Contamination Study of Zirconia on the Densification Process and Properties of Transparent MgAl2O4 Ceramics

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Procedure
2.2. Characterization
3. Results
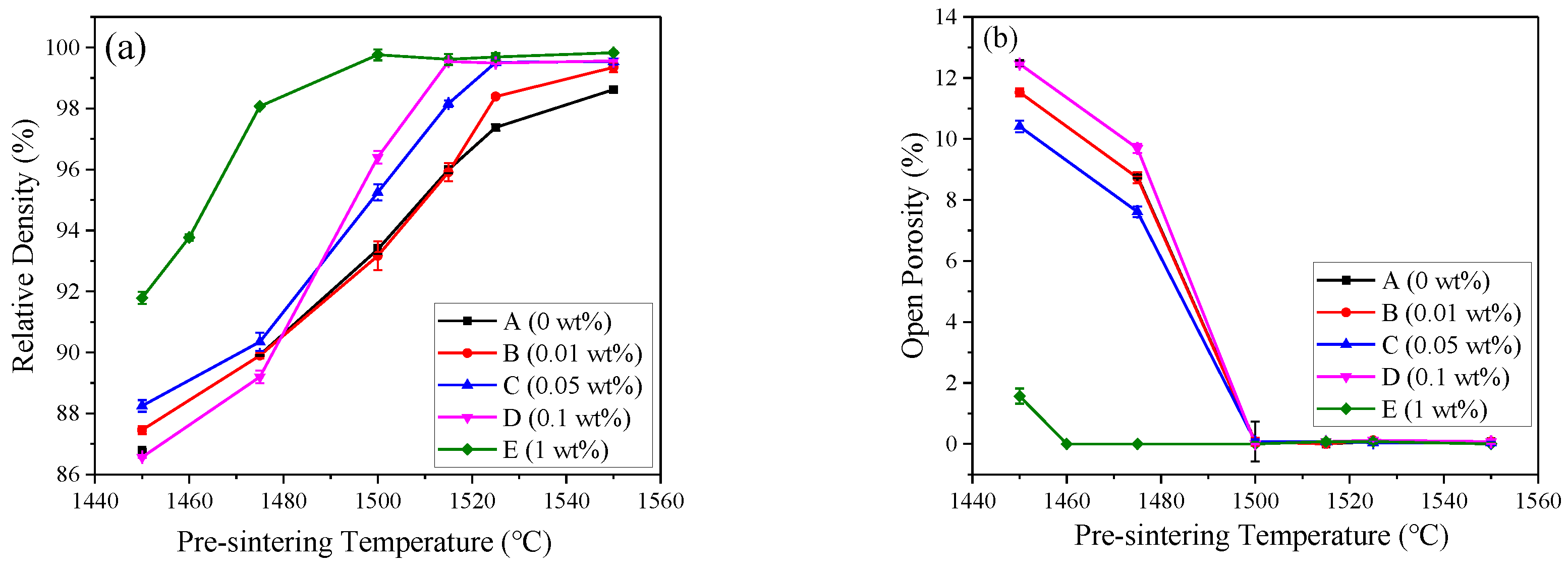
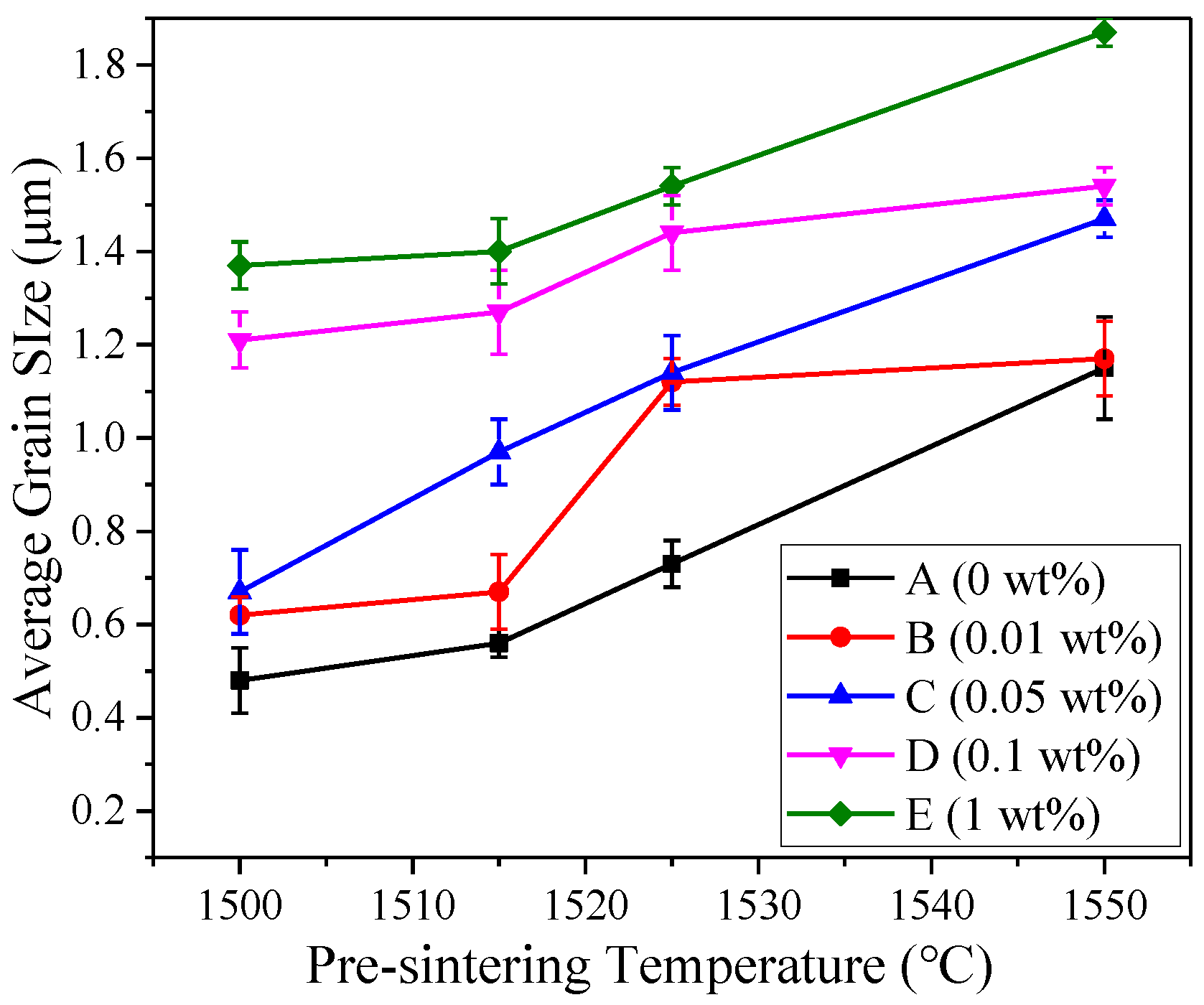
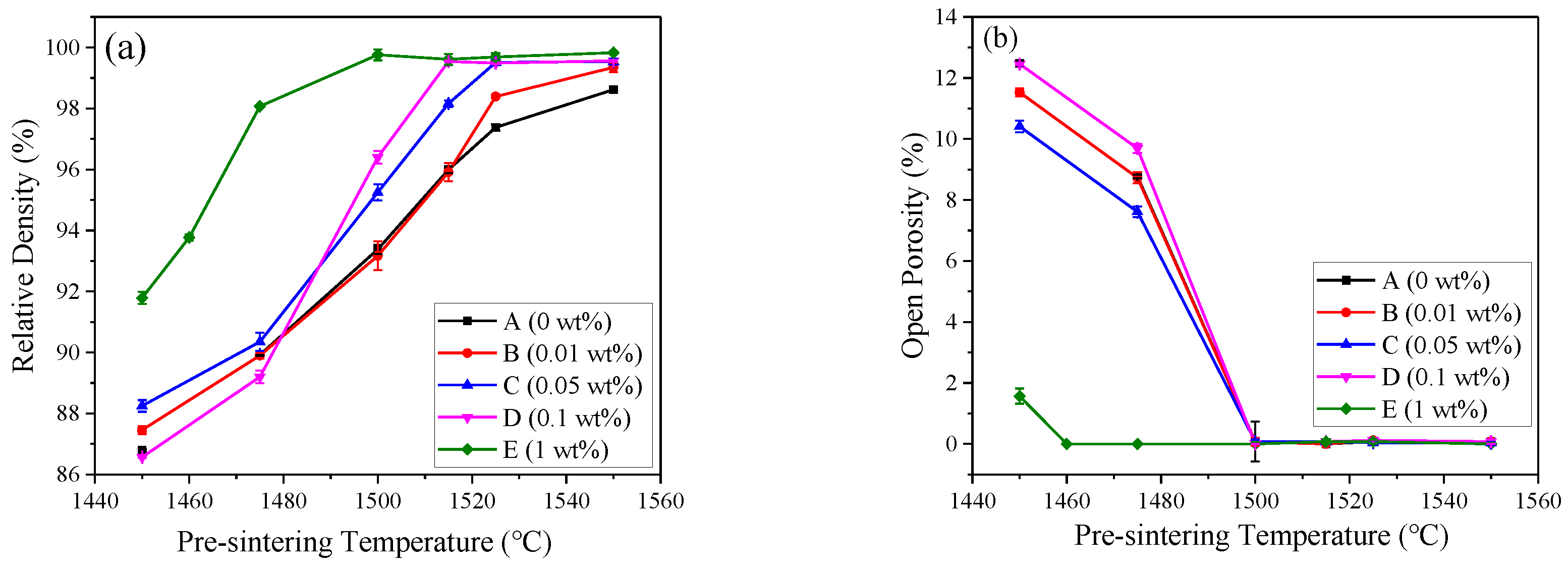
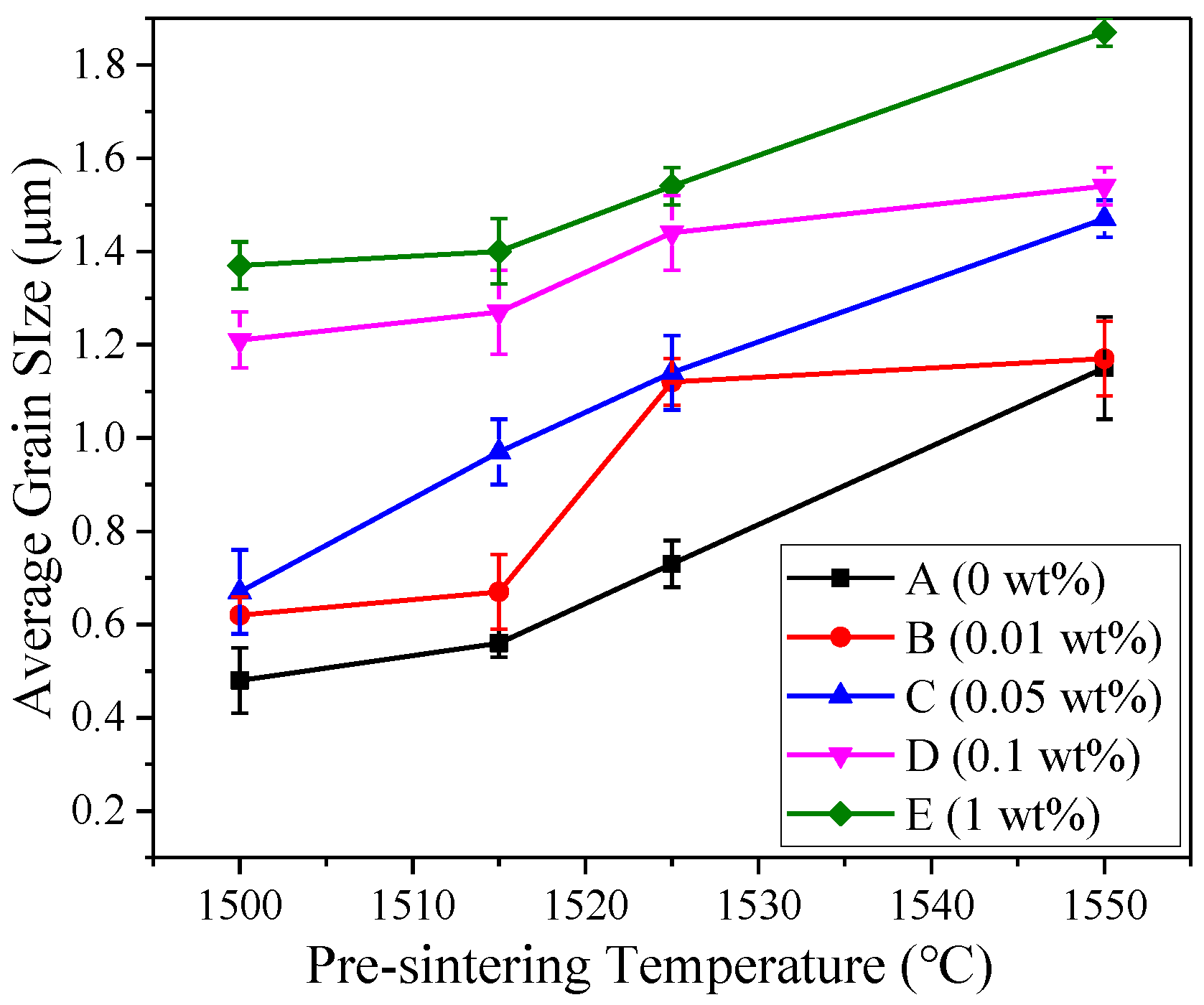
3.1. Pre-Sintering Process
3.2. Properties and Microstructure of Transparent Spinel Ceramics
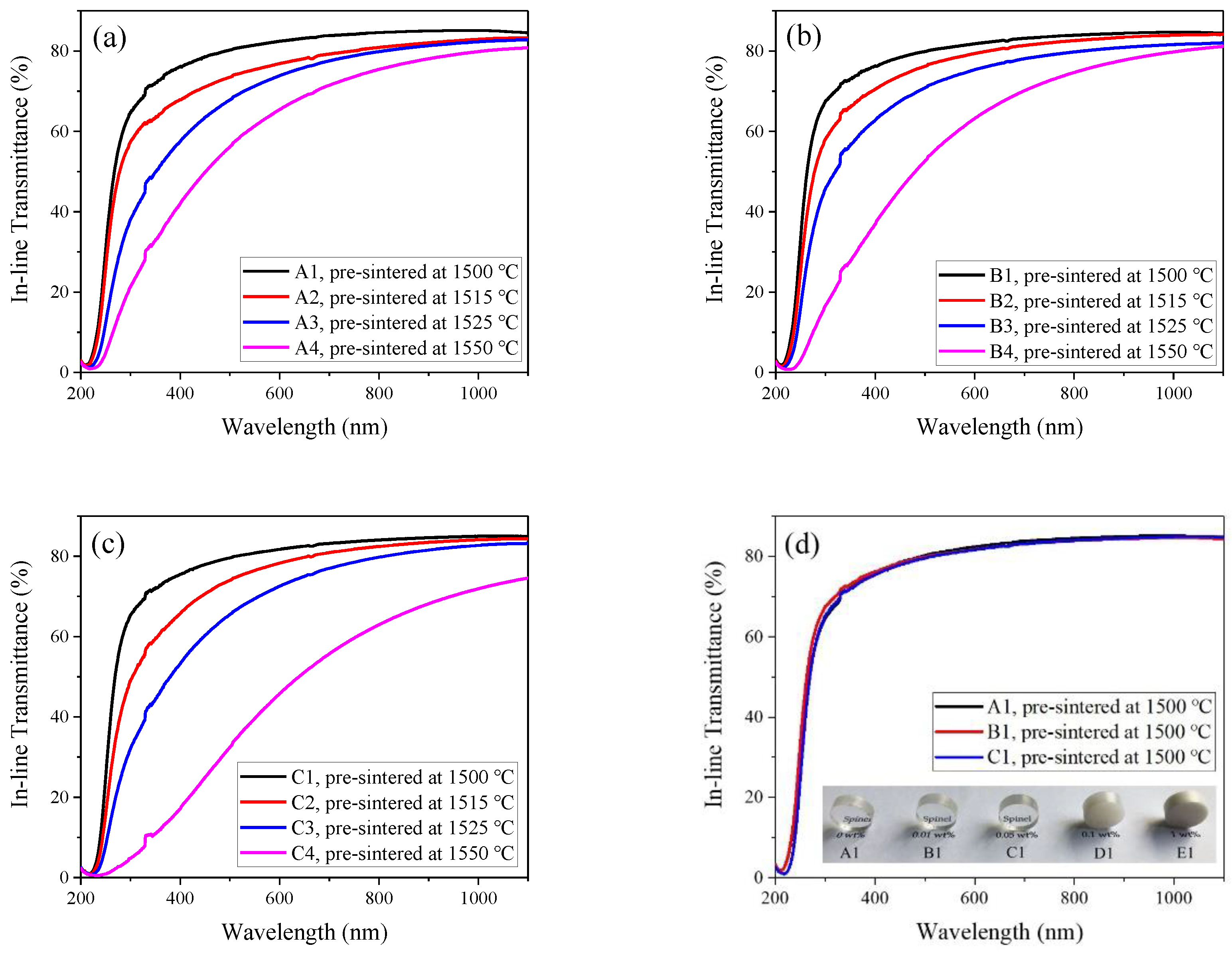
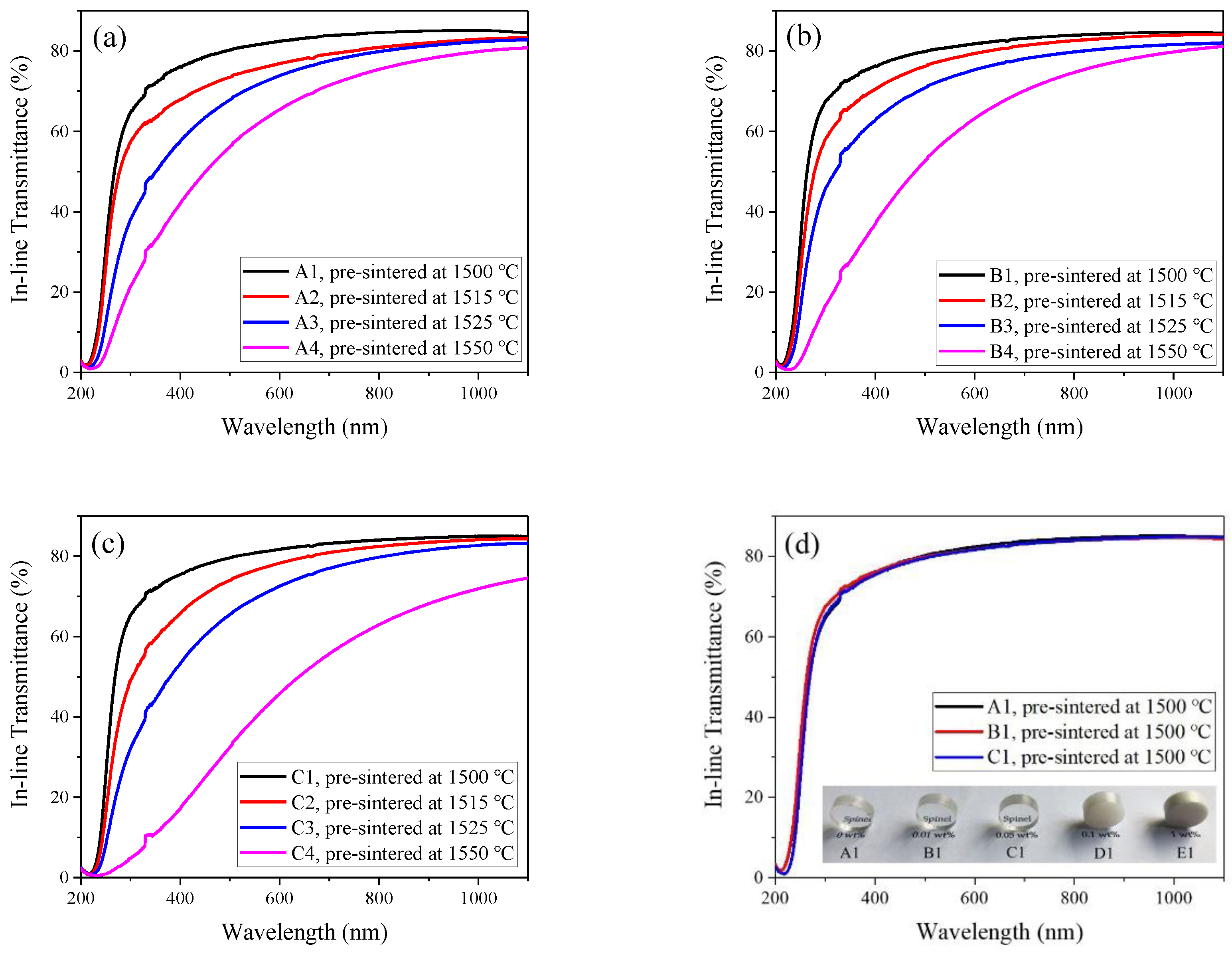
3.2.1. Optical Transparency
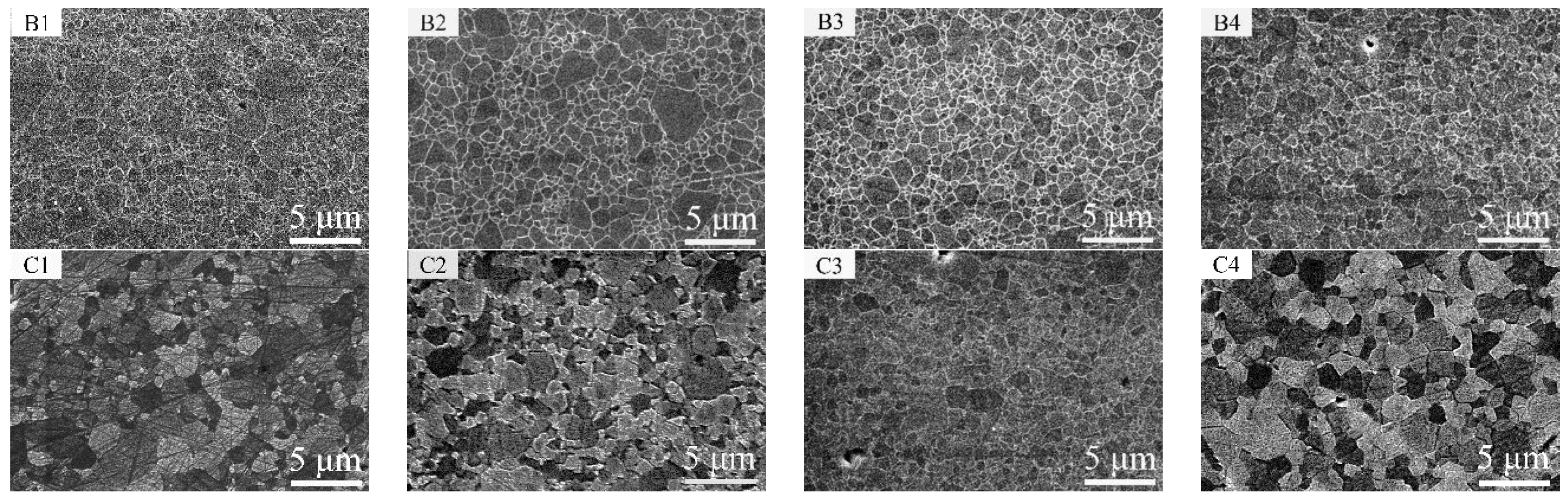
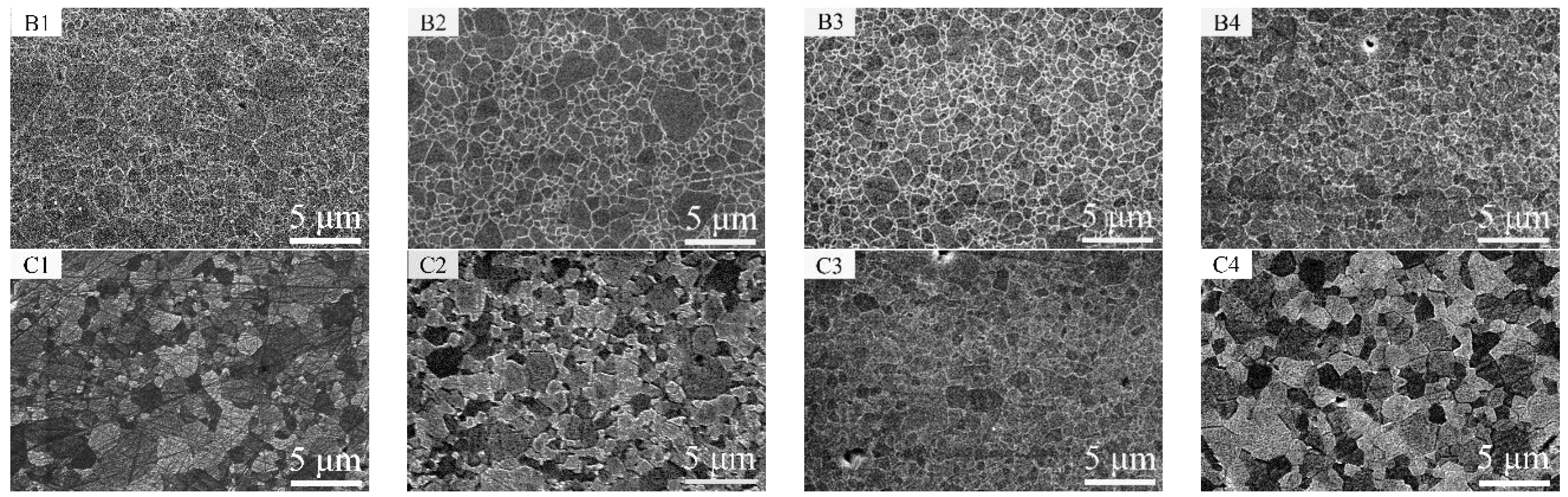
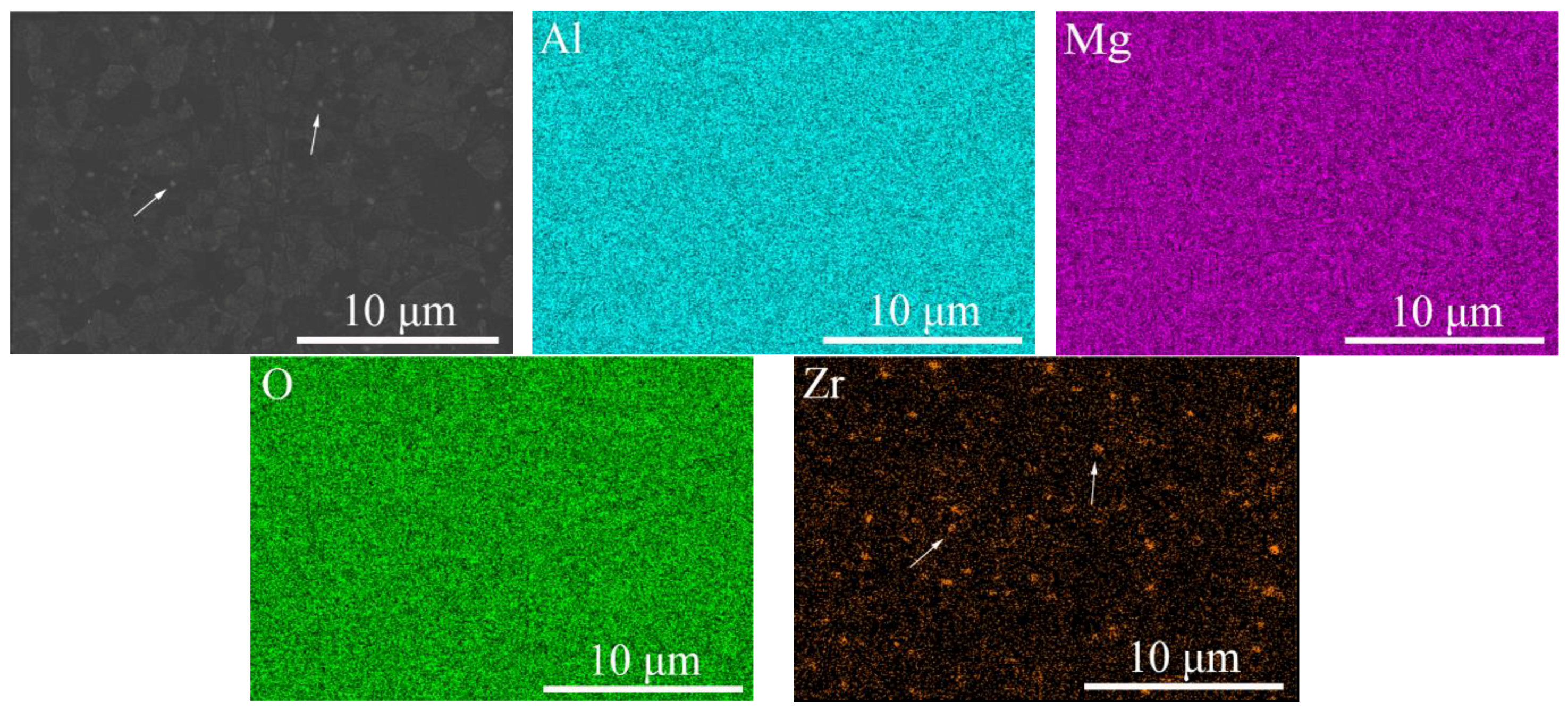
3.2.2. Microstructures
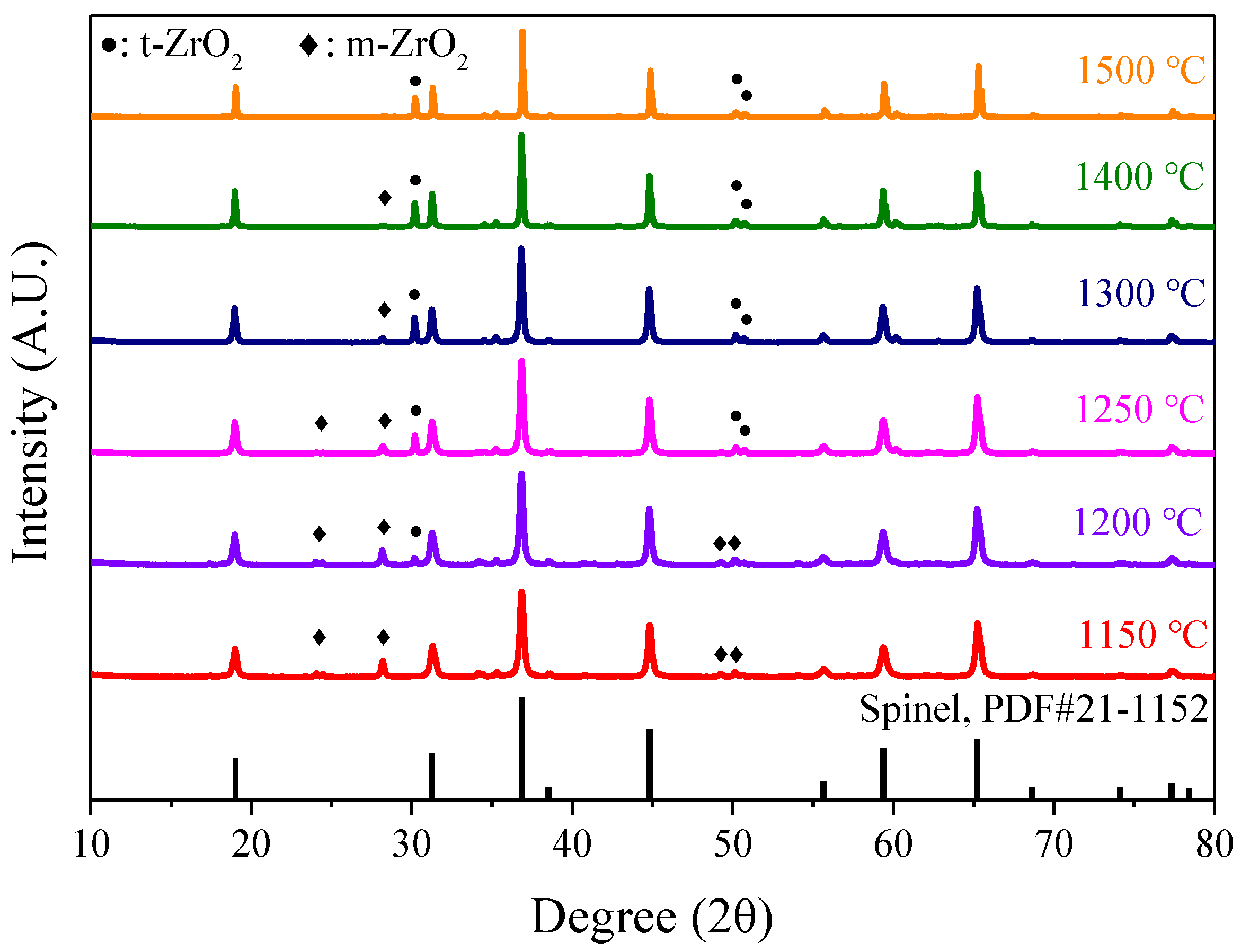
3.3. Phase Analysis
3.4. Hardness and Fracture Toughness
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Gatti, A. Development of a Process for Producing Transparent Spinel Bodies; Final Report Contract N00019-69-C0133; General Electric Co. Space Division: Philadelphia, PA, USA, 1969. [Google Scholar]
