Recycled Glass Fiber Composites from Wind Turbine Waste for 3D Printing Feedstock: Effects of Fiber Content and Interface on Mechanical Performance

 , and
, and
Abstract
1. Introduction
2. Materials and Methods
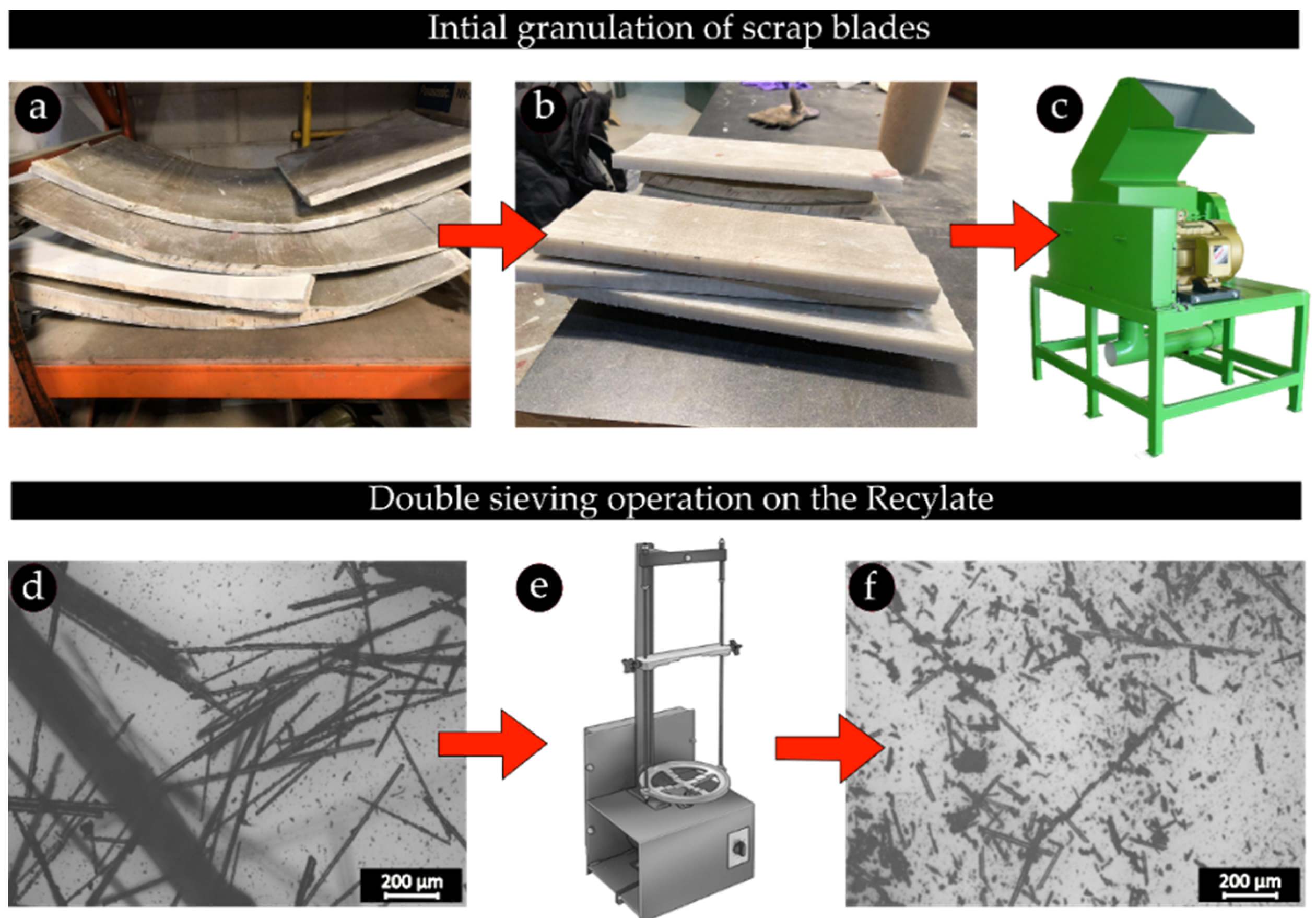
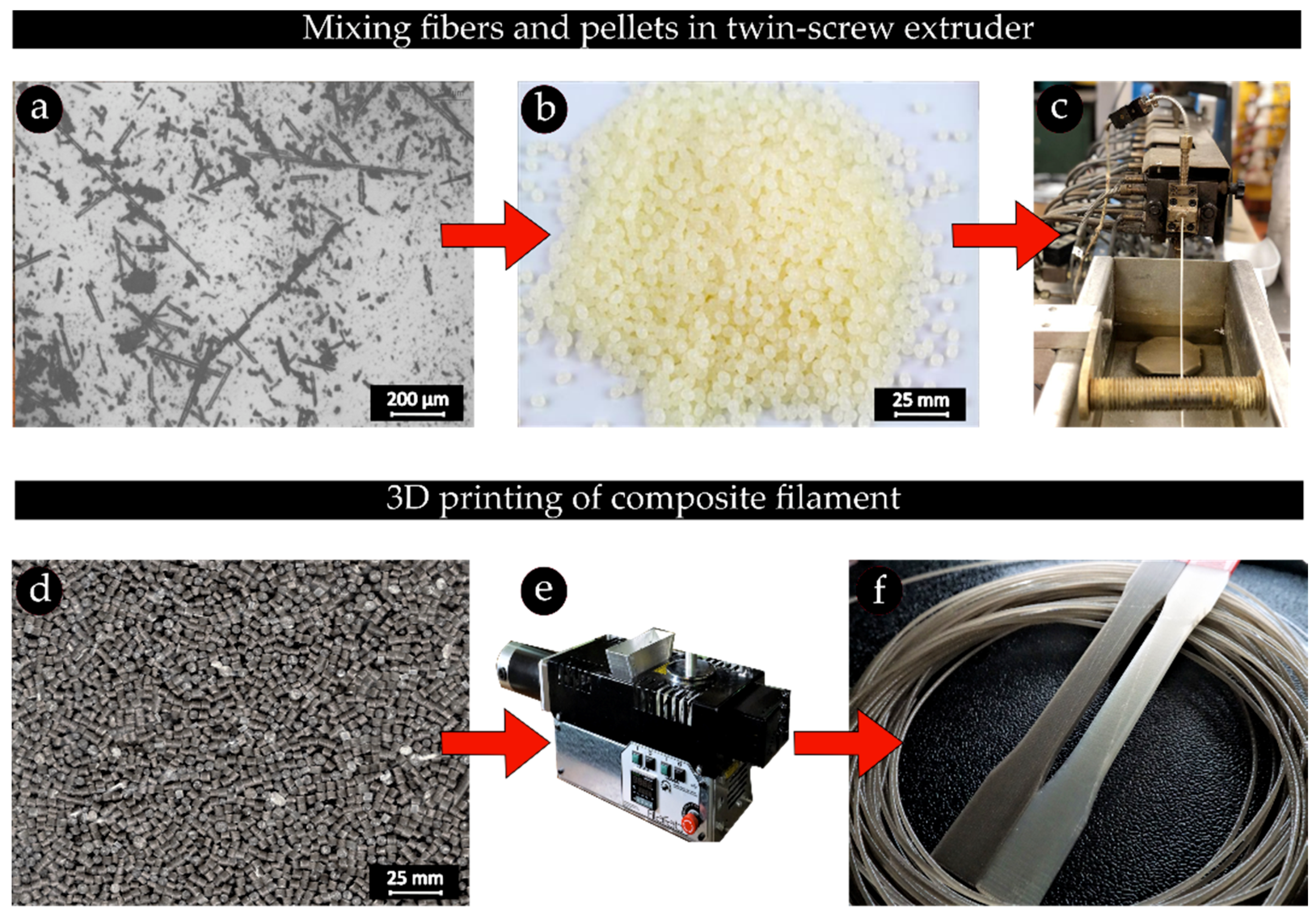
2.1. Recycling and Extrusion Procedure
2.2. Characterization of Material Properties
3. Results
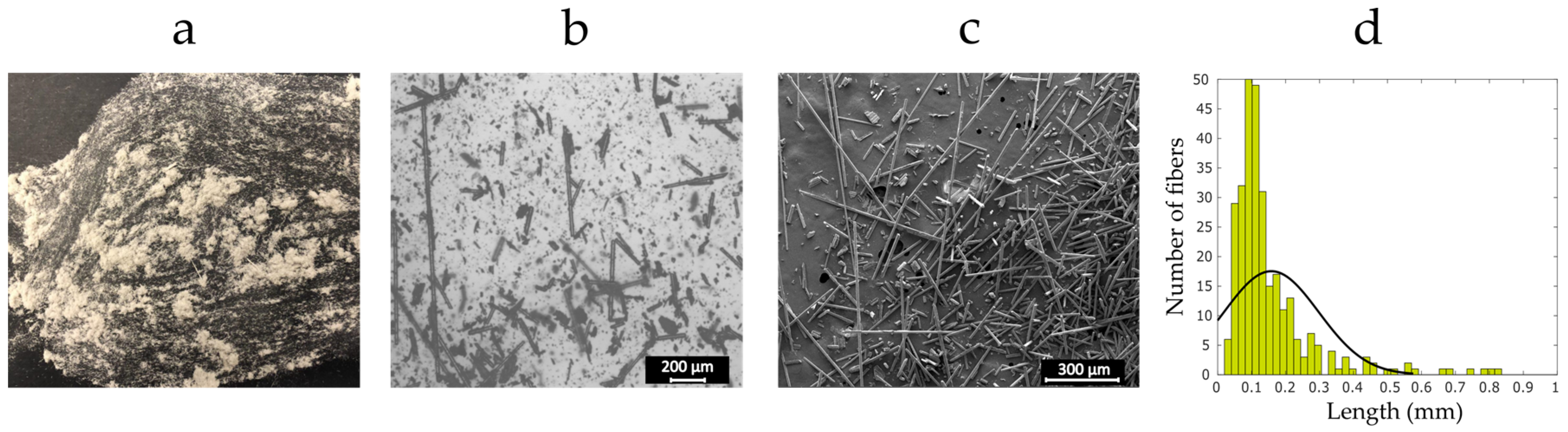
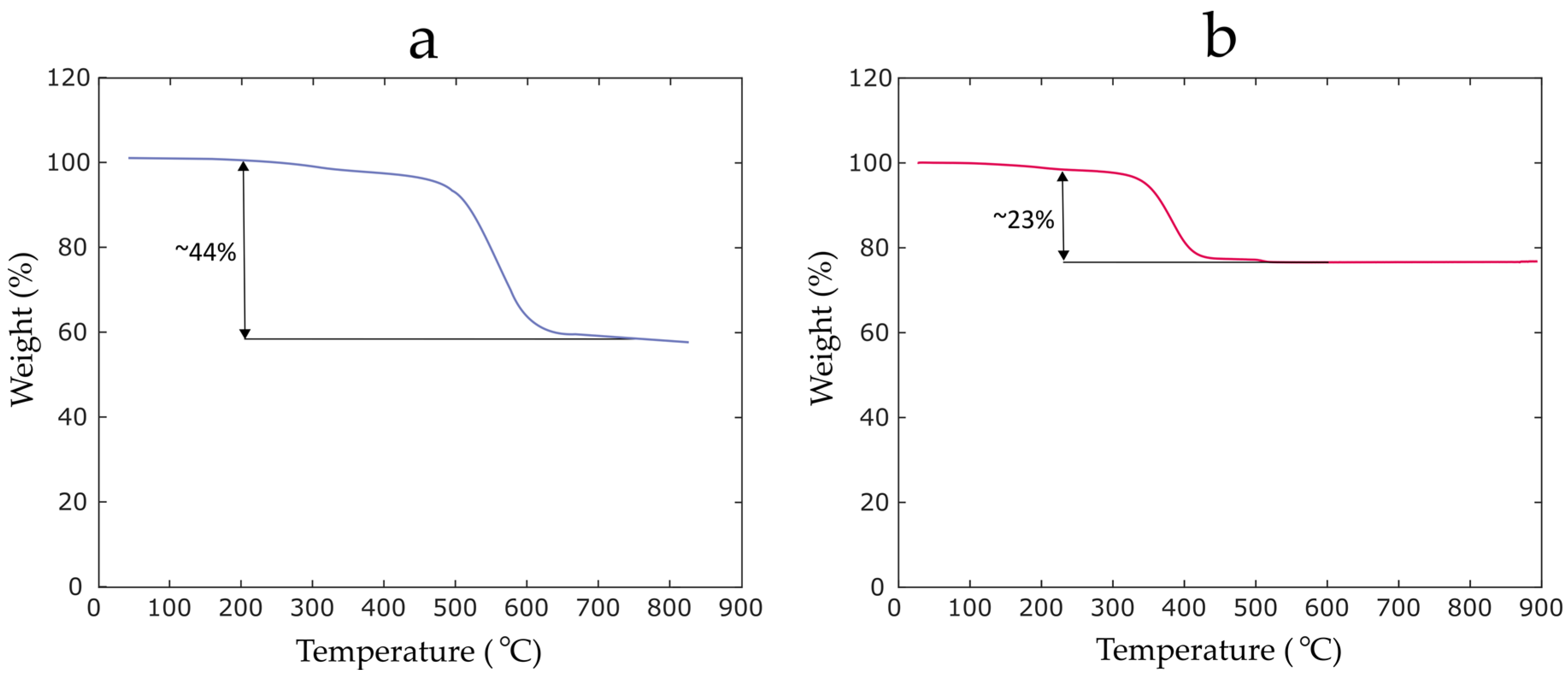
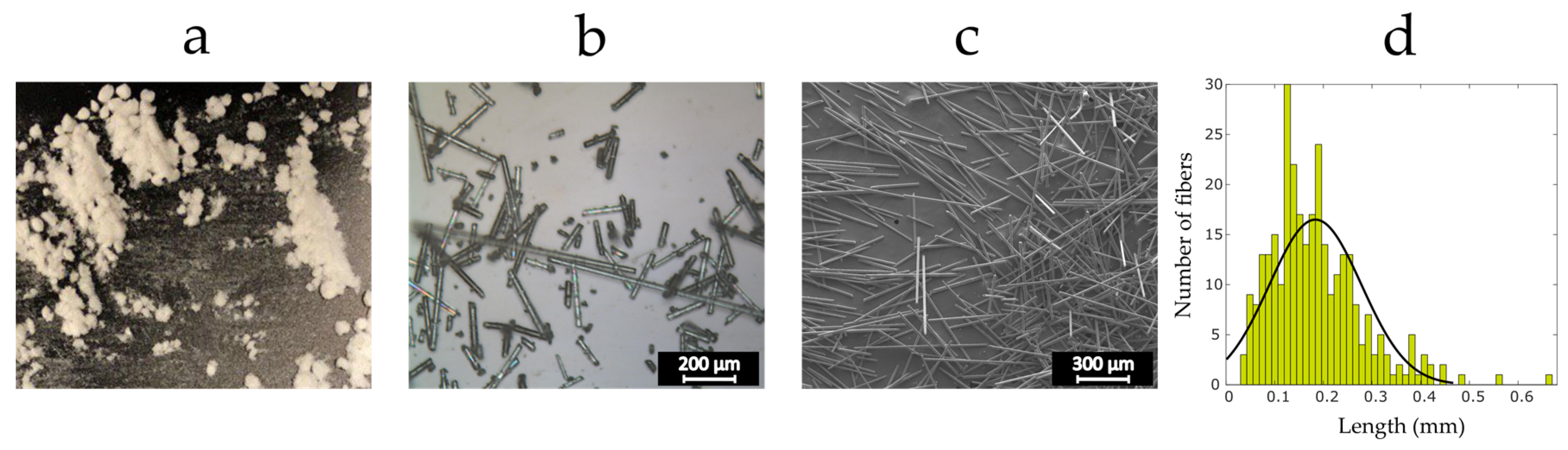
3.1. Mechanical Grinding
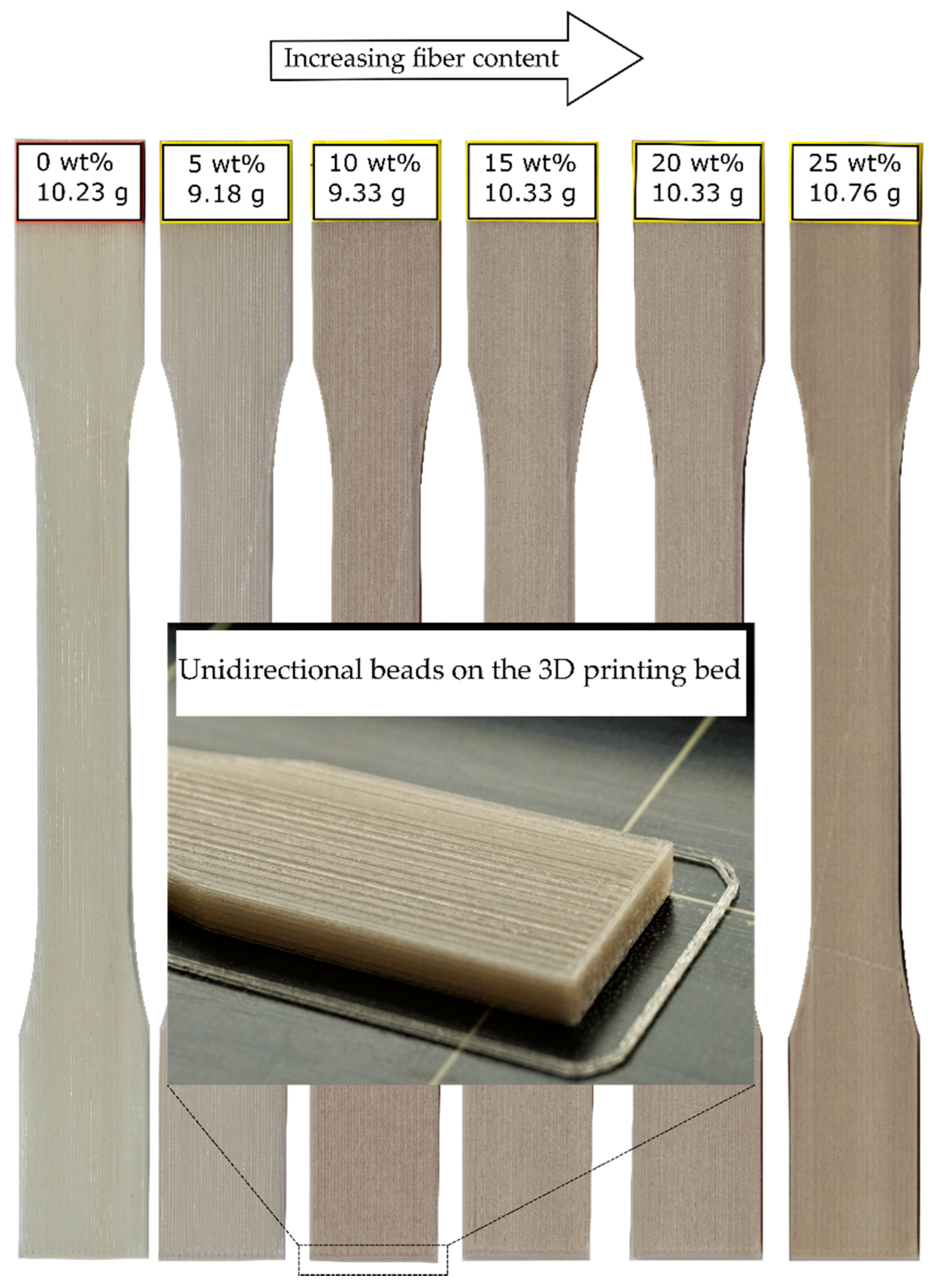
3.2. Recycled Composite 3D Printing Filaments
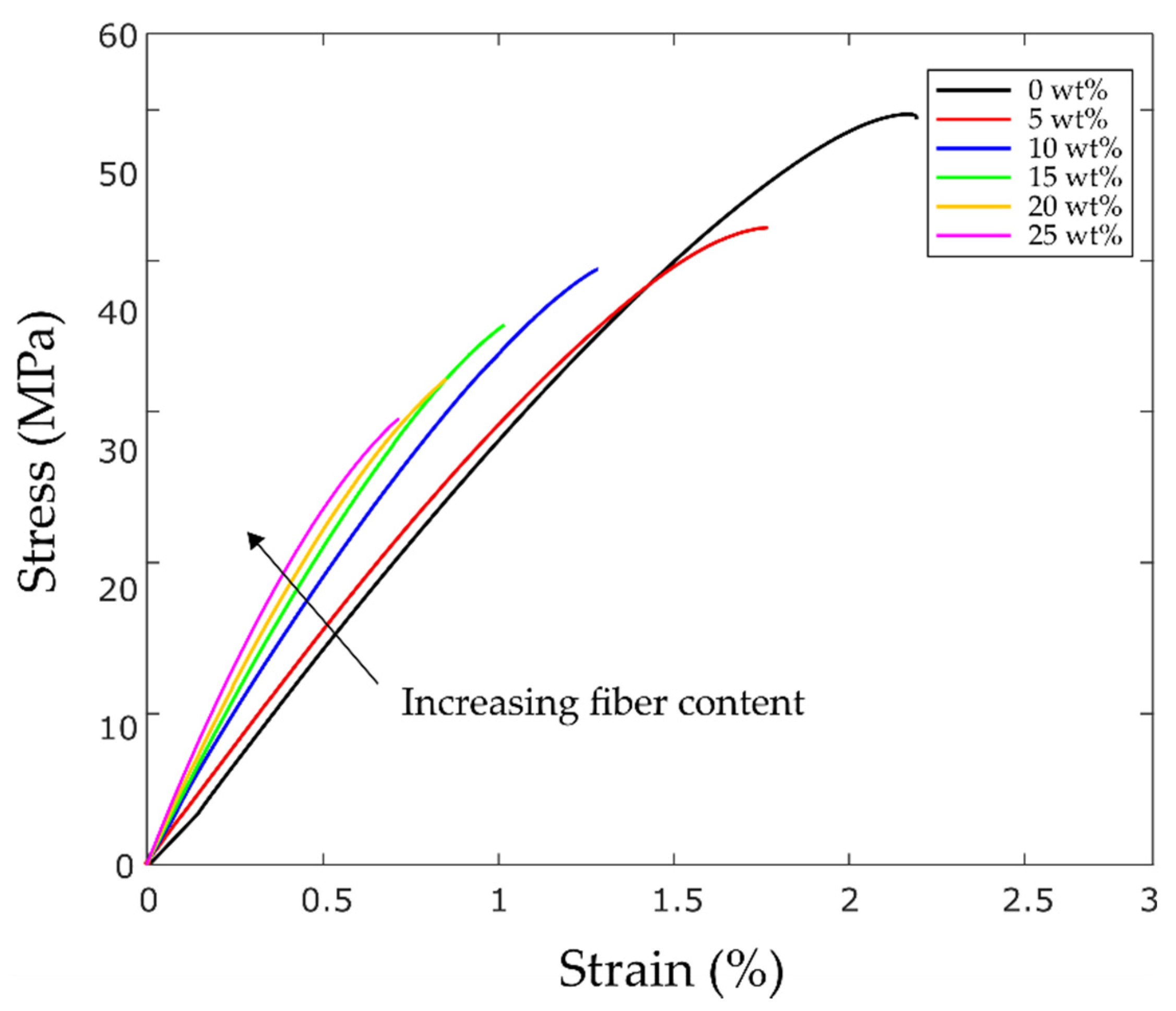
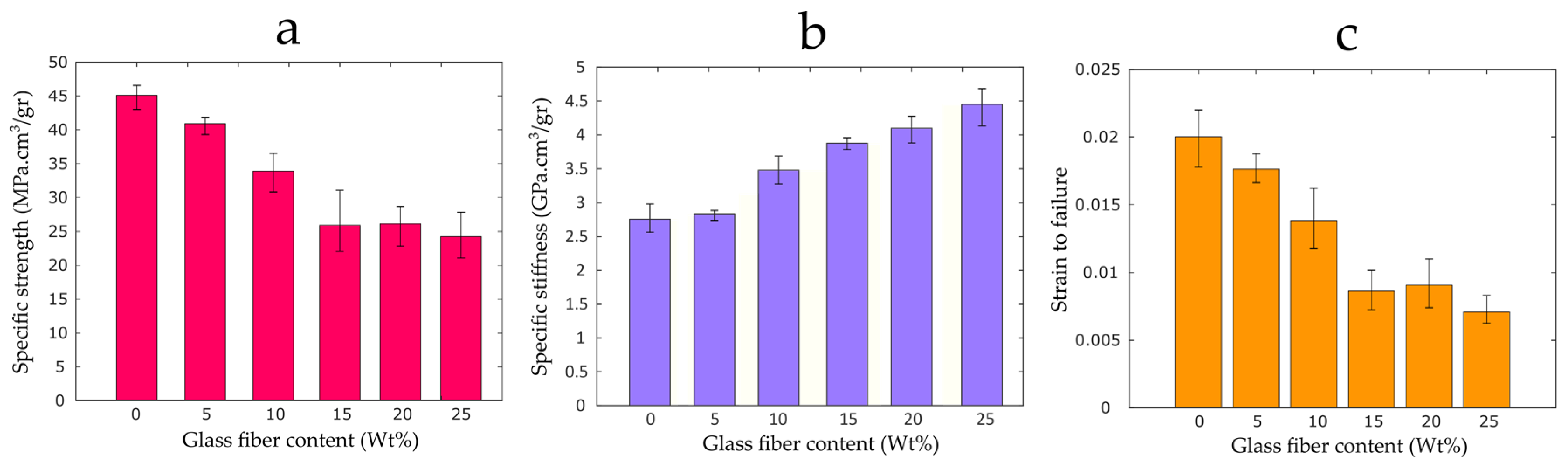
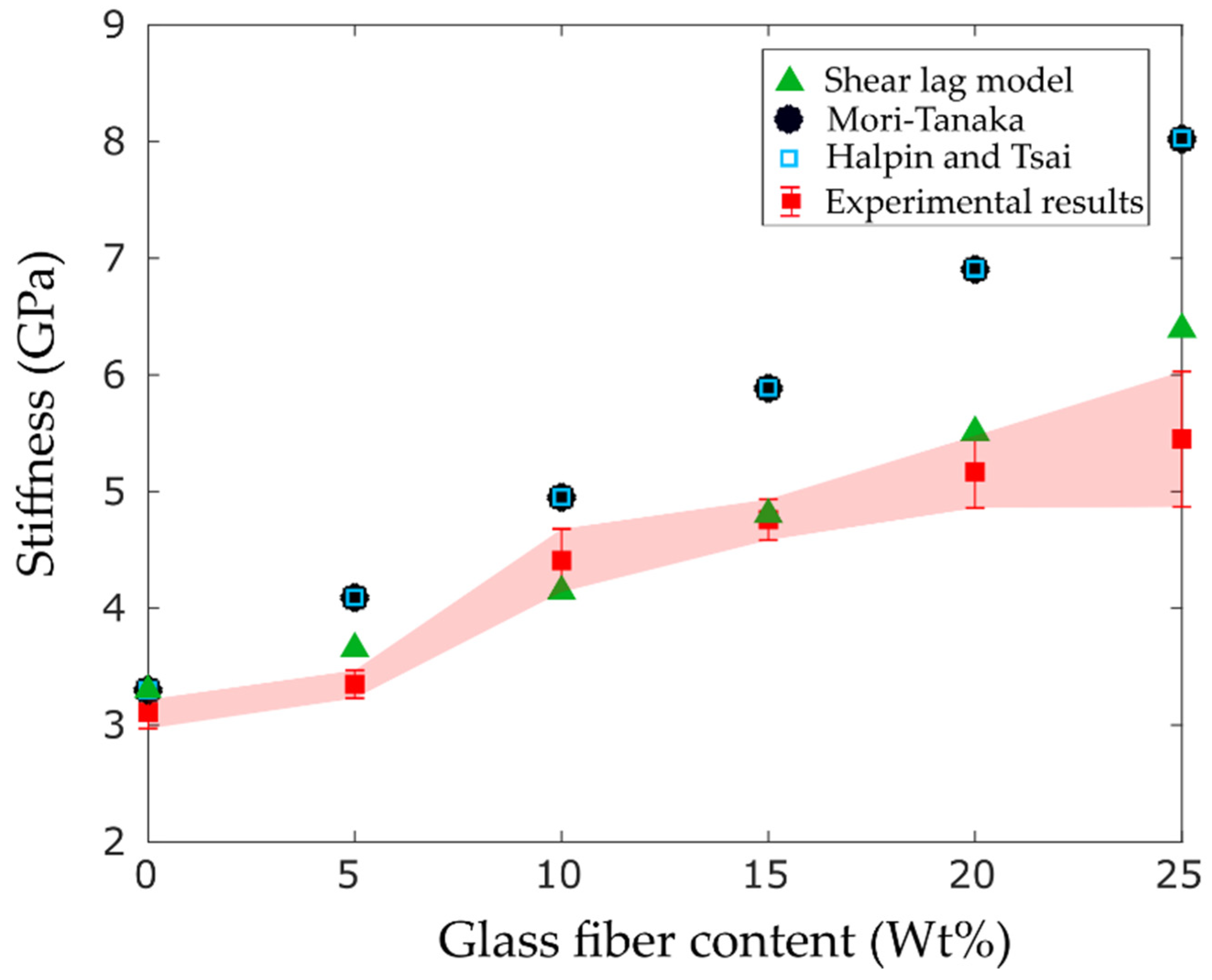
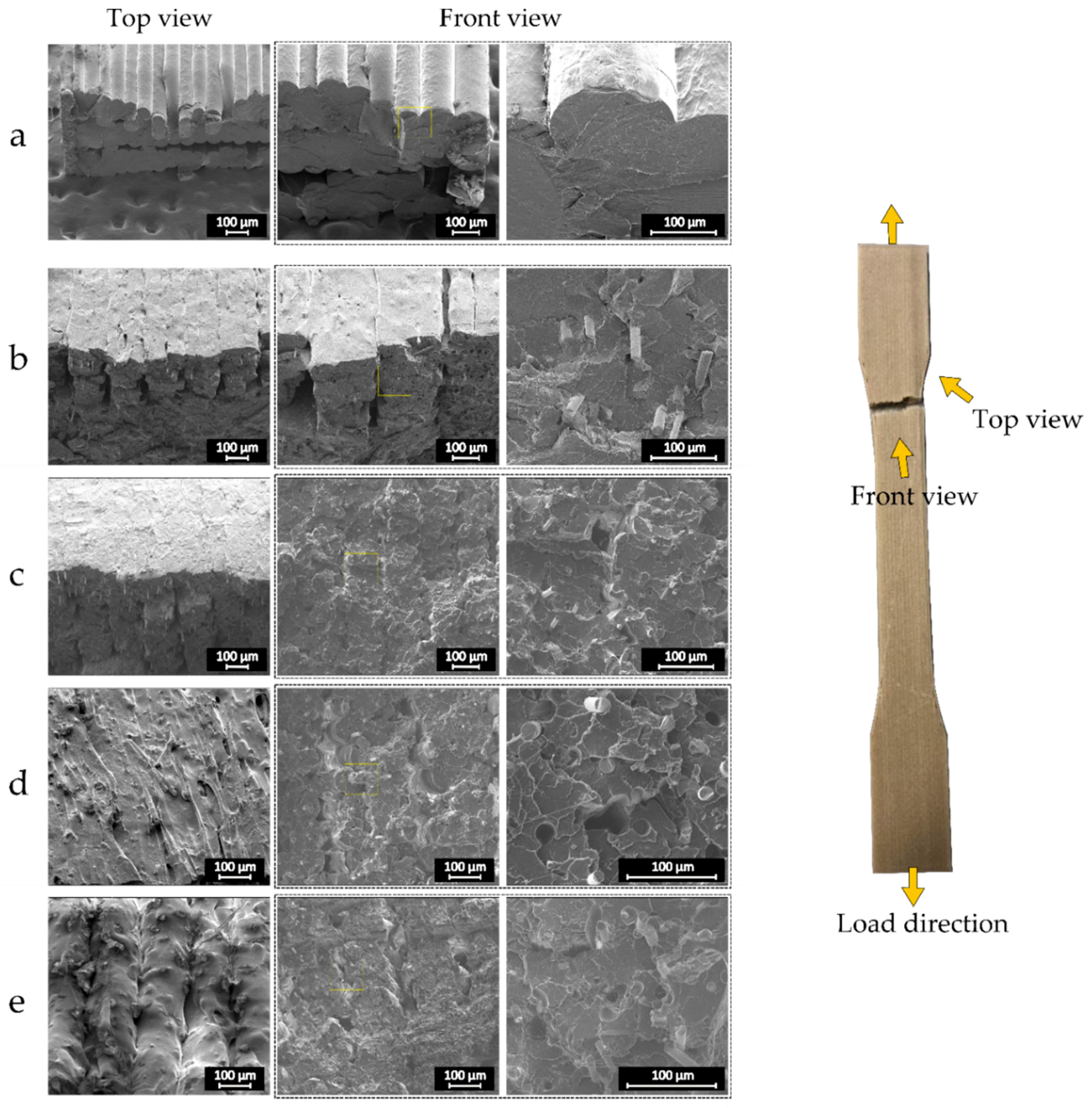
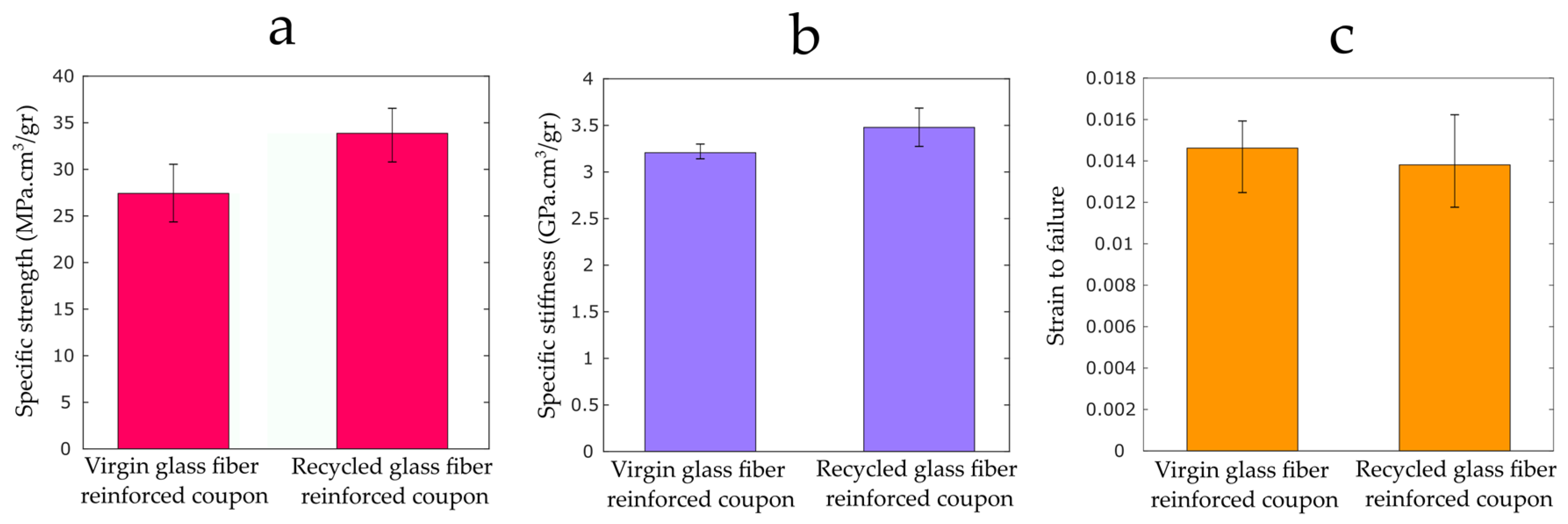
3.3. Mechanical Characterization of the FFF 3D Printed Tensile Specimens
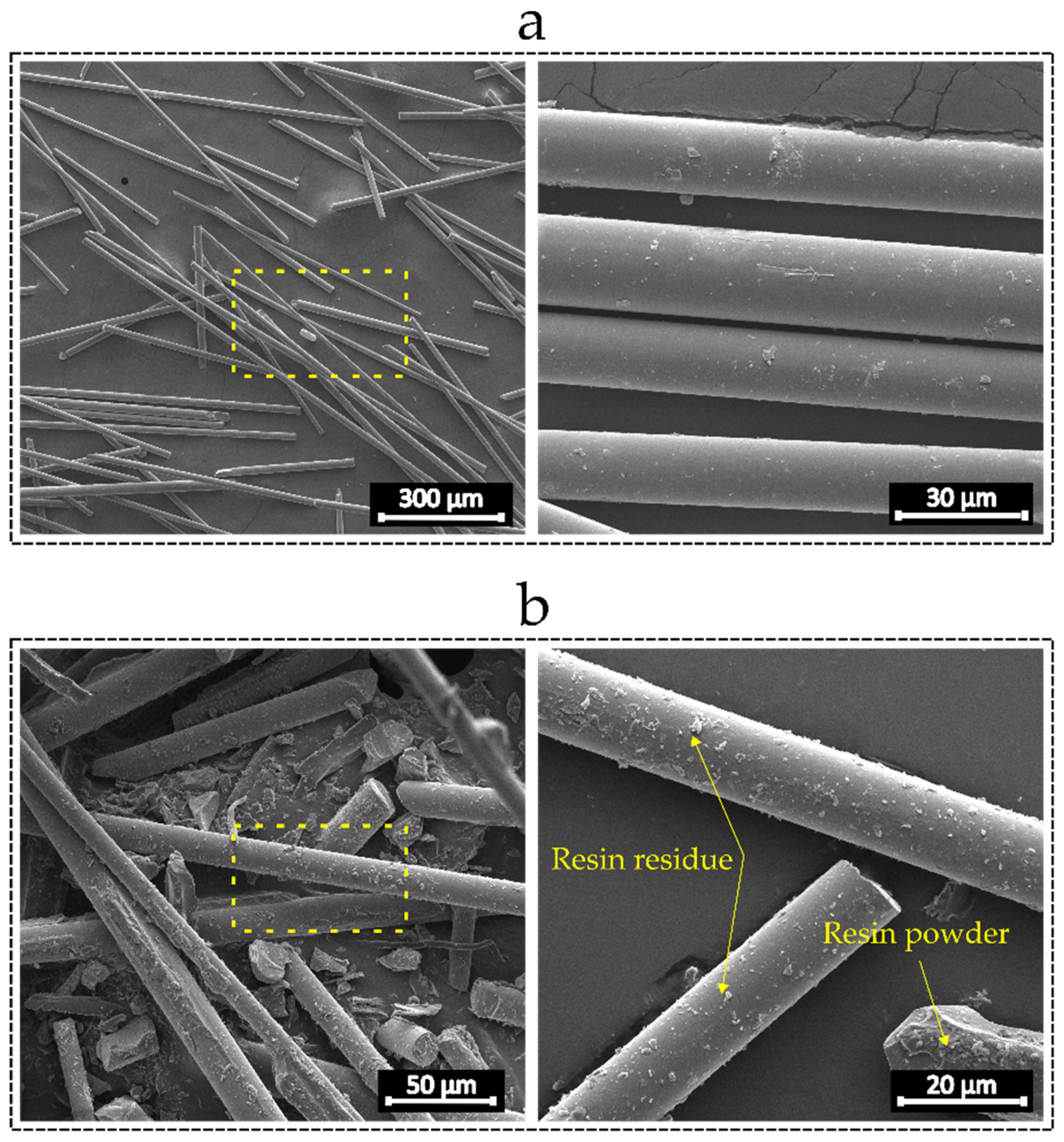
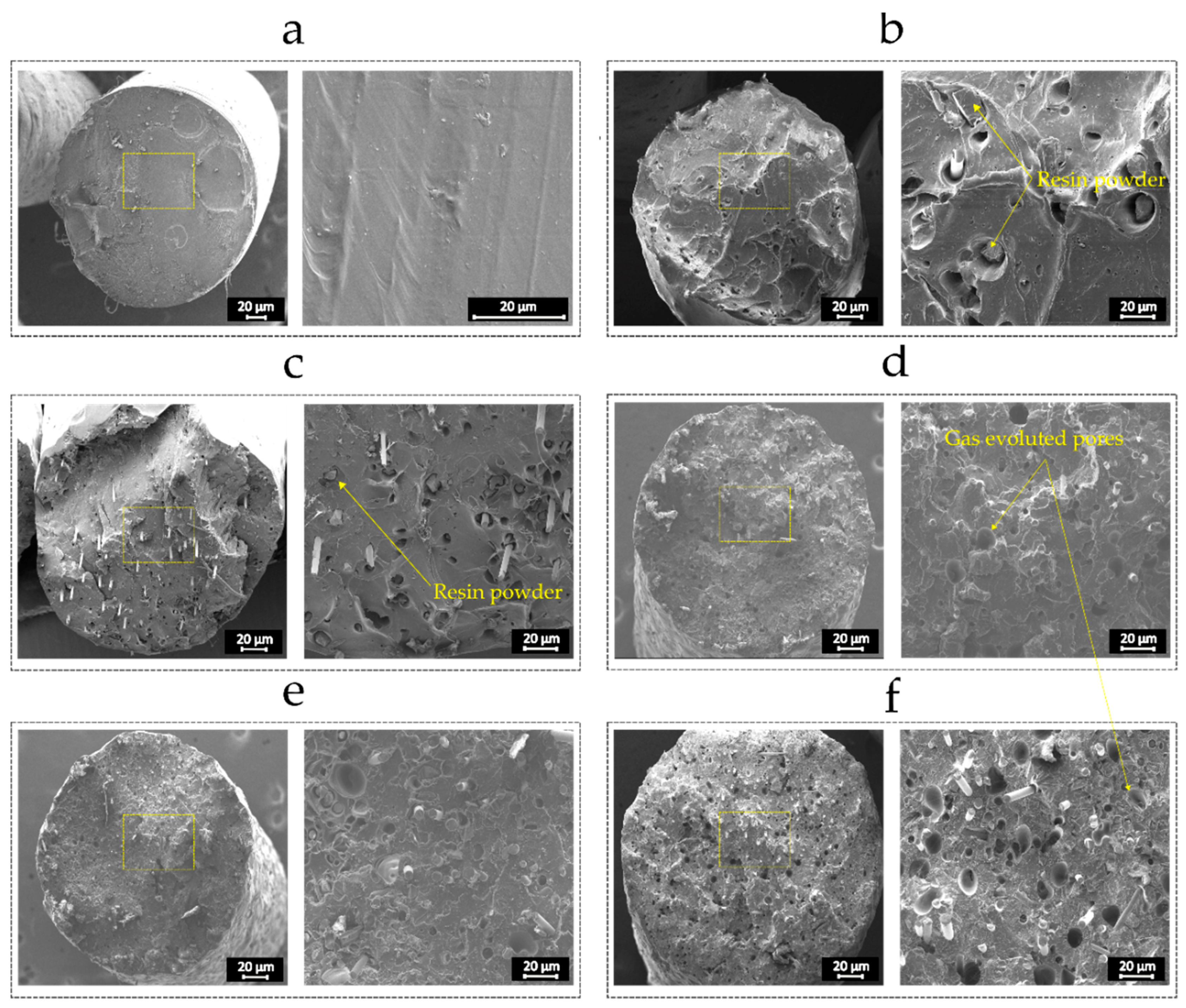
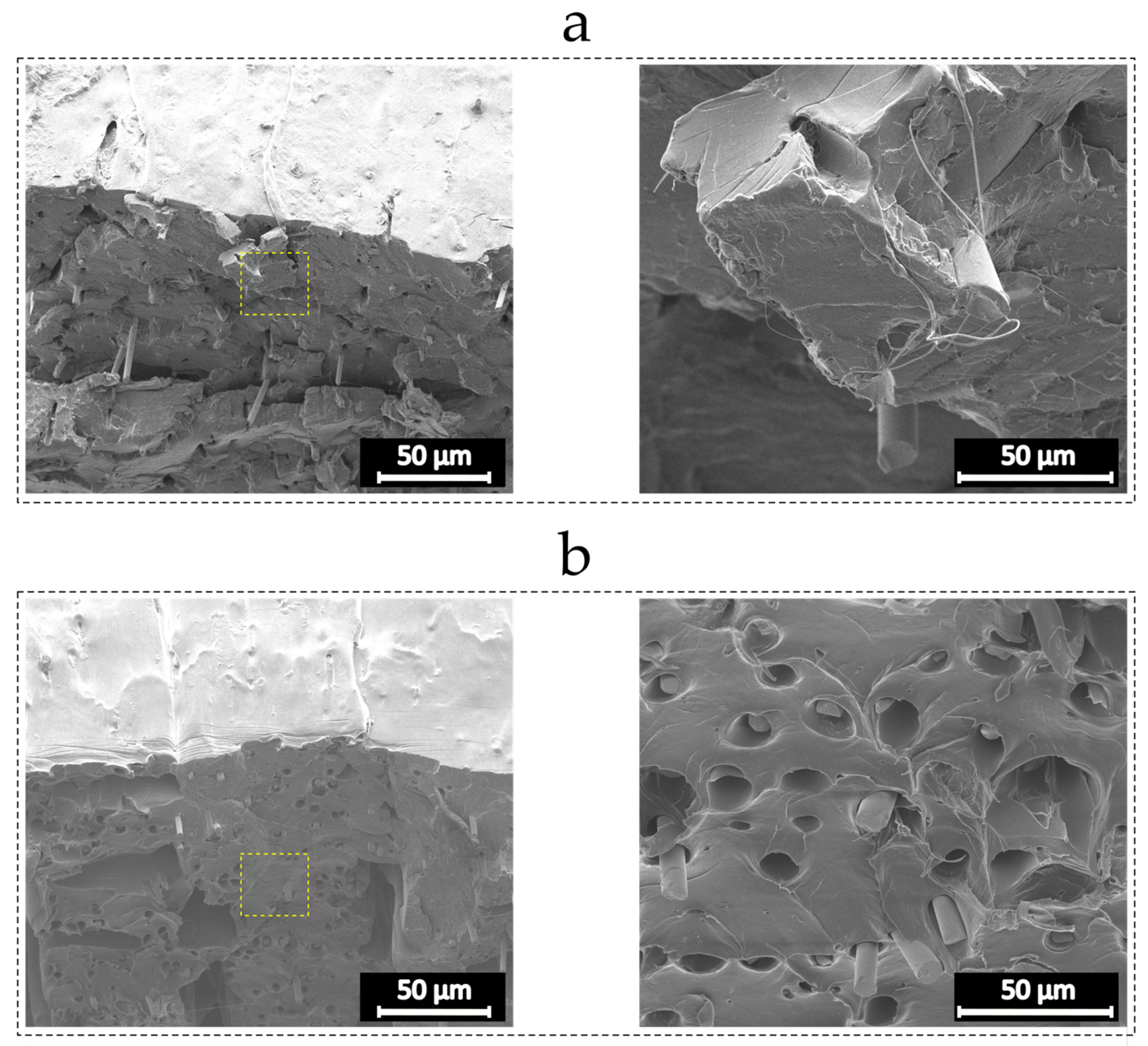
3.4. Interfacial Bonding Strength
3.5. Economic and Environmental Advancement
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Pimenta, S.; Pinho, S.T. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste Manag. 2011, 31, 378–392. [Google Scholar] [CrossRef]
- Yang, Y.; Boom, R.; Irion, B.; van Heerden, D.-J.; Kuiper, P.; de Wit, H. Recycling of composite materials. Chem. Eng. Process. Process Intensif. 2012, 51, 53–68. [Google Scholar] [CrossRef]
