Determination of Strain Properties of the Leather Semi-Finished Product and Moisture-Removing Materials of Compression Rolls


Abstract
:1. Introduction
2. Experimental Procedures and Results
3. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Mikaelyan, I.I. The Influence of Biological and Technological Factors on the Properties of Leather Raw Materials and the Quality of Skins. Light Ind. 1978, 168, 84–91. [Google Scholar]
- Olle, L.; Sorolla, S.; Casas, C.; Bacardit, A. Developing of a Dehydration Process for Bovine Leather to Obtain a New Collagenous Material. J. Clean. Prod. 2013, 51, 177–183. [Google Scholar] [CrossRef]
- Bodryakova, L.N.; Tyumentseva, E.Y.; Lungki, S.A. Study of the Possibilities of Improving the Properties of Fur Semi-Finished Products in the Processes of Furrier Production by Chemical Processing. Int. J. Appl. Fundam. Res. 2017, 10, 187–190. [Google Scholar]
- Urgessa, B.G. Investigation of Major Factors That Cause Skin and Hide Rejection in Ethiopia: The Case of Tanneries in Addis Ababa and Modjo Towns. J. Afr. Leather Leather Prod. Adv. 2014, 1, 35–44. [Google Scholar]
- Ershov, S.V. Dynamic Loading of the Roller Pair to Intensify the Wringing Process. DSc Dissert, Ivanovo State University of Chemistry and Technology, Ivanovo, Russia, 2013. [Google Scholar]
- Bahadirov, G.A. The Mechanics of the Wringing Roller Pair; INFO-Fan: Tashkent, Uzbekistan, 2010; Volume 156. [Google Scholar]
- Bahadirov, G.A.; Nabiev, A.M.; Musirov, M.U. Investigation of the Influence of Acting Forces During the Processing of a Leather Semi-Finished Product between a Roller Pair. Probl. Mech. 2018, 3, 32–36. [Google Scholar]
