Characteristics of ZrC Barrier Coating on SiC-Coated Carbon/Carbon Composite Developed by Thermal Spray Process

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. ZrC Coating Process on C/C Composites
2.2. Coating Characterization
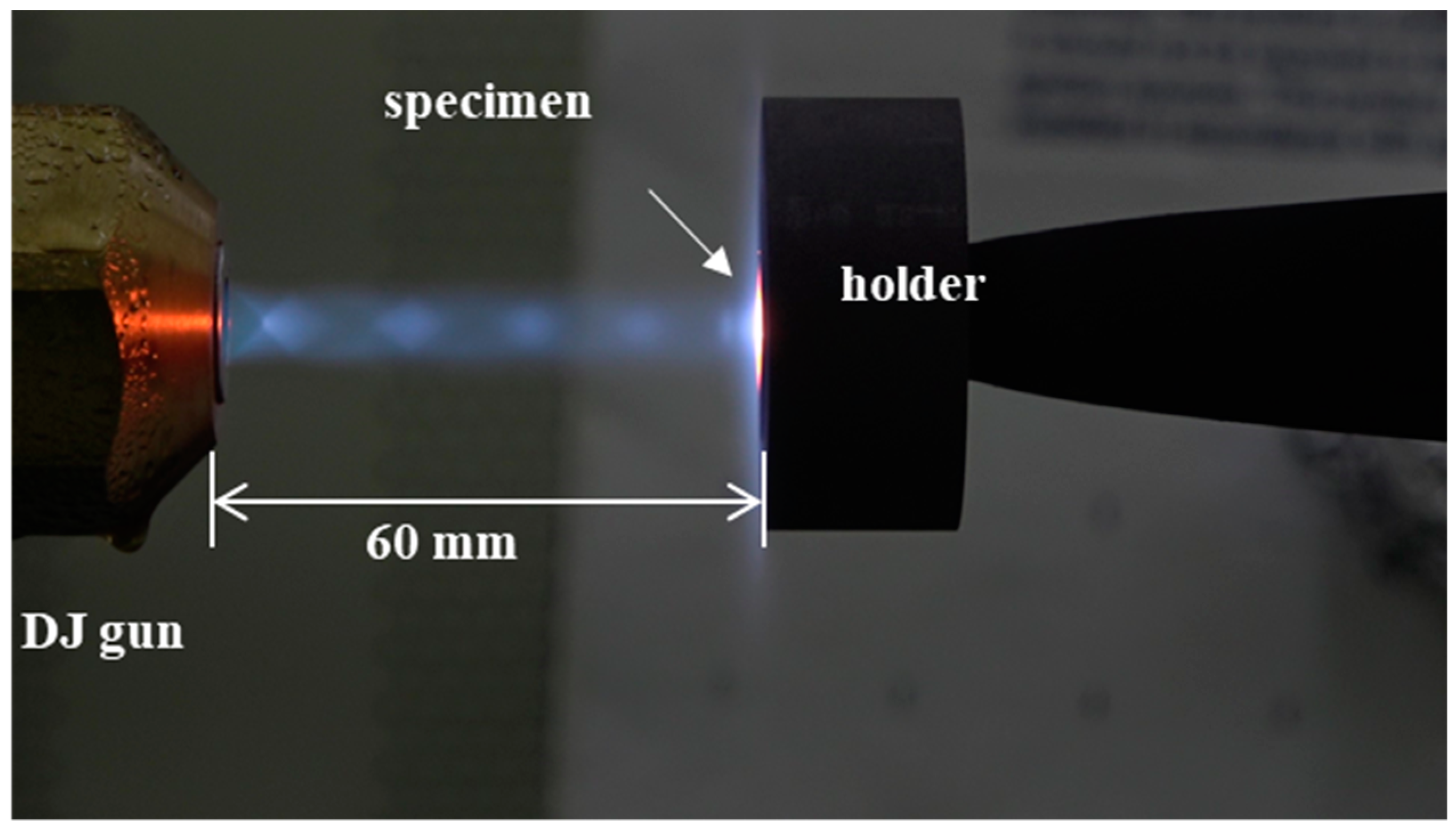
2.3. Ablation Test with Supersonic Flame
3. Results and Discussion
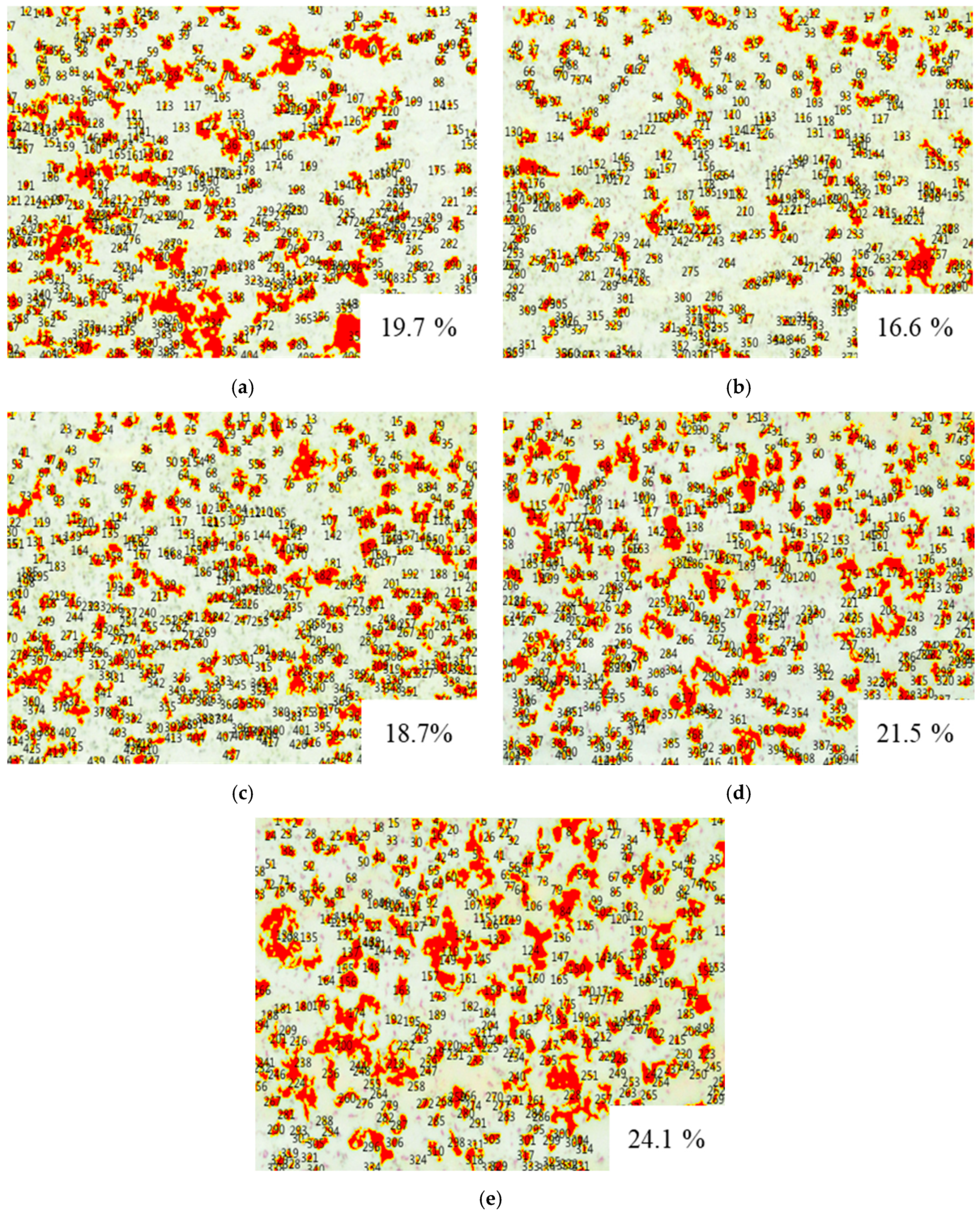
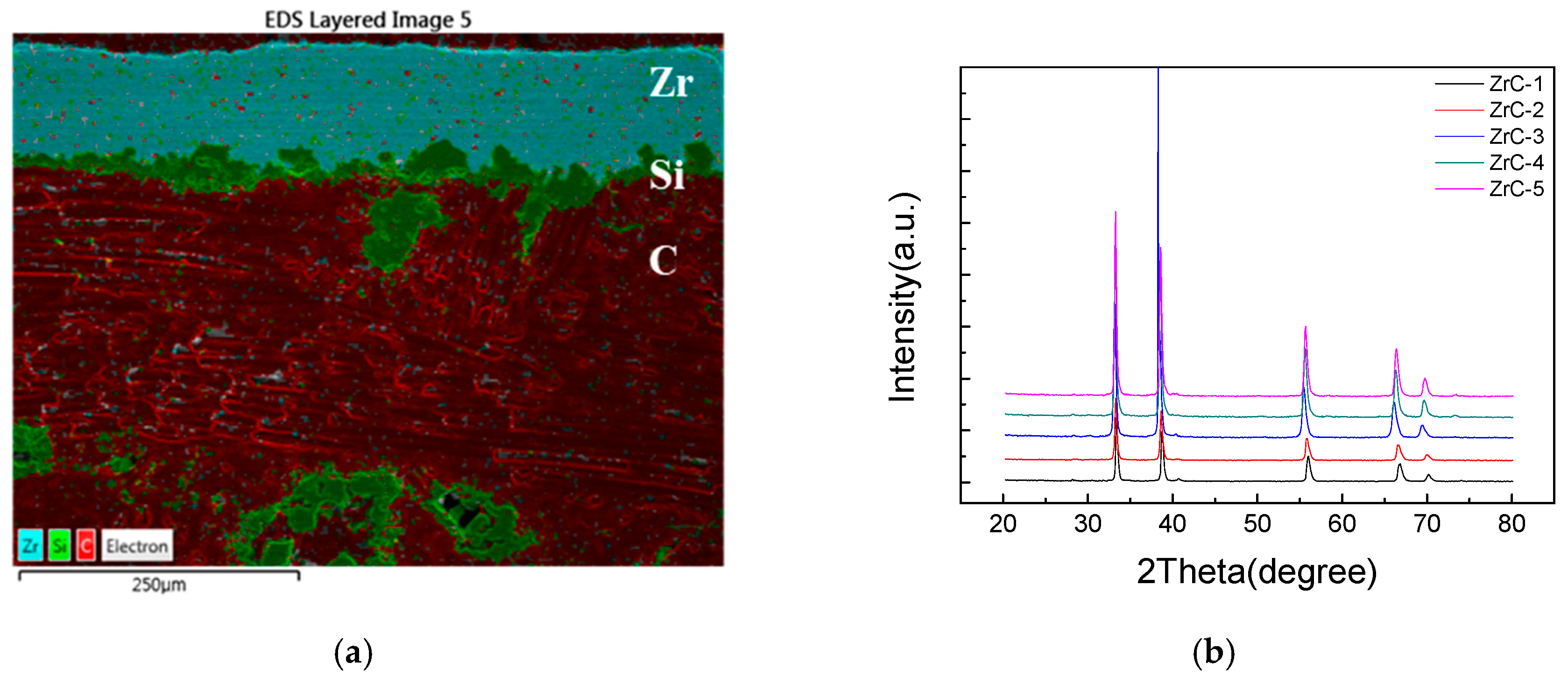
3.1. Microstructure and Phase of the As-Sprayed Coatings
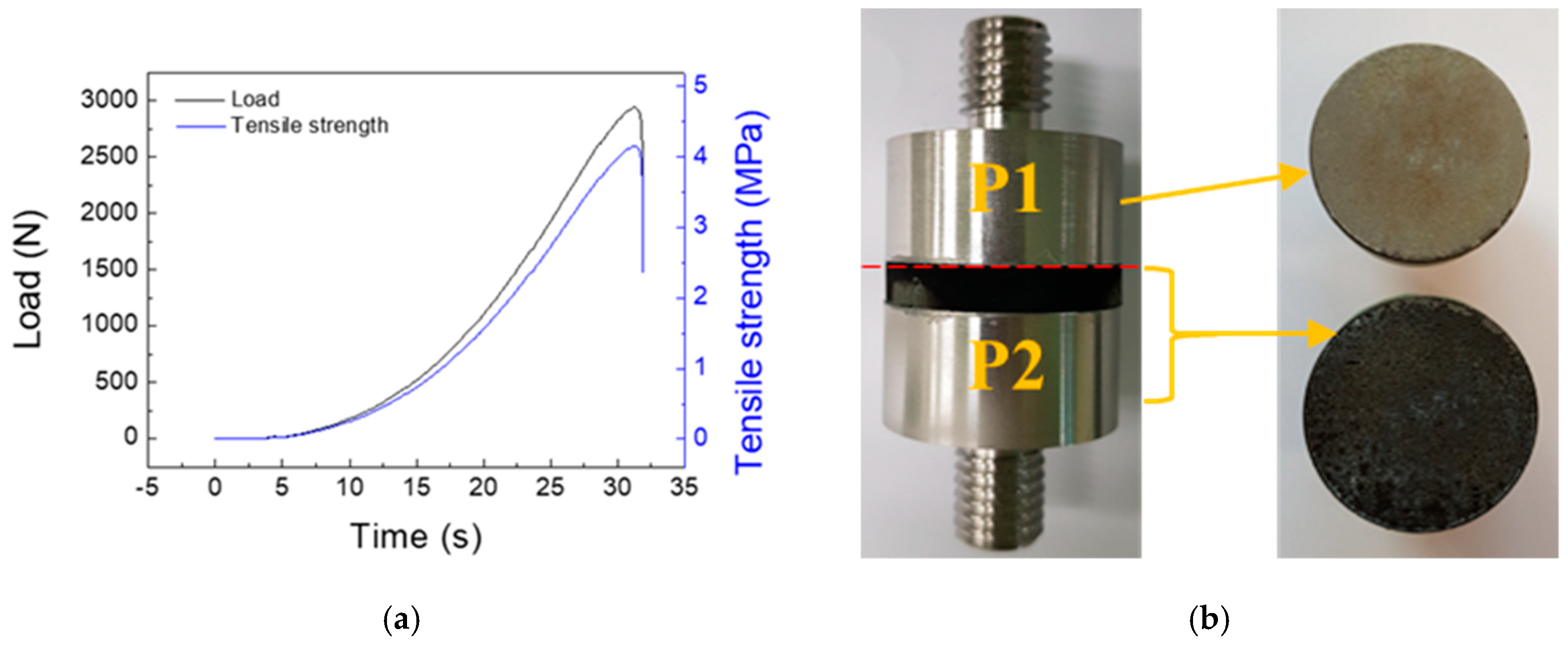
3.2. Ablation Properties
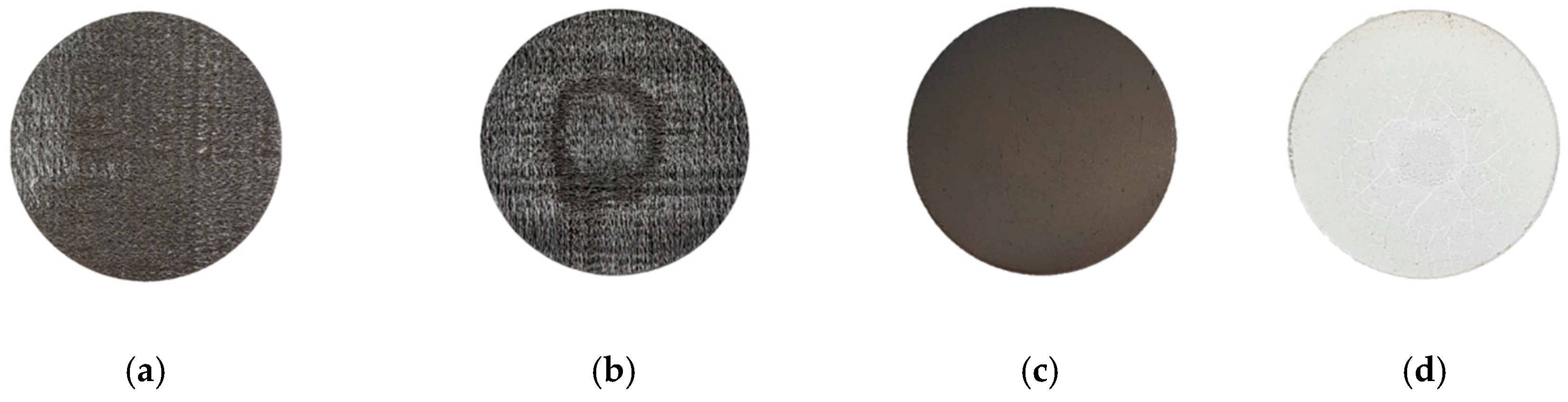
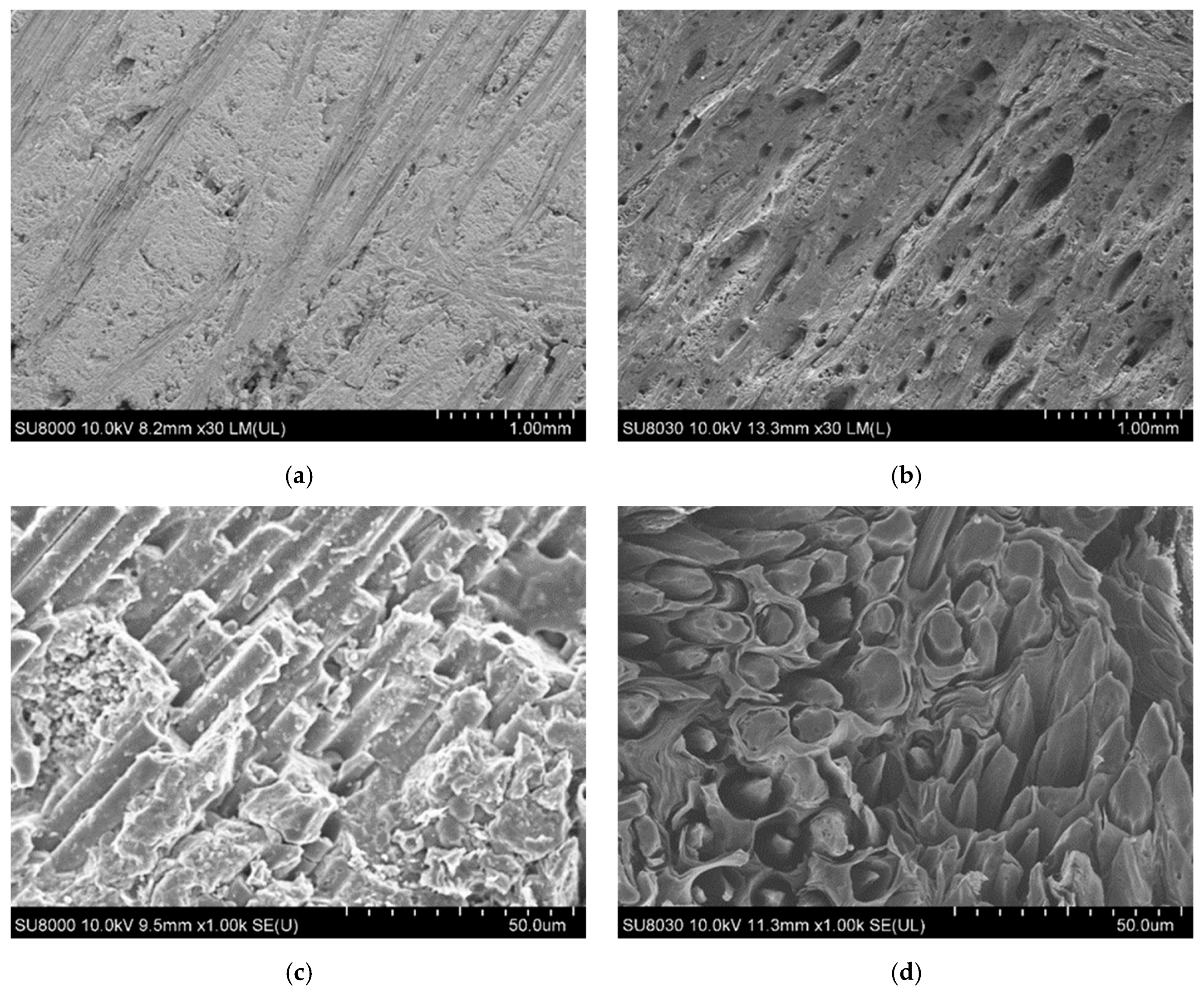
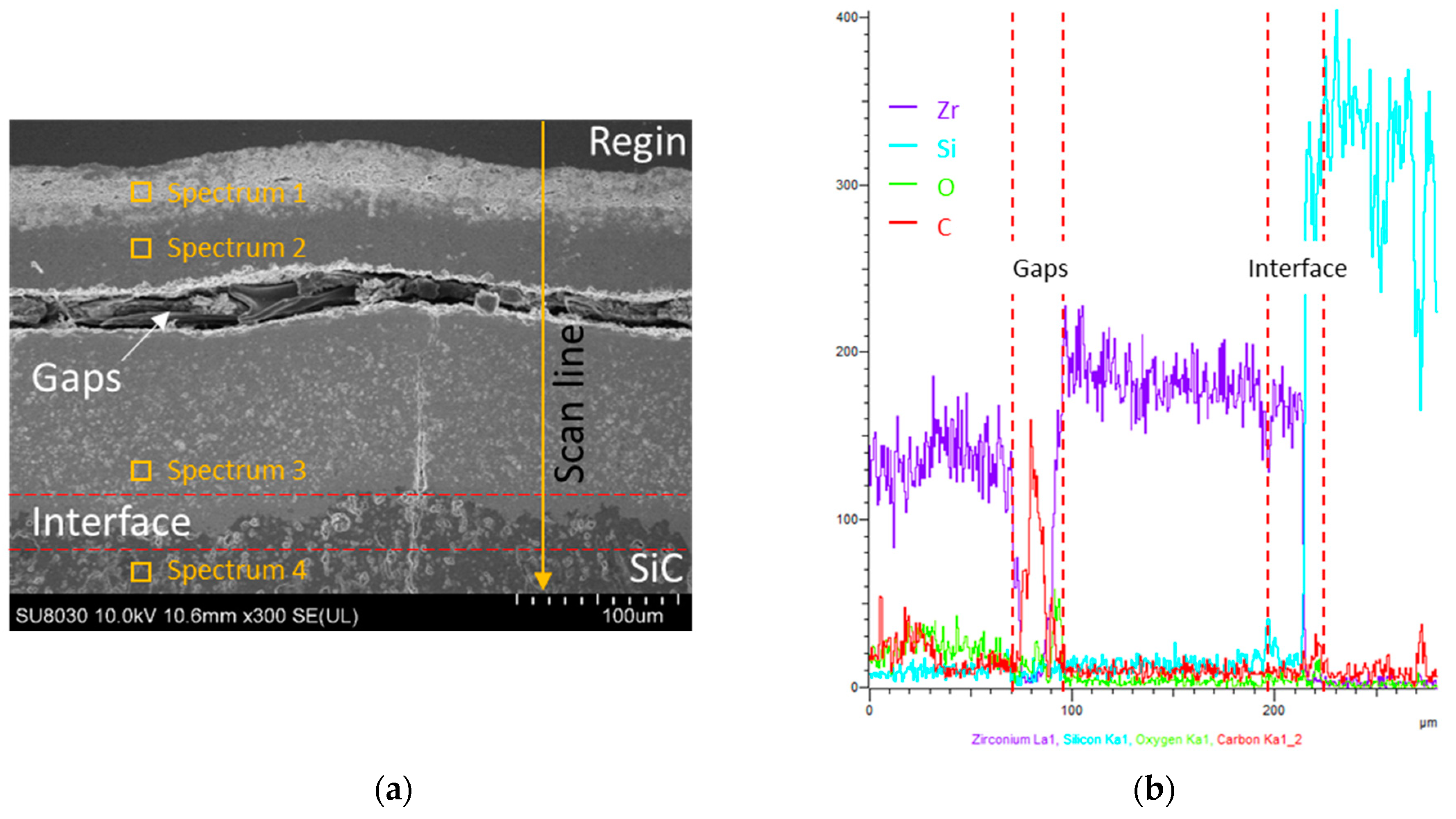
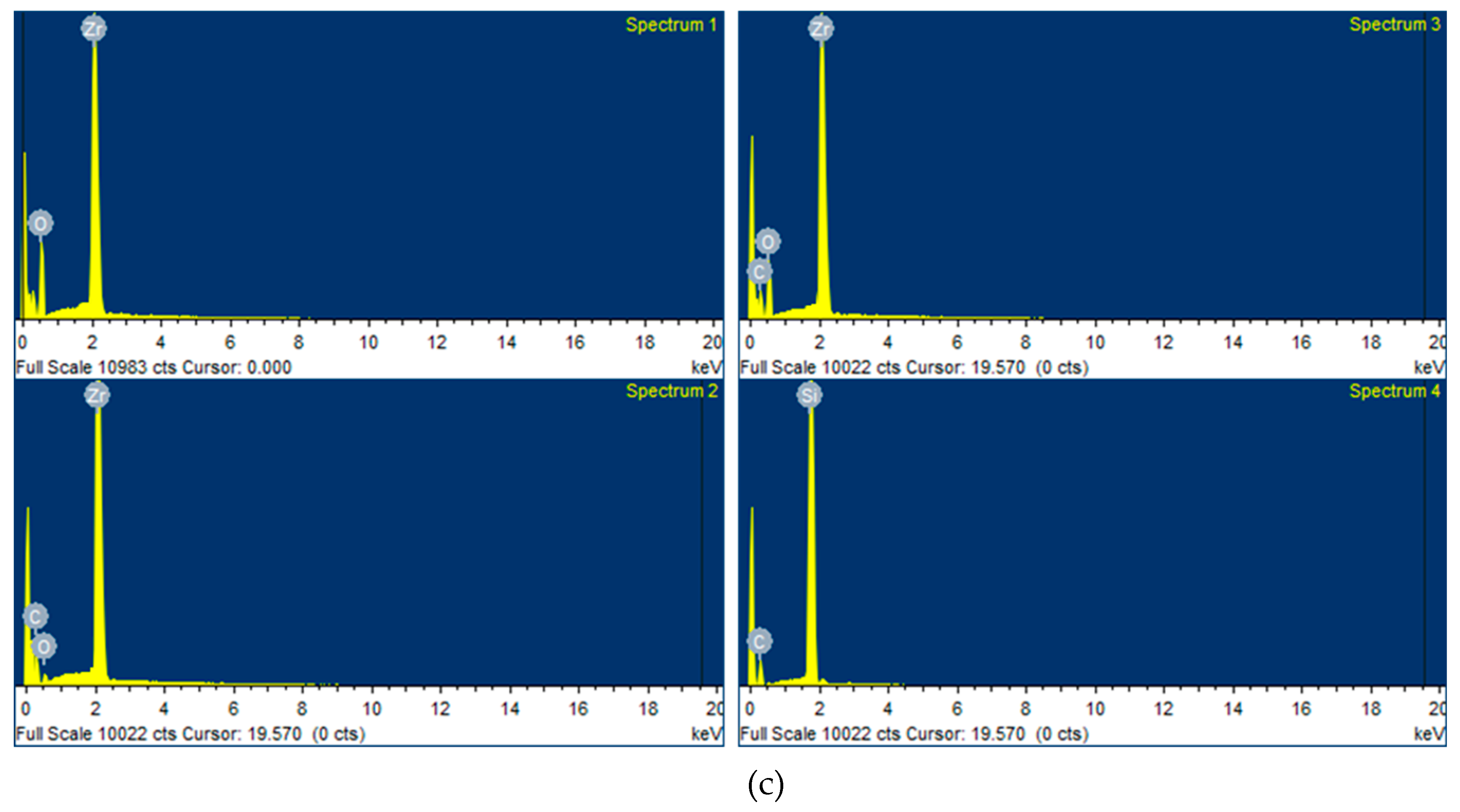
3.3. Morphology Analysis of the Coatings After Ablation
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Fitzer, E. The future of carbon-carbon composites. Carbon 1987, 25, 163–190. [Google Scholar] [CrossRef]
