Cutting Characteristics for Sugar Maple Using Single Grit with Spherical Cone and Triangular Pyramid Geometries

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Experimental Setup
2.2. Workpiece Preparation
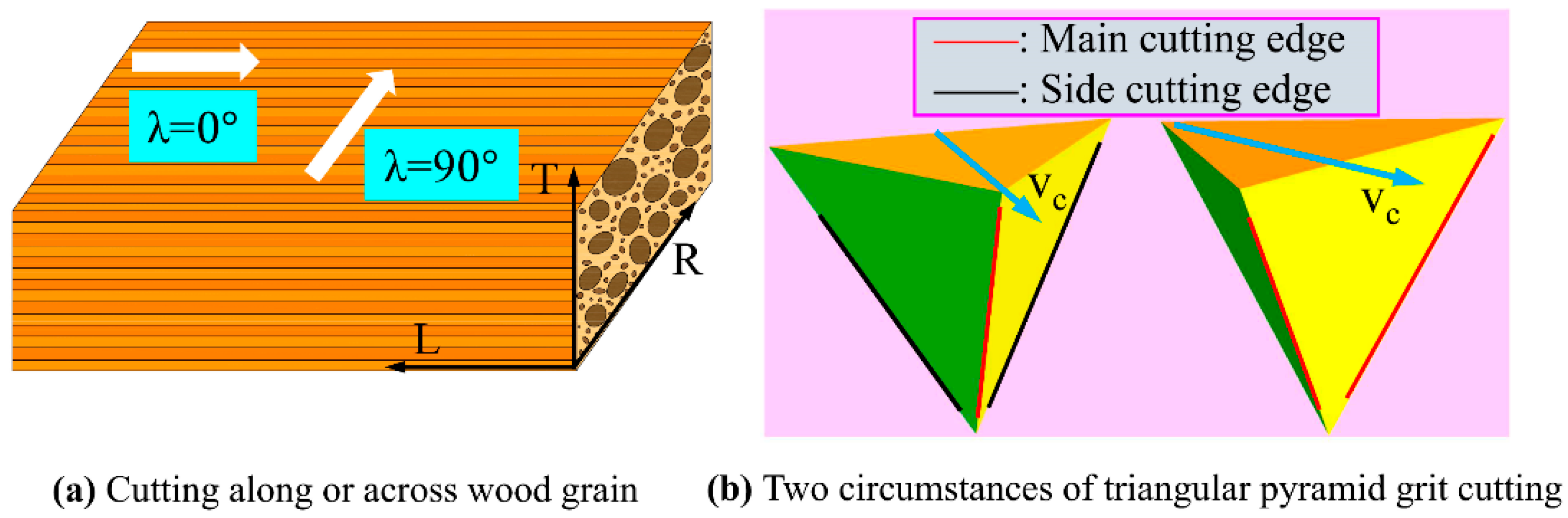