- Bakhadirov, G.A.; Nabiev, A.M.; Umarov, A.A. Investigation of the Process of Squeezing a Wet Leather Semi-Finished Product between a Roller pair. Int. J. Adv. Res. Sci. Eng. Technol. 2019, 6, 10240–10246. [Google Scholar]
- Amanov, T.Y.; Baubekov, S.D.; Tsoy, G.N.; Nabiev, A.M. Device for Providing Pressure Force between Working Bodies of Roller Technological Machines. Mod. High-Tech Technol. 2018, 9, 9–14. [Google Scholar]
- Abdullin, I.S. Intravital, Post-mortem and Technological Defects and Defects of Leather and Fur Raw Materials and Finished Semi-Finished Products; Publishing House of KNITU: Kazan, Russia, 2013; ISBN 978-5-7882-1489-4. Volume 84. [Google Scholar]
- Amanov, T.Y.; Bahadirov, G.A.; Tsoy, G.N.; Nabiev, A.M. Method for the Extraction of Moisture from Wet Skins. Uzbekistan Patent No. IAP 04451, 2 February 2011. [Google Scholar]
- Tikhomirov, V.A. Planning and Analysis of the Experiment. Light Ind. 1974, 18, 283–288. [Google Scholar]
- Golovteeva, A.A.; Kutsidi, D.A.; Sankin, L.B. Laboratory Workshop on Chemistry and Technology of Leather and Fur. Light Food Ind. 1982, 64, 309–316. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
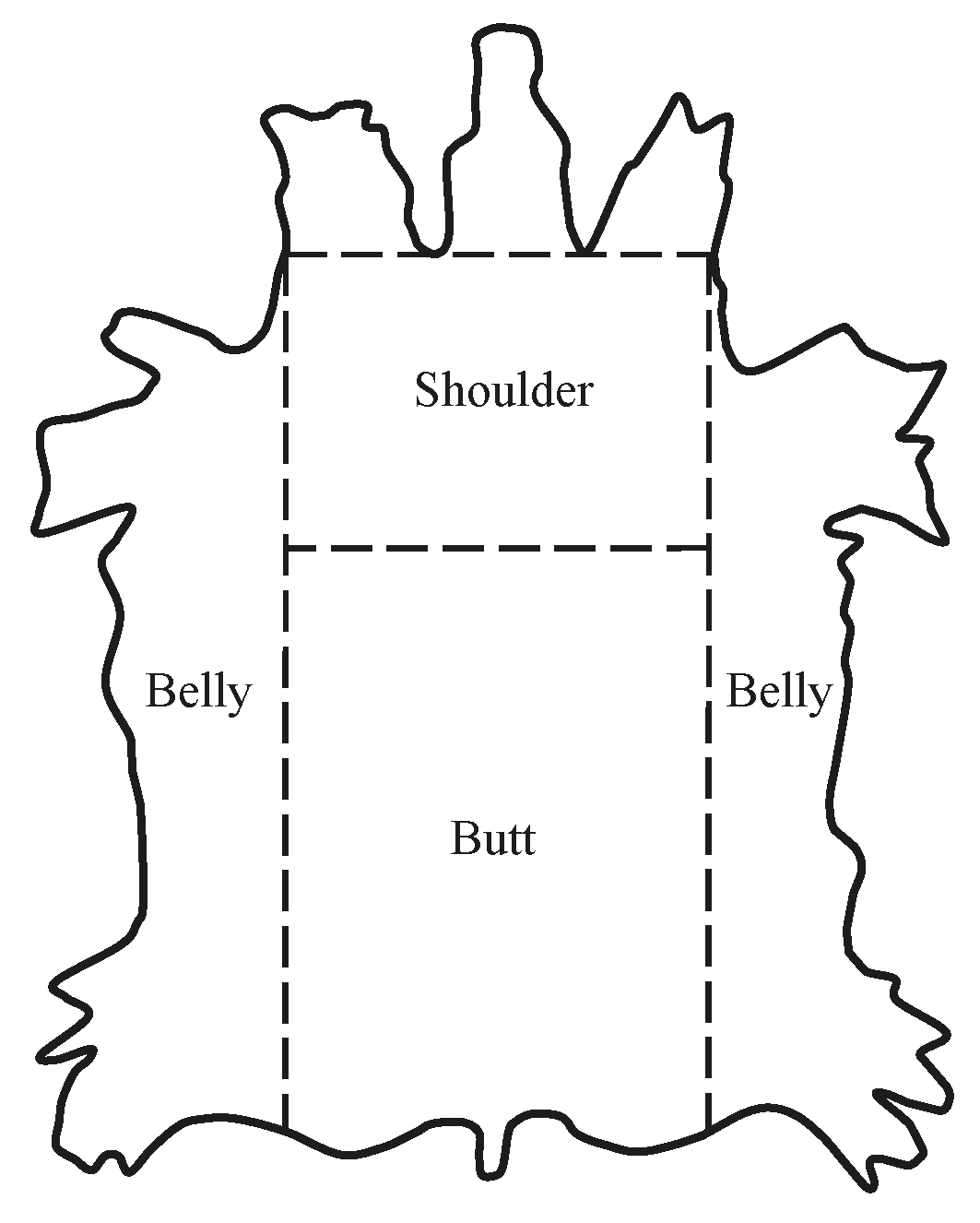
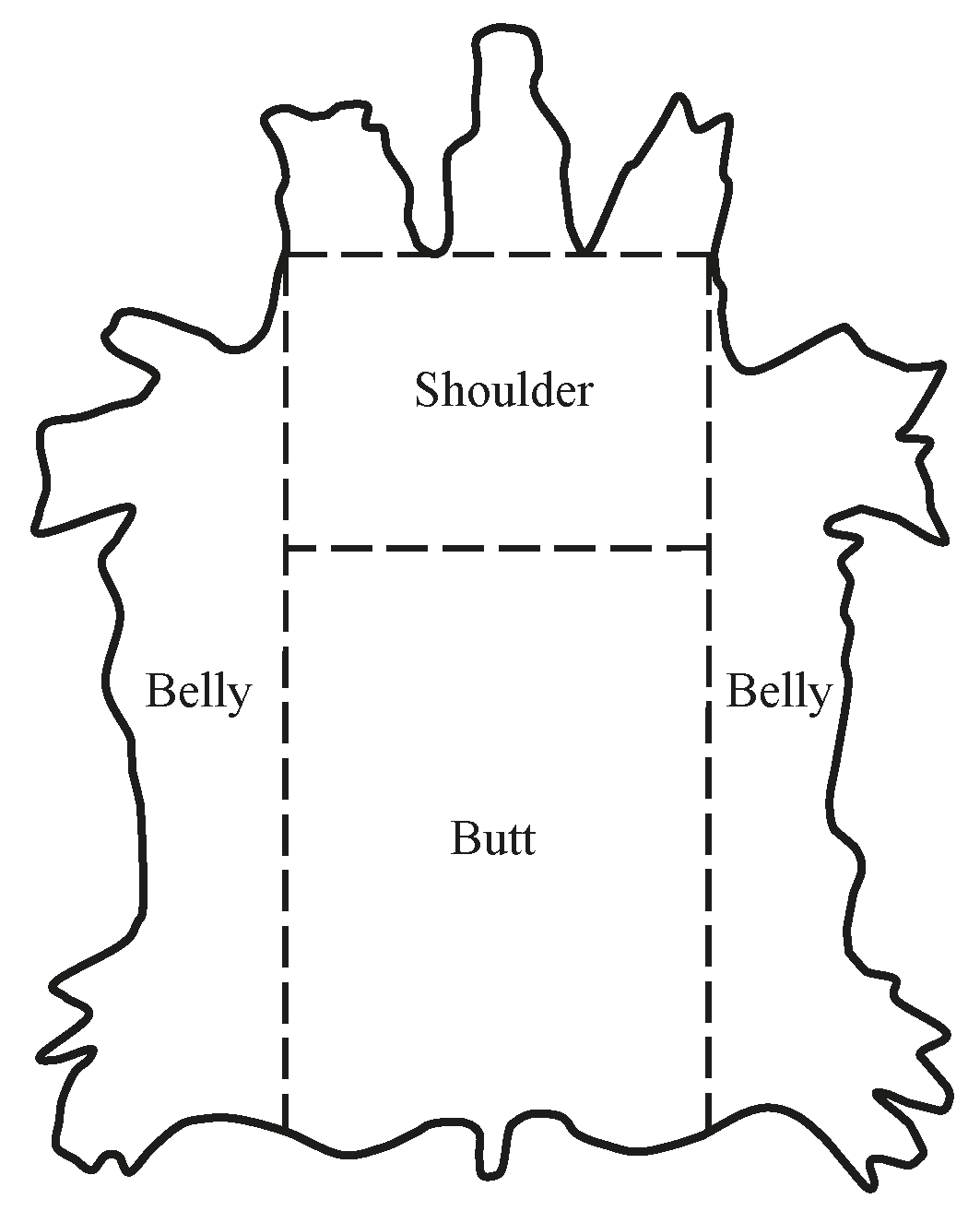
| Semi-Finished Products | Thickness of the Leather Semi-Finished Product | Topographic Sections of One-Piece Leather Semi-Finished Product | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Butt | Shoulder | Belly | ||||||||
| Points | Points | Points | ||||||||
| 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | ||
| 1 | Average, 10−3 m | 3.58 | 3.49 | 3.56 | 3.62 | 3.56 | 3.57 | 3.62 | 3.59 | 3.42 |
