Study on the Forming Process and Deformation Behavior of Inner Ring in the Wheel Hub Bearing Based on Riveting Assembly

Abstract
1. Introduction
2. Experimental Platform
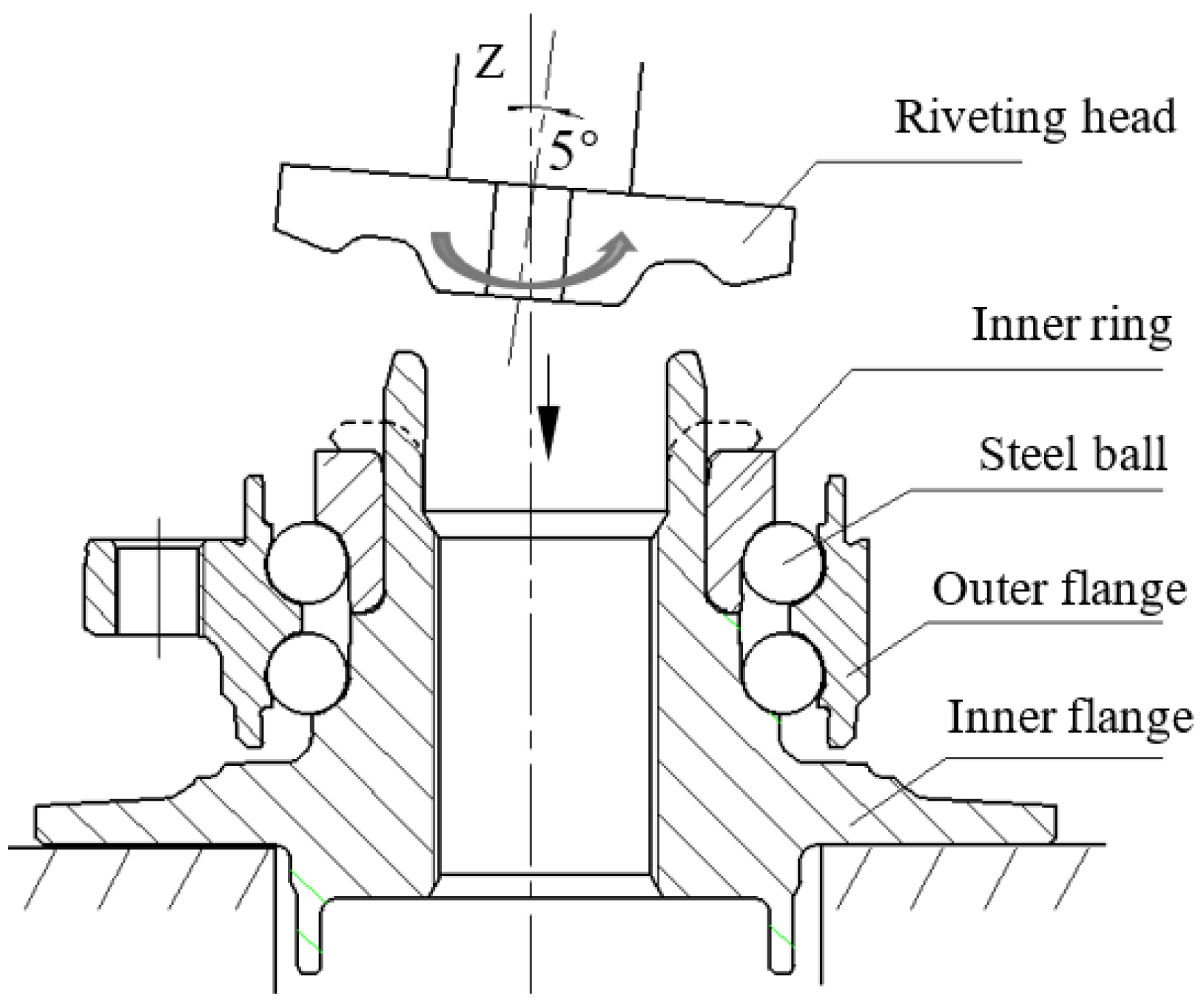
2.1. Riveting Assembly Process
2.2. Forming Apparatus
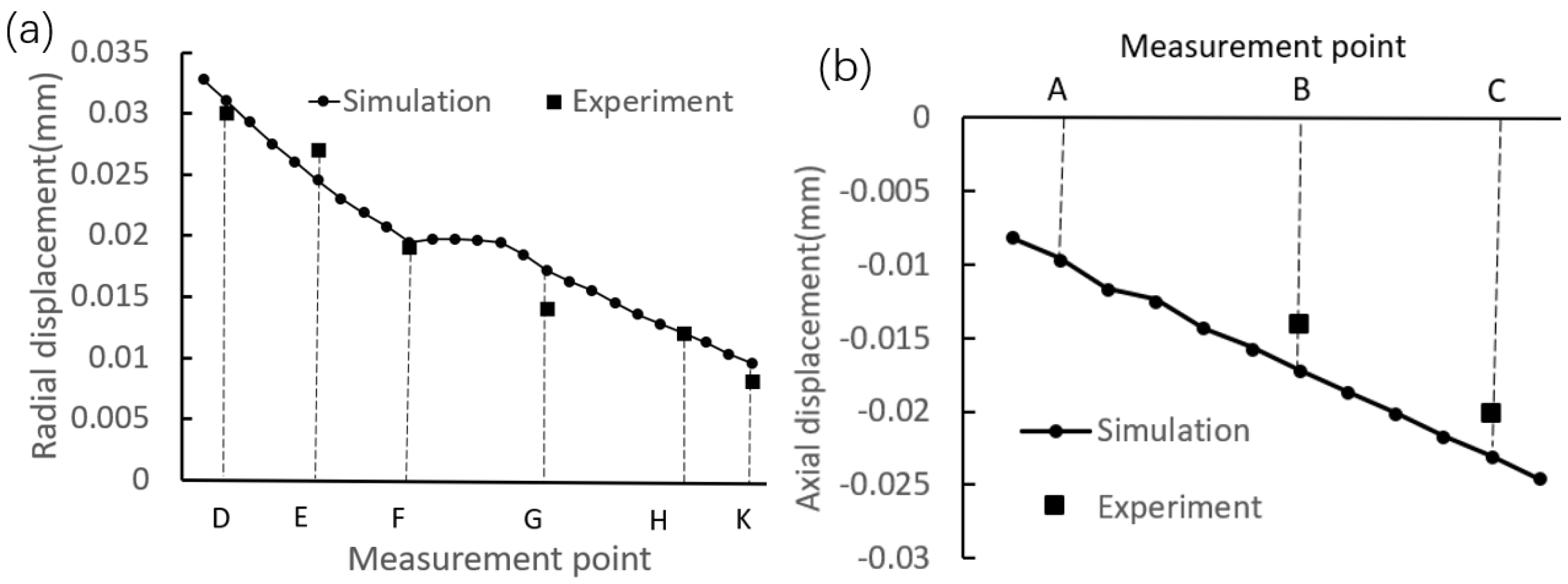
2.3. Experimental Tests
3. Finite Element Modeling and Numerical Simulation Analysis of the Riveting Assembly
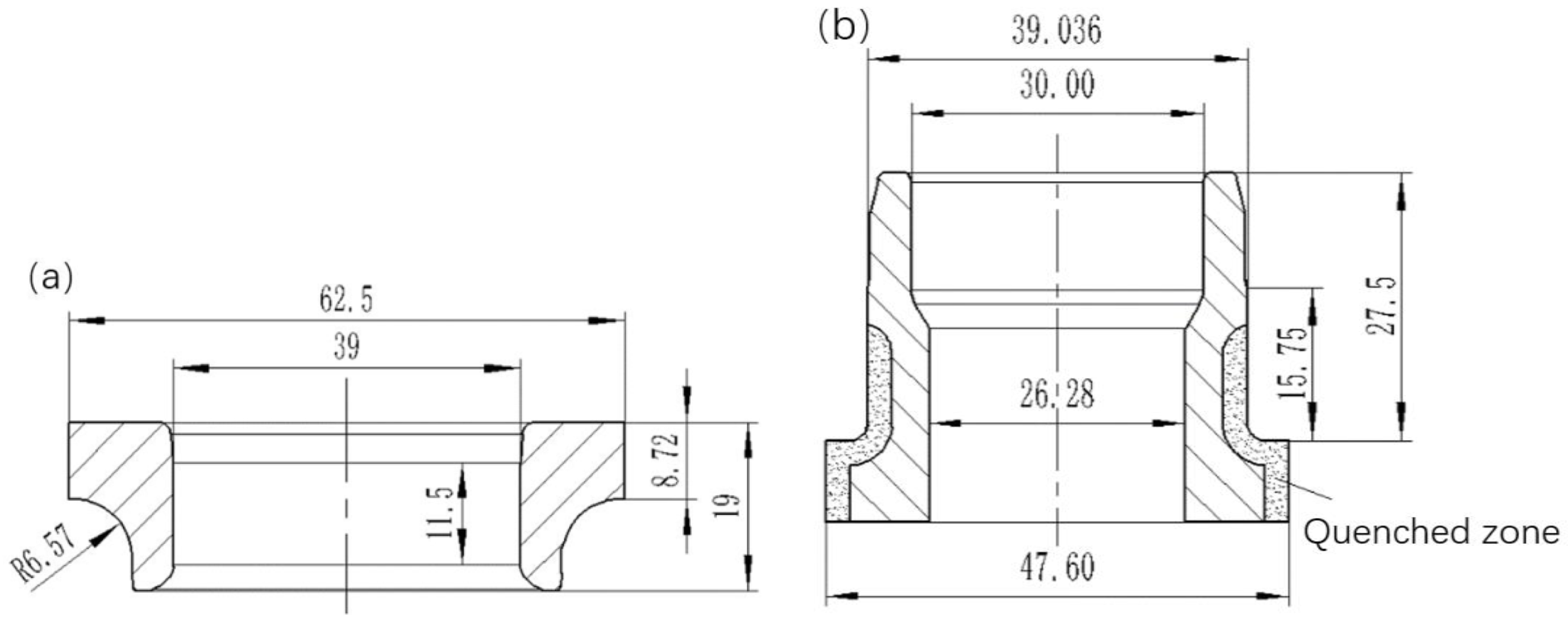
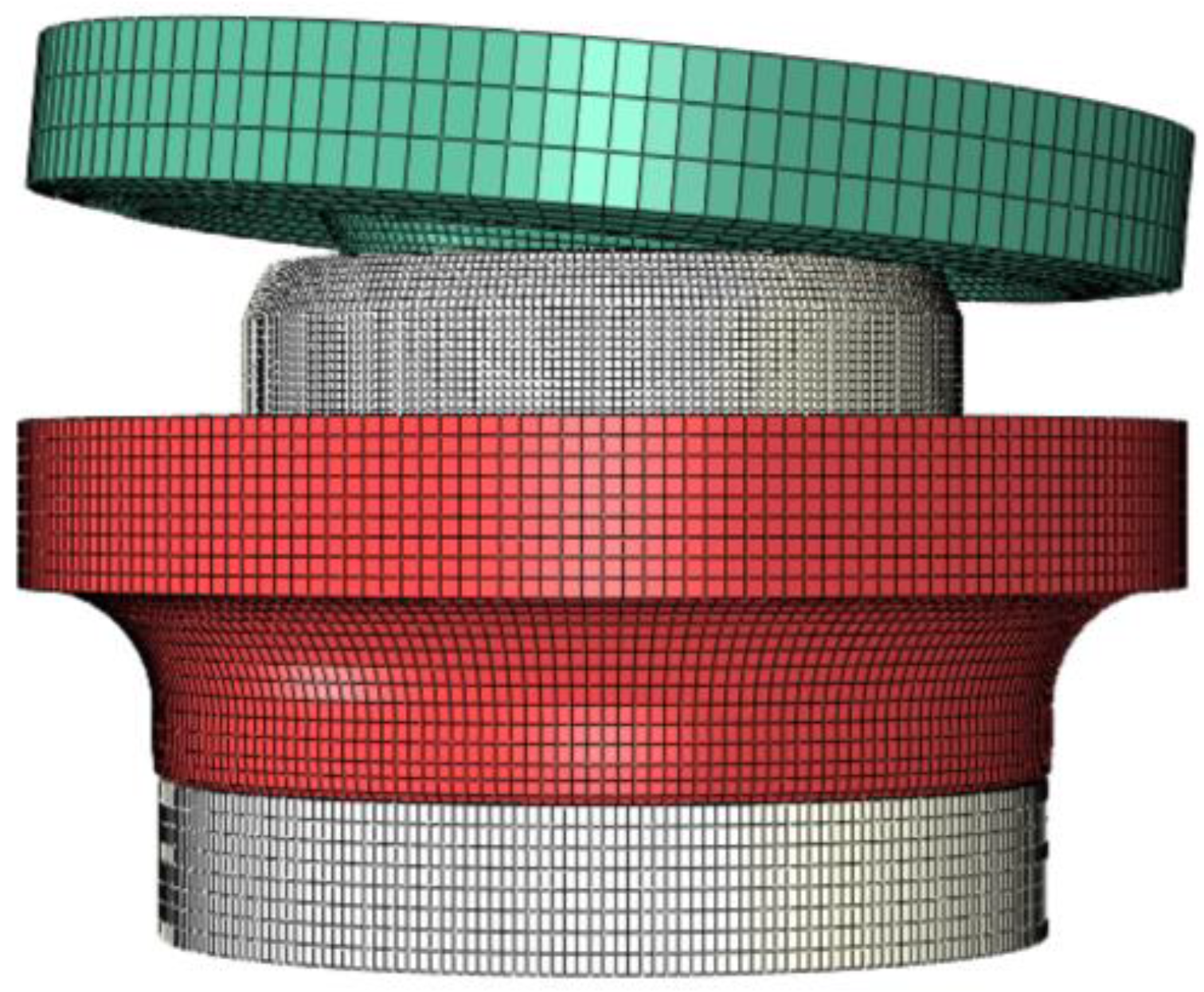
3.1. Finite Element Modeling
3.2. Numerical Simulation of the Riveting Loading Process
4. Results and Discussion
4.1. The Influence of the Interference Assembly
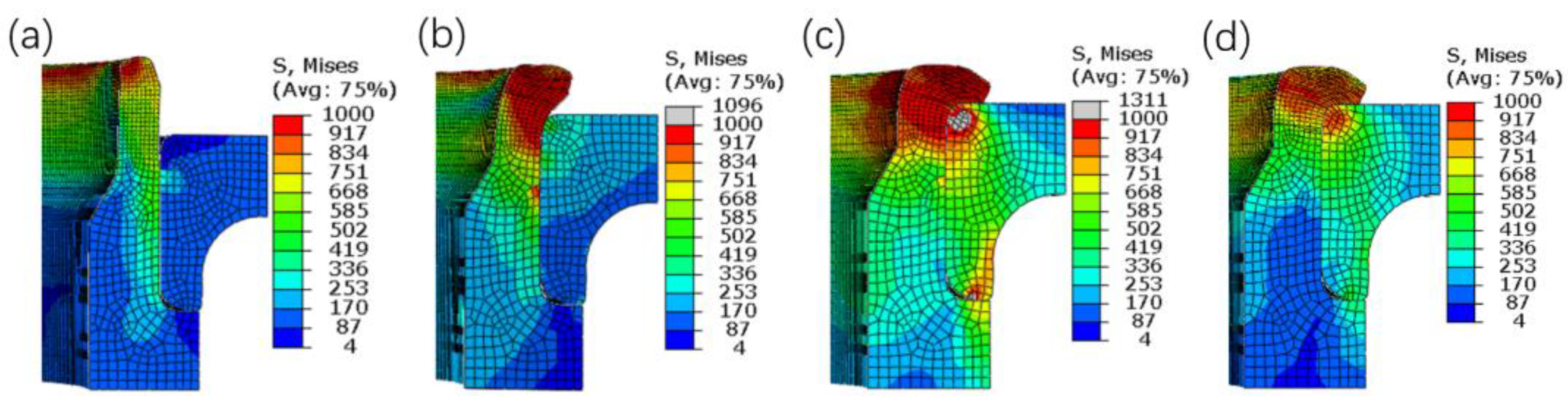
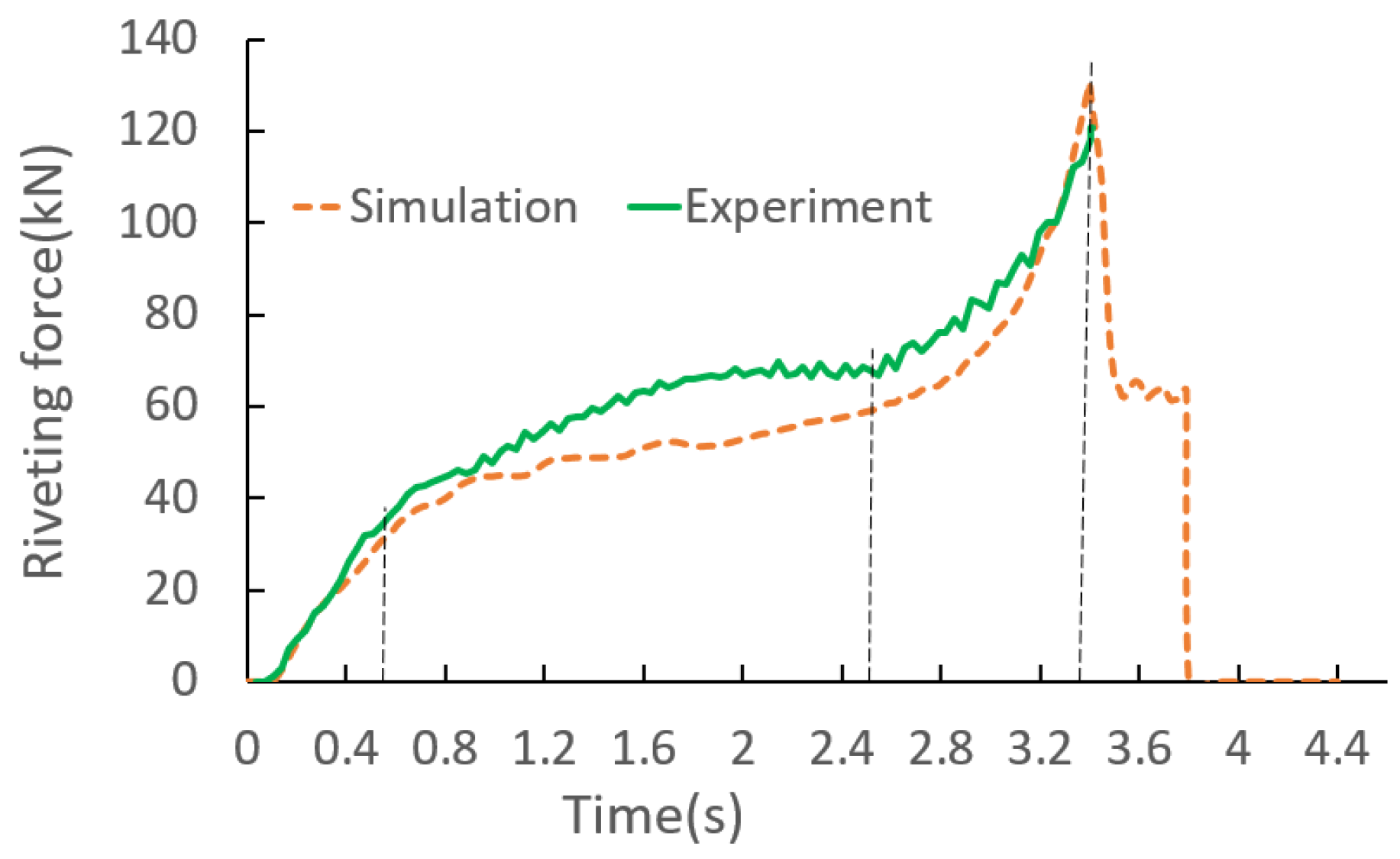
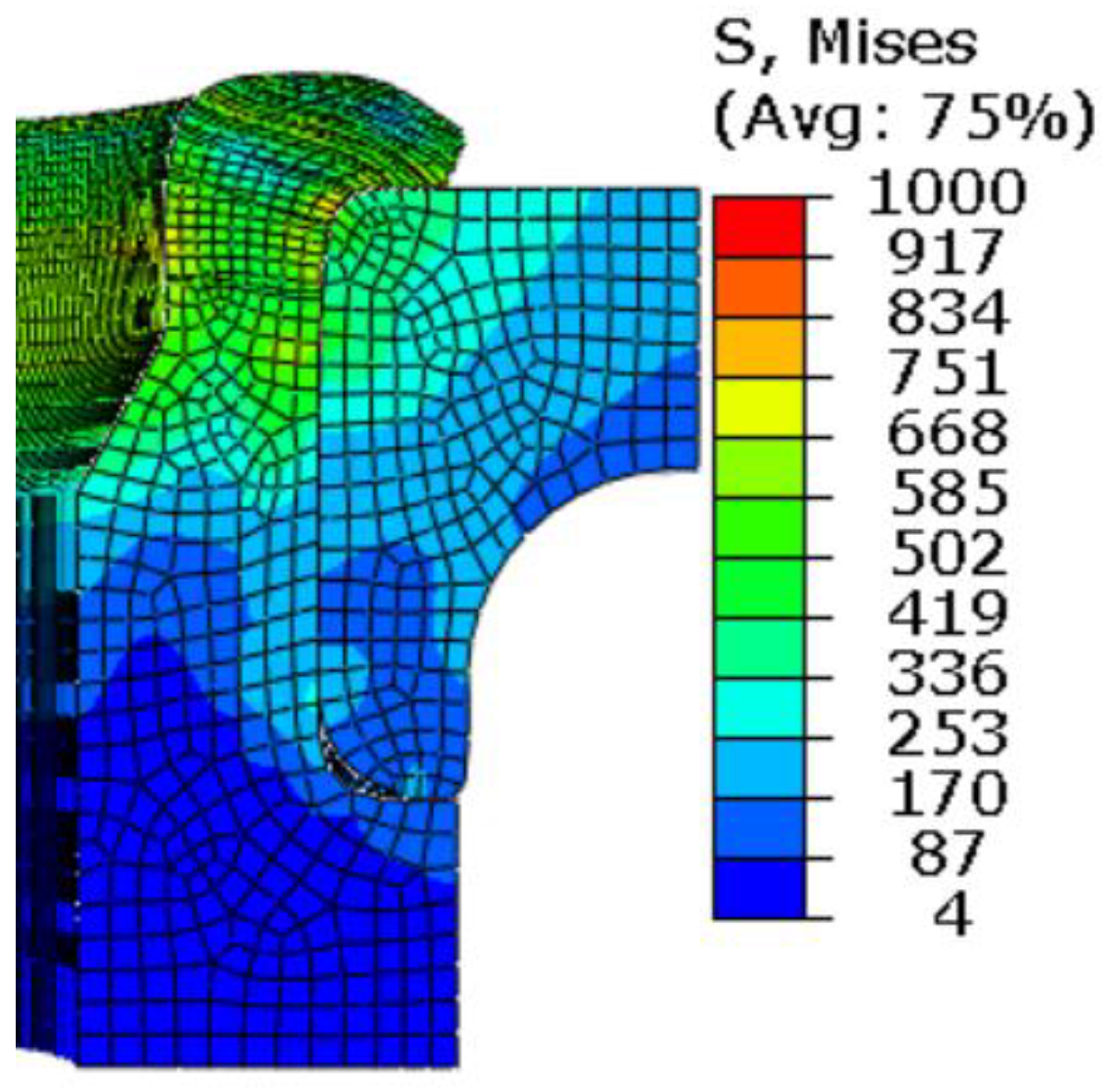
4.2. The Influence of the Riveting Loading Process
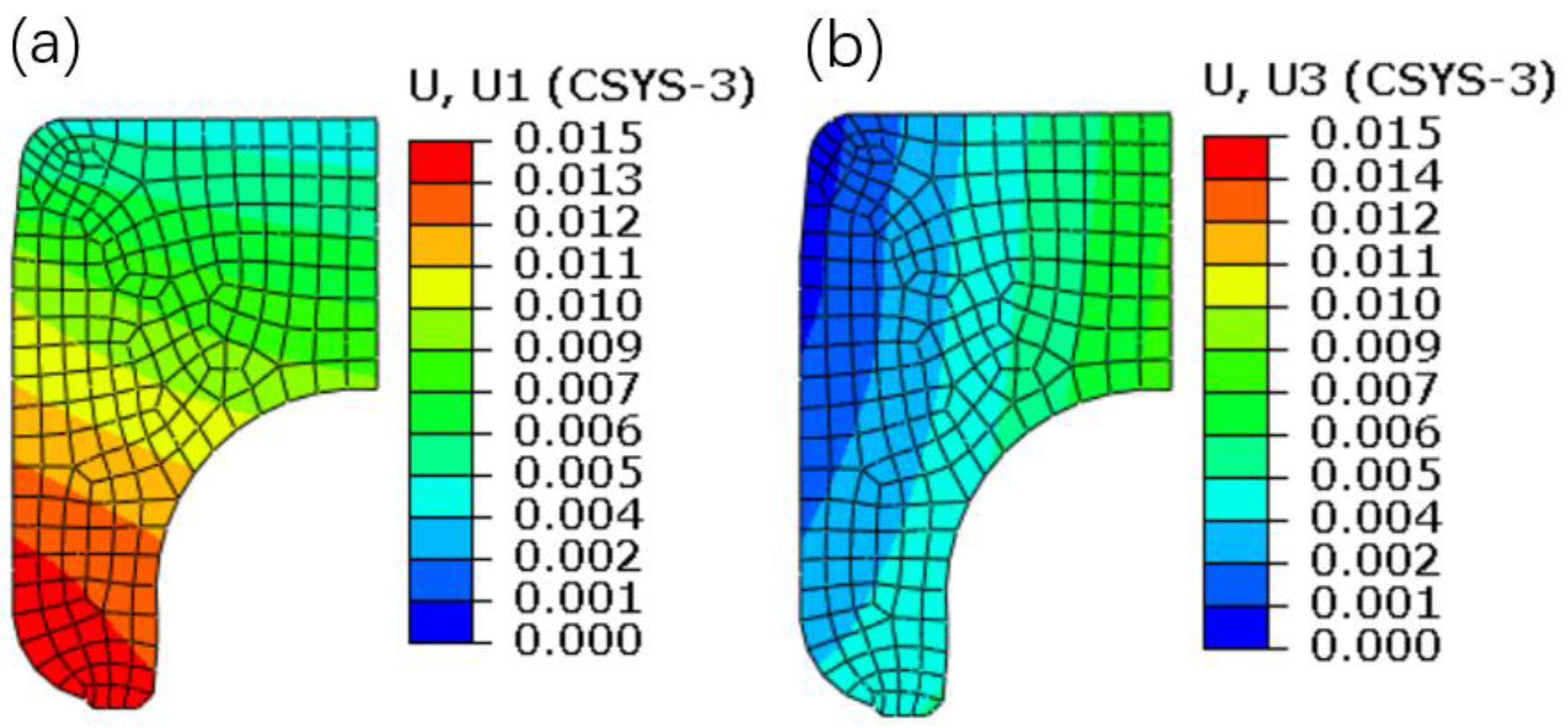
