Towards Creation of Ceramic-Based Low Permeability Reference Standards

 , ,
, , 
Abstract
1. Introduction
2. Materials and Methods
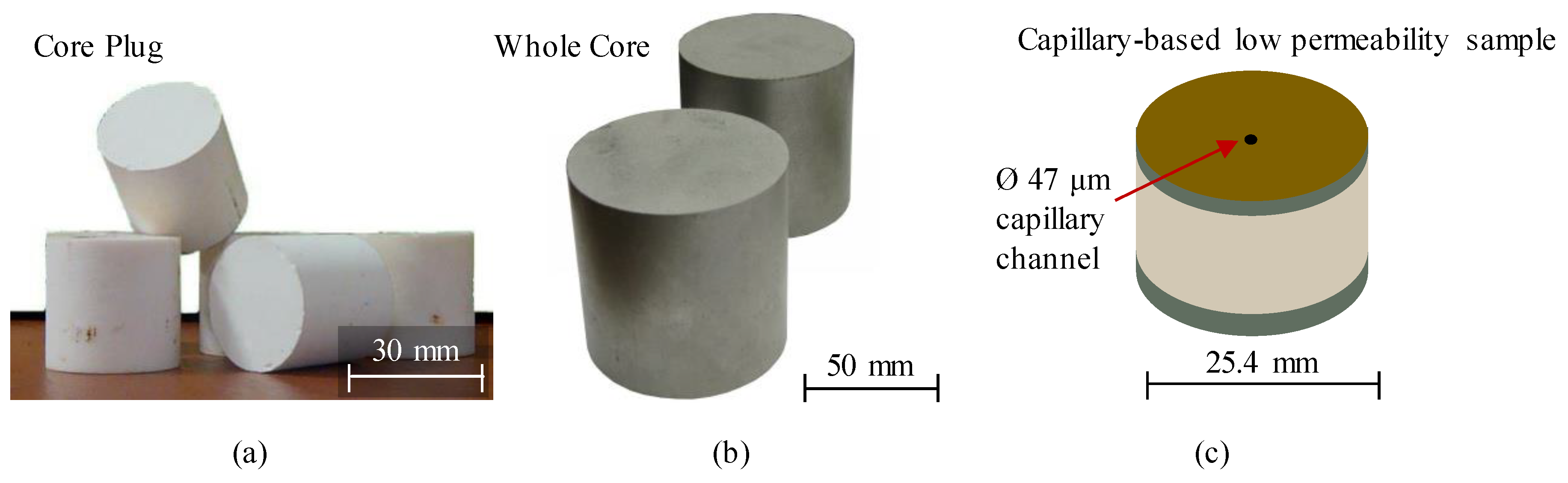
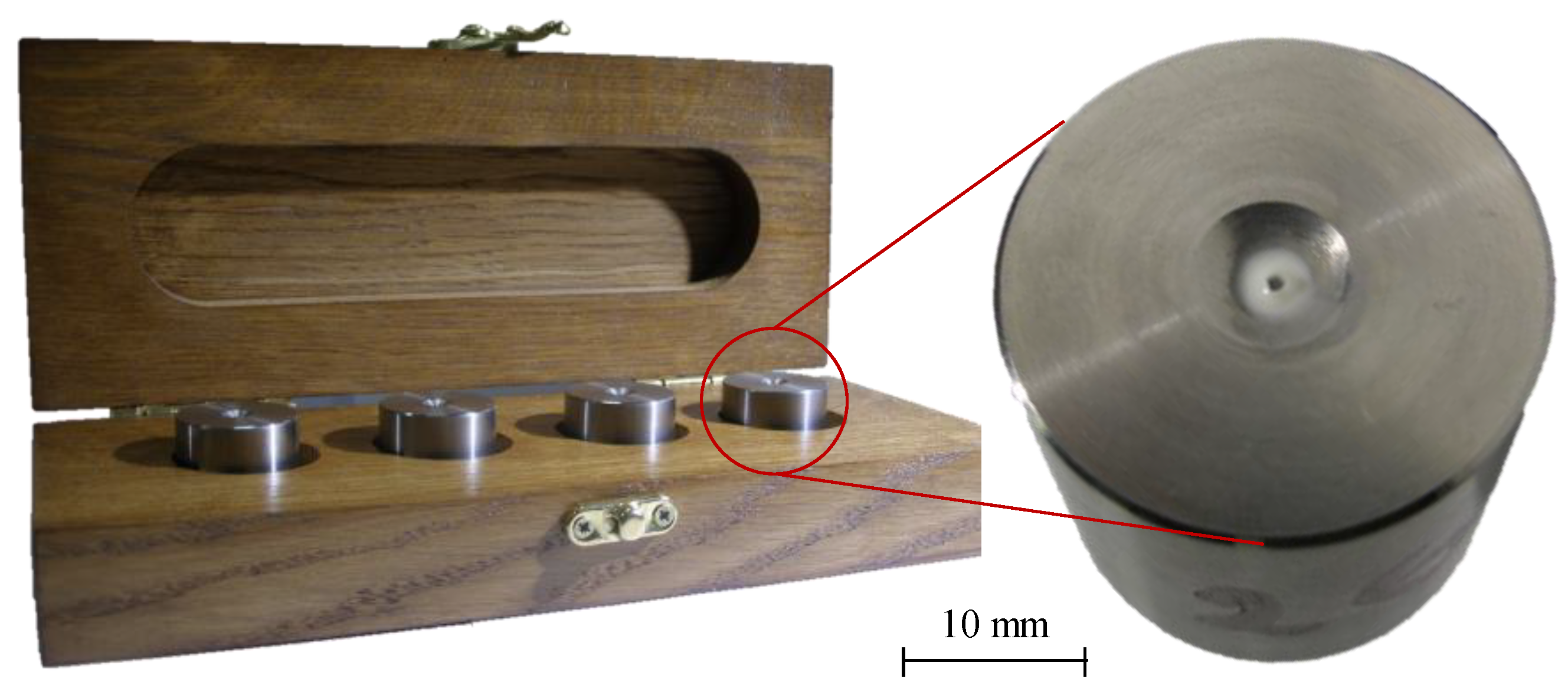
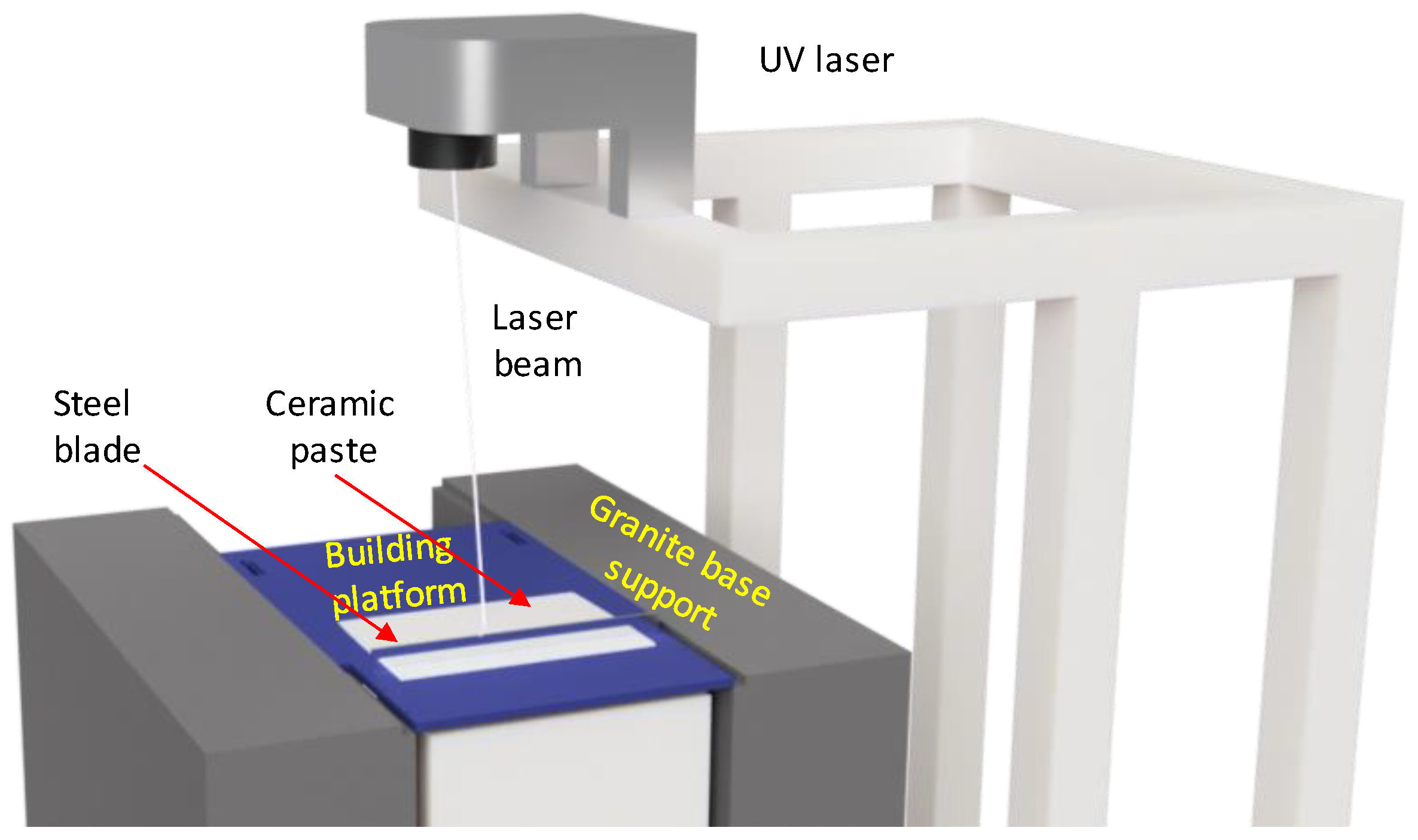
2.1. Sample Manufacturing
2.2. Gas Porosity and Permeability of Pre-Sintered Samples