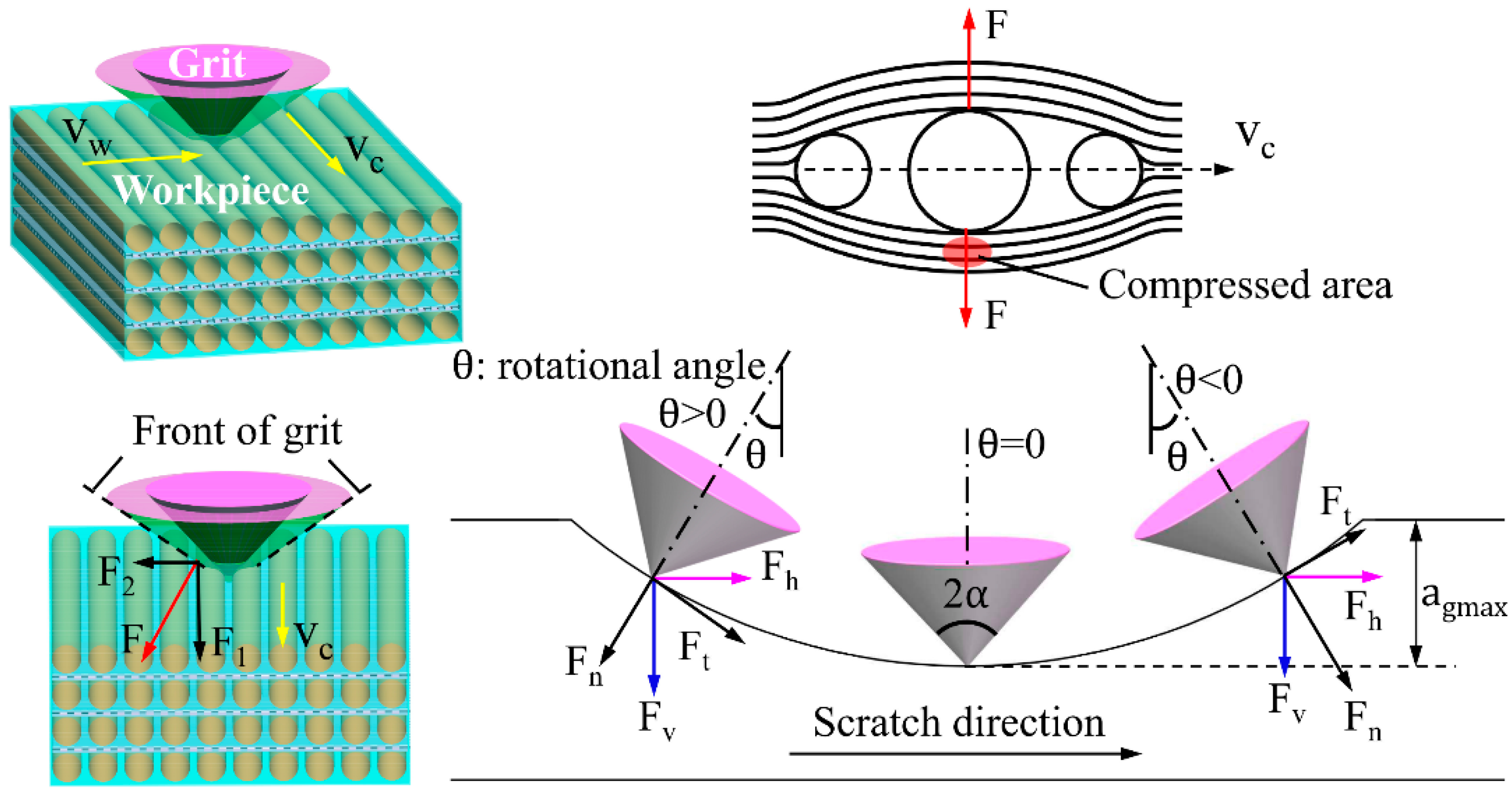
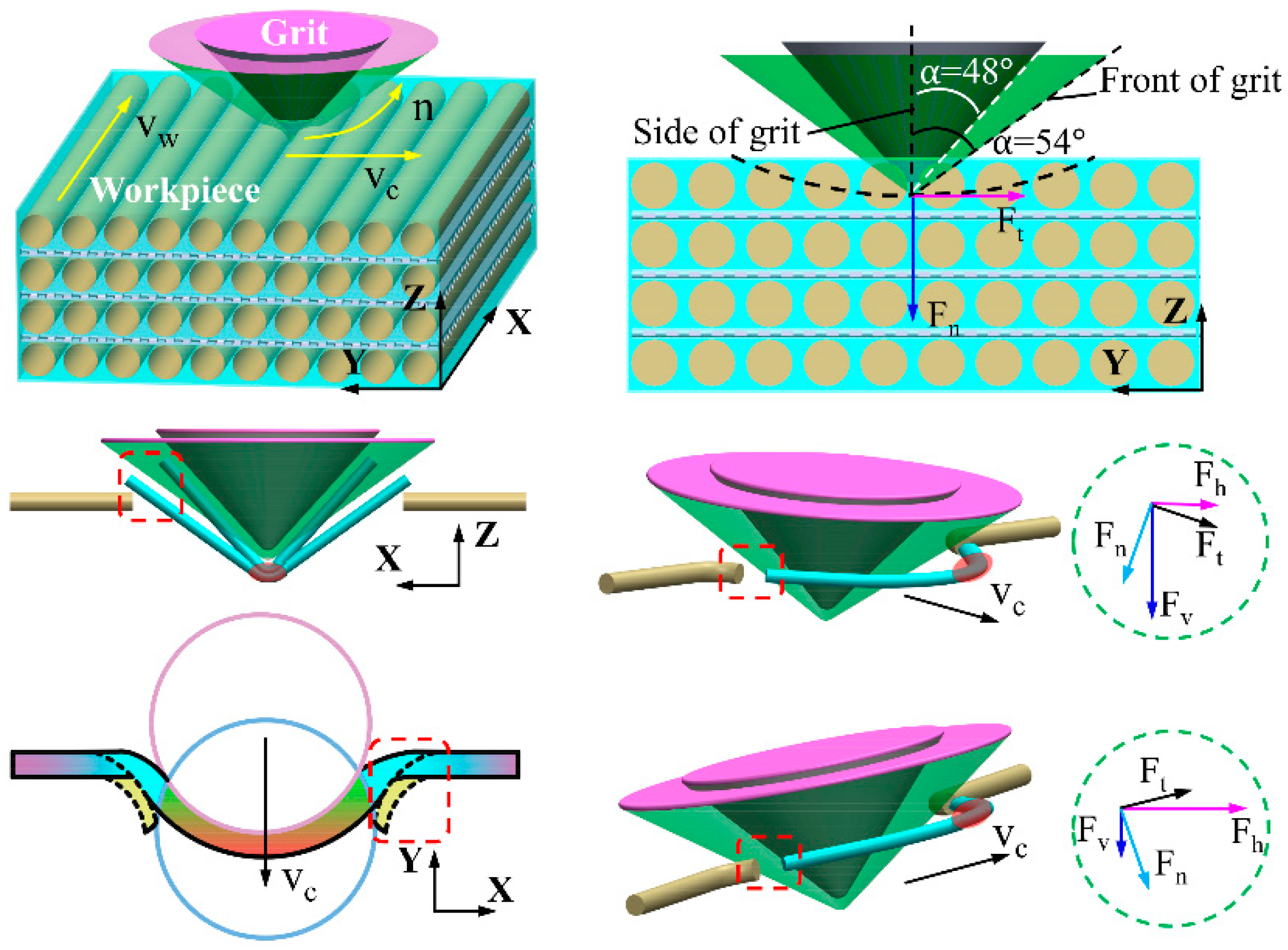
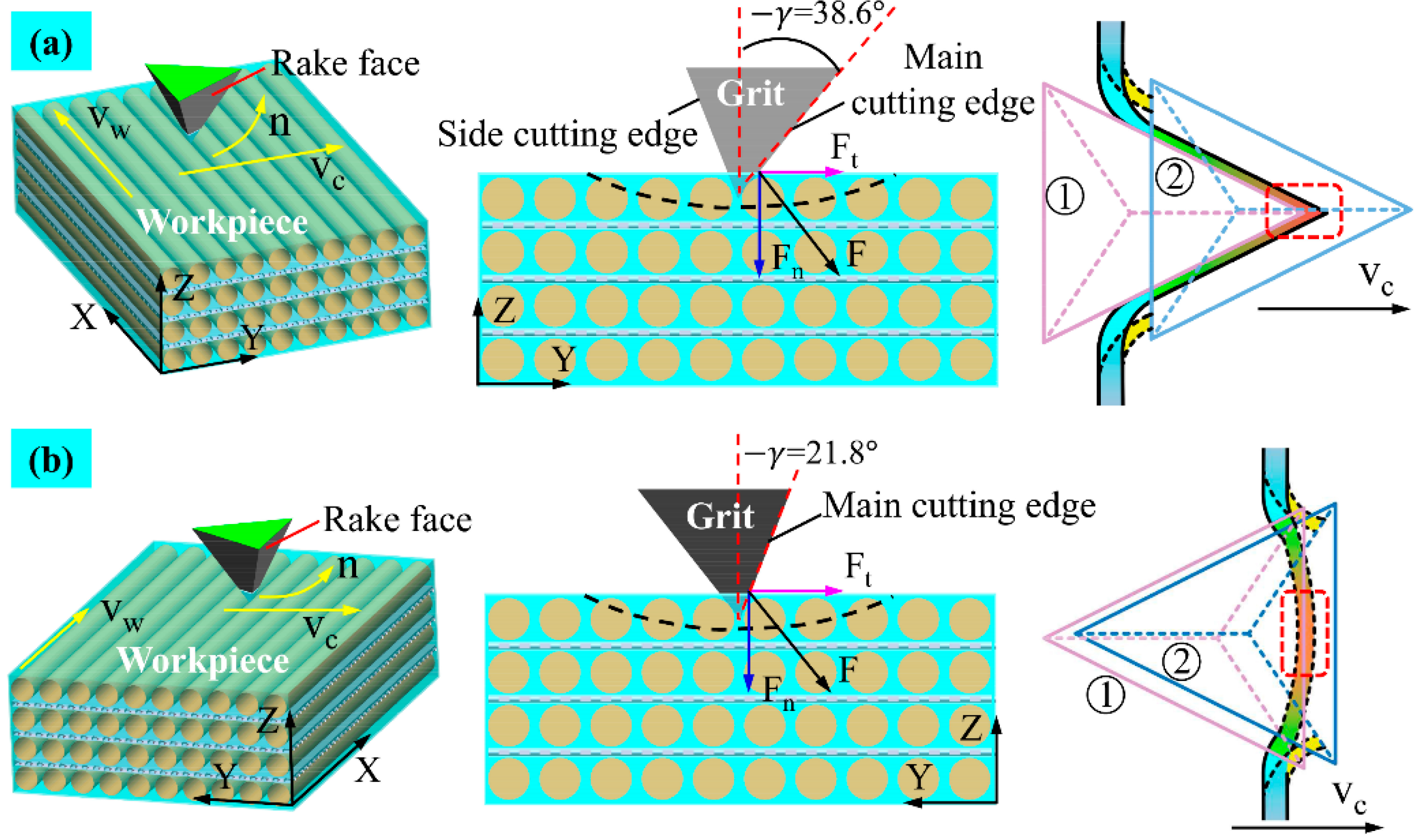
2.3. Cutting Direction Definition
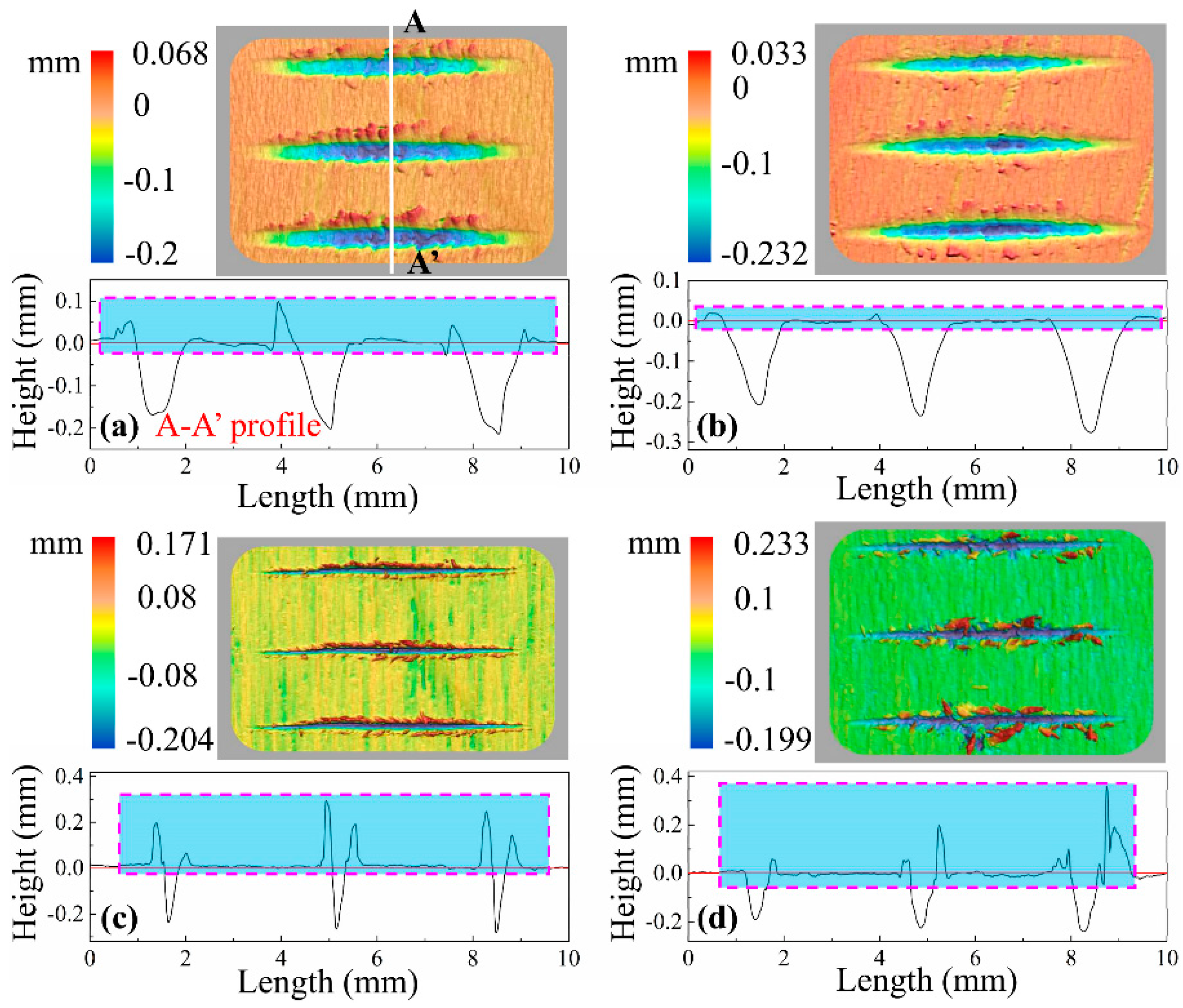
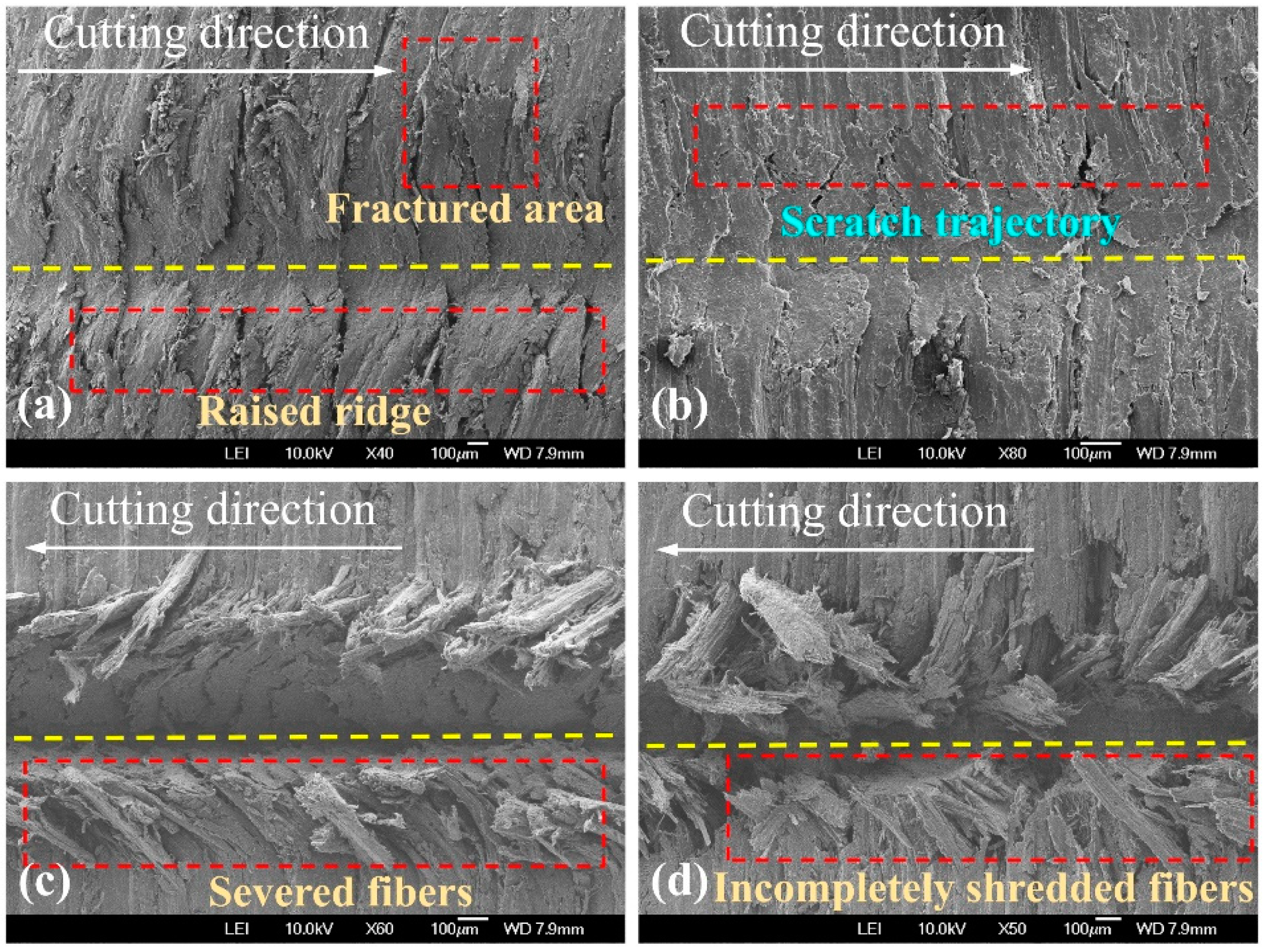