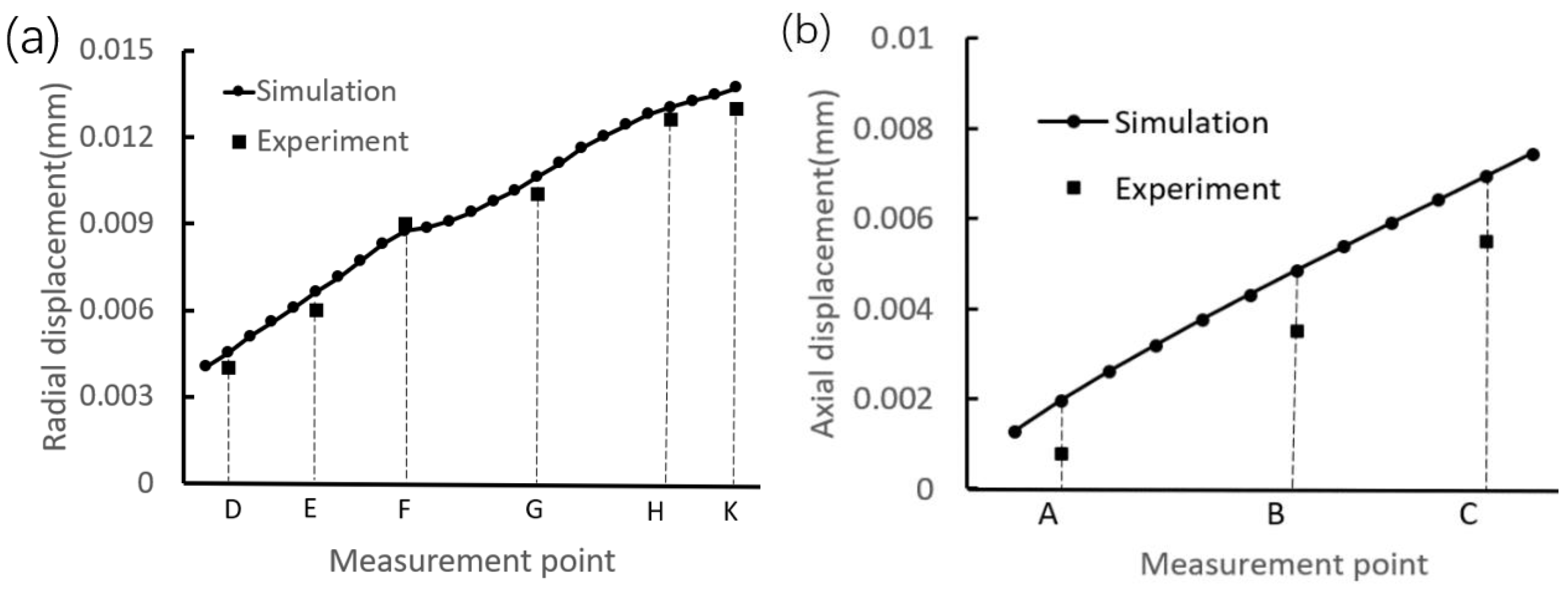
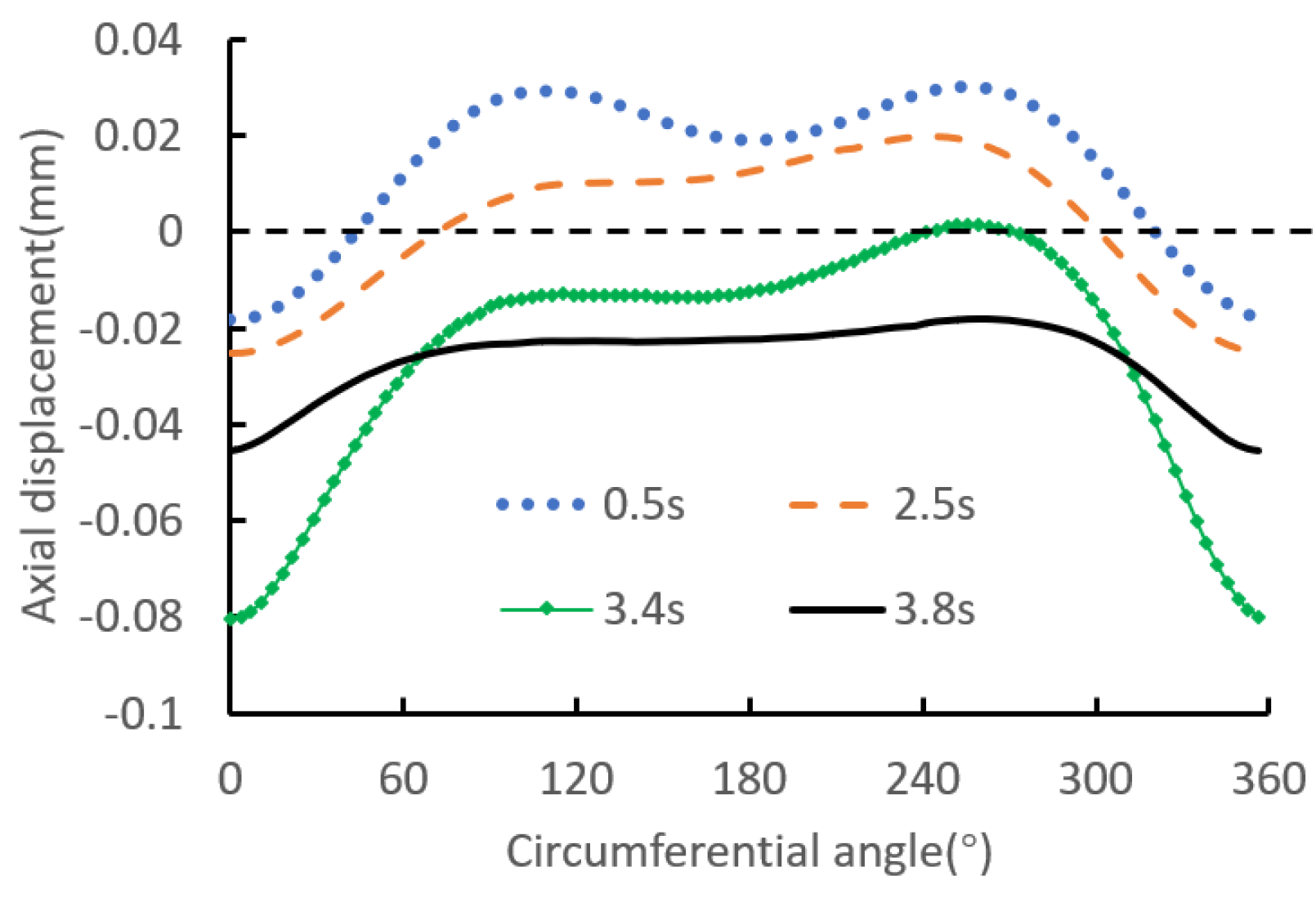
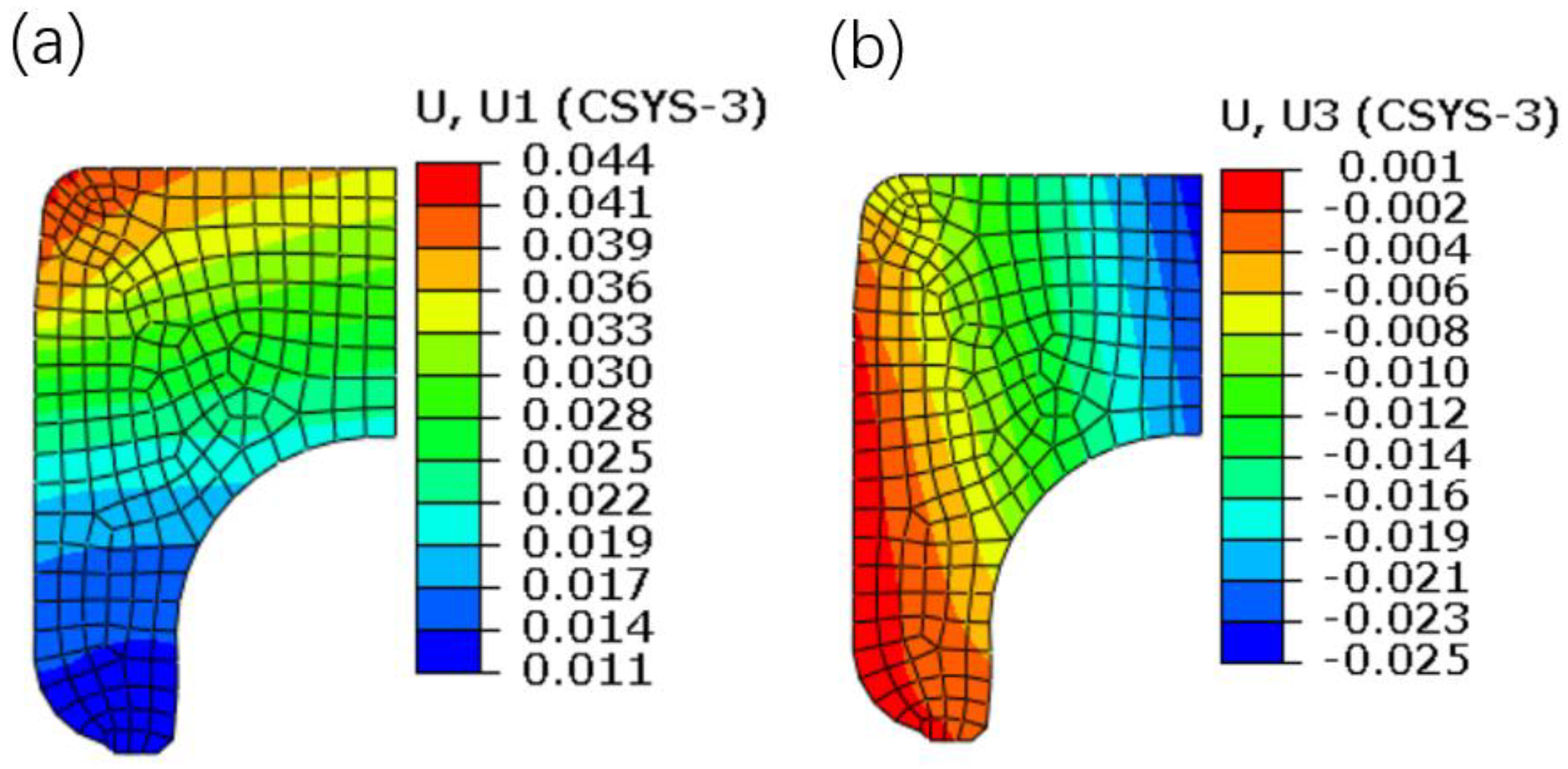
4.3. The Influence of the Riveting Unloading Process
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Han, X.H.; Hua, L. Comparison between cold rotary forging and conventional forging. J. Mech. Sci. Technol. 2009, 23, 2668–2678. [Google Scholar] [CrossRef]
- Hildenbrand, P.; Lechner, M.; Vogel, M.; Herrmann, H.; Merklein, M. Orbital forming of tailored blanks with two-sided local material thickening. Int. J. Adv. Manuf. Technol. 2018, 97, 3469–3478. [Google Scholar] [CrossRef]
- Han, X.H.; Hua, L. Investigation on contact parameters in cold rotary forging using a 3D Fe method. Int. J. Adv. Manuf. Technol. 2012, 62, 1087–1106. [Google Scholar] [CrossRef]
