Spark Plasma Sintering Behavior of Nb-Mo-Si Alloy Powders Fabricated by Hydrogenation-Dehydrogenation Method

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- (1)
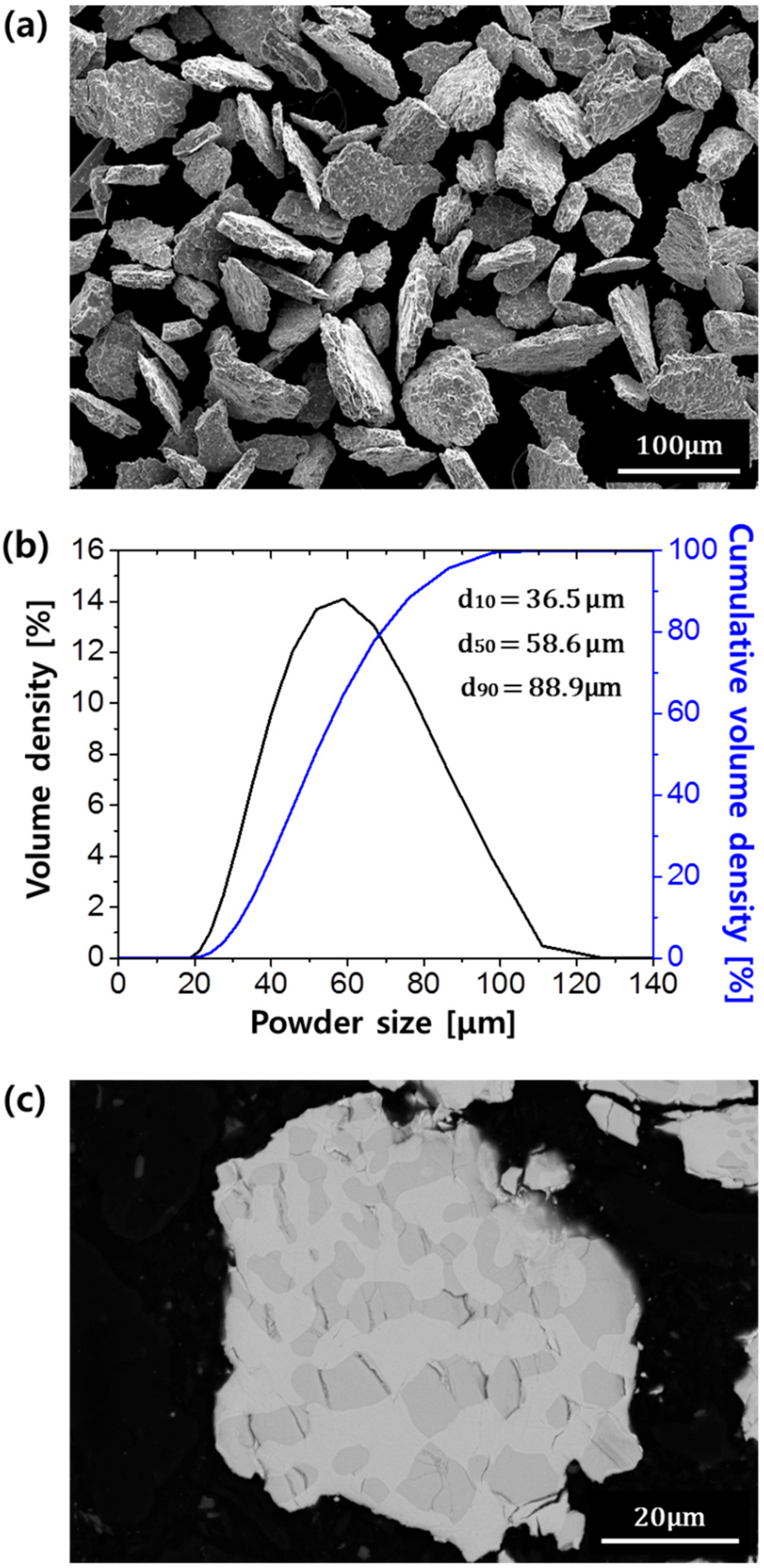
- To investigate the sintering behavior of the alloy powders, powders were prepared using the hydrogenation-dehydration reaction. Irregularly-shaped powders with a d50 value of 58.6 μm were fabricated using this method.
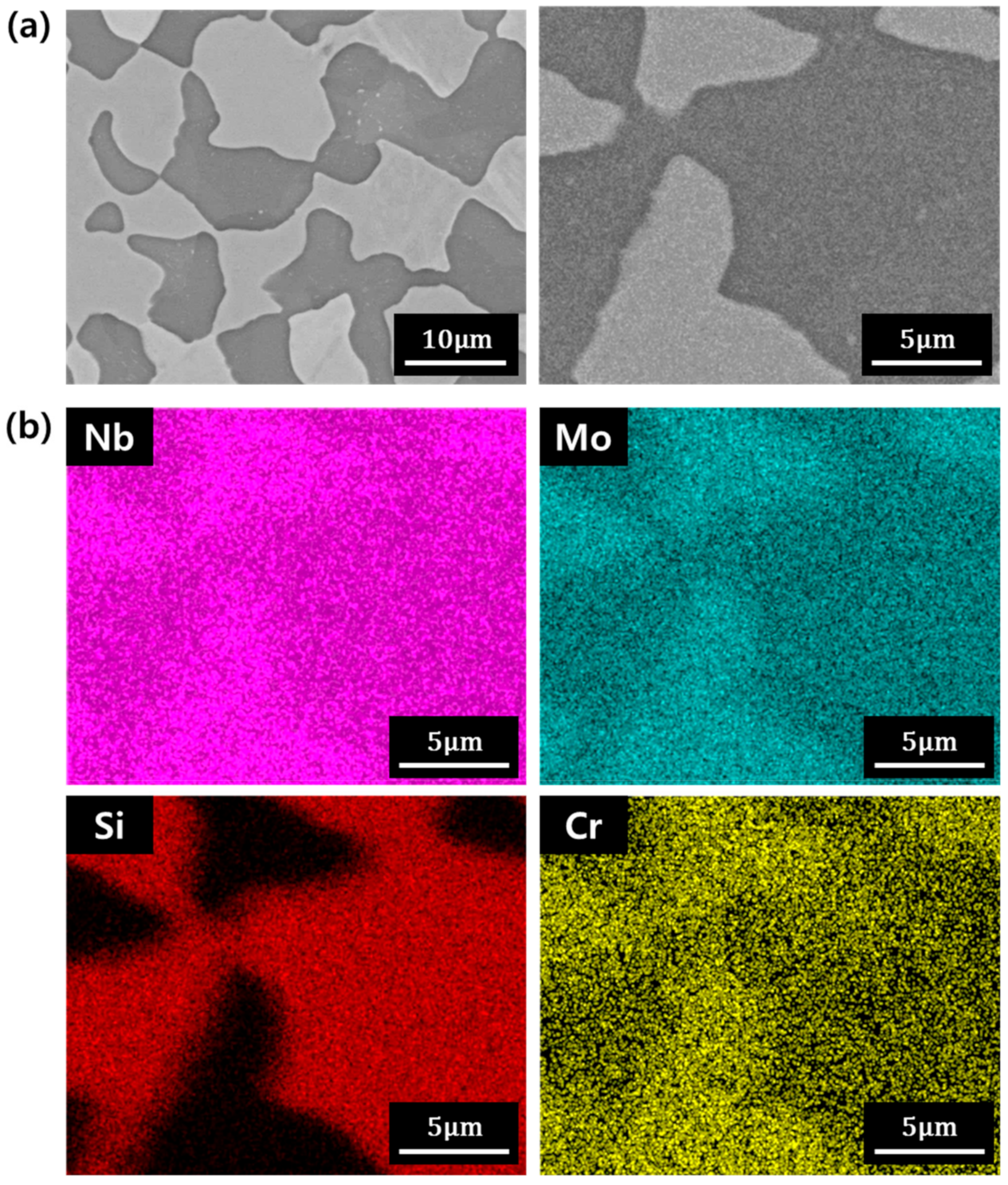
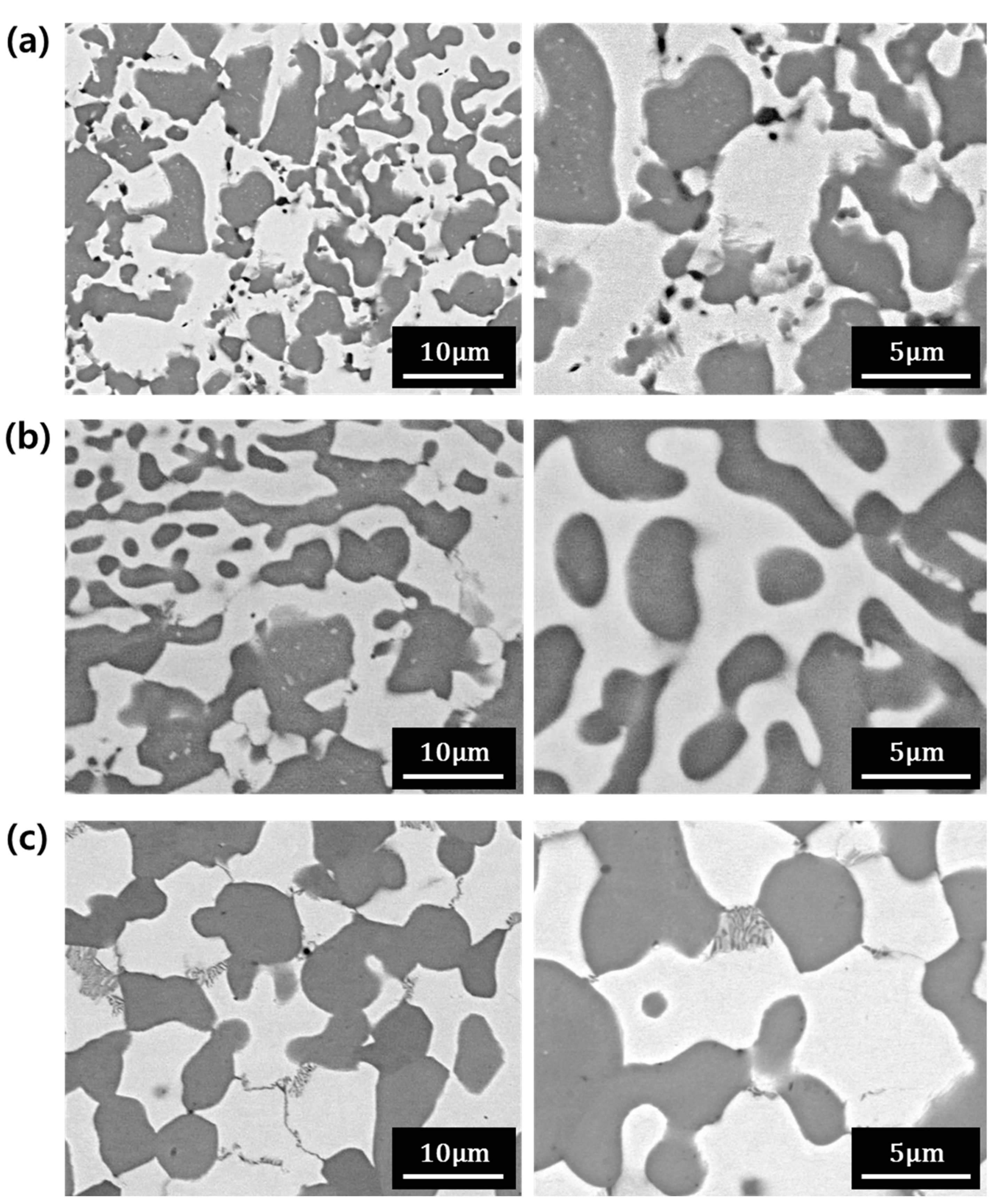
- (2)
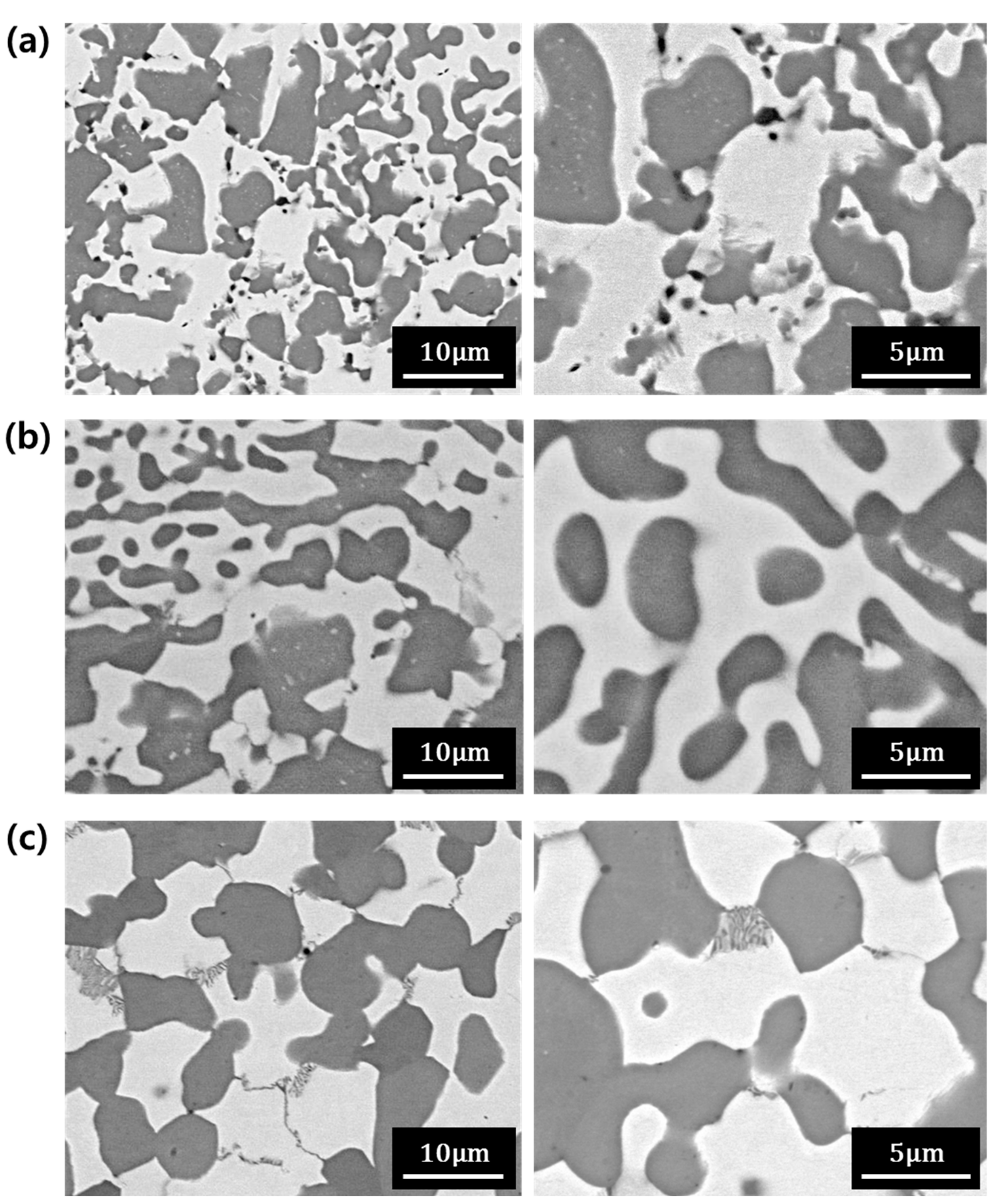
- Micropores were observed in the compact sintered at 1500 °C because the densification was not fully completed. At 1600 °C, the densification was completed, and the microstructure of the compact was finer than that of the ingot. At the sintering temperature of 1700 °C, the microstructure was slightly coarsened compared to the microstructure of the compacts sintered at 1500 °C and 1600 °C.
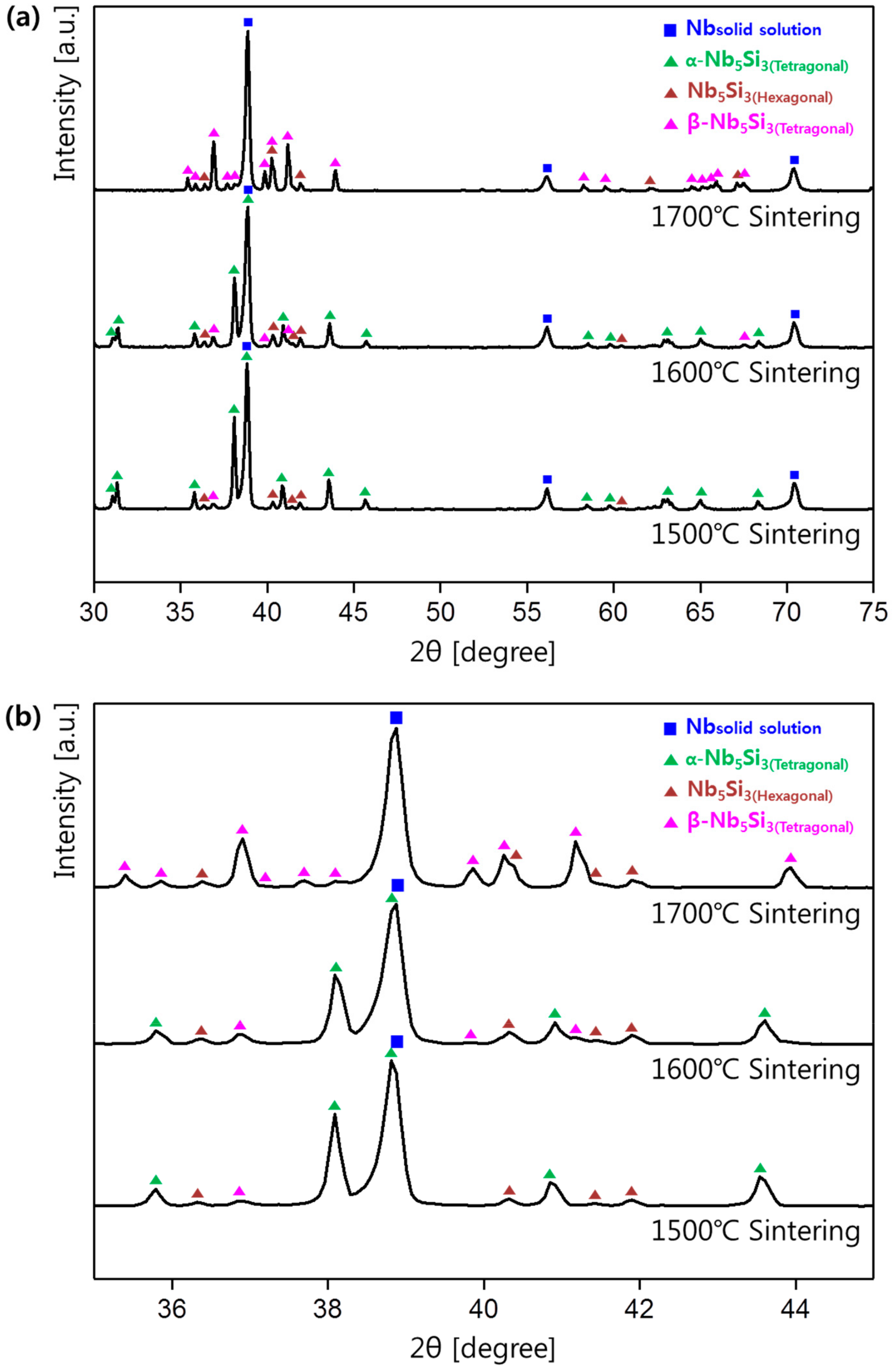
- (3)
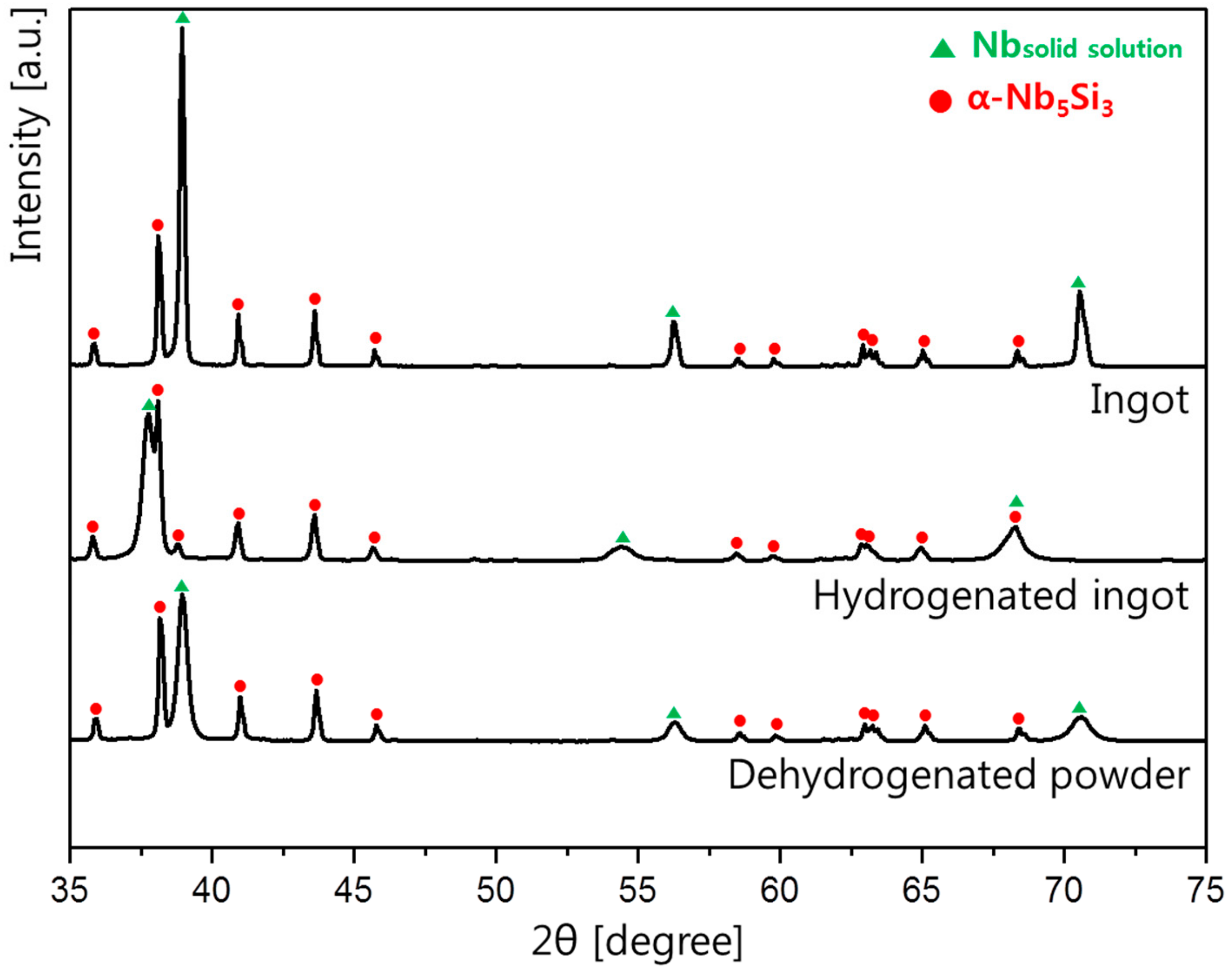
