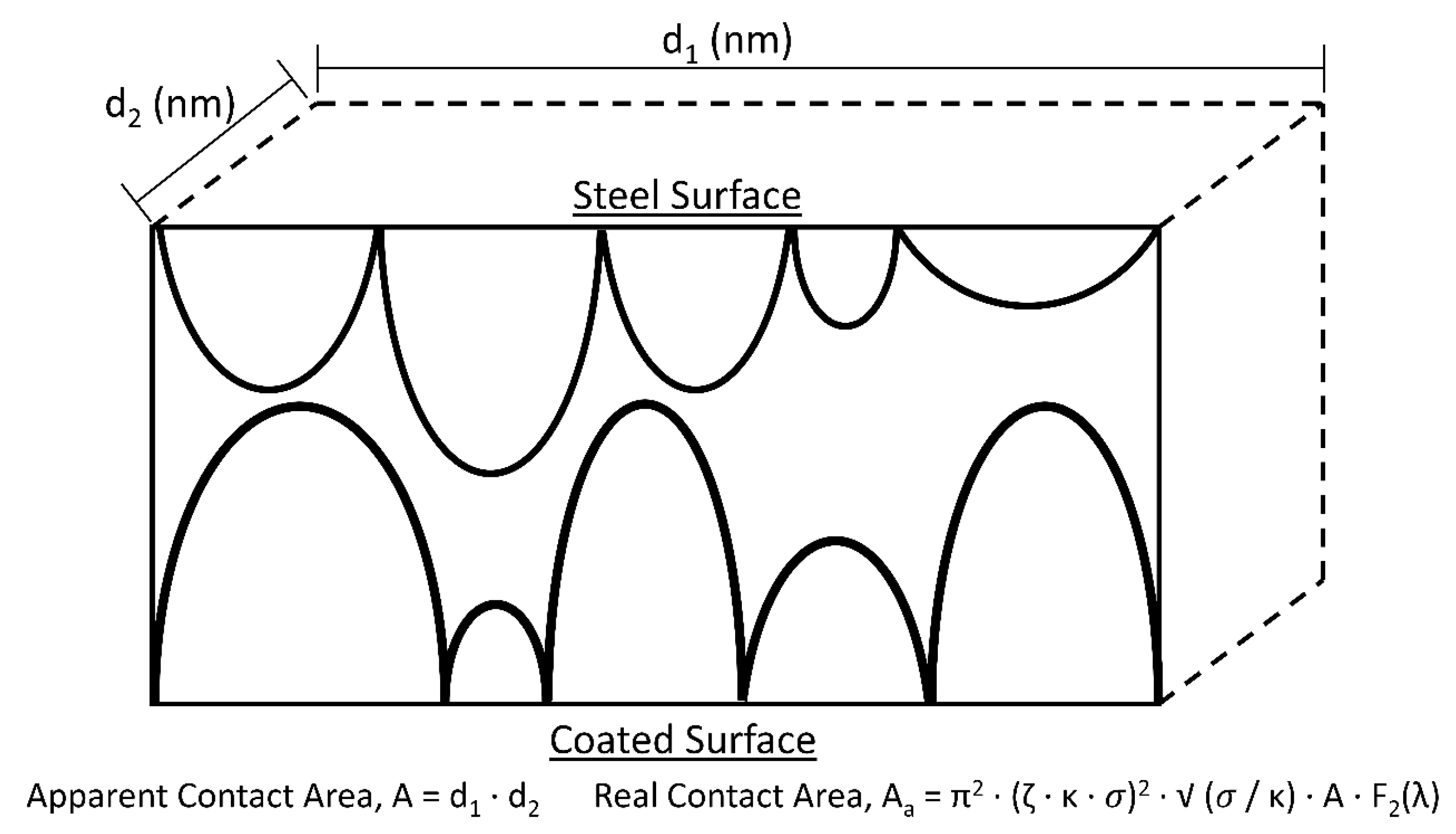
2.7. Conjunction Level Tribological Analysis
3. Results and Discussions
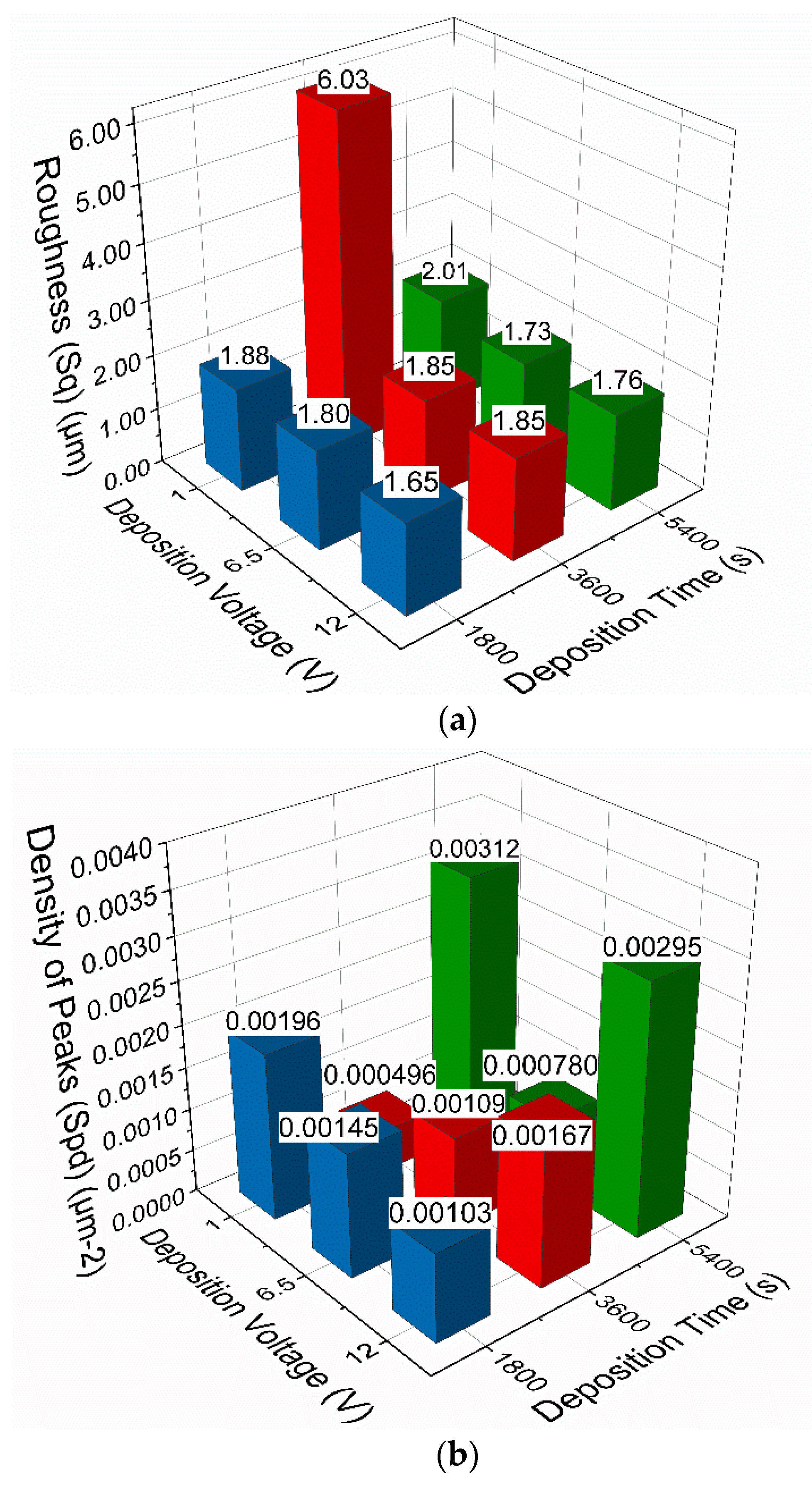
3.1. Morphological and Metrological Data
3.2. Mophology and Structure of Depositions
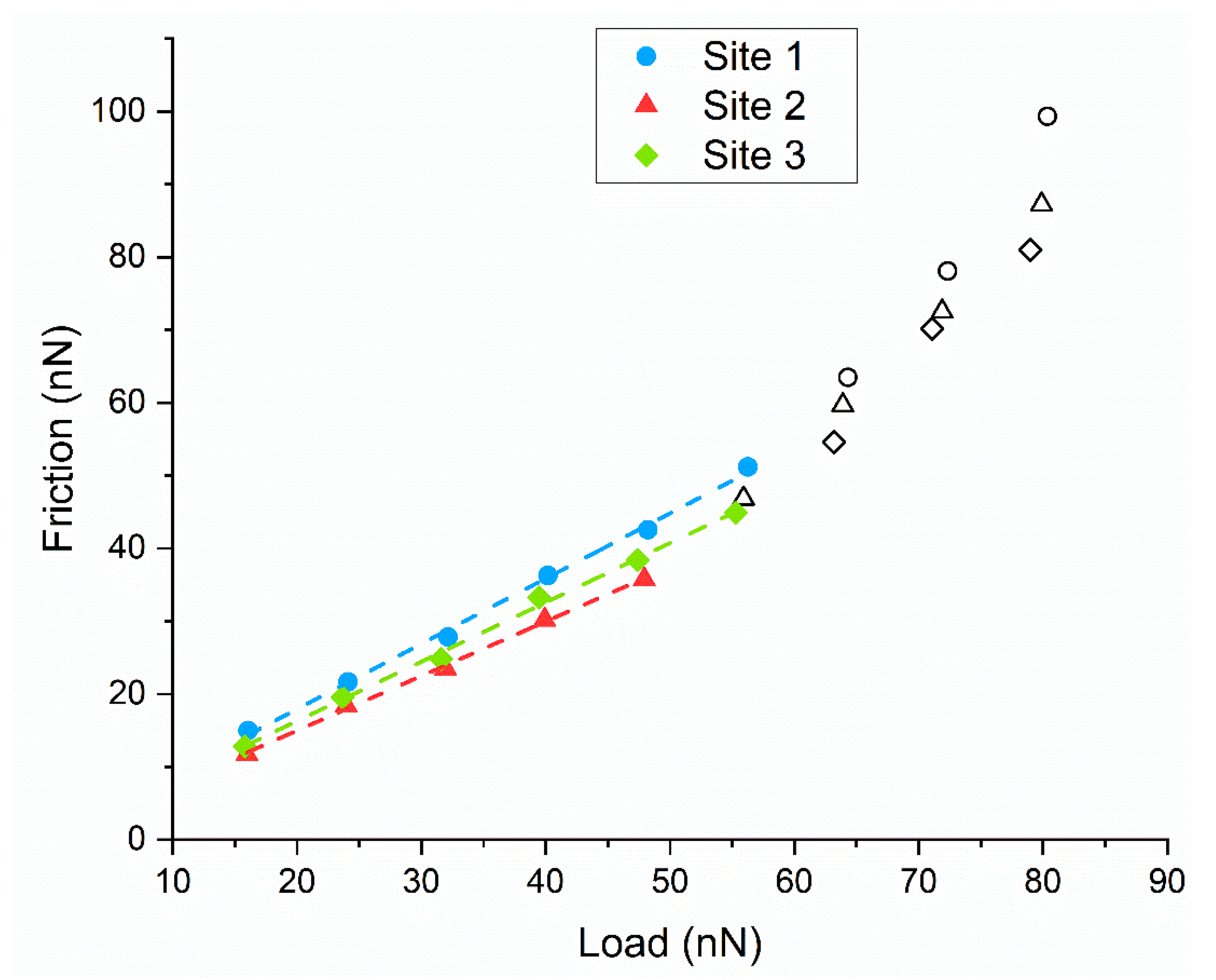
3.3. Tribological Data
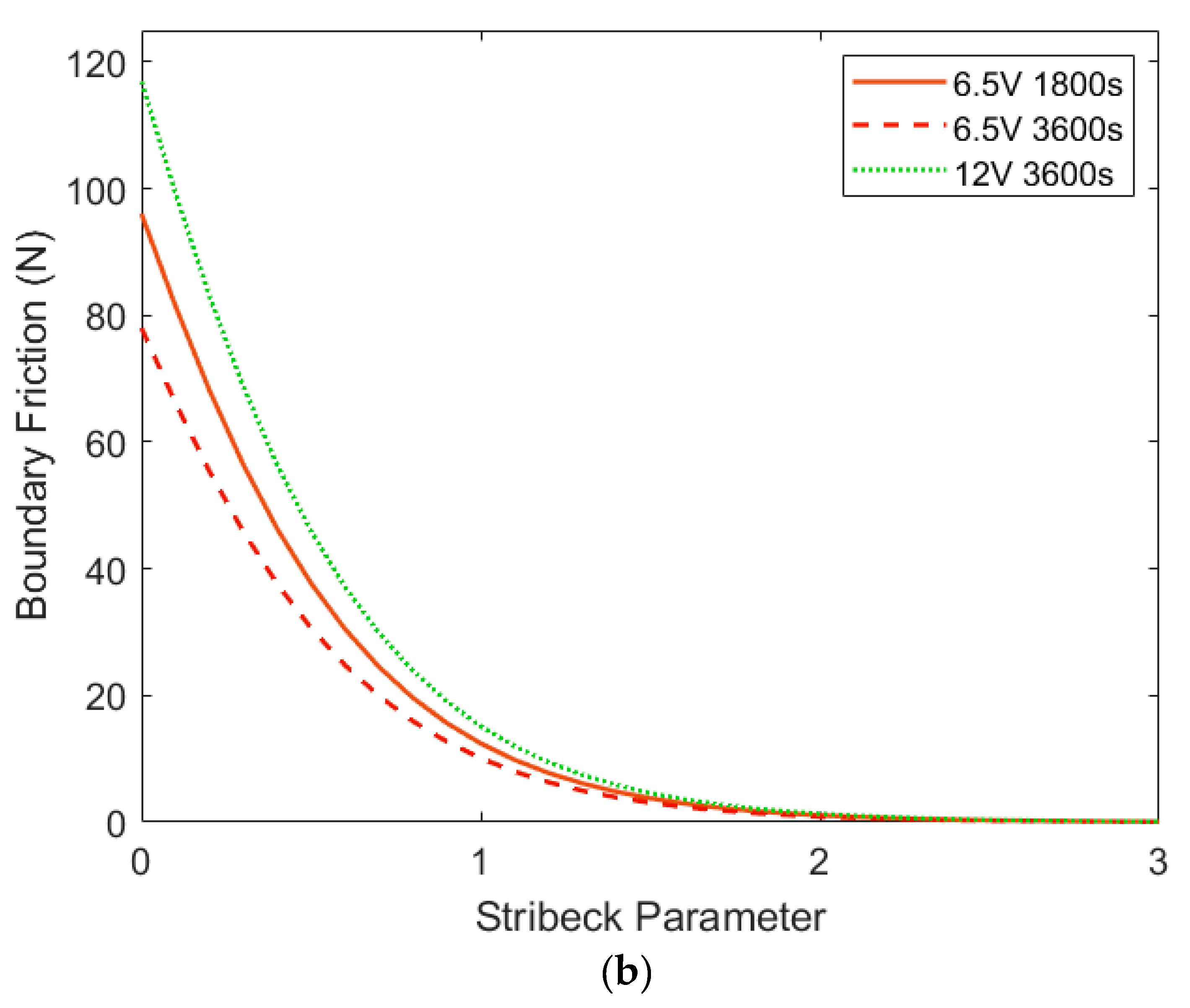
3.4. Conjunction Level Tribological Analysis
3.5. Coating Adhesion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tung, S.C.; McMillan, M.L. Automotive tribology overview of current advances and challenges for the future. Tribol. Int. 2004, 37, 517–536. [Google Scholar] [CrossRef]
- Donnet, C.; Erdemir, A. Solid lubricant coatings: Recent developments and future trends. Tribol. Lett. 2004, 17, 389–397. [Google Scholar] [CrossRef]
- Donnet, C.; Erdemir, A. Historical developments and new trends in tribological and solid lubricant coatings. Surf. Coat. Technol. 2004, 180, 76–84. [Google Scholar] [CrossRef]
- Egberts, P.; Han, G.H.; Liu, X.Z.; Johnson, A.C.; Carpick, R.W. Frictional behavior of atomically thin sheets: Hexagonal-shaped graphene islands grown on copper by chemical vapor deposition. ACS Nano 2014, 8, 5010–5021. [Google Scholar] [CrossRef]