- Eshtayeh, M.; Hrairi, M. Recent and future development of the application of finite element analysis in clinching process. Int. J. Adv. Manuf. Technol. 2016, 84, 2589–2608. [Google Scholar] [CrossRef]
- Nowak, J.; Madej, L.; Ziolkiewicz, S.; Plewinski, A.; Grosman, F.; Pietryzyk, M. Recent development in orbital forging technology. Int. J. Mater. Form. 2008, 1, 387–390. [Google Scholar] [CrossRef][Green Version]
- Ishida, H.; Kaneko, T. Development of hub unit bearings with swaging. NSK Tech. J. 2000, 670, 11–16. (In Japanese) [Google Scholar]
- Numata, T. Latest technical trends regarding hub unit bearings. Koyo Eng. J. Engl. Ed. 2005, 168, 8–13. [Google Scholar]
- Shivpuri, R. Past developments and future trends in the rotary or orbital forging process. J. Mater. Eng. Perform. 2013, 22, 2813–2829. [Google Scholar] [CrossRef]
- Zhou, Z.X.; Xiao, Y.Y.; Li, W. Study of a new machine tool for the riveting and assembly of automotive hub bearing unit. J. Hunan Univ. Natl. Sci. 2014, 41, 13–16. (In Chinese) [Google Scholar]
