Effect of Aluminum Addition on the Microstructure and Properties of Non-Eutectic Sn-20Bi Solder Alloys

Abstract
:1. Introduction
2. Experimental Procedure
2.1. Microstructural Observation
2.2. Micro-Hardness Test
2.3. Spreading Test
2.4. Potentiodynamic Polarization Measurement
3. Results and Discussion
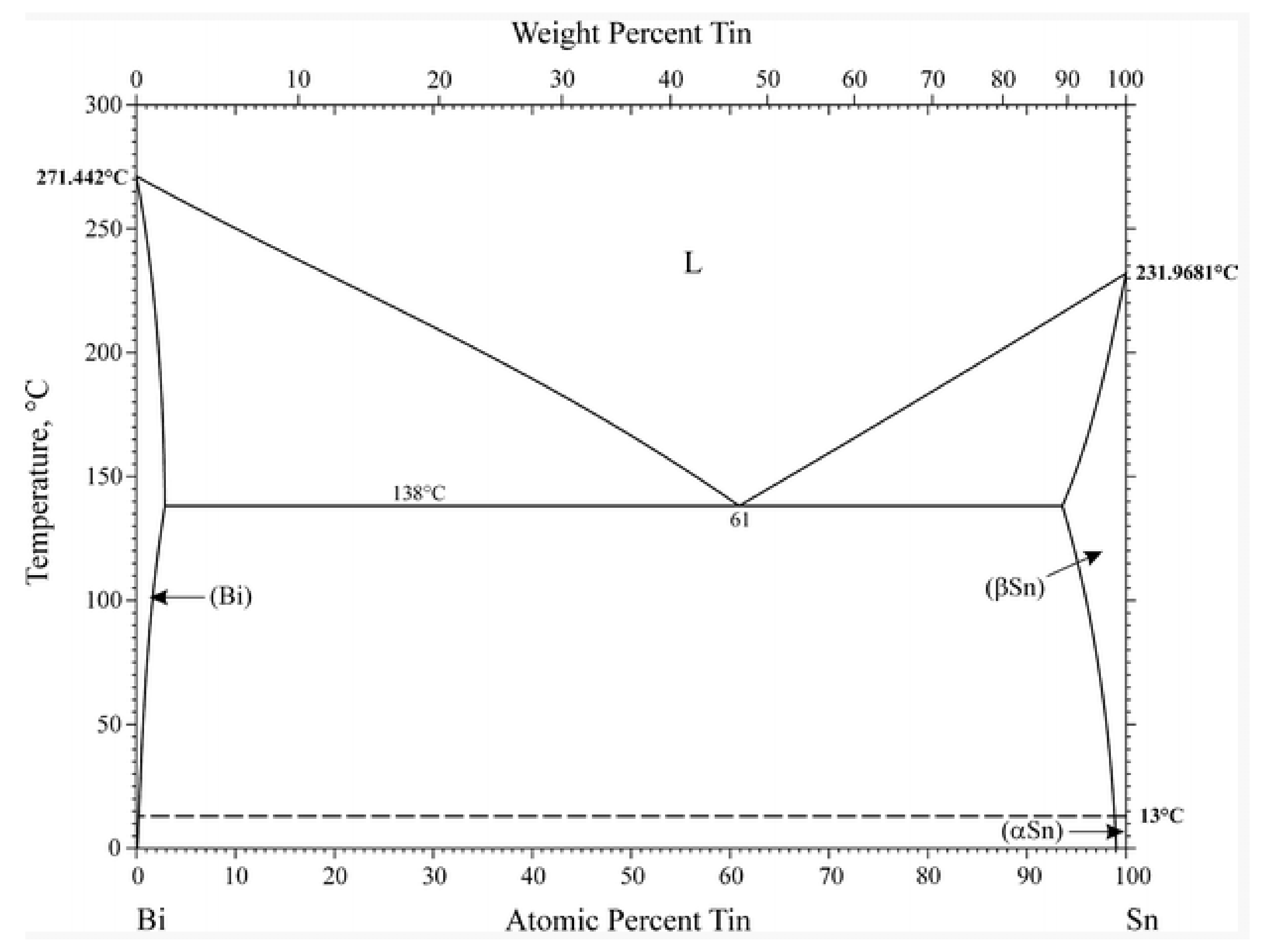
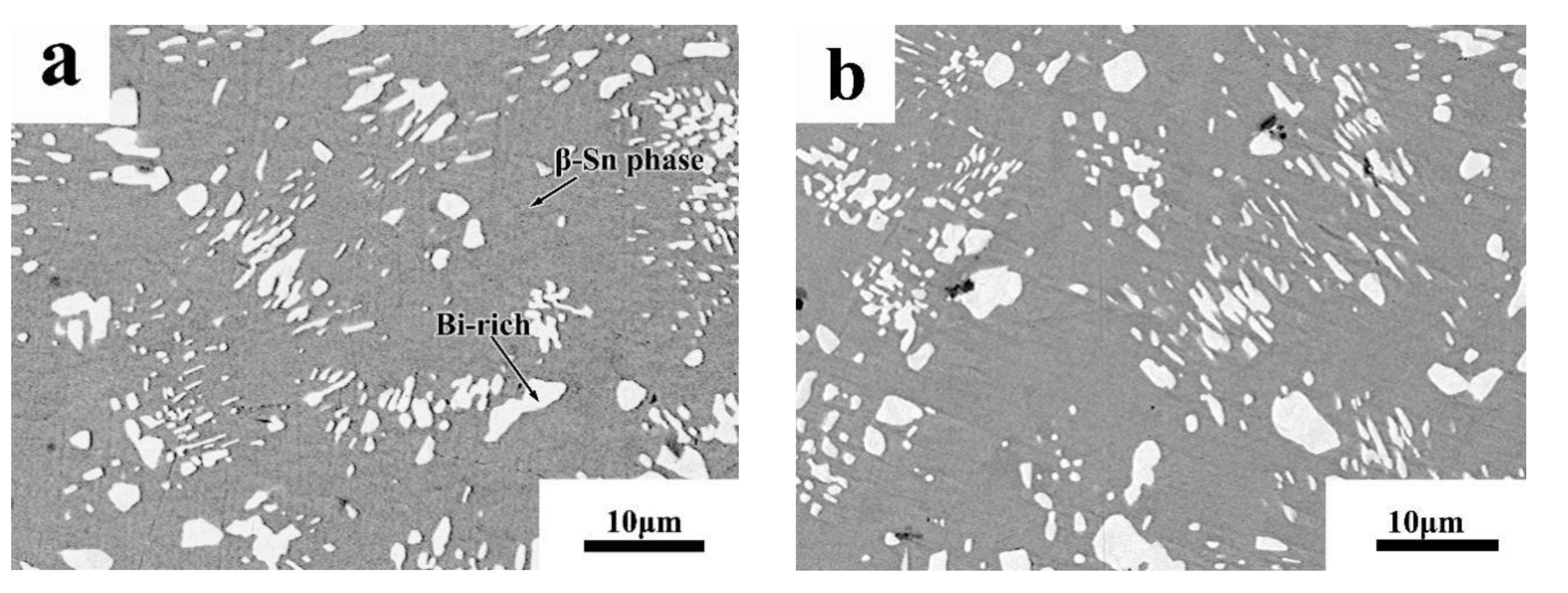
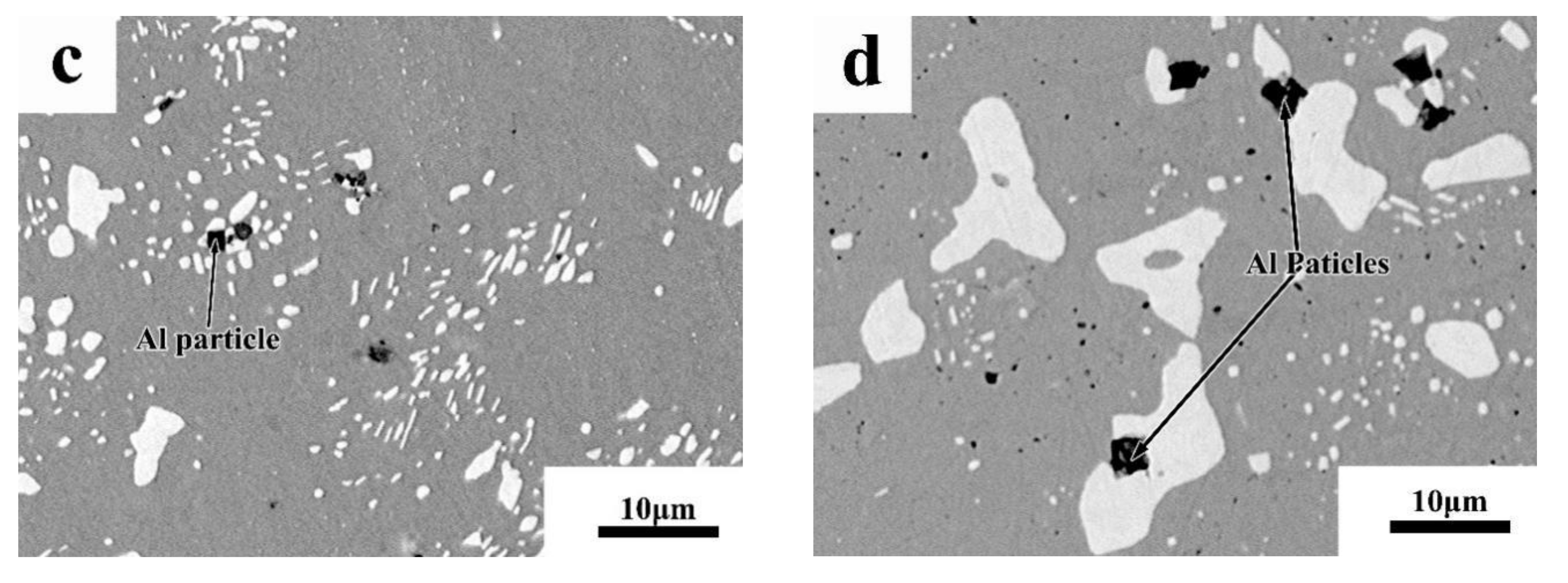
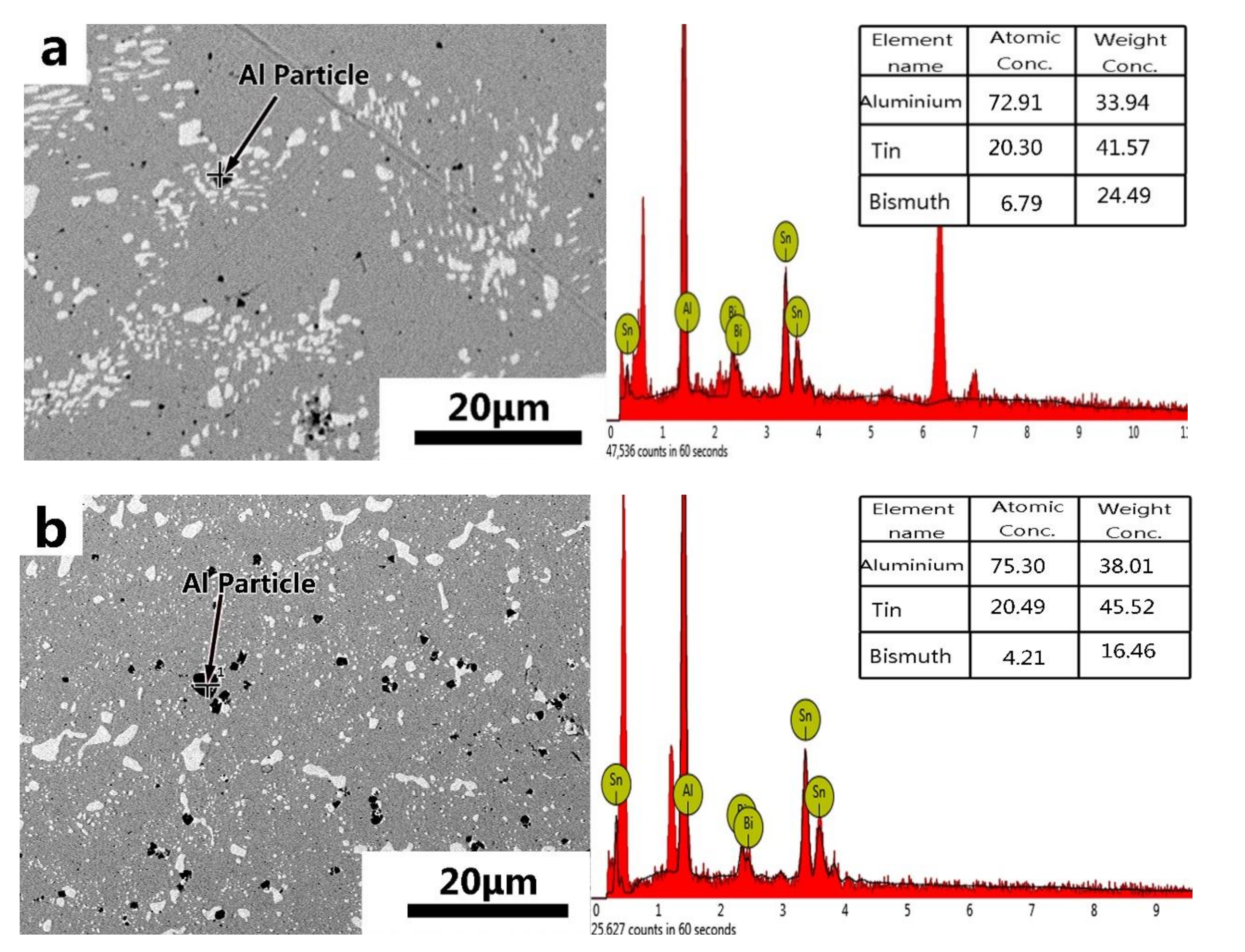
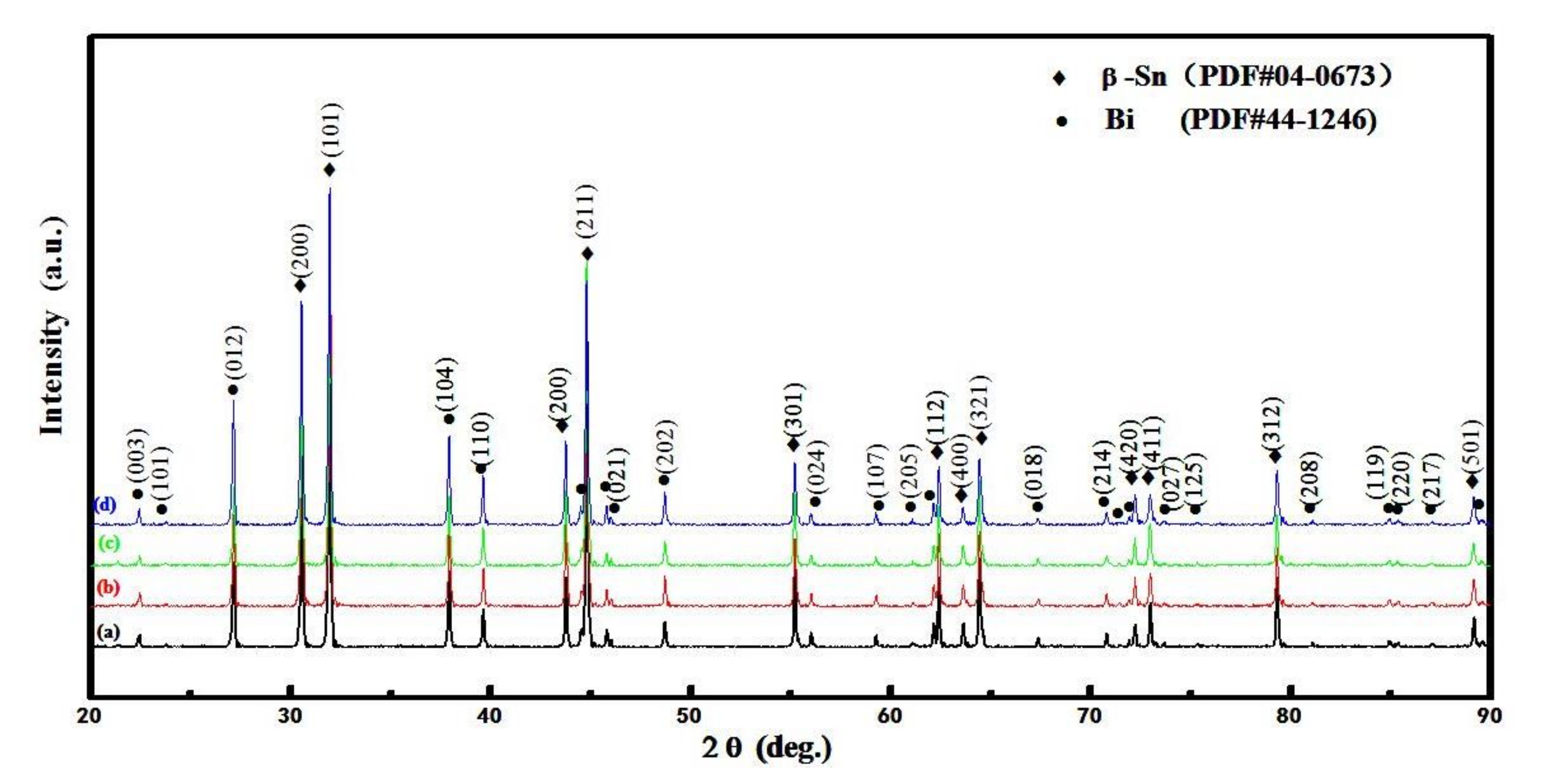
