Superplastic Deformation and Dynamic Recrystallization of a Novel Disc Superalloy GH4151




Abstract
1. Introduction
2. Materials and Experimental Procedure
3. Results and Discussion
3.1. Superplastic Behavior
3.2. Fracture Characteristics
3.3. Deformation Microstructure
3.4. Dynamic Recrystallization
4. Conclusions
- (1)
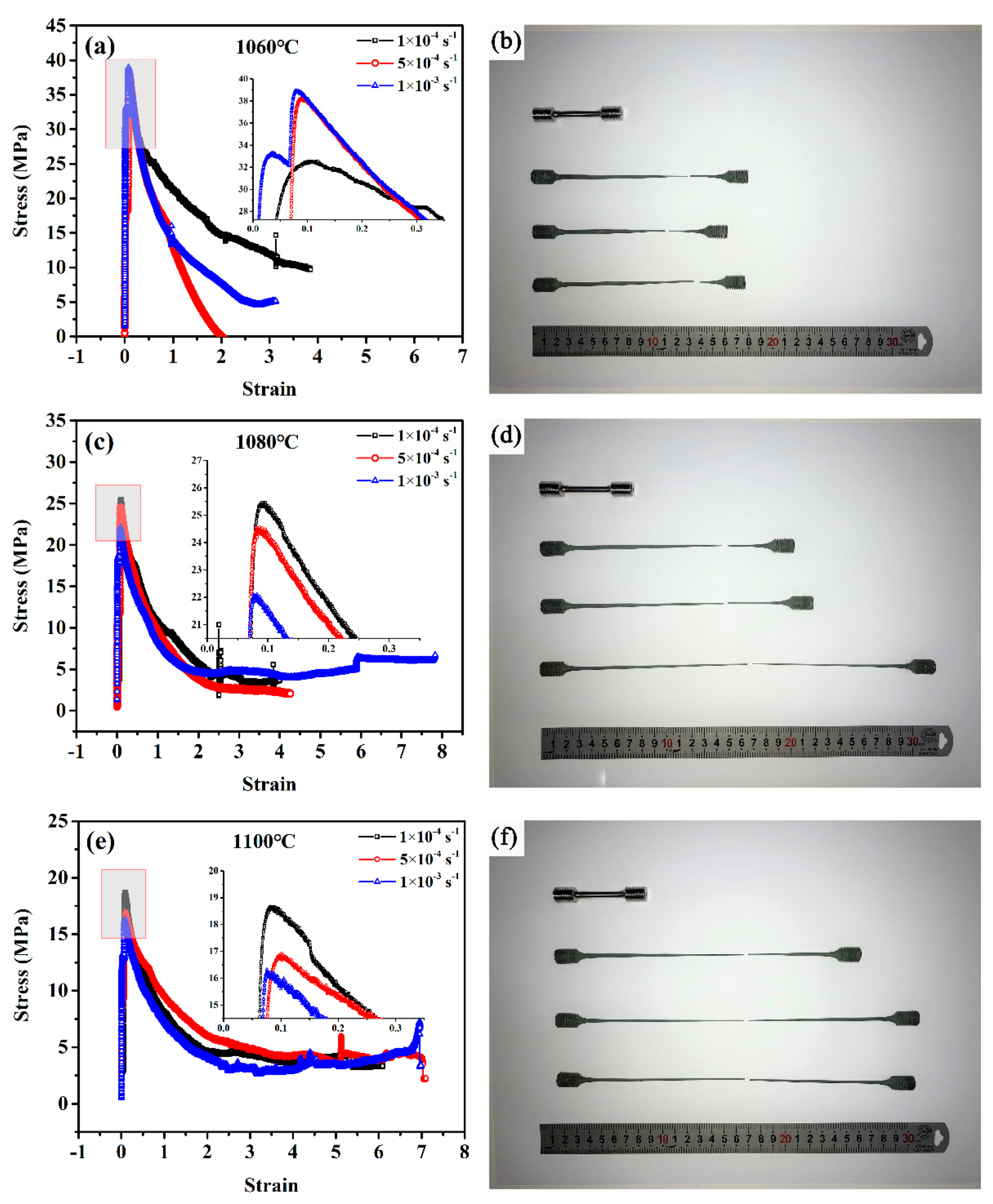
- The stress–strain curves demonstrated that the flow stress increased rapidly and followed by dynamic softening. The values of peak stress ranged from 32–40 MPa, 22–26 MPa and 16–19 MPa corresponding to the deformation temperatures of 1060 °C, 1080 °C and 1100 °C, respectively. The value of m exceeded 0.5 and varied from 0.52 to 0.73. The maximum ductility of 760.4% was obtained at a strain rate of 1 × 10−3 s−1 and 1080 °C.