- Cousins, D.S.; Suzuki, Y.; Murray, R.E.; Samaniuk, J.R.; Stebner, A.P. Recycling glass fiber thermoplastic composites from wind turbine blades. J. Clean. Prod. 2019, 209, 1252–1263. [Google Scholar] [CrossRef]
- Patel, K.; Gupta, R.; Garg, M.; Wang, B.; Dave, U. Development of FRC materials with recycled glass fibers recovered from industrial GFRP-acrylic waste. Adv. Mater. Sci. Eng. 2019, 2019, 4149708. [Google Scholar] [CrossRef]
- Dell’Anna, R.; Lionetto, F.; Montagna, F.; Maffezzoli, A. Lay-up and consolidation of a composite pipe by in situ ultrasonic welding of a thermoplastic matrix composite tape. Materials 2018, 11, 786. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L. The application of composite fiber materials in sports equipment. In Proceedings of the 2015 International Conference on Education, Management, Information and Medicine, Shenyang, China, 24–26 April 2015. [Google Scholar]
- Pelc, R.; Fujita, R.M. Renewable energy from the ocean. Mar. Policy 2002, 26, 471–479. [Google Scholar] [CrossRef]
- Albers, H.; Greiner, S.; Seifert, H.; Kühne, U. Recycling of wind turbine rotor blades—Fact or fiction. DEWI Mag. 2009, 34, 32–41. [Google Scholar]
- Mishnaevsky, L.; Branner, K.; Petersen, H.N.; Beauson, J.; McGugan, M.; Sorensen, B.F. Materials for wind turbine blades: An overview. Materials 2017, 10, 1285. [Google Scholar] [CrossRef]
- Chen, J.; Wang, J.; Ni, A. Recycling and reuse of composite materials for wind turbine blades: An overview. J. Reinf. Plast. Compos. 2019, 38, 567–577. [Google Scholar] [CrossRef]
