Monolithic Structure-Optical Fiber Sensor with Temperature Compensation for Pressure Measurement

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Operating Principles and Fabrication of Sensor
2.1. Operating Principles
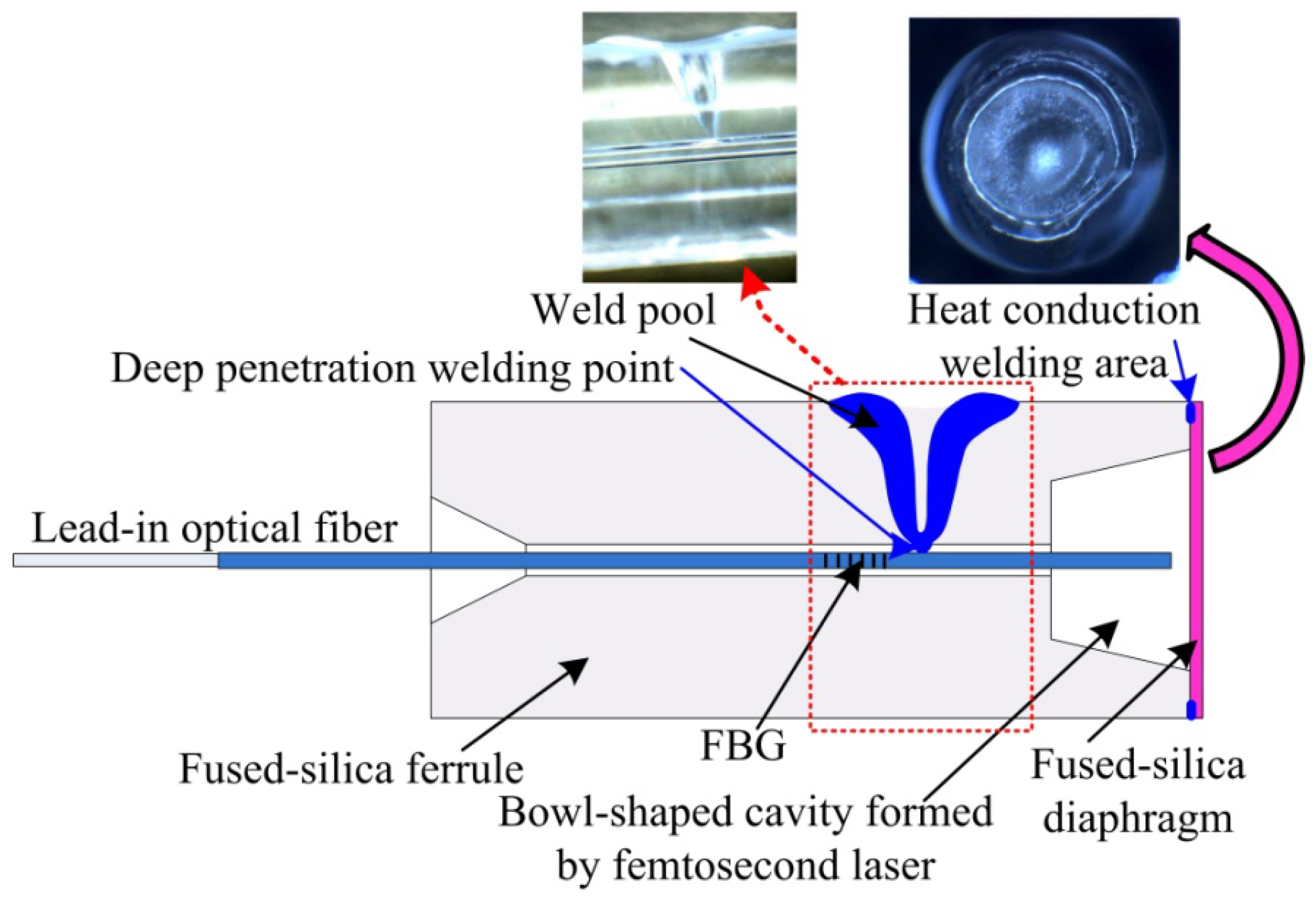
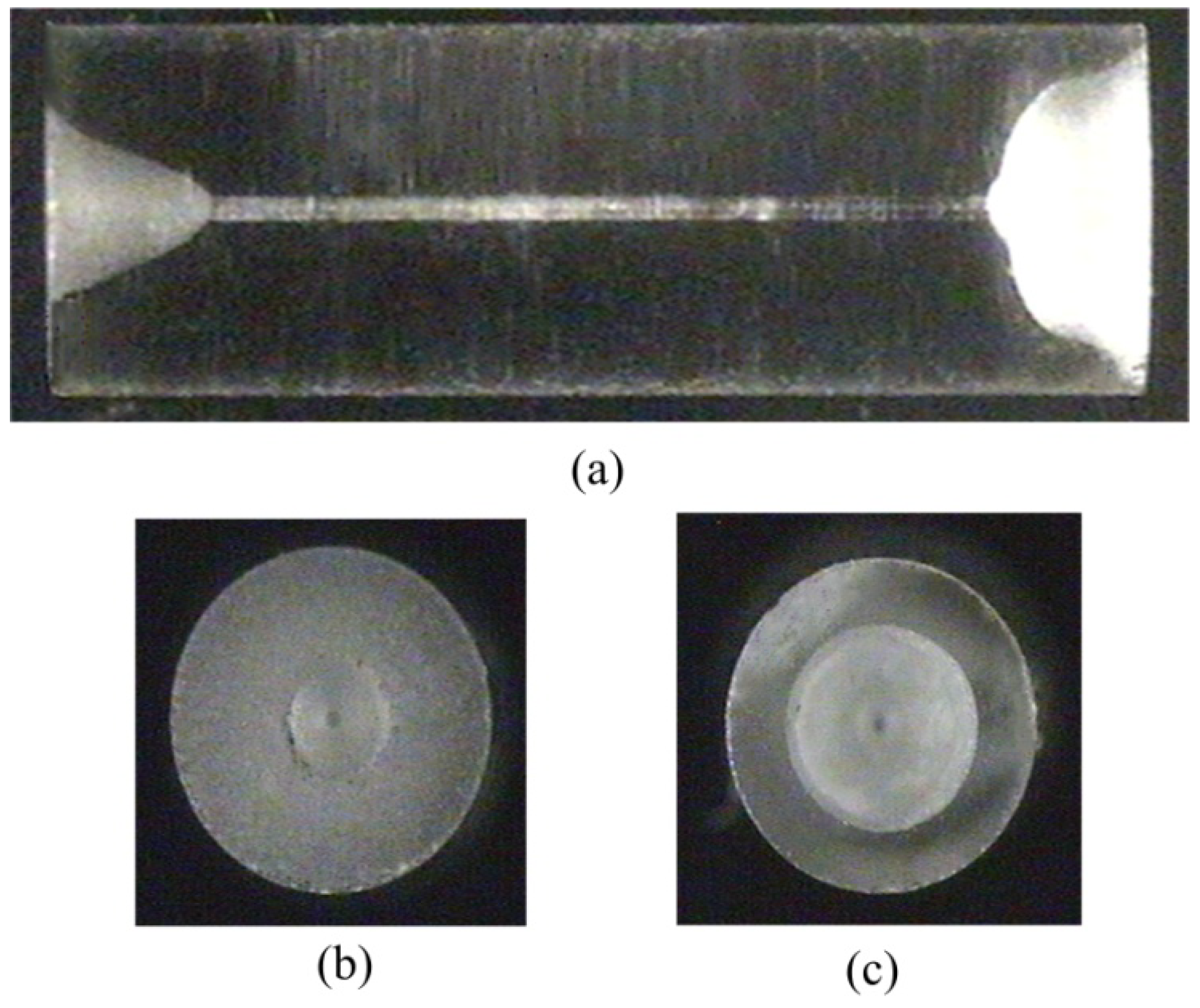
2.2. Fabrication of Seepage Pressure Sensor
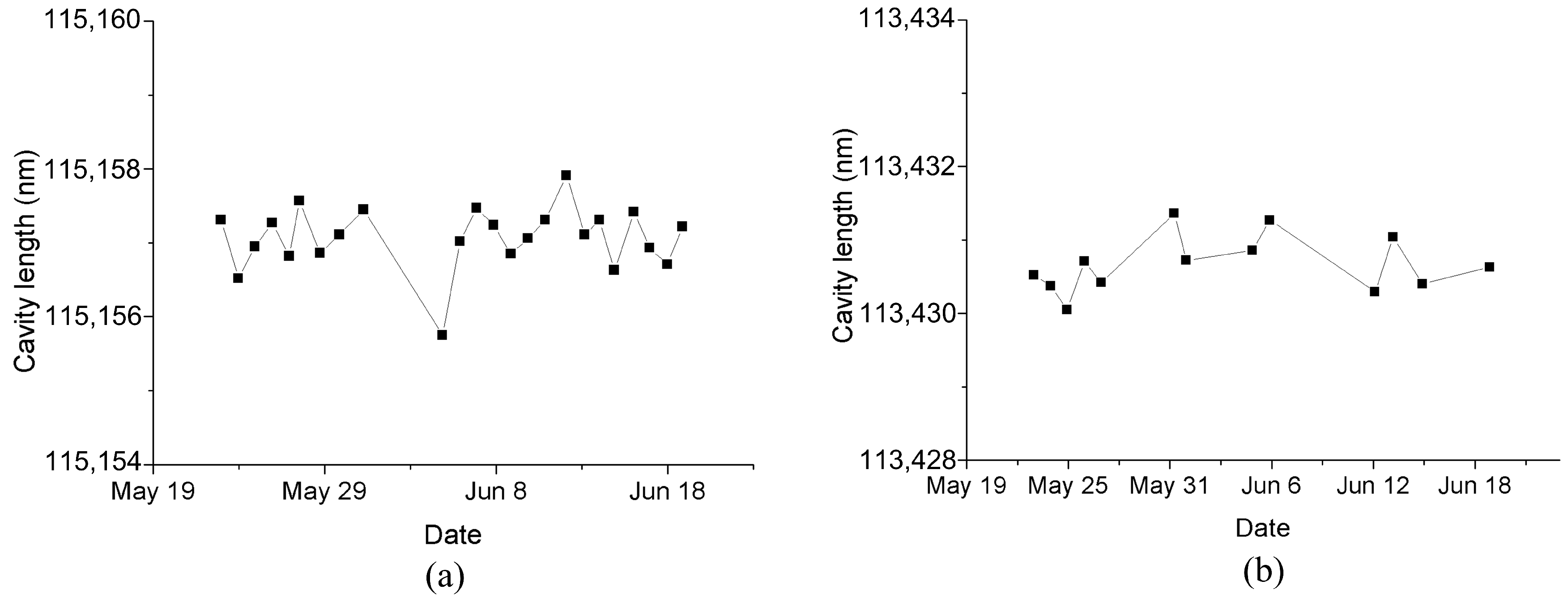
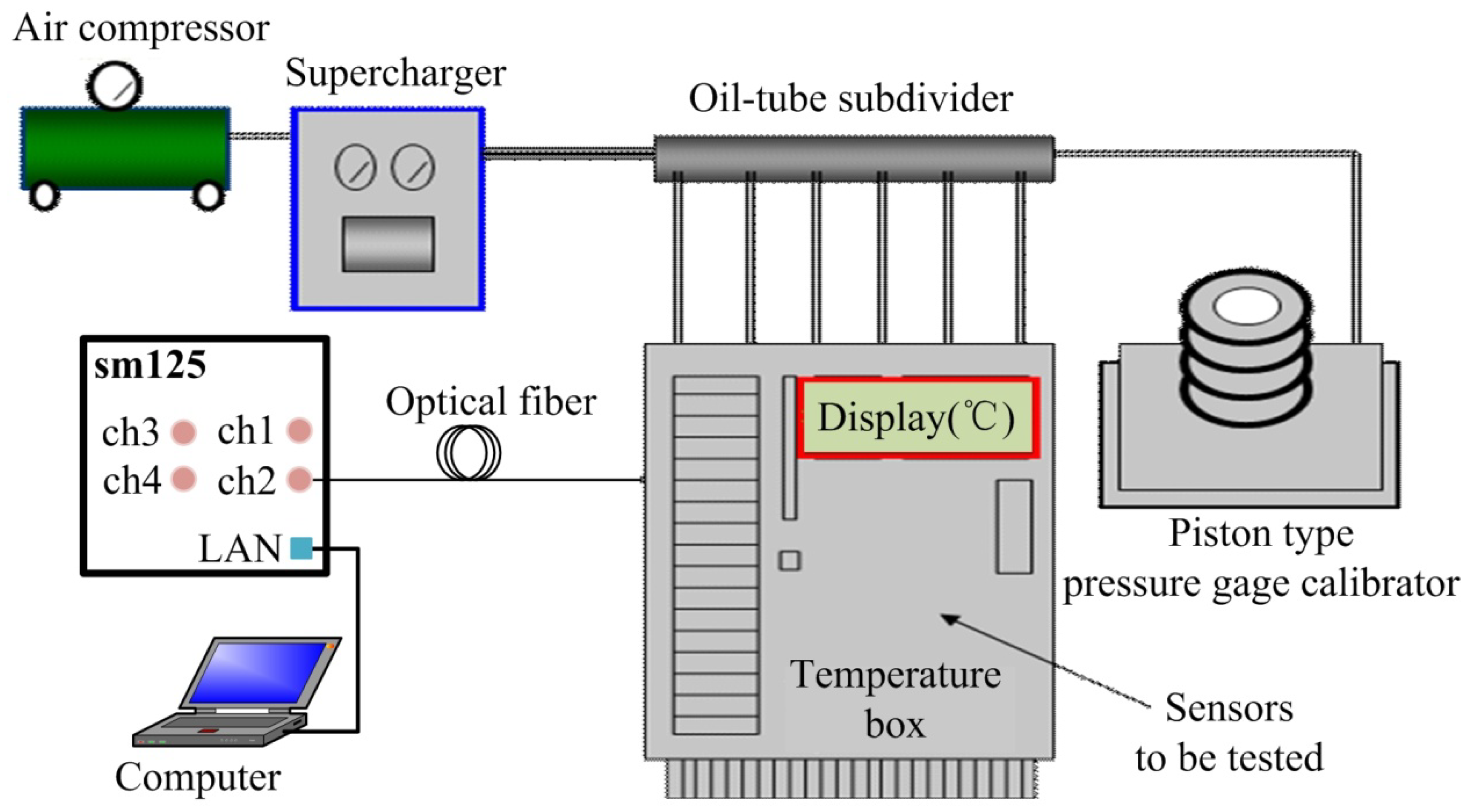
3. Experiment and Results
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Tsang, Y.W.; Witherspoon, P.A. Hydromechanical behavior of a deformable rock fracture subject to normal stress. J. Geophys. Res. Atmos. 1981, 86, 9187–9198. [Google Scholar] [CrossRef]
- Esaki, T.; Hojo, H.; Kimura, T.; Kameda, N. Shear-flow coupling test on rock joints. In Proceedings of the 7th international Congress on Rock Mechanics, Rotterdam, The Netherlands, 16 September 1991; pp. 389–392. [Google Scholar]
- Busch, L.A. Experiencing the Teton dam failure. Int. Water Power Dam Constr. 2002, 54, 38–41. [Google Scholar]