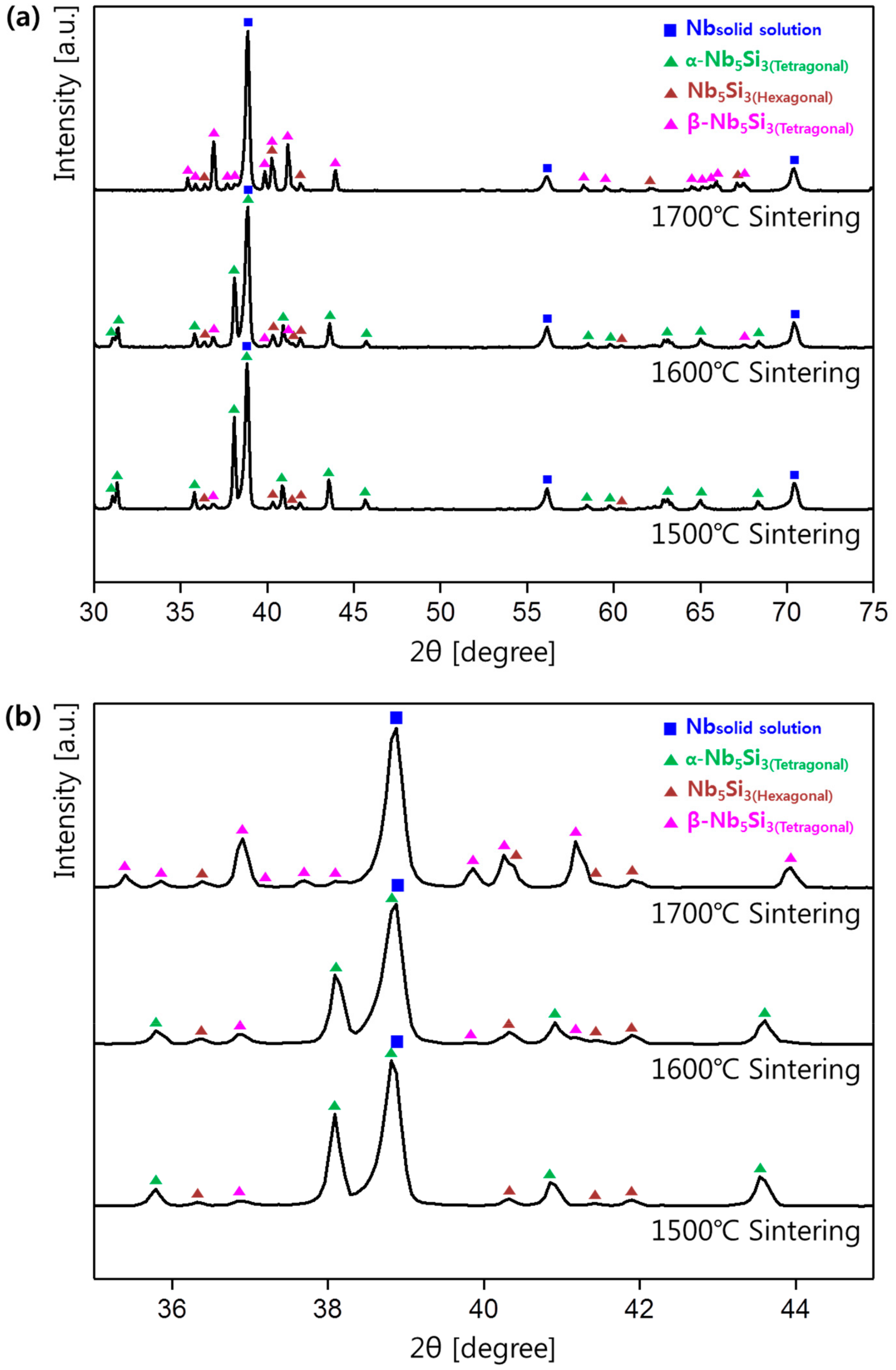
- The Nb5Si3 (hexagonal structure) phase was present in the compact prepared by the powder metallurgy method, which was different from the initial ingot and powders. In addition, the α-Nb5Si3 phase transformed to the β-Nb5Si3 phase as temperature increased. The β-Nb5Si3 phase began to form at a sintering temperature of 1600 °C. At a sintering temperature of 1700 °C, all the α-Nb5Si3 phase disappeared, and the β-Nb5Si3 phase formed as the main silicide phase.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bewlay, B.P.; Jackson, M.R.; Subramanian, P.R.; Zhao, J.-C. A review of very-high-temperature Nb-silicide-based composites. Met. Mater. Trans. A 2003, 34, 2043–2052. [Google Scholar] [CrossRef]
- Balsone, S.J.; Bewlay, B.P.; Jackson, M.R.; Subramanian, P.R.; Zhao, J.-C.; Chatterjee, A.; Heffernan, T.M. Materials beyond superalloys-exploiting high-temperature composites. In Structural Intermetallics, Proceedings of the International Symposium on Structural Intermetallics, Jacson, WY, USA, 23–27 September 2001; TMS: Warrendale, PA, USA, 2001; Volume 3, pp. 99–108. [Google Scholar]