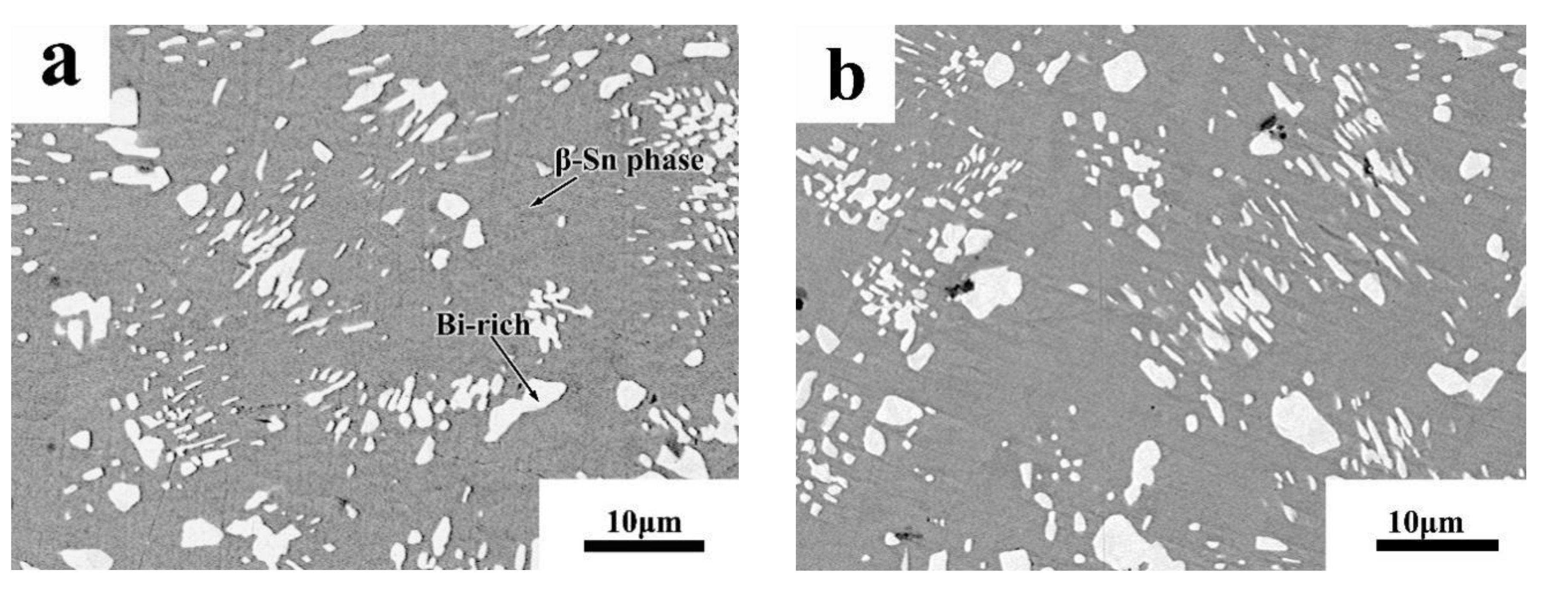
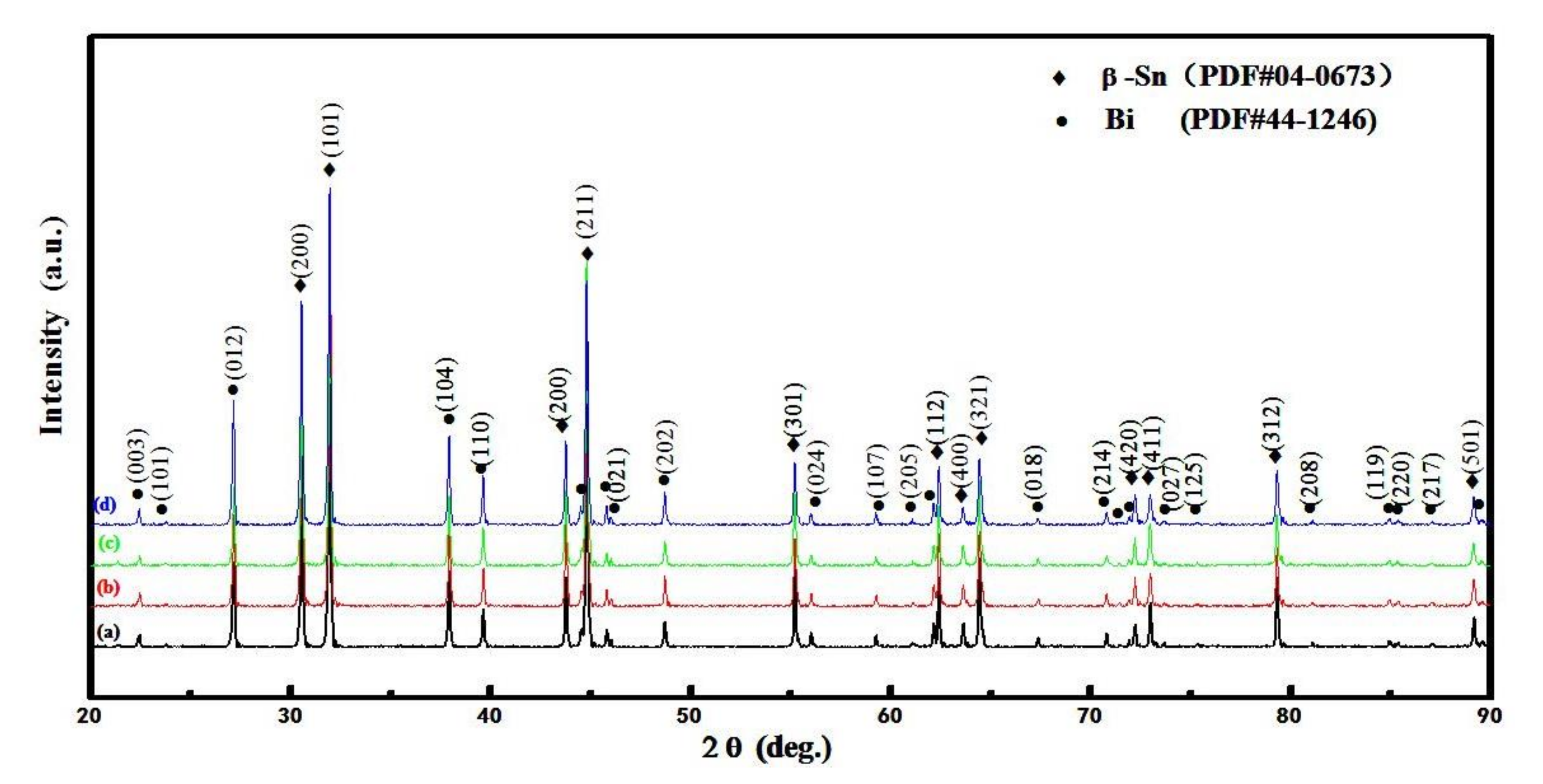
3.1. Microstructure of Sn-Bi-Al Solder Alloy
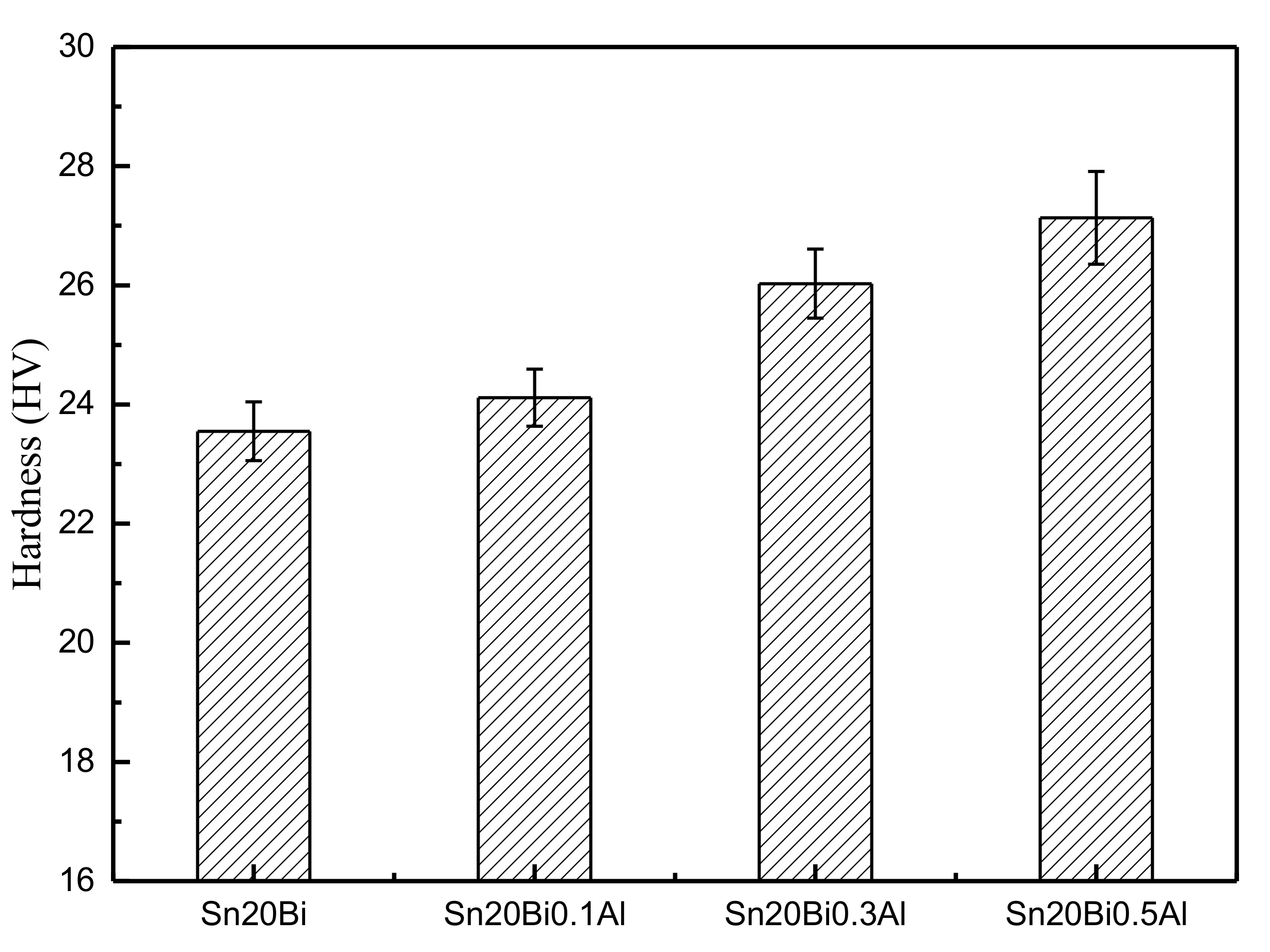
3.2. Micro-Hardness Analysis
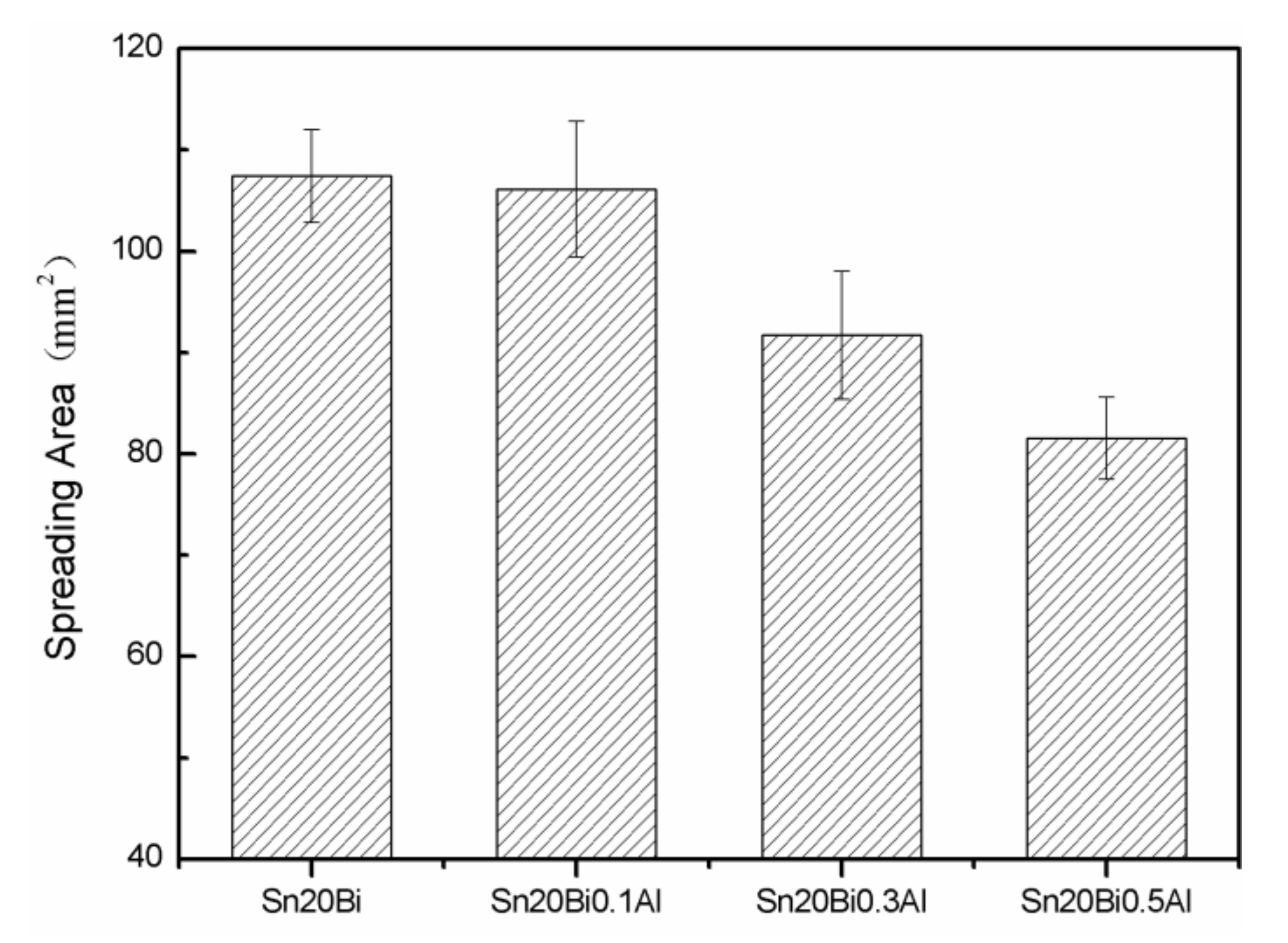