| 2 | Average of Three Points, 10−3 m | - | 3.54 | - | - | 3.58 | - | - | 3.54 | - |
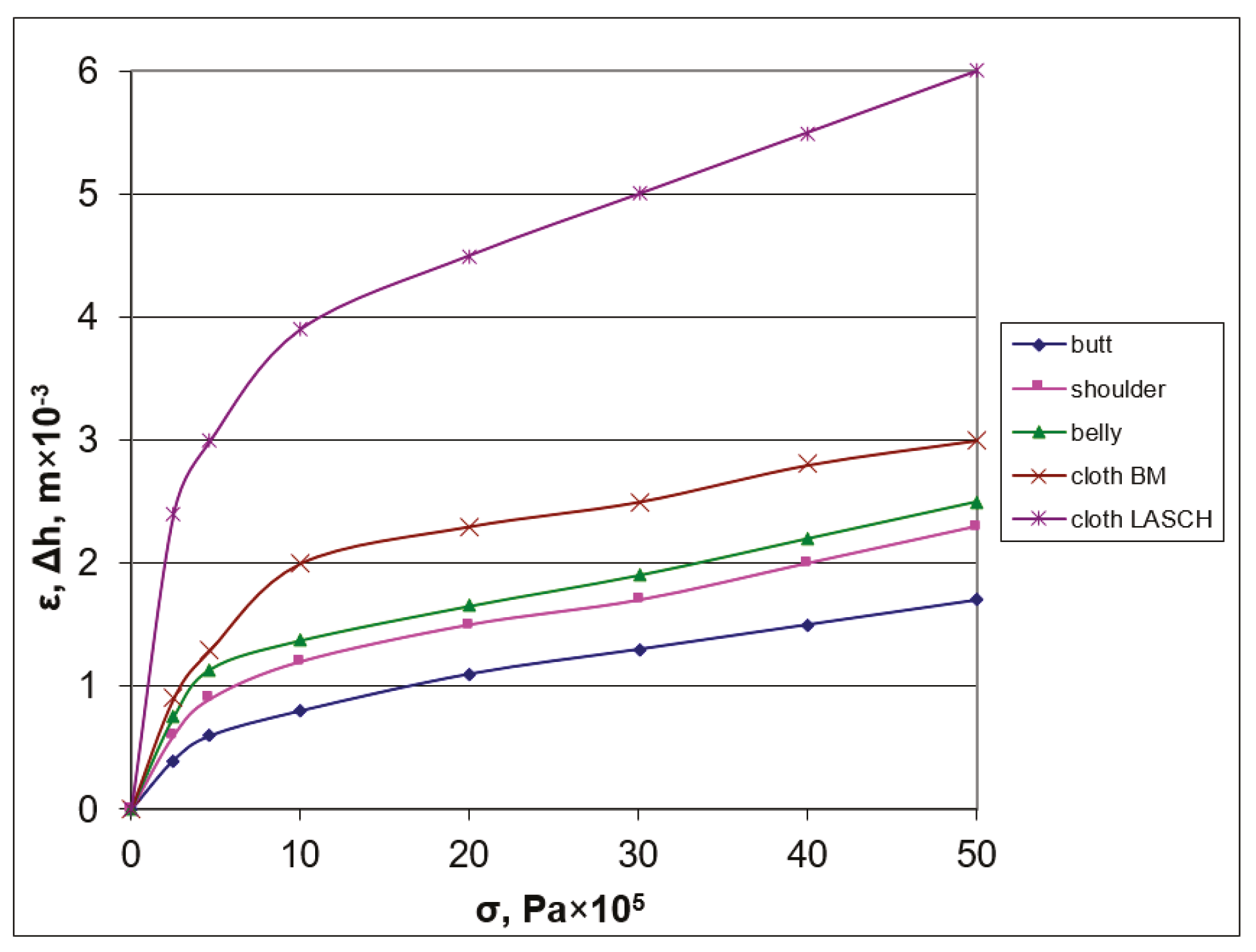
| No. | Type of Material | Average Thickness, 10−3 m | Compression Pressure, 105 Pa | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 2.5 | 5.0 | 10.0 | 20.0 | 30.0 | 40.0 | 50.0 | |||
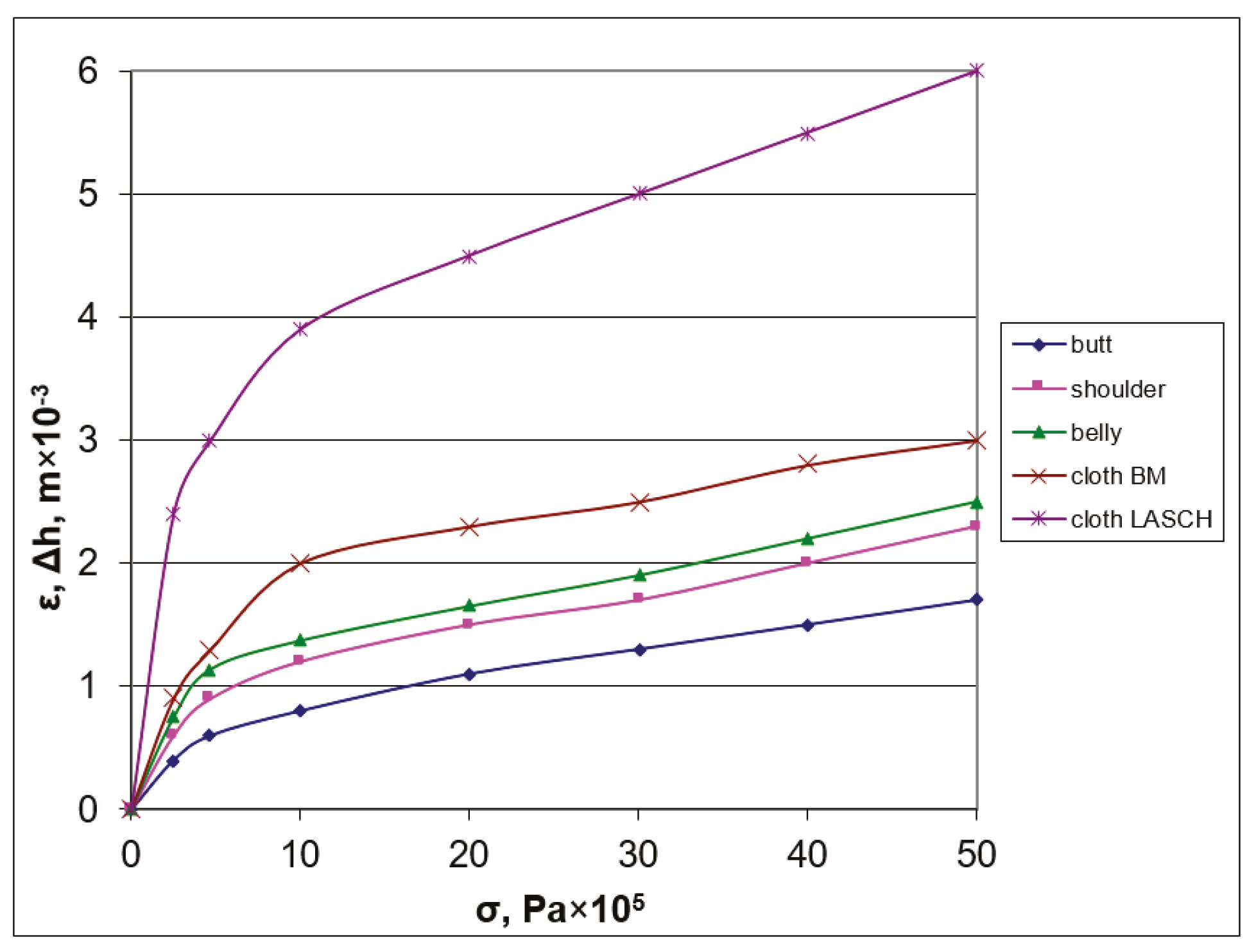
| 1 | Semi-Finished Leather Product (butt), 10−3 m | 3.54 | 0.47 | 0.62 | 0.86 | 1.11 | 1.33 | 1.57 | 1.74 |
| 2 | Semi-Finished Leather (shoulder), 10−3 m | 3.58 | 0.78 | 0.94 | 1.22 | 1.48 | 1.73 | 2.0 | 2.24 |
| 3 | Semi-Finished Leather (belly), 10−3 m | 3.54 | 0.88 | 0.95 | 1.28 | 1.63 | 1.81 | 2.19 | 2.28 |
| 4 | Cloth БM, 10−3 m | 8 | 0.95 | 1.30 | 2.06 | 2.46 | 2.68 | 2.81 | 3.06 |
| 5 | Cloth ЛАЩ, 10−3 m | 6.8 | 2.43 | 3.03 | 3.44 | 3.58 | 3.76 | 3.96 | 4.3 |
| Type of Material | Compression Pressure on Leather Semi-Finished Product, 105 Pa | ||||||
|---|---|---|---|---|---|---|---|
| 2.5 | 5.0 | 10.0 | 20.0 | 30.0 | 40.0 | 50.0 | |
| Semi-Finished Leather Product (butt), 10−3 m | 0.47 | 0.62 | 0.86 | 1.11 | 1.33 | 1.57 | 1.74 |
| Semi-Finished Leather Product (shoulder), 10−3 m | 0.78 | 0.94 | 1.22 | 1.48 | 1.73 | 2.0 | 2.24 |
| Semi-Finished Leather Product (belly), 10−3 m | 0.88 | 0.95 | 1.28 | 1.63 | 1.81 | 2.19 | 2.28 |
| Maximum Fluctuation of Strain in Leather Semi-Finished Product from the Compression Pressure, 10−3 m | 0.41 | 0.33 | 0.42 | 0.52 | 0.48 | 0.62 | 0.54 |
| Maximum Fluctuation of Strain in Leather Semi-Finished Product from the Compression Pressure, % | 46.6 | 31.4 | 32.8 | 31.9 | 26.5 | 28.3 | 0.24 |
| Index | Coded Values of Factors | Natural Values of Factors | ||
|---|---|---|---|---|