- Zaman, W.; Li, K.Z.; Ikram, S.; Li, W.; Zhang, D.S.; Guo, L.J. Morphology, thermal response and anti-ablation performance of 3D-four directional pitch-based carbon/carbon composites. Corros. Sci. 2012, 61, 134–142. [Google Scholar] [CrossRef]
- Deng, J.; Cheng, L.; Hong, Z.; Su, K.; Zhang, L. Thermodynamics of the production of condensed phases in the chemical vapor deposition process of zirconium diboride with ZrCl4–BCl3–H2 precursors. Thin Solid Films 2012, 520, 2331–2335. [Google Scholar] [CrossRef]
- Justin, J.; Jankowiak, A. Ultra high temperature ceramics: Densification, properties and thermal stability. AerospaceLab 2011, 3, 1–11. [Google Scholar]
- Levine, S.R.; Opila, E.J.; Halbig, M.C.; Kiser, J.D.; Singh, M.; Salem, J.A. Evaluation of ultra-high temperature ceramics for aeropropulsion use. J. Eur. Ceram. Soc. 2002, 22, 2757–2767. [Google Scholar] [CrossRef]
- Wuchina, E.; Opeka, M.; Causey, S.; Buesking, K.; Spain, J.; Cull, A.; Routbort, J.; Guitierrez-Mora, F. Designing for ultrahigh-temperature applications: the mechanical and thermal properties of HfB2, HfCx, HfNx and αHf (N). J. Mater. Sci. 2004, 39, 5939–5949. [Google Scholar] [CrossRef]