- Harris, D.C. History of development of polycrystalline optical spinel in the U.S. Proc. SPIE 2005, 5786, 1–22. [Google Scholar]
- Rubat du Merac, M.; Kleebe, H.-J.; Müller, M.M.; Reimanis, I.E. Fifty years of research and development coming to fruition; unraveling the complex interactions during processing of transparent magnesium aluminate (MgAl2O4) spinel. J. Am. Ceram. Soc. 2013, 96, 3341–3365. [Google Scholar] [CrossRef]
- Ganesh, I. A review on magnesium aluminate (MgAl2O4) spinel: Synthesis, processing and applications. Int. Mater. Rev. 2013, 58, 63–112. [Google Scholar] [CrossRef]
- Goldstein, A.; Krell, A.; Kleebe, A. Transparent ceramics at 50: Progress made and further prospects. J. Am. Ceram. Soc. 2016, 99, 3173–3197. [Google Scholar] [CrossRef]
- Kim, W.; Villalobos, G.; Baker, C.; Frantz, J.; Shaw, B.; Bayya, S.; Bowman, S.; Sadowski, B.; Hunt, M.; Rock, B.; et al. Overview of transparent optical ceramics for high-energy lasers at NRL. Appl. Opt. 2015, 54, F210–F221. [Google Scholar] [CrossRef] [PubMed]