| x1, kN/m | x2, m/s | x3, pcs. | ||
| Upper Level | + | 96 | 0.340 | 8 |
| Zero Level | 0 | 64 | 0.255 | 5 |
| Lower Level | − | 32 | 0.170 | 2 |
| Variation Range | 32 | 0.085 | 3 | |
| No. | P x1 | V x2 | N1 x3 | Measurements Results, in % | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| у1 | у2 | у3 | у4 | у5 | ||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
| 1 | 0 | 0 | 0 | 22.49 | 21.38 | 20.90 | 20.81 | 21.88 | 21.50 | 1.4044 | 0.3511 | 20.81 | 0.69 | 0.4761 |
| 2 | + | + | + | 19.42 | 21.32 | 19.74 | 20.46 | 22.77 | 20.75 | 7.29 | 1.8225 | 19.51 | 1.24 | 1.5376 |
| 3 | + | – | + | 24.01 | 25.47 | 22.34 | 24.19 | 24.19 | 24.04 | 4.9808 | 1.2452 | 24.29 | –0.25 | 0.0625 |
| 4 | – | – | + | 18.62 | 19.67 | 18.65 | 19.67 | 15.90 | 18.51 | 6.8121 | 1.7031 | 18.22 | 0.29 | 0.0841 |
| 5 | – | + | + | 14.97 | 13.36 | 12.11 | 15.89 | 14.17 | 14.10 | 8.4736 | 2.1184 | 14.66 | –0.56 | 0.3136 |
| 6 | + | + | – | 27.44 | 27.63 | 31.26 | 25.03 | 27.15 | 27.71 | 25.0714 | 6.2679 | 28.05 | –0.34 | 0.1149 |
| 7 | + | – | – | 33.96 | 31.97 | 33.12 | 34.66 | 30.41 | 32.83 | 11.3059 | 2.8265 | 32.05 | 0.33 | 0.1089 |
| 8 | – | – | – | 27.93 | 23.47 | 25.95 | 24.27 | 22.31 | 24.79 | 9.5108 | 2.3777 | 24.77 | –0.02 | 0.0004 |
| 9 | – | + | – | 21.02 | 21.84 | 22.00 | 20.74 | 22.06 | 21.69 | 0.7069 | 0.1767 | 21.98 | 0.29 | 0.0841 |
| 10 | + | 0 | + | 21.63 | 20.57 | 22.07 | 20.07 | 20.82 | 21.14 | 2.6192 | 0.6548 | 22.02 | –0.88 | 0.7744 |
| 11 | 0 | – | + | 21.08 | 22.33 | 20.65 | 21.93 | 17.77 | 20.76 | 13.7266 | 3.4317 | 20.54 | –0.22 | 0.0484 |
| 12 | – | 0 | + | 14.66 | 17.85 | 16.18 | 19.52 | 16.13 | 16.88 | 13.4063 | 3.3516 | 16.51 | 0.31 | 0.0961 |