- Chen, K.; Yu, Z.; Gong, Z.; Yu, Q. Lock-in white-light-interferometry-based all-optical photoacoustic spectrometer. Opt. Lett. 2018, 43, 5038–5041. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; He, J.; Du, B.; Zhang, F.; Guo, K.; Wang, P. Measurement of high pressure and high temperature using a dual-cavity Fabry–Perot interferometer created in cascade hollow-core fibers. Opt. Lett. 2018, 43, 6009–6012. [Google Scholar] [CrossRef] [PubMed]
- Islam, M.; Ali, M.; Lai, M.H.; Lim, K.S.; Ahmad, H. Chronology of Fabry-Perot Interferometer Fiber-Optic Sensors and Their Applications: A Review. Sensors 2014, 14, 7451–7488. [Google Scholar] [CrossRef] [PubMed]
- Kersey, A.D.; Berkoff, T.A.; Morey, W.W. Multiplexed fiber Bragg grating strain-sensor system with a fiber Fabry–Perot wavelength filter. Opt. Lett. 1993, 18, 1370–1372. [Google Scholar] [CrossRef] [PubMed]
- Murphy, K.A.; Gunther, M.F.; Vengsarkar, A.; Claus, R.O. Quadrature phase-shifted, extrinsic Fabry–Perot optical fiber sensors. Opt. Lett. 1991, 16, 273–275. [Google Scholar] [CrossRef]
- Huang, Z.; Zhu, Y.; Chen, X.; Wang, A. Intrinsic Fabry-Perot fiber sensor for temperature and strain measurements. IEEE Photonics Technol. Lett. 2005, 17, 2403–2405. [Google Scholar] [CrossRef]
- Lee, C.; Taylor, H.F. Interferometric optical fibre sensors using internal mirrors. Electron. Lett. 1988, 24, 193–194. [Google Scholar] [CrossRef]