- (2)
- The activation energy for superplastic deformation were 192 kJ/mol, 258 kJ/mol and 342 kJ/mol corresponding to strain rates of 1 × 10−4 s−1, 5 × 10−4 s−1 and 1 × 10−3 s−1, respectively. The deformation mechanism of superplasticity was mainly deemed as grain boundary sliding controlled by grain boundary diffusion at the strain rate of 1 × 10−4 s−1, while it was considered to be grain boundary sliding controlled by lattice diffusion with higher stain rates of 5 × 10−4 s−1 and 1 × 10−3 s−1.
- (3)
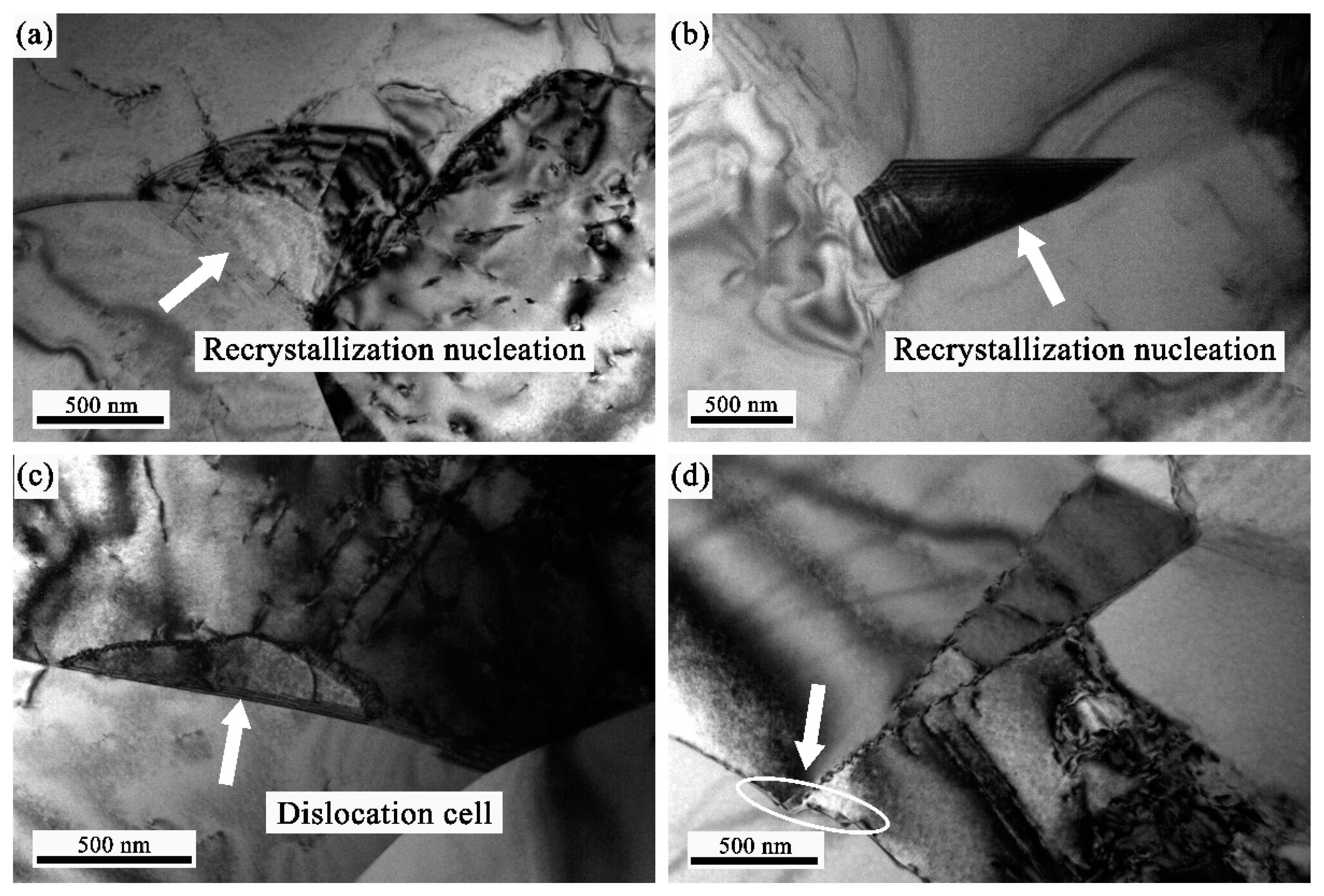
- Grain growth and cavitation were observed during superplastic deformation. The grain size increased obviously after superplastic deformation to failure at 1080 °C and 1100 °C. Based on the microstructural observation, DRX occurred during the superplastic deformation. DDRX was the dominant DRX mechanism and CDRX was merely an assistant mechanism of DRX for the GH4151 alloy during the superplastic deformation.