- Toda, K.; Ishii, T.; Kashiwagi, S.; Mitarai, T. Development of hub units with shaft clinching for automotive wheel bearings. Koyo Eng. J. Engl. Ed. 2001, 158, 26–30. [Google Scholar]
- Kajihara, K. Improvement of simulation technology for analysis of hub unit bearing. Koyo Eng. J. Engl. Ed. 2005, 167, 35–39. [Google Scholar]
- Munshi, M.; Shah, K.; Cho, H.; Altan, T. Finite element analysis of orbital forming used in spindle/inner ring assembly. In Proceedings of the 8th International Conference on Technology of Plasticity, Verona, Italy, 9–13 October 2005. [Google Scholar]
- Moon, H.K.; Lee, M.C.; Joun, M.S. An approximate efficient finite element approach to simulating a rotary forming process and its application to a wheel-bearing assembly. Finite Elem. Anal. Des. 2007, 44, 17–23. [Google Scholar] [CrossRef]
- Cho, H.J.; Koo, J.S. Orbital forming simulation of automotive hub bearing using the explicit finite element method. Int. J. Mod. Phys. B 2008, 22, 1626–1633. [Google Scholar] [CrossRef]
- Nam, C.H.; Lee, M.C.; Eom, J.G.; Choi, M.H.; Joun, M.S. Finite element analysis model of rotary forging for assembling wheel hub bearing assembly. Procedia Eng. 2014, 81, 2475–2480. [Google Scholar] [CrossRef]
- Joshi, D.; Singh, A.P. Comparison of hub inner shaft design options for orbital forming process by finite element method and subsequently effect on preload of generation-3 wheel hub bearing. IOSR J. Mech. Civ. Eng. 2016, 6, 79–84. [Google Scholar]
- Qu, J.; Zhang, G.J. Numerical and experimental investigations of the shaft-clinching assembly process of automobile wheel-hub-bearing units. Proc. Inst. Mech. Eng. Part D J. Automob. Eng. 2016, 230, 1741–1757. [Google Scholar] [CrossRef]
