Influence of Powder Deposition on Powder Bed and Specimen Properties



Abstract
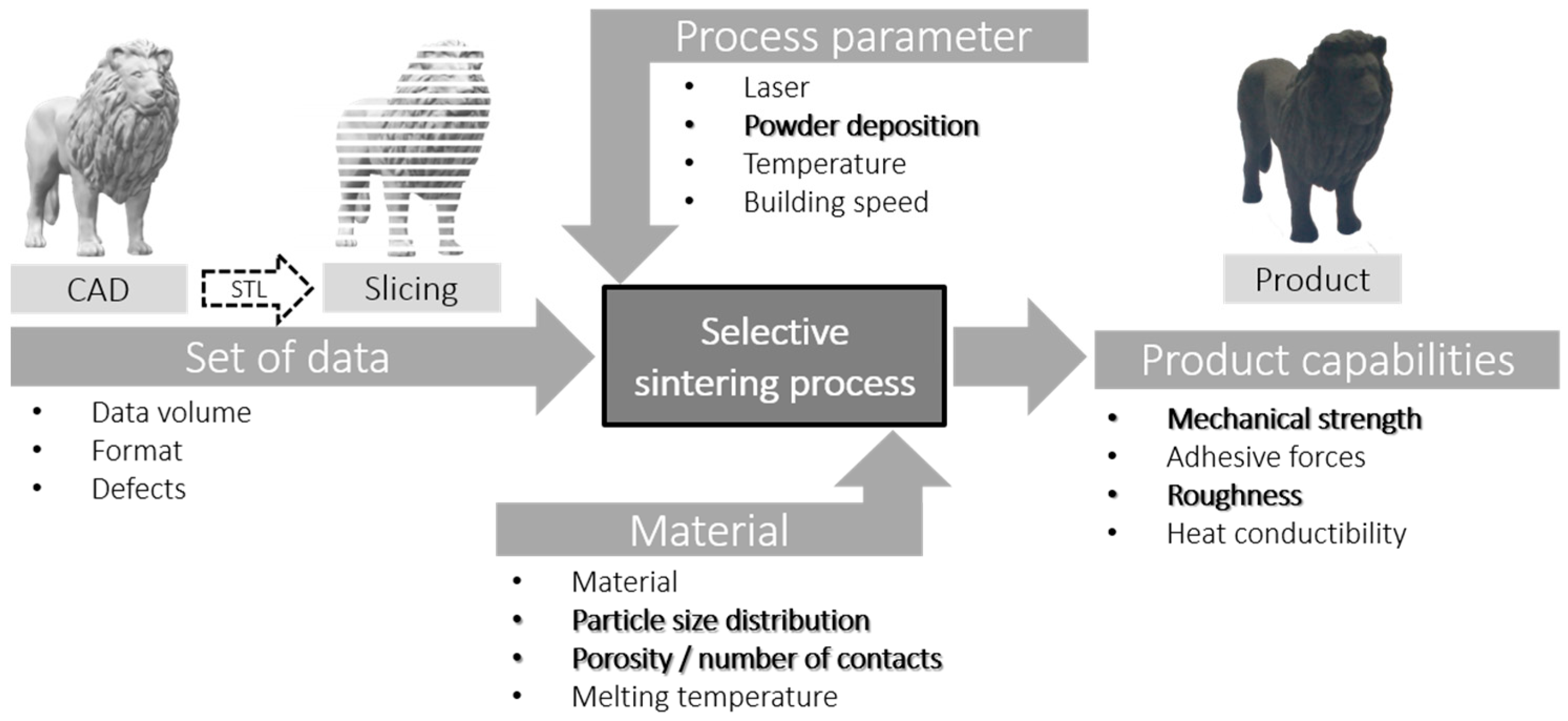
1. Introduction
2. Theory
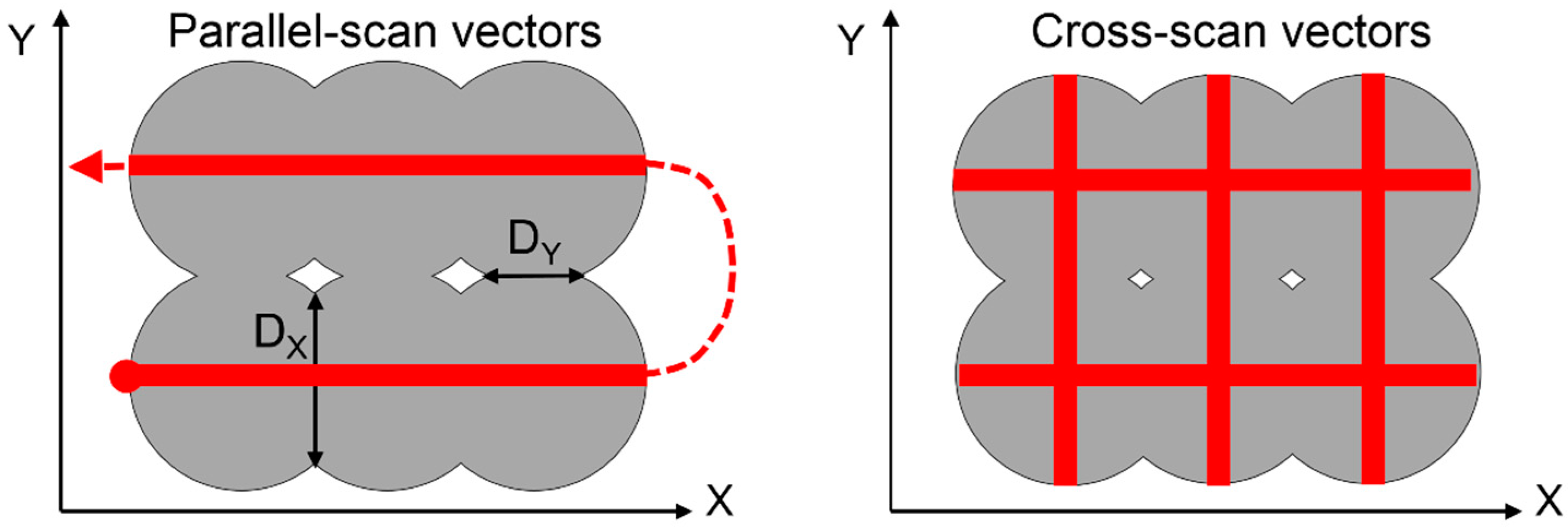
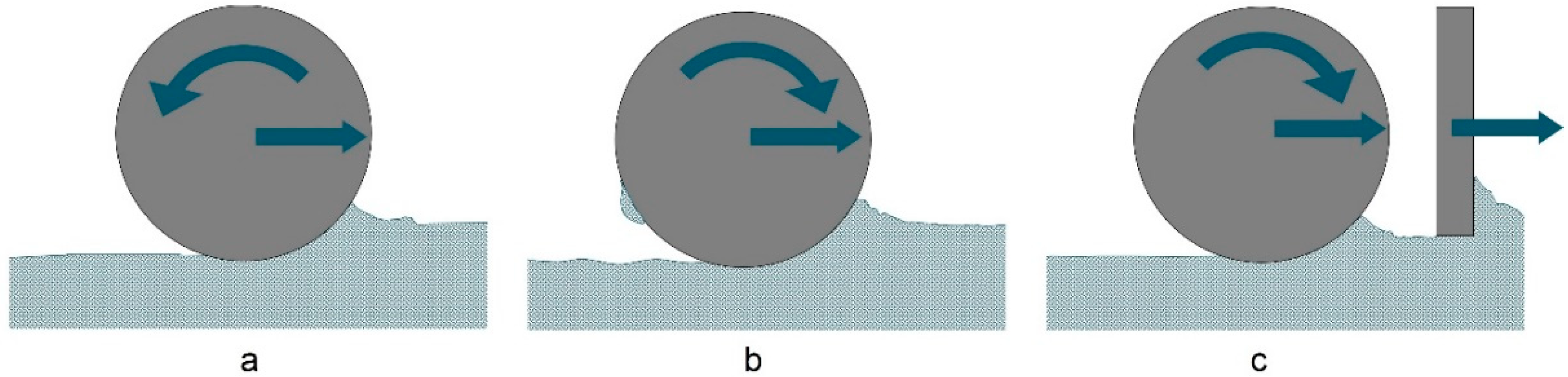
2.1. Process Parameters
