Modeling and Testing of the Sandwich Composite Manhole Cover Designed for Pedestrian Networks



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
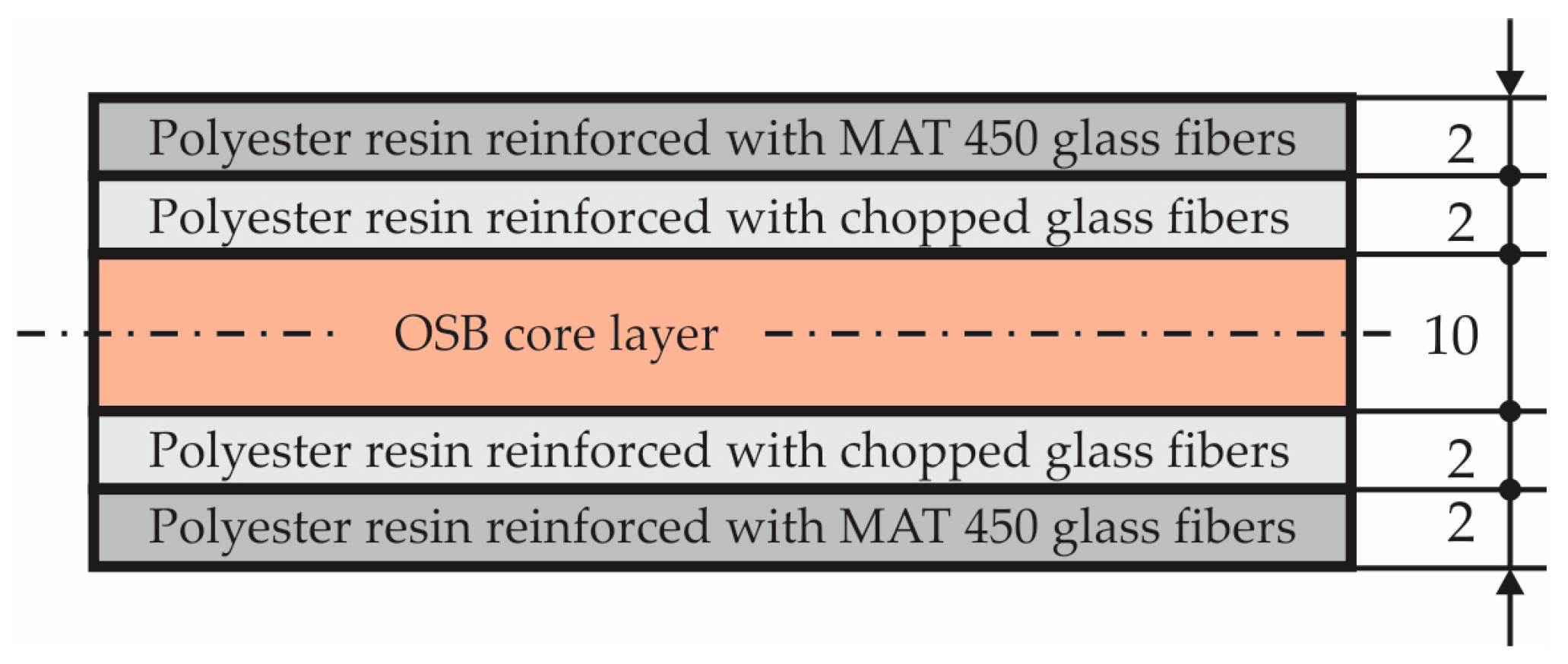
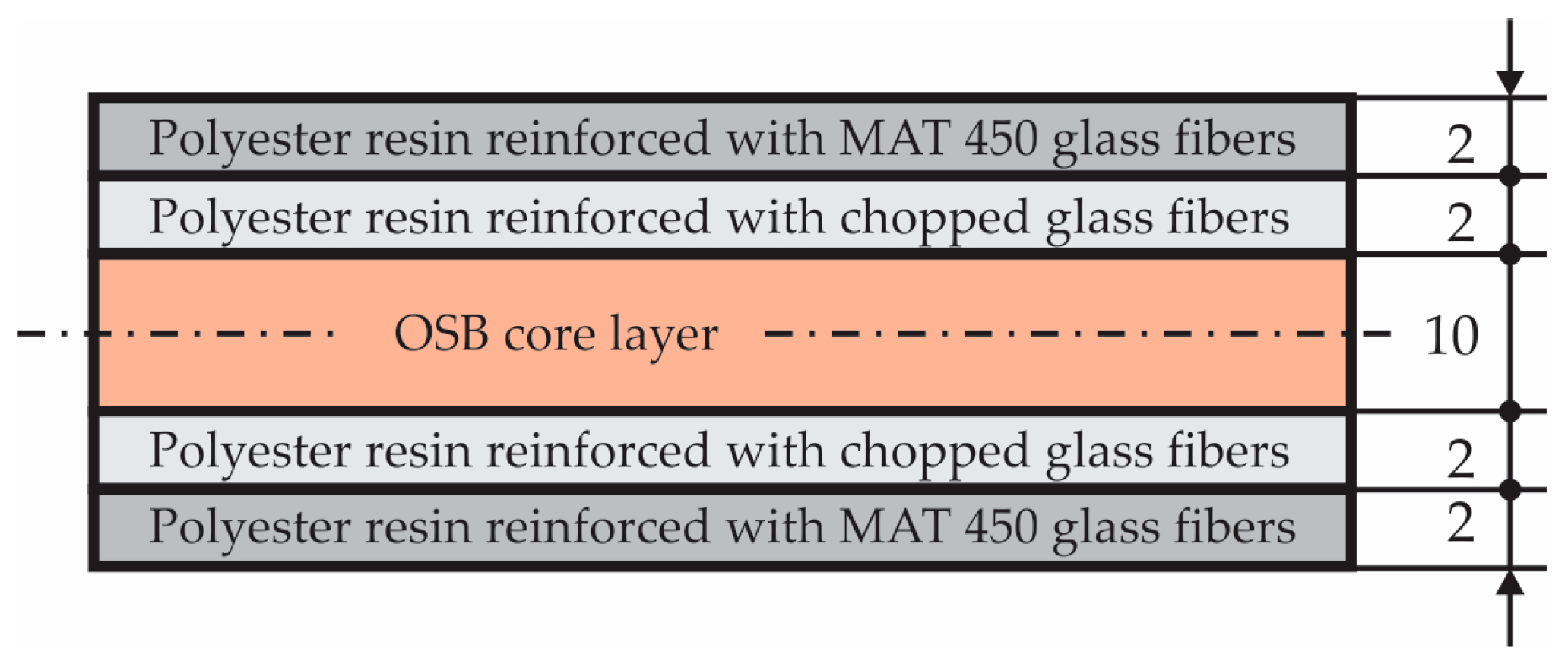
2.1.1. Composite Layers
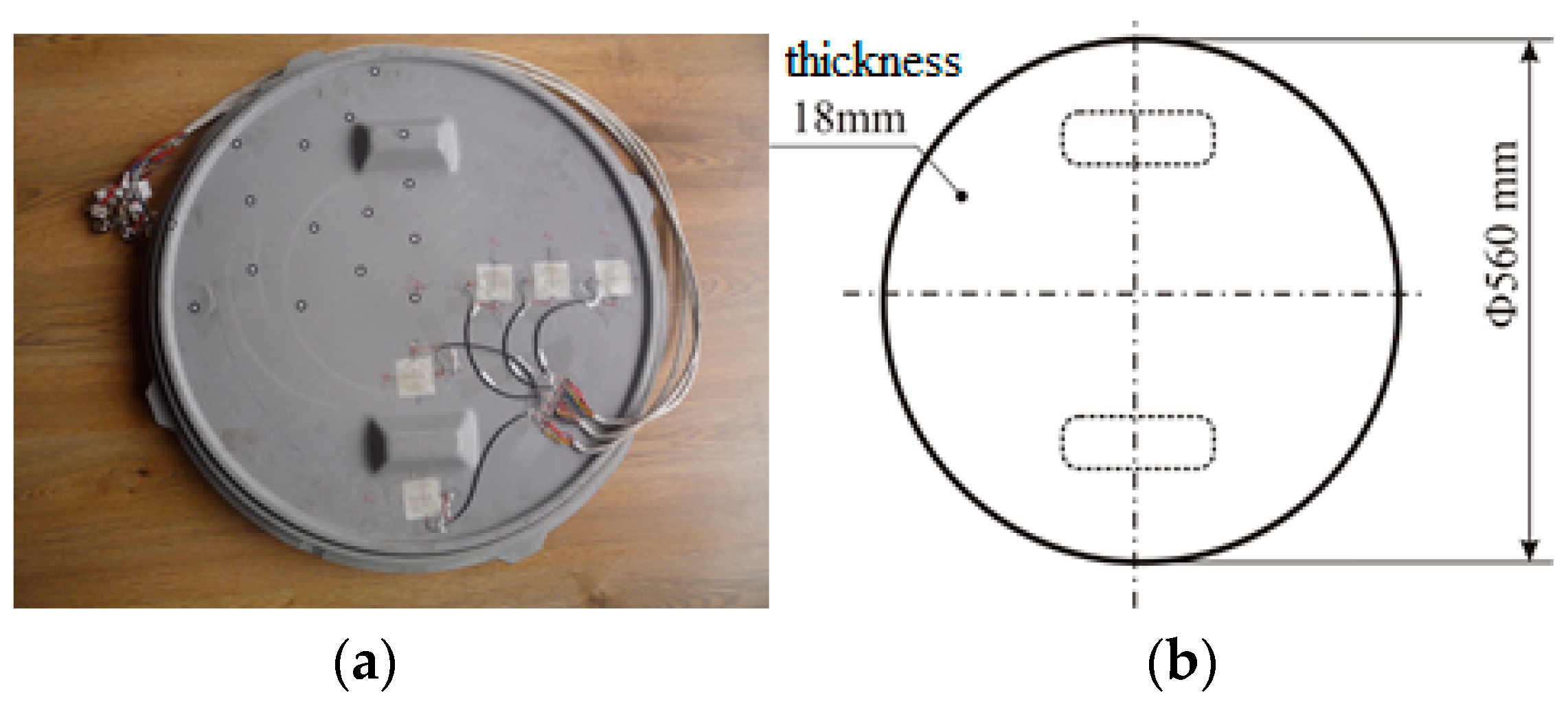
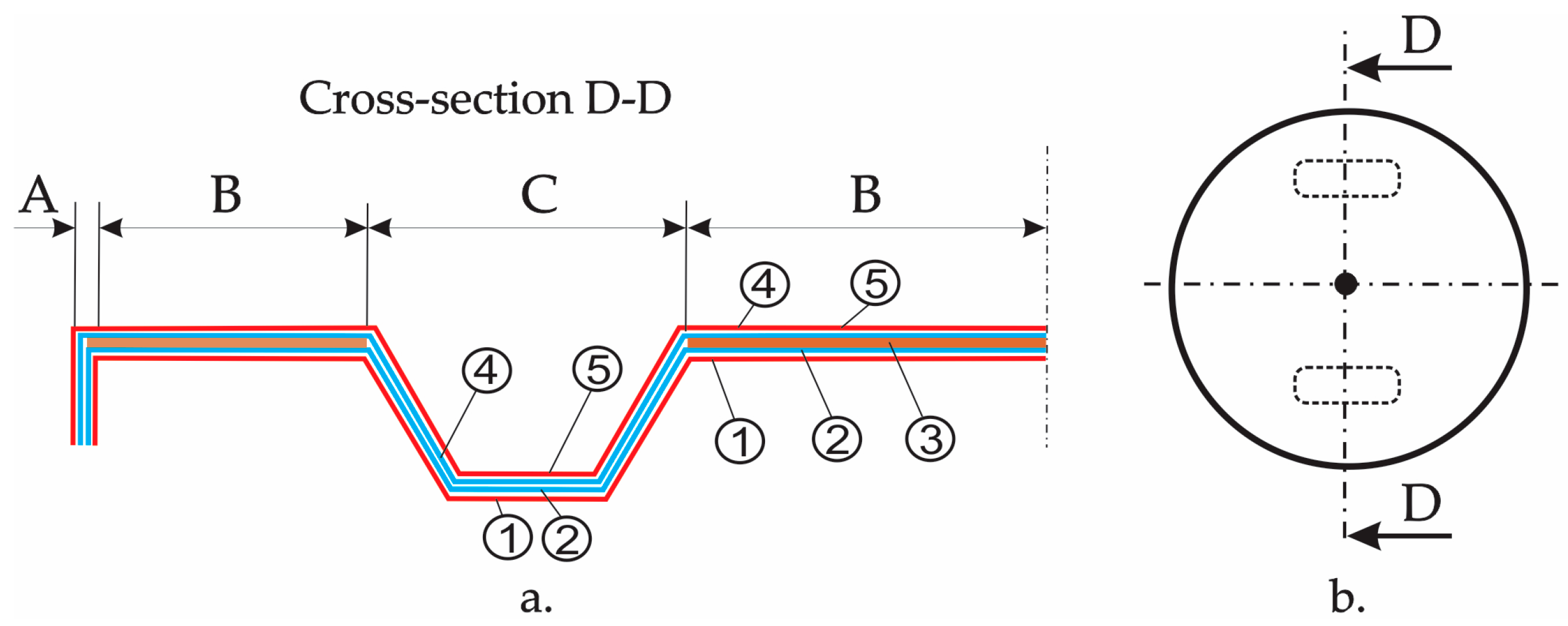
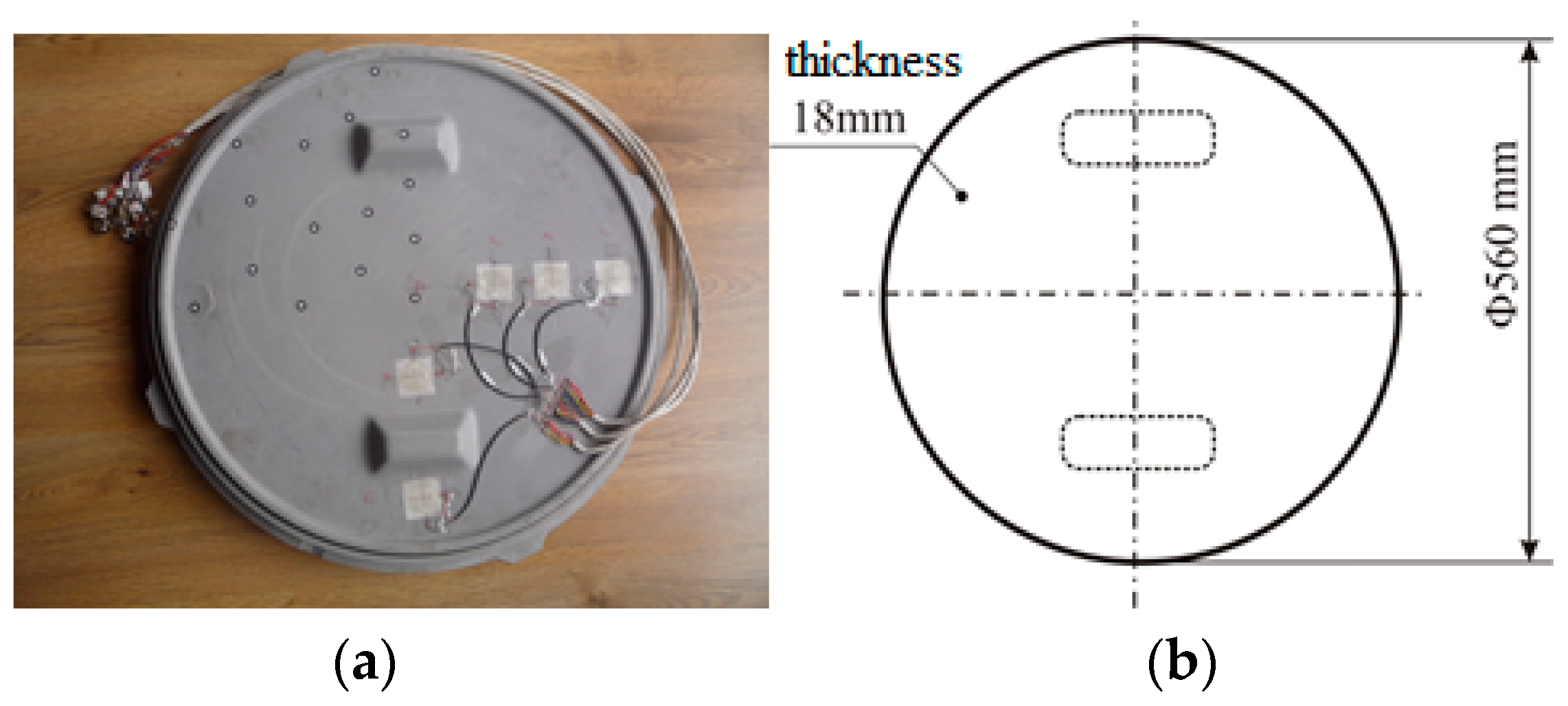
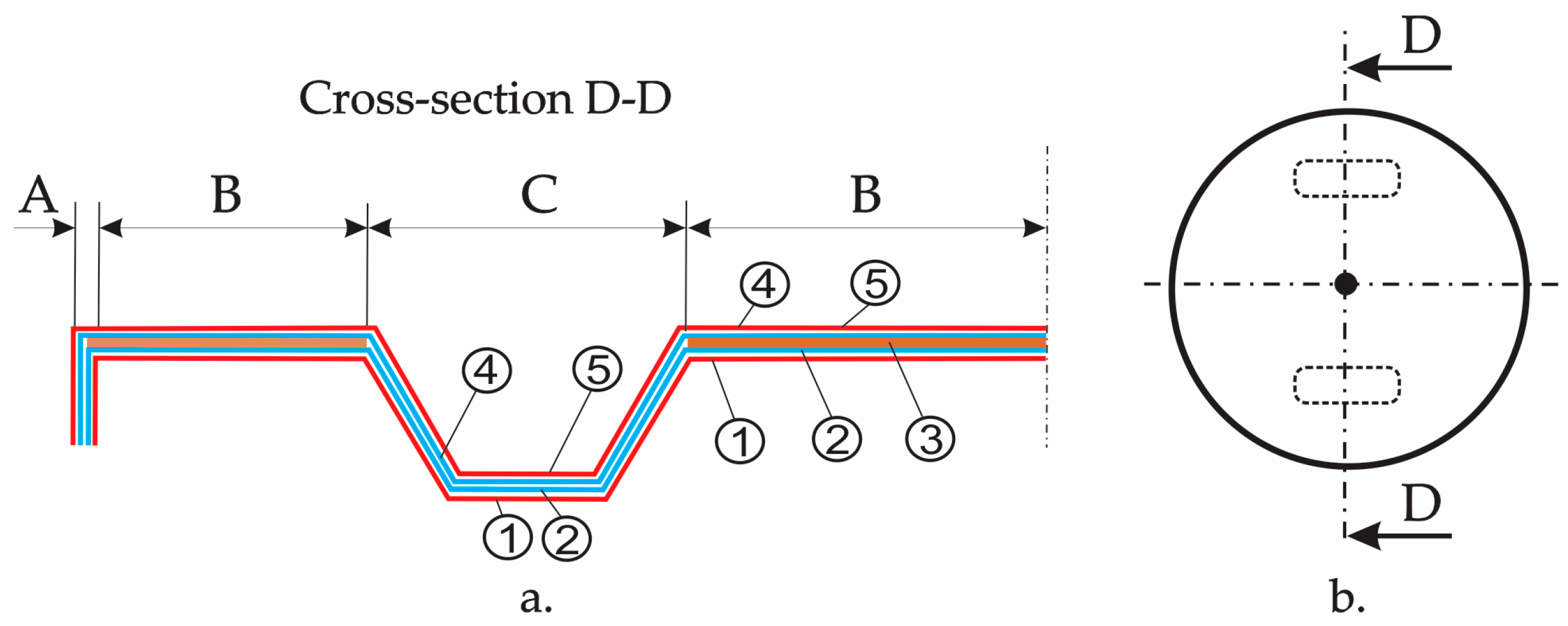
2.1.2. Geometry and Manufacturing of the Manhole Cover
2.2. Mechanical Testing
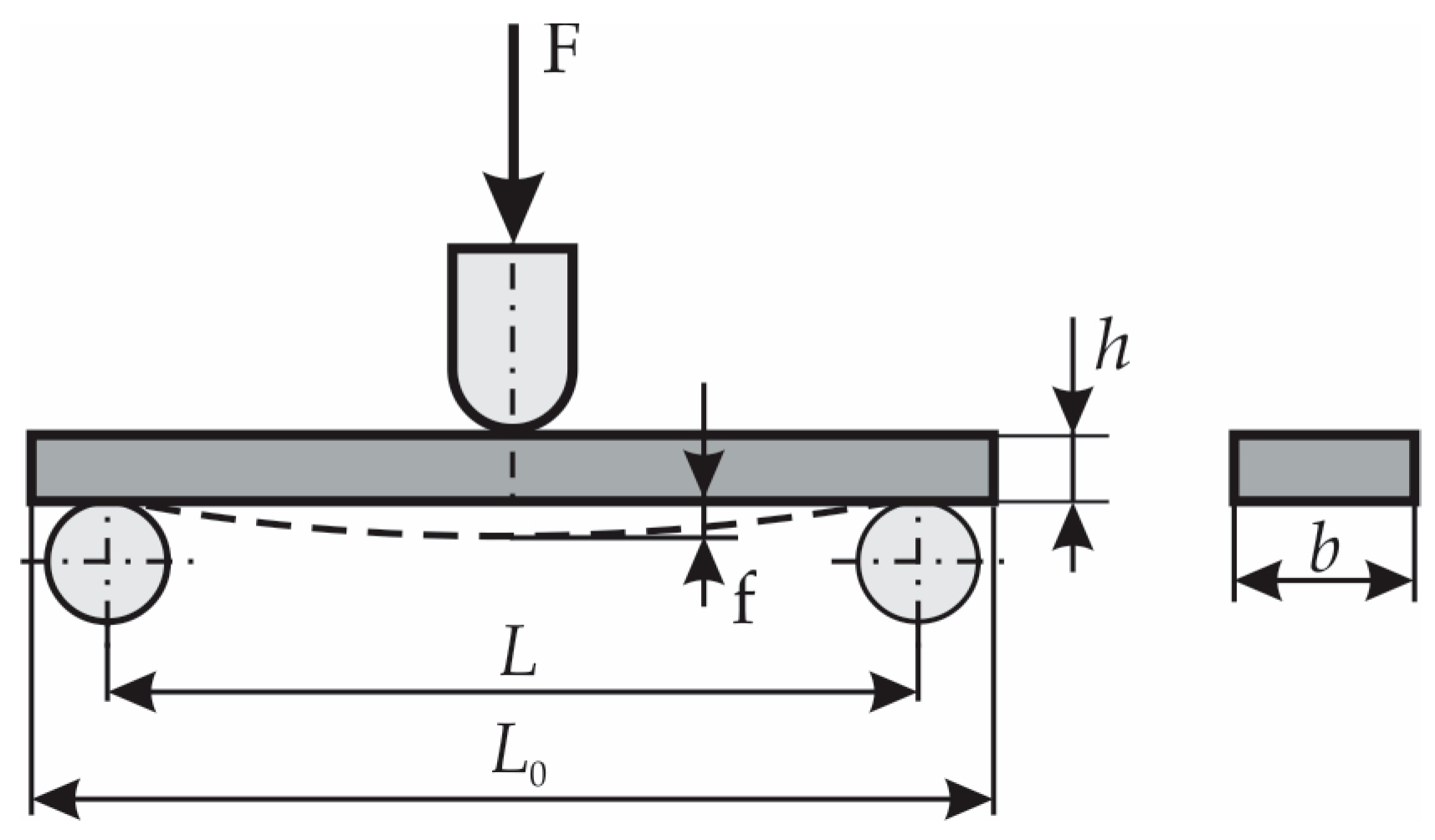
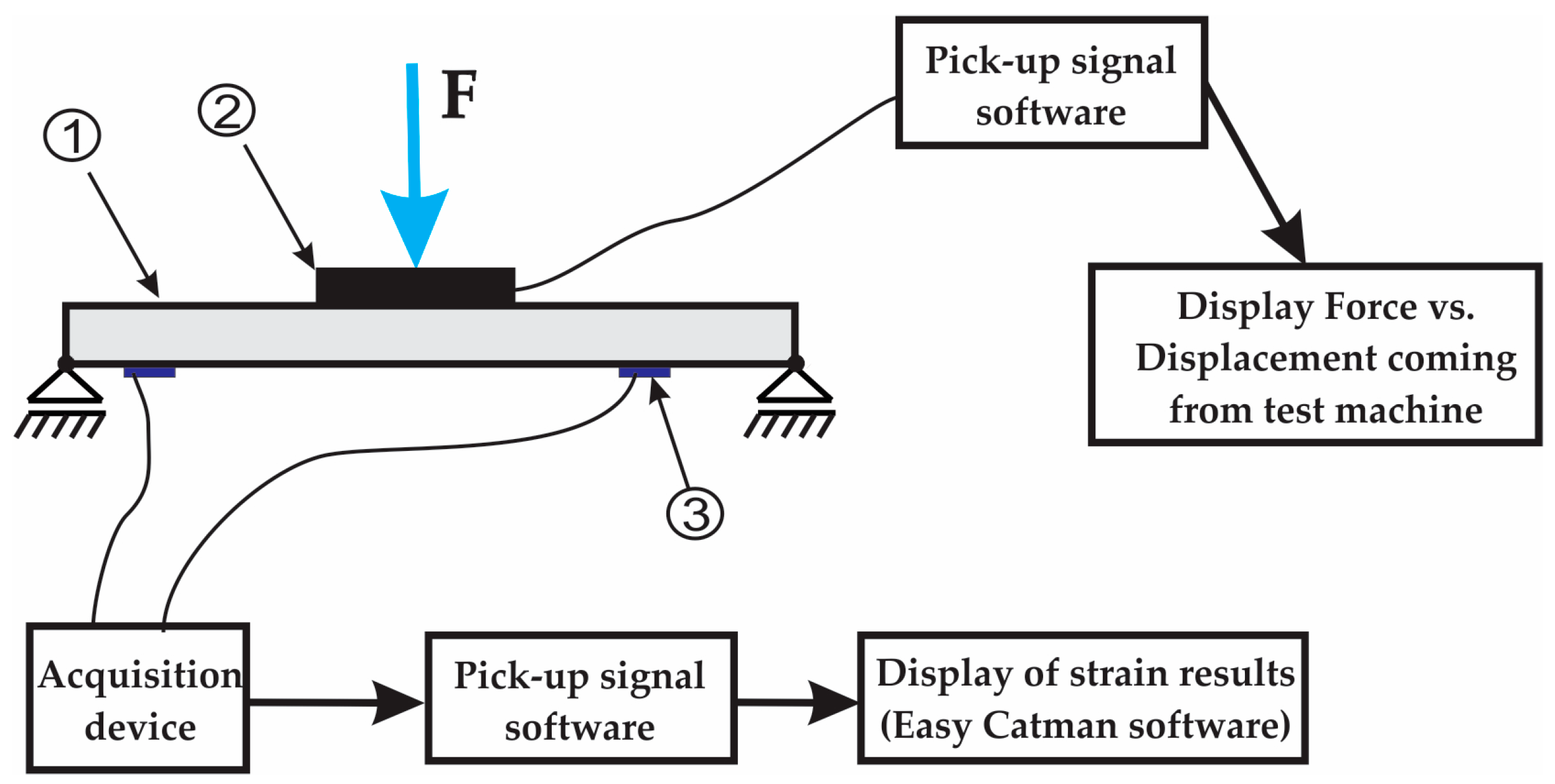
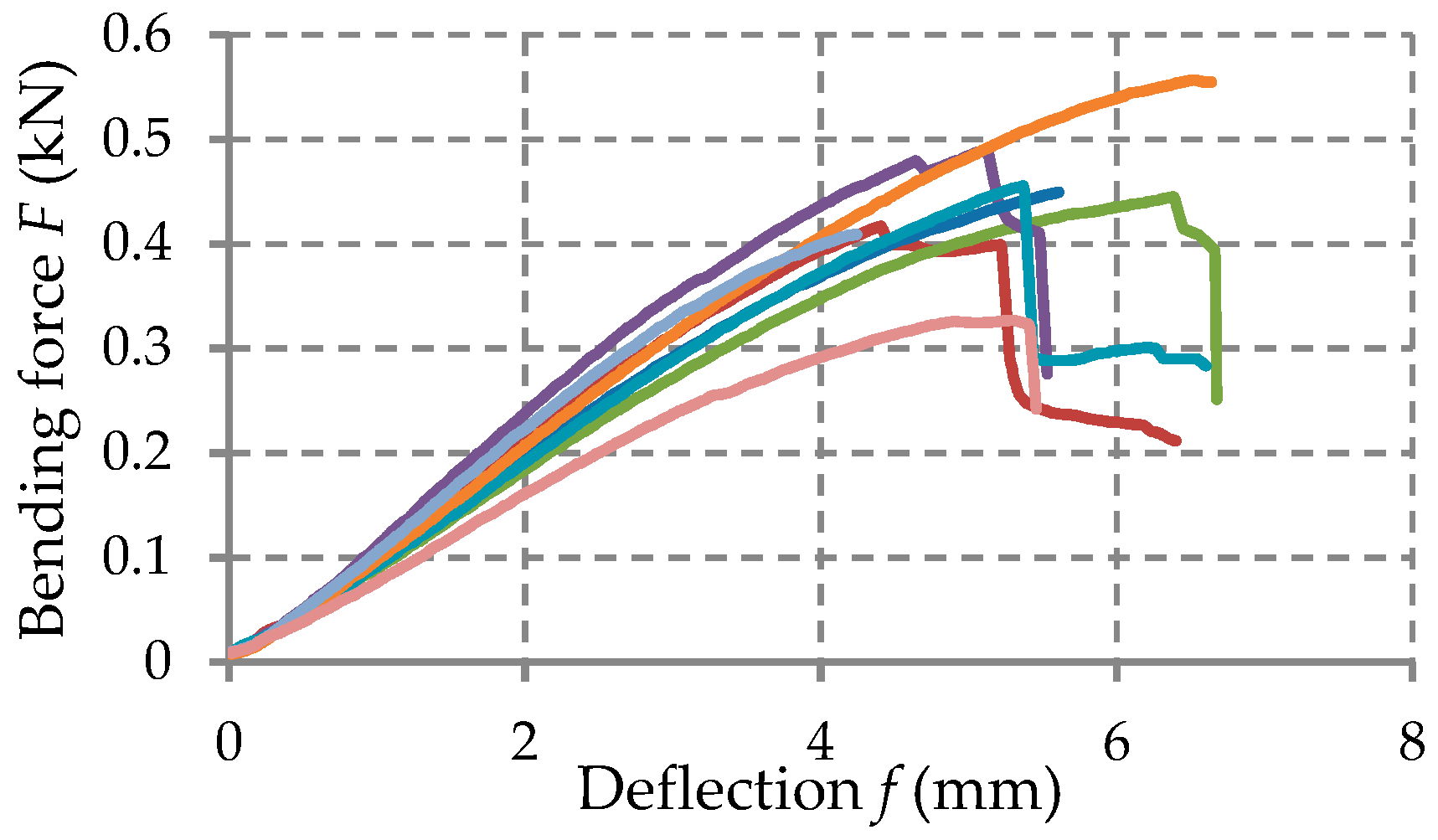
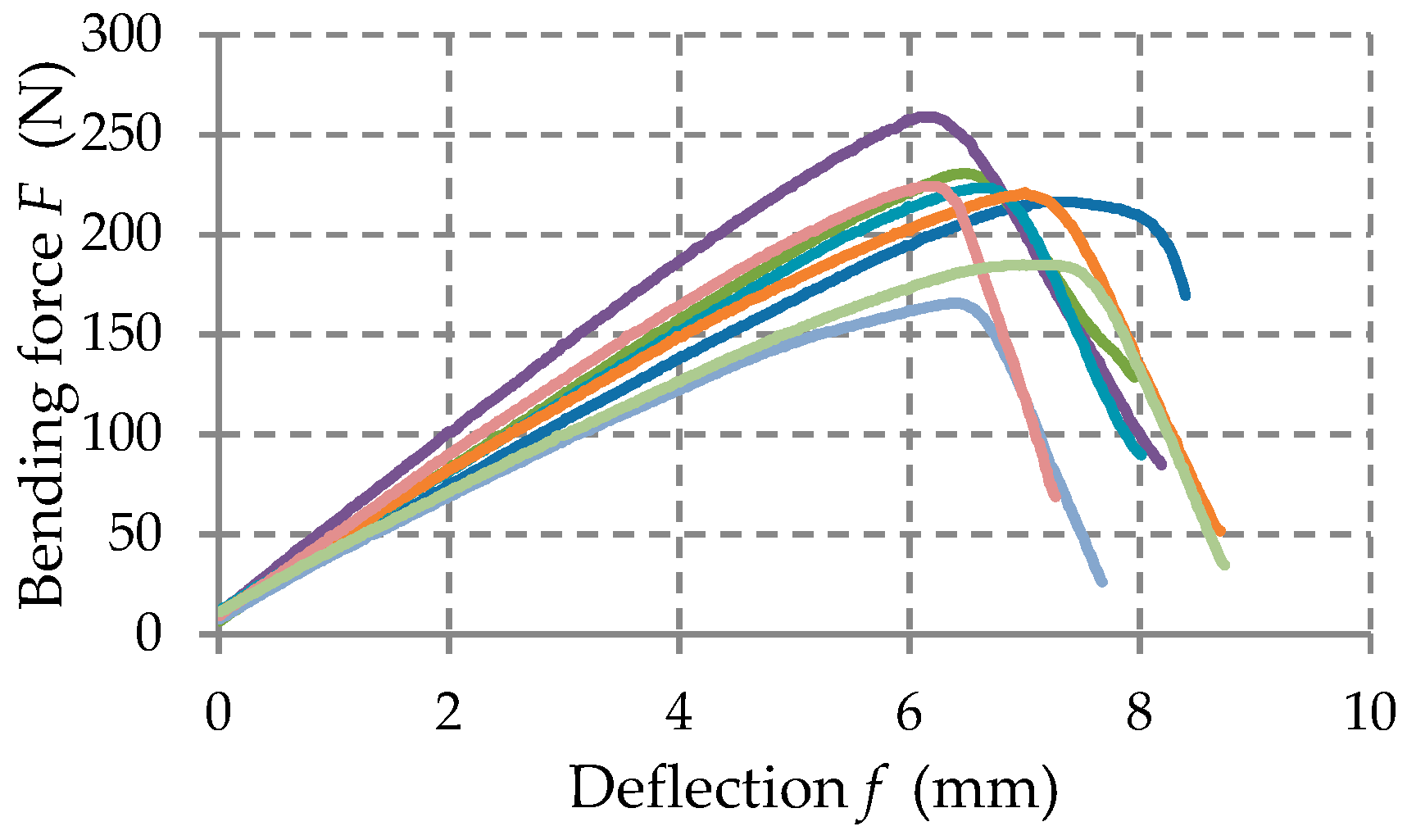
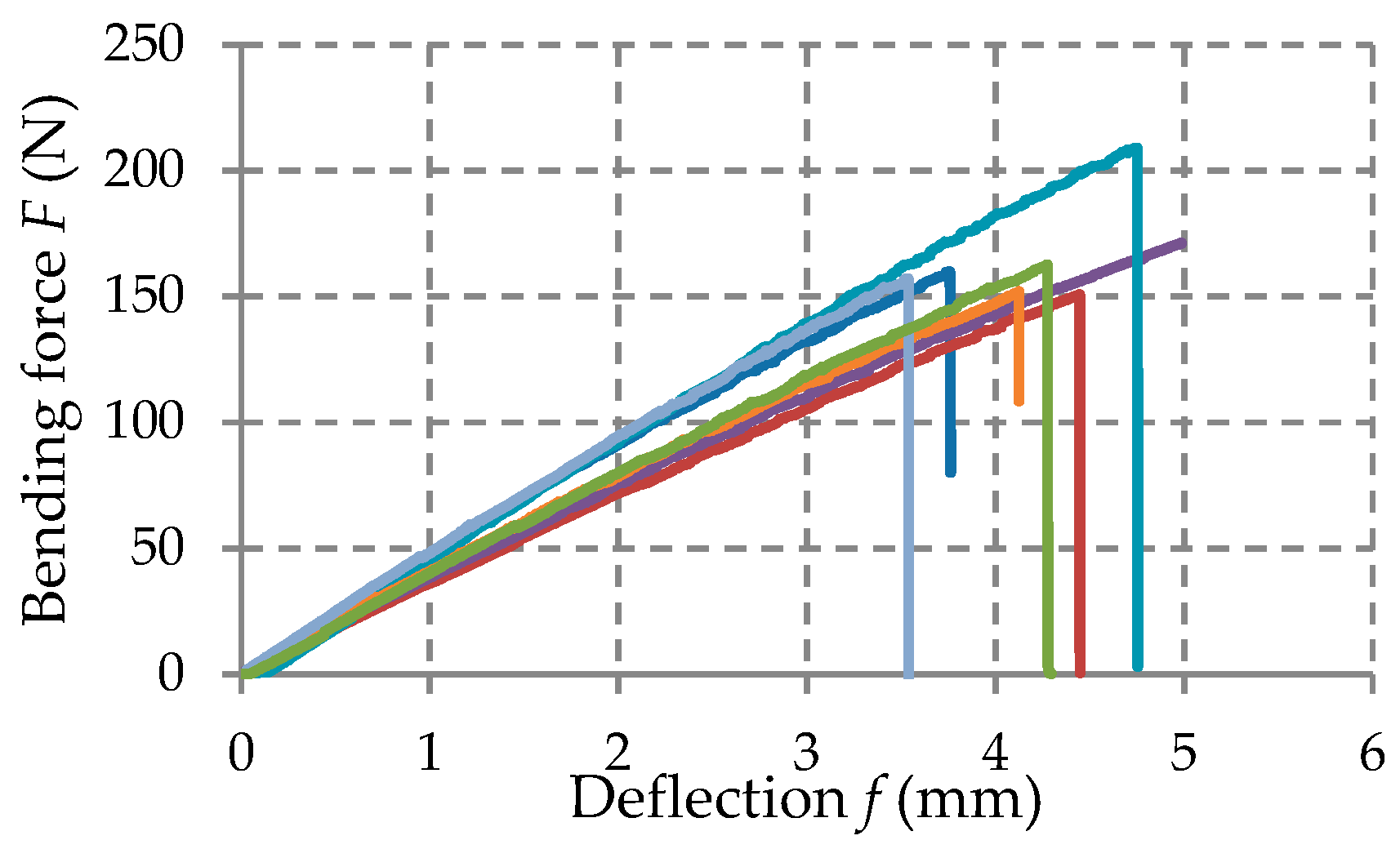
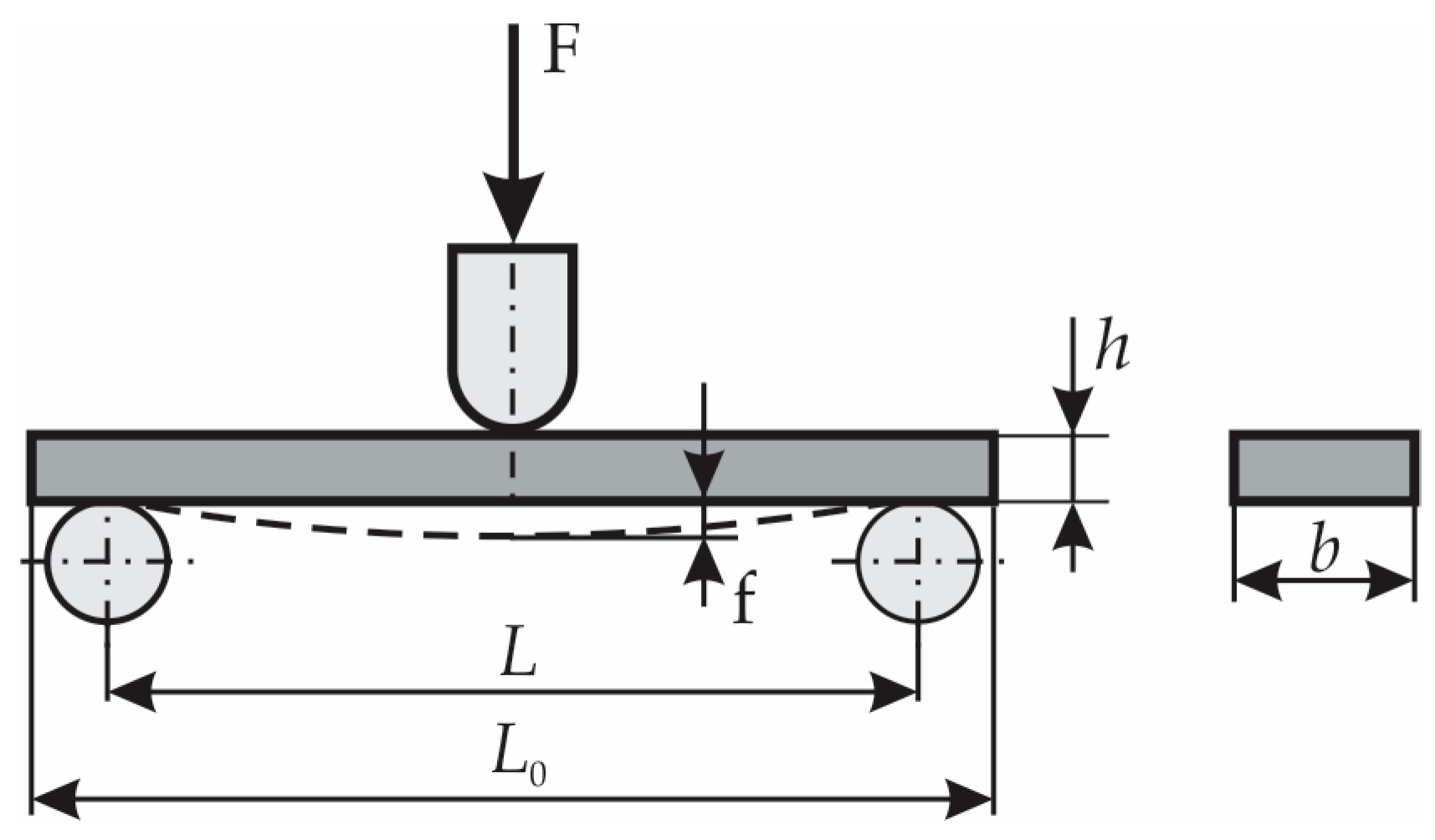
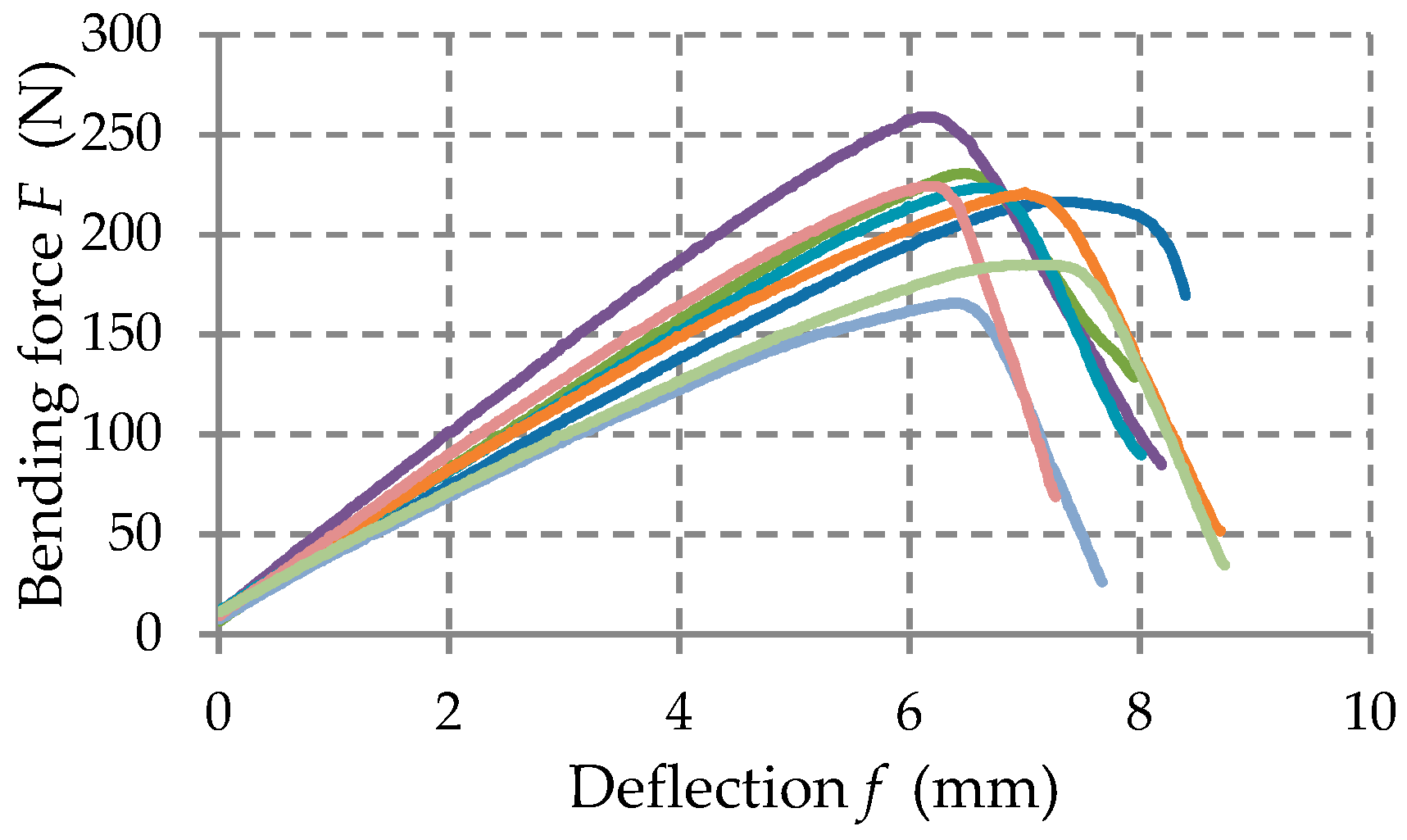
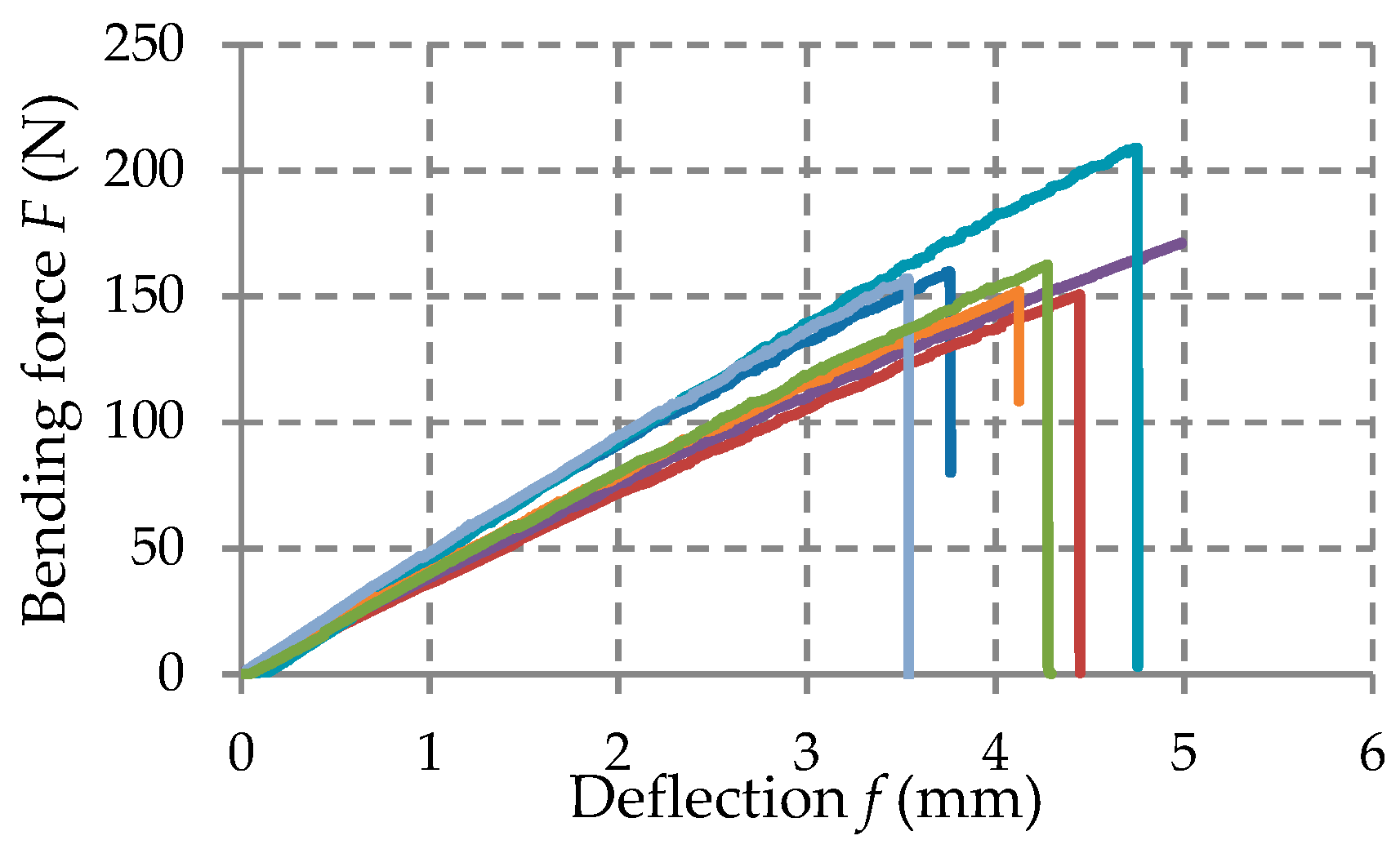
2.2.1. Coupon Tests
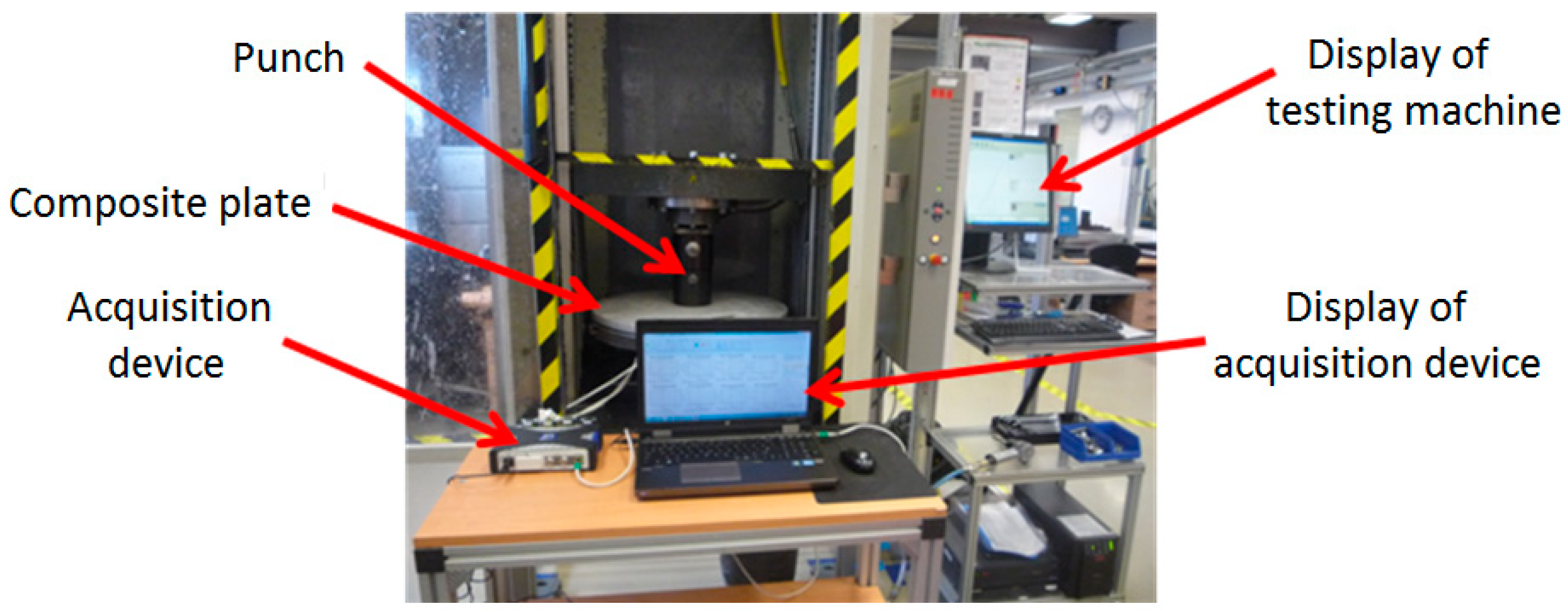
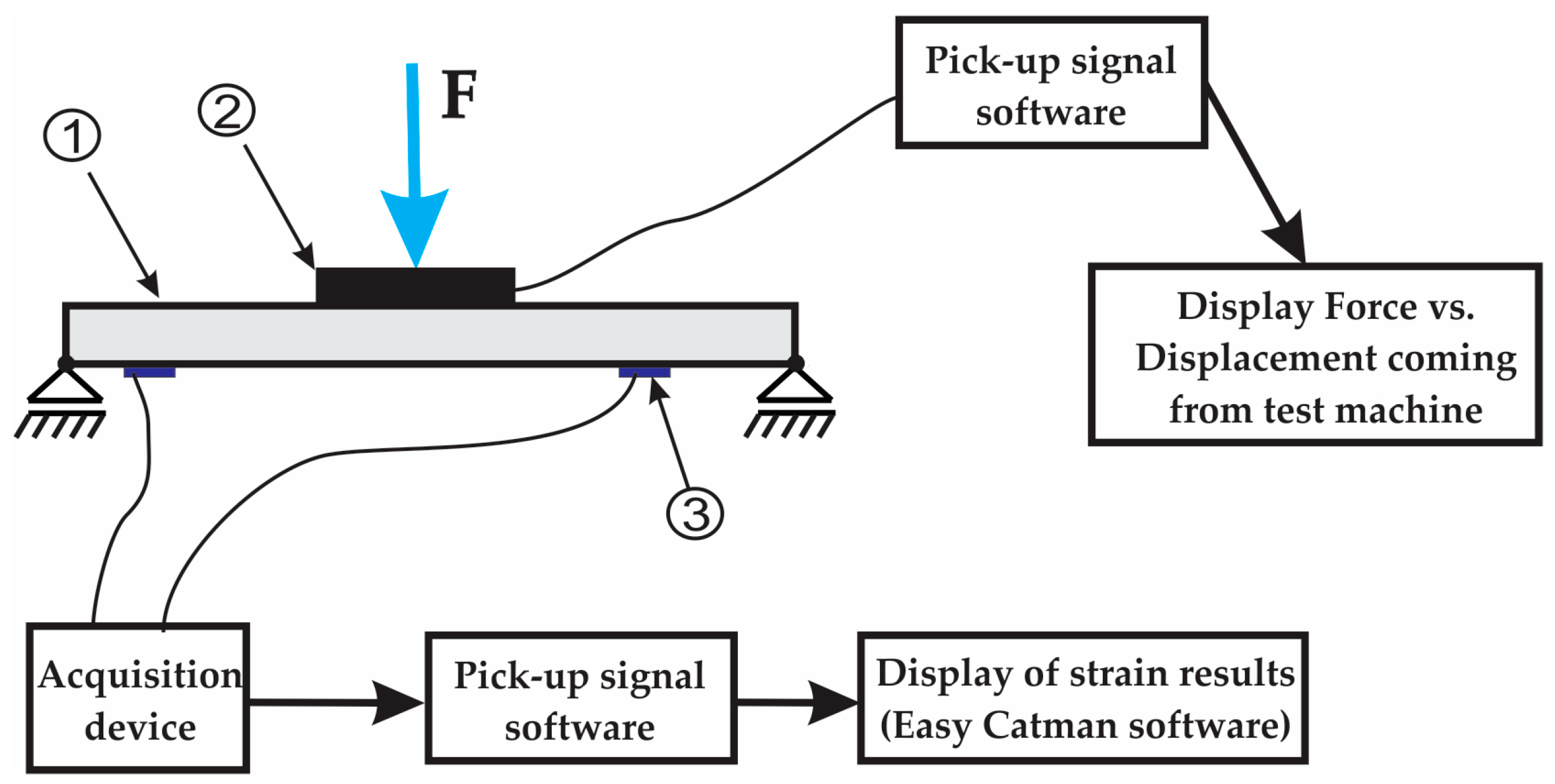
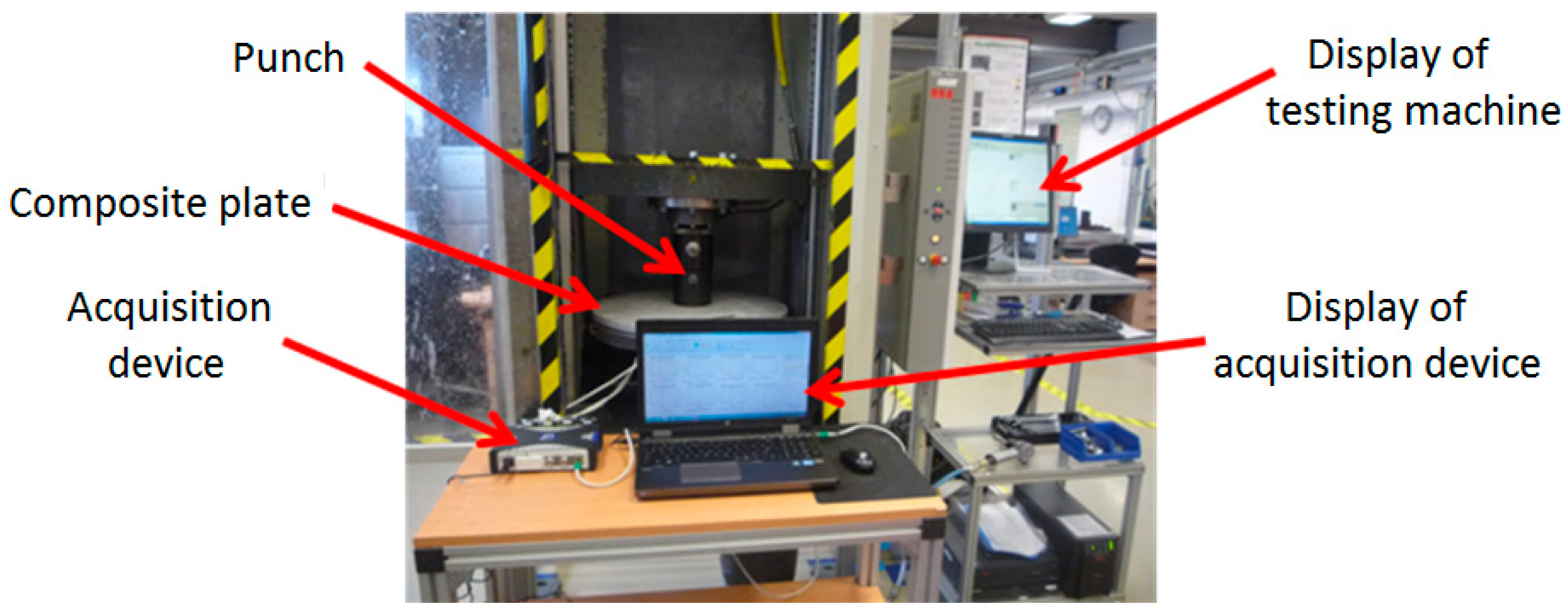
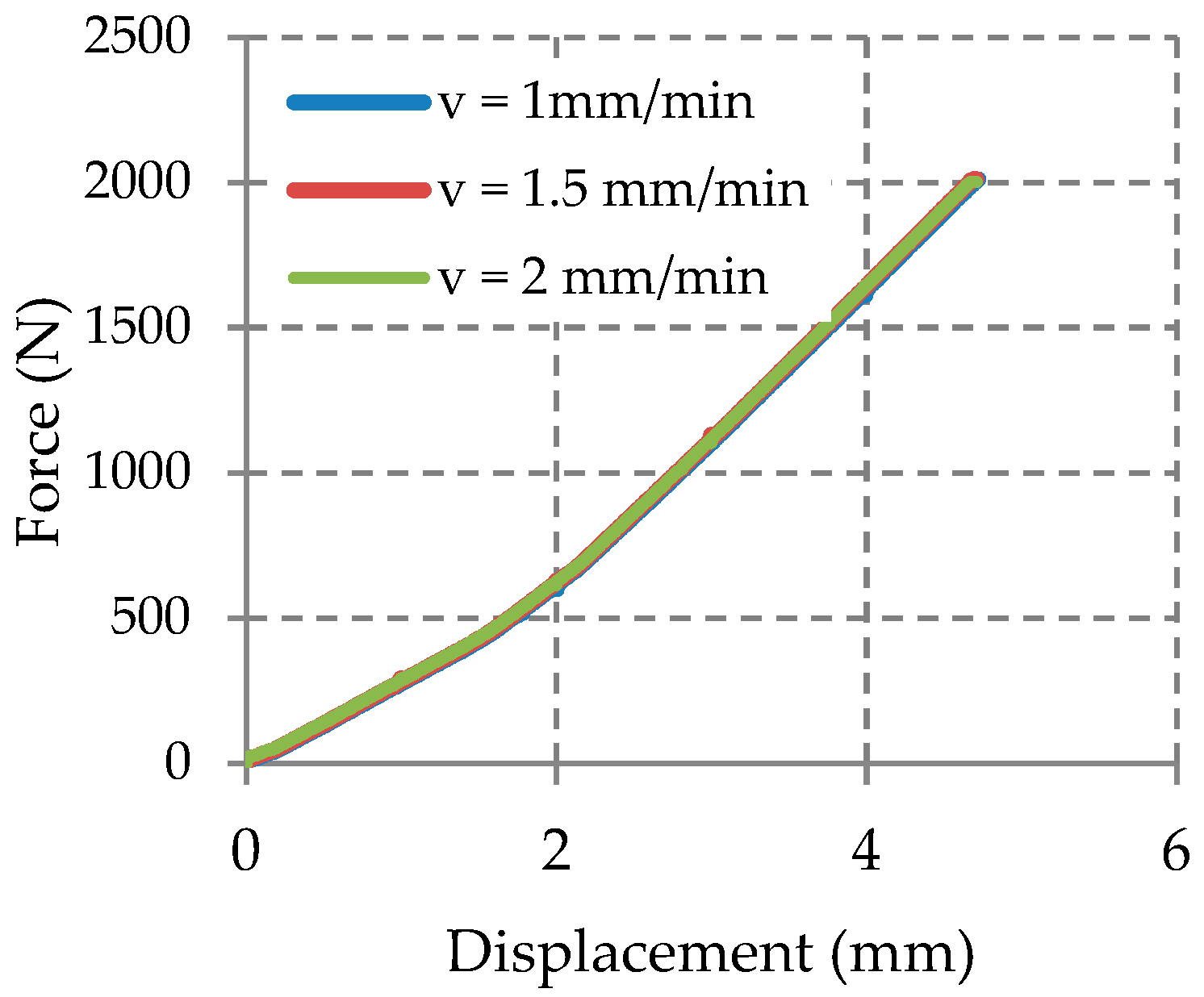
2.2.2. Testing of Manhole Cover
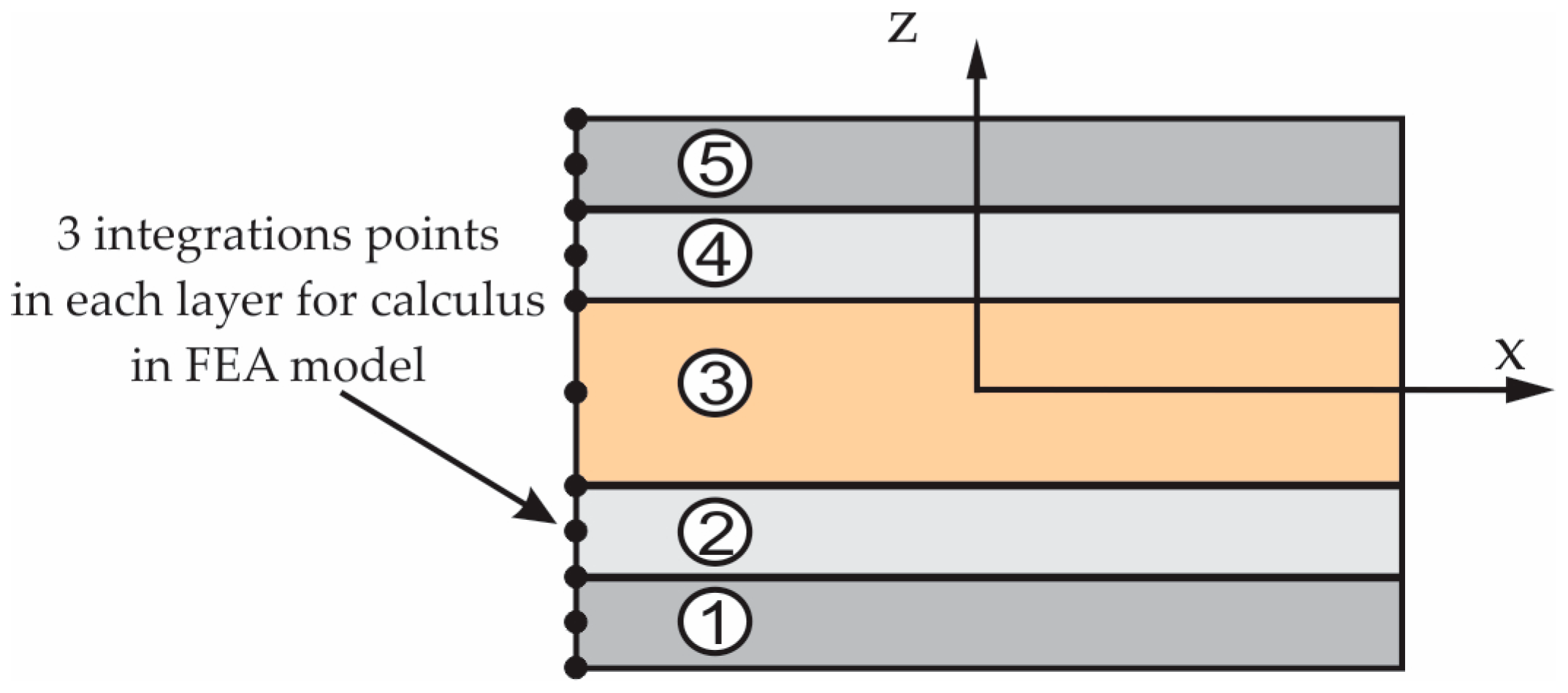
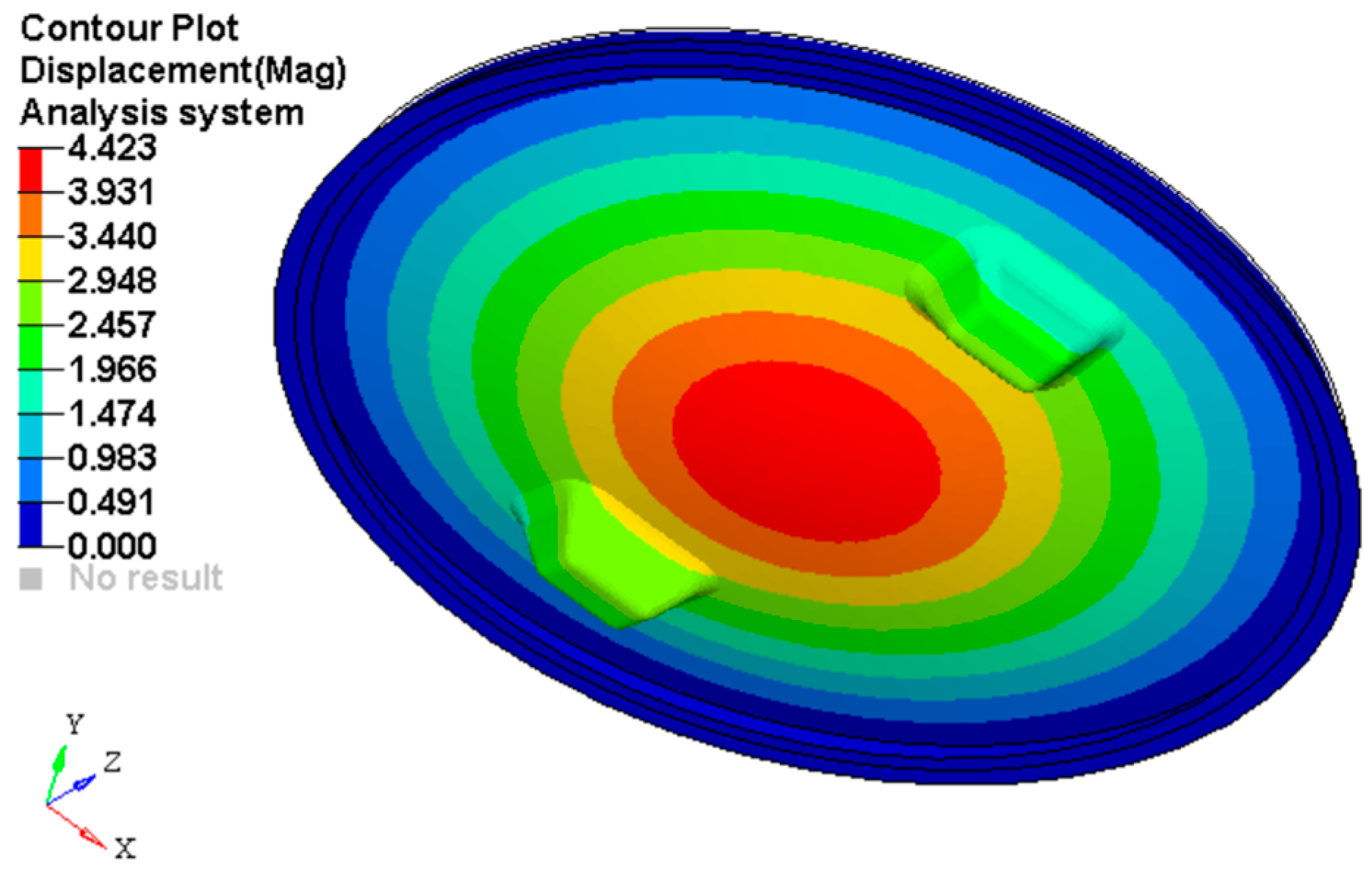
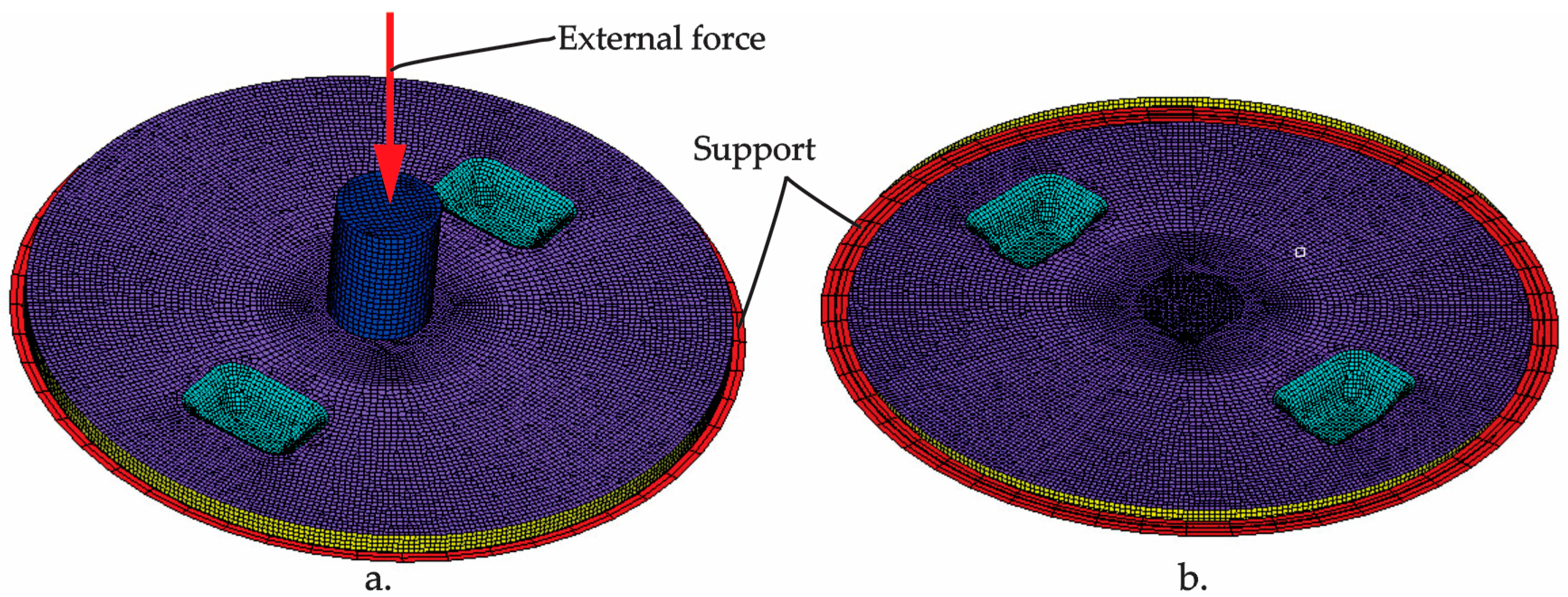
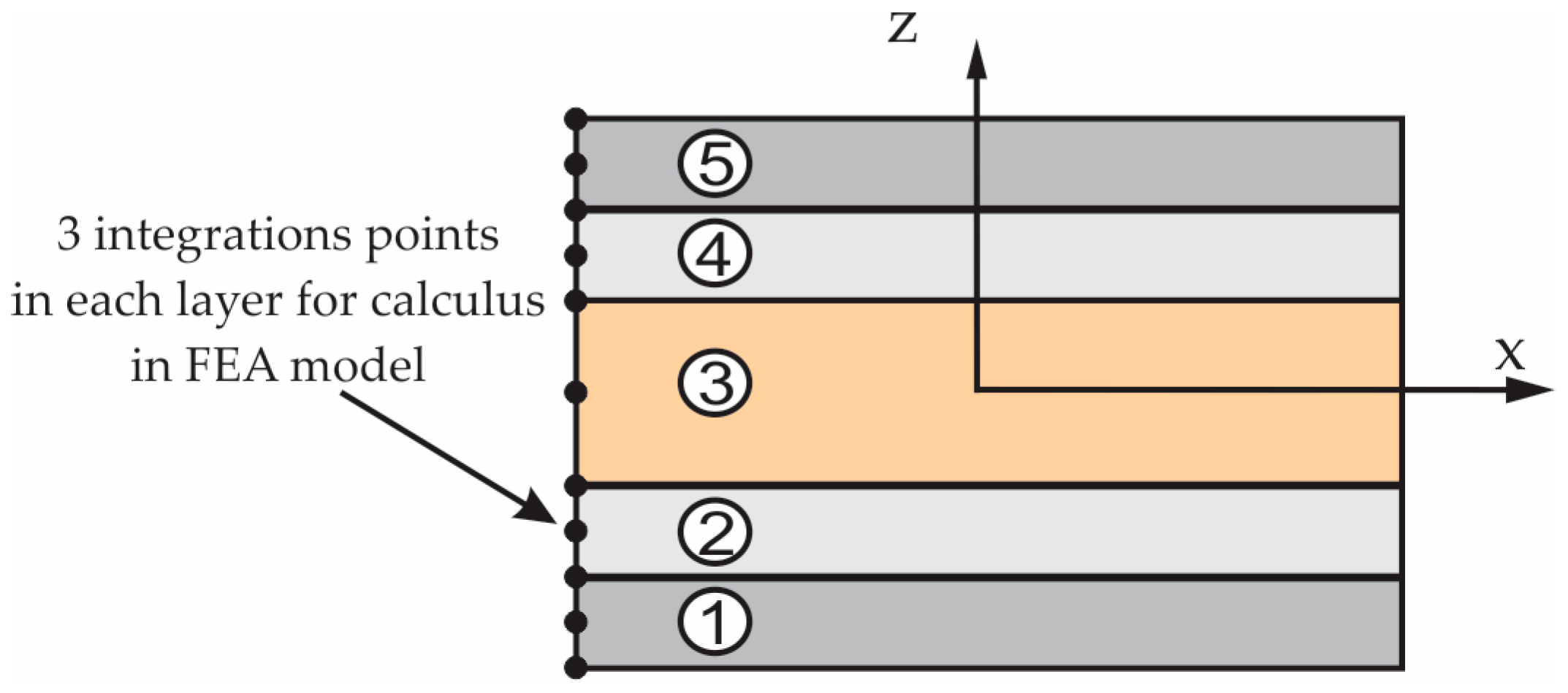