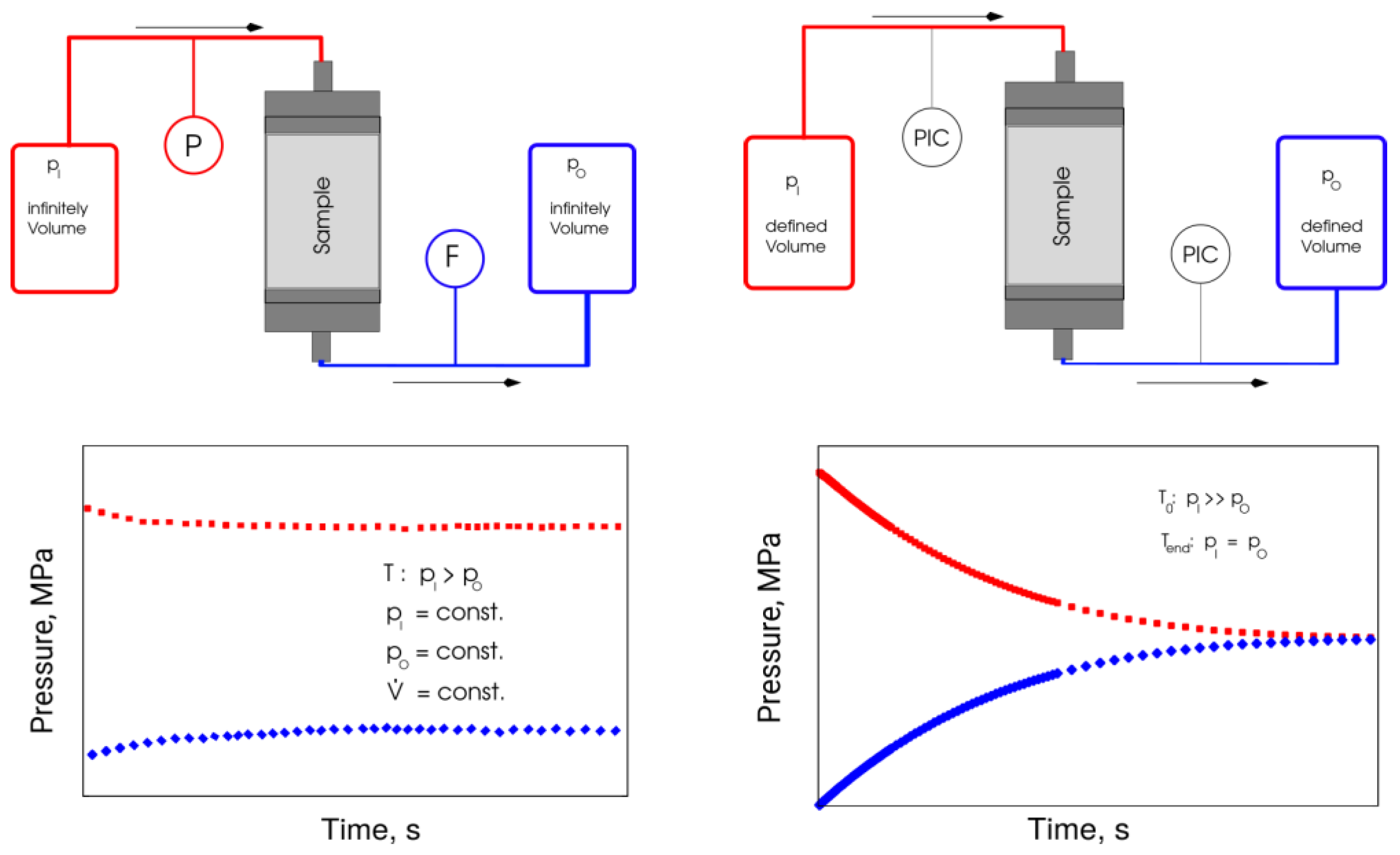
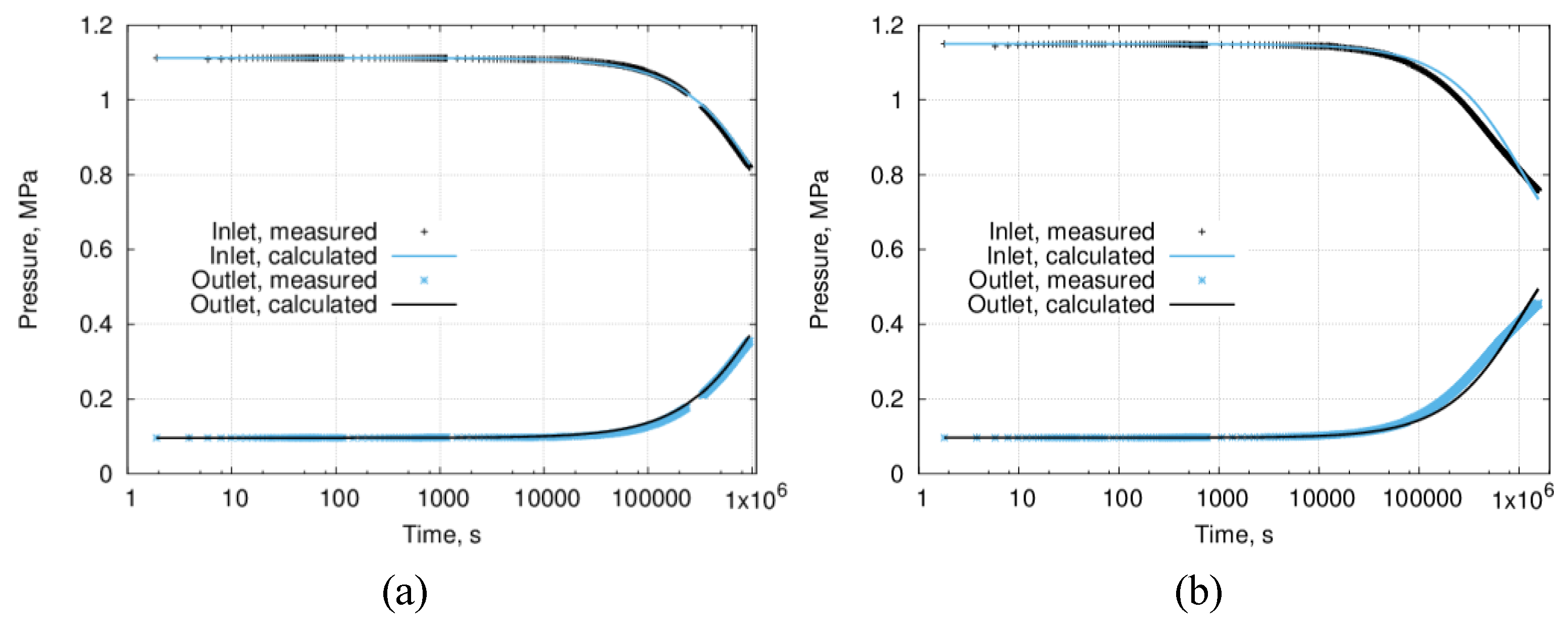
2.3. Low Permeability Measurements of Sintered Samples
- —fluid pressure;
- —sample permeability;
- —fluid viscosity;
- —real gas factor;
- —sample porosity;
- —isotherm compressibility.
- —sample cross-sectional area;
- —fluid density;
- —chamber volume;
- —chamber compressibility.
- —output chamber volume;
- , —constant pressure values in the inlet chamber and the starting chamber (at );
- —time-dependent pressure at the outlet chamber.
- N—the number of measured values;
- wi—weighting factors (the sum of all weighting factors has to be 1).
- —compressibility of the chamber volume;
- —compressibility of the gas.
