Tribological Aspects of Cutting Tool Wear during the Turning of Stainless Steels




Abstract
:1. Introduction
- Clearly illustrate the change of the geometry and properties of the tool material resulting from edge wear;
- Monotonically increase within the normal wear zone;
- Enable the execution of precise measurements.
- Increasing the hardness of the tool surface layer;
- Increasing the resistance to abrasive wear;
- Improving tribological properties (decreased adhesion);
- Increasing heat resistance.
2. Materials and Methods
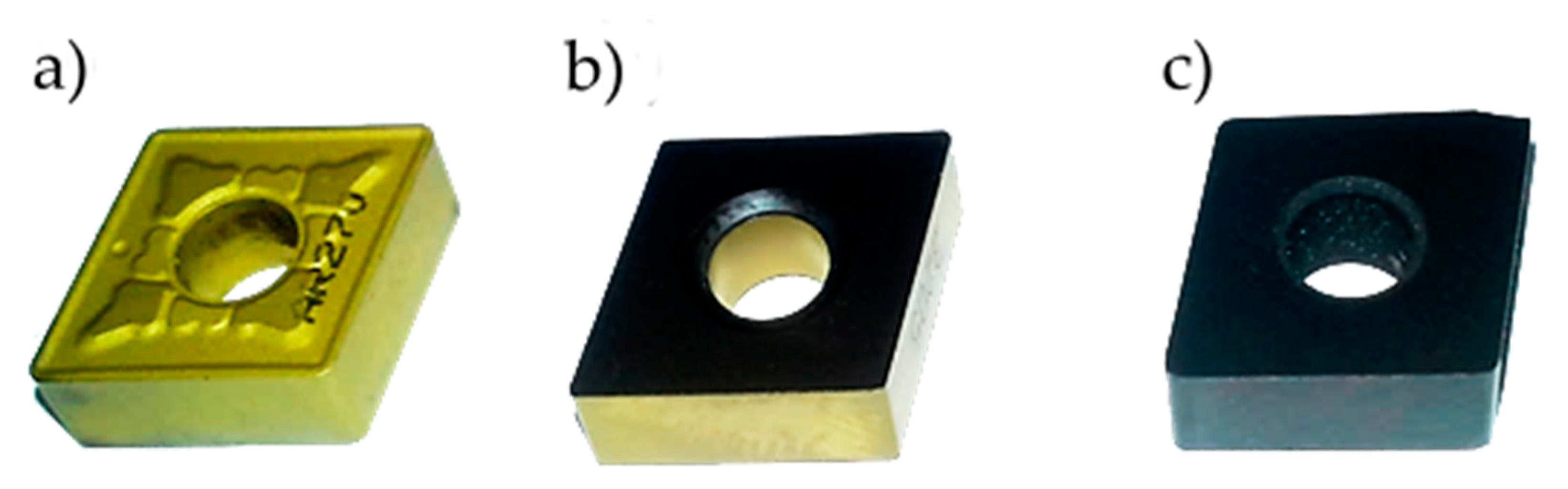
- Indexable insert (CNMG 12 04 08 ZSZ)—material: carbide with a CVD-applied TiN coating (Figure 1a)—material trade name: BP30A;
- Indexable insert (CNMA 12 04 12-KR 3205)—material: carbide with a CVD-applied Ti(C,N) + Al2O3 + TiN coating (Figure 1b)—material trade name: GC3205;
- Indexable insert (CNGA 12 04 08 T0102 WG 650)—material: mixed ceramic (Al2O3-based), without coating (Figure 1c)—material trade name: CC650.