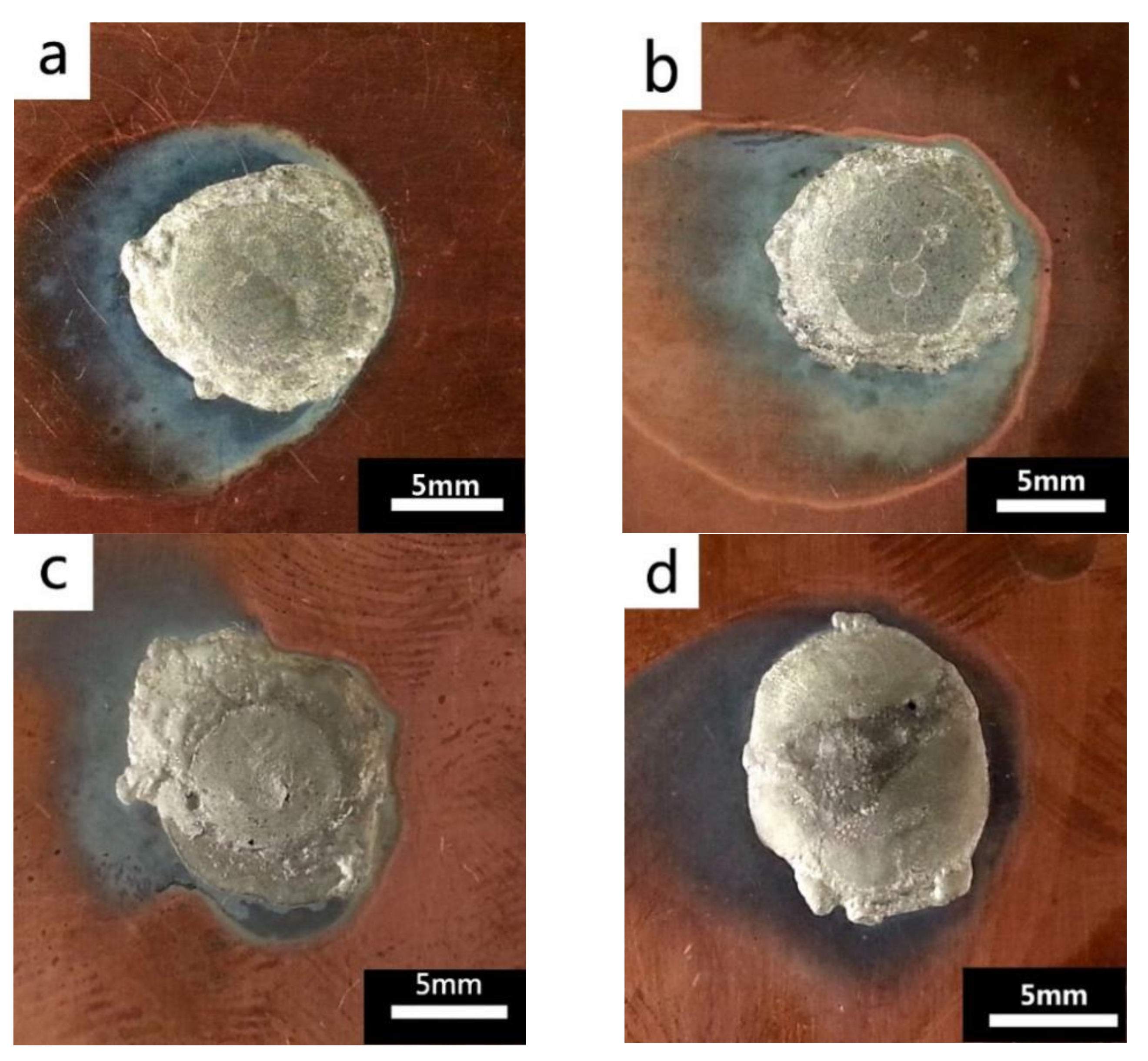
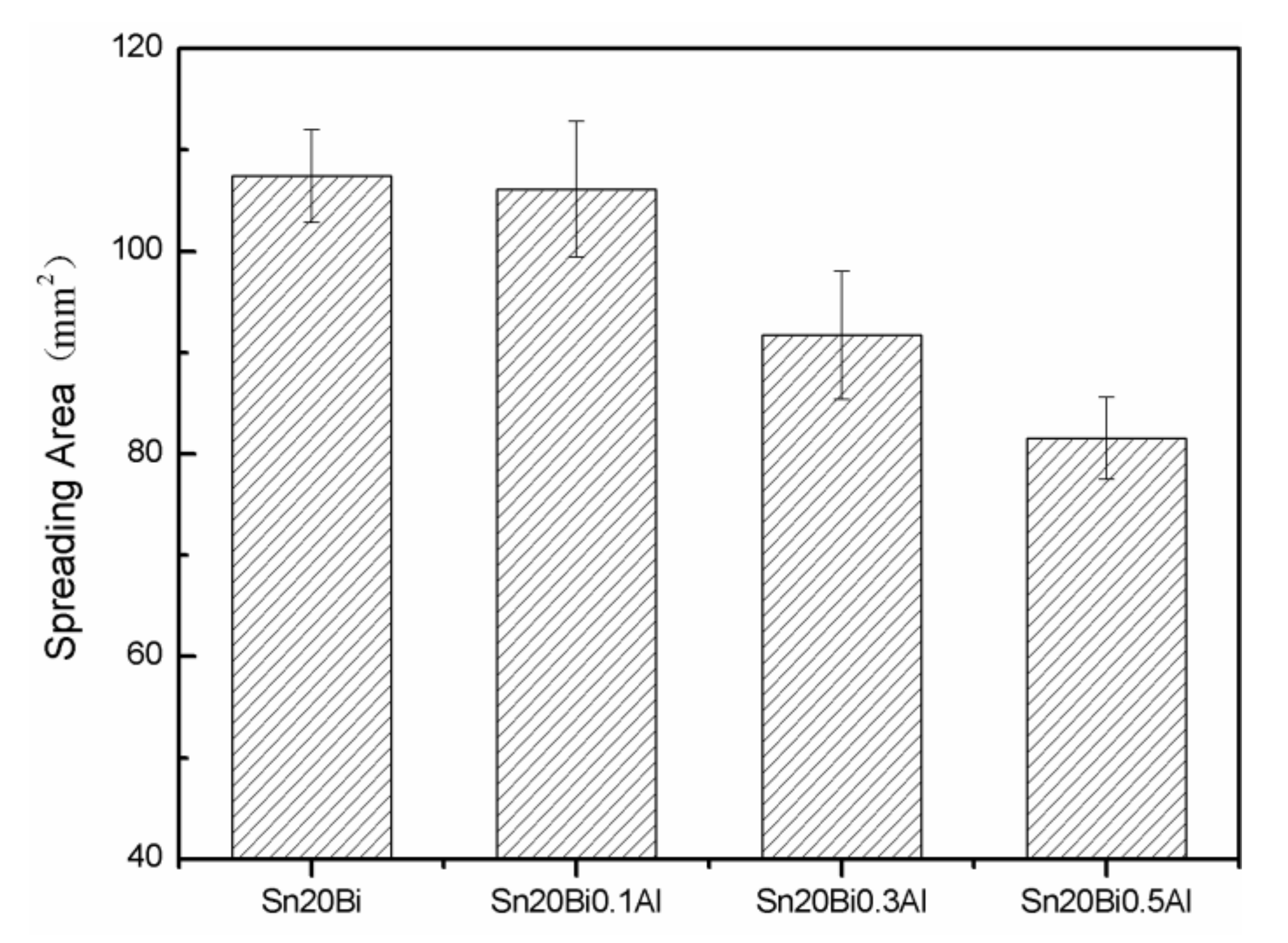
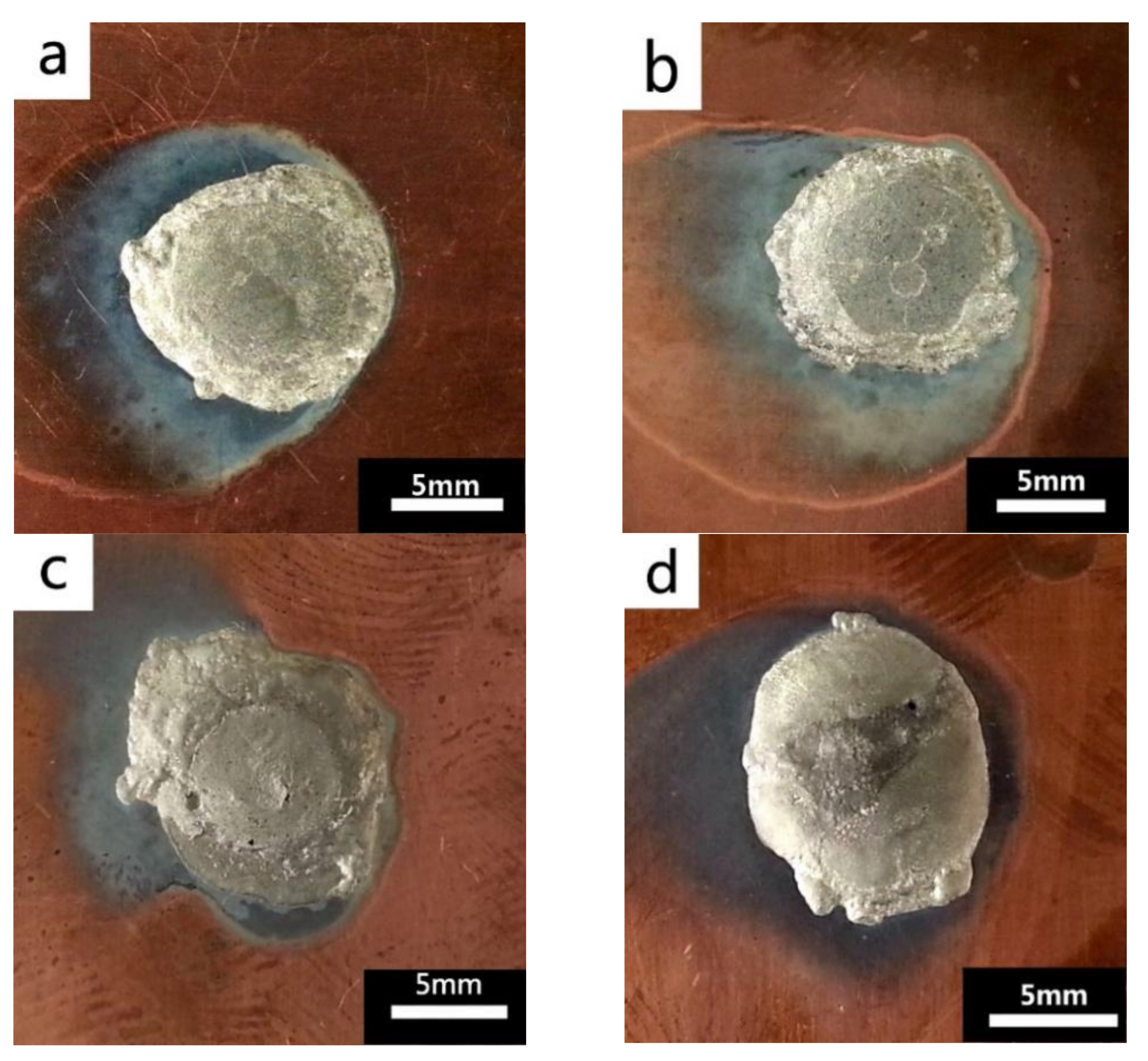
3.3. Wettability
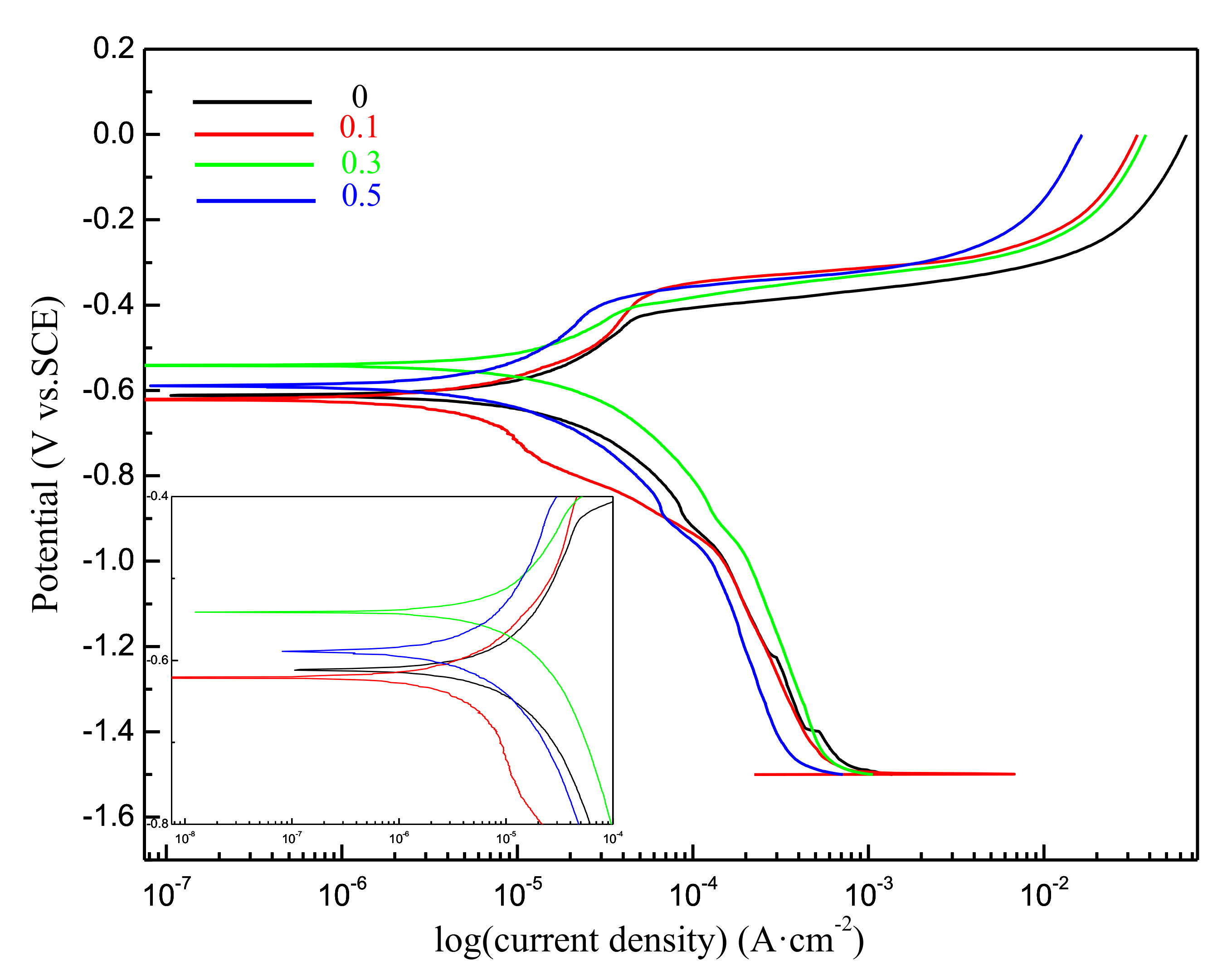
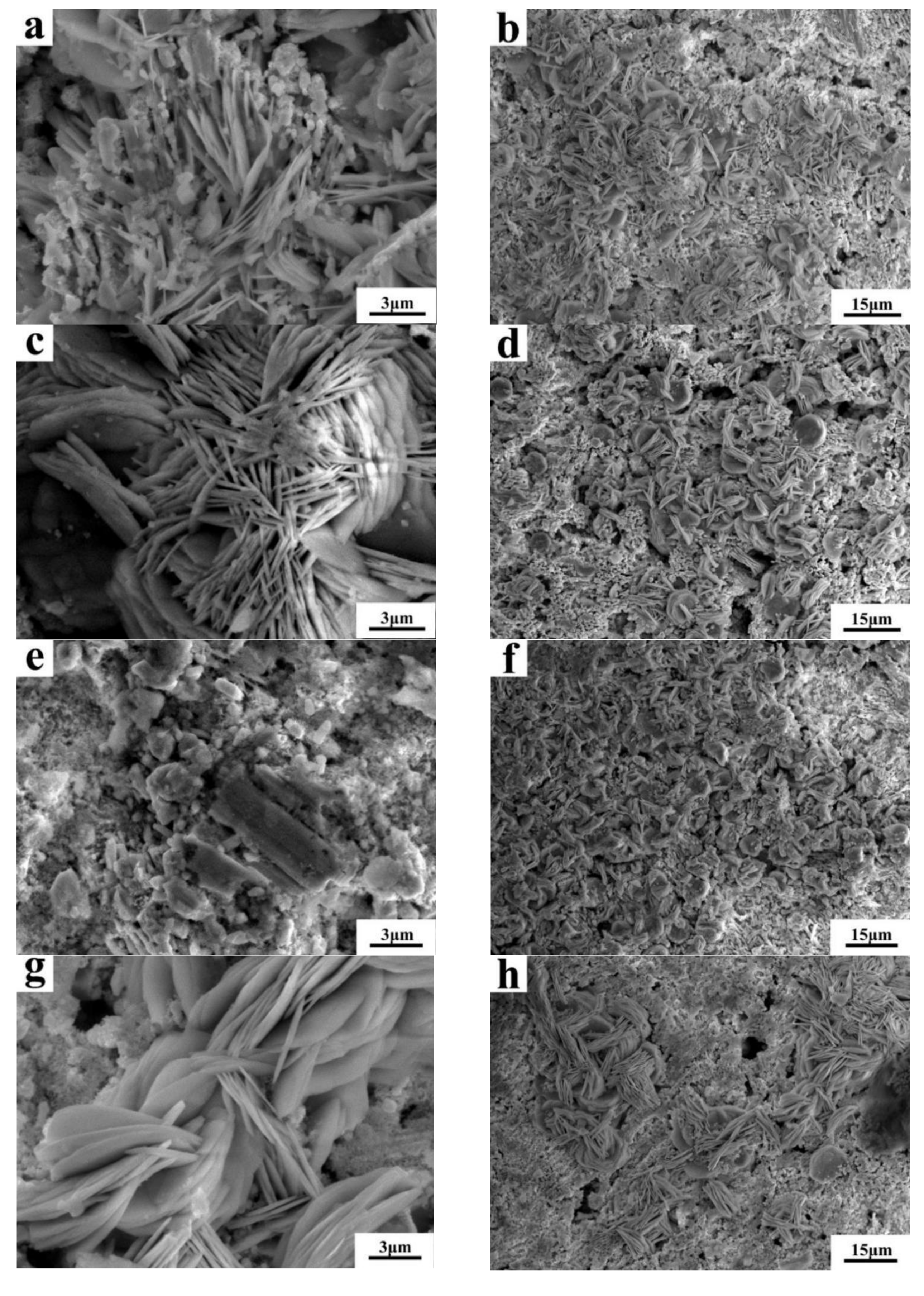
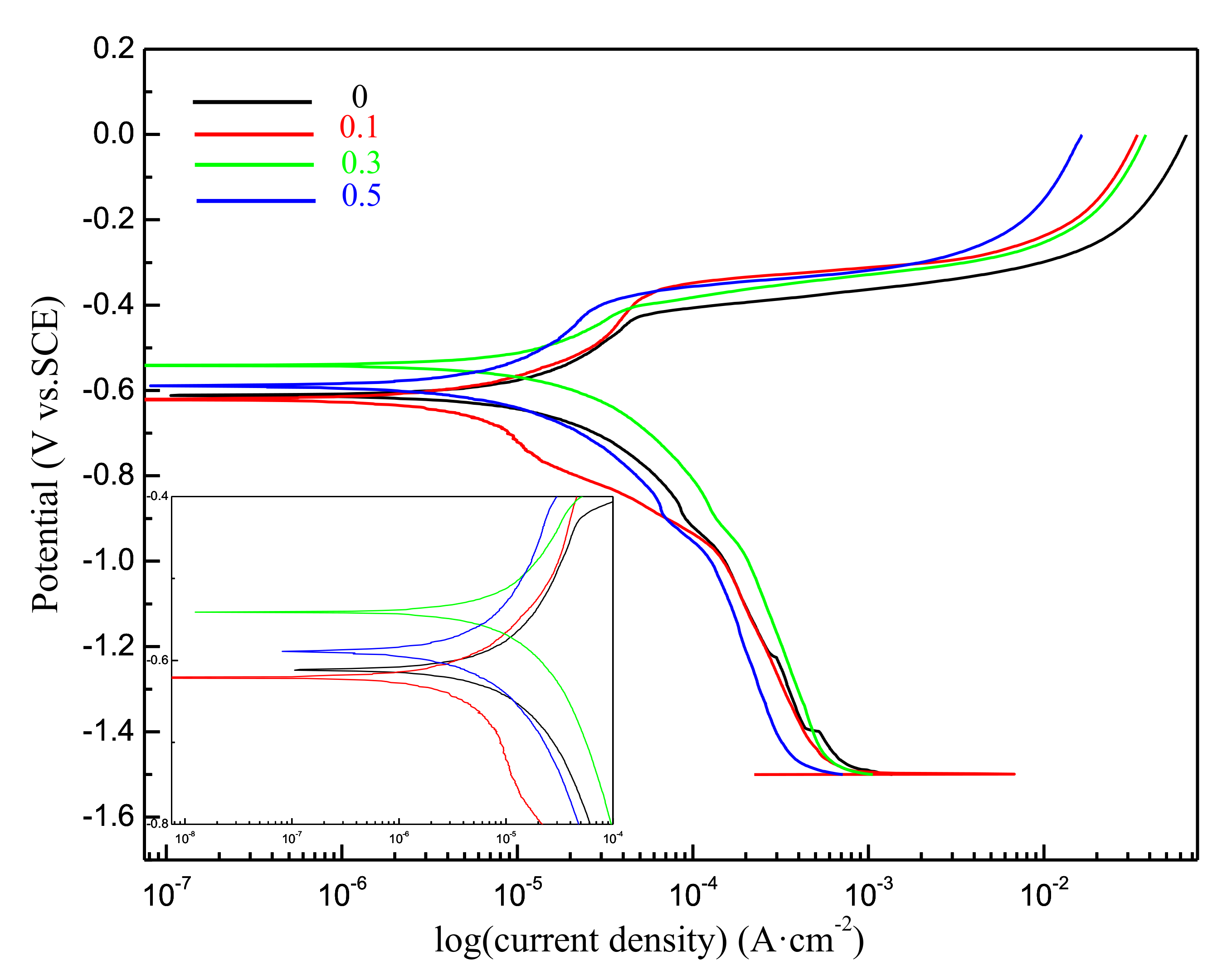