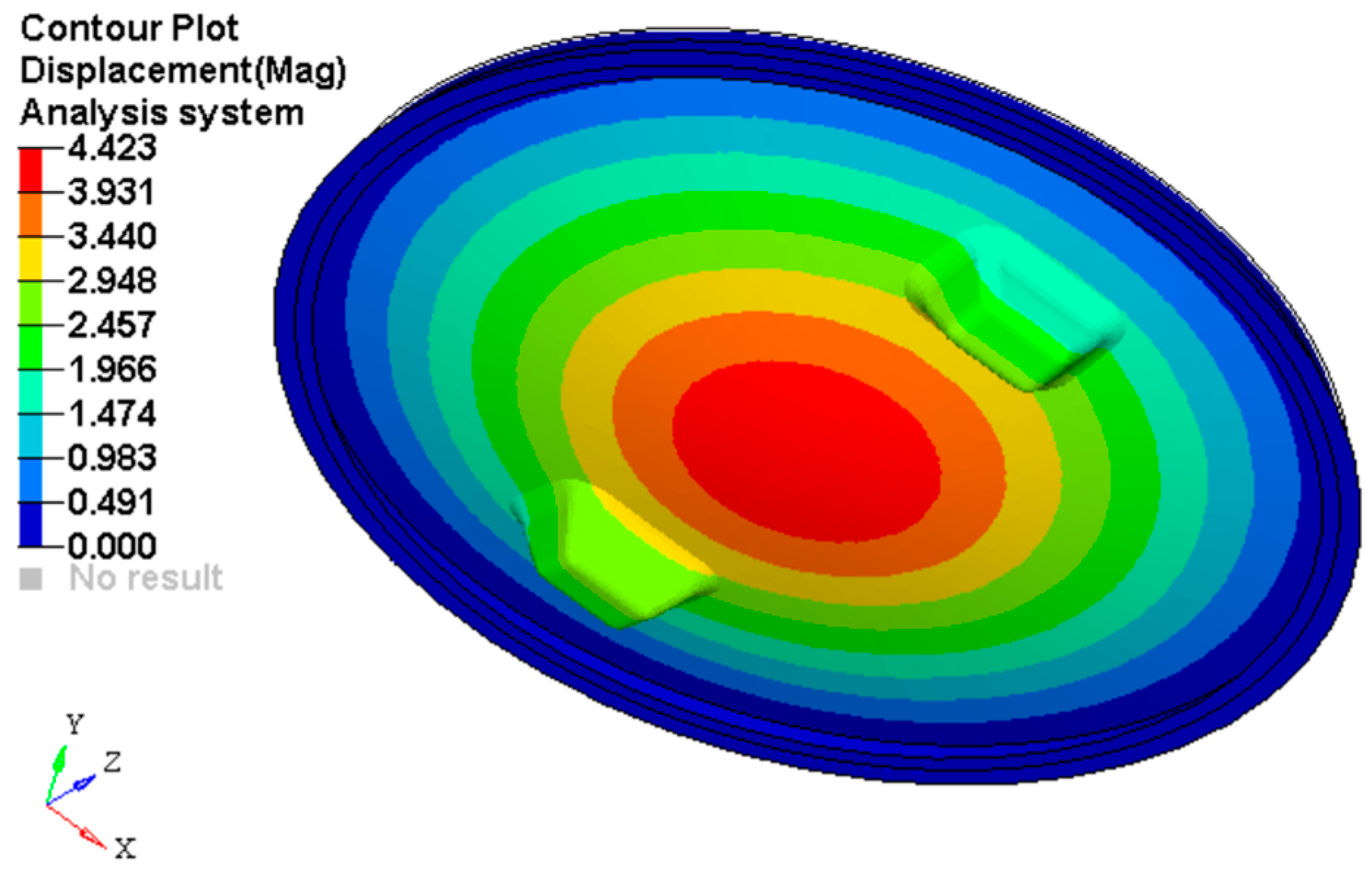
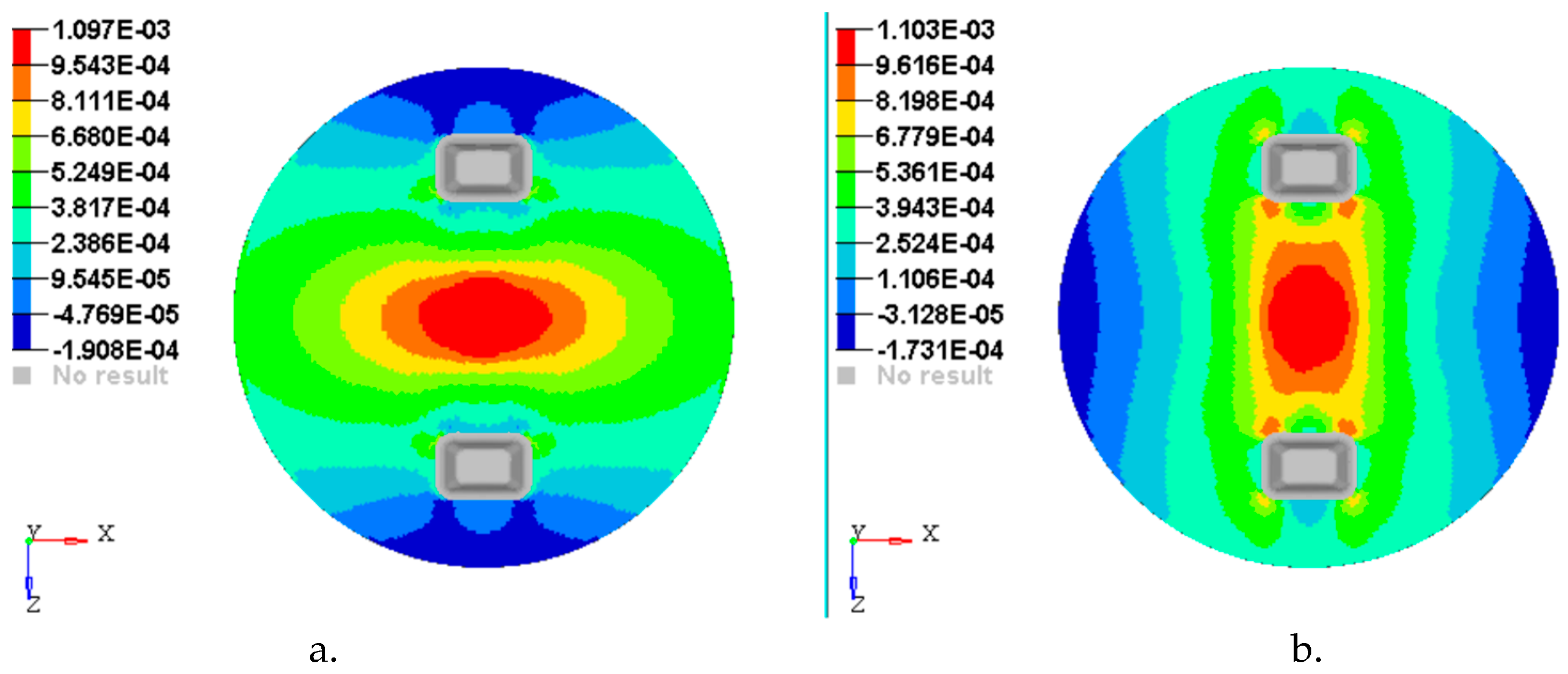
2.3. Finite Element Analysis of the Manhole Cover
3. Results
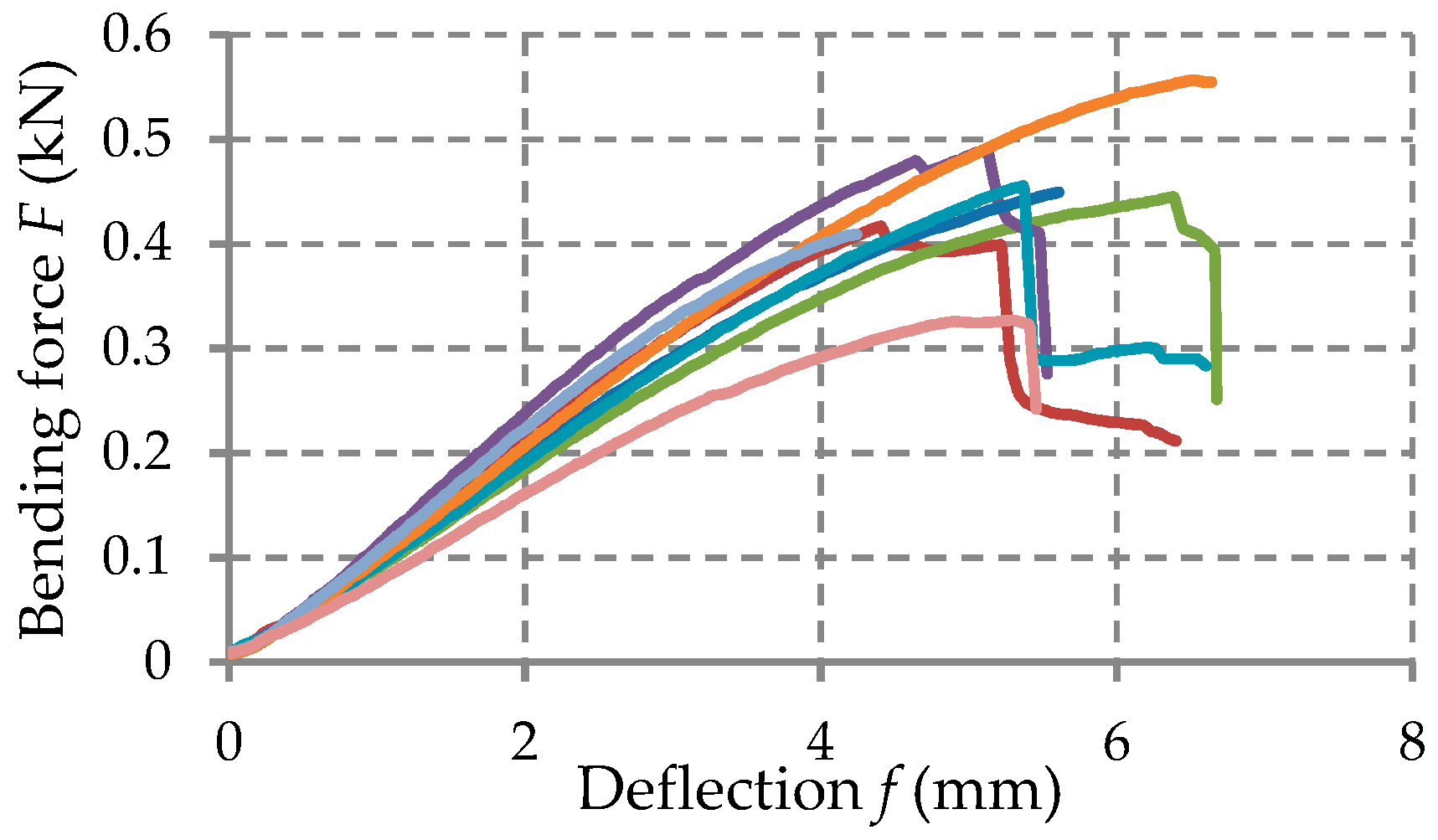
3.1. Results Obtained in Testing of the Materials
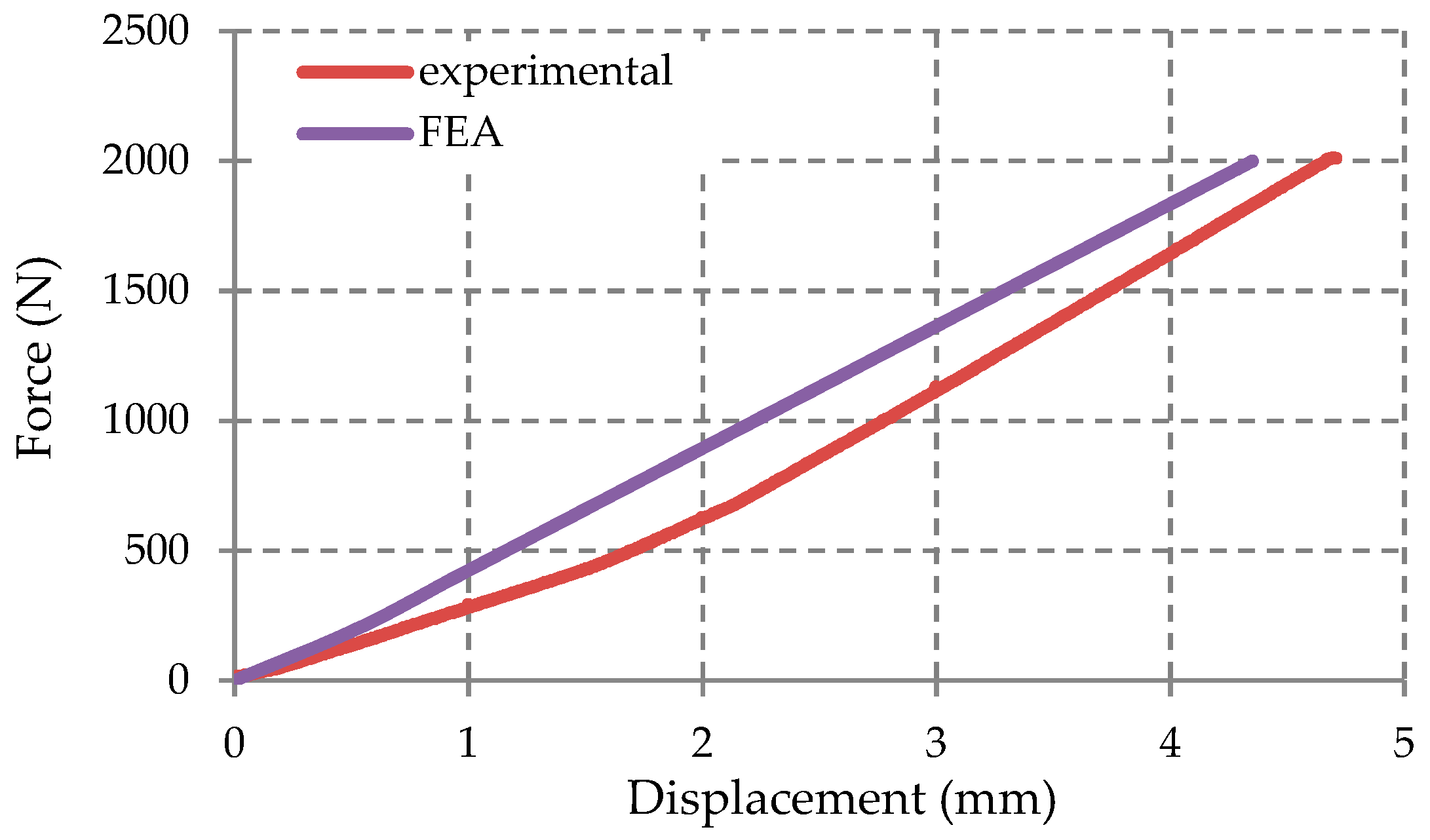
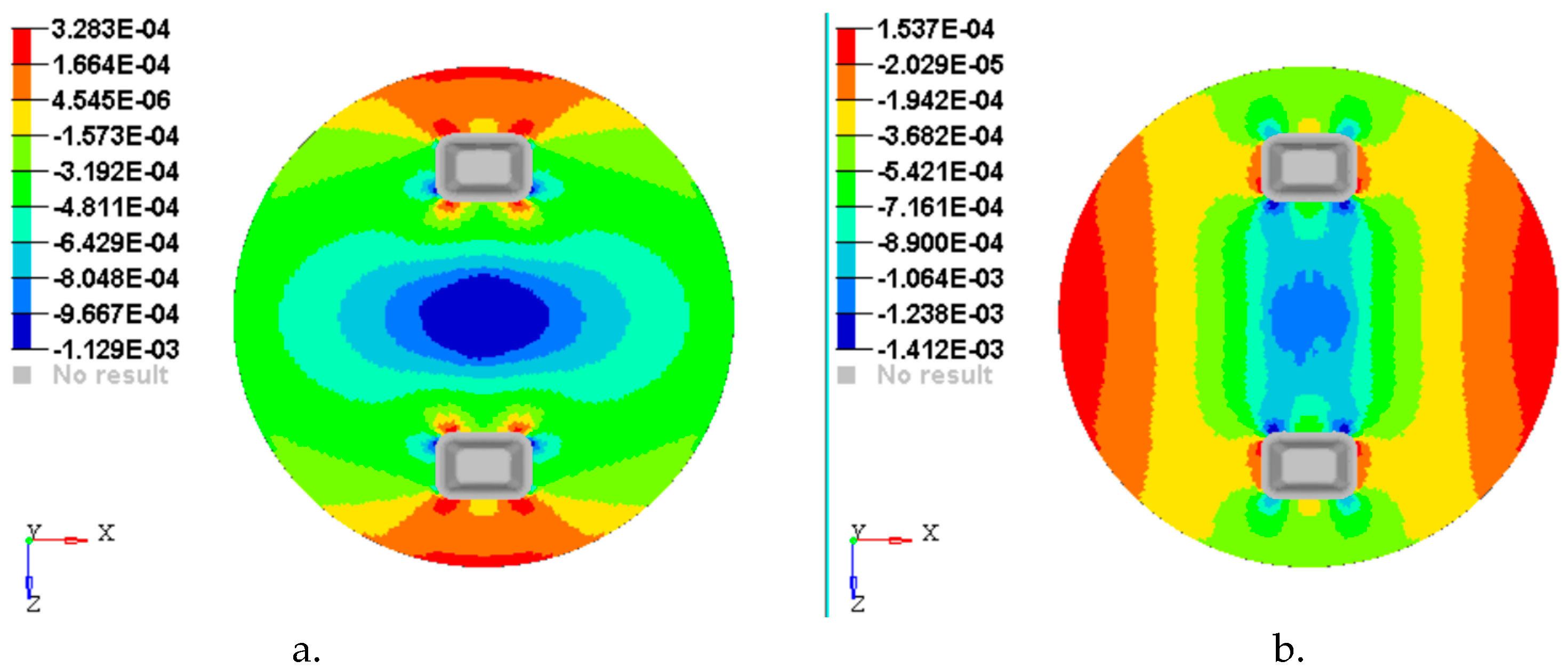
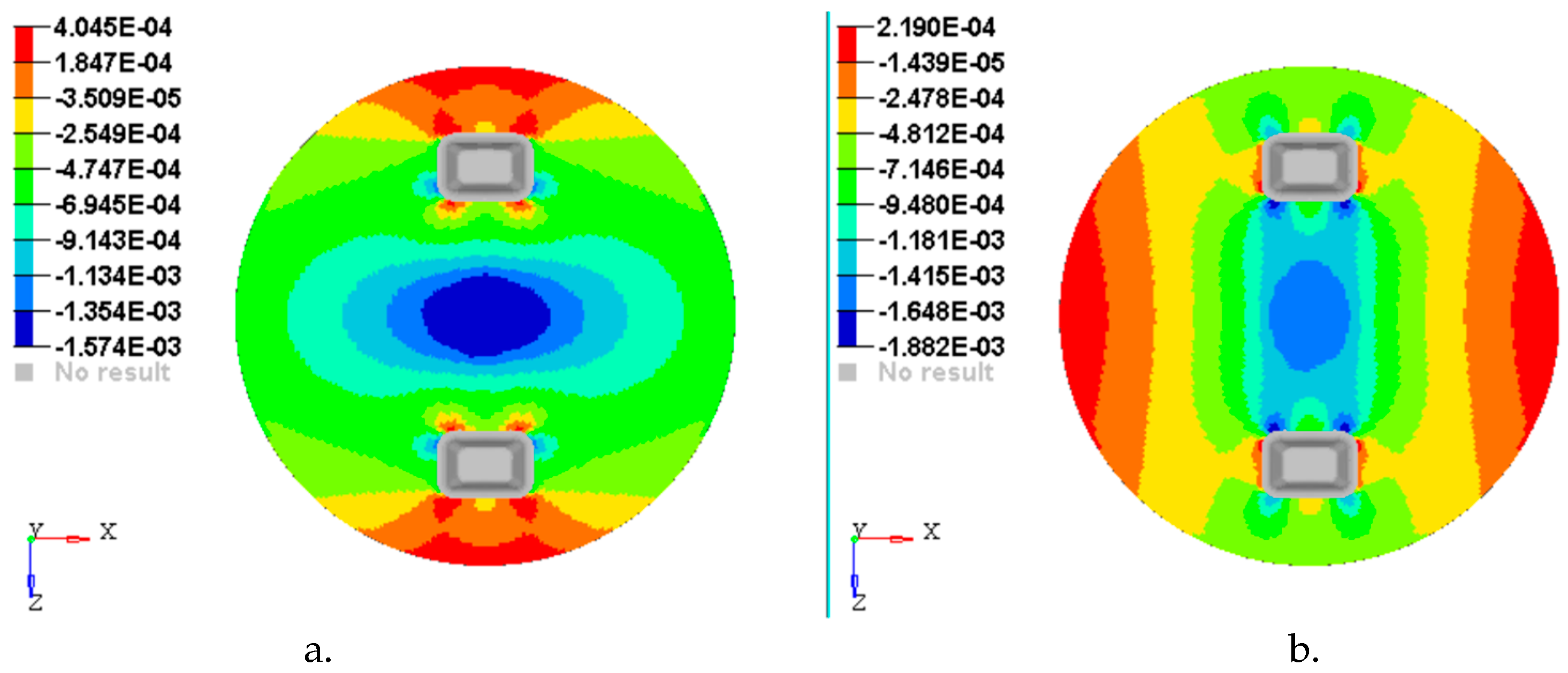
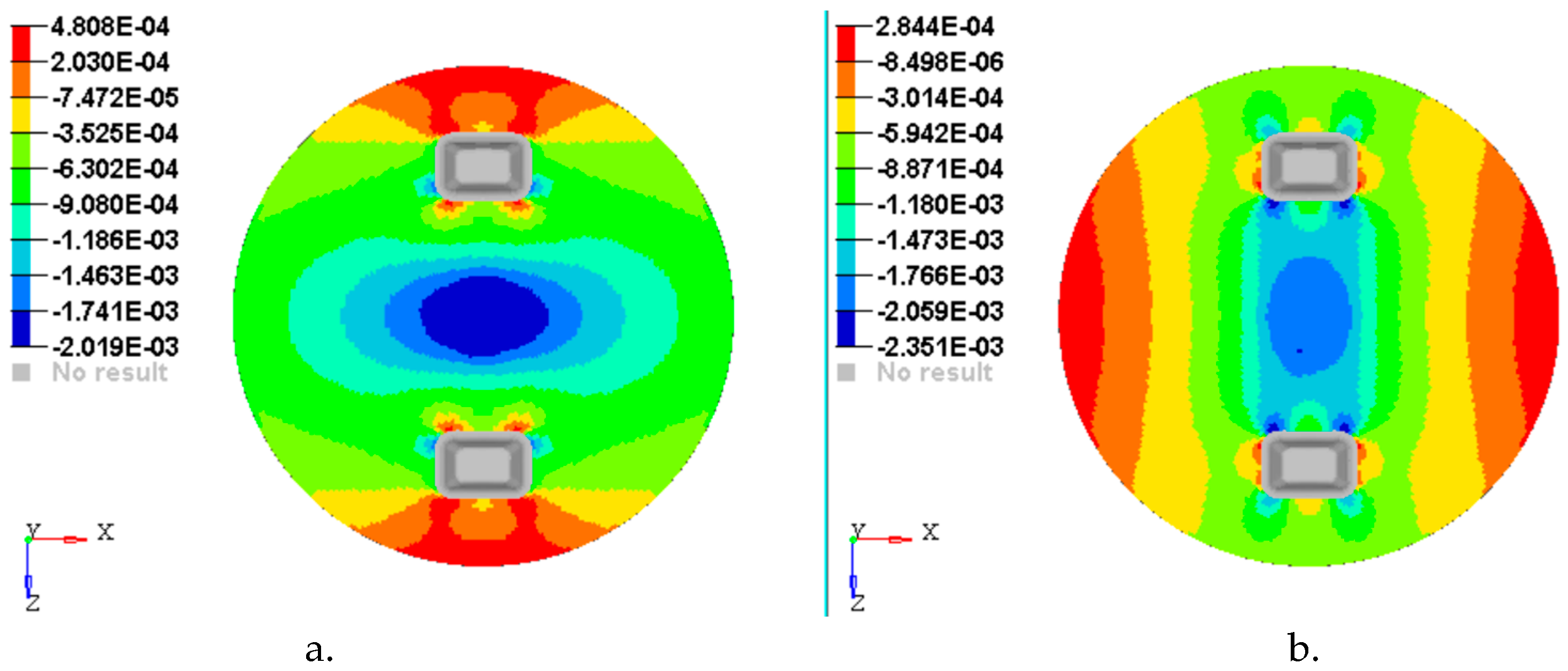
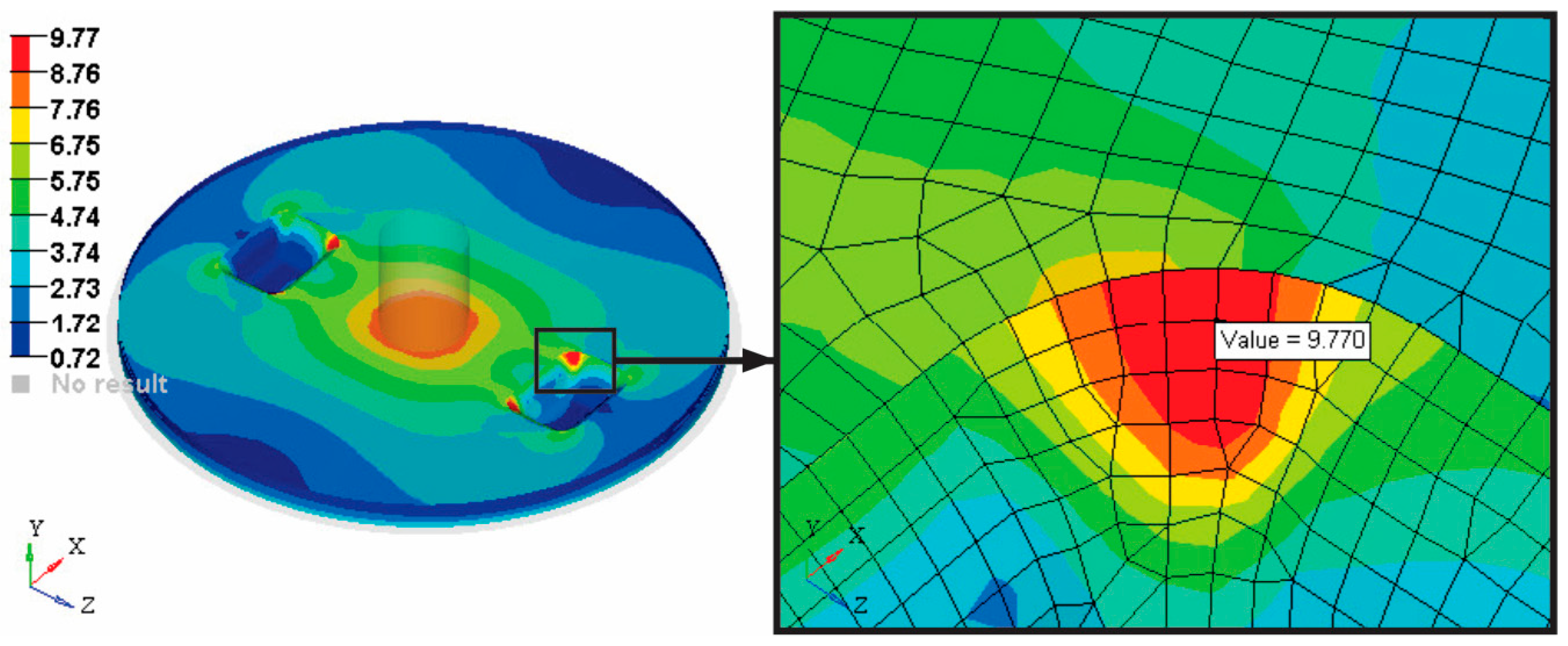
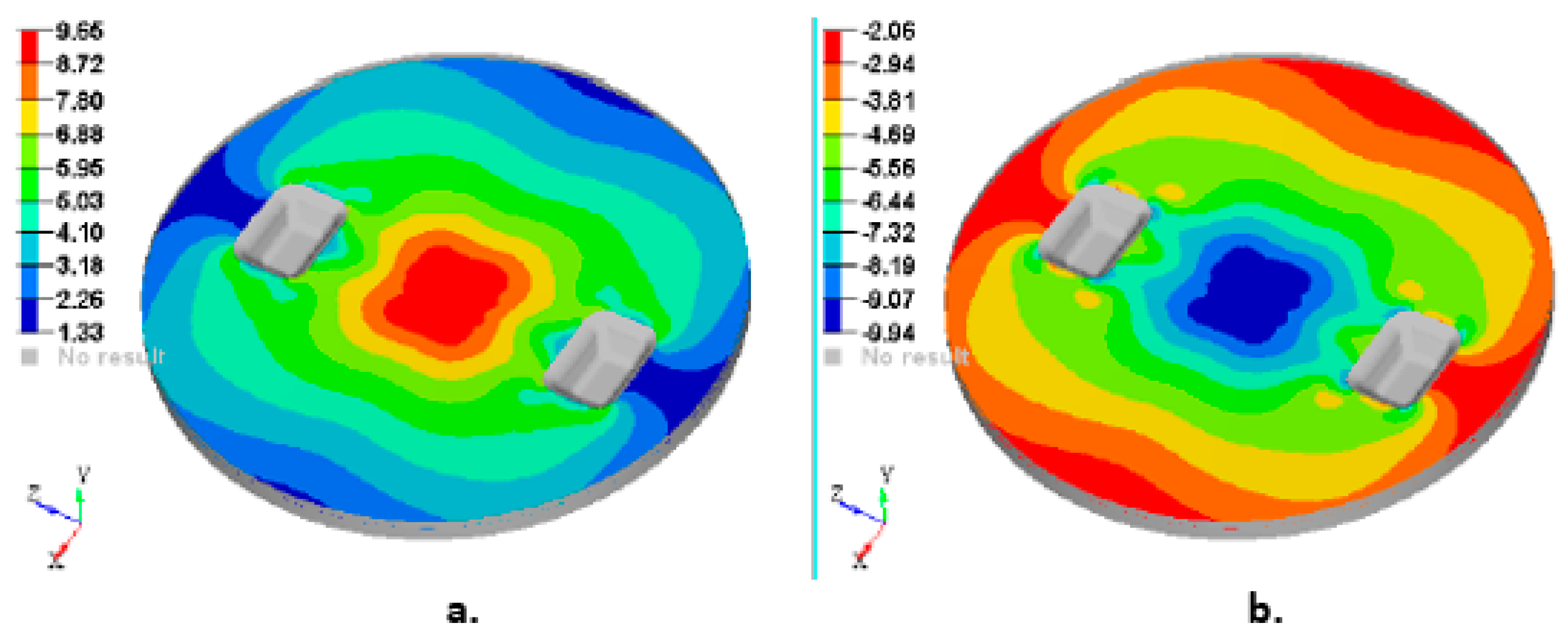
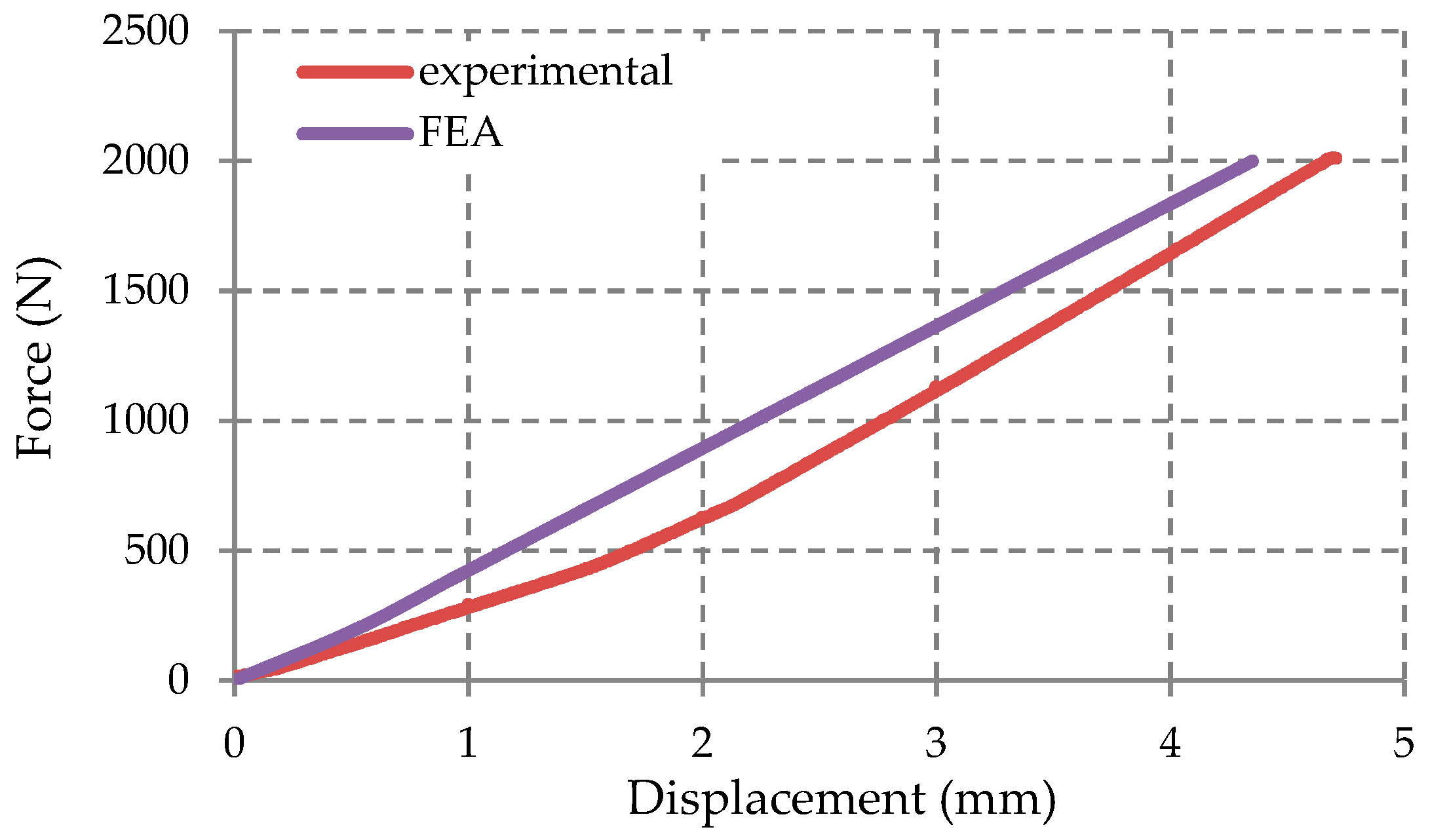
3.2. Results Obtained from FEA
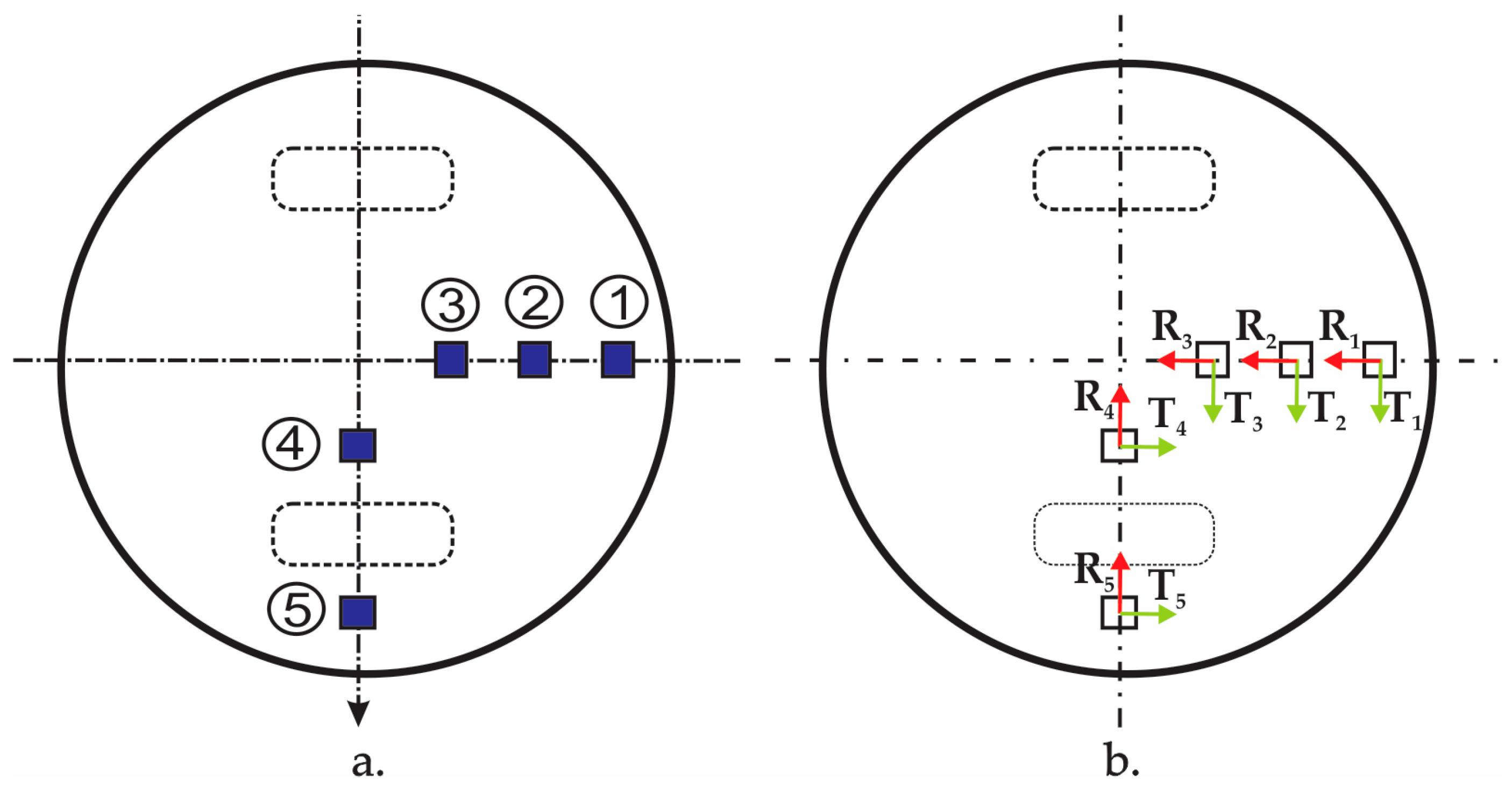
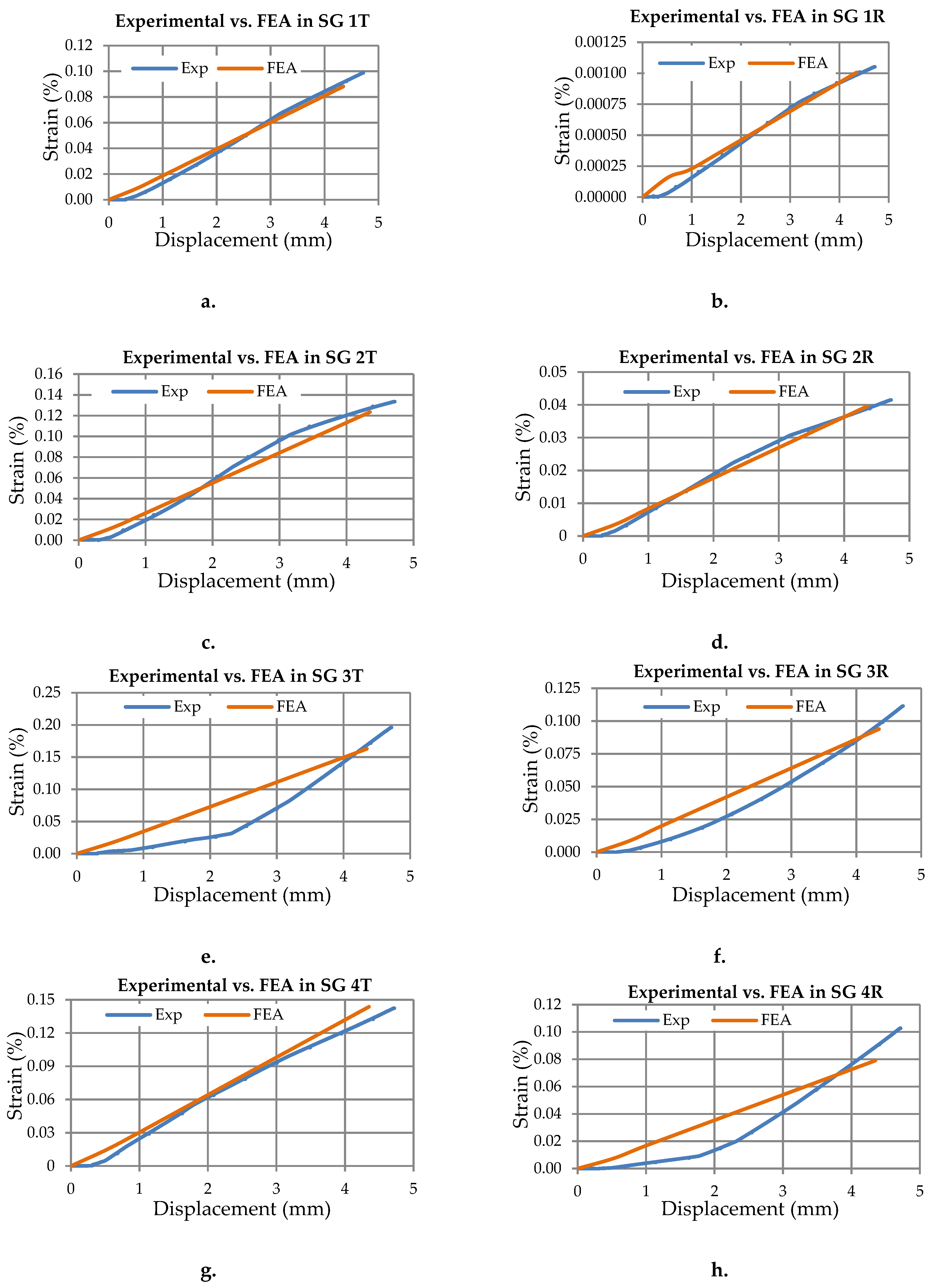
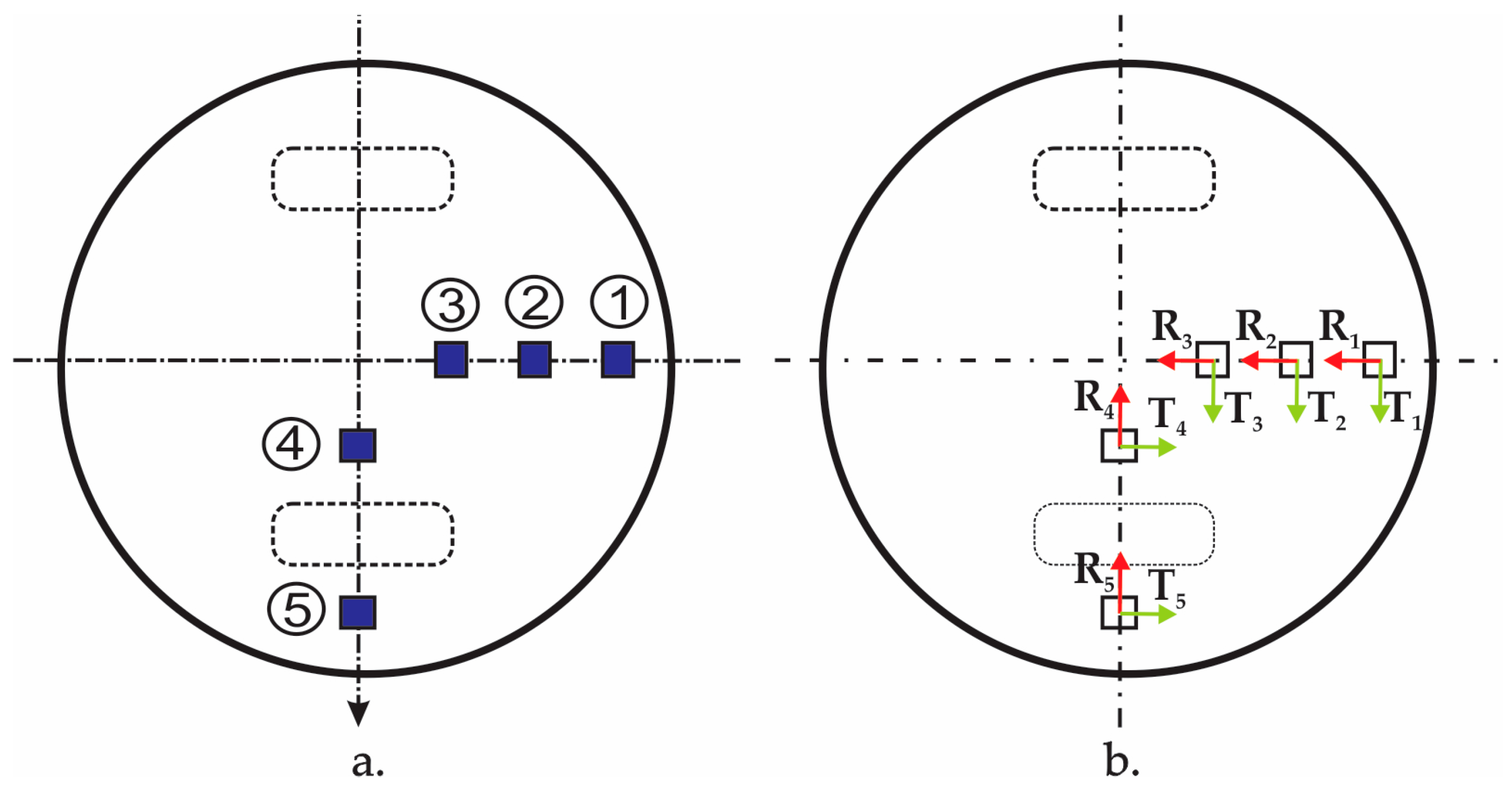
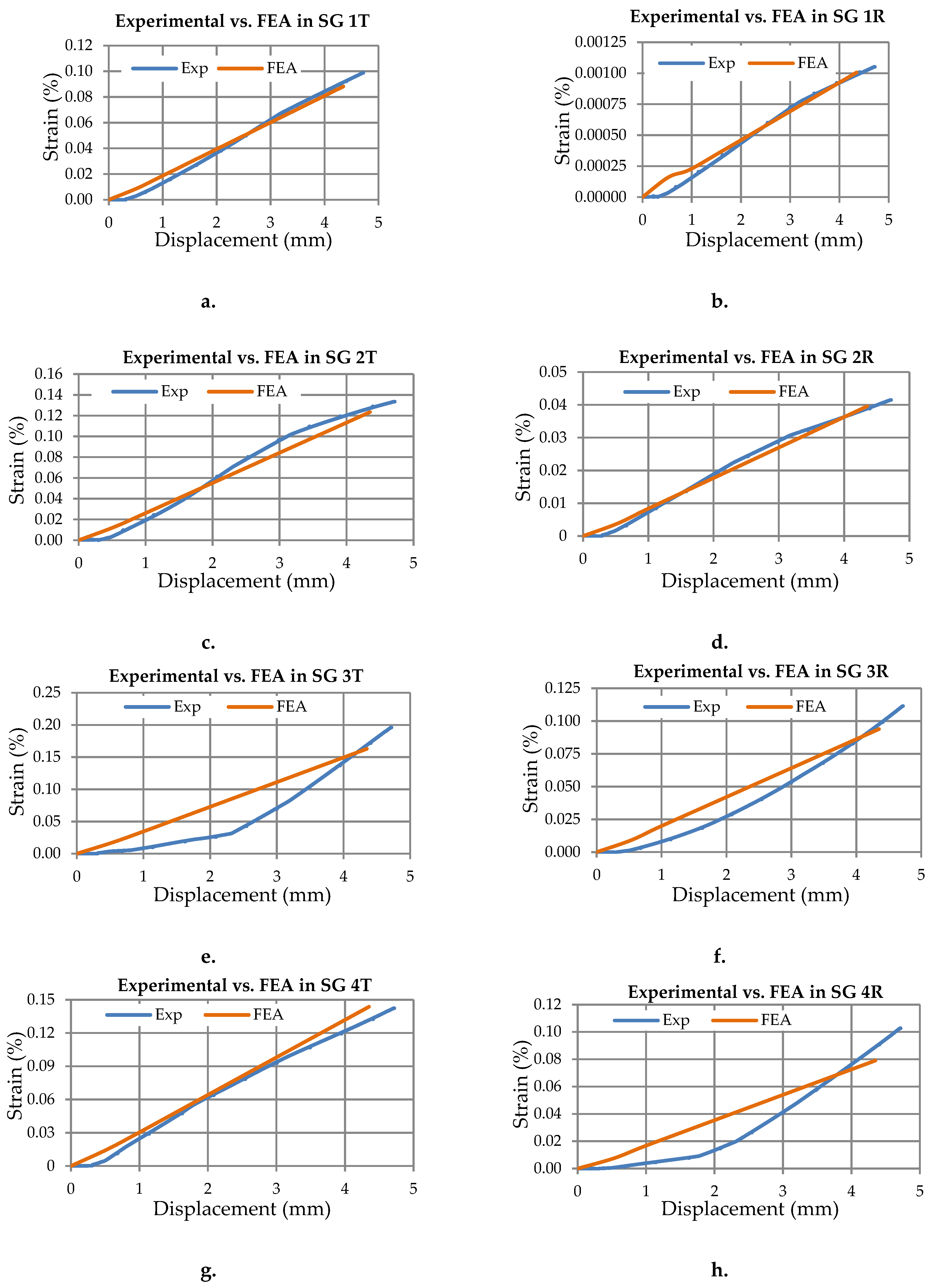
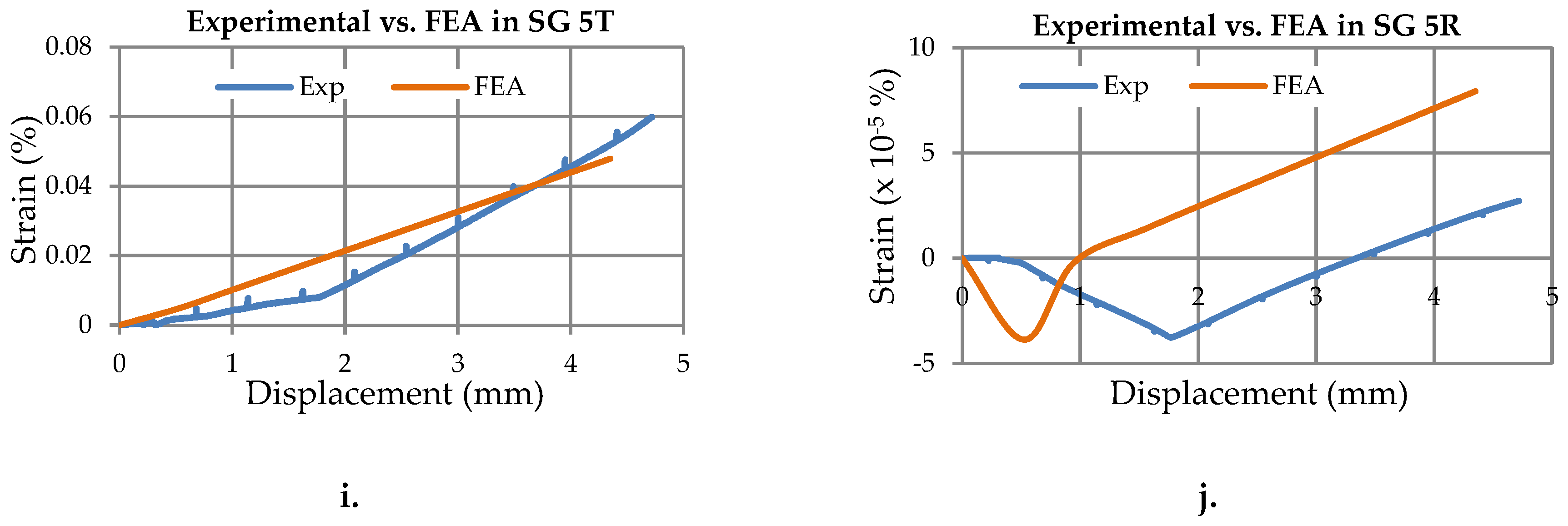
3.3. Results Obtained from the Experimental Strain Analysis/Data of the Manhole Cover
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rafiee, R.; Mazhari, B. Simulation of the long-term hydrostatic tests on glass fiber reinforced plastic pipes. Composite Structures. Compos. Struct. 2016, 136, 56–63. [Google Scholar] [CrossRef]
