Microstructures and Isothermal Oxidation of the Alumina Scale Forming Nb1.7Si2.4Ti2.4Al3Hf0.5 and Nb1.3Si2.4Ti2.4Al3.5Hf0.4 Alloys



Abstract
1. Introduction
2. Design and Selection of the Alloys of This Research
2.1. Which Intermetallic Compounds?
2.2. Alloy Design
3. Experimental
4. Results
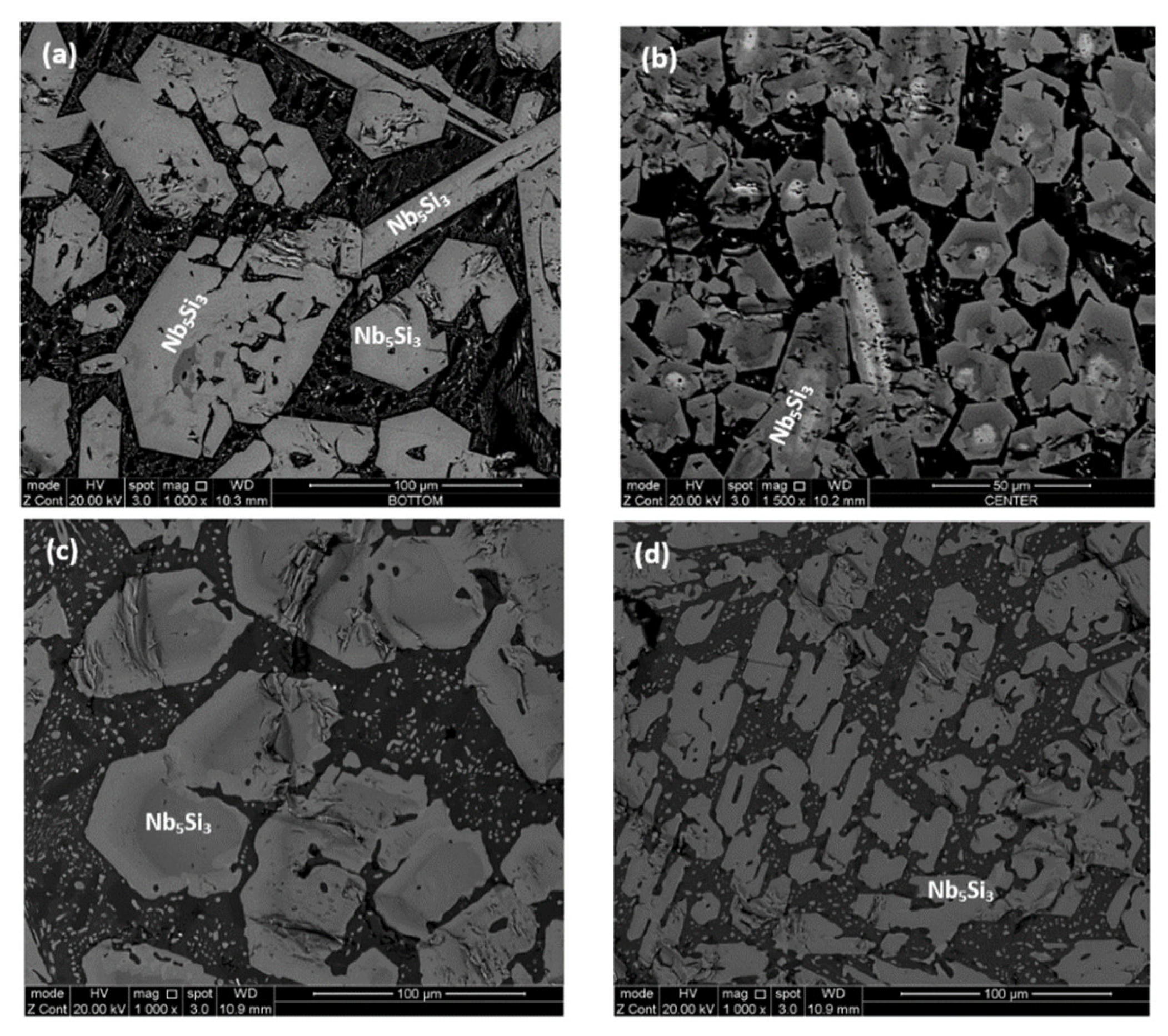
4.1. Alloy Nb1.7Si2.4Ti2.4Al3Hf0.5
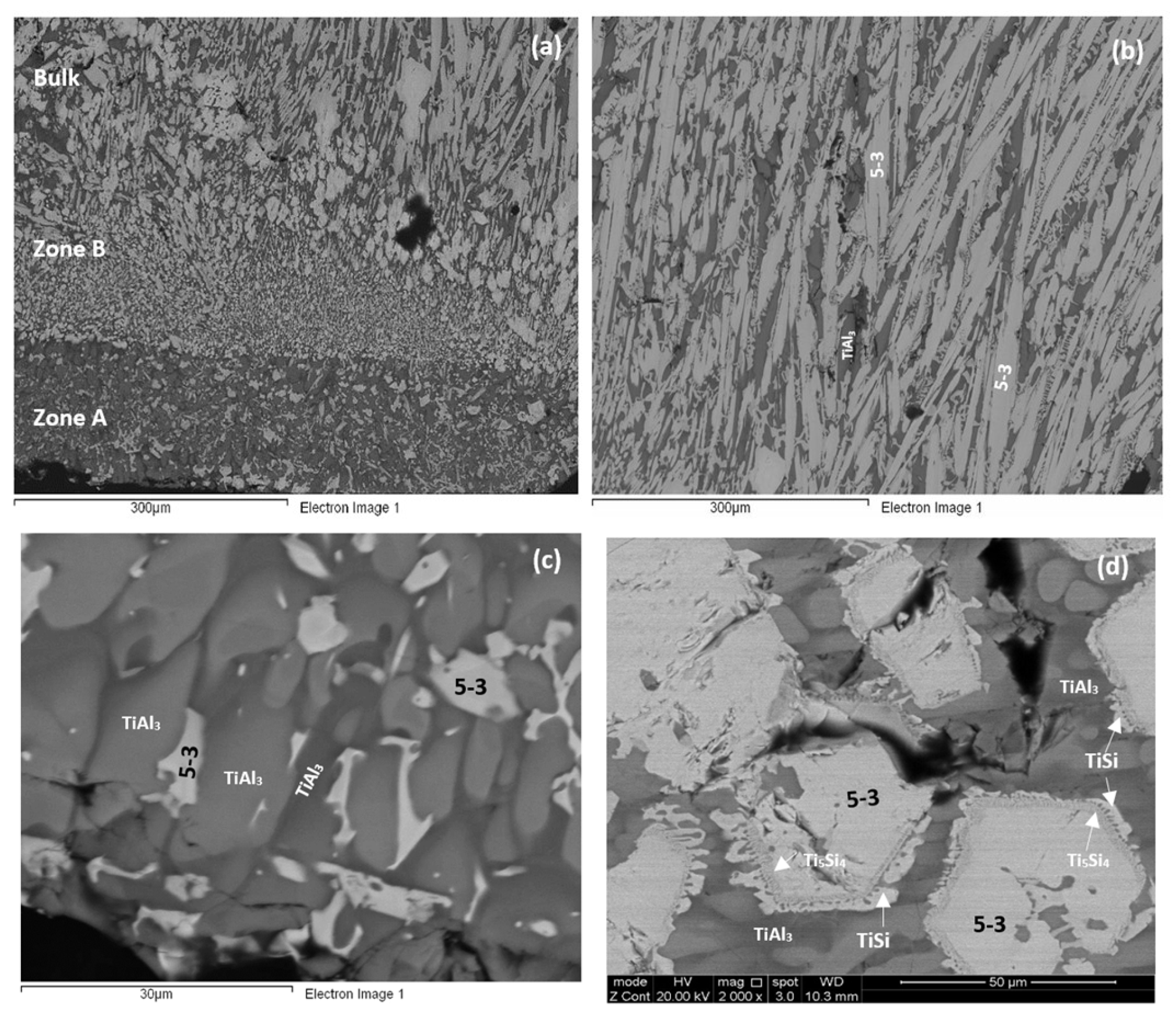
4.2. Alloy Nb1.3Si2.4Ti2.4Al3.5Hf0.4
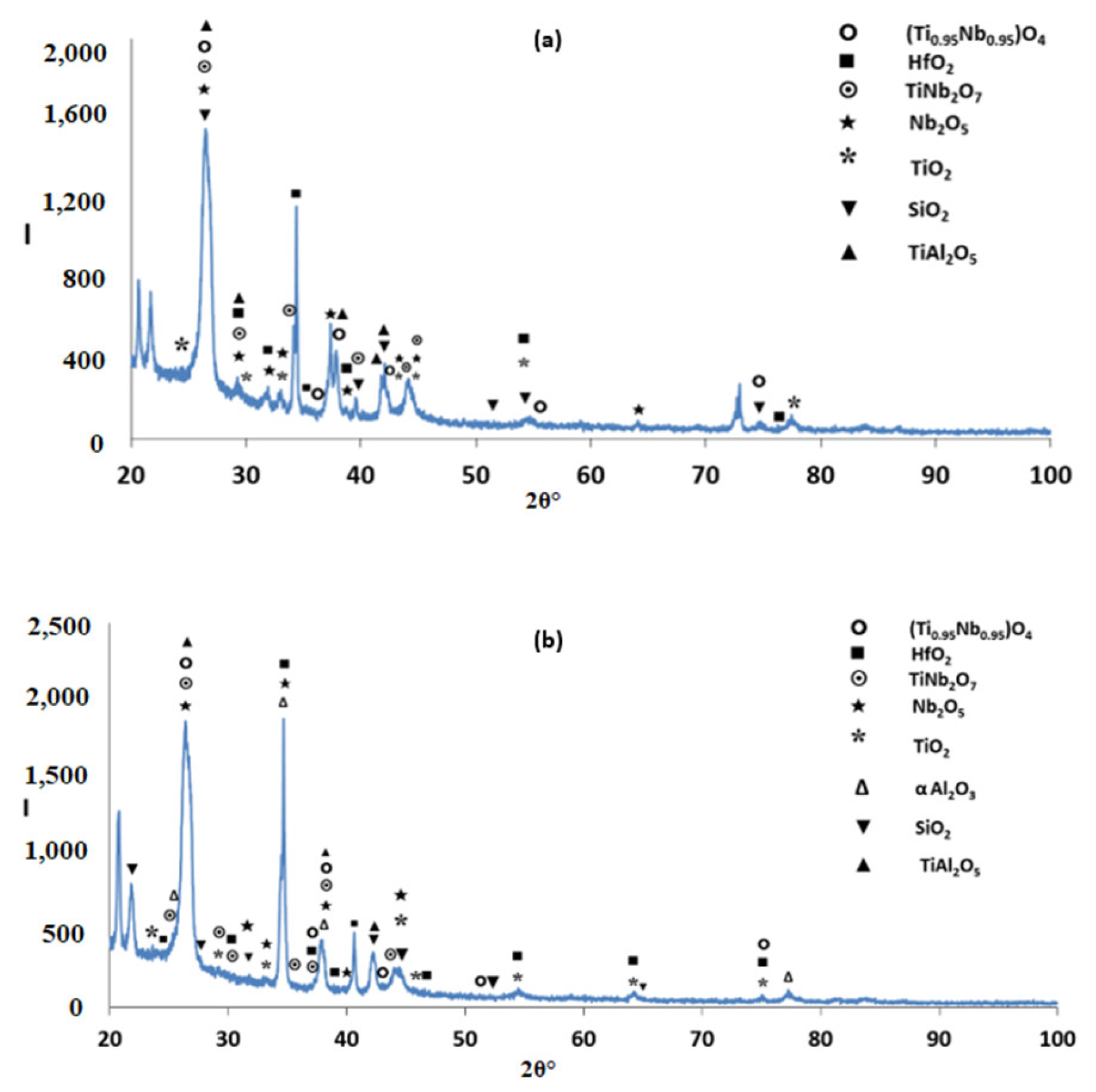
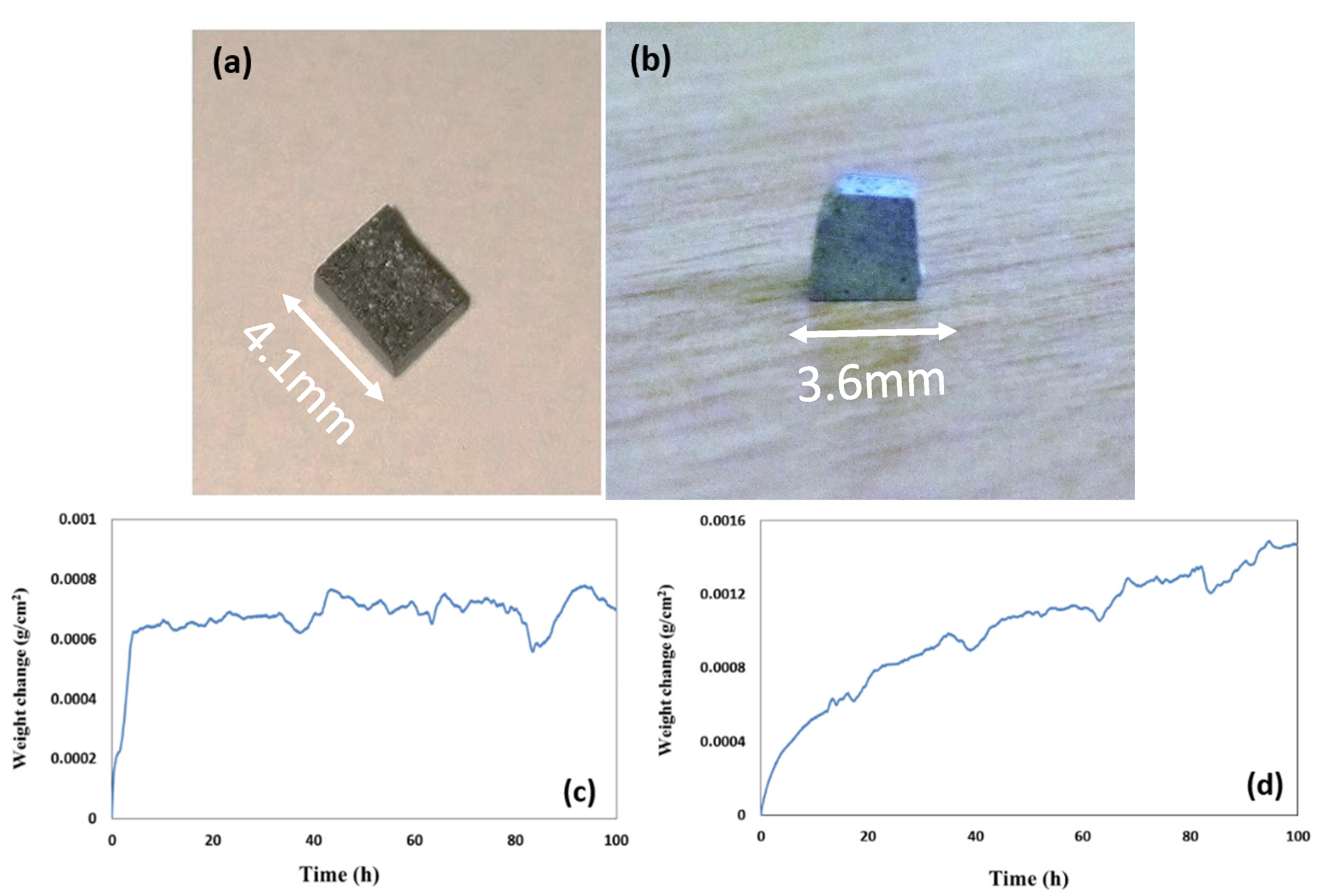
4.3. Isothermal Oxidation
4.3.1. Alloy Nb1.7Si2.4Ti2.4Al3Hf0.5
4.3.2. Alloy Nb1.3Si2.4Ti2.4Al3.5Hf0.4
5. Discussion
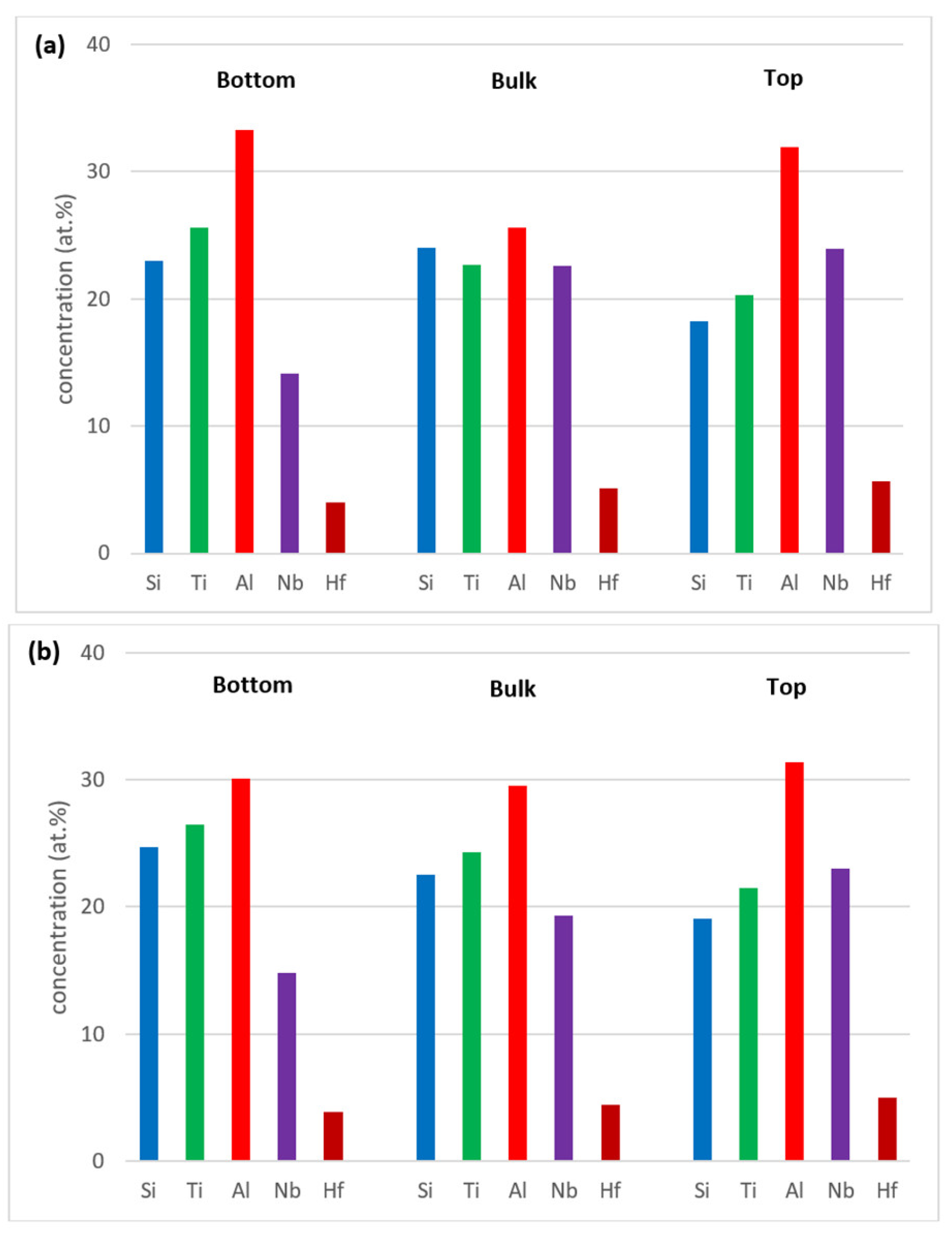
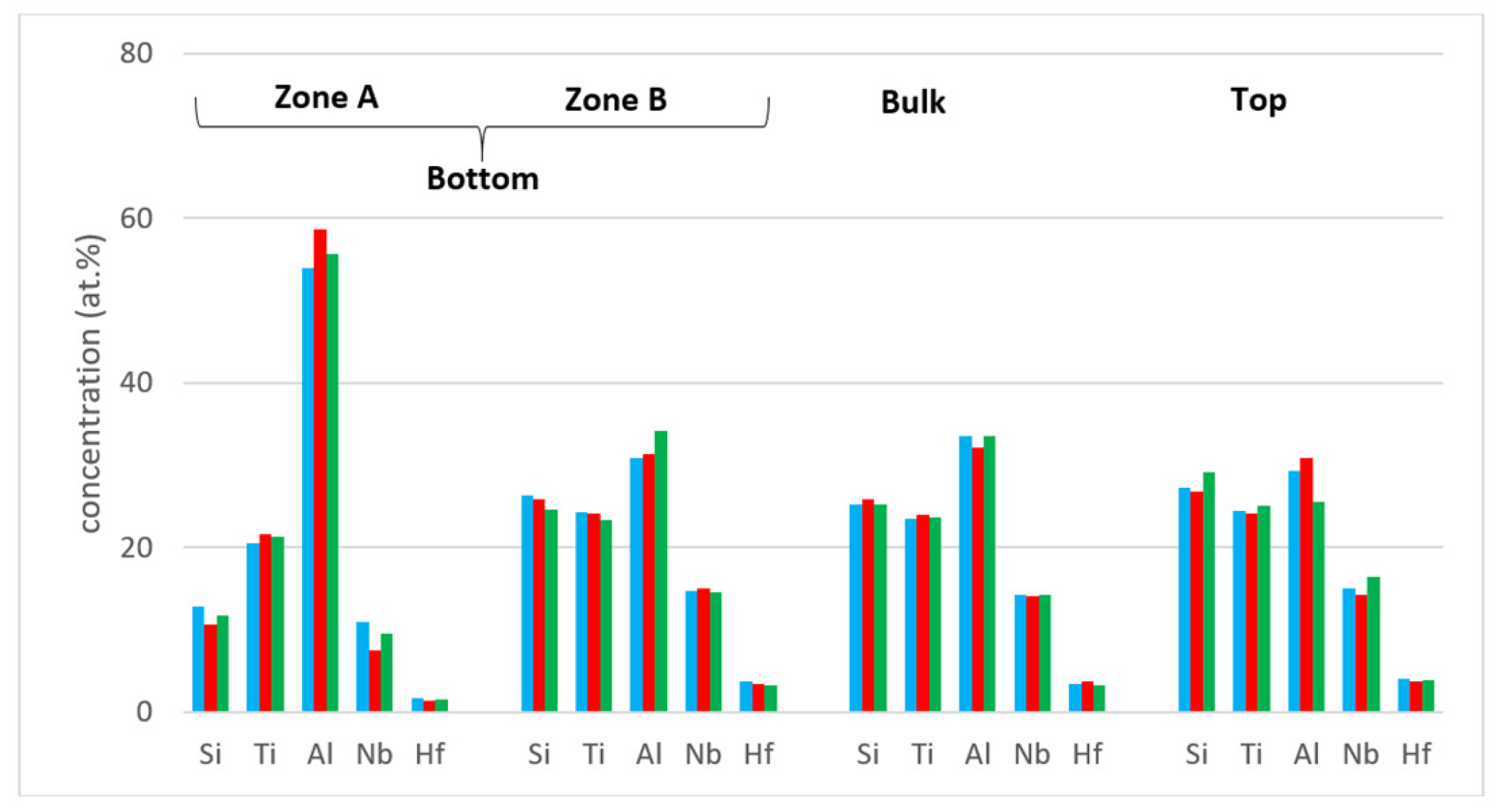
5.1. Macrosegregation
5.2. Microstructures
5.2.1. Alloy Nb1.7Si2.4Ti2.4Al3Hf0.5
5.2.2. Alloy Nb1.3Si2.4Ti2.4Al3.5Hf0.4
5.2.3. Comparison with High Entropy Alloys and Nb–Silicide Based Alloys
5.2.4. “Layered” Structure