3. Results
4. Conclusions
- For the CNGA 12 04 08 T0102 WG 650 insert, during machining of X20Cr13 and X8CrNiS18, respectively, about 60% and 45% shorter cutting length than for the CNMA 12 04 12-KR 3205 was noted;
- It was also found that with reference to CNMG 12 04 08 ZSZ insert, for CNGA 12 04 08 T0102 WG 650 about 70% and 55% shorter cutting length was received for both stainless steels;
- Comparing CNMA 12 04 12-KR 3205 and CNMG 12 04 08 ZSZ, a higher durability of 25% and 15% in reference to X20Cr13 and X8CrNiS18-9 showed CNMG 12 04 08 ZSZ;
- Verifying the direct and indirect indicators, it can be concluded that they are comparable. It is related to visible deterioration of surface quality at the moment of increasing the value of the selected wear indicator VBBmax;
- During machining of both the X20Cr13, as well as the X8CrNiS18-9 steels, a step-wise increase of surface roughness upon the appearance of significant cutting edge wear was noted;
- The worst surface quality was obtained after turning with the CNGA 12 04 08 T0102 WG 650 insert, while the best surface quality was obtained after the CNMG 12 04 08 ZSZ insert;
- The differences in the obtained values of the VBBmax wear indicator and the surface roughness Ra result from the dissimilar wear mechanisms of CNMG 12 04 08 ZSZ compared to the other two inserts;
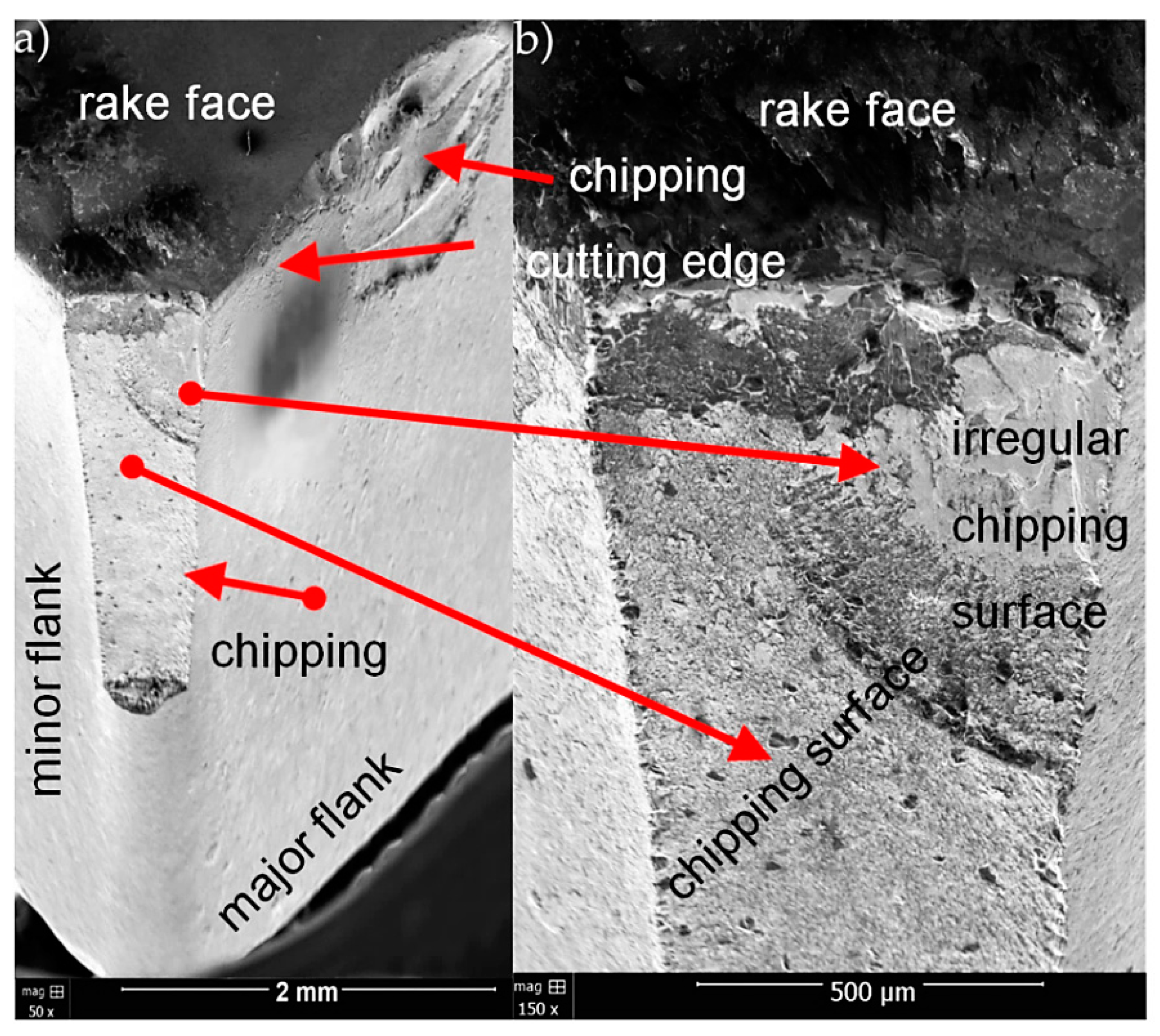
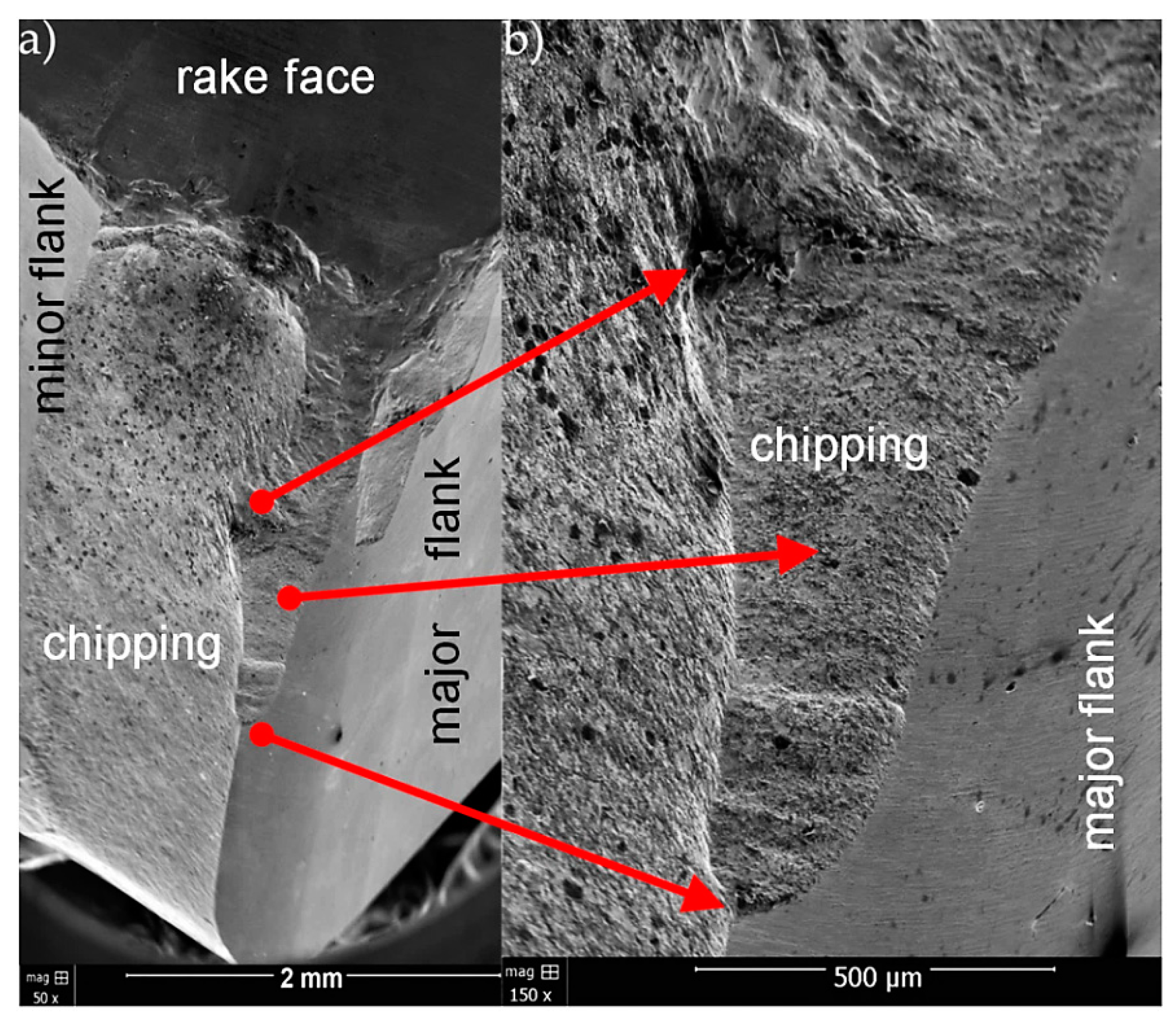
- Cutting edge wear for CNMG 12 04 08 ZSZ insert was abrasive, and chipping eventually appeared. However, for the CNMA 12 04 12-KR 3205 and CNGA 12 04 08 T0102 WG 650 inserts, the wear had a chipping character;
- The inserts also differ in geometry. The CNMG 12 04 08 ZSZ insert has chip breakers, while the other inserts have a flat rake face, which results in different values and distributions of cutting force components.