- Scharf, T.W.; Prasadm, S.V. Solid lubricants: A review. J. Mater. Sci. 2013, 48, 511–531. [Google Scholar] [CrossRef]
- Berman, D.; Erdemir, A.; Sumant, A.V. Graphene: A new emerging lubricant. Mater. Today 2014, 17, 31–42. [Google Scholar] [CrossRef]
- Berman, D.; Deshmukh, S.A.; Sankaranarayanan, S.K.; Erdemir, A.; Sumant, A.V. Macroscale superlubricity enabled by graphene nanoscroll formation. Science 2015, 348, 1118–1122. [Google Scholar] [CrossRef]
- Liang, H.; Bu, Y.; Zhang, J.; Cao, Z.; Liang, A. Graphene oxide film as solid lubricant. ACS Appl. Mater. Interfaces 2013, 5, 6369–6375. [Google Scholar] [CrossRef]
- Spear, J.C.; Ewers, B.W.; Batteas, J.D. 2D-nanomaterials for controlling friction and wear at interfaces. Nano Today 2015, 10, 301–314. [Google Scholar] [CrossRef]
- Peng, Y.; Wang, Z.; Zou, K. Friction and wear properties of different types of graphene nanosheets as effective solid lubricants. Langmuir 2015, 31, 7782–7791. [Google Scholar] [CrossRef]
- Lee, C.; Wei, X.; Li, Q.; Carpick, R.; Kysar, J.W.; Hone, J. Elastic and frictional properties of graphene. Phys. Status Solidi B 2009, 246, 2562–2567. [Google Scholar] [CrossRef]