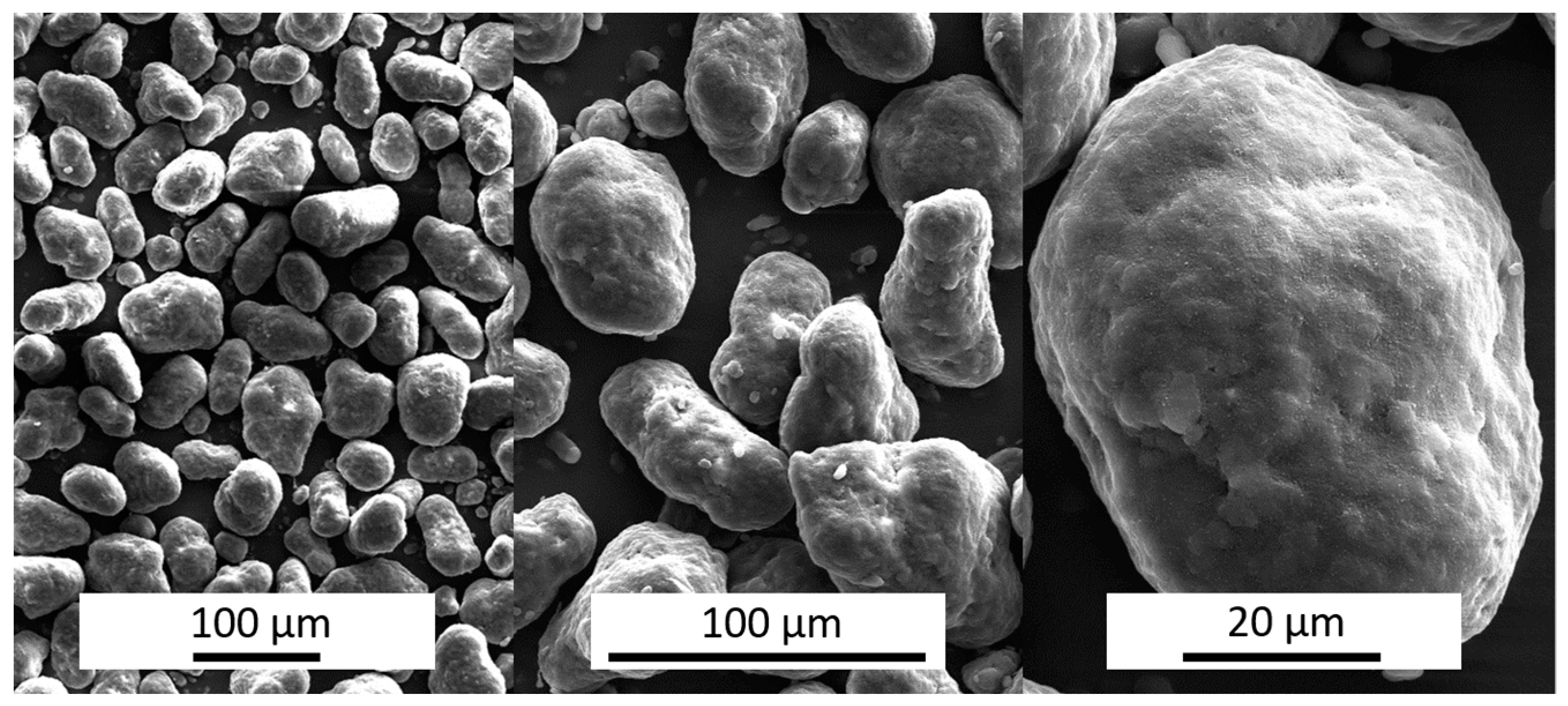
2.2. Material Characteristics
3. Materials and Methods
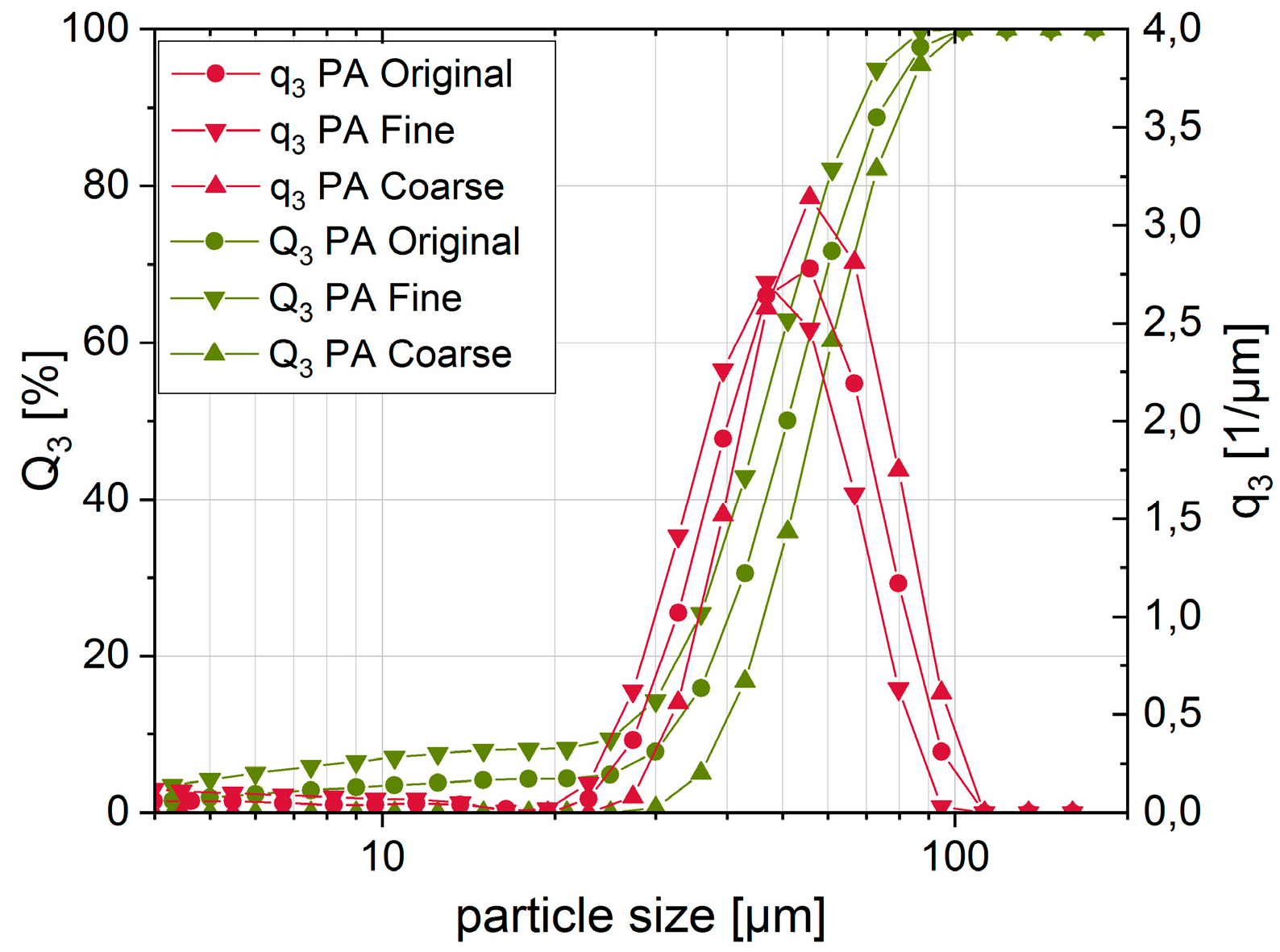
3.1. Powders
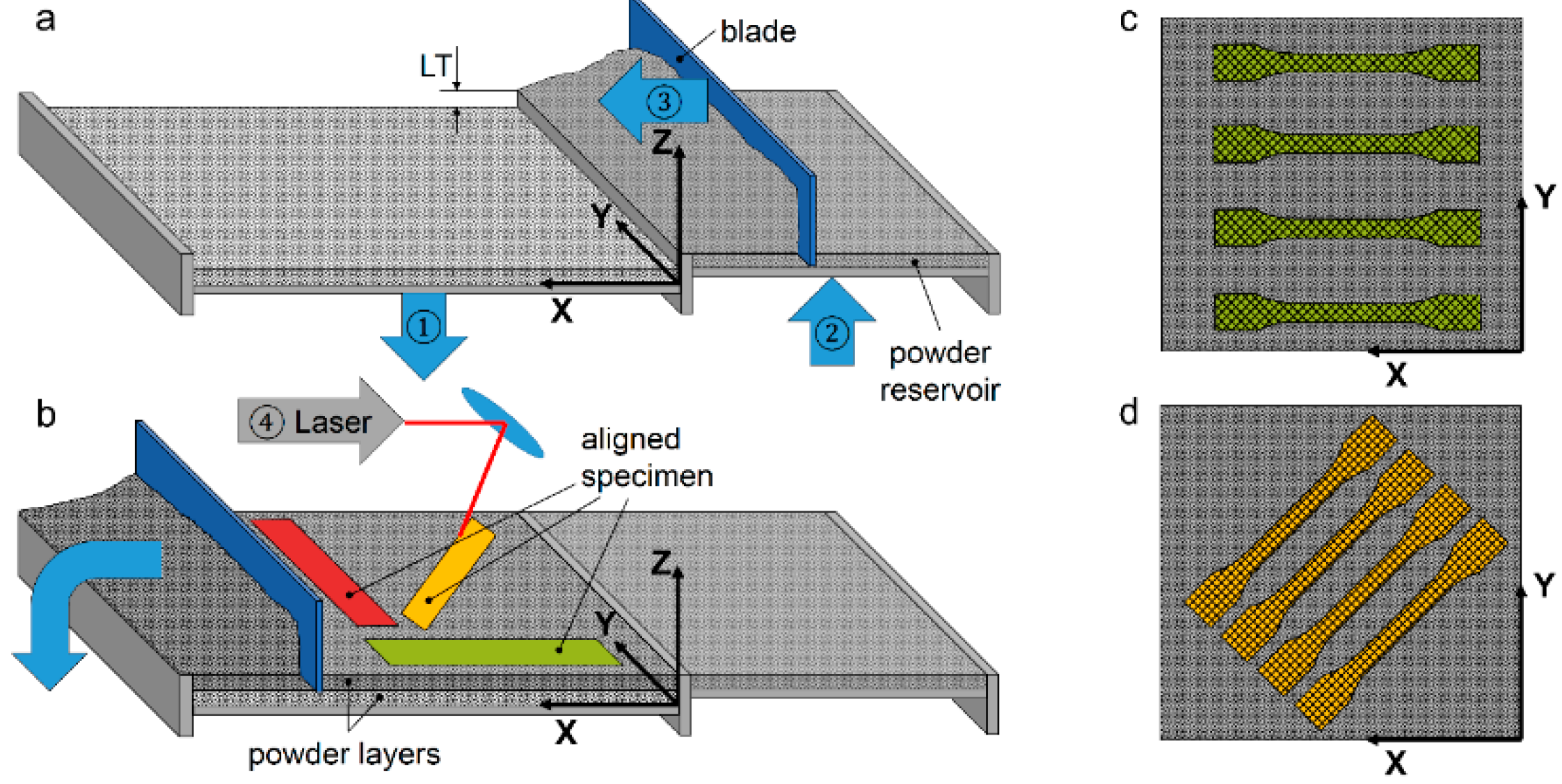
3.2. SLS System
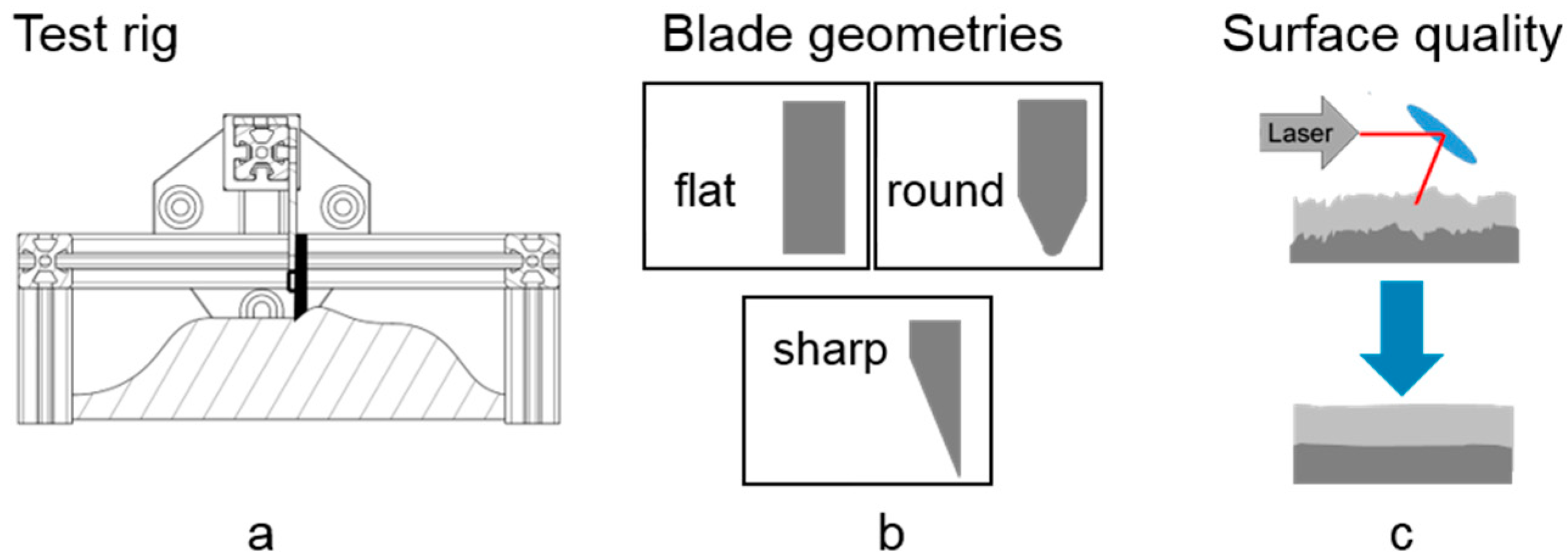