- Tustison, R.W.; DiGiovanni, A.A.; Fehrenbacher, L.; Roy, D.W. Hard transparent domes and windows from magnesium aluminate spinel. Proc. SPIE 2005, 5786, 56. [Google Scholar]
- Roy, D.W. Hot-pressed MgAl2O4 for ultraviolet (UV), visible, and infrared (IR) optical requirements. Proc. SPIE 1982, 0297, 13–18. [Google Scholar]
- Roy, D.W.; Hastert, J.L. Dome and window for missiles and launch tubes with high ultraviolet transmittance. U.S. Patent No. 4,930,731, 5 June 1990. [Google Scholar]
- Goldstein, A. Correlation between MgAl2O4-spinel structure, processing factors and functional properties of transparent parts (progress review). J. Eur. Ceram. Soc. 2012, 32, 2869–2886. [Google Scholar] [CrossRef]
- Apetz, R.; Bruggen, M.P.B.v. Transparent alumina: A light-scattering model. J. Am. Ceram. Soc. 2003, 86, 480–486. [Google Scholar] [CrossRef]
- Krell, A.; Waetzig, K.; Klimke, J. Effects and elimination of nanoporosity in transparent sintered spinel (MgAl2O4). Proc. SPIE 2011, 8016, 1–10. [Google Scholar]