2.4. Microstructural Characterization
3. Results
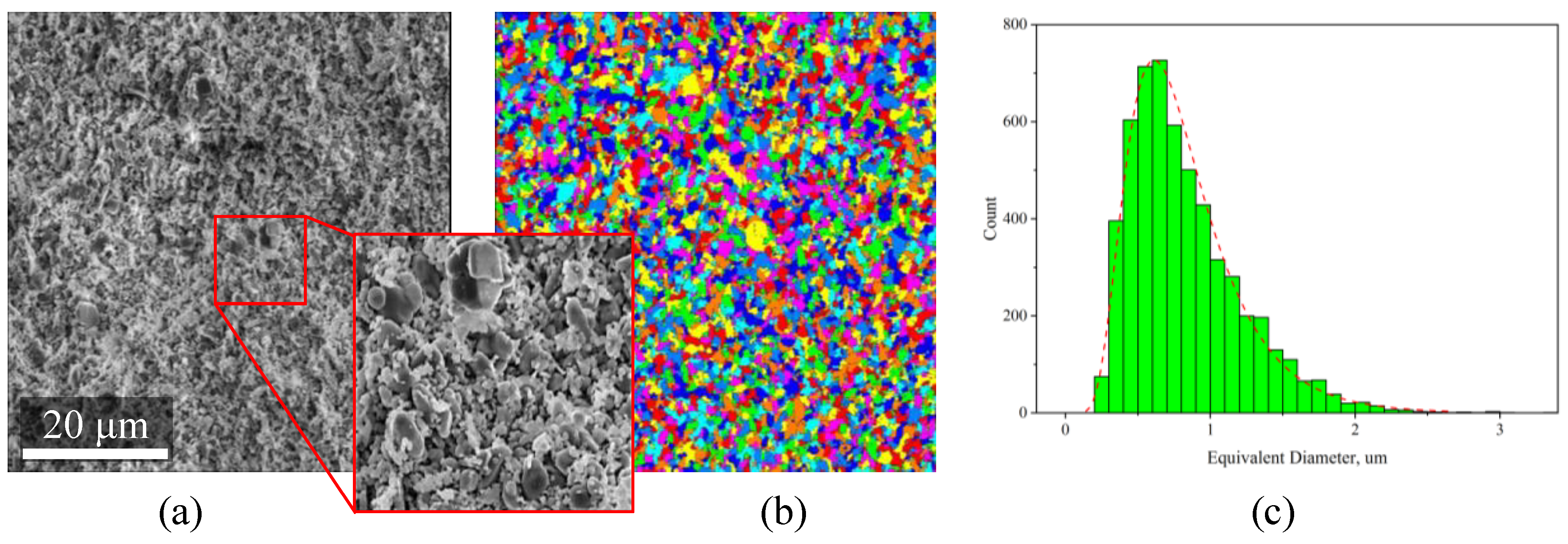
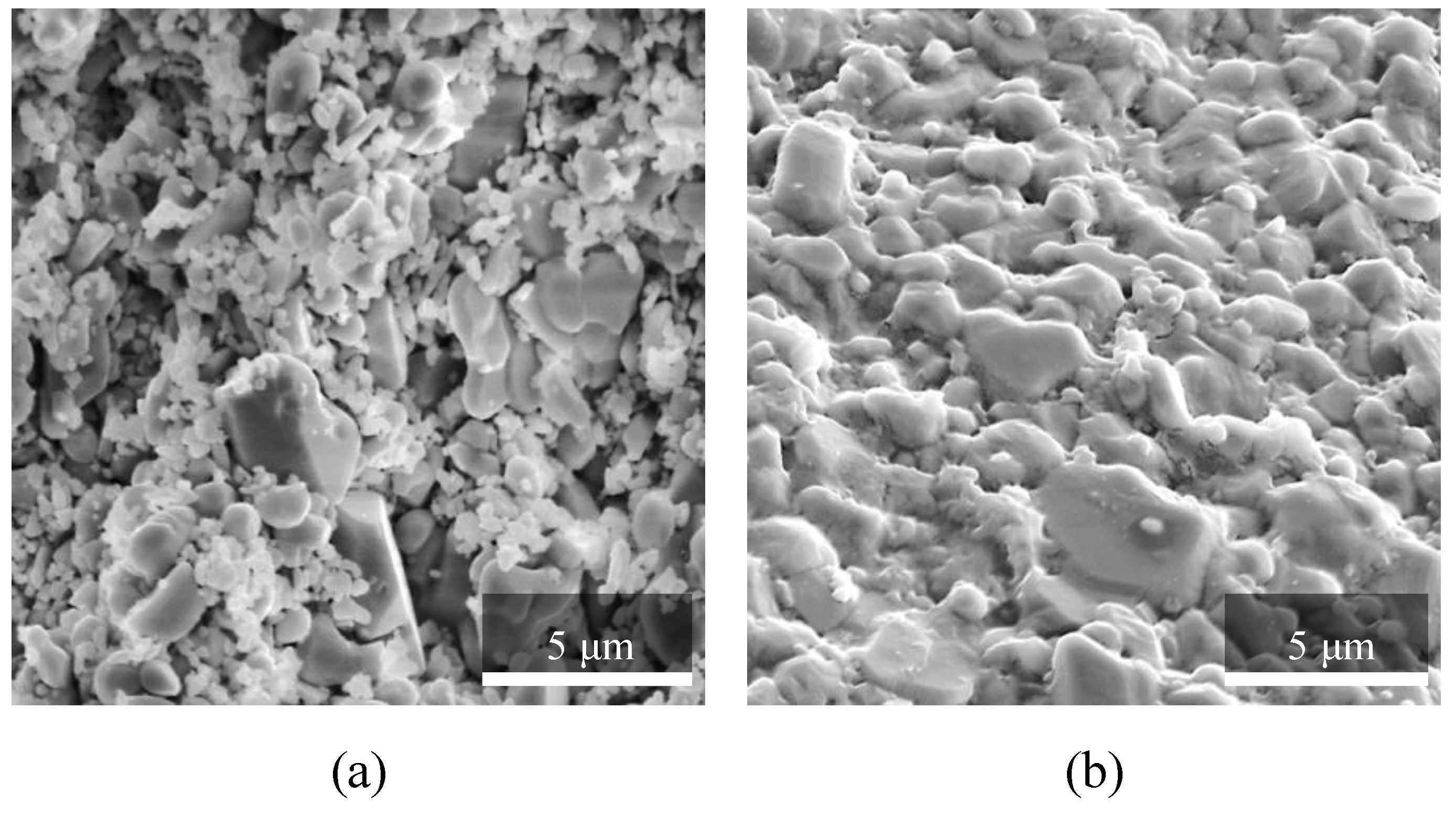
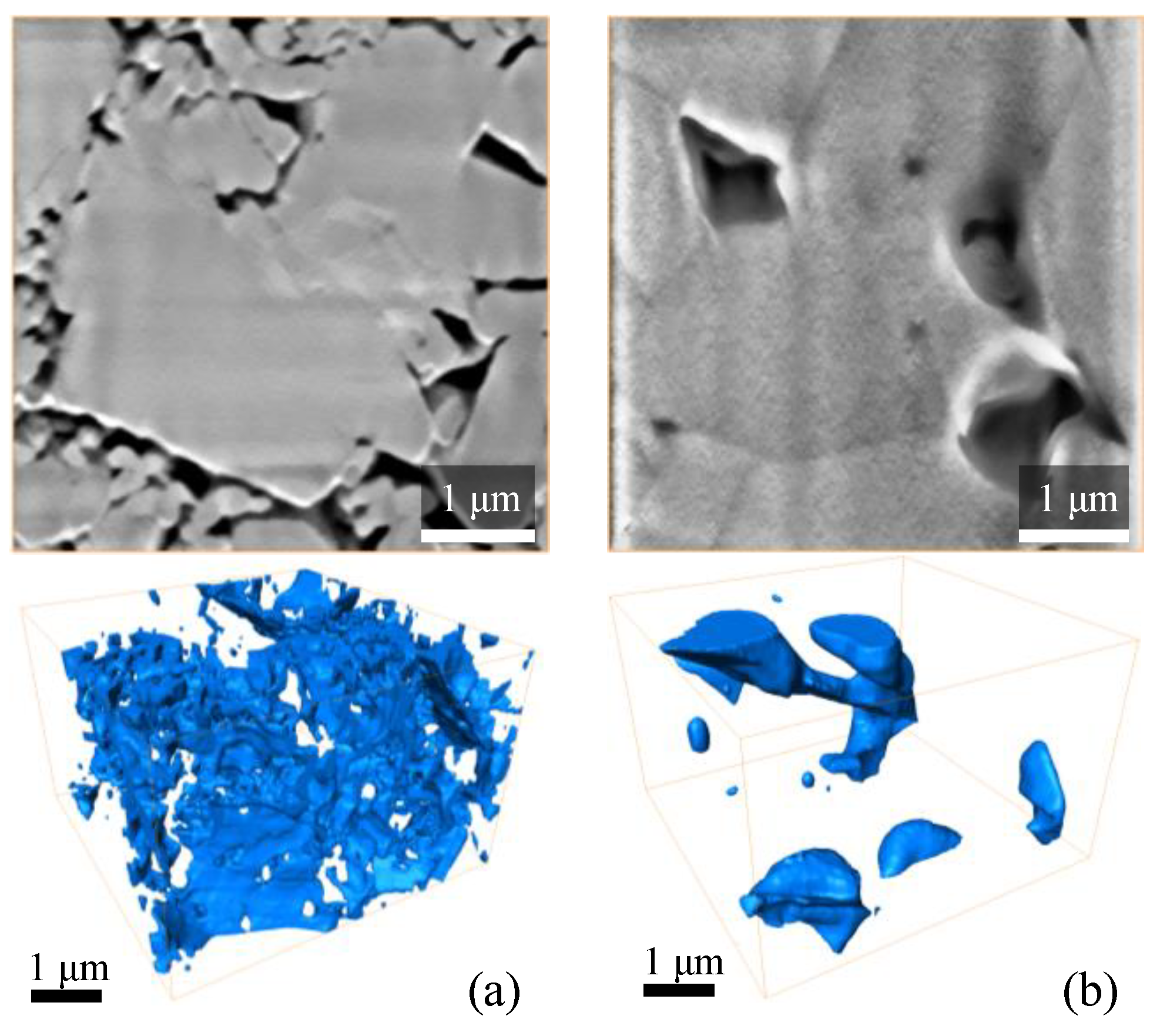
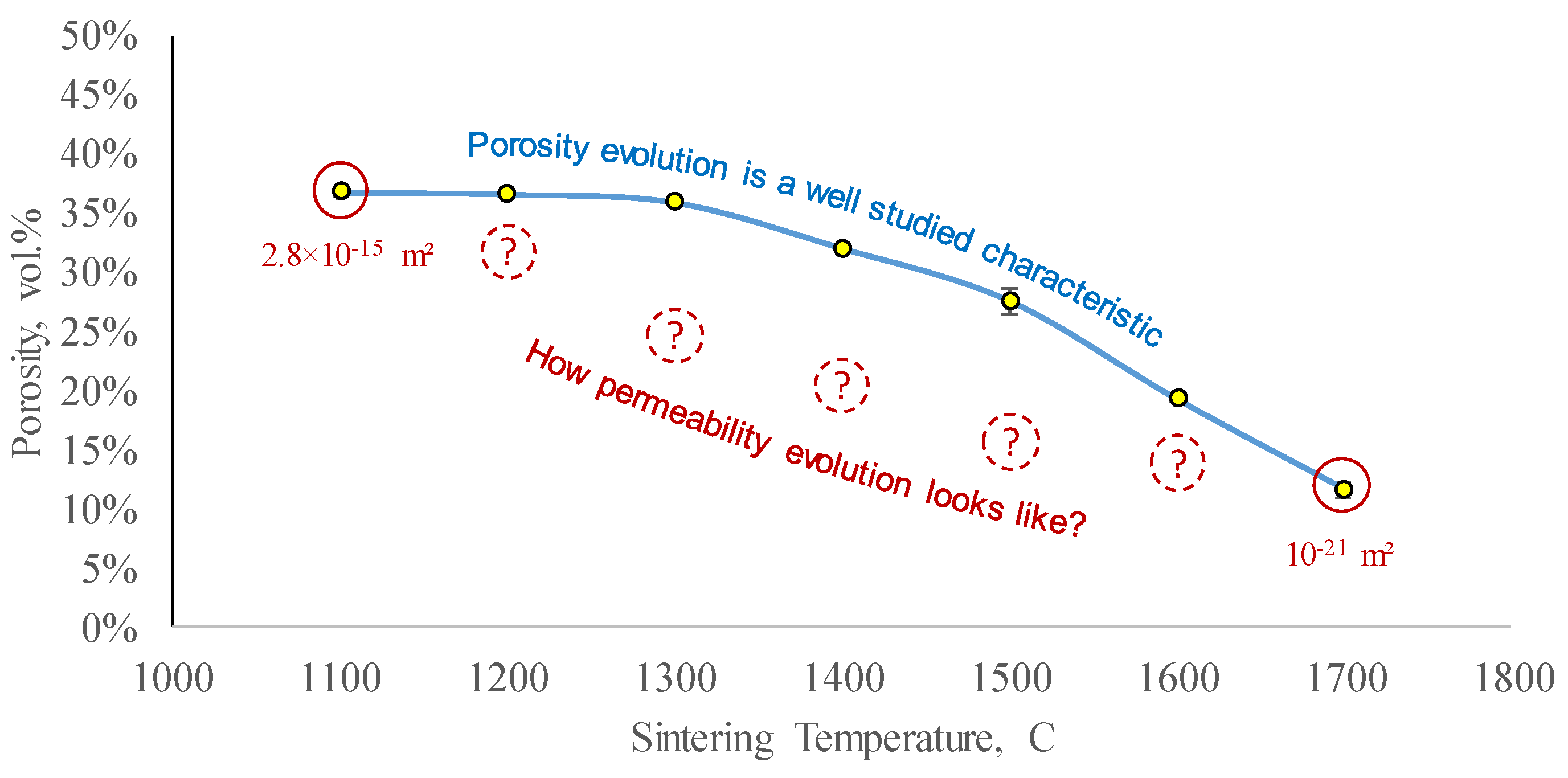
3.1. Microstructural Description
3.2. Gas Porosity and Permeability
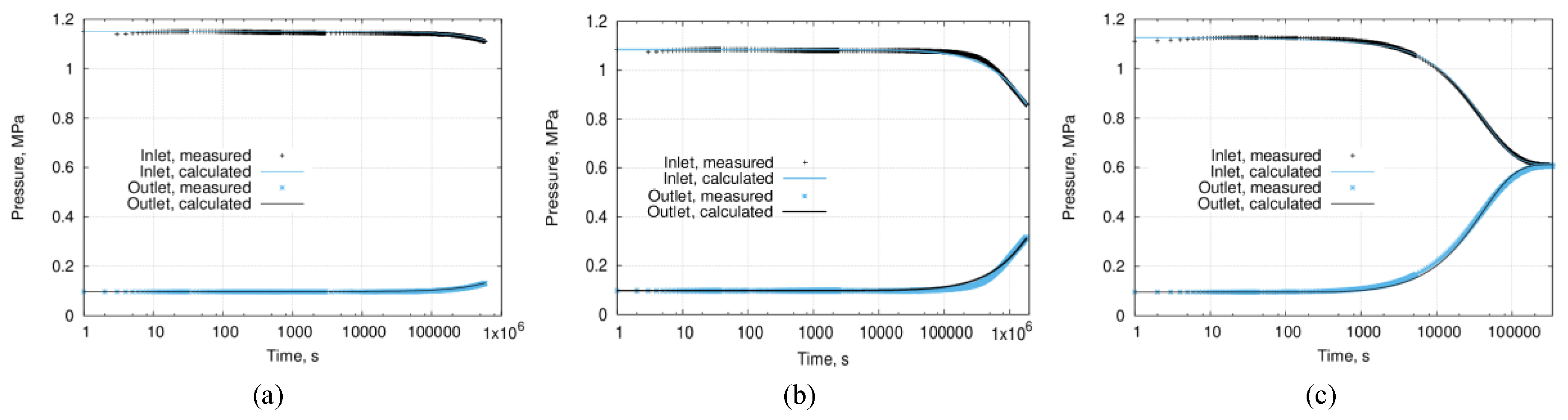
3.3. Low-Permeability Measurements
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rieckmann, M. Evaluation of Reservoir Rocks of Low Permeability. In Proceedings of the 6th World Petroleum Congress, Frankfurt am Main, Germany, 19–26 June 1963. [Google Scholar]
- Pence, S.A. Evaluating Formation Damage in Low Permeability Sandstone. In Proceedings of the Fall Meeting of the Society of Petroleum Engineers of AIME, Dallas, TX, USA, 28 September–1 October 1975. [Google Scholar]
- Rose, W. Permeability anisotropy in low permeability formations. In Proceedings of the SPE Unconventional Gas Recovery Symposium, Pittsburgh, PA, USA, 16–18 May 1982; pp. 195–198. [Google Scholar]
- Cinar, Y.; Bukhteeva, O.; Neal, P.R.; Allinson, W.G.; Paterson, L. CO2 storage in low permeability formations. In Proceedings of the PSPE Symposium on Improved Oil Recovery, Tulsa, OK, USA, 20–23 April 2008; Volume 3, pp. 1475–1487. [Google Scholar]