2.4. Scratch Profile Measurement and Topography Observation
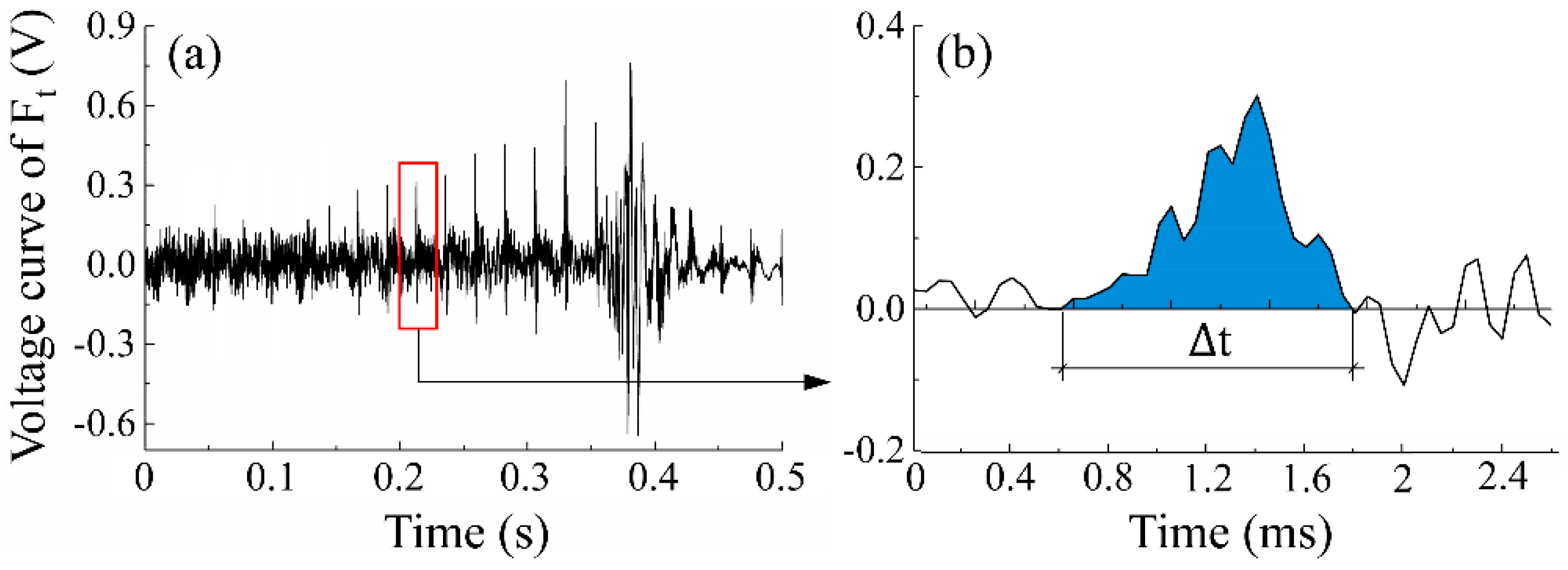
2.5. Cutting Force Ratio and Cutting Power Calculation
3. Results and Discussions
3.1. Surface Creation and Cutting Mechanism