- Krell, A.; Klimke, J.; Hutzler, T. Transparent compact ceramics: Inherent physical issues. Opt. Mater. 2009, 31, 1144–1150. [Google Scholar] [CrossRef]
- Ting, C.-J.; Lu, H.-Y. Defect reactions and the controlling mechanism in the sintering of magnesium aluminate spinel. J. Am. Ceram. Soc. 1999, 82, 84–148. [Google Scholar] [CrossRef]
- Reddy, K.P.R.; Cooper, A.R. Oxygen diffusion in magnesium aluminate spinel. J. Am. Ceram. Soc. 1981, 64, 368–371. [Google Scholar] [CrossRef]
- Krell, A.; Hutzler, T.; Klimke, J.; Potthoff, A. Fine-grained transparent spinel windows by the processing of different nanopowders. J. Am. Ceram. Soc. 2010, 93, 2656–2666. [Google Scholar] [CrossRef]
- Lange, F.F. Sinterability of agglomerated powders. J. Am. Ceram. Soc. 1984, 67, 83–89. [Google Scholar] [CrossRef]
- Bernardgranger, G.; Benameur, N.; Guizard, C.; Nygren, M. Influence of graphite contamination on the optical properties of transparent spinel obtained by spark plasma sintering. Scr. Mater. 2009, 60, 164–167. [Google Scholar] [CrossRef]