- Mitra, R. Mechanical behaviour and oxidation resistance of structural silicides. Int. Mater. Rev. 2006, 51, 13–64. [Google Scholar] [CrossRef]
- Bewlay, B.P.; Jackson, M.R.; Lipsitt, H.A. The Balance of mechanical and environmental properties of a multielement niobium-niobium silicide-based in situ composite. Met. Mater. Trans. A 1996, 27, 3801–3808. [Google Scholar] [CrossRef]
- Knittel, S.; Mathieu, S.; Vilasi, M. Effect of tin addition on NbeSi-based in situ composites. Part I: Structural modifications. Intermetallics 2014, 47, 36–42. [Google Scholar] [CrossRef]
- Subramanian, P.R.; Parthasarathy, T.A.; Mendiratta, M.G.; Dimiduk, D.M. Compressive creep behavior of Nb5Si3. Scr. Met. Mater. 1995, 32, 1227–1232. [Google Scholar] [CrossRef]
- Subramanian, P.R.; Mendiratta, M.G.; Dimiduk, D.M. The development of Nb-based advanced intermetallic alloys for structural applications. JOM 1996, 48, 33–38. [Google Scholar] [CrossRef]
- Jéhanno, P.; Heilmaier, M.; Kestler, H.; Böning, M.; Venskutonis, A.; Bewlay, B.P.; Jackson, M.R. Assessment of a powder metallurgical processing route for refractory metal silicide alloys. Met. Mater. Trans. A 2005, 36, 515–523. [Google Scholar] [CrossRef]
- Hong, Z.; Zhang, H.; Weng, J.F.; Su, L.F.; Li, Z.; Jia, L.N. Oxidation behavior of Nb–24Ti–18Si–2Al–2Hf–4Cr and Nb–24Ti–18Si–2Al–2Hf–8Cr hypereutectic alloys at 1250 °C. Rare Met. 2017, 36, 168–173. [Google Scholar] [CrossRef]
- Zhang, S.N.; Jia, L.N.; Guo, Y.L.; Kong, B.; Zhang, F.X.; Zhang, H. High-temperature oxidation behavior of Nb–Si-based alloy with separate vanadium, tantalum, tungsten and zirconium addition. Rare Met. 2017. [Google Scholar] [CrossRef]
- Wang, F.; Luo, L.; Xu, Y.; Meng, X.; Wang, L.; Han, B.; Su, Y.; Guo, J.; Fu, H. Effects of alloying on the microstructures and mechanical property of Nb-Mo-Si based in situ composites. Intermetallics 2017, 88, 6–13. [Google Scholar] [CrossRef]
- Mendiratta, M.G.; Dimiduk, D.M. Strength and toughness of a Nb/Nb5Si3 composite. Met. Mater. Trans. A 1993, 24, 501–504. [Google Scholar] [CrossRef]