- Filleter, T.; Bennewitz, R. Structural and frictional properties of graphene films on SiC (0001) studied by atomic force microscopy. Phys. Rev. B 2010, 81, 155412. [Google Scholar] [CrossRef]
- Aliyu, I.K.; Mohammed, A.S.; Al-Qutub, A. Tribological performance of ultra high molecular weight polyethylene nanocomposites reinforced with graphene nanoplatelets. Polym. Compos. 2019, 40, E1301–E1311. [Google Scholar] [CrossRef]
- Xu, Z.; Shi, X.; Zhai, W.; Yao, J.; Song, S.; Zhang, Q. Preparation and tribological properties of TiAl matrix composites reinforced by multilayer graphene. Carbon 2014, 67, 168–177. [Google Scholar] [CrossRef]
- Alazemi, A.A.; Dysart, A.D.; Shaffer, S.J.; Pol, V.G.; Stacke, L.E.; Sadeghi, F. Novel tertiary dry solid lubricant on steel surfaces reduces significant friction and wear under high load conditions. Carbon 2017, 123, 7–17. [Google Scholar] [CrossRef]
- Bhowmick, S.; Banerji, A.; Alpas, A.T. Role of humidity in reducing sliding friction of multilayered graphene. Carbon 2015, 87, 374–384. [Google Scholar] [CrossRef]
- Berman, D.; Erdemir, A.; Zinovev, A.V.; Sumant, A.V. Nanoscale friction properties of graphene and graphene oxide. Diam. Relat. Mater. 2015, 54, 91–96. [Google Scholar] [CrossRef]