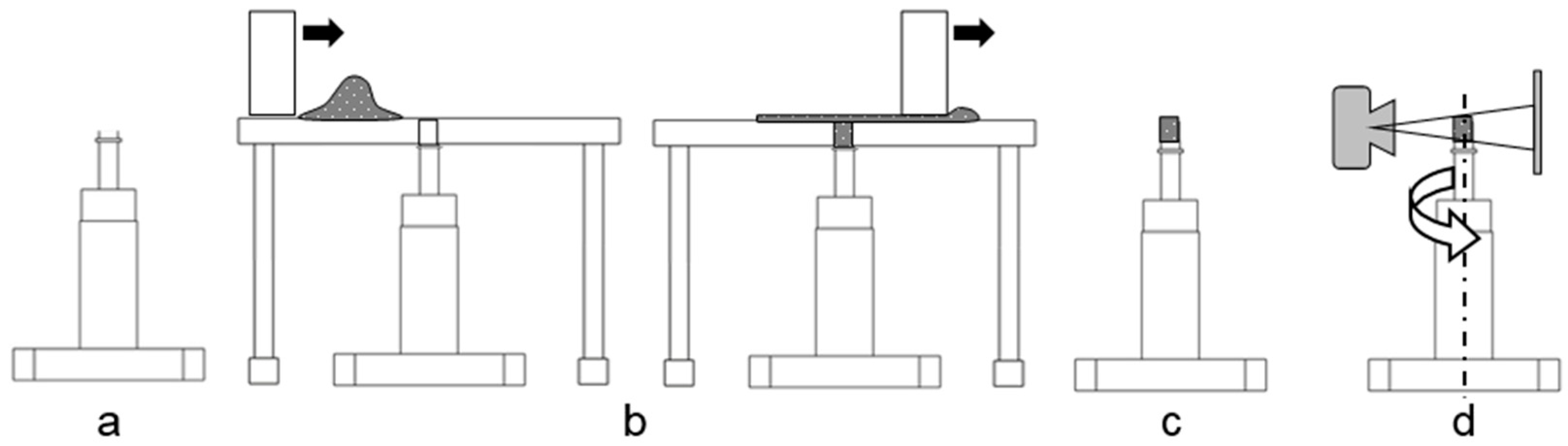
3.3. Powder Bed and Mechanical Tests
4. Results
4.1. Powder Bed Characterization
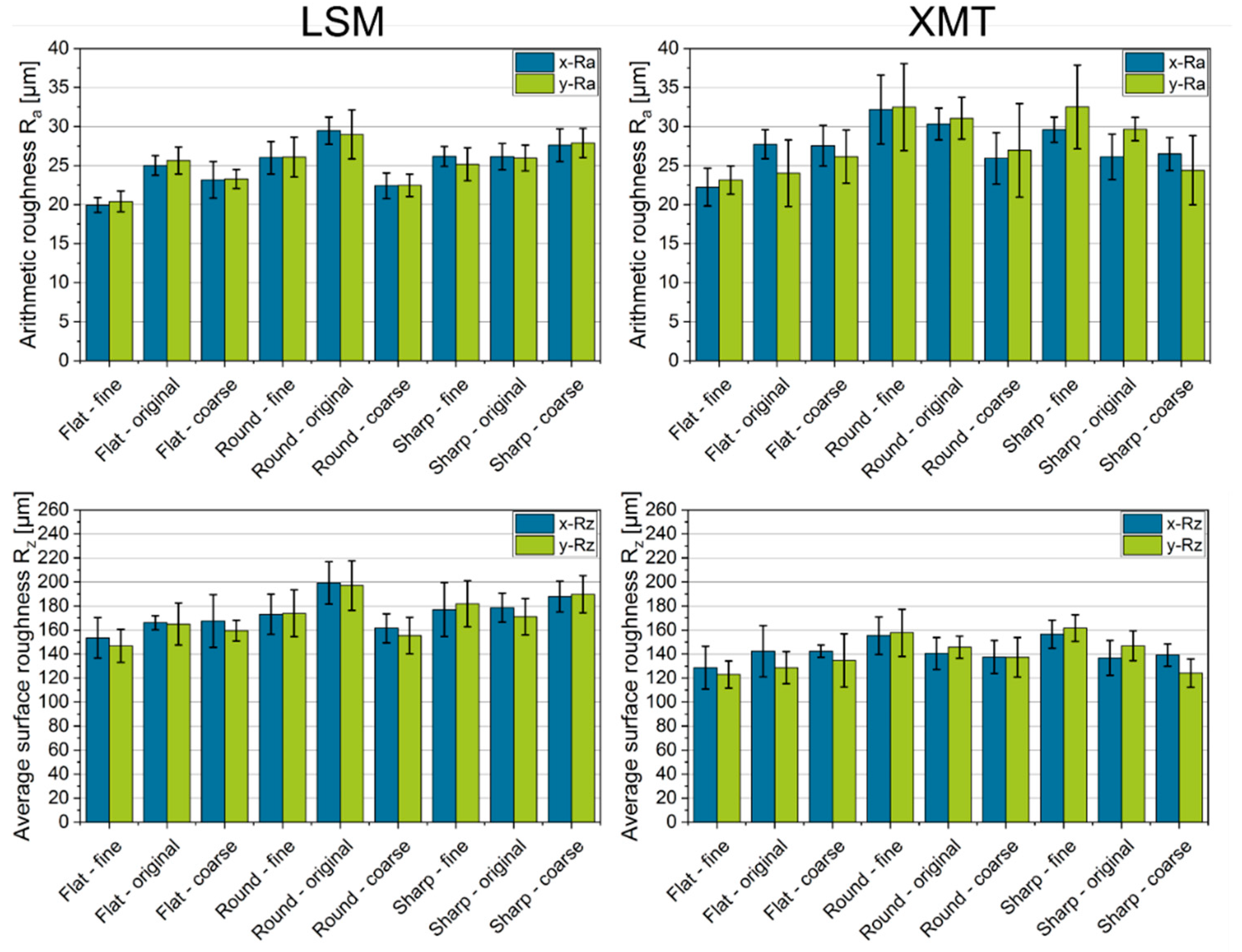
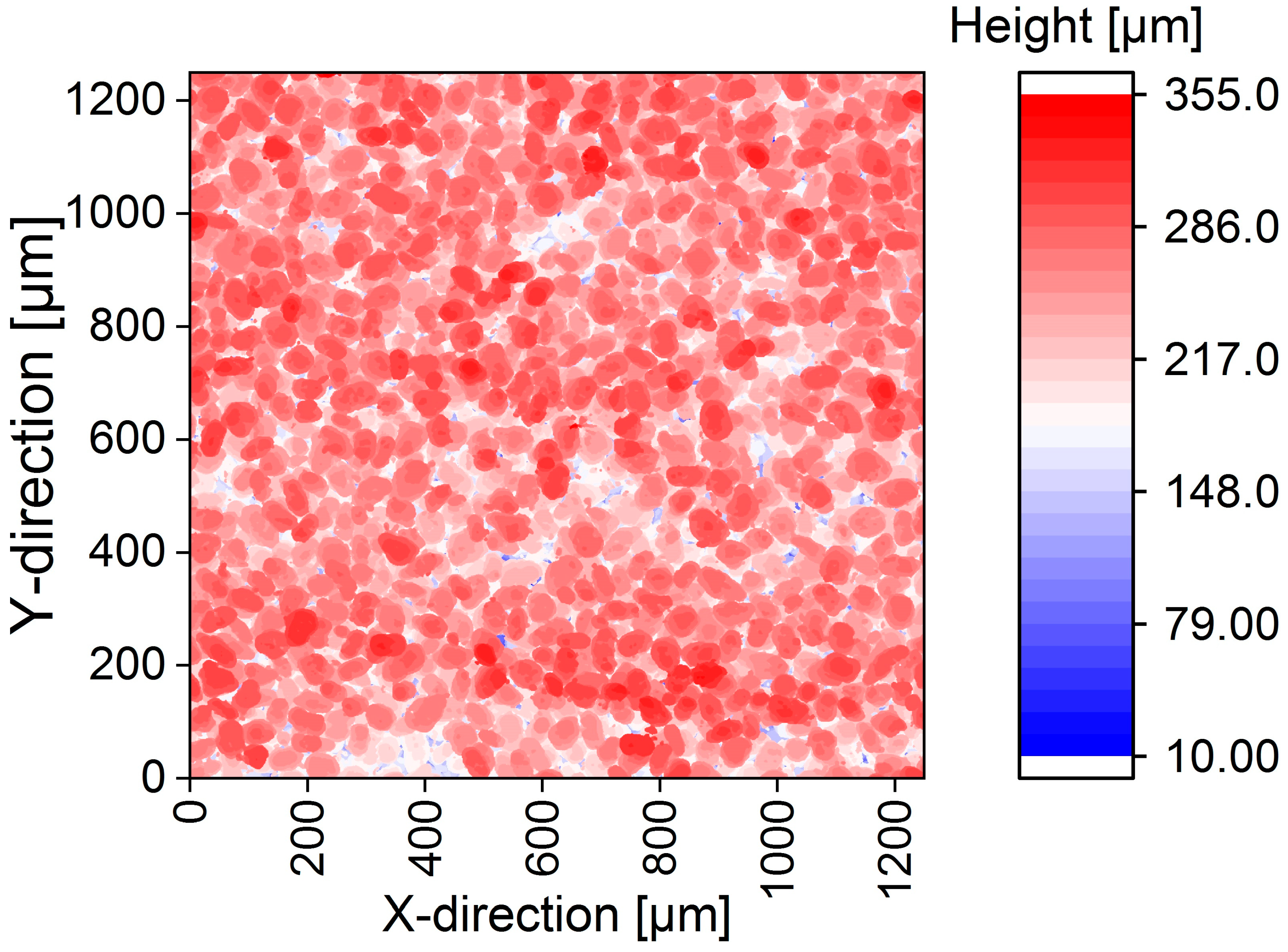
4.2. Specimen Characterization
5. Conclusions
6. Outlook
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A


References
- Kumke, M.; Watschke, H.; Vietor, T. A new methodological framework for design for additive manufacturing. Virtual Phys. Prototyp. 2016, 11, 3–19. [Google Scholar] [CrossRef]
- DIN EN ISO/ASTM 52900 Additive Manufacturing—General Principles—Terminology 2018. Available online: https://www.din.de/en/getting-involved/standards-committees/nwt/wdc-beuth:din21:269489319 (accessed on 16 January 2018).