- Wolthuis, R.; Mitchell, G.; Saaski, E.; Hartl, J.; Afromowitz, M. Development of medical pressure and temperature sensors employing optical spectrum modulation. IEEE Trans. Biomed. Eng. 1991, 38, 974–981. [Google Scholar] [CrossRef]
- Ma, J.; Xuan, H.; Ho, H.L.; Jin, W.; Yang, Y.; Fan, S. Fiber-Optic Fabry-Perot Acoustic Sensor with Multilayer Graphene Diaphragm. IEEE Photonics Technol. Lett. 2013, 25, 932–935. [Google Scholar] [CrossRef]
- Chen, K.; Gong, Z.; Guo, M.; Yu, S.; Qu, C.; Zhou, X.; Yu, Q. Fiber-optic Fabry–Perot interferometer based high sensitive cantilever microphone. Sens. Actuators: A 2018, 279, 107–111. [Google Scholar] [CrossRef]
- Gong, Z.; Chen, K.; Yang, Y.; Zhou, X.; Yu, Q. Photoacoustic spectroscopy based multi-gas detection using high-sensitivity fiber-optic low-frequency acoustic sensor. Sens. Actuators B 2018, 260, 357–363. [Google Scholar] [CrossRef]
- Gong, Z.; Ke, C.; Zhou, X.; Yang, Y.; Zhao, Z.; Zou, H.; Yu, Q. High-Sensitivity Fabry–Perot Interferometric Acoustic Sensor for Low-Frequency Acoustic Pressure Detections. J. Lightwave Technol. 2017, 35, 5276–5279. [Google Scholar] [CrossRef]