- Zhu, Y.; Murali, S.; Cai, W.; Li, X.; Suk, J.W.; Potts, J.R.; Ruoff, R.S. Graphene and graphene oxide: Synthesis, properties, and applications. Adv. Mater. 2010, 22, 3906–3924. [Google Scholar] [CrossRef]
- Wu, L.; Xie, Z.; Gu, L.; Song, B.; Wang, L. Investigation of the tribological behavior of graphene oxide nanoplates as lubricant additives for ceramic/steel contact. Tribol. Int. 2018, 128, 13–20. [Google Scholar] [CrossRef]
- Zhang, G.; Zeng, X.; Ren, T.; Heide, E.V. Tribological properties of graphene oxide sheets as water-based lubricant additive. Ind. Lubr. Tribol. 2018, 70, 1025–1036. [Google Scholar] [CrossRef]
- Scriven, L.E. Physics and applications of dip coating and spin coating. MRS Online Proc. Libr. Arch. 1988, 121, 717. [Google Scholar] [CrossRef]
- Fotovvati, B.; Namdari, N.; Dehghanghadikolaei, A. On coating techniques for surface protection: A review. J. Manuf. Mater. Process. 2019, 3, 28. [Google Scholar] [CrossRef]
- Besra, L.; Liu, M. A review on fundamentals and applications of electrophoretic deposition (EPD). Prog. Mater. Sci. 2007, 52, 1–61. [Google Scholar] [CrossRef]
- An, S.J.; Zhu, Y.; Lee, S.H.; Stoller, M.D.; Emilsson, T.; Park, S.; Velamakanni, A.; An, J.; Ruoff, R.S. Thin film fabrication and simultaneous anodic reduction of deposited graphene oxide platelets by electrophoretic deposition. J. Phys. Chem. Lett. 2010, 1, 1259–1263. [Google Scholar] [CrossRef]