- Rubat du Merac, M.; Reimanis, I.E.; Smith, C.; Kleebe, H.-J.; Müller, M.M. Effect of impurities and LiF additive in hot-pressed transparent magnesium aluminate spinel. Int. J. Appl. Ceram. Technol. 2013, 10, E33–E48. [Google Scholar] [CrossRef]
- Gritsyna, V.T.; Afanasyev-Charkin, I.V.; Kobyakov, V.A. Structure and electronic states of defects in spinel of different compositions MgO∙nAl2O3:Me. J. Am. Ceram. Soc. 1999, 82, 336–573. [Google Scholar]
- Mohan, S.K.; Sarkar, R. Effect of ZrO2 addition on MgAl2O4 spinel from commercial grade oxide reactants. Ceram. Int. 2016, 42, 10355–10365. [Google Scholar] [CrossRef]
- Kim, J. Effect of Zirconium Dioxide Addition and Nonstoichiometry on Sintering and Physical Property of Magnesium Aluminate Spinel; Case Western Reserve University: Cleveland, OH, USA, 1992. [Google Scholar]
- Bernard-Granger, G. Sintered Product with a Cubic Structure. U.S. Patent No. 8,329,605, 2012. [Google Scholar]
- Dericioglu, A.F.; Boccaccini, A.R.; Dlouhy, I.; Kagawa, Y. Effect of chemical composition on the optical properties and fracture toughness of transparent magnesium aluminate spinel ceramics. Mat. Trans. 2005, 46, 996–1003. [Google Scholar] [CrossRef]