- Ma, J.; Jin, W.; Ho, H.L.; Dai, J.Y. High-sensitivity fiber-tip pressure sensor with graphene diaphragm. Opt. Lett. 2012, 37, 2493–2495. [Google Scholar] [CrossRef] [PubMed]
- Zhu, C.; Chen, Y.; Zhuang, Y.; Fang, G.; Liu, X.; Huang, J. Optical Interferometric Pressure Sensor Based on a Buckled Beam with Low-Temperature Cross-Sensitivity. IEEE Trans. Instrum. Meas. 2018, 67, 950–955. [Google Scholar] [CrossRef]
- Zhu, J.; Wang, M.; Chen, L.; Ni, X.; Ni, H. An optical fiber Fabry–Perot pressure sensor using corrugated diaphragm and angle polished fiber. Opt. Fiber Technol. 2017, 34, 42–46. [Google Scholar] [CrossRef]
- Donlagic, D.; Cibula, E. All-fiber high-sensitivity pressure sensor with SiO2 diaphragm. Opt. Lett. 2005, 30, 2071–2073. [Google Scholar] [CrossRef] [PubMed]
- Li, C.; Yu, X.; Lan, T.; Liu, J.; Fan, S. Insensitivity to Humidity in Fabry–Perot Sensor with Multilayer Graphene Diaphragm. IEEE Photonics Technol. Lett. 2018, 30, 565–568. [Google Scholar] [CrossRef]
- Eom, J.; Park, C.J.; Lee, B.H.; Lee, J.H.; Kwon, I.B.; Chung, E. Fiber optic Fabry–Perot pressure sensor based on lensed fiber and polymeric diaphragm. Sens. Actuators A 2015, 225, 25–32. [Google Scholar] [CrossRef]