Author Contributions
Funding
Conflicts of Interest
References
- Arumugam, P.U.; Malshe, A.P.; Batzer, S.A. Dry machining of aluminum-silicon alloy using polished CVD diamond-coated cutting tools inserts. Surf. Coat. Techol. 2006, 11, 3399–3403. [Google Scholar] [CrossRef]
- Józwik, J. Evaluation of Tribological Properties and Condition of Ti6Al4V Titanium Alloy Surface. Vjesnik 2018, 25, 170–175. [Google Scholar]
- Diniz, A.E.; Machado, Á.R.; Corrêa, J.G. Tool wear mechanisms in the machining of steels and stainless steels. Int. J. Adv. Manuf. Technol. 2016, 87, 3157–3168. [Google Scholar] [CrossRef]
- Dmochowski, J. Fundamentals of Machining; PWN: Warszawa, Poland, 1983. (In Polish) [Google Scholar]
- Grzesik, W. Fundamentals of Construction Materials Machining; WNT: Warszawa, Poland, 2010. (In Polish) [Google Scholar]
- Kuczmaszewski, J.; Pieśko, P.; Zawada-Michałowska, M. Carbide milling cutter blades durability during machining of Al-Si casting alloy. In Multidisciplinry Aspects of Production Engineering; Biały, W., Ed.; Sciendo: Zawiercie, Poland, 2018; Volume 1, pp. 169–175. [Google Scholar]
- Kupczyk, M. Surface Engineering, Anti-Wear Coatings for Cutting Blades; Wydawnictwo Politechniki Poznańskiej: Poznań, Poland, 2004. (In Polish) [Google Scholar]
- Suh, N.P. New theories of wear and their implications for tool materials. Wear 1980, 62, 1–20. [Google Scholar] [CrossRef]
- Tapp, M. Cutting Tool Coatings and Edge Preparation; FRAISA: Bellach, Switzerland, 2011; pp. 1–37. [Google Scholar]
- Dziedzic, K.; Zubrzycka-Wróbel, J.; Józwik, J.; Barszcz, M.; Siwak, P.; Chałas, R. Research on tribological properties of dental composite materials. Adv. Sci. Technol. Res. J. 2016, 10, 144–149. [Google Scholar] [CrossRef]
- Kuczmaszewski, J.; Pieśko, P. Wear of milling cutters resulting from high silicon aluminium alloy cast AISi21 CuNi machining. Eksploat. Niezawodn. 2014, 16, 37–41. [Google Scholar]
- Yan, J.; Murakami, Y.; Davim, J.P. Tool design, tool wear and tool life. In Machining Dynamics; Cheng, K., Ed.; Springer: London, UK, 2009; pp. 17–149. [Google Scholar]
- Jaworski, J.; Kluz, R.; Trzepieciński, T. The influence of machining parameters on the place of formation and intensity of the wear process of drills. Tribologia 2014, 3, 81–90. (In Polish) [Google Scholar]
- Ahmed, Y.S.; Paiva, J.M.; Covelli, D.; Veldhuis, S.C. Investigation of Coated Cutting Tool Performance during Machining of Super Duplex Stainless Steels through 3D Wear Evaluations. Coatings 2017, 7, 1–15. [Google Scholar]
- Corrêa, J.G.; Schroeter, R.B.; Machado, A.R. Tool life and wear mechanism analysis of carbide tools used in the machining of martensitic and supermartensitic stainless steels. Tribol. Int. 2017, 105, 102–117. [Google Scholar] [CrossRef]
- Feldshtein, E.; Maruda, R. The modification of friction conditions into cutting area as a factor influencing on the cutting process. Tribologia 2011, 2, 23–31. (In Polish) [Google Scholar]
- Królczyk, G.; Nieslony, P.; Legutko, S. Determination of tool life and research wear during duplex stainless steel turning. Arch. Civ. Mech. Eng. 2015, 15, 347–354. [Google Scholar] [CrossRef]
- Kuczmaszewski, J.; Zaleski, K.; Matuszak, J.; Pałka, T.; Mądry, J. Studies on the effect of mill microstructure upon tool life during slot milling of TI6AL4V alloy parts. Eksploat. Niezawodn. 2017, 19, 590–596. [Google Scholar] [CrossRef]