- Maca, K.; Trunec, M.; Chmelik, R. Processing and properties of fine-grained transparent MgAl2O4. Ceram. Silikaty 2007, 51, 94–97. [Google Scholar]
- Goldstein, A.; Goldenberg, A.; Vulfson, M. Development of a technology for the obtainment of fine grain size, transparent MgAl2O4 spinel parts. J. Ceram. Sci. Tech. 2011, 2, 1–8. [Google Scholar]
- Kim, H.-N.; Kim, J.-M.; Kim, M.-J.; Ko, J.-W.; Park, Y.-J.; Lee, K.; Choi, D.H. Fabrication of transparent MgAl2O4 spinel via spray freeze drying of microfluidized slurry. Ceram. Int. 2017, 43, 11312–11317. [Google Scholar] [CrossRef]
- Yavetskiy, R.P.; Kosyanov, D.Y.; Doroshenko, A.G.; Parkhomenko, S.V.; Mateychenko, P.V.; Vorona, I.O.; Tolmachev, A.V.; Lopin, A.V.; Baumer, V.N.; Voznyy, V.L. Microstructure evolution of SiO2, ZrO2-doped Y3Al5O12:Nd3+ ceramics obtained by reactive sintering. Ceram. Int. 2015, 41, 11966–11974. [Google Scholar] [CrossRef]