- Jensen, J.P. Evaluating the environmental impacts of recycling wind turbines. Wind Energy 2019, 22, 316–326. [Google Scholar] [CrossRef]
- Larsen, K. Recycling wind turbine blades. Renew. Energy Focus 2009, 9, 70–73. [Google Scholar] [CrossRef]
- Job, S. Recycling glass fibre reinforced composites–history and progress. Reinf. Plast. 2013, 57, 19–23. [Google Scholar] [CrossRef]
- Fischer, C.; Lehner, M.; McKinnon, D.L. Overview of the Use of Landfill Taxes in Europe. In Economic Instruments and Waste Management Performance; ETC/SCP: København, Denmark, 2012. [Google Scholar]
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef]
- Pickering, S. Thermal methods for recycling waste composites. In Management, Recycling and Reuse of Waste Composites; Elsevier: Amsterdam, The Netherlands, 2010; pp. 65–101. [Google Scholar]
- Jiang, G.; Pickering, S.J.; Lester, E.H.; Turner, T.; Wong, K.; Warrior, N. Characterisation of carbon fibres recycled from carbon fibre/epoxy resin composites using supercritical n-propanol. Compos. Sci. Technol. 2009, 69, 192–198. [Google Scholar] [CrossRef]
- Palmer, J.; Ghita, O.; Savage, L.; Evans, K. Successful closed-loop recycling of thermoset composites. Compos. Part A Applied Sci. Manuf. 2009, 40, 490–498. [Google Scholar] [CrossRef]
- Martin, S.A. Comparison of Hammermill and Roller Mill Grinding and the Effect of Grain Particle Size on Mixing and Pelleting. Master’s thesis, Kansas State University, Manhattan, KS, USA, 1981. [Google Scholar]