Author Contributions
Funding
Conflicts of Interest
References
- Mosleh, A.O.; Mikhaylovskaya, A.V.; Kotov, A.D.; Kwame, J.S.; Aksenov, S.A. Superplasticity of Ti-6Al-4V Titanium Alloy: Microstructure Evolution and Constitutive Modelling. Materials 2019, 12, 1756. [Google Scholar] [CrossRef]
- Kawasaki, M.; Langdon Terence, G. Superplasticity in Ultrafine-Grained Materials. Rev. Adv. Mater. Sci. 2018, 54, 46–55. [Google Scholar] [CrossRef]
- Kashyap, B.P.; Chaturvedi, M.C. Superplastic behavior of as received superplastic forming grade IN718 superalloy. Mater. Sci. Technol. 2013, 16, 147–155. [Google Scholar] [CrossRef]
- Mcfadden, S.X.; Mishra, R.S.; Valiev, R.Z.; Zhilyaev, A.P.; Mukherjee, A.K. Low-temperature superplasticity in nanostructured nickel and metal alloys. Nature 1999, 398, 684–686. [Google Scholar] [CrossRef]
- Jin, H.; Amirkhiz, B.S.; Lloyd, D.J. Improvement of Superplasticity in High-Mg Aluminum Alloys by Sacrifice of Some Room Temperature Formability. Metall. Mater. Trans. A 2018, 49, 1962–1979. [Google Scholar] [CrossRef]
- Huang, H.; Fan, G.; Tan, Z.; Xiong, D.; Qiang, G.; Guo, C.; Li, Z.; Di, Z. Superplastic Behavior of Carbon Nanotube Reinforced Aluminum Composites Fabricated by Flake Powder Metallurgy. Mater. Sci. Eng. A 2017, 699, 55–61. [Google Scholar] [CrossRef]
- Feldner, P.; Merle, B.; Göken, M. Superplastic deformation behavior of Zn-22% Al alloy investigated by nanoindentation at elevated temperatures. Mater. Des. 2018, 153, 71–79. [Google Scholar] [CrossRef]
- Wang, L.; Xie, L.; Lv, Y.; Zhang, L.C.; Chen, L.; Qiang, M.; Jiao, Q.; Di, Z.; Lu, W. Microstructure evolution and superelastic behavior in Ti-35Nb-2Ta-3Zr alloy processed by friction stir processing. Acta Mater. 2017, 131, 499–510. [Google Scholar] [CrossRef]
- Gao, F.; Li, W.; Meng, B.; Wan, M.; Zhang, X.; Han, X. Rheological law and constitutive model for superplastic deformation of Ti-6Al-4V. J. Alloys Compd. 2017, 701, 177–185. [Google Scholar] [CrossRef]
- Alabort, E.; Putman, D.; Reed, R.C. Superplasticity in Ti-6Al-4V: Characterisation, modelling and applications. Acta Mater. 2015, 95, 428–442. [Google Scholar] [CrossRef]
- Stráská, J.; Stráský, J.; Minárik, P.; Janeček, M.; Hadzima, B. Continuous measurement of m-parameter for analyzing plastic instability in a superplastic ultra-fine grained magnesium alloy. Mater. Sci. Eng. A 2017, 684, 110–114. [Google Scholar] [CrossRef]
- Kandalam, S.; Sabat, R.K.; Bibhanshu, N.; Avadhani, G.S.; Kumar, S.; Suwas, S. Superplasticity in high temperature magnesium alloy WE43. Mater. Sci. Eng. A 2017, 687, 85–92. [Google Scholar] [CrossRef]
- Raja, A.; Biswas, P.; Pancholi, V. Effect of layered microstructure on the superplasticity of friction stir processed AZ91 magnesium alloy. Mater. Sci. Eng. A 2018, 725, 492–502. [Google Scholar] [CrossRef]