| 13 | + | – | 0 | 28.21 | 27.52 | 27.01 | 23.15 | 26.40 | 26.41 | 15.4152 | 3.3538 | 26.75 | –0.29 | 0.0841 |
| 14 | – | – | 0 | 19.89 | 21.40 | 18.71 | 20.80 | 22.20 | 20.40 | 7.5162 | 1.8779 | 19.82 | 0.56 | 0.3136 |
| 15 | – | + | 0 | 15.46 | 17.75 | 16.03 | 17.83 | 16.43 | 16.70 | 4.3868 | 1.0967 | 16.51 | 0.19 | 0.0361 |
| 16 | + | + | 0 | 21.38 | 17.05 | 21.33 | 20.77 | 22.47 | 20.60 | 17.2696 | 4.3174 | 22.12 | 1.52 | 2.3104 |
| 17 | 0 | + | + | 18.72 | 16.78 | 16.08 | 17.02 | 13.54 | 16.43 | 14.1893 | 3.5474 | 16.50 | –0.07 | 0.0049 |
| 18 | + | 0 | – | 30.95 | 29.06 | 34.58 | 27.84 | 31.63 | 30.82 | 26.7886 | 6.6972 | 30.18 | 0.64 | 0.4096 |
| 19 | 0 | – | – | 24.04 | 30.98 | 22.55 | 25.06 | 29.56 | 26.44 | 53.1425 | 13.2857 | 27.83 | –1.39 | 1.9321 |
| 20 | – | 0 | – | 18.65 | 26.75 | 22.29 | 19.90 | 25.04 | 22.53 | 46.1374 | 11.5344 | 23.50 | 0.03 | 0.0009 |
| 21 | 0 | + | – | 25.77 | 26.16 | 26.28 | 26.21 | 24.52 | 24.79 | 7.1467 | 1.7867 | 24.43 | 0.36 | 0.1296 |
| 297.3002 | 74.3250 | 8.9281 | ||||||||||||
| No. | x1 | x2 | y1, gr | y2, gr | y3, gr | y4, gr | y5, gr | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| yin1 | yfin1 | yin2 | yfin2 | yin3 | yfin3 | yin4 | yfin4 | yin5 | yfin5 | |||
| 1 | + | – | 70.5 | 48.6 | 77.0 | 54.3 | 94.0 | 63.8 | 84.2 | 52.6 | 86.6 | 56.7 |
| 74.3 | 51.9 | 85.3 | 57.0 | 96.8 | 70.0 | 95.2 | 61.6 | 86.7 | 63.0 | |||
| 2 | + | 0 | 86.7 | 63.1 | 80.0 | 58.6 | 75.1 | 54.6 | 95.8 | 70.9 | 71.7 | 52.4 |
| 98.3 | 72.8 | 62.5 | 45.2 | 83.3 | 61.5 | 86.7 | 67.2 | 79.4 | 59.1 | |||
| 3 | + | + | 68.3 | 53.8 | 81.6 | 60.8 | 84.5 | 62.5 | 79.3 | 60.1 | 73.3 | 58.3 |