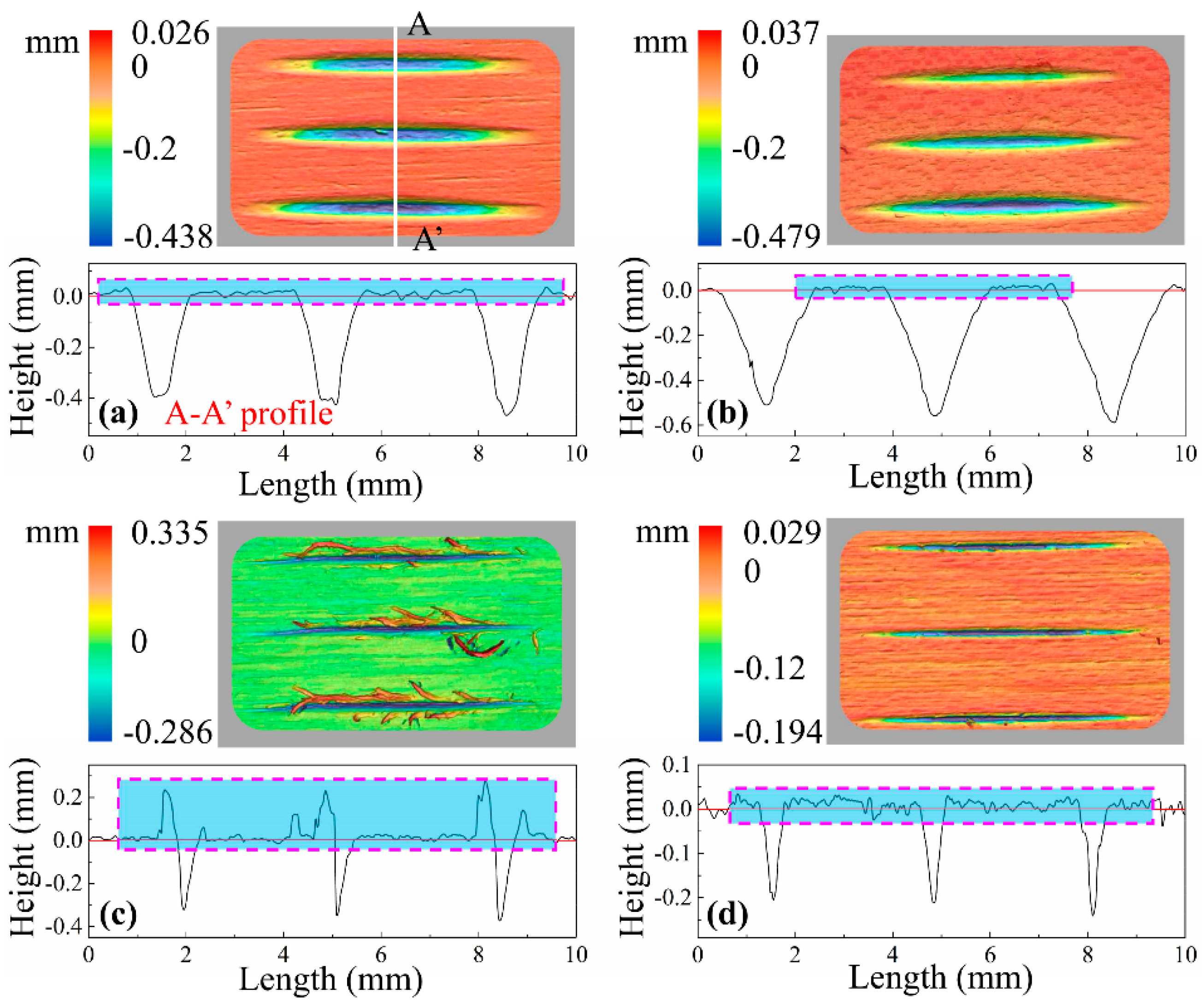
3.1.1. Scratching along the Wood Grain (λ = 0°)
3.1.2. Scratching across the Wood Grain (λ = 90°)
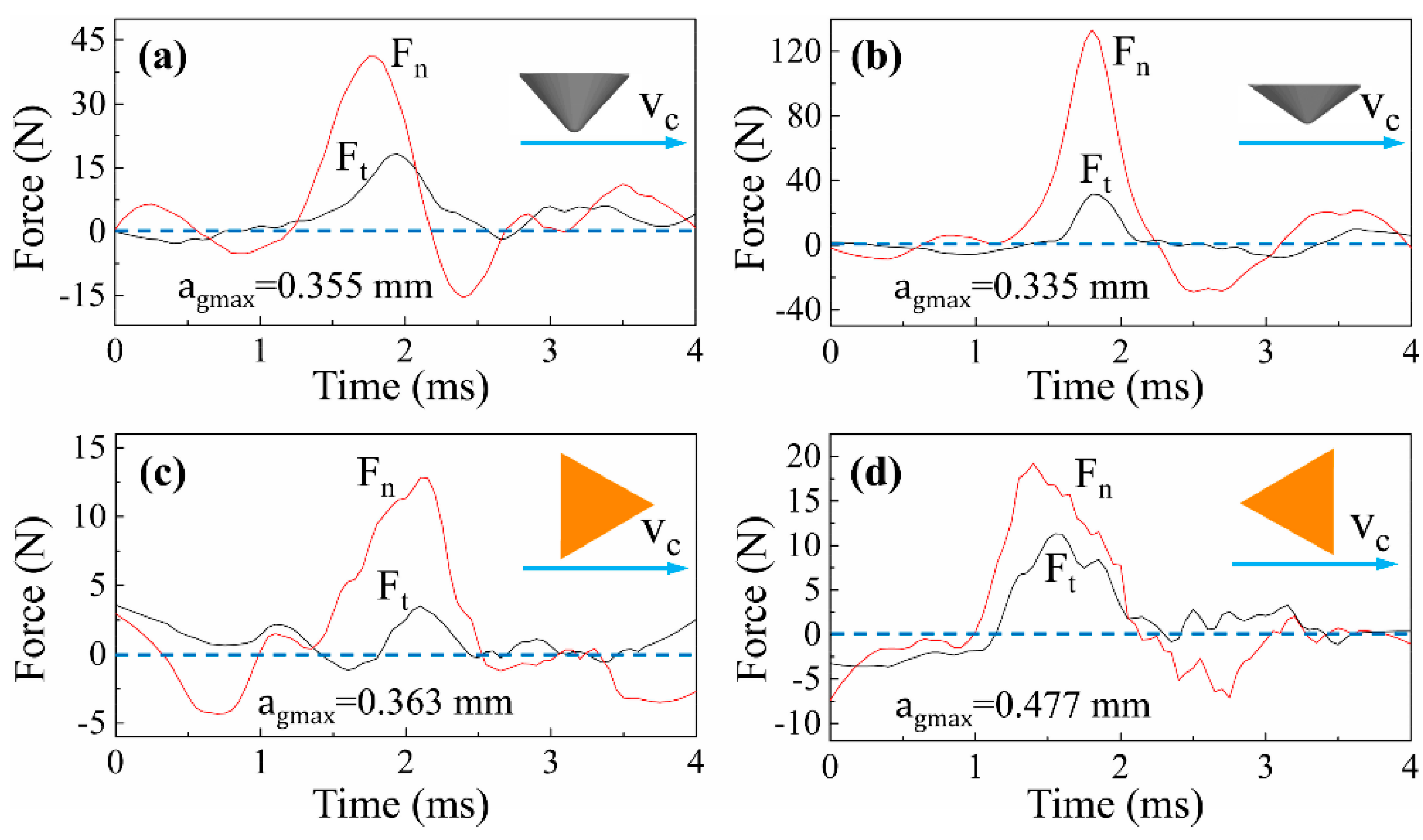
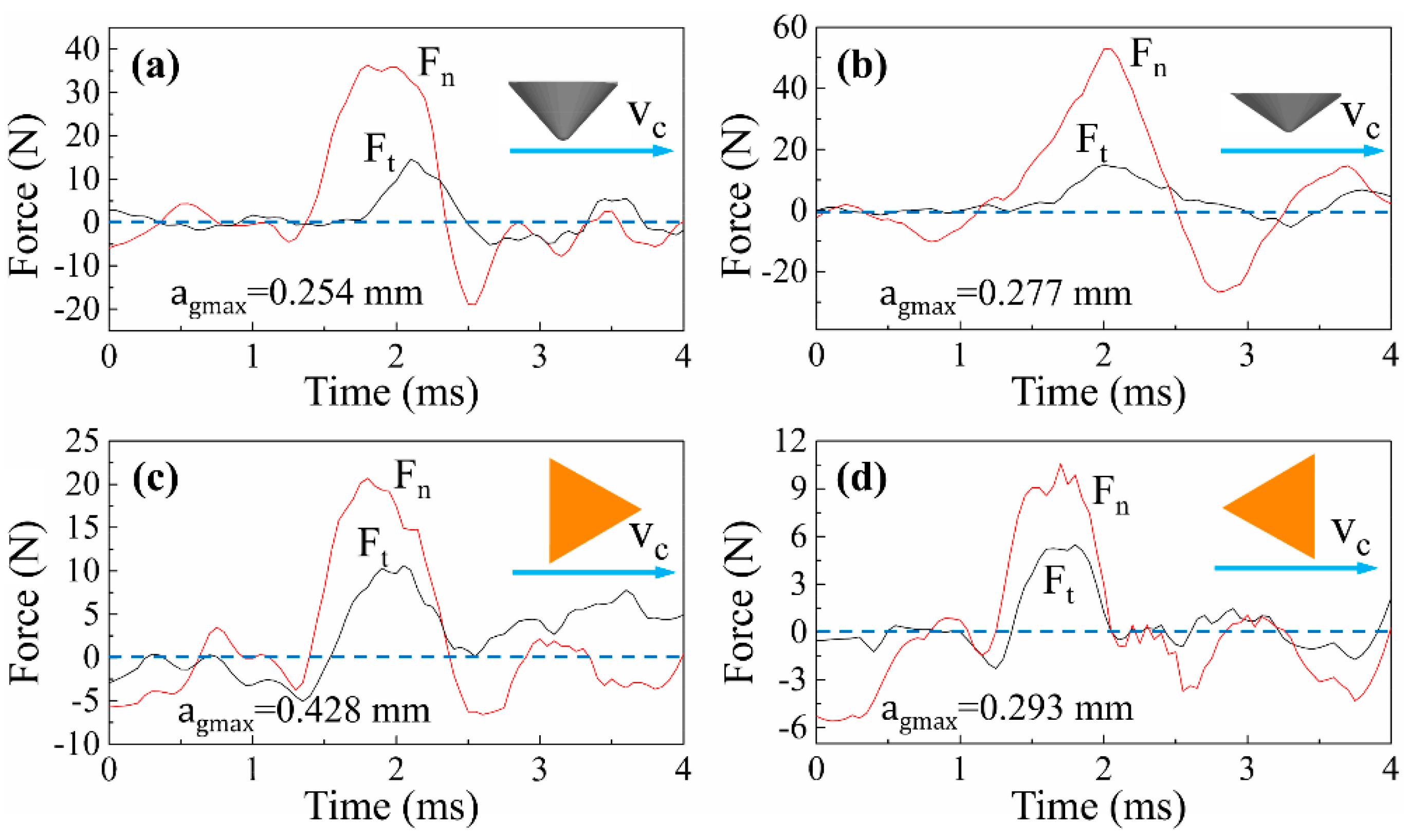