- Liew, W.Y.H.; Ngoi, B.K.A.; Lu, Y.G. Wear characteristics of PCBN tools in the ultra-precision machining of stainless steel at low speeds. Wear 2003, 254, 265–277. [Google Scholar] [CrossRef]
- Zawada-Michałowska, M.; Pieśko, P.; Józwik, J.; Łukaszewicz, A. Wear of turning tool during machining of steels used in surgical instruments. In Proceedings of the 18th International Scientific Conference “Engineering for Rural Development”, Jelgava, Latvia, 22–24 May 2019; Malinovska, L., Osadcuks, V., Eds.; pp. 1749–1754. [Google Scholar]
- Królczyk, G.; Gajek, M.; Legutko, S. Effect of the Cutting Parameters Impact on Tool Life in Duplex Stainless Steel Turning Process. Tehnički Vjesn. 2013, 20, 587–592. [Google Scholar]
- Hovsepian, P.E.; Luo, Q.; Robinson, G.; Pittman, M.; Howarth, M.; Doerwald, D.; Zeus, T. TiAlN/VN superlattice structured PVD coatings: A new alternative in machining of aluminium alloys for aerospace and automotive components. Surf. Coat. Techol. 2016, 201, 265–272. [Google Scholar] [CrossRef]
- Lahres, M.; Muller-Hummel, P.; Doerfel, O. Applicability of different hard coatings in dry milling aluminium alloys. Surf. Coat. Techol. 1997, 91, 116–121. [Google Scholar] [CrossRef]
- Martini, C.; Morri, A. Face milling of the EN AB-43300 aluminum alloy by PVD- and CVD-coated cemented carbide inserts. Int. J. Refract. Met. Hard Mater. 2011, 29, 662–673. [Google Scholar] [CrossRef]
- European Standards. Stainless Steels. Part 1: List of Stainless Steels; PN-EN 10088-1:2014-12; European Standards: London, UK, 2014. [Google Scholar]
- European Standards. Surgical Tools. Materials. Part 1: Metals; PN-EN ISO 7153-1:2017-02; European Standards: London, UK, 2017. [Google Scholar]
- Korzyński, M. Experimental Methodology; PWN: Warszawa, Poland, 2018. (In Polish) [Google Scholar]
- Bagaber, S.A.; Yusoff, A.R. A comparative study on performance of CBN inserts when turning steel under dry and wet conditions. IOP Conf. Ser. Mater. Sci. Eng. 2017, 257, 1–11. [Google Scholar] [CrossRef]
- Ozcelik, B.; Kuram, E.; Simsek, B.T. Comparison of Dry and Wet End Milling of AISI 316 Stainless Steel. Mater. Manuf. Process. 2011, 26, 1041–1049. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition [%] | ||||||||
|---|---|---|---|---|---|---|---|---|
| X20Cr13 (1.4021) | ||||||||
| C | Cr | Ni | Si | Mn | P | S | N | Cu |
| 0.16–0.25 | 12–14 | - | <1 | <1.5 | <0.04 | <0.015 | - | - |
| X8CrNiS18-9 (1.4305) | ||||||||
| <0.1 | 17–19 | 8–10 | <1 | <2 | <0.045 | 0.15–0.35 | <0.11 | <1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zawada-Michałowska, M.; Pieśko, P.; Józwik, J. Tribological Aspects of Cutting Tool Wear during the Turning of Stainless Steels. Materials 2020, 13, 123. https://doi.org/10.3390/ma13010123
Zawada-Michałowska M, Pieśko P, Józwik J. Tribological Aspects of Cutting Tool Wear during the Turning of Stainless Steels. Materials. 2020; 13(1):123. https://doi.org/10.3390/ma13010123
Chicago/Turabian StyleZawada-Michałowska, Magdalena, Paweł Pieśko, and Jerzy Józwik. 2020. "Tribological Aspects of Cutting Tool Wear during the Turning of Stainless Steels" Materials 13, no. 1: 123. https://doi.org/10.3390/ma13010123
APA StyleZawada-Michałowska, M., Pieśko, P., & Józwik, J. (2020). Tribological Aspects of Cutting Tool Wear during the Turning of Stainless Steels. Materials, 13(1), 123. https://doi.org/10.3390/ma13010123