- Krishnarao, R.; Alam, M.Z.; Das, D.J.C.S. In-situ formation of SiC, ZrB2-SiC and ZrB2-SiC-B4C-YAG coatings for high temperature oxidation protection of C/C composites. Corros. Sci. 2018, 141, 72–80. [Google Scholar] [CrossRef]
- Wang, J.S.; Li, Z.P.; Ao, M.; Xu, Z.H.; Liu, L.; Hu, J.; Peng, W.Z. Effect of doped refractory metal carbides on the ablation mechanism of carbon/carbon composites. New Carbon Mater. 2006, 21, 9–13. [Google Scholar]
- Wei, H.; Min, L.; Chunming, D.; Xuezhang, L.; Dechang, Z.; Kesong, Z. Ablation resistance of APS sprayed mullite/ZrB2-MoSi2 coating for carbon/carbon composites. Rare Metal Mater. Eng. 2018, 47, 1043–1048. [Google Scholar] [CrossRef]
- Xuetao, S.; Kezhi, L.; Hejun, L.; Hongying, D.; Weifeng, C.; Fengtao, L. Microstructure and ablation properties of zirconium carbide doped carbon/carbon composites. Carbon 2010, 48, 344–351. [Google Scholar] [CrossRef]
- Yang, Y.; Li, K.; Zhao, Z.; Liu, G. HfC-ZrC-SiC multiphase protective coating for SiC-coated C/C composites prepared by supersonic atmospheric plasma spraying. Ceram. Int. 2017, 43, 1495–1503. [Google Scholar] [CrossRef]
- Grossman, L.N. High-temperature thermophysical properties of zirconium carbide. J. Am. Ceram. Soc. 1965, 48, 236–242. [Google Scholar] [CrossRef]
- Sara, R.V. The system zirconium—carbon. J. Am. Ceram. Soc. 1965, 48, 243–247. [Google Scholar] [CrossRef]
- Wang, S.L.; Li, K.Z.; Li, H.J.; Zhang, Y.L.; Feng, T. Structure evolution and ablation behavior of ZrC coating on C/C composites under single and cyclic oxyacetylene torch environment. Ceram. Int. 2014, 40, 16003–16014. [Google Scholar] [CrossRef]
- Wang, S.L.; Li, K.Z.; Li, H.J.; Zhang, Y.L.; Wang, Y.J. Effects of microstructures on the ablation behaviors of ZrC deposited by CVD. Surf. Coat. Technol. 2014, 240, 450–455. [Google Scholar] [CrossRef]
- Zhou, H.; Ni, D.; He, P.; Yang, J.; Hu, J.; Dong, S. Ablation behavior of C/C-ZrC and C/SiC-ZrC composites fabricated by a joint process of slurry impregnation and chemical vapor infiltration. Ceram. Int. 2018, 44, 4777–4782. [Google Scholar] [CrossRef]