- Schinner, G.; Brandt, J.; Richter, H. Recycling carbon-fiber-reinforced thermoplastic composites. J. Thermoplast. Compos. Mater. 1996, 9, 239–245. [Google Scholar] [CrossRef]
- Roux, M.; Dransfeld, C.; Eguémann, N.; Giger, L. Processing and Recycling of Thermoplastic Composite Fibre/PEEK Aerospace Part. In Proceedings of the 16th European Conference on Composite Materials (ECCM 16), Sevilla, Spain, 22–24 June 2014; pp. 22–26. [Google Scholar]
- Inoh, T.; Yokoi, T.; Sekiyama, K.-I.; Kawamura, N.; Mishima, Y. SMC recycling technology. J. Thermoplast. Compos. Mater. 1994, 7, 42–55. [Google Scholar] [CrossRef]
- Wong, K.V.; Hernandez, A. A review of additive manufacturing. ISRN Mech. Eng. 2012, 2012, 208760. [Google Scholar] [CrossRef]
- Huang, S.H.; Liu, P.; Mokasdar, A.; Hou, L. Additive manufacturing and its societal impact: A literature review. Int. J. Adv. Manuf. Technol. 2013, 67, 1191–1203. [Google Scholar] [CrossRef]
- Gardan, J. Additive manufacturing technologies: State of the art and trends. Int. J. Prod. Res. 2016, 54, 3118–3132. [Google Scholar] [CrossRef]
- Shofner, M.; Lozano, K.; Rodríguez-Macías, F.; Barrera, E. Nanofiber-reinforced polymers prepared by fused deposition modeling. J. Appl. Polym. Sci. 2003, 89, 3081–3090. [Google Scholar] [CrossRef]
- Zhong, W.; Li, F.; Zhang, Z.; Song, L.; Li, Z. Short fiber reinforced composites for fused deposition modeling. Mater. Sci. Eng. A 2001, 301, 125–130. [Google Scholar] [CrossRef]