5.3. Oxidation
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tsakiropoulos, P. On the Nb silicide based alloys: Part I—The bcc Nb solid solution. J. Alloys Compd. 2017, 708, 961–971. [Google Scholar] [CrossRef]
- Tsakiropoulos, P. On the alloying and properties of tetragonal Nb5Si3 in Nb–silicide based alloys. Materials 2018, 11, 69. [Google Scholar] [CrossRef] [PubMed]
- Tsakiropoulos, P. Alloying and properties of C14–NbCr2 and A15–Nb3X (X = Al,Ge,Si,Sn) in Nb–silicide based alloys. Materials 2018, 11, 395. [Google Scholar] [CrossRef] [PubMed]
- Tsakiropoulos, P. On Nb silicide based alloys: Alloy design and selection. Materials 2018, 11, 844. [Google Scholar] [CrossRef] [PubMed]
- Menon, E.S.K.; Mendiratta, M.G.; Dimiduk, D.M. High temperature oxidation mechanisms in Nb–silicide bearing multicomponent alloys. In Structural Intermetallics, 2001, Proceedings of the Third International Symposium on Structural Intermetallics, Jackson Hole, WY, USA, 23–27 September 2001; Hemker, K.J., Dimiduk, D.M., Clemens, H., Darolia, R., Inui, H., Larsen, J.M., Sikka, V.K., Thomas, M., Whittenberger, J.D., Eds.; TMS: Warrendale, PA, USA, 2001; pp. 591–600. [Google Scholar]
- Jackson, M.; Subramanian, P.; Zhao, J.C.; Bewlay, B.; Darolia, R.; Schafrik, R. Turbine Blade for Extreme Temperature Conditions. U.S. Patent 7,189,459 B2, 13 March 2007. [Google Scholar]
- Meir, G.H.; Pettit, F.S. The oxidation behaviour of intermetallic compounds. Mater. Sci. Eng. A 1992, 153, 548–560. [Google Scholar] [CrossRef]
- Meir, G.H. Research on oxidation and embrittlement of intermetallic compounds in the U.S. Mater. Corros. 1996, 47, 595–618. [Google Scholar] [CrossRef]
- Choudhury, N.S.; Graham, H.C.; Hinze, J.W. Oxidation behaviour of Ti aluminides. In Properties of High Temperature Alloys; Foroulis, Z.A., Pettit, F.S., Eds.; The Electrochemical Society: Pennington, NJ, USA, 1976; p. 668. [Google Scholar]