| 83.1 | 62.7 | 63.9 | 43.3 | 81.2 | 64.1 | 90.7 | 69.3 | 75.8 | 58.8 | |||
| 4 | 0 | – | 94.1 | 68.5 | 98.5 | 72.8 | 78.1 | 55.8 | 72.4 | 57.5 | 89.5 | 65.4 |
| 91.6 | 62.3 | 66.9 | 45.5 | 85.1 | 63.6 | 86.9 | 71.3 | 92.0 | 65.3 | |||
| 5 | 0 | 0 | 88.7 | 66.0 | 93.1 | 72.3 | 76.2 | 62.7 | 88.4 | 65.9 | 68.4 | 56.7 |
| 89.6 | 66.2 | 85.5 | 66.4 | 69.9 | 54.5 | 82.5 | 66.7 | 73.4 | 56.6 | |||
| 6 | 0 | + | 76.0 | 63.3 | 72.5 | 60.0 | 62.5 | 51.8 | 73.1 | 61.7 | 94.9 | 78.8 |
| 75.5 | 61.7 | 66.1 | 54.4 | 94.9 | 78.2 | 68.1 | 55.7 | 92.5 | 76.1 | |||
| 7 | – | – | 92.6 | 77.2 | 97.5 | 78.6 | 81.2 | 62.6 | 80.2 | 55.5 | 92.6 | 76.0 |
| 73.5 | 59.2 | 96.7 | 80.2 | 75.1 | 60.3 | 87.7 | 72.7 | 70.0 | 53.8 | |||
| 8 | – | 0 | 65.5 | 54.8 | 89.7 | 74.1 | 73.4 | 60.7 | 81.0 | 64.8 | 89.4 | 75.5 |
| 73.5 | 60.1 | 79.7 | 66.3 | 73.0 | 59.5 | 84.8 | 72.4 | 76.1 | 63.2 | |||
| 9 | – | + | 66.0 | 55.3 | 62.5 | 54.4 | 91.9 | 81.4 | 70.7 | 60.0 | 84.3 | 73.7 |
| 89.8 | 72.1 | 69.6 | 60.0 | 79.8 | 68.8 | 84.7 | 76.4 | 70.7 | 60.6 | |||
| No. | P, x1 | V, x2 | Leather Semi-Finished Product | Measurements Results, in % | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| у1 | у2 | у3 | у4 | у5 | ||||||||||
| 1 | + | – | 1 | 31.1 | 29.5 | 32.0 | 37.5 | 34.5 | 32.9 | 39.46 | 9.86 | 32.6 | 1.5 | 2.25 |
| 2 | 30.2 | 33.2 | 27.7 | 35.3 | 27.3 | 30.7 | 35.75 | 8.94 | 29.7 | 1.0 | 1.0 | |||
| 2 | + | 0 | 1 | 27.2 | 26.8 | 27.3 | 26.9 | 26.9 | 27.0 | 0.15 | 0.04 | 27.2 | 0.2 | 0.04 |
| 2 | 25.9 | 27.7 | 26.2 | 22.5 | 25.3 | 25.6 | 14.47 | 3.82 | 27.0 | 1.4 | 1.96 | |||
| 3 | + | – | 1 | 21.2 | 25.5 | 26.0 | 24.2 | 20.7 | 23.5 | 23.87 | 5.97 | 22.5 | 1.0 | 1.0 |