- Mezghani, K. Long term environmental effects on physical properties of vinyl-ester composite pipes. Polym. Test. 2012, 31, 76–82. [Google Scholar] [CrossRef]
- Vahidi, E.; Jin, E.; Das, M.; Singh, M.; Zhao, F. Environmental life cycle analysis of pipe materials for sewer systems. Sustain. Cities Soc. 2016, 27, 167–174. [Google Scholar] [CrossRef]
- Estrada, C.F.; Godoy, L.A.; Flores, F.G. Buckling of vertical sandwich cylinders embedded in soil. Thin Wall Struct. 2012, 61, 188–195. [Google Scholar] [CrossRef]
- Qi, G.; Wu, Y.; Qi, D.; Wei, B.; Li, H.; Ding, N.; Cai, X. Experimental study on the thermostable property of aramid fiber reinforced PE-RT pipes. Nat. Gas Ind. B 2015, 2, 461–466. [Google Scholar] [CrossRef]
- Gunes, O.; Oktay, D.Y.; Tasdemir, M.A. Developments in High Performance Fiber Reinforced Cementitious Composites. In Proceedings of the 11th International Congress on Advances in Civil Engineering, Istanbul, Turkey, 21–25 October 2014; p. 1. [Google Scholar]
- Haggar, S.E.; Hatow, L.E. Reinforcement of thermoplastic rejects in the production of manhole covers. J. Clean. Prod. 2009, 17, 440–446. [Google Scholar] [CrossRef]
- Tawfik, B.E.; Leheta, H.; Elhewy, A.; Elsayed, T. Weight reduction and strengthening of marine hatch covers by using composite materials. Int. J. Naval Archit. Ocean Eng. 2017, 9, 185–198. [Google Scholar] [CrossRef]