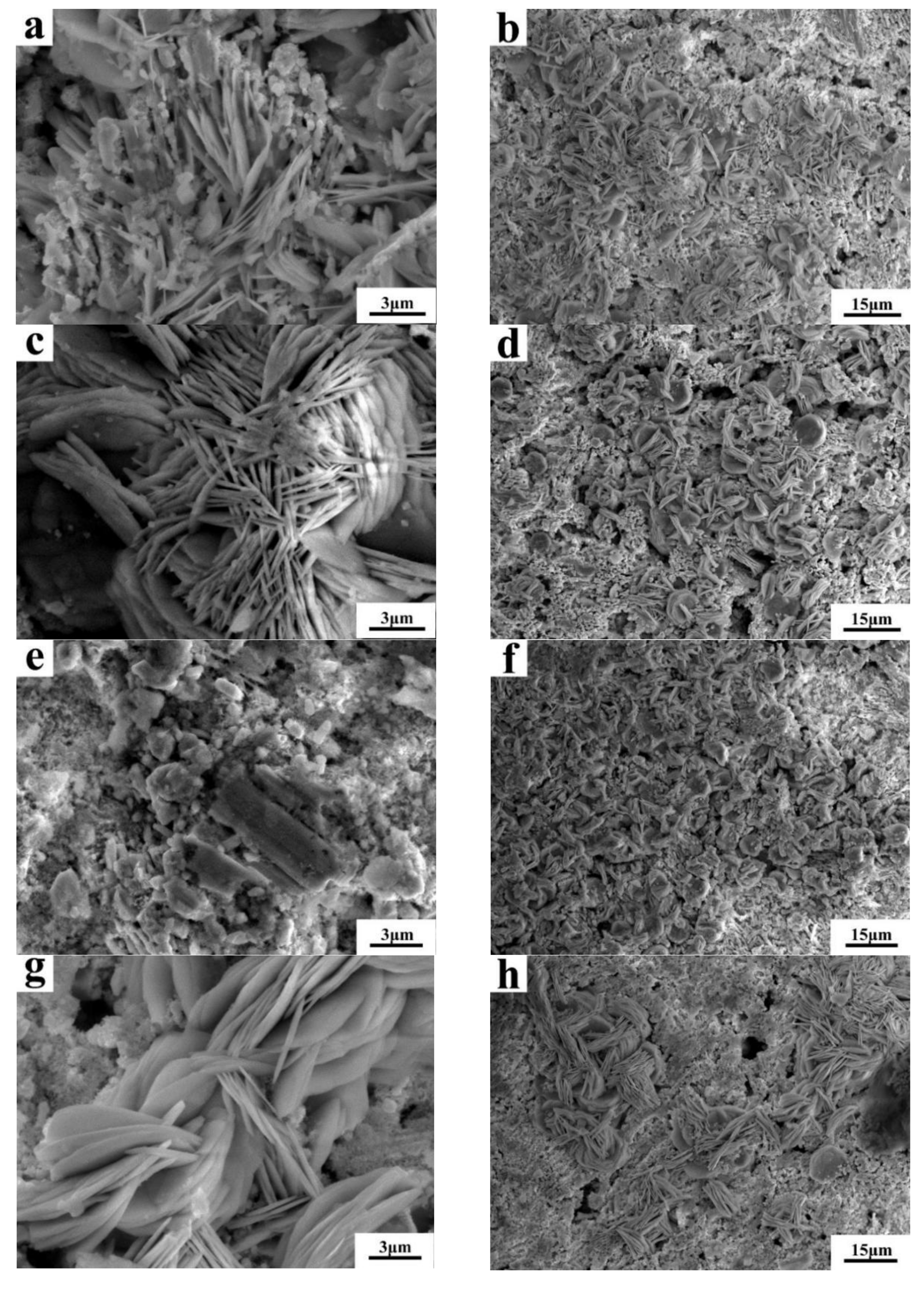
3.4. Corrosion Resistance
4. Conclusions
- (1)
- The microstructure of Sn-20Bi-xAl solder alloys changed as the content of Al increased, and consisted of primarily β-Sn and particle-shaped Bi phases. Al particles appeared in Sn-20Bi-0.3Al and Sn-20Bi-0.5Al, which is of black and regular morphology. When the Al fraction increased to 0.5 wt.%, the Bi-rich phase formed a light segregation pattern and became coarser, while the morphology of the other alloys did not obviously change.