- Park, K.B.; Park, J.M.; Choi, J.H.; Kang, J.W.; Lee, S.Y.; Park, K.S.; Lee, T.W.; Na, T.W.; Park, H.K. Preparation of Nb-silicide based alloy powder by hydrogenation-dehydrogenation reaction. Int. J. Refract. Met. Hard Mater. 2018, 76, 180–184. [Google Scholar] [CrossRef]
- Azevedo, C.R.F.; Rodrigues, D.; Neto, F.B. Ti–Al–V powder metallurgy (PM) via the hydrogenation–dehydrogenation (HDH) process. J. Alloys Compd. 2003, 353, 217–227. [Google Scholar] [CrossRef]
- Park, K.T.; Park, J.H.; Yoon, J.H.; Lee, J.E.; Park, I.K. Temperature-dependent Ta hydride formation for recycling of Ta scraps: Experimental and thermodynamic investigations. Int. J. Refract. Met. Hard Mater. 2017, 65, 83–87. [Google Scholar] [CrossRef]
- Sandim, H.R.Z.; Padilha, A.F. On the sinterability of commercial-purity niobium. Key Eng. Mater. 2001, 189–191, 296–301. [Google Scholar] [CrossRef]
- Lee, S.Y.; Lee, W.H.; Park, K.B.; Min, S.H.; Ha, T.K.; Park, H.K. Synthesis of Nb-Mo-Si based in situ composite powder by a hydrogenation-dehydrogenation reaction. Mater. Lett. 2019, 248, 32–35. [Google Scholar] [CrossRef]