- Murray, D.; Wang, Y.X.; Horie, T.; Yoshimura, T.; Mito, S. CO2 sequestration monitoring in a low formation water salinity reservoir. In Proceedings of the Society of Petroleum Engineers-International Oil and Gas Conference and Exhibition in China 2010 (IOGCEC), Beijing, China; 2010; pp. 825–833. [Google Scholar]
- Yu, H.; Shen, P.; Shi, Y.; Yang, Y.; Wang, J. Study on the safety geology sequestration after CO2 displacement in low permeability oil reservoir. In Proceedings of the SPE Enhanced Oil Recovery Conference, Kuala Lumpur, Malaysia, 19–21 July 2011; Volume 1, pp. 553–557. [Google Scholar]
- Holubnyak, Y.; Dubois, M.; Hollenbach, J.; Hasiuk, F. Challenges and Opportunities for Commercial-Scale Carbon Capture and Storage in Kansas. In Proceedings of the SPE Annual Technical Conference and Exhibition, Calgary, AB, Canada, 30 September–2 October 2019. [Google Scholar]
- Gysel, M.; Gassmann, J. Underground storage of nuclear waste in Switzerland. In Proceedings of the ISRM International Symposium-Rockstore 80, Stockholm, Sweden, 23–27 June 1980. [Google Scholar]
- McMillan, M.; Will, R.; Ampomah, W.; Balch, R.; Czoski, P. Coupled geomechanical modeling to assess cap rock integrity and mechanical fault stability: Application to Farnsworth field unit project. In Proceedings of the SPE Western Regional Meeting, San Jose, CA, USA, 23–26 April 2019. [Google Scholar]
- Hansen, F.; Steininger, W.; Bollingerfehr, W. Spent Fuel and Waste Disposition. In Proceedings of the 7th US/German Workshop on Salt Repository Research, Design, and Operation, Washington, DC, USA, 7–9 September 2016. [Google Scholar]