| 2 | 24.5 | 24.4 | 21.1 | 23.6 | 22.4 | 23.2 | 8.36 | 2.08 | 22.8 | 0.4 | 0.16 | |||
| 4 | 0 | – | 1 | 27.2 | 26.1 | 30.9 | 20.6 | 27.0 | 26.4 | 54.98 | 13.74 | 5.5 | 0.9 | 0.81 |
| 2 | 30.9 | 32.0 | 25.3 | 18.0 | 29.0 | 27.0 | 24.3 | 6.08 | 24.5 | 0.2 | 0.04 | |||
| 5 | 0 | 0 | 1 | 25.6 | 22.3 | 17.7 | 25.5 | 18.6 | 21.9 | 55.34 | 13.84 | 21.2 | 0.3 | 0.09 |
| 2 | 26.1 | 22.3 | 22.0 | 19.2 | 22.9 | 22.5 | 24.3 | 6.08 | 21.9 | 0.6 | 0.36 | |||
| 6 | 0 | + | 1 | 16.8 | 17.2 | 17.1 | 16.9 | 17.0 | 17.0 | 0.10 | 0.25 | 16.9 | 0.6 | 0.36 |
| 2 | 18.3 | 17.7 | 17.6 | 18.2 | 17.7 | 17.9 | 0.42 | 0.11 | 18.4 | 0.5 | 0.25 | |||
| 7 | – | – | 1 | 16.6 | 19.5 | 22.9 | 13.3 | 17.9 | 19.0 | 54.92 | 13.73 | 19.6 | 0.6 | 0.36 |
| 2 | 19.5 | 17.1 | 19.7 | 18.2 | 21.1 | 19.1 | 9.33 | 2.33 | 18.2 | 0.9 | 0.81 | |||
| 8 | – | – | 1 | 16.3 | 17.4 | 17.3 | 20.0 | 14.6 | 17.2 | 15.46 | 3.87 | 16.0 | 1.2 | 1.44 |
| 2 | 18.2 | 16.8 | 18.5 | 14.6 | 17.0 | 17.0 | 9.49 | 2.37 | 16.2 | 0.8 | 0.64 | |||
| 9 | – | + | 1 | 16.2 | 13.0 | 4.4 | 12.3 | 13.5 | 13.3 | 13.15 | 3.28 | 13.2 | 0.1 | 0.01 |
| 2 | 13.0 | 13.3 | 13.8 | 9.8 | 14.3 | 12.9 | 12.54 | 3.13 | 13.4 | 0.5 | 0.25 | |||
| 257.43 | 64.36 | 6.36 | ||||||||||||
| 138.94 | 34.74 | 5.47 | ||||||||||||
| No. | P, x1 | V, x2 | Coefficients Factors | Leather Semi-Finished Product | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| b0 | b11 | b22 | b1 | b2 | b12 | |||||
| 1 | 0 | 0 | 0.5772 | −0.3234 | −0.3234 | 0 | 0 | 0 | 1 | 21.9 |
| 2 | 22.5 | |||||||||
| 2 | + | + | −0.1067 | 0.1691 | 0.1691 | 0.1961 | 0.1961 | 0.25 | 1 | 23.5 |
| 2 | 23.2 | |||||||||
| 3 | – | + | −0.1067 | 0.1691 | 0.1691 | −0.1961 | 0.1961 | −0.25 | 1 | 13.3 |
| 2 | 12.9 | |||||||||