- Bondyra, A.; Klasztorny, M.; Muc, A. Design of composite tank covers. Compos. Struct. 2015, 134, 72–81. [Google Scholar] [CrossRef]
- Cerbu, C. Aspects concerning the degradation of the elastical and mechanical characteristics at bending of the composite materials made of E glass fibres reinforced polymeric resins because of the moisture absorption. Materiale Plastice. Mater. Plast. 2007, 44, 97–102. [Google Scholar]
- Cerbu, C.; Coșereanu, C. Moisture effects on the mechanical behavior of fir wood flour/glass reinforced epoxy composite. Bioresources 2016, 11, 8364–8385. [Google Scholar] [CrossRef]
- Xepapadaki, A.G.; Papanicolaou, G.C.; Keramidas, J.G. Effect of hygrothermal fatigue on the mechanical behaviour of polymeric composite laminates and sandwich structures. Mater. Plast. 2010, 47, 153–157. [Google Scholar]
- Lin, J.-D.; Chen, H.-H.; Huang, W.-H.; Weng, Y.-W.; Yeh, L.-H.; Sung, P.-H. Numerical Modeling of Composite Materials for the Alleviation of Manhole Decrement Into Pavement. Adv. Sci. Lett. 2012, 13, 373–376. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Weinberg, K. Characterization of sandwich composite T-joints under different ageing conditions. Compos. Struct. 2018, 197, 80–88. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Weinberg, K. Experimental investigations of the environmental effects on stability and integrity of composite sandwich T-joints. Mater. Sci. Eng. 2017, 48, 753–759. [Google Scholar] [CrossRef]
- Shayesteh, H. Energy Absorbing Ability of Wood/Polyester Composite Laminates. Ph.D. Thesis, The University of British Columbia, Vancouver, BC, Canada, August 2015. [Google Scholar]
- Tehnical Data Sheet of OSB Superfinish Boards; Kronospan Romania SRL: Brasov, Romania, 2017; Available online: http://www.woodguide.org/files/2014/07/osb_eco_catalogue-1.pdf (accessed on 3 April 2019).
- Tehnical Data Sheet of Chopped Strand Fiberglass Mat (CSM)—EMC450; Jiahe Taizhou Glass Fiber Co. Ltd.: Taizhou, Jiangsu, China; Available online: https://jhfiberglass.en.alibaba.com/company_profile.html?spm=a2700.9099405.35.5.74a8581di6ln3t#top-nav-bar (accessed on 3 April 2019).
- Tehnical Data Sheet of Heliopol 9431 ATX Resin; Helios Group: Medvode, Slovenia; Available online: http://novana.ch/wcms/ftp//n/novana.ch/uploads/heliopol_9431_atyx_lseenglisch.pdf (accessed on 3 April 2019).