- Qu, J.; Zhang, G.J. Determination of motion equation of rivet head during shaft riveting assembly process for wheel hub bearing units. J. Manuf. Sci. Eng. 2016, 138, 1–9. [Google Scholar] [CrossRef]
- Qu, J.; Zhang, G.J.; Xu, X.Q. Optimization design of rivet head for shaft riveting assembly of hub bearing unit. J. South China Univ. Technol. Natl. Sci. Ed. 2016, 44, 60–66. (In Chinese) [Google Scholar]
- Yang, J.; Yang, Y.S.; Li, W.; Xiao, Y.Y.; Zhou, Z.X. Theoretical analysis and experimental studies for riveting and assembly processes of automotive hub bearing units. China Mech. Eng. 2017, 28, 2949–2956. (In Chinese) [Google Scholar]
- Xiao, Y.Y.; Zhou, Z.X.; Li, W.; Meng, G.F. Axial force test and analysis in riveting assembly of automotive hub bearing unit. Appl. Mech. Mater. 2013, 268, 1058–1062. [Google Scholar]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Property | Density (kg/m3) | Young’s Modulus (GPa) | Poisson’ s Ratio | Yield Strength (MPa) |
|---|---|---|---|---|
| 65Mn | 7800 | 212 | 0.288 | 1400 |
| GCr15 | 7800 | 220 | 0.3 | 1700 |
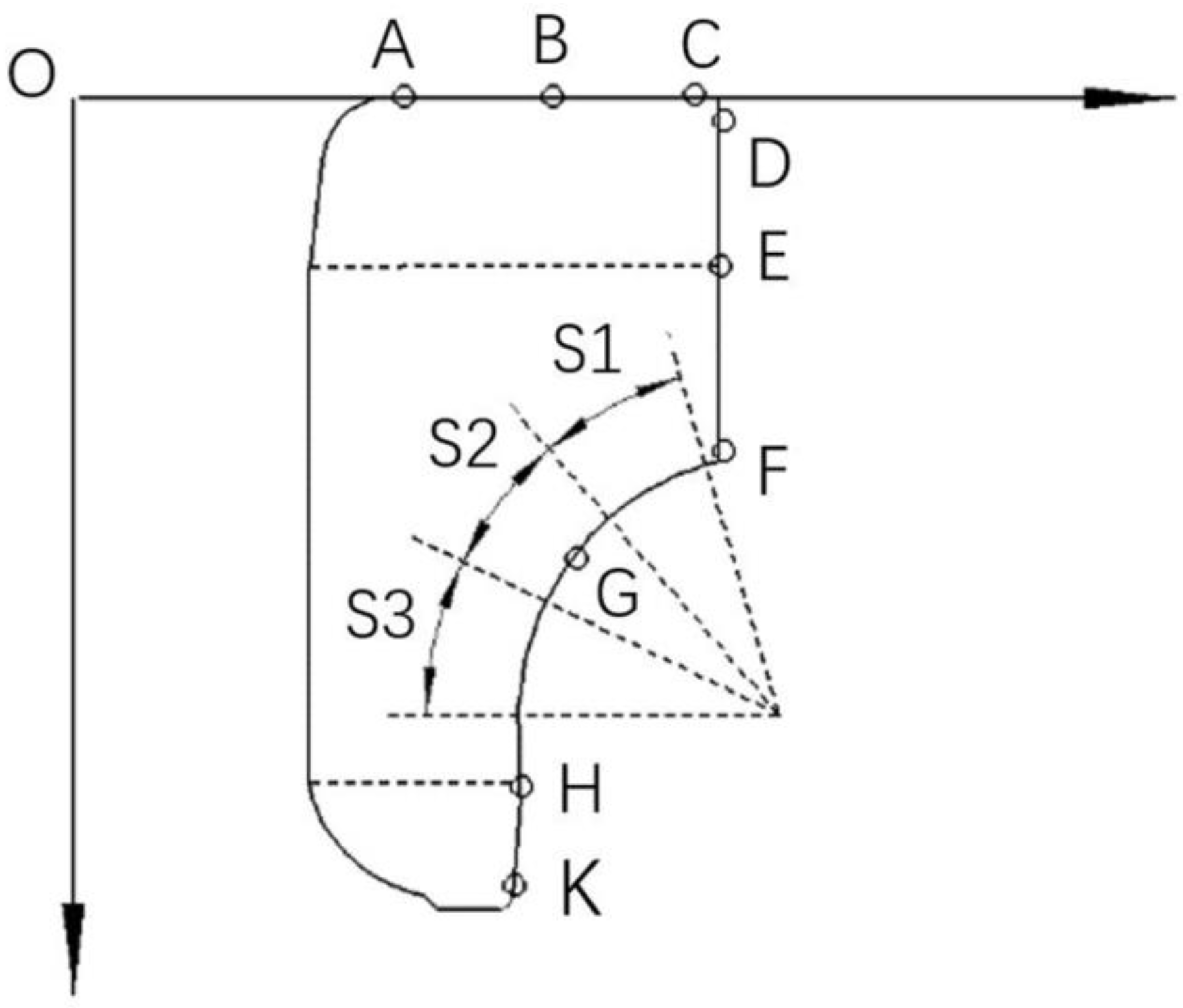
| Section | S1 | S2 | S3 |
|---|---|---|---|
| Initial radius (mm) | 6.57 | 6.57 | 6.57 |
| After assembly (mm) | 6.564 | 6.572 | 6.569 |
| Absolute error (mm) | 0.006 | 0.002 | 0.001 |
| Section | S1 | S2 | S3 |
|---|---|---|---|
| Initial radius (mm) | 6.57 | 6.57 | 6.57 |
| After unloading (mm) | 6.574 | 6.564 | 6.544 |
| Absolute error (mm) | 0.004 | 0.006 | 0.026 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiong, W.; Wang, Y.; Li, X.-P.; Mei, S.; Tian, Z.-X. Study on the Forming Process and Deformation Behavior of Inner Ring in the Wheel Hub Bearing Based on Riveting Assembly. Materials 2019, 12, 3785. https://doi.org/10.3390/ma12223785
Xiong W, Wang Y, Li X-P, Mei S, Tian Z-X. Study on the Forming Process and Deformation Behavior of Inner Ring in the Wheel Hub Bearing Based on Riveting Assembly. Materials. 2019; 12(22):3785. https://doi.org/10.3390/ma12223785
Chicago/Turabian StyleXiong, Wei, You Wang, Xiao-Ping Li, Song Mei, and Zhu-Xin Tian. 2019. "Study on the Forming Process and Deformation Behavior of Inner Ring in the Wheel Hub Bearing Based on Riveting Assembly" Materials 12, no. 22: 3785. https://doi.org/10.3390/ma12223785
APA StyleXiong, W., Wang, Y., Li, X.-P., Mei, S., & Tian, Z.-X. (2019). Study on the Forming Process and Deformation Behavior of Inner Ring in the Wheel Hub Bearing Based on Riveting Assembly. Materials, 12(22), 3785. https://doi.org/10.3390/ma12223785