- Shahmir, H.; Nili-Ahmadabadi, M.; Shafiee, A.; Langdon, T.G. Effect of a minor titanium addition on the superplastic properties of a CoCrFeNiMn high-entropy alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2018, 718, 468–476. [Google Scholar] [CrossRef]
- Shahmir, H.; He, J.; Lu, Z.; Kawasaki, M.; Langdon, T.G. Evidence for superplasticity in a CoCrFeNiMn high-entropy alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2017, 685, 342–348. [Google Scholar] [CrossRef]
- Takizawa, Y.; Kajita, T.; Kral, P.; Masuda, T.; Watanabe, K.; Yumoto, M.; Otagiri, Y.; Sklenicka, V.; Horita, Z. Superplasticity of Inconel 718 after processing by high-pressure sliding (HPS). Mater. Sci. Eng. A 2017, 682, 603–612. [Google Scholar] [CrossRef]
- Hongjun, L.U.; Jia, X.; Zhang, K.; Yao, C. Fine-grained pretreatment process and superplasticity for INCONEL718 superalloy. Mater. Sci. Eng. A 2002, 326, 382–385. [Google Scholar]
- Yeh, M.S.; Chuang, T.H. Effects of applied pressure on the brazing of superplastic INCONEL 718 superalloy. Metall. Mater. Trans. A 1997, 28, 1367–1376. [Google Scholar] [CrossRef]
- Takizawa, Y.; Otsuka, K.; Masuda, T.; Kajita, T.; Yumoto, M.; Otagiri, Y.; Horita, Z. High-strain rate superplasticity of Inconel 718 through grain refinement by high-pressure torsion. Mater. Sci. Eng. A 2015, 648, 178–182. [Google Scholar] [CrossRef]
- Priester, L. Grain Boundaries and Crystalline Plasticity; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2013. [Google Scholar]
- Kaibyshev, O.A. Superplasticity of Alloys, Intermetallides and Ceramics; Springer: Berlin, Germany, 1992. [Google Scholar]
- Valitov, V.A.; Bewlay, B.P.; Mukhtarov, S.K.; Kaibyshev, O.A.; Gigliotti, M. Superplasticity of nickel-based alloys with micro- and sub-microcrystalline structures. Mater. Sci. Forum. 2000, 601, 43–48. [Google Scholar] [CrossRef]
- Smith, G.D.; Flower, H.L. Superplastic forming of alloy 718. Adv. Mater. Process. 1994, 145, 32–34. [Google Scholar]
- Xue, H.; Lijun, W.; Hui, X.; Runguang, L.; Shaogang, W.; Zhonglin, C. Superplastic properties of Inconel 718. J. Mater. Process. Technol. 2003, 137, 17–20. [Google Scholar] [CrossRef]
- Huang, L.; Qi, F.; Hua, P.; Yu, L.; Liu, F.; Sun, W.; Hu, Z. Discontinuous Dynamic Recrystallization of Inconel 718 Superalloy During the Superplastic Deformation. Metall. Mater. Trans. A 2015, 46, 4276–4285. [Google Scholar] [CrossRef]
- Kikuchi, S.; Ando, S.; Shu, F.; Kitamura, T.; Koiwa, M. Superplastic deformation and microstructure evolution in PM IN-100 superalloy. J. Mater. Sci. 1990, 25, 4712–4716. [Google Scholar] [CrossRef]
- Charpagne, M.-A.; Billot, T.; Franchet, J.-M.; Bozzolo, N. Heteroepitaxial recrystallization: A new mechanism discovered in a polycrystalline γ-γ′ nickel based superalloy. J. Alloys Compd. 2016, 688, 685–694. [Google Scholar] [CrossRef]
- Kim, W.Y.; Hanada, S.; Takasugi, T. Flow behavior and microstructure of Co3Ti intermetallic alloy during superplastic deformation. Acta Mater. 1998, 46, 3593–3604. [Google Scholar] [CrossRef]