- Biesheuvel, M.P.; Verweij, H. Design of ceramic membrane supports: Permeability, tensile strength and stress. J. Memb. Sci. 1999, 156, 141–152. [Google Scholar] [CrossRef]
- Issaoui, M.; Limousy, L. Low-cost ceramic membranes: Synthesis, classifications, and applications. C. R. Chim. 2019, 22, 175–187. [Google Scholar] [CrossRef]
- Kurcharov, I.M.; Laguntsov, N.I.; Uvarov, V.I.; Kurchatova, O.V. Permeability asymmetry in composite porous ceramic membranes. Phys. Procedia 2015, 72, 156–161. [Google Scholar] [CrossRef][Green Version]
- Mestre, S.; Gozalbo, A.; Lorente-Ayza, M.M.; Sánchez, E. Low-cost ceramic membranes: A research opportunity for industrial application. J. Eur. Ceram. Soc. 2019, 39, 3392–3407. [Google Scholar] [CrossRef]
- Prabhu, V.; Patwardhan, A.V.; Patwardhan, A.W. Fabrication and characterization of micro-porous ceramic membrane based on kaolin and alumina. Indian J. Chem. Technol. 2017, 24, 367–373. [Google Scholar]
- Ozyildirim, C. Low Permeability Concretes Containing Slag and Silica Fume; Virginia Transportation Research Council in Cooperation with the U.S. Department of Transportation Federal Highway Administration: Charlottesville, VA, USA, 1993. Available online: http://www.virginiadot.org/vtrc/main/online_reports/pdf/93-r10.pdf (accessed on 22 November 2019).