- SR EN ISO 14125: 2000. Plastic Reinforced Plastic Composites. Determination of Flexural Properties; Asocatia de Standardizare din Romania (ASRO): Bucuresti, Romania, 2000. [Google Scholar]
- BS EN 310:1993. Wood-Based, Panels; Determination of Modulus of Elasticity in Bending and of Bending, Strength; British Standards Institution: London, UK, 1993. [Google Scholar]
- Khosravani, M.R. Composite Materials Manufacturing Processes. Appl. Mech. Mater. 2012, 110–116, 1361–1367. [Google Scholar] [CrossRef]
- Curtu, I.; Ghelmeziu, N. Rezistentele Lemnului. Mecanica Lemnului si Materialelor pe baza de Lemn, 1st ed.; Editura Tehnica: Bucharest, Romania, 1984; pp. 165, 204. [Google Scholar]
- Cerbu, C.; Curtu, I.; Constantinescu, D.M.; Miron, M.C. Aspects concerning to the transverse contraction in the case of some composite materials reinforced with glass fabric. Mater. Plast. 2011, 48, 341–345. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Layer No. | Composite Material | Length | Width b | Thickness h | Standards | Span |
|---|---|---|---|---|---|---|
| (mm) | (mm) | (mm) | (mm) | |||
| 1 & 5 | MAT 450 glass fiber/polyester resin | 80 | 10 | 6.5 | EN ISO 14125: 1998 [20] | 60 |
| 2 & 4 | Chopped glass fiber fiber/polyester resin | 80 | 10 | 6.5 | EN ISO 14125: 1998 [20] | 60 |
| 3 | OSB (Oriented Strand Board) | 250 | 50 | 10 | EN 310: 1993 [21] | 200 |
| Number Strain Gage | Distance of the Strain Gauges with Respect to the Centre (mm) |
|---|---|
| 1 & 5 | 220 |
| 2 | 150 |
| 3 & 4 | 85 |
| Property | OSB | MAT 450 Glass Fibers/Polyester Resin Composite | Chopped Glass Fibers/Polyester Resin Composite |
|---|---|---|---|
| E (MPa) * | 3924 | 3771 | 861 |
| ν | 0.3 | 0.4 | 0.16 |
| Material Tested | Maximum Force (N) | Flexural Modulus E (MPa) | Maximum Bending Stress (MPa) | Displacement at max. Force (mm) |
|---|---|---|---|---|
| MAT 450 glass fibers/polyester resin composite | 216 (28) | 3771 (535) | 49 (5.4) | 8.47 (0.64) |
| Chopped glass fibers/polyester resin composite | 166 (20) | 861 (152) | 38 (4.7) | 4.33 (0.54) |
| OSB | 443 (66) | 3924 (530) | 25 (4.4) | 5.90 (0.85) |
| Force (kN) | Displacement of the Vertical Force Actuator (mm) | Gauge Number | Strain (%) | |||
|---|---|---|---|---|---|---|
| Experimental | FEA | |||||