- Van der Biest, O.O.; Vandeperre, L.J. Electrophoretic deposition of materials. Annu. Rev. Mater. Sci. 1999, 29, 327–352. [Google Scholar] [CrossRef]
- Dickerson, J.; Boccaccini, A. Electrophoretic Deposition of Nanomaterials, 1st ed.; Springer: London, UK, 2012; p. 1. [Google Scholar]
- Khoo, E.; Lee, P.S.; Ma, J. Electrophoretic deposition (EPD) of WO3 nanorods for electrochromic application. J. Eur. Ceram. Soc. 2010, 30, 1139–1144. [Google Scholar] [CrossRef]
- Park, J.H.; Park, J.M. Electrophoretic deposition of graphene oxide on mild carbon steel for anti-corrosion application. Surf. Coat. Technol. 2014, 254, 167–174. [Google Scholar] [CrossRef]
- He, W.; Zhu, L.; Chen, H.; Nan, H.; Li, W.; Liu, H.; Wang, Y. Electrophoretic deposition of graphene oxide as a corrosion inhibitor for sintered NdFeB. Appl. Surf. Sci. 2013, 279, 416–423. [Google Scholar] [CrossRef]
- Hummers, W.S., Jr.; Offeman, R.E. Preparation of graphitic oxide. J. Am. Chem. Soc. 1958, 80, 1339. [Google Scholar] [CrossRef]
- Bruker. Available online: https://www.brukerafmprobes.com/p-3254-dnp-10.aspx (accessed on 2 July 2019).