- Stoof, D.; Pickering, K. Sustainable composite fused deposition modelling filament using recycled pre-consumer polypropylene. Compos. Part B Eng. 2018, 135, 110–118. [Google Scholar] [CrossRef]
- El Magri, A.; El Mabrouk, K.; Vaudreuil, S.; Ebn Touhami, M. Mechanical properties of CF-reinforced PLA parts manufactured by fused deposition modeling. J. Thermoplast. Compos. Mater. 2019. [Google Scholar] [CrossRef]
- Jahangir, M.; Billah, K.; Lin, Y.; Roberson, D.; Wicker, R.; Espalin, D. Reinforcement of material extrusion 3D printed polycarbonate using continuous carbon fiber. Addit. Manuf. 2019, 28, 354–364. [Google Scholar] [CrossRef]
- Papon, E.A.; Haque, A. Fracture toughness of additively manufactured carbon fiber reinforced composites. Addit. Manuf. 2019, 26, 41–52. [Google Scholar] [CrossRef]
- Woern, A.; Byard, D.; Oakley, R.; Fiedler, M.; Snabes, S.; Pearce, J. Fused particle fabrication 3-D printing: Recycled materials’ optimization and mechanical properties. Materials 2018, 11, 1413. [Google Scholar] [CrossRef]
- Reich, M.; Woern, A.; Tanikella, N.; Pearce, J. Mechanical properties and applications of recycled polycarbonate particle material extrusion-based additive manufacturing. Materials 2019, 12, 1642. [Google Scholar] [CrossRef]
- Rahimizadeh, A.; Kalman, J.; Fayazbakhsh, K.; Lessard, L. Recycling of fiberglass wind turbine blades into reinforced filaments for use in Additive Manufacturing. Compos. Part B Eng. 2019, 175, 107101. [Google Scholar] [CrossRef]