- Shi, J.; Wang, Y.; Xu, D.; He, Y.; Jiang, J.; Xu, W.; Zhang, H.; Su, G.; Yan, C.; Yan, D.; et al. Remote Gas Pressure Sensor Based on Fiber Ring Laser Embedded with Fabry-Pérot Interferometer and Sagnac Loop. IEEE Photonics J. 2016, 5, 1–8. [Google Scholar] [CrossRef]
- Xu, J.; Pickrell, G.R.; Wang, X.; Yu, B.; Cooper, K.L.; Wang, A. Vacuum-sealed high temperature high bandwidth fiber optic pressure and acoustic sensors. SPIE 2005, 5998, 599809. [Google Scholar]
- Yi, J.; Lally, E.; Wang, A.; Xu, Y. Demonstration of an All-Sapphire Fabry–Perot Cavity for Pressure Sensing. IEEE Photonics Technol. Lett. 2011, 23, 9–11. [Google Scholar] [CrossRef]
- Yi, J. Adhesive-free bonding of monolithic sapphire for pressure sensing in extreme environments. Sensors 2018, 18, 2712. [Google Scholar] [CrossRef] [PubMed]
- Zhou, X.; Yu, Q. Wide-Range Displacement Sensor Based on Fiber-Optic Fabr-Perot Interferometer for Subnanometer Measurement. IEEE Sens. J. 2011, 11, 1602–1606. [Google Scholar] [CrossRef]
- Giovanni, M.D. Flat and Corrugated Diaphragm Design Handbook; Mercel Dekker: New York, NY, USA, 1982. [Google Scholar]