| Tangential Direction | Radial Direction | Tangential Direction | Radial Direction | |||
| 2.0 | 4.7 | 1 | 0.0987 | 0.00105 | 0.08816 | 0.00101 |
| 2 | 0.1330 | 0.0415 | 0.12345 | 0.03956 | ||
| 3 | 0.1960 | 0.1113 | 0.1627 | 0.09384 | ||
| 4 | 0.1423 | 0.1026 | 0.1436 | 0.0800 | ||
| 5 | 0.0598 | 2.71e-5 | 0.0478 | 7.93e-5 | ||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Itu, C.; Cerbu, C.; Galatanu, T.-F. Modeling and Testing of the Sandwich Composite Manhole Cover Designed for Pedestrian Networks. Materials 2019, 12, 1114. https://doi.org/10.3390/ma12071114
Itu C, Cerbu C, Galatanu T-F. Modeling and Testing of the Sandwich Composite Manhole Cover Designed for Pedestrian Networks. Materials. 2019; 12(7):1114. https://doi.org/10.3390/ma12071114
Chicago/Turabian StyleItu, Calin, Camelia Cerbu, and Teofil-Florin Galatanu. 2019. "Modeling and Testing of the Sandwich Composite Manhole Cover Designed for Pedestrian Networks" Materials 12, no. 7: 1114. https://doi.org/10.3390/ma12071114
APA StyleItu, C., Cerbu, C., & Galatanu, T.-F. (2019). Modeling and Testing of the Sandwich Composite Manhole Cover Designed for Pedestrian Networks. Materials, 12(7), 1114. https://doi.org/10.3390/ma12071114