- Kosyanov, D.Y.; Mateichenko, P.V.; Vorona, I.O.; Yavetskii, R.P.; Tolmachev, A.V. Sintering trajectory of the 2.88 Y2O3-0.12 Nd2O3-5Al2O3 powders of different sizes. J. Superhard Mater. 2015, 37, 63–65. [Google Scholar] [CrossRef]
- Rozenburg, K.; Reimanis, I.E.; Kleebe, H.J.; Cook, R.L. Chemical interaction between LiF and MgAl2O4 spinel during sintering. J. Am. Ceram. Soc. 2007, 90, 2038–2042. [Google Scholar] [CrossRef]
- Grain, C.F. Phase relations in the ZrO2-MgO system. J. Am. Ceram. Soc. 1967, 50, 288–290. [Google Scholar] [CrossRef]
- Kelly, J.R.; Denry, I. Stabilized zirconia as a structural ceramic: An overview. Dent. Mater. 2008, 24, 289–298. [Google Scholar] [CrossRef] [PubMed]
- Salem, J.A.; Sglavo, V. Transparent armor ceramics as spacecraft windows. J. Am. Ceram. Soc. 2013, 96, 281–289. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Content of Zirconia (wt%) | Average Grain Size of HIPed Sample (μm) | Pre-Sintering Temperature (°C) | Vickers Hardness (GPa) | |
|---|---|---|---|---|---|
| A1 | 0 | 1.3 | 1500 | 14.47 ± 0.14 | 1.41 ± 0.04 |