- (2)
- The hardness of Sn-20Bi-xAl improved increasingly with the increase of the Al fraction. Hardness increased to a maximum of about 27.1 HV when the fraction of Al is 0.5 wt.%. When the content of Al was more than 0.3 wt.%, the change value of hardness gradually became flat.
- (3)
- The spreading area decreased gradually in the Sn-20Bi-xAl alloys when Al was added. The contact angles θ had a monotone increase with the increase of Al. The contact angles are 14.49°, 17.32°, 20.92°, and 26.04 °, respectively. The Al fraction effected the wettability slightly when the Al fraction was less than 0.1 wt.%. However, Sn-20Bi-0.3Al and Sn-20Bi-0.5Al solder alloys dropped sharply in wettability.
- (4)
- The corrosion products of Sn-20Bi-xAl alloy are lamerllar-like Sn3O(OH)2Cl2. The corrosion resistance of Sn-20Bi-0.1Al solder alloy is the best, when the corrosion current is the lowest at 3.49 × 10−6 A/cm2 due to the dense corrosion products. However, when 0.3 wt.% was added to the Sn-20Bi alloy, the solder alloy was easiest to corrode and a pit was caused by the exfoliation of the corrosion products.
Author Contributions
Funding
Conflicts of Interest
References
- McCormack, M.; Jin, S. Progress in the design of new lead-free solder alloys. J. Miner. Met. Mater. Soc. 1993, 45, 36–40. [Google Scholar] [CrossRef]
- Yang, F.; Zhang, L.; Liu, Z.Q.; Zhong, S.J.; Ma, J.; Li, B. Properties and microstructures of Sn-Bi-X lead-free solders. Adv. Mater. Sci. Eng. 2016, 2016, 1–15. [Google Scholar] [CrossRef]
- Gain, A.K.; Zhang, L. Growth mechanism of intermetallic compound and mechanical properties of nickel (Ni) nanoparticle doped low melting temperature tin-bismuth (Sn-Bi) solder. J. Mater. Sci. Mater. Electron. 2016, 27, 781–794. [Google Scholar] [CrossRef]
- Wu, C.M.L.; Yu, D.Q.; Law, C.M.T.; Wang, L. The properties of Sn-9Zn lead-free solder alloys doped with trace rare earth elements. J. Electron. Mater. 2002, 31, 921–927. [Google Scholar] [CrossRef]
- Gain, A.K.; Zhang, L.; Quadir, M. Thermal aging effects on microstructures and mechanical properties of an environmentally friendly eutectic tin-copper solder alloy. Mater. Des. 2016, 110, 275–283. [Google Scholar] [CrossRef]
- Sahin, M.; Cadirli, E. The effects of temperature gradient and growth rate on the microstructure of directionally solidified Sn-3.5Ag eutectic solder. J. Mater. Sci. Mater. Electron. 2012, 23, 484–492. [Google Scholar] [CrossRef]
- Matijasevic, G.S.; Lee, C.C.; Wang, C.Y. Au-Sn alloy phase diagram and properties related to its use as a bonding medium. Thin Solid Films 1993, 223, 276–287. [Google Scholar] [CrossRef]
- Gain, A.K.; Zhang, L. Interfacial microstructure, wettability and material properties of nickel (Ni) nanoparticle doped tin-bismuth-silver (Sn-Bi-Ag) solder on copper (Cu) substrate. J. Mater. Sci. Mater. Electron. 2016, 27, 3982–3994. [Google Scholar] [CrossRef]
- Hsi, C.S.; Lin, C.T.; Chang, T.C.; Wang, M.C.; Liang, M.K. Interfacial reactions, microstructure, and strength of Sn-8Zn-3Bi and Sn-9Zn-Al solder on Cu and Au/Ni (P) pads. Metall. Mater. Trans. A 2010, 41, 275–284. [Google Scholar] [CrossRef]
- Gain, A.K.; Zhang, L. Microstructure, mechanical and electrical performances of zirconia nanoparticles-doped tin-silver-copper solder alloys. J. Mater. Sci. Mater. Electron. 2016, 27, 7524–7533. [Google Scholar] [CrossRef]
- Kolenák, R.; Augustin, R.; Martinkovic, M.; Chachula, M. Comparison study of SAC405 and SAC405+ 0.1% Al lead free solders. Solder. Surf. Mt. Technol. 2013, 25, 175–183. [Google Scholar] [CrossRef]
- Mei, Z.; Morris, J.W. Characterization of eutectic Sn-Bi solder joints. J. Electron. Mater. 1992, 21, 599–607. [Google Scholar] [CrossRef]
- Goh, Y.; Haseeb, A.S.M.A.; Liew, H.L.; Sabri, M.F.M. Deformation and fracture behaviour of electroplated Sn-Bi/Cu solder joints. J. Mater. Sci. 2015, 50, 4258–4269. [Google Scholar] [CrossRef]
- Shen, L.; Septiwerdani, P.; Chen, Z. Elastic modulus, hardness and creep performance of SnBi alloys using nanoindentation. Mater. Sci. Eng. A 2012, 558, 253–258. [Google Scholar] [CrossRef]
- Li, Y.S.; Lei, X.J.; Chen, Z.H. A novel low melting point Pb-free solder. Circuits Assem. 2007, 18, 54–57. [Google Scholar]
- Lai, Z.M.; Ye, D. Microstructure and fracture behavior of non eutectic Sn-Bi solder alloys. J. Mater. Sci. Mater. Electron. 2016, 27, 3182–3192. [Google Scholar] [CrossRef]
- Ye, D.; Du, C.; Wu, M.; Lai, Z. Microstructure and mechanical properties of Sn-xBi solder alloy. J. Mater. Sci. Mater. Electron. 2015, 26, 3629–3637. [Google Scholar] [CrossRef]
- Lee, C.-B.; Jung, S.-B.; Shin, Y.-E.; Shur, C.-C. The effect of Bi concentration on wettability of Cu substrate by Sn-Bi solders. Mater. Trans. 2001, 42, 751–755. [Google Scholar] [CrossRef]
- Zhang, L.; Tu, K. Structure and properties of lead-free solders bearing micro and nano particles. Mater. Sci. Eng. R Rep. 2014, 82, 1–32. [Google Scholar] [CrossRef]
- Gain, A.K.; Zhang, L. Harsh service environment effects on the microstructure and mechanical properties of Sn-Ag-Cu-1 wt% nano-Al solder alloy. J. Mater. Sci. Mater. Electron. 2016, 27, 11273–11283. [Google Scholar] [CrossRef]