- Fang, Z.Z.; Paramore, J.D.; Sun, P.; Chandran, K.S.R.; Zhang, Y.; Xia, Y.; Cao, F.; Koopman, M.; Free, M. Powder metallurgy of titanium—Past, present, and future. Int. Mater. Rev. 2018, 63, 407–459. [Google Scholar] [CrossRef]
- Gabriel, S.B.; Silva, G.; Candioto, K.C.G.; Santos, I.D.; Suzuki, P.A.; Nunes, C.A. Niobium hydrogenation process: Effect of temperature and cooling rate from the hydrogenation temperature. Int. J. Refract. Met. Hard Mater. 2011, 29, 134–137. [Google Scholar] [CrossRef]
- Rickert, A.; Nietsch, T.; Schutt, E. Equilibrium considerations on the niobium–hydrogen system. Chem. Ing. Tech. 1994, 6, 835–839. [Google Scholar] [CrossRef]
- Birnbaum, H.K. Mechanical properties of metal hydrides. J. Less. Common Met. 1984, 104, 31–41. [Google Scholar] [CrossRef]
- Guo, Y.L.; Jia, L.N.; Kong, B.; Zhang, F.X.; Liu, J.H.; Zhang, H. Improvement in the oxidation resistance of Nb-Si based alloy by selective laser melting. Corros. Sci. 2017, 127, 260–269. [Google Scholar] [CrossRef]