- Welter, T.; Deubener, J.; Marzok, U.; Reinsch, S.; Muller, R. Silicate glass structures with low hydrogen permeability. In Proceedings of the 15th International Conference on the Physics of Non-Crystalline Solids & 14th European Society of Glass Conference, Saint Malo, France, 8–13 July 2018. [Google Scholar]
- Dashtibadfarid, M.; Afrasiabi, M. Low-Permeability Concrete : Water-to-Cement Ratio Optimization for Designing Drinking Water Reservoirs. Int. J. Innov. Eng. Sci. 2017, 2, 20–24. [Google Scholar]
- Miloud, B. Permeability and Porosity as an Essential Factors in the Long- term Durability of Steel Fibres Reinforced Concrete. In Proceedings of the 11th International Conference on Durability of Building Materials and Components, Istanbul, Turkey, 11–14 May 2008. [Google Scholar]
- Peighambardoust, S.J.; Rowshanzamir, S.; Amjadi, M. Review of the Proton Exchange Membranes for Fuel Cell Applications. Int. J. Hydrog. Energy 2010, 35, 9349–9384. [Google Scholar] [CrossRef]
- Jiang, N.; Montelongo, Y.; Butt, H.; Yetisen, A.K. Microfluidic Contact Lenses. Small 2018, 14, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Shah, K.; Ling, M.T.K.; Woo, L.; Nebgen, G.; Edwards, S.; Zakarija, L. Gas permeability and medical products. Plast. Biomater. Mag. 1998. Available online: https://www.mddionline.com/gas-permeability-and-medical-film-products (accessed on 22 November 2019).
- Yang, W.-H.; Smolen, V.F.; Peppas, N.A. Oxygen Permeability Coefficients of Polymers for Hard and Soft Contact Lens Applications. J. Memb. Sci. 1981, 9, 53–67. [Google Scholar] [CrossRef]
- David, C.; Wassermann, J. The KGB Project: A World-Wide Benchmark of Low Permeability Measurement. In Proceedings of the Poromechanics 2017 6th Biot Conf. Poromechanics, Paris, France, 9–13 July 2017; pp. 1153–1161. [Google Scholar]
- Passey, Q.R.; Bohacs, K.; Esch, W.L.; Sinha, S. From oil-prone source rock to gas-producing shale reservoir: Geologic and petrophysical characterization of unconventional shale-gas reservoirs. In Proceedings of the International Oil and Gas Conference and Exhibition in China, Beijing, China, 8–10 June 2010; pp. 1–29. [Google Scholar]
- Sondergeld, C.H.; Ambrose, R.J.; Rai, C.S.; Moncrieff, J. Micro-Structural Studies of Gas Shales. In Proceedings of the SPE Unconventional Gas Conference, Pittsburgh, PA, USA, 23–25 February 2010. [Google Scholar]
- Spears, R.W.; Dudus, D.; Foulds, A.; Passey, Q.; Sinha, S.; Esch, W.L. Shale Gas Core Analysis: Strategies for Normalizing between Laboratories and a Clear Need for Standard Materials. In Proceedings of the 52nd Annual Logging Symposium of the Society of Petrophysicists and Well Log Analysts, Colorado Springs, CO, USA, 14–18 May 2011. [Google Scholar]
- Sinha, S.; Braun, E.M.; Passey, Q.R.; Leonardi, S.A.; Wood, A.C.; Zirkle, T.; Boros, J.A.; Kudva, R.A. Advances in measurement standards and flow properties measurements for tight rocks such as shales. In Proceedings of the SPE/EAGE European Unconventional Resources Conference and Exhibition, Vienna, Austria, 20–22 March 2012; pp. 466–478. [Google Scholar]
- Bird, R.B.; Stewart, W.E.; Lightfoot, E.N. Transport Phenomena, 2nd ed.; John Wiley & Sons, Inc.: Hamilton, ON, Canada, 2002; ISBN 0471410772. [Google Scholar]
- Sinha, S.; Braun, E.M.; Determan, M.D.; Passey, Q.R.; Leonardi, S.A.; Boros, J.A.; Wood, A.C.; Zirkle, T.; Kudva, R.A. Steady-State Permeability Measurements on Intact Shale Samples at Reservoir Conditions-Effect of Stress, Temperature, Pressure, and Type of Gas. In Proceedings of the SPE Middle East Oil and Gas Show and Conference (MEOS), Manama, Bahrain, 10–13 March 2013; pp. 956–970. [Google Scholar]
- Amro, M.; Hafner, F.; Freese, C. Modern In situ and Laboratory Measurements of Permeability and Porosity to Prove Tightness of Underground Storage of Hydrogen, Natural Gas and CO2. In Proceedings of the Solution Mining Research Institute: SMRI Fall 2012 Technical Conference, Bremen, Germany, 30 September–3 October 2012. [Google Scholar]
- Chertov, M.; Suarez-Rivera, R. Isolated-cell pressure-decay testing for fast characterization of ultralow rock permeability and gas slippage effects. In Proceedings of the SPE/AAPG/SEG Unconventional Resources Technology Conference, Denver, CO, USA, 25–27 August 2014; pp. 1–17. [Google Scholar]
- Klinkenberg, L.J. The Permeability of Porous Media to Liquids and Gases. 1941. Available online: https://www.semanticscholar.org/paper/The-Permeability-Of-Porous-Media-To-Liquids-And-Klinkenberg/6246992bf0f02db8a04bec823d9a75d94584595b. (accessed on 25 November 2019).