- Schmid, M. Additive Fertigung mit Selektivem Lasersintern (SLS): Prozess- und Werkstoffüberblick; Springer: Wiesbaden, Germany, 2015; ISBN 978-3-658-12289-8. [Google Scholar]
- Goodridge, R.D.; Tuck, C.J.; Hague, R.J.M. Laser sintering of polyamides and other polymers. Prog. Mater. Sci. 2012, 57, 229–267. [Google Scholar] [CrossRef]
- Dewulf, W.; Pavan, M.; Craeghs, T.; Kruth, J.P. Using X-ray computed tomography to improve the porosity level of polyamide-12 laser sintered parts. CIRP Ann. 2016, 65, 205–208. [Google Scholar] [CrossRef]
- Salmoria, G.V.; Leite, J.L.; Paggi, R.A.; Lago, A.; Pires, A.T.N. Selective laser sintering of PA12/HDPE blends: Effect of components on elastic/plastic behavior. Polym. Test. 2008, 27, 654–659. [Google Scholar] [CrossRef]
- Salmoria, G.V.; Lauth, V.R.; Cardenuto, M.R.; Magnago, R.F. Characterization of PA12/PBT specimens prepared by selective laser sintering. Opt. Laser Technol. 2018, 98, 92–96. [Google Scholar] [CrossRef]
- Haeri, S.; Wang, Y.; Ghita, O.; Sun, J. Discrete element simulation and experimental study of powder spreading process in additive manufacturing. Powder Technol. 2017, 306, 45–54. [Google Scholar] [CrossRef]
- Van den Eynde, M.; Verbelen, L.; van Puyvelde, P. Assessing polymer powder flow for the application of laser sintering. Powder Technol. 2015, 286, 151–155. [Google Scholar] [CrossRef]
- Sofia, D.; Chirone, R.; Lettieri, P.; Barletta, D.; Poletto, M. Selective laser sintering of ceramic powders with bimodal particle size distribution. Chem. Eng. Res. Des. 2018, 136, 536–547. [Google Scholar] [CrossRef]
- Chen, H.; Wei, Q.; Wen, S.; Li, Z.; Shi, Y. Flow behavior of powder particles in layering process of selective laser melting: Numerical modeling and experimental verification based on discrete element method. Int. J. Mach. Tools Manuf. 2017, 123, 1–23. [Google Scholar] [CrossRef]
- Ziegelmeier, S.; Christou, P.; Wöllecke, F.; Tuck, C.; Goodridge, R.; Hague, R.; Krampe, E.; Wintermantel, E. An experimental study into the effects of bulk and flow behaviour of laser sintering polymer powders on resulting part properties. J. Mater. Process. Technol. 2015, 215, 239–250. [Google Scholar] [CrossRef]
- Shi, Y.; Li, Z.; Sun, H.; Huang, S.; Zeng, F. Effect of the properties of the polymer materials on the quality of selective laser sintering parts. Proc. IMECHE 2016, 218, 247–252. [Google Scholar] [CrossRef]
- Amado, A.; Schmid, M.; Levy, G.; Wegener, K. Advances in SLS Powder Characterization. 2011. Available online: http://sffsymposium.engr.utexas.edu/Manuscripts/2011/2011-33-Amado.pdf (accessed on 30 June 2018).
- Slotwinski, J.A.; Garboczi, E.J.; Hebenstreit, K.M. Porosity measurements and analysis for metal additive manufacturing process control. J. Res. Natl. Inst. Stand. Technol. 2014, 119, 494–528. [Google Scholar] [CrossRef] [PubMed]
- Bourell, D.L.; Watt, T.J.; Leigh, D.K.; Fulcher, B. Performance limitations in polymer laser sintering. Phys. Procedia 2014, 56, 147–156. [Google Scholar] [CrossRef]
- Caulfield, B.; McHugh, P.E.; Lohfeld, S. Dependence of mechanical properties of polyamide components on build parameters in the SLS process. J. Mater. Process. Technol. 2007, 182, 477–488. [Google Scholar] [CrossRef]
- Agarwala, M.; Bourell, D.; Beaman, J.; Marcus, H.; Barlow, J. Direct selective laser sintering of metals. Rapid Prototyp. J. 1995, 1, 26–36. [Google Scholar] [CrossRef]
- Tontowi, A.E.; Childs, T.H.C. Density prediction of crystalline polymer sintered parts at various powder bed temperatures. Rapid Prototyp. J. 2001, 7, 180–184. [Google Scholar] [CrossRef]
- Wegner, A.; Witt, G. Ursachen Für eine Mangelnde Reproduzierbarkeit beim Laser-Sintern von Kunststoffbauteilen. 2013. Available online: http://nbn-resolving.de/urn:nbn:de:0009-2-38184 (accessed on 30 June 2018).
- Simchi, A.; Pohl, H. Effects of laser sintering processing parameters on the microstructure and densification of iron powder. Mater. Sci. Eng. A 2003, 359, 119–128. [Google Scholar] [CrossRef]
- Chen, Q.; Zhang, J. Experimental Study on Sintering Parameters in Selective Laser Sintering for ABS. Adv. Mater. Res. 2011, 314, 738–741. [Google Scholar] [CrossRef]
- DIN EN ISO 4287-07 Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters 2010. Available online: https://www.beuth.de/de/norm/din-en-iso-4287/129356592 (accessed on 16 January 2018).