- Huang, L.; Hua, P.; Sun, W.; Liu, F.; Qi, F. Necking characteristics and dynamic recrystallization during the superplasticity of IN718 superalloy. Mater. Sci. Eng. A 2015, 647, 277–286. [Google Scholar] [CrossRef]
- Kashyap, B.P.; Chaturvedi, M.C. Activation energy for superplastic deformation of IN718 superalloy. Scr. Mater. 2000, 43, 429–433. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2004; pp. 557–615. [Google Scholar]
- Kassner, M.E.; Barrabes, S.R. New developments in geometric dynamic recrystallization. Mater. Sci. Eng. A 2005, 410, 152–155. [Google Scholar] [CrossRef]
- Wu, H.-X.; Ge, C.-C.; Yan, Q.-Z.; Xia, M.; Tian, T.; Zhu, Z.-L.; Hu, Q.-P. Plastic deformation behavior of spray formed superalloy FGH100. Mater. Sci. Eng. A 2017, 699, 156–164. [Google Scholar] [CrossRef]
- Wu, Y.; Zhang, M.; Xie, X.; Dong, J.; Lin, F.; Zhao, S. Hot deformation characteristics and processing map analysis of a new designed nickel-based alloy for 700 °C A-USC power plant. J. Alloys Compd. 2016, 656, 119–131. [Google Scholar] [CrossRef]
- Wu, Y.; Zhang, M.; Xie, X.; Lin, F.; Zhao, S. Dynamic recrystallization of a new nickel-based alloy for 700 °C A-USC power plant applications with different initial states: As-homogenized and as-forged. Mater. Sci. Eng. A 2016, 662, 283–295. [Google Scholar] [CrossRef]
- Jiang, H.; Dong, J.; Zhang, M.; Zheng, L.; Yao, Z. Hot deformation characteristics of Alloy 617B nickel-based superalloy: A study using processing map. J. Alloys Compd. 2015, 647, 338–350. [Google Scholar] [CrossRef]
- Miura, H.; Sakai, T.; Hamaji, H.; Jonas, J.J. Preferential nucleation of dynamic recrystallization at triple junctions. Scr. Mater. 2004, 50, 65–69. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Ni | C | Cr | Co | Mo | W | Al | Ti | Nb | V |
|---|---|---|---|---|---|---|---|---|---|---|
| wt./% | Balanced | 0.07 | 10.0 | 15.0 | 4.5 | 3.0 | 3.6 | 2.8 | 3.4 | 0.5 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lv, S.; Jia, C.; He, X.; Wan, Z.; Li, X.; Qu, X. Superplastic Deformation and Dynamic Recrystallization of a Novel Disc Superalloy GH4151. Materials 2019, 12, 3667. https://doi.org/10.3390/ma12223667
Lv S, Jia C, He X, Wan Z, Li X, Qu X. Superplastic Deformation and Dynamic Recrystallization of a Novel Disc Superalloy GH4151. Materials. 2019; 12(22):3667. https://doi.org/10.3390/ma12223667
Chicago/Turabian StyleLv, Shaomin, Chonglin Jia, Xinbo He, Zhipeng Wan, Xinxu Li, and Xuanhui Qu. 2019. "Superplastic Deformation and Dynamic Recrystallization of a Novel Disc Superalloy GH4151" Materials 12, no. 22: 3667. https://doi.org/10.3390/ma12223667
APA StyleLv, S., Jia, C., He, X., Wan, Z., Li, X., & Qu, X. (2019). Superplastic Deformation and Dynamic Recrystallization of a Novel Disc Superalloy GH4151. Materials, 12(22), 3667. https://doi.org/10.3390/ma12223667