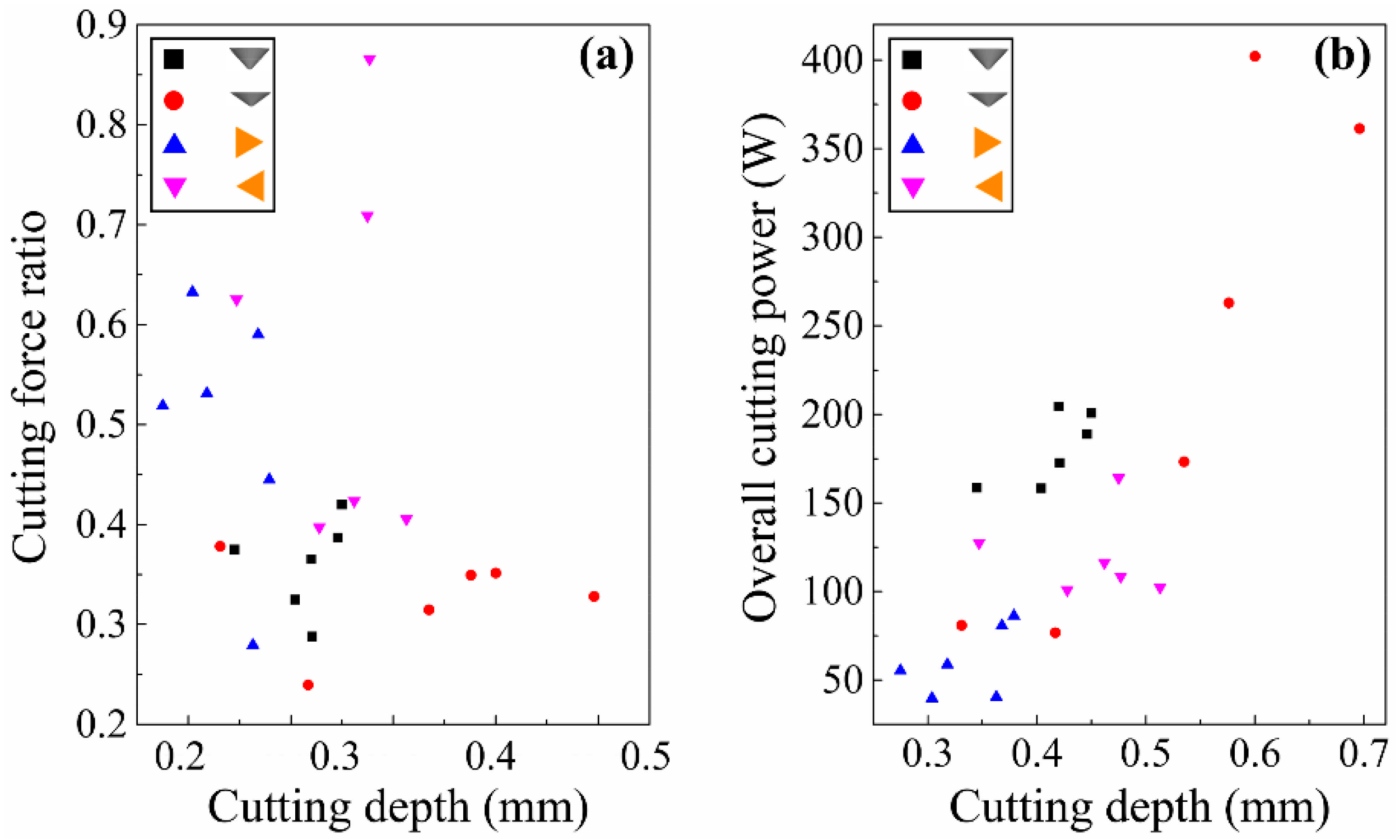
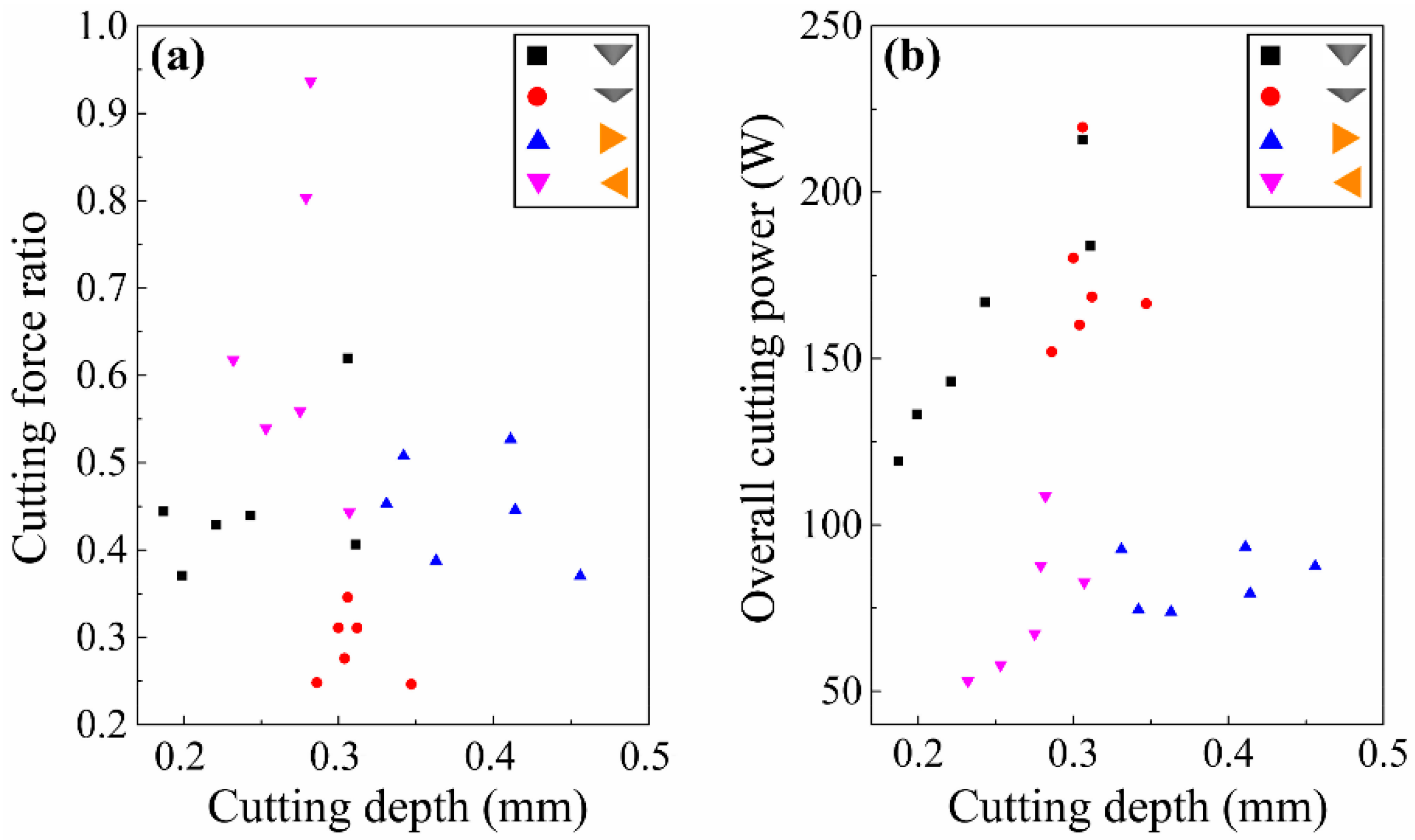
3.2. Analysis of Cutting Force and Energy Consumption
4. Conclusions
- (1)
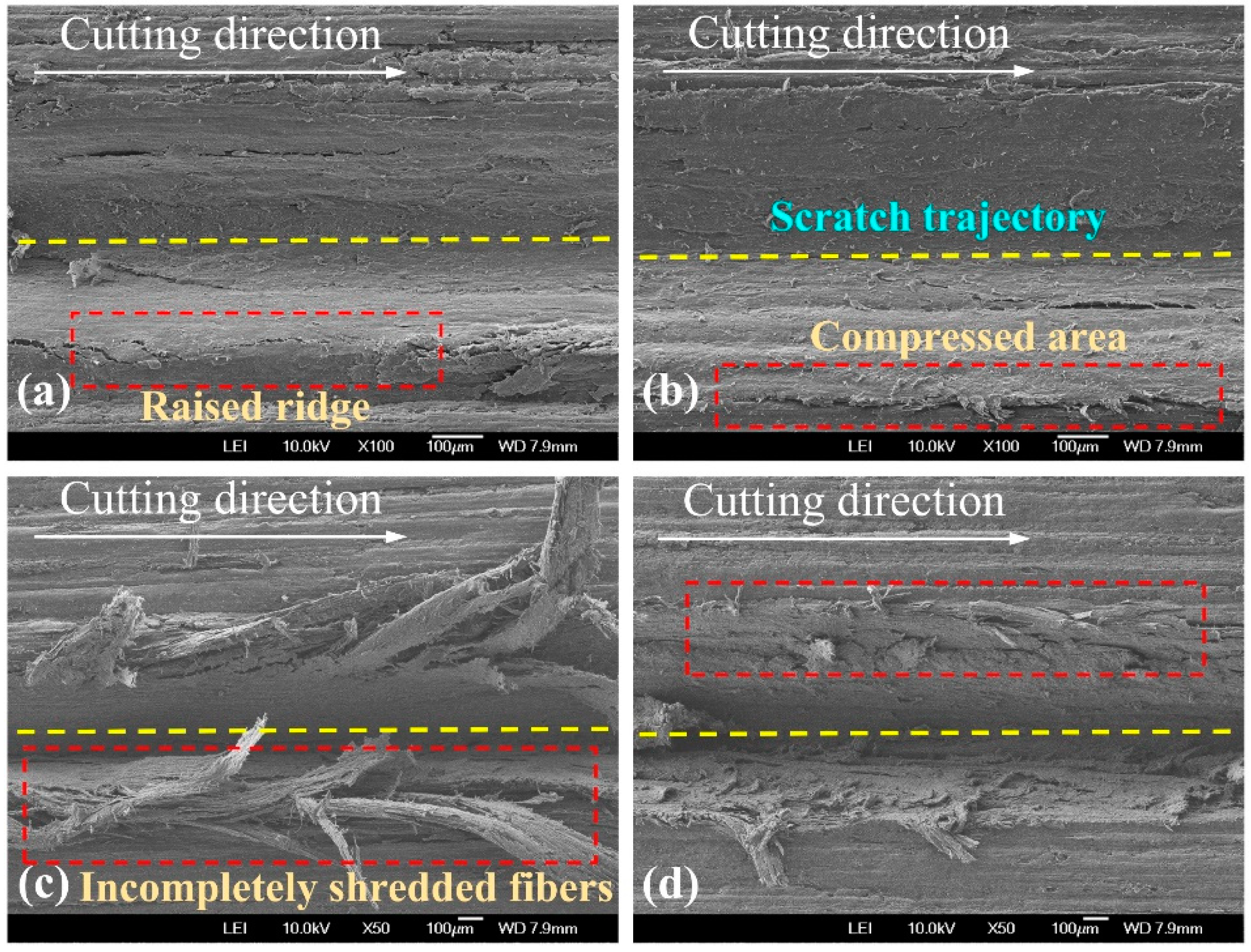
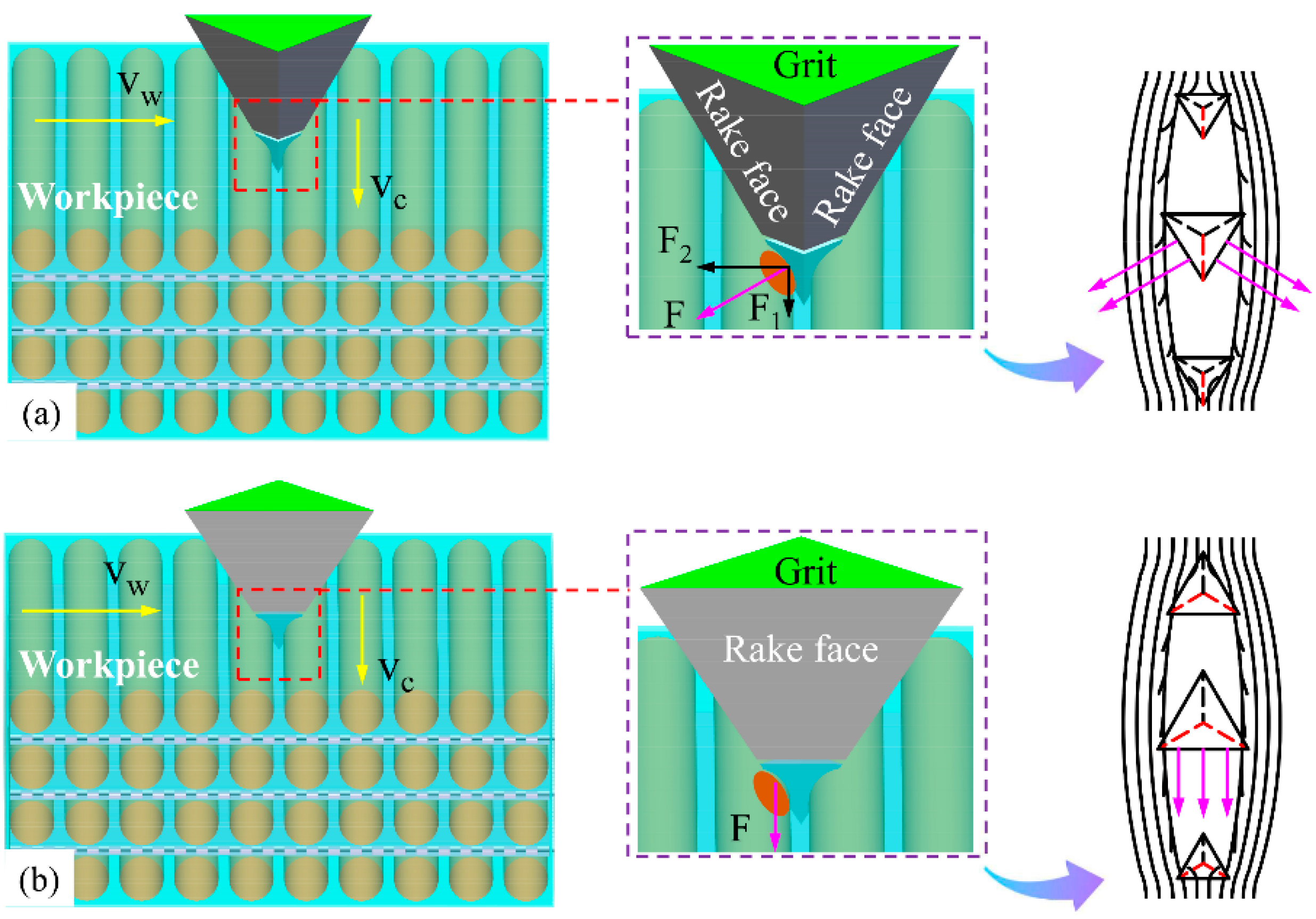
- Physical cutting models for each case were established to interpret material deformation and surface creation. Sharp cutting edges yield stress concentration of the workpiece much more easily than the conical surface, which makes it more efficient to sever wood fibers.
- (2)
- The plastic pile-up was not clear when scratching along the wood grain and one-end severed fiber bundles tended to bulge on the surface like fibrous stubble when scratching across the wood grain.