- Zhang, S.; Guo, X.P. Alloying effects on the microstructure and properties of Nb–Si based ultrahigh temperature alloys. Intermetallics 2016, 70, 33–44. [Google Scholar] [CrossRef]
- Wang, F.; Shan, A.D.; Dong, X.P.; Wu, J.S. Microstructure and oxidation resistance of laser-remelted Mo–Si–B alloy. Scr. Mater. 2007, 56, 737–740. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
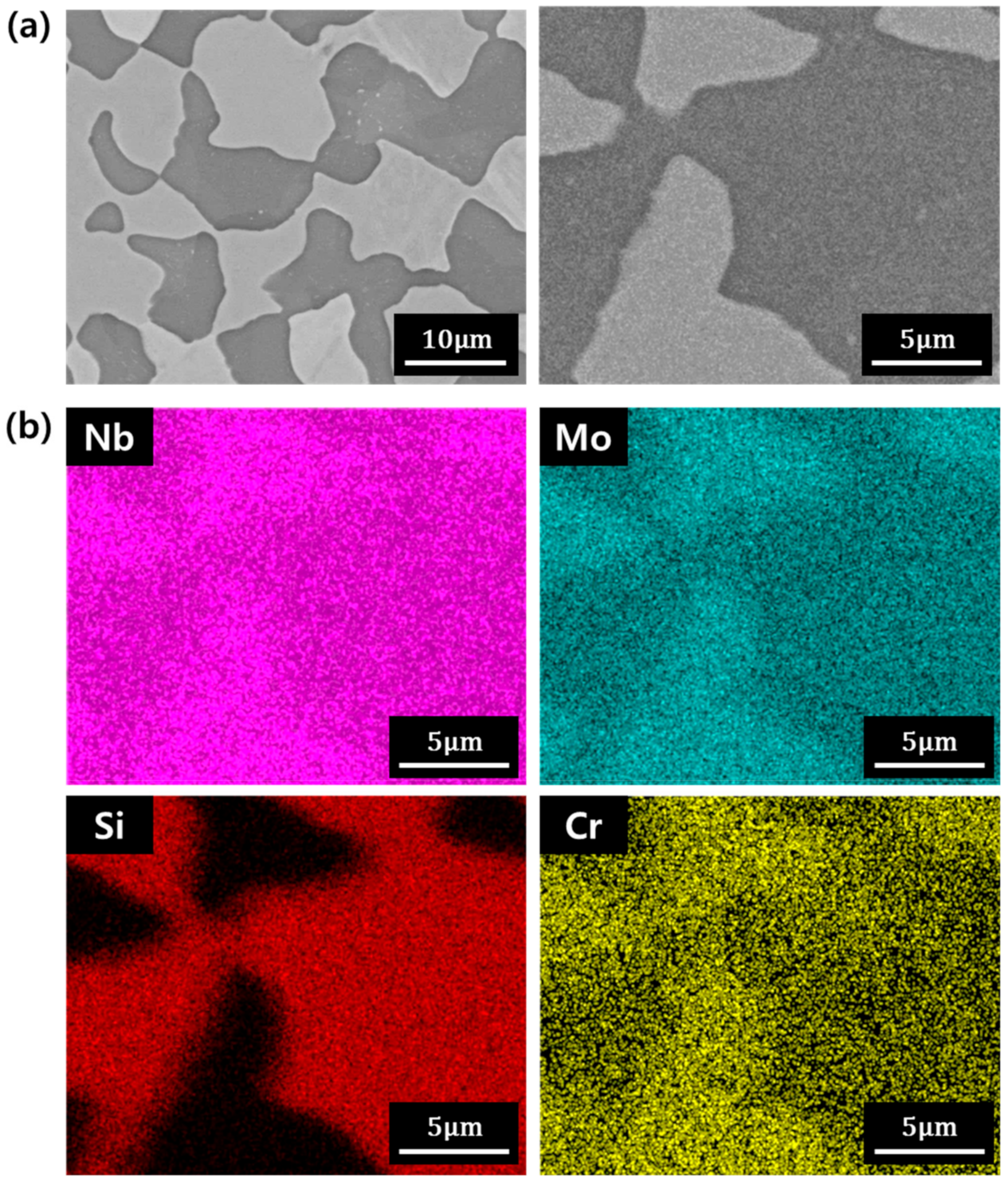
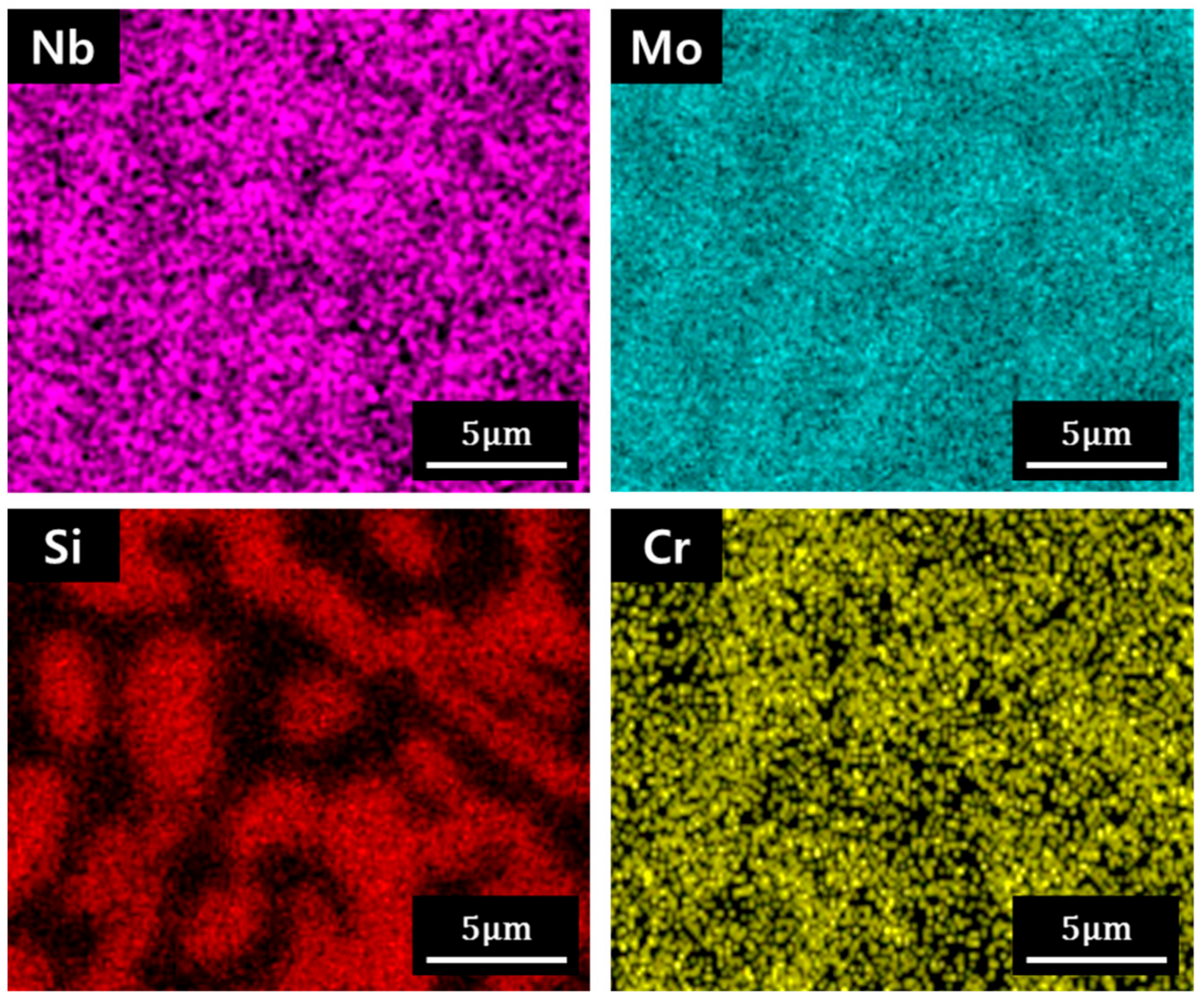
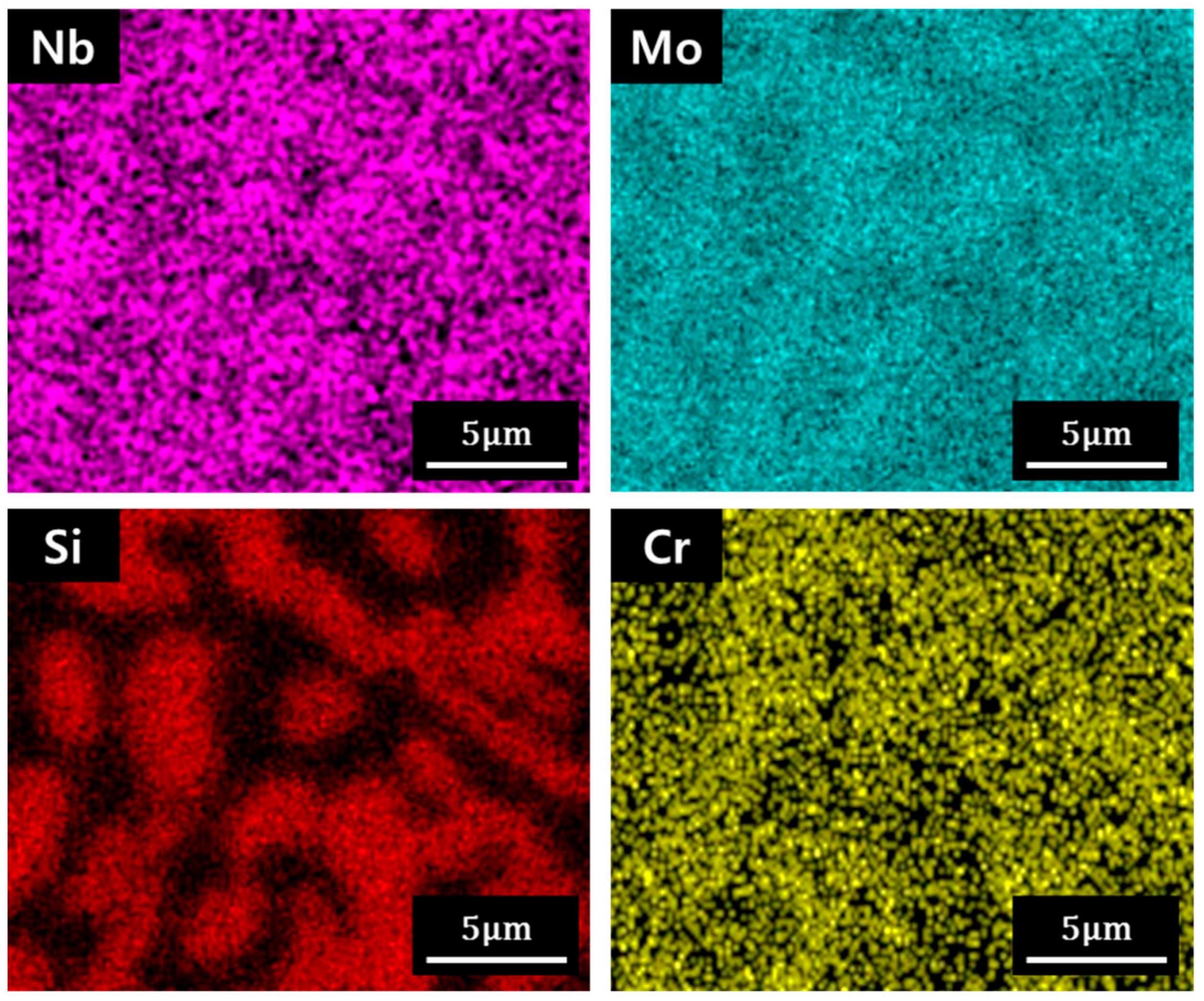
| Element | Nb | Mo | Si | Cr |
|---|---|---|---|---|
| Atomic% | 71.2 | 6.1 | 19.8 | 2.9 |
| Sample | Nb Solid Solution | α-Nb5Si3 (Tetragonal) | Nb5Si3 (Hexagonal) | β-Nb5Si3 (Tetragonal) |
|---|---|---|---|---|
| Ingot | 51.9 | 48.1 | - | - |
| Compact sintered at 1500 °C | 51.0 | 46.8 | 3.2 | - |
| Compact sintered at 1600 °C | 50.2 | 39.3 | 7.2 | 3.3 |
| Compact sintered at 1700 °C | 50.6 | - | 7.4 | 42.0 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, S.Y.; Park, K.B.; Kang, J.-W.; Kim, Y.; Kang, H.