- Perkins, R.A.; Meir, G.H. Oxidation resistant aluminides for metal matrix composites. In Proceedings of the Advanced Materials Conference II, Denver, CO, USA, 3–9 March 1989; p. 92. [Google Scholar]
- McKee, D.W.; Huang, S.C. Oxidation behaviour of gamma-Titanium aluminide alloys. In High Temperature Ordered Intermetallic Alloys IV, Proceedings of the 4th MRS Symposium, Boston, MA, USA, 27–30 November 1990; Johnson, L.A., Pope, D.P., Stiegler, J.O., Eds.; Materials Research Society (MRS): Pittsburgh, PA, USA, 1991; Volume 213, pp. 939–943. [Google Scholar]
- Liu, Z.; Wang, G. Improvement of oxidation resistance of γ-TiAl at 800 and 900 °C in air by TiAl2 coatings. Mater. Sci. Eng. A 2005, 397, 50–57. [Google Scholar] [CrossRef]
- Smialek, J.L.; Humphrey, D.L. Oxidation kinetics of cast TiAl3. Scr. Metall. Mater. 1992, 26, 1763–1768. [Google Scholar] [CrossRef]
- Svedberg, R. Oxides associated with the improved air oxidation performance of some Niobium intermetallics and alloys. In Proceedings of the Symposium on Properties of High Temperature Alloys with Emphasis on Environmental Effects, Las Vegas, NV, USA, 17–22 October 1976; p. 331. [Google Scholar]
- Meir, G.H. Fundamentals of the oxidation of high-temperature intermetallics. In Oxidation of High-Temperature Intermetallics; Grobstein, T., Doychak, J., Eds.; The Metallurgical Society Inc: Warrendale, PA, USA, 1989; pp. 1–16. [Google Scholar]
- Tang, Z.; Thom, A.J.; Akinc, M. Role of nitrogen on the oxidative stability of Ti5Si3 based alloys at elevated temperatures. Intermetallics 2006, 14, 537–543. [Google Scholar] [CrossRef]
- Mitra, R.; Rao, V.V.R. Elevated temperature oxidation behaviour of titanium silicide and titanium silicide based alloy and composite. Metal. Mater. Trans. A 1998, 29, 1665–1675. [Google Scholar] [CrossRef]