- Kobayashi, A.; Yano, S.; Kimura, H.; Inoue, A. Fe-based metallic glass coatings produced by smart plasma spraying process. Mater. Sci. Eng., B 2008, 148, 110–113. [Google Scholar] [CrossRef]
- Yugeswaran, S.; Selvarajan, V.; Vijay, M.; Ananthapadmanabhan, P.V.; Sreekumar, K.P. Influence of critical plasma spraying parameter (CPSP) on plasma sprayed alumina–titania composite coatings. Ceram. Int. 2010, 36, 141–149. [Google Scholar] [CrossRef]
- Lemlikchi, S.; Martinsson, J.; Hamrit, A.; Djelouah, H.; Asmani, M.; Carlson, J. Ultrasonic Characterization of Thermally Sprayed Coatings. J. Therm. Spray Technol. 2019, 28, 391–404. [Google Scholar] [CrossRef]
- Wu, H.; Li, H.J.; Fu, Q.G.; Yao, D.J.; Wang, Y.J.; Ma, C.; Han, Z.H. Microstructures and ablation resistance of ZrC coating for SiC-coated carbon/carbon composites prepared by supersonic plasma spraying. J. Therm. Spray Technol. 2011, 20, 1286–1291. [Google Scholar] [CrossRef]
- Yang, Y.; Li, K.; Li, H. Ablation Behavior of HfC Coating Prepared by Supersonic Plasma Spraying for SiC-Coated C/C Composites. Adv. Compos. Lett. 2015, 24, 113–118. [Google Scholar] [CrossRef]
- Wen, B.; Ma, Z.; Liu, Y.; Wang, F.; Cai, H.; Gao, L. Supersonic flame ablation resistance of W/ZrC coating deposited on C/SiC composites by atmosphere plasma spraying. Ceram. Int. 2014, 40, 11825–11830. [Google Scholar] [CrossRef]
- Jia, Y.; Li, H.; Feng, L.; Sun, J.; Li, K.; Fu, Q. Ablation behavior of rare earth La-modified ZrC coating for SiC-coated carbon/carbon composites under an oxyacetylene torch. Corros. Sci. 2016, 104, 61–70. [Google Scholar] [CrossRef]
- Hu, C.; Ge, X.; Niu, Y.; Li, H.; Huang, L.; Zheng, X.; Sun, J. Influence of oxidation behavior of feedstock on microstructure and ablation resistance of plasma-sprayed zirconium carbide coating. J. Therm. Spray Technol. 2015, 24, 1302–1311. [Google Scholar] [CrossRef]
- Jia, Y.; Li, H.; Fu, Q.; Zhao, Z.; Sun, J. Ablation resistance of supersonic-atmosphere-plasma-spraying ZrC coating doped with ZrO2 for SiC-coated carbon/carbon composites. Corros. Sci. 2007, 123, 40–54. [Google Scholar] [CrossRef]