- Mierzejewska, Z.A. Process optimization variables for direct metal laser sintering. De Gruyter 2015, 15, 38–51. [Google Scholar] [CrossRef]
- Sachdeva, A.; Singh, S.; Sharma, V.S. Investigating surface roughness of parts produced by SLS process. Int. J. Adv. Manuf. Technol. 2013, 64, 1505–1516. [Google Scholar] [CrossRef]
- Krol, M.; Tomasz, T. Surface quality research for selective laser melting of Ti-6Al-4V alloy. Arch. Metall. Mater. 2016, 61, 945–950. [Google Scholar] [CrossRef]
- Luo, X.; Li, J.; Lucas, M. Galvanometer scanning technology for laser additive manufacturing. In Proceedings of the Laser 3D Manufacturing IV, San Francisco, CA, USA, 28 January–2 February 2017. [Google Scholar] [CrossRef]
- Ajoku, U.; Saleh, N.; Hopkinson, N.; Hague, R.; Erasenthiran, P. Investigating mechanical anisotropy and end-of-vector effect in laser-sintered nylon parts. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 220, 1077–1086. [Google Scholar] [CrossRef]
- Gibson, I.; Shi, D. Material properties and fabrication parameters in selective laser sintering process. Rapid Prototyp. J. 1997, 3, 129–136. [Google Scholar] [CrossRef]
- Starr, T.L.; Gornet, T.J.; Usher, J.S. The effect of process conditions on mechanical properties of laser-sintered nylon. Rapid Prototyp. J. 2011, 17, 418–423. [Google Scholar] [CrossRef]
- Kaddar, W. Die generative Fertigung mittels Laser-Sintern: Scanstrategien, Einflüsse verschiedener Prozessparameter auf die mechanischen und optischen Eigenschaften beim LS von Thermoplasten und deren Nachbearbeitungsmöglichkeiten. Ph.D. Thesis, University Duisburg-Essen, Duisburg-Essen, Germany, November 2010. [Google Scholar]
- Yadroitsev, I.; Bertrand, P.; Smurov, I. Parametric analysis of the selective laser melting process. Appl. Surf. Sci. 2007, 253, 8064–8069. [Google Scholar] [CrossRef]
- Wegner, A.; Witt, G. Correlation of process parameters and part properties in laser sintering using response surface modeling. Phys. Procedia 2012, 39, 480–490. [Google Scholar] [CrossRef]
- Sabelle, M.; Walczak, M.; Ramos-Grez, J. Scanning pattern angle effect on the resulting properties of selective laser sintered monolayers of Cu–Sn–Ni powder. Optics Lasers Eng. 2018, 100, 1–8. [Google Scholar] [CrossRef]
- Veryst Engineering, Anisotropy of 3D-Printed Polymers. Available online: https://www.veryst.com/project/Anisotropy-of-3D-Printed-Polymers (accessed on 18 June 2018).
- Budding, A.; Vaneker, T.H.J. New strategies for powder compaction in powder-based rapid prototyping techniques. Procedia CIRP 2013, 6, 527–532. [Google Scholar] [CrossRef]
- Drummer, D.; Drexler, M.; Kühnlein, F. Effects on the density distribution of SLS-parts. Phys. Procedia 2012, 39, 500–508. [Google Scholar] [CrossRef]
- Shanjani, Y.; Toyserkani, E. Material Spreading and Compaction in Powder-Based Solid Freeform Fabrication Methods: Mathematical Modeling. 2008. Available online: http://edge.rit.edu/edge/P10551/public/SFF/SFF%202008%20Proceedings/Manuscripts/2008-36-Shanjani.pdf (accessed on 30 June 2018).
- Kumar, P.; Santosa, J.K.; Beck, E.; Das, S. Direct-write deposition of fine powders through miniature hopper-nozzles for multi-material solid freeform. Rapid Prototyp. J. 2004, 10, 14–23. [Google Scholar] [CrossRef]
- Carson, J.W.; Pittenger, B.H. Bulk Properties of Powders. ASM Handb. 1998, 7, 287–301. [Google Scholar] [CrossRef]
- Berretta, S.; Ghita, O.; Evans, K.E. Morphology of polymeric powders in Laser Sintering (LS): From polyamide to new PEEK powders. Eur. Polym. J. 2014, 59, 218–229. [Google Scholar] [CrossRef]
- Yousoff, W.A.Y. Investigation of the effect of “Orange Peel” surface texture on the laser sintered part. In Proceedings of the 2011 IEEE Symposium on Business, Engineering and Industrial Applications (ISBEIA), Langkawi, Malaysia, 25–28 September 2011; pp. 43–48. [Google Scholar] [CrossRef]
- Pham, D.T.; Dotchev, K.D.; Yusoff, W.A.Y. Deterioration of polyamide powder properties in the laser sintering process. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2008, 222, 2163–2176. [Google Scholar] [CrossRef]
- Dotchev, K.; Yusoff, W. Recycling of polyamide 12 based powders in the laser sintering process. Rapid Prototyp. J. 2009, 15, 192–203. [Google Scholar] [CrossRef]
- Karde, V.; Ghoroi, C. Fine powder flow under humid environmental conditions from the perspective of surface energy. Int. J. Pharm. 2015, 485, 192–201. [Google Scholar] [CrossRef] [PubMed]
- Hodgson, A.; Haq, S. Water adsorption and the wetting of metal surfaces. Surf. Sci. Rep. 2009, 64, 381–451. [Google Scholar] [CrossRef]
- Dadbakhsh, S.; Verbelen, L.; Vandeputte, T.; Strobbe, D.; Van Puyvelde, P.; Kruth, J.-P. Effect of powder size and shape on the SLS processability and mechanical properties of a TPU elastomer. Phys. Procedia 2016, 83, 971–980. [Google Scholar] [CrossRef]
- Greiner, S.; Lanzl, L.; Wudy, K.; Drexler, M.; Drummer, D. Study on the powder compaction potential induced by the powder coating process of selective beam melting. In Proceedings of the Rapid.Tech–International Trade Show & Conference for Additive Manufacturing, Erfurt, Germany, 20–22 June 2017; Carl Hanser Verlag: München, Germany, 2017; pp. 406–418. [Google Scholar] [CrossRef]
- Spierings, A.B.; Herres, N.; Levy, G. Influence of the particle size distribution on surface quality and mechanical properties in AM steel parts. Rapid Prototyp. J. 2011, 17, 195–202. [Google Scholar] [CrossRef]
- Liu, B.; Wildman, R.; Tuck, C.; Ashcroft, I.; Hague, R. Investigation the effect of particle size distribution on processing parameters optimisation in selective laser melting process. In Proceedings of the 22nd Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, SFF 2011, Austin, TX, USA, 8–10 August 2011. [Google Scholar]
- German, R.M. Particle Packing Characteristics; MPIF, Metal Powder Industries Federation: Princeton, NJ, USA, 1999. [Google Scholar]
- Zhu, H.H.; Fuh, J.Y.H.; Lu, L. The influence of powder apparent density on the density in direct laser-sintered metallic parts. Int. J. Mach. Tools Manuf. 2007, 47, 294–298. [Google Scholar] [CrossRef]
- Prescott, J.K.; Barnum, R.A. On Powder Flowability. Pharm. Technol. 2000, 24, 60–85. Available online: https://www.powderbulk.com/enews/2014/whitepaper/jenike042014.pdf (accessed on 30 June 2018).