- Fayazbakhsh, K.; Movahedi, M.; Kalman, J. The impact of defects on tensile properties of 3D printed parts manufactured by fused filament fabrication. Mater. Today Commun. 2019, 18, 140–148. [Google Scholar] [CrossRef]
- Brydson, J.A. (Ed.) 26—Epoxide resins. In Plastics Materials, 7th ed.; Butterworth-Heinemann: Oxford, UK, 1999; pp. 744–777. [Google Scholar] [CrossRef]
- Mirkhalaf, M.; Ashrafi, B. A numerical study on improving the specific properties of staggered composites by incorporating voids. Mater. Today Commun. 2017, 13, 144–154. [Google Scholar] [CrossRef]
- Fu, S.-Y.; Lauke, B.; Mai, Y.-W. (Eds.) 6—Elastic modulus of short fibre reinforced polymers. In Science and Engineering of Short Fibre Reinforced Polymer Composites; Woodhead Publishing: Sawston, UK; Cambridge, UK, 2009; pp. 119–163. [Google Scholar] [CrossRef]
- Khan, B.A.; Na, H.; Chevali, V.; Warner, P.; Zhu, J.; Wang, H. Glycidyl methacrylate-compatibilized poly(lactic acid)/hemp hurd biocomposites: Processing, crystallization, and thermo-mechanical response. J. Mater. Sci. Technol. 2018, 34, 387–397. [Google Scholar] [CrossRef]
- Turner Brian, N. A review of melt extrusion additive manufacturing processes: II. Materials, dimensional accuracy, and surface roughness. Rapid Prototyp. J. 2015, 21, 250–261. [Google Scholar] [CrossRef]
- Xiao, X.; Chevali, V.S.; Song, P.; He, D.; Wang, H. Polylactide/hemp hurd biocomposites as sustainable 3D printing feedstock. Compos. Sci. Technol. 2019, 184, 107887. [Google Scholar] [CrossRef]