- Das, S.; Sharif, A.; Chan, Y.; Wong, N.; Yung, W.; Yung, W.K.C. Influence of small amount of Al and Cu on the microstructure, microhardness and tensile properties of Sn-9Zn binary eutectic solder alloy. J. Alloy Compd. 2009, 481, 167–172. [Google Scholar] [CrossRef]
- Shono, T.; Kitajima, M. Development of Sn-Zn-Al lead-free solder alloys. Fujitsu Sci. Tech. J. 2005, 41, 225–235. [Google Scholar]
- Li, J.; Mannan, S.; Clode, M.; Whalley, D.; Hutt, D.; Mannan, S. Interfacial reactions between molten Sn–Bi–X solders and Cu substrates for liquid solder interconnects. Acta Mater. 2006, 54, 2907–2922. [Google Scholar] [CrossRef]
- Li, Q.; Huang, J.H.; Zhang, H.; Zhao, X.K.; Qi, L.H. Influence of Al on microstructure and mechanical properties of the Sn-58Bi lead-free solder. Electron. Process Technol. 2008, 29, 3471–3474. [Google Scholar]
- Alam, M.E.; Gupta, M. Development of extremely ductile lead-free Sn-Al solders for futuristic electronic packaging applications. Electron. Mater. Lett. 2014, 10, 515–524. [Google Scholar] [CrossRef]
- Shnawah, D.; Said, S.B.M.; Sabri, M.F.M.; Badruddin, I.A.; Hoe, T.G.; Che, F.X.; Abood, A.N. Microstructure and tensile properties of Sn-1Ag-0.5Cu solder alloy bearing Al for electronics applications. J. Electron. Mater. 2012, 41, 2073–2082. [Google Scholar] [CrossRef]
- Gain, A.K.; Zhang, L. Effect of thin gold/nickel coating on the microstructure, wettability and hardness of lead-free tin-bismuth-silver solder. J. Mater. Sci. Mater. Electron. 2017, 28, 4885–4896. [Google Scholar] [CrossRef]
- Baker, H.; Okamoto, H. ASM Handbook: Alloy Phase Diagram; ASM International: Almere, The Netherlands, 1992. [Google Scholar]
- Wang, X.; Liu, Y.C.; Wei, C.; Gao, H.X.; Jiang, P.; Yu, L.M. Strengthening mechanism of SiC-particulate reinforced Sn-3.7Ag-0.9Zn lead-free solder. J. Alloy Compd. 2009, 480, 662–665. [Google Scholar] [CrossRef]
- Shen, J.; Pu, Y.; Yin, H.; Tang, Q. Effects of Cu, Zn on the wettability and shear mechanical properties of Sn-Bi-based lead-free solders. J. Electron. Mater. 2015, 44, 532–541. [Google Scholar] [CrossRef]
- Park, J.Y.; Ha, J.S.; Kang, C.S.; Shin, K.S.; Kim, M.I.; Jung, J.P. Study on the soldering in partial melting state (1) analysis of surface tension and wettability. J. Electron. Mater. 2000, 29, 1145–1152. [Google Scholar] [CrossRef]
- Noor, E.E.M.; Nasir, N.F.M.; Idris, S.R.A. A review: Lead free solder and its wettability properties. Solder. Surf. Mt. Technol. 2016, 28, 125–132. [Google Scholar] [CrossRef]
- Fayeka, M.; Fazal, M.A.; Haseeb, A.S. Effect of aluminum addition on the electrochemical corrosion behavior of Sn–3Ag–0.5Cu solder alloy in 3.5 wt.% NaCl solution. J. Mater. Sci. Mater. Electron. 2016, 27, 12193–12200. [Google Scholar] [CrossRef]
- Liu, M.; Yang, W.; Ma, Y.; Tang, C.; Tang, H.; Zhan, Y. The electrochemical corrosion behavior of Pb-free Sn-8.5Zn-XCr solders in 3.5 wt.% NaCl solution. Mater. Chem. Phys. 2015, 168, 27–34. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | 1st | 2nd | 3rd | Mean (°) |
|---|---|---|---|---|
| Sn-20Bi | 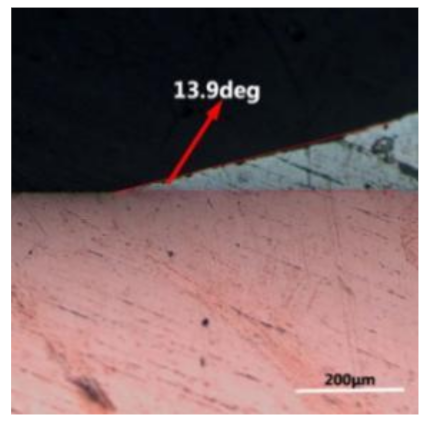 |  | 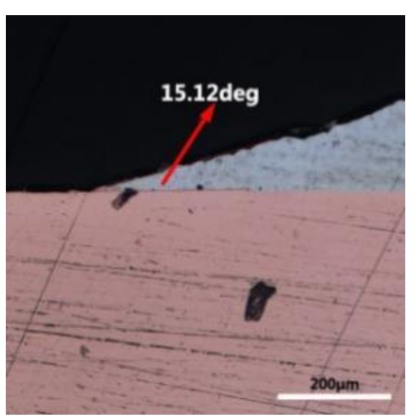 | 14.49 |
| Sn-20Bi-0.1Al | 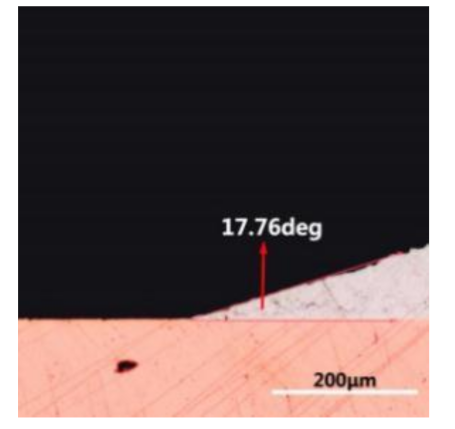 |  | 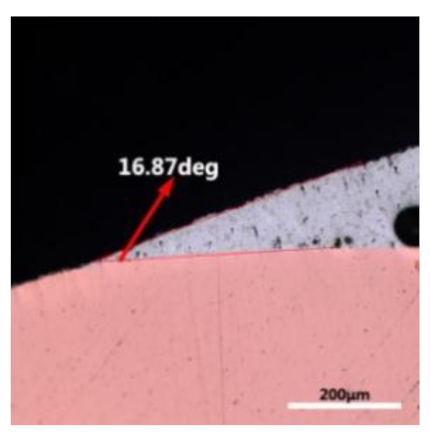 | 17.32 |
| Sn-20Bi-0.3Al | 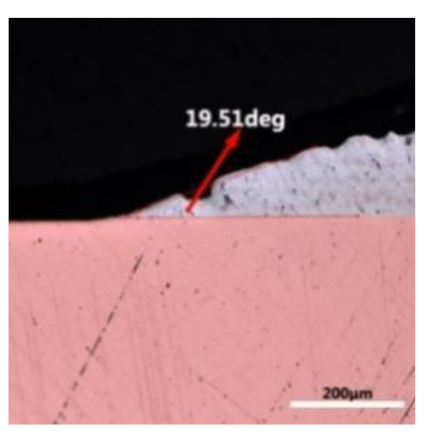 | 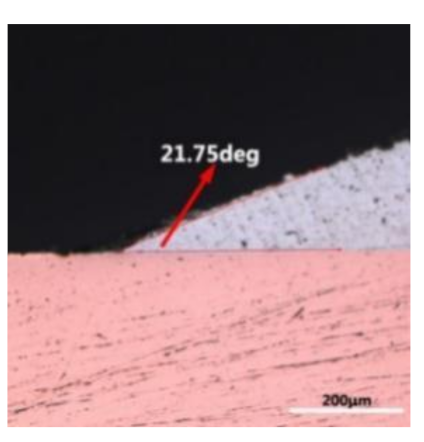 | 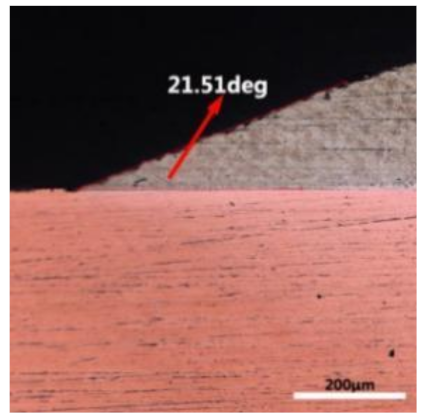 | 20.92 |
| Sn-20Bi-0.5Al | 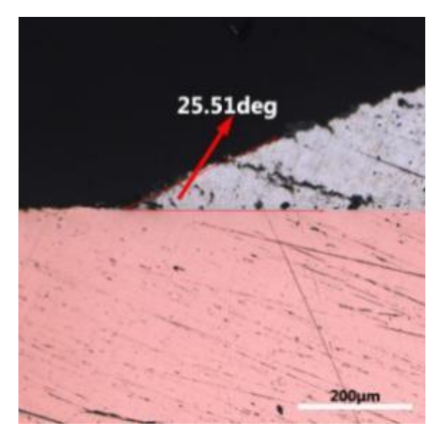 |  | 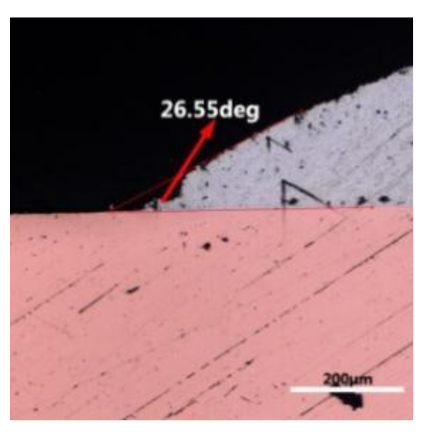 | 26.04 |
| Alloy | Icorr (A/cm2) | Ecorr (V) | Corrision Rate (mm/a) |
|---|---|---|---|
| Sn-20Bi | 5.74 × 10−6 | −0.61405 | 0.15215 |
| Sn-20Bi-0.1Al | 3.49 × 10−6 | −0.62950 | 0.09259 |
| Sn-20Bi-0.3Al | 8.20 × 10−6 | −0.53693 | 0.21720 |
| Sn-20Bi-0.5Al | 3.91 × 10−6 | −0.59243 | 0.10371 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, W.; Li, J.; Li, Y.; Feng, J.; Wu, J.; Zhou, X.; Yu, A.; Wang, J.; Liang, S.; Wei, M.; et al. Effect of Aluminum Addition on the Microstructure and Properties of Non-Eutectic Sn-20Bi Solder Alloys. Materials 2019, 12, 1194. https://doi.org/10.3390/ma12071194
Yang W, Li J, Li Y, Feng J, Wu J, Zhou X, Yu A, Wang J, Liang S, Wei M, et al. Effect of Aluminum Addition on the Microstructure and Properties of Non-Eutectic Sn-20Bi Solder Alloys. Materials. 2019; 12(7):1194. https://doi.org/10.3390/ma12071194
Chicago/Turabian StyleYang, Wenchao, Jidong Li, Yitai Li, Junli Feng, Jingwu Wu, Xiankun Zhou, Aihua Yu, Jiahui Wang, Siyu Liang, Mei Wei, and et al. 2019. "Effect of Aluminum Addition on the Microstructure and Properties of Non-Eutectic Sn-20Bi Solder Alloys" Materials 12, no. 7: 1194. https://doi.org/10.3390/ma12071194
APA StyleYang, W., Li, J., Li, Y., Feng, J., Wu, J., Zhou, X., Yu, A., Wang, J., Liang, S., Wei, M., & Zhan, Y. (2019). Effect of Aluminum Addition on the Microstructure and Properties of Non-Eutectic Sn-20Bi Solder Alloys. Materials, 12(7), 1194. https://doi.org/10.3390/ma12071194