- Zhou, X.; Yu, Q.; Peng, W. Simultaneous measurement of down-hole pressure and distributed temperature with single fiber. Meas. Sci. Technol. 2012, 23, 085102. [Google Scholar] [CrossRef]

© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, W.; Zhou, X.; Wu, W.; Chen, J.; He, S.; Guo, W.; Gao, J.; Huang, S.; Chen, X. Monolithic Structure-Optical Fiber Sensor with Temperature Compensation for Pressure Measurement. Materials 2019, 12, 552. https://doi.org/10.3390/ma12040552
Wang W, Zhou X, Wu W, Chen J, He S, Guo W, Gao J, Huang S, Chen X. Monolithic Structure-Optical Fiber Sensor with Temperature Compensation for Pressure Measurement. Materials. 2019; 12(4):552. https://doi.org/10.3390/ma12040552
Chicago/Turabian StyleWang, Wenhua, Xinlei Zhou, Weina Wu, Jihua Chen, Shenlong He, Weifeng Guo, Junbin Gao, Shaoxin Huang, and Xuanhua Chen. 2019. "Monolithic Structure-Optical Fiber Sensor with Temperature Compensation for Pressure Measurement" Materials 12, no. 4: 552. https://doi.org/10.3390/ma12040552
APA StyleWang, W., Zhou, X., Wu, W., Chen, J., He, S., Guo, W., Gao, J., Huang, S., & Chen, X. (2019). Monolithic Structure-Optical Fiber Sensor with Temperature Compensation for Pressure Measurement. Materials, 12(4), 552. https://doi.org/10.3390/ma12040552