- Tang, Z.; Williams, J.J.; Thom, A.J.; Akinc, M. High temperature oxidation behaviour of Ti5Si3-based intermetallics. Intermetallics 2008, 16, 1118–1124. [Google Scholar] [CrossRef]
- Thom, A.J.; Akinc, M. Effect of ternary additions on the oxidation resistance of Ti5Si3. In Advanced Ceramics for Structural and Tribological Applications, Proceedings of the international Symposium on Advanced Ceramics for Structural and Tribological Applications, Vancouver, BC, Canada, 19–23 August 1995; Hawthorne, H.M., Troczynski, T., Eds.; Canadian Institute of Mining, Metallurgy and Petroleum: Montreal, QC, Canada; pp. 619–627.
- Nelson, J.; Ghadyani, M.; Utton, C.; Tsakiropoulos, P. A study of the effects of Al, Cr, Hf and Ti additions on the microstructure and oxidation of Nb–24Ti–18Si silicide based alloys. Materials 2018, 11, 1579. [Google Scholar] [CrossRef] [PubMed]
- Schlesinger, M.E.; Okamoto, H.; Gokhale, A.B.; Abbaschian, R. The Nb–Si (Niobium-Silicon) system. J. Phase Equilib. 1993, 14, 502–5099. [Google Scholar] [CrossRef]
- Shah, D.M.; Berczik, D.; Anton, D.L.; Hecht, R. Appraisal of other silicides as structural materials. Mater. Sci. Eng. A 1992, 155, 45–57. [Google Scholar] [CrossRef]
- Murata, Y.; Higuchi, T.; Takeda, Y.; Morinaga, M.; Yakawa, N. Mechanical properties and oxidation resistance of Ti5Si3 and (Ti,X)5Si3 intermetallic compounds. In Proceedings of the International Symposium on Intermetallic Compounds—Structure and Mechanical Properties, JIMIS-6, Sendai, Japan, 17–20 June 1991; pp. 627–631. [Google Scholar]
- Kubatik, T.F. High temperature oxidation of silicide-aluminide layer on the Ti6Al4V alloy prepared by liquid-phase siliconizing. Mater. Technol. 2016, 50, 257–261. [Google Scholar]
- ASM Alloy Phase Diagram Database; ASM International: Materials Par, OH, USA, 2015.
- Luthra, K.L. Stability of protective oxide films on Ti-base alloys. Oxidat. Met. 1991, 36, 475–490. [Google Scholar] [CrossRef]
- Tsakiropoulos, P. On the macrosegregation of silicon in niobium silicide based alloys. Intermetallics 2014, 55, 95–101. [Google Scholar] [CrossRef]
- Zifu, L.; Tsakiropoulos, P. Study of the effect of Ge addition on the microstructure of Nb–18Si in situ composites. Intermetallics 2010, 18, 1072–1078. [Google Scholar] [CrossRef]
- Li, Z.; Tsakiropoulos, P. Study of the effect of Cr and Ti additions in the microstructure of Nb–18Si–5Ge based in situ composites. Intermetallics 2012, 26, 18–25. [Google Scholar] [CrossRef]
- Li, Z.; Tsakiropoulos, P. The microstructures of Nb–18Si–5Ge–5Al and Nb–24Ti–18Si–5Ge–5Al in situ composites. J. Alloys Compd. 2013, 550, 553–560. [Google Scholar] [CrossRef]
- Xu, Z.; Utton, C.; Tsakiropoulos, P. A study of the effect of 2 at.% Sn on the microstructure and isothermal oxidation at 800 and 1200 C of Nb–24