| B1 | 0.01 | 1.7 | 1500 | 14.23 ± 0.37 | 1.47 ± 0.04 |
| C1 | 0.05 | 2.0 | 1500 | 14.18 ± 0.15 | 1.43 ± 0.04 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Zeng, Q.; Zhang, J.; Han, D.; Wang, S. Contamination Study of Zirconia on the Densification Process and Properties of Transparent MgAl2O4 Ceramics. Materials 2019, 12, 749. https://doi.org/10.3390/ma12050749
Li Y, Zeng Q, Zhang J, Han D, Wang S. Contamination Study of Zirconia on the Densification Process and Properties of Transparent MgAl2O4 Ceramics. Materials. 2019; 12(5):749. https://doi.org/10.3390/ma12050749
Chicago/Turabian StyleLi, Yi, Qun Zeng, Jian Zhang, Dan Han, and Shiwei Wang. 2019. "Contamination Study of Zirconia on the Densification Process and Properties of Transparent MgAl2O4 Ceramics" Materials 12, no. 5: 749. https://doi.org/10.3390/ma12050749
APA StyleLi, Y., Zeng, Q., Zhang, J., Han, D., & Wang, S. (2019). Contamination Study of Zirconia on the Densification Process and Properties of Transparent MgAl2O4 Ceramics. Materials, 12(5), 749. https://doi.org/10.3390/ma12050749