- Abdullah, E.C.; Geldart, D. The use of bulk density measurements as flowability indicators. Powder Technol. 1999, 102, 151–165. [Google Scholar] [CrossRef]
- Schmid, M.; Amado, F.; Levy, G.; Wegener, K. Flowability of Powders for Selective Laser Sintering (SLS) Investigated by Round Robin Test; Taylor & Francis: Abingdon, UK, 2014; pp. 95–99. [Google Scholar] [CrossRef]
- Clayton, J. Optimising metal powders for additive manufacturing. Met. Powder Rep. 2014, 69, 14–17. [Google Scholar] [CrossRef]
- Krantz, M.; Zhang, H.; Zhu, J. Characterization of powder flow: Static and dynamic testing. Powder Technol. 2009, 194, 239–245. [Google Scholar] [CrossRef]
- Spierings, A.B.; Voegtlin, M.; Bauer, T.; Wegener, K. Powder flowability characterisation methodology for powder-bed-based metal additive manufacturing. Prog. Addit. Manuf. 2016, 1, 9–20. [Google Scholar] [CrossRef]
- VDI 3405 Part 1.1 Additive manufacturing processes—Laser sintering of polymer parts—Qualification of materials. In VDI-Handbuch Produktionstechnik und Fertigungsverfahren, Band 2: Fertigungsverfahren; Verein Deutscher Ingenieure e.V.: Düsseldorf, Germany, 2018.
- DIN 697 Surface Active Agents: Washing Powders; Determination of Apparent Density; Method by Measuring the Mass of a Given Volume 1984. Available online: https://www.iso.org/standard/4897.html (accessed on 16 January 2018).
- DIN 3953 Metallic powders—Determination of Tap Density 2011. Available online: https://www.iso.org/standard/56508.html (accessed on 16 January 2018).
- Borlinghaus, R.T. The White Confocal. Microscopic Optical Sectioning in all Colors; Springer: Cham, Switzerland, 2017; pp. 61–72. [Google Scholar] [CrossRef]
- Otsu, N. A Threshold Selection Method from Gray-Level Histograms. IEEE Trans. Syst. Man Cybern. 1979, 9, 62–66. [Google Scholar] [CrossRef]
- Lee, T.-C.; Rangasami, L.K.; Chu, C.-N. Building Skeleton Models via 3-D Medial Surface/Axis Thinning Algorithms. Graph. Models Image Process. 1994, 56, 462–478. [Google Scholar] [CrossRef]
- Carman, P.C. Some physical aspects of water flow in porous media. Discuss. Faraday Soc. 1948, 3, 72–77. [Google Scholar] [CrossRef]
- DIN EN ISO 527-1 Plastics—Determination of Tensile Properties—Part 1: General Principles 2012. Available online: https://www.iso.org/standard/56045.html (accessed on 16 January 2018).
- EOS GmbH. Available online: https://eos.materialdatacenter.com/eo/de (accessed on 18 June 2018).
- Spoerk, M.; Arbeiter, F.; Raguz, I.; Weingrill, G.; Fischinger, T.; Traxler, G.; Schuschnigg, S.; Cardon, L.; Holzer, C. Polypropylene Filled with Glass Spheres in Extrusion-Based Additive Manufacturing: Effect of Filler Size and Printing Chamber Temperature. Macromol. Mater. Eng. 2018, 134, 1–15. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Size | PA Original | PA Fine | PA Coarse |
|---|---|---|---|
| x10 (µm) | 32.08 | 26.11 | 38.98 |
| x50 (µm) | 51.14 | 46.03 | 56.80 |
| x90 (µm) | 74.99 | 68.58 | 81.19 |
| Powder Characteristics | PA Original | PA Fine | PA Coarse |
|---|---|---|---|
| ρb (kg/m3) | 487.7 | 478.6 | 482.9 |
| ρt (kg/m3) | 569.3 | 567.8 | 563.0 |
| Hausner ratio (-) | 1.167 | 1.186 | 1.166 |
| Process Parameter | Value |
|---|---|
| Brand | Sintratec AG, Switzerland, Brugg |
| Type | Sintratec Kit |
| Temperature-powder bed | 171 °C |
| Temperature-chamber | 147 °C |
| Laser source | Diode Laser–2.3 W–445 nm |
| Laser Speed | 550 mm/s |
| Focus diameter | 0.25 mm |
| Layer thickness | 120 µm |
| Hatch distance | 0.3 mm |
| XMT Parameter | Value |
|---|---|
| Number of images | 2000 |
| Exposure time | 15 s |
| Magnification | 10 x |
| Voxel size | 1.047 µm/voxel |
| X-ray current intensity | 20 µA |
| X-ray source voltage | 50 kV |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Beitz, S.; Uerlich, R.; Bokelmann, T.; Diener, A.; Vietor, T.; Kwade, A. Influence of Powder Deposition on Powder Bed and Specimen Properties. Materials 2019, 12, 297. https://doi.org/10.3390/ma12020297
Beitz S, Uerlich R, Bokelmann T, Diener A, Vietor T, Kwade A. Influence of Powder Deposition on Powder Bed and Specimen Properties. Materials. 2019; 12(2):297. https://doi.org/10.3390/ma12020297
Chicago/Turabian StyleBeitz, Steffen, Roland Uerlich, Tjorben Bokelmann, Alexander Diener, Thomas Vietor, and Arno Kwade. 2019. "Influence of Powder Deposition on Powder Bed and Specimen Properties" Materials 12, no. 2: 297. https://doi.org/10.3390/ma12020297
APA StyleBeitz, S., Uerlich, R., Bokelmann, T., Diener, A., Vietor, T., & Kwade, A. (2019). Influence of Powder Deposition on Powder Bed and Specimen Properties. Materials, 12(2), 297. https://doi.org/10.3390/ma12020297