- Greenwood, J.A.; Tripp, J.H. The contact of two nominally flat rough surfaces. Proc. Inst. Mech. Eng. 1970, 185, 625–633. [Google Scholar] [CrossRef]
- Bewsher, S.R.; Leighton, M.; Mohammadpour, M.; Rahnejat, H.; Offner, G.; Knaus, O. Boundary friction characterisation of a used cylinder liner subject to fired engine conditions and surface deposition. Tribol. Int. 2019, 131, 424–437. [Google Scholar] [CrossRef]
- Gohar, R.; Rahnejat, H. Fundamentals of Tribology, 2nd ed.; Imperial College Press: London, UK, 2008; p. 230. [Google Scholar]
- Teodorescu, M.; Kushwaha, M.; Rahnejat, H.; Rothberg, S.J. Multi-physics analysis of valve train systems: From system level to microscale interactions. Proc. Inst. Mech. Eng. Part K J. Multi Body Dyn. 2007, 221, 349–361. [Google Scholar] [CrossRef]
- Mohammadpour, M.; Theodossiades, S.; Rahnejat, H. Transient mixed non-Newtonian thermo-elastohydrodynamics of vehicle differential hypoid gears with starved partial counter-flow inlet boundary. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2014, 228, 1159–1173. [Google Scholar] [CrossRef]
- AzoM. Available online: https://www.azom.com/article.aspx?ArticleID=6754 (accessed on 3 July 2019).