-S.; Ha, T.K.; Min, S.-H.; Park, H.-K. Spark Plasma Sintering Behavior of Nb-Mo-Si Alloy Powders Fabricated by Hydrogenation-Dehydrogenation Method. Materials 2019, 12, 3549. https://doi.org/10.3390/ma12213549
Lee SY, Park KB, Kang J-W, Kim Y, Kang H-S, Ha TK, Min S-H, Park H-K. Spark Plasma Sintering Behavior of Nb-Mo-Si Alloy Powders Fabricated by Hydrogenation-Dehydrogenation Method. Materials. 2019; 12(21):3549. https://doi.org/10.3390/ma12213549
Chicago/Turabian StyleLee, Sung Yong, Ki Beom Park, Jang-Won Kang, Yanghoo Kim, Hyun-Su Kang, Tae Kwon Ha, Seok-Hong Min, and Hyung-Ki Park. 2019. "Spark Plasma Sintering Behavior of Nb-Mo-Si Alloy Powders Fabricated by Hydrogenation-Dehydrogenation Method" Materials 12, no. 21: 3549. https://doi.org/10.3390/ma12213549
APA StyleLee, S. Y., Park, K. B., Kang, J.-W., Kim, Y., Kang, H.-S., Ha, T. K., Min, S.-H., & Park, H.-K. (2019). Spark Plasma Sintering Behavior of Nb-Mo-Si Alloy Powders Fabricated by Hydrogenation-Dehydrogenation Method. Materials, 12(21), 3549. https://doi.org/10.3390/ma12213549