- Zisser, N.; Nover, G. Anisotropy of permeability and complex resistivity of tight sandstones subjected to hydrostatic pressure. J. Appl. Geophys. 2009, 68, 356–370. [Google Scholar] [CrossRef]
- Amro, M.; Freese, C.; Hafner, F. Tightness of Salt Rocks using Different Gases for the Purpose of Underground Storage Title. Oil Gas Eur. Mag. 2016, 42, 78–81. [Google Scholar]
- Zoback, M.D.; Byerlee, J.D. The effect of microcrack dilatancy on the permeability of westerly granite. J. Geophys. Res. 1975, 80, 752–755. [Google Scholar] [CrossRef]
- Press, W.; Teukolsky, S.; Vetterling, W.; Flannery, B. Numerical Recipes, 3rd ed.; Cambridge University Press: New York, NY, USA, 2007; ISBN 9780521880688. [Google Scholar]
- Chmielewski, M.; Nosewicz, S.; Pietrzak, K.; Rojek, J.; Strojny-Nędza, A.; Mackiewicz, S.; Dutkiewicz, J. Sintering Behavior and Mechanical Properties of NiAl, Al2O3, and NiAl-Al2O3 Composites. J. Mater. Eng. Perform. 2014, 23, 3875–3886. [Google Scholar] [CrossRef]
- Hadzley, A.B.; Norfauzi, T.; Umar, U.A.A.; Afuza, A.A.; Faiz, M.M.; Naim, M.F. Effect of sintering temperature on density, hardness and tool wear for alumina-zirconia cutting tool. J. Mech. Eng. Sci. 2019, 13, 4648–4660. [Google Scholar]
- Kuskonmaz, N. High Pressure Sintering of Nano-Size y-Al2O3. 2013. Available online: https://www.intechopen.com/books/sintering-applications/high-pressure-sintering-of-nano-size-al2o3 (accessed on 22 November 2019).
- Wu, Y.Q.; Zhang, Y.F.; Huang, X.X.; Li, B.S.; Guo, J.K. Preparation, sintering and fracture behavior of Al2O3/LaAl11O18 ceramic composites. J. Mater. Sci. 2001, 36, 4195–4199. [Google Scholar] [CrossRef]
- Safonov, A.; Chugunov, S.; Tikhonov, A.; Gusev, M.; Akhatov, I. Numerical simulation of sintering for 3D-printed ceramics via SOVS model. Ceram. Int. 2019, 45, 19027–19035. [Google Scholar] [CrossRef]
- Coble, R.L.; Kingery, W.D. Effect of Porosity on Physical Properties of Sintered Alumina. J. Am. Ceram. Soc. 1956, 39, 377–385. [Google Scholar] [CrossRef]
- Lin, B.; Liu, F.; Zhang, X.; Liu, L.; Zhu, X. Simulation Technology in the Sintering Process of Ceramics, Numerical Simulations—Applications, Examples and Theory. 2011. Available online: https://www.intechopen.com/books/numerical-simulations-applications-examples-and-theory/simulation-technology-in-the-sintering-process-of-ceramics (accessed on 22 November 2019).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Replicate | Sample Length (cm) | Sample OD (cm) | Sample Cross-Sectional Area (cm2) | Sample Volume (cm3) | Confining Pressure (MPa) | Pore Pressure (MPa) | Gas Porosity (%) | Gas Permeability × 10−15 (m2) | Klinkenberg-Corrected Gas Permeability × 10−15 (m2) |
|---|---|---|---|---|---|---|---|---|---|
| 1 | ↑ 3.058 ↓ | ↑ 3.007 ↓ | ↑ 7.1016 ↓ | ↑ 21.72 ↓ | ↑ 3.44738 ↓ | 7.85 | 36.0 | 2.69 | 2.29 |
| 2 | 7.81 | 36.0 | 2.76 | 2.35 | |||||
| 3 | 7.81 | 36.0 | 2.78 | 2.37 | |||||
| 4 | 7.81 | 36.0 | 2.81 | 2.40 | |||||
| 5 | 7.82 | 36.0 | 2.85 | 2.43 | |||||
| Average: | 36.0 | 2.78 | 2.37 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chugunov, S.; Kazak, A.; Amro, M.; Freese, C.; Akhatov, I. Towards Creation of Ceramic-Based Low Permeability Reference Standards. Materials 2019, 12, 3886. https://doi.org/10.3390/ma12233886
Chugunov S, Kazak A, Amro M, Freese C, Akhatov I. Towards Creation of Ceramic-Based Low Permeability Reference Standards. Materials. 2019; 12(23):3886. https://doi.org/10.3390/ma12233886
Chicago/Turabian StyleChugunov, Svyatoslav, Andrey Kazak, Mohammed Amro, Carsten Freese, and Iskander Akhatov. 2019. "Towards Creation of Ceramic-Based Low Permeability Reference Standards" Materials 12, no. 23: 3886. https://doi.org/10.3390/ma12233886
APA StyleChugunov, S., Kazak, A., Amro, M., Freese, C., & Akhatov, I. (2019). Towards Creation of Ceramic-Based Low Permeability Reference Standards. Materials, 12(23), 3886. https://doi.org/10.3390/ma12233886