- Tambe, N.S.; Bhushan, B. Scale dependence of micro/nano-friction and adhesion of MEMS/NEMS materials, coatings and lubricants. Nanotechnology 2004, 15, 1561. [Google Scholar] [CrossRef]
- Luan, B.; Robbins, M.O. Contact of single asperities with varying adhesion: Comparing continuum mechanics to atomistic simulations. Phys. Rev. E 2006, 74, 026111. [Google Scholar] [CrossRef]
- Morris, N.; Leighton, M.; De la Cruz, M.; Rahmani, R.; Rahnejat, H.; Howell-Smith, S. Combined numerical and experimental investigation of the micro-hydrodynamics of chevron-based textured patterns influencing conjunctional friction of sliding contacts. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2015, 229, 316–335. [Google Scholar] [CrossRef]
- Mohammadpour, M.; Theodossiades, S.; Rahnejat, H.; Dowson, D. Non-Newtonian mixed thermo-elastohydrodynamics of hypoid gear pairs. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2018, 232, 1105–1125. [Google Scholar] [CrossRef]
- Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters; ISO 25178-2:2012; International Organization for Standardization: Geneva, Switzerland, 2017.
- Bull, S.J.; Berasetegui, E.G. An overview of the potential of quantitative coating adhesion measurement by scratch testing. Tribol. Int. 2006, 39, 99–114. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Deposition Voltage (V) | Deposition Time (s) | Coating Name |
|---|---|---|
| 1.0 | 1800 | 1V1800s |
| 1.0 | 3600 | 1V3600s |
| 1.0 | 5400 | 1V5400s |
| 6.5 | 1800 | 6.5V1800s |
| 6.5 | 3600 | 6.5V3600s |
| 6.5 | 5400 | 6.5V5400s |
| 12.0 | 1800 | 12V1800s |
| 12.0 | 3600 | 12V3600s |
| 12.0 | 5400 | 12V5400s |
| RMS Height–Sq (µm) | |||