- Niu, Y.R.; Liu, X.Y.; Ding, C.X. Comparison of silicon coatings deposited by vacuum plasma spraying (VPS) & atmospheric plasma spraying (APS). Mater. Sci. Forum. 2006, 510, 802–805. [Google Scholar]
- Kowbel, W.; Withers, J.; Ransone, P. CVD and CVR silicon-based functionally gradient coatings on C C composites. Carbon 1995, 33, 415–426. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | ||
|---|---|---|
| Pre/post-heating | Spraying current, A | 500 |
| Ar gas flow, NLPM 1 | 30 | |
| H2 gas flow, NLPM | 2 | |
| Chamber Pressure, mbar | 100 | |
| Spraying distance, mm | 210 | |
| Coating | Spraying current, A | 500–700 |
| Ar gas flow, NLPM | 50 | |
| H2 gas flow, NLPM | 10 | |
| Feeding rate, g/min | 4.5 | |
| Chamber Pressure, mbar | 50 | |
| Spraying distance, mm | 350 | |
| Samples | Mass ablation rate | Linear ablation rate |
|---|---|---|
| C/C | 3.21 | 7.73 |
| ZrC/SiC-coated C/C | −2.67 | −3.76 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, B.R.; Kim, H.S.; Oh, P.Y.; Lee, J.M.; Lee, H.I.; Hong, S.M. Characteristics of ZrC Barrier Coating on SiC-Coated Carbon/Carbon Composite Developed by Thermal Spray Process. Materials 2019, 12, 747. https://doi.org/10.3390/ma12050747
Kang BR, Kim HS, Oh PY, Lee JM, Lee HI, Hong SM. Characteristics of ZrC Barrier Coating on SiC-Coated Carbon/Carbon Composite Developed by Thermal Spray Process. Materials. 2019; 12(5):747. https://doi.org/10.3390/ma12050747
Chicago/Turabian StyleKang, Bo Ram, Ho Seok Kim, Phil Yong Oh, Jung Min Lee, Hyung Ik Lee, and Seong Min Hong. 2019. "Characteristics of ZrC Barrier Coating on SiC-Coated Carbon/Carbon Composite Developed by Thermal Spray Process" Materials 12, no. 5: 747. https://doi.org/10.3390/ma12050747
APA StyleKang, B. R., Kim, H. S., Oh, P. Y., Lee, J. M., Lee, H. I., & Hong, S. M. (2019). Characteristics of ZrC Barrier Coating on SiC-Coated Carbon/Carbon Composite Developed by Thermal Spray Process. Materials, 12(5), 747. https://doi.org/10.3390/ma12050747