- Dul, S.; Pegoretti, A. Fused deposition modeling with ABS-graphene nanocomposites. Compos. Part A Appl. Sci. Manuf. 2016, 85, 181–191. [Google Scholar] [CrossRef]
- Ivey, M.; Melenka, G.W.; Carey, J.P.; Ayranci, C. Characterizing short-fiber-reinforced composites produced using additive manufacturing. Adv. Manuf. Polym. Compos. Sci. 2017, 3, 81–91. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Qiu, J.; Wei, J.; Wang, S. Additive manufacturing of carbon fiber reinforced thermoplastic composites using fused deposition modeling. Compos. Part B Eng. 2015, 80, 369–378. [Google Scholar] [CrossRef]
- Group, S.M. Recycling of Waste Glass Fiber Reinforced Plastic with Microwave Pyrolysis (LIFE07/S/000904); Stena Recycling: Goterborg, Sweden, 2012. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Initial Extrusion | Screw speed (rpm) | 90 |
| Subzone 1–2 (Temp °C) | 190 | |
| Subzone 3 (Temp °C) | 185 | |
| Subzone 4 (Temp °C) | 180 | |
| Subzone 5 (Temp °C) | 175 | |
| Subzone 6–8 (Temp °C) | 170 | |
| Second Extrusion | Screw speed (rpm) | 25 |
| Die temperature (Temp °C) | 210 | |
| Winder speed (rpm) | 1 |
| Manufacturing Parameter | Value | Manufacturing Parameter | Value |
|---|---|---|---|
| Print direction | XYZ | Nozzle diameter (mm) | 0.4 |
| Raster angle | 0 | Nozzle temperature (°C) | 215 |
| Layer height (mm) | 0.14 | Cooling | No fan cooling |
| Bed temperature (°C) | 60 | Infill (%) | 100 |
| Print speed (mm/min) | 2400 | Filament diameter (mm) | 1.75 |
| Theory | Expression |
|---|---|
| Shear lag model | |
| Mori–Tanaka | |