| 4 | – | – | −0.1067 | 0.1691 | 0.1691 | −0.1961 | 0.1961 | 0.25 | 1 | 19.0 |
| 2 | 19.1 | |||||||||
| 5 | + | – | −0.1067 | 0.1691 | 0.1691 | 0.1961 | −0.1961 | −0.25 | 1 | 32.9 |
| 2 | 30.7 | |||||||||
| 6 | + | 0 | 0.2114 | −0.3883 | −0.3383 | 0.1078 | 0 | 0 | 1 | 25.0 |
| 2 | 25.6 | |||||||||
| 7 | 0 | + | 0.2114 | −0.3383 | 0.1617 | 0 | 0.1078 | 0 | 1 | 17.0 |
| 2 | 17.9 | |||||||||
| 8 | 0 | + | 0.2114 | 0.1617 | −0.3383 | −0.1078 | 0 | 0 | 1 | 17.2 |
| 2 | 17.0 | |||||||||
| 9 | – | 0 | 0.2114 | −0.3383 | 0.1617 | 0 | −0.1078 | 0 | 1 | 26.4 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Amanov, A.; Bahadirov, G.; Amanov, T.; Tsoy, G.; Nabiev, A. Determination of Strain Properties of the Leather Semi-Finished Product and Moisture-Removing Materials of Compression Rolls. Materials 2019, 12, 3620. https://doi.org/10.3390/ma12213620
Amanov A, Bahadirov G, Amanov T, Tsoy G, Nabiev A. Determination of Strain Properties of the Leather Semi-Finished Product and Moisture-Removing Materials of Compression Rolls. Materials. 2019; 12(21):3620. https://doi.org/10.3390/ma12213620
Chicago/Turabian StyleAmanov, Auezhan, Gayrat Bahadirov, Tileubay Amanov, Gerasim Tsoy, and Ayder Nabiev. 2019. "Determination of Strain Properties of the Leather Semi-Finished Product and Moisture-Removing Materials of Compression Rolls" Materials 12, no. 21: 3620. https://doi.org/10.3390/ma12213620
APA StyleAmanov, A., Bahadirov, G., Amanov, T., Tsoy, G., & Nabiev, A. (2019). Determination of Strain Properties of the Leather Semi-Finished Product and Moisture-Removing Materials of Compression Rolls. Materials, 12(21), 3620. https://doi.org/10.3390/ma12213620