| 1 V | 6.5 V | 12 V | |
| 1800 s | 1.88 | 1.80 | 1.65 |
| 3600 s | 6.03 | 1.85 | 1.85 |
| 5400 s | 2.01 | 1.73 | 1.76 |
| Density of Peaks–Spd (µm−2) | |||
| 1 V | 6.5 V | 12 V | |
| 1800 s | 0.00196 | 0.00145 | 0.00103 |
| 3600 s | 0.000496 | 0.00109 | 0.00167 |
| 5400 s | 0.00312 | 0.00078 | 0.00295 |
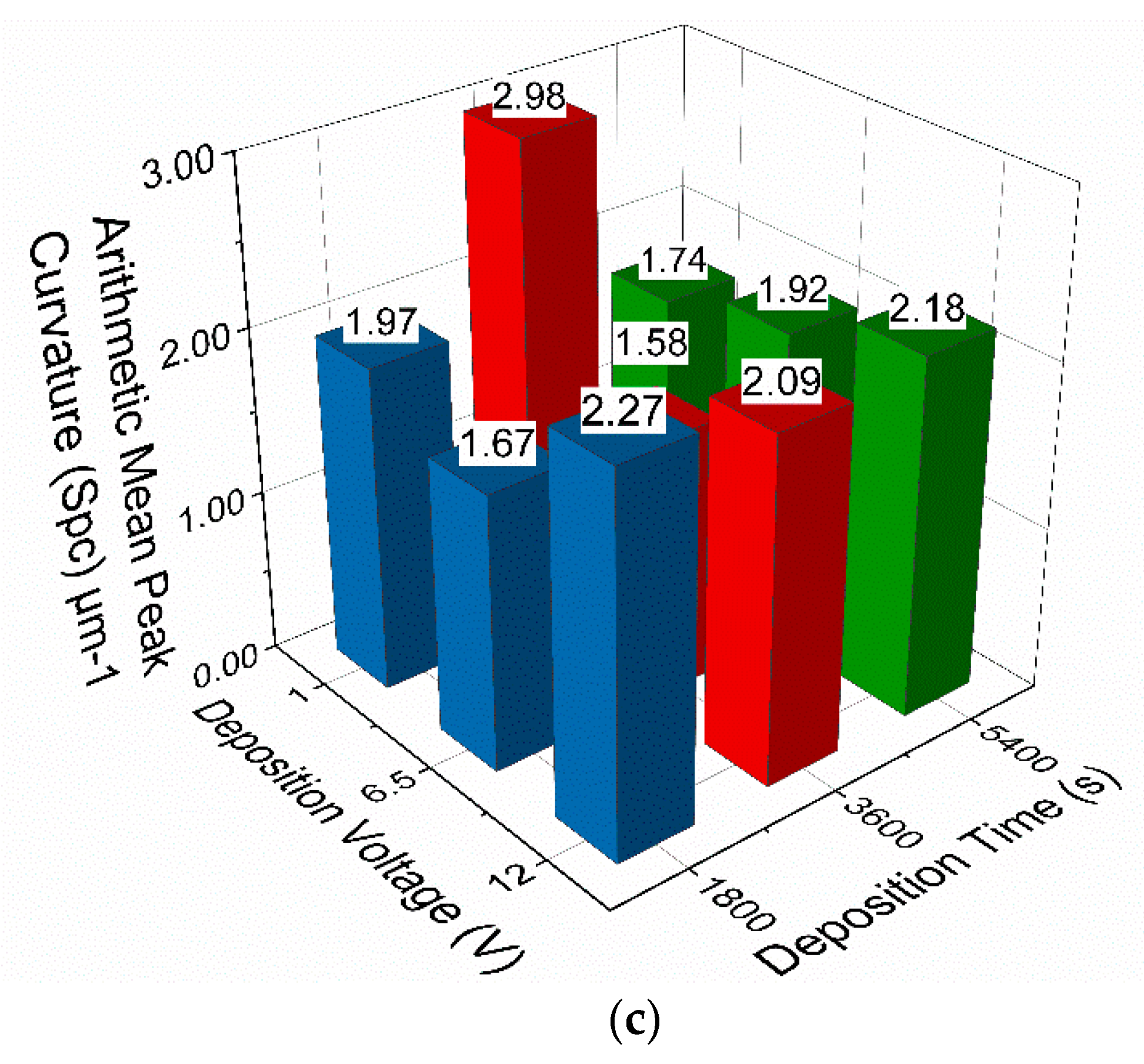
| Arithmetic Mean Peak Curvature–Spc (µm−1) | |||
| 1 V | 6.5 V | 12 V | |
| 1800 s | 1.97 | 1.67 | 2.27 |
| 3600 s | 2.98 | 1.58 | 2.09 |
| 5400 s | 1.74 | 1.92 | 2.18 |
| Coating Name | Work Done to Remove Coating (µJ) |
|---|---|
| 6.5V 1800s | 9.3 |
| 6.5V 3600s | 9.0 |
| 6.5V 5400s | 10.3 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hildyard, R.; Mohammadpour, M.; Saremi-Yarahmadi, S.; Pacella, M. Multiscale Numerical and Experimental Analysis of Tribological Performance of GO Coating on Steel Substrates. Materials 2020, 13, 41. https://doi.org/10.3390/ma13010041
Hildyard R, Mohammadpour M, Saremi-Yarahmadi S, Pacella M. Multiscale Numerical and Experimental Analysis of Tribological Performance of GO Coating on Steel Substrates. Materials. 2020; 13(1):41. https://doi.org/10.3390/ma13010041
Chicago/Turabian StyleHildyard, Robin, Mahdi Mohammadpour, Sina Saremi-Yarahmadi, and Manuela Pacella. 2020. "Multiscale Numerical and Experimental Analysis of Tribological Performance of GO Coating on Steel Substrates" Materials 13, no. 1: 41. https://doi.org/10.3390/ma13010041
APA StyleHildyard, R., Mohammadpour, M., Saremi-Yarahmadi, S., & Pacella, M. (2020). Multiscale Numerical and Experimental Analysis of Tribological Performance of GO Coating on Steel Substrates. Materials, 13(1), 41. https://doi.org/10.3390/ma13010041