| Halpin–Tsai |
| Authors | Material | Fiber Content (%) | Strength (MPa) | Stiffness (GPa) |
|---|---|---|---|---|
| Ivey et al. [43] | Carbon fiber/PLA | 15 | 55.2 | 5.68 |
| Ning et al. [44] | Carbon fiber/ABS | 15 | 35 | 2.3 |
| Present work | Glass fiber/PLA | 15 | 40 | 4.8 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rahimizadeh, A.; Kalman, J.; Henri, R.; Fayazbakhsh, K.; Lessard, L. Recycled Glass Fiber Composites from Wind Turbine Waste for 3D Printing Feedstock: Effects of Fiber Content and Interface on Mechanical Performance. Materials 2019, 12, 3929. https://doi.org/10.3390/ma12233929
Rahimizadeh A, Kalman J, Henri R, Fayazbakhsh K, Lessard L. Recycled Glass Fiber Composites from Wind Turbine Waste for 3D Printing Feedstock: Effects of Fiber Content and Interface on Mechanical Performance. Materials. 2019; 12(23):3929. https://doi.org/10.3390/ma12233929
Chicago/Turabian StyleRahimizadeh, Amirmohammad, Jordan Kalman, Rodolphe Henri, Kazem Fayazbakhsh, and Larry Lessard. 2019. "Recycled Glass Fiber Composites from Wind Turbine Waste for 3D Printing Feedstock: Effects of Fiber Content and Interface on Mechanical Performance" Materials 12, no. 23: 3929. https://doi.org/10.3390/ma12233929
APA StyleRahimizadeh, A., Kalman, J., Henri, R., Fayazbakhsh, K., & Lessard, L. (2019). Recycled Glass Fiber Composites from Wind Turbine Waste for 3D Printing Feedstock: Effects of Fiber Content and Interface on Mechanical Performance. Materials, 12(23), 3929. https://doi.org/10.3390/ma12233929