- (3)
- A new method was developed to evaluate the overall cutting power. For scratching along and across the wood grain, the cutting force ratio of spherical cone tools were apparently less than that of triangular pyramid tools. Meanwhile, the overall cutting power for spherical cone tools was remarkably higher than that for triangular pyramid tools. It indicates that cutting performance takes a larger proportion for triangular pyramid tools, while vast energy is consumed to make material plastic deformation for spherical cone tools.
Author Contributions
Funding
Conflicts of Interest
References
- Ratnasingam, J.; Reid, H.; Perkins, M. The abrasive grinding of rubberwood (Hevea brasiliensis): An industrial perspective. Eur. J. Wood Wood Prod. 2002, 60, 191–196. [Google Scholar] [CrossRef]
- Sulaiman, O.; Hashim, R.; Subari, K.; Liang, C.K. Effect of grinding on surface roughness of rubberwood. J. Mater. Process. Technol. 2009, 209, 3949–3955. [Google Scholar] [CrossRef]
- Moura, L.F.D.; Hernández, R.E. Effects of abrasive mineral, grit size and feed speed on the quality of sanded surfaces of sugar maple wood. Wood Sci. Technol. 2006, 40, 517–530. [Google Scholar] [CrossRef]
- Hahn, R.S. On the Mechanics of the grinding process under plunge cut conditions. J. Eng. Ind. 1966, 88, 72–80. [Google Scholar] [CrossRef]
- Öpöz, T.T.; Chen, X. Experimental study on single grit grinding of Inconel 718. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 229, 713–726. [Google Scholar] [CrossRef]
- Rasim, M.; Mattfeld, P.; Klocke, F. Analysis of the grain shape influence on the chip formation in grinding. J. Mater. Process. Technol. 2015, 226, 60–68. [Google Scholar] [CrossRef]
- Zhang, J.; Ying, J.H.; Cheng, F.; Liu, H.G.; Luo, B.; Li, L. Investigating the sanding process of medium-density fiberboard and Korean pine for material removal and surface creation. Coatings 2018, 8, 416. [Google Scholar] [CrossRef]
- Xie, Y.; Williams, J.A. The generation of worn surfaces by the repeated interaction of parallel grooves. Wear 1993, 162–164 Pt B, 864–872. [Google Scholar] [CrossRef]
- Lee, P.H.; Nam, J.S.; Li, C.J.; Lee, S.W. An experimental study on micro-grinding process with nanofluid minimum quantity lubrication (MQL). Int. J. Precis. Eng. Manuf. 2012, 13, 331–338. [Google Scholar] [CrossRef]
- Anderson, D.; Warkentin, A.; Bauer, R. Comparison of spherical and truncated cone geometries for single abrasive-grain cutting. J. Mater. Process. Technol. 2012, 212, 1946–1953. [Google Scholar] [CrossRef]
- Zhang, L.B.; Zhang, T.; Guo, B.C.; Yan, L.; Jiang, F. Research on the single grit scratching process of Oxygen-Free Copper (OFC). Materials 2018, 11, 676. [Google Scholar] [CrossRef] [PubMed]
- Axinte, D.; Butler-Smith, P.; Akgun, C.; Kolluru, K. On the influence of single grit micro-geometry on grinding behavior of ductile and brittle materials. Int. J. Mach. Tools Manuf. 2013, 74, 12–18. [Google Scholar] [CrossRef]
- Yu, T.B.; Li, H.N.; Wang, W.S. Experimental investigation on grinding characteristics of optical glass BK7: With special emphasis on the effects of machining parameters. Int. J. Adv. Manuf. Technol. 2016, 82, 1405–1419. [Google Scholar] [CrossRef]
- Mei, Y.M.; Yu, Z.H.; Yang, Z.S. Numerical investigation of the evolution of grit fracture and its impact on cutting performance in single grit grinding. Int. J. Adv. Manuf. Technol. 2017, 89, 3271–3284. [Google Scholar]
- Luo, B.; Li, L.; Liu, H.G.; Wang, M.Z.; Xu, M.J.; Xing, F.R. Effects of sanding parameters on sanding force and normal force in sanding wood-based panel. Holzforschung 2014. [Google Scholar] [CrossRef]
- Ding, W.D.; Koubaa, A.; Chaala, A.; Tikou, B.; Krause, C. Relationship between wood porosity, wood density and methyl methacrylate impregnation rate. Wood Mater. Sci. Eng. 2008, 3, 62–70. [Google Scholar] [CrossRef]
- Ohtani, T.; Tanaka, C.; Usuki, H. Comparison of the heterogeneity of asperities in wood and aluminum grinding surfaces. Precis. Eng. 2004, 28, 58–64. [Google Scholar] [CrossRef]
- Briscoe, B.J.; Delfino, A.; Pelillo, E. Single-pass pendulum scratching of poly(styrene) and poly(methylmethacrylate). Wear 1999, 225–229 Pt 1, 319–328. [Google Scholar] [CrossRef]
- Cool, J.; Hernández, R.E. Improving the sanding process of black spruce wood for surface quality and water-based coating adhesion. For. Prod. J. 2011, 61, 372–380. [Google Scholar] [CrossRef]
- Meijer, M.D.; Thurich, K.; Militz, H. Comparative study on penetration characteristics of modern wood coatings. Wood Sci. Technol. 1998, 32, 347–365. [Google Scholar] [CrossRef]
- Moura, L.F.D.; Hernández, R.E. Evaluation of varnish coating performance for two surfacing methods on sugar maple wood. Wood Fiber Sci. 2005, 37, 355–366. [Google Scholar]
- Ying, J.H.; Cheng, F.; Zhang, J.; Wu, D.N.; Luo, B.; Li, L. Effect of sanding parameters on energy consumption in wood belt sanding. J. For. Eng. 2019, 4, 38–45. [Google Scholar] [CrossRef]
- Anderson, D.; Warkentin, A.; Bauer, R. Experimental and numerical investigations of single abrasive-grain cutting. Int. J. Mach. Tools Manuf. 2011, 51, 898–910. [Google Scholar] [CrossRef]
- Wang, H.; Subhash, G.; Chandra, A. Characteristics of single-grit rotating scratch with a conical tool on pure titanium. Wear 2001, 249, 566–581. [Google Scholar] [CrossRef]
- Sin, H.; Saka, N.; Suh, N.P. Abrasive wear mechanisms and the grit size effect. Wear 1979, 55, 163–190. [Google Scholar] [CrossRef]















© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Luo, B.; Li, L.; Liu, H. Cutting Characteristics for Sugar Maple Using Single Grit with Spherical Cone and Triangular Pyramid Geometries. Materials 2019, 12, 3621. https://doi.org/10.3390/ma12213621
Zhang J, Luo B, Li L, Liu H. Cutting Characteristics for Sugar Maple Using Single Grit with Spherical Cone and Triangular Pyramid Geometries. Materials. 2019; 12(21):3621. https://doi.org/10.3390/ma12213621
Chicago/Turabian StyleZhang, Jian, Bin Luo, Li Li, and Hongguang Liu. 2019. "Cutting Characteristics for Sugar Maple Using Single Grit with Spherical Cone and Triangular Pyramid Geometries" Materials 12, no. 21: 3621. https://doi.org/10.3390/ma12213621
APA StyleZhang, J., Luo, B., Li, L., & Liu, H. (2019). Cutting Characteristics for Sugar Maple Using Single Grit with Spherical Cone and Triangular Pyramid Geometries. Materials, 12(21), 3621. https://doi.org/10.3390/ma12213621