Effect of the Application of Different Surface Treatment Methods on the Strength of Titanium Alloy Sheet Adhesive Lap Joints





Abstract

1. Introduction
2. Materials and Methods
2.1. Adherend
2.2. Surface Preparation Methods
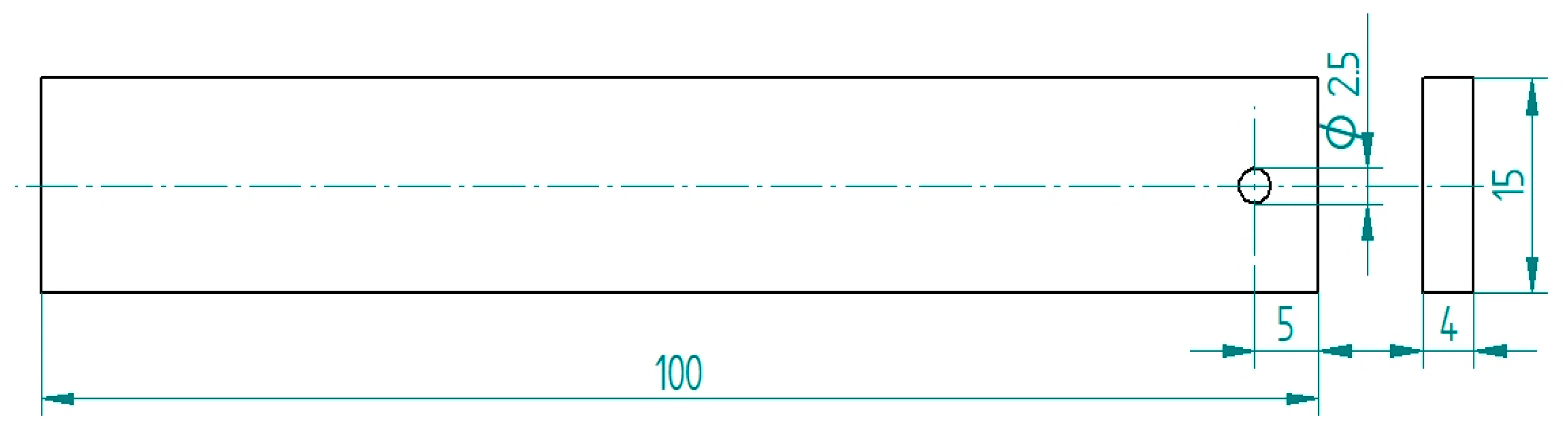
2.3. Shape and Dimensions of Adhesive Joints and Specimen Preparation Conditions
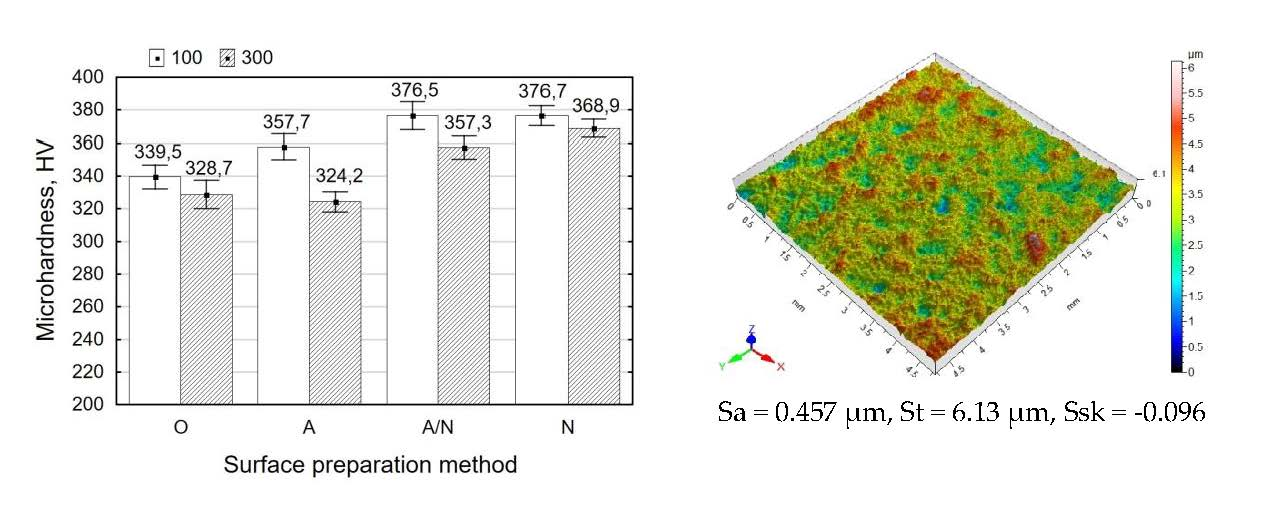
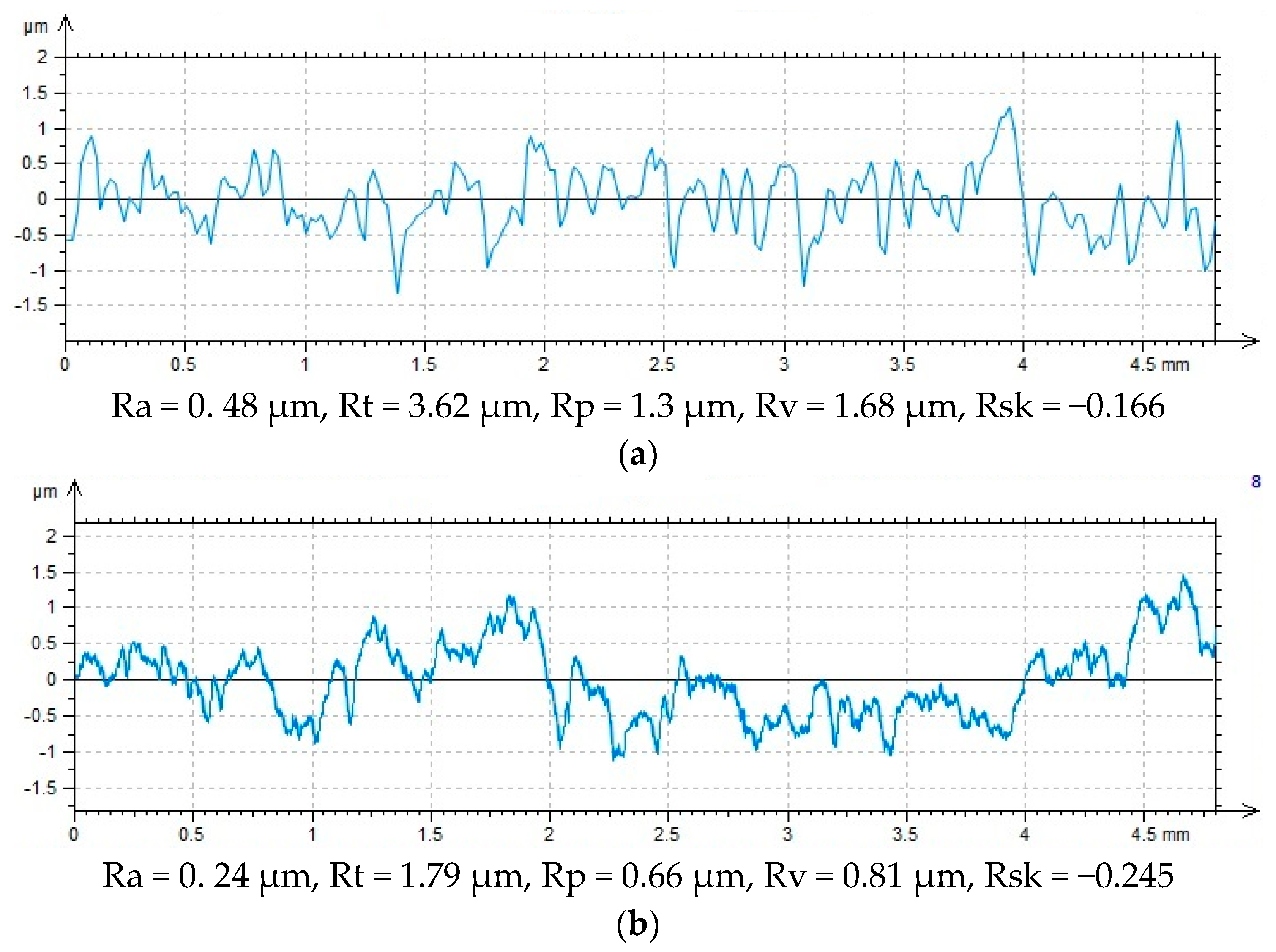
2.4. Surface Roughness and Microhardness Measurements
2.5. Strength Test
3. Results
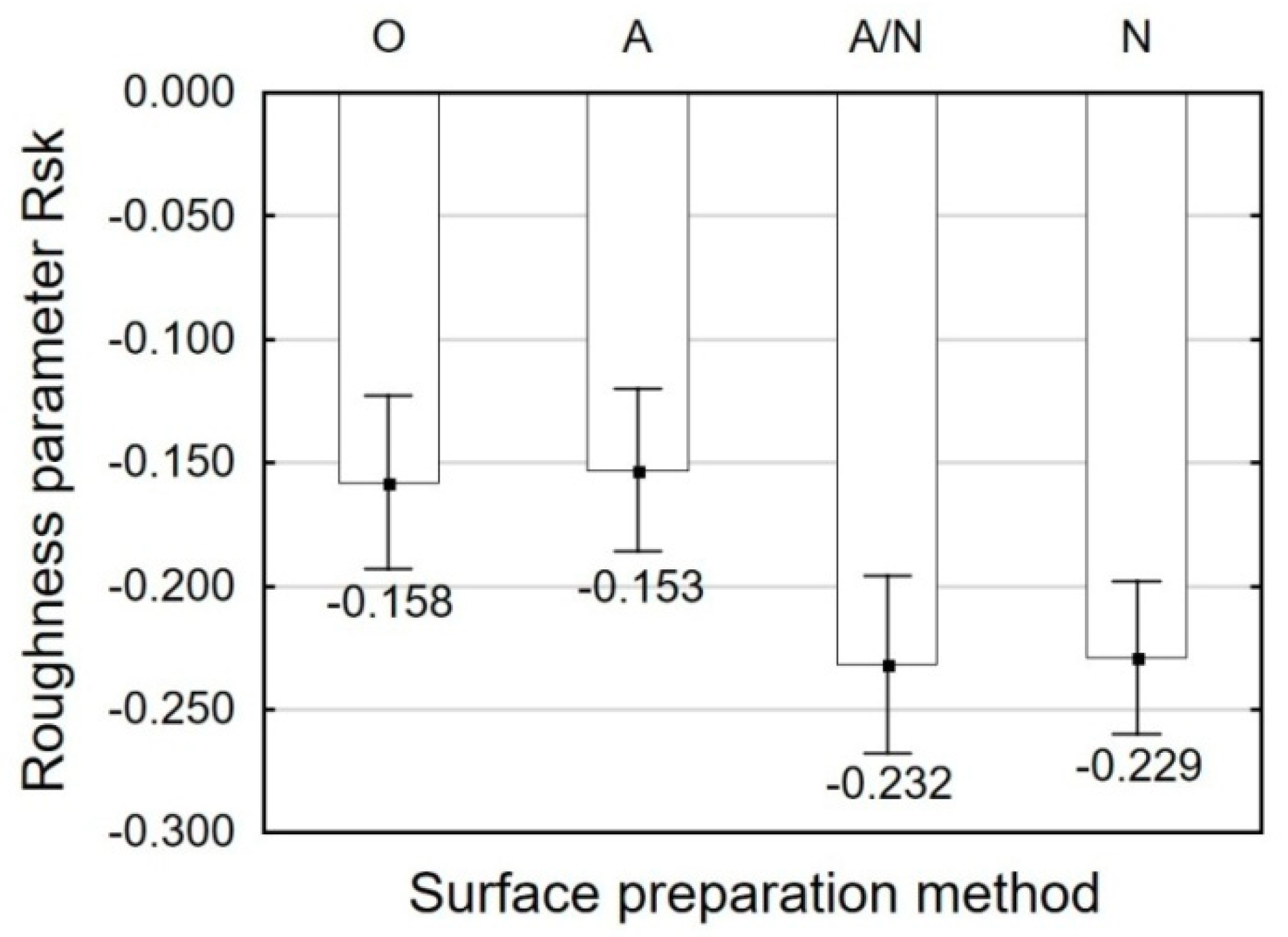
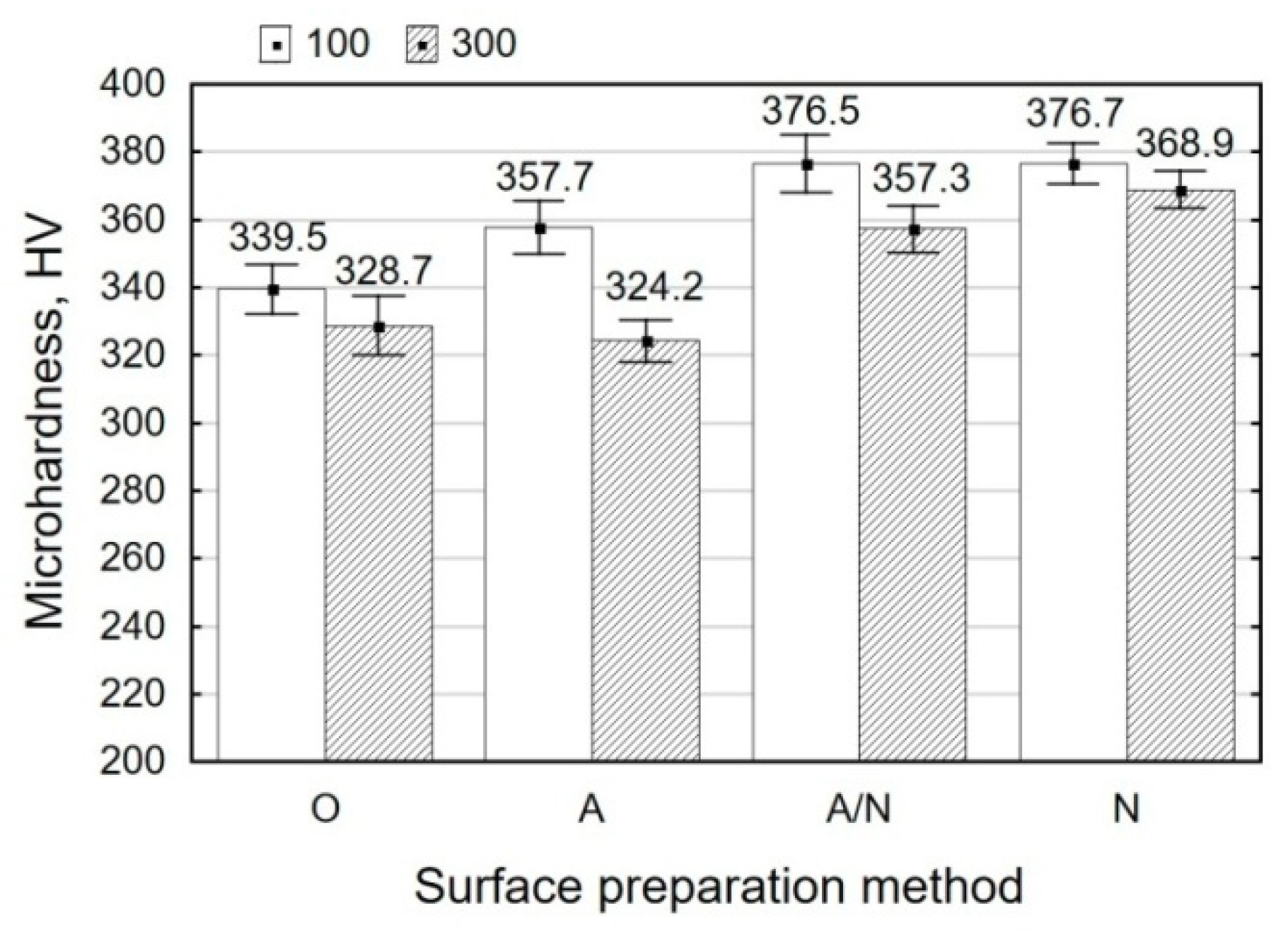
3.1. Surface Roughness and Microhardness Results
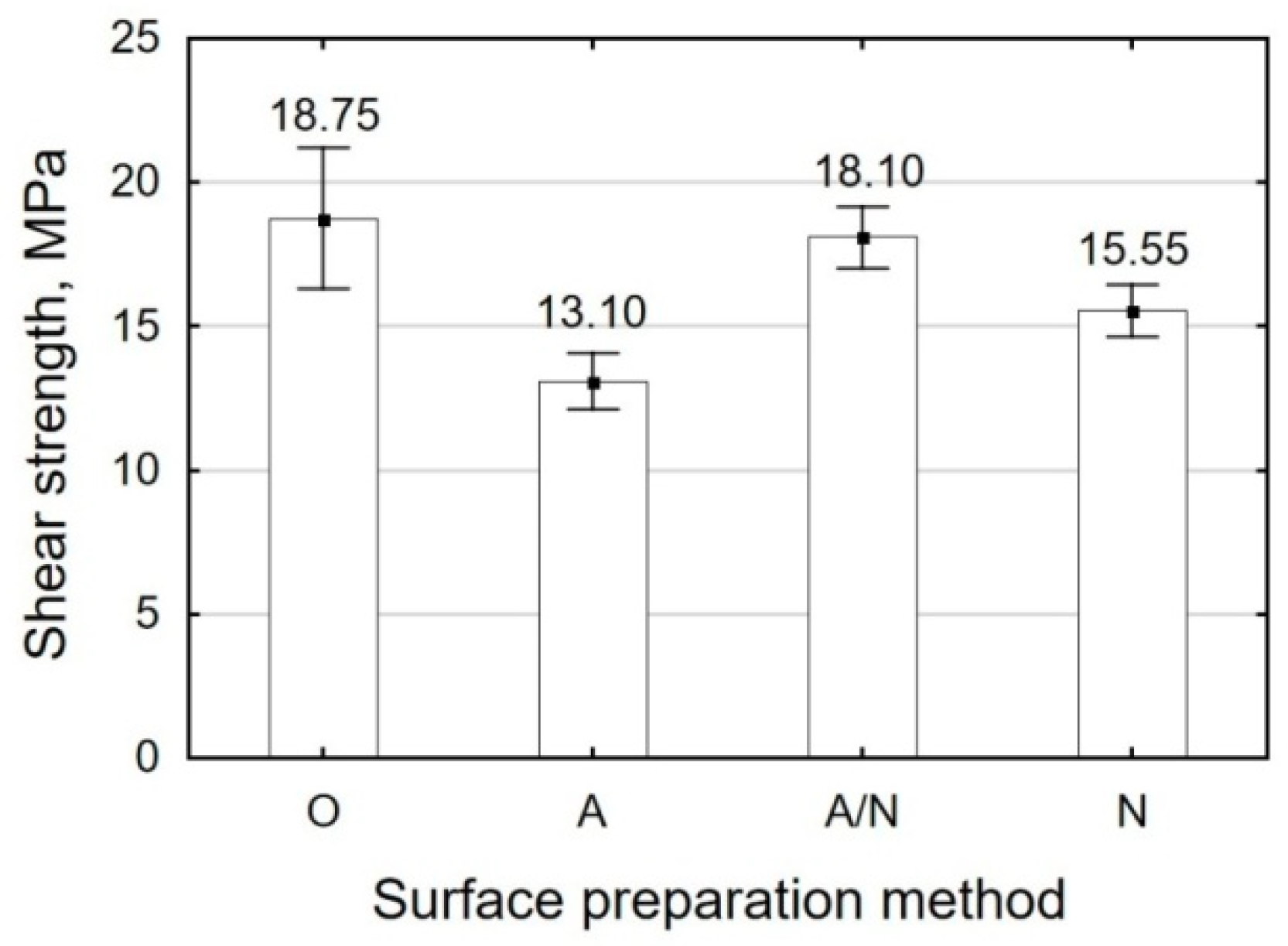
3.2. Strength Test Results
- The highest shear strength can be observed for the specimens treated by alkaline degreasing (O) (18.75 MPa) and for the specimens treated by anodizing followed by vibratory shot peening (A/N) (18.10 MPa);
- The shear strength of adhesive joints where surface preparation treatment involved the application of vibratory shot peening after anodizing (A/N) is higher by 28% than the shear strength of the specimens that were only treated by anodizing (A) and by 14% than the shear strength of the adhesive joints where the surface was prepared by vibratory shot peening (N);
- The shear strength of the specimens treated by vibratory shot peening (N) is higher than that the specimens treated by anodizing (A). The difference in adhesive joint strength between these surface preparation variants is 16%.
- The lowest shear strength is obtained for the adhesive joints where the surface preparation treatment involved alkaline degreasing (O) and is equal to 4.87 MPa, which amounts to 57% of the maximum strength (11.40 MPa) obtained for the adhesive joints in which the surface was treated by anodizing followed by vibratory shot peening (A/N);
- Like in the case of titanium alloy sheet adhesive joints fabricated with E5/PAC/100:80, the shear strength of the adhesive joints in which surface preparation involved the use of anodizing and vibratory shot peening (A/N) is higher than the shear strength of the adhesive joints in which surface treatment involved anodizing (A) and shot peening (N) by 14% and 22%, respectively.
4. Discussion
5. Conclusions
- The use of a hybrid surface preparation treatment, that is, anodizing combined with vibratory shot peening, results in increased strength of Ti6Al4V alloy sheet adhesive joints; in contrast, when these two surface preparation techniques are used separately, the strength of the produced adhesive joints is lower;
- To produce higher-strength Ti6Al4V alloy sheet adhesive, it is recommended to use a more flexible adhesive;
- Both the properties of an adhesive (particularly its viscosity) and the geometric structure of adherend surface, after the application of specified surface treatment methods, significantly affect the production of a real adhesive–adherend contact surface, as this ensures relatively high strength because of, among others, a considerable role of mechanical adhesion;
- The increase in the ratio between valley depth and peak height due to the application of shot peening, as shown by the decrease in the Rsk parameter, has a positive effect on the strength of adhesive joints;
- Increased curing of the adherend surface layer due to the application of shot peening can lead to increased strength of adhesive joints loaded by variable forces.
Author Contributions
Funding
Conflicts of Interest
References
- Leyens, C.; Peters, M. Titanium and Titanium Alloys: Fundamentals and Applications; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2003; pp. 333–350, 423–451, 453–464, 467–482. [Google Scholar]
- Henriques, V.A.R. Titanium production for aerospace applications. J. Aerosp. Technol. Manag. 2009, 1, 7–17. [Google Scholar] [CrossRef]
- Adams, R.D. Adhesive Bonding. Science, Technology and Applications; Woodhead Publishing: London, UK, 2010; pp. 76–78. [Google Scholar]
- Molitor, P.; Barron, V.; Young, T. Surface treatment of titanium for adhesive bonding to polymer composites: A review. Int. J. Adhes. Adhes. 2001, 21, 129–136. [Google Scholar] [CrossRef]
- Clearfield, H.M.; McNamara, D.K.; Davis, G.D. Adherend Surface Preparation for Structural Adhesive Bonding. In Adhesive Bonding; Lee, L.H., Ed.; Springer: Boston, MA, USA, 1991; pp. 203–237. [Google Scholar]
- Shaffer, D.K.; Clearfield, H.M.; Ahearn, J.S. Titanium as an adherend. In Treatise on Adhesion and Adhesives, 7th ed.; Minford, J.D., Ed.; Marcel Dekker, Inc.: New York, NY, USA, 1991; pp. 437–495. [Google Scholar]
- Zhang, S.; Ma, Y.; Huang, S.; Youssef, S.S.; Qi, M.; Wang, H.; Qiu, J.; Lei, J.; Yang, R. Temperature-gradient induced microstructure evolution in heat-affected zone of electron beam welded Ti-6Al-4V titanium alloy. J. Mater. Sci. Technol. 2019, 35, 1681–1690. [Google Scholar] [CrossRef]
- Akram, M.; Jansen, K.M.B.; Ernst, L.J.; Bhowmik, S. Atmospheric pressure plasma surface modification of titanium for high temperature adhesive bonding. Int. J. Adhes. Adhes. 2011, 31, 598–604. [Google Scholar] [CrossRef][Green Version]
- Mahoon, A. Titanium adherends in durability of structural adhesives. In Durability of Structural Adhesives; Kinloch, A.J., Ed.; Applied Science Publisher: London, UK, 1983; pp. 259–275. [Google Scholar]
- Brack, N.; Rider, A.N. The influence of mechanical and chemical treatments on the environmental resistance of epoxy adhesive bonds to titanium. Int. J. Adhes. Adhes. 2014, 44, 20–27. [Google Scholar] [CrossRef]
- Ebnesajjad, S.; Ebnesajjad, C. Surface Treatment of Materials for Adhesive Bonding; Inc. Norwich, William Andrew: New York, NY, USA, 2013; pp. 170–176. [Google Scholar]
- Critchlow, G.W.; Brewis, D.M. Reviews of surface pretreatment for titanium alloys. Int. J. Adhes. Adhes. 1995, 15, 161–172. [Google Scholar] [CrossRef]
- Rudawska, A. Surface Treatment in Bonding Technology; Elsevier: London, UK, 2019; pp. 11, 13, 47–59. [Google Scholar]
- Rudawska, A. Influence of the thickness of joined elements on lap length of alluminium alloy sheet bonded joints. Adv. Sci. Technol. Res. J. 2015, 9, 35–44. [Google Scholar] [CrossRef]
- He, P.; Huang, M.; Fisher, S.; Yue, C.Y.; Yang, J. Effects of primer and annealing treatment on the shear strength between anodized Ti6Al4V and epoxy. Int. J. Adhes. Adhes. 2015, 57, 49–56. [Google Scholar] [CrossRef]
- Mertens, T.; Gammel, F.J.; Kolb, M.; Rohr, O.; Kotte, L.; Tschöcke, S.; Kaskel, S.; Krupp, U. Investigation of surface pre-treatments for the structural bonding of titanium. Int. J. Adhes. Adhes. 2012, 34, 46–54. [Google Scholar] [CrossRef]
- Clearfield, H.M.; Shaffer, D.K.; Vandoren, S.L.; Ahearn, J.S. Surface preparation of Ti-6Al-4V for high-temperature adhesive bonding. J. Adhes. 1989, 29, 81–102. [Google Scholar] [CrossRef]
- Golaz, B.; Michaud, V.; Lavanchy, S.; Månson, J.-A.E. Design and durability of titanium adhesive joints for marine applications. Int. J. Adhes. Adhes. 2013, 45, 150–157. [Google Scholar] [CrossRef]
- He, P.; Chen, K.; Yu, B.; Yue, C.Y.; Yang, J. Surface microstructures and epoxy bonded shear strength of Ti6Al4V alloy anodized at various temperatures. Comp. Sci. Technol. 2013, 82, 15–22. [Google Scholar] [CrossRef]
- Molitor, P.; Young, T. Adhesives bonding of a titanium alloy to a glass fibre reinforced composite material. Int. J. Adhes. Adhes. 2002, 22, 101–107. [Google Scholar] [CrossRef]
- Aakkula, J.; Saarela, O. Silane based field level surface treatment methods for aluminium, titanium and steel bonding. Int. J. Adhes. Adhes. 2014, 48, 268–279. [Google Scholar] [CrossRef]
- Pizzorni, M.; Gambaro, C.; Lertora, E.; Mandolfino, C. Effect of process gases in vacuum plasma treatment on adhesion properties of titanium alloy substrates. Int. J. Adhes. Adhes. 2018, 86, 113–122. [Google Scholar] [CrossRef]
- Jiang, X.P.; Wang, X.Y.; Li, J.X.; Li, D.Y.; Man, C.-S.; Shepard, M.J.; Zhai, T. Enhancement of fatigue and corrosion properties of pure Ti by sandblasting. Mater. Sci. Eng. 2006, 429, 30–35. [Google Scholar] [CrossRef]
- Sahoo, B.; Satpathy, R.K.; Prasad, K.; Ahmrd, S.; Kumar, V. Effect of shot peening on low cycle fatigue life of compressor disc of a typical fighter class aero-engine. Procedia Eng. 2013, 55, 144–148. [Google Scholar] [CrossRef]
- Yao, C.; Wu, D.; Ma, L.; Tan, L.; Zhou, Z.; Zhang, J. Surface integrity evolution and fatigue evaluation after milling mode, shot peening and polishing mode for TB6 titanium alloy. J. Appl. Surf. Sci. 2016, 387, 1257–1264. [Google Scholar] [CrossRef]
- Zaleski, K. The effect of shot peening on the fatigue life of parts made of titanium alloy Ti6Al4V. Maint. Reliab. 2009, 44, 65–71. [Google Scholar]
- Zaleski, R.; Zaleski, K.; Gorgol, M.; Wiertel, M. Positron annihilation study of aluminum, titanium, and iron alloys surface after shot peening. Appl. Phys. A 2015, 120, 551–559. [Google Scholar] [CrossRef]
- Wen, A.L.; Ren, R.M.; Wang, S.W.; Nishida, S. Effect of surface nano-crystallization on microstructure and mechanic properties of commercial pure titanium. Key Eng. Mater. 2004, 261–263, 1605–1640. [Google Scholar] [CrossRef]
- Rudawska, A.; Reszka, M.; Warda, T.; Miturska, I.; Szabelski, J.; Skoczylas, A.; Stancekova, D. Milling as method of surface pretreatment of steel for adhesive bonding. J. Adhes. Sci. Technol. 2016, 30, 2619–2636. [Google Scholar] [CrossRef]
- Zaleski, K.; Parol, A. Influence of vibratory shot peening on the surface conditions of titanium alloy. In Manufacturing Machine Elements from Metal Alloy with Special Properties; Lunarski, J., Ed.; Rzeszow Univeristy of Technology: Rzeszow, Poland, 1985; pp. 246–253. (In Polish) [Google Scholar]
- Rudawska, A.; Worzakowska, M.; Bociąga, E.; Olewnik-Kruszkowska, E. Investigation of selected properties of adhesive compositions based on epoxy resins. Int. J. Adhes. Adhes. 2019, 92, 23–36. [Google Scholar] [CrossRef]
- Rudawska, A. The influence of curing conditions on the strength of adhesive joints. J. Adhes. 2019. [Google Scholar] [CrossRef]
- Ingram, C.; Ramani, K. The effect of sodium hydroxide anodization on the durability of poly(etherketonetherketoneketone) adhesive bonding of titanium. Int. J. Adhes. Adhes. 1997, 17, 39–45. [Google Scholar] [CrossRef]
- Rudawska, A. Comparison of the adhesive joints’ strength of the similar and dissimilar systems of metal alloy/polymer composite. Appl. Adhes. Sci. J. 2019, 7, 1–17. [Google Scholar] [CrossRef]
- Da Silva, L.F.M.; Lopes, M.J.C.Q. Joint strength optimization by the mixed-adhesive technique. Int. J. Adhes. Adhes. 2009, 29, 509–514. [Google Scholar] [CrossRef]
- Da Silva, L.F.M.; Ferreira, N.M.A.J.; Richter-Trummer, V.; Marques, E.A.S. Effect of grooves on the strength of adhesively bonded joints. Int. J. Adhes. Adhes. 2010, 30, 735–743. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Titanium Alloy | Chemical Composition, % | |||||||
|---|---|---|---|---|---|---|---|---|
| Al | V | Fe | O | H | C | N | Ti | |
| Ti6Al4V | 5.5 | 3.5 | <0.30 | <0.20 | <0.0015 | <0.08 | <0.05 | Other |
| Mechanical Properties | Value | Unit |
|---|---|---|
| Young’s Modulus | 110–114 | GPa |
| Tensile Strength Rm | 960–970 | MPa |
| Yield Point Rp0.2 | 850–900 | MPa |
| Surface Preparation Method | Denotation |
|---|---|
| Alkaline Degreasing | O |
| Anodizing | A |
| Anodizing and Vibratory Shot Peening | A/N |
| Shot Peening | N |
| Epoxy Resin | Curing Agent | Stoichiometric Ratio Epoxy Resin: Curing Agent | Denotation |
|---|---|---|---|
| Epidian 5 | Polyamide Curing Agent (PAC) | 100:80 | E5/PAC/100:80 |
| Epidian 5 | Amine Curing Agent (Z-1) | 100:10 | E5/Z1/100:10 |
| Adhesive Composition | Surface Treatment | Failure Force | |
|---|---|---|---|
| Mean, N | Standard Deviation, N | ||
| E5/PAC/100:80 | O | 3040 | 495 |
| A | 1960 | 14 | |
| A/N | 2625 | 276 | |
| N | 2270 | 71 | |
| E5/Z1/100:10 | O | 754 | 161 |
| A | 1700 | 212 | |
| A/N | 1700 | 127 | |
| N | 1340 | 57 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rudawska, A.; Zaleski, K.; Miturska, I.; Skoczylas, A. Effect of the Application of Different Surface Treatment Methods on the Strength of Titanium Alloy Sheet Adhesive Lap Joints. Materials 2019, 12, 4173. https://doi.org/10.3390/ma12244173
Rudawska A, Zaleski K, Miturska I, Skoczylas A. Effect of the Application of Different Surface Treatment Methods on the Strength of Titanium Alloy Sheet Adhesive Lap Joints. Materials. 2019; 12(24):4173. https://doi.org/10.3390/ma12244173
Chicago/Turabian StyleRudawska, Anna, Kazimierz Zaleski, Izabela Miturska, and Agnieszka Skoczylas. 2019. "Effect of the Application of Different Surface Treatment Methods on the Strength of Titanium Alloy Sheet Adhesive Lap Joints" Materials 12, no. 24: 4173. https://doi.org/10.3390/ma12244173
APA StyleRudawska, A., Zaleski, K., Miturska, I., & Skoczylas, A. (2019). Effect of the Application of Different Surface Treatment Methods on the Strength of Titanium Alloy Sheet Adhesive Lap Joints. Materials, 12(24), 4173. https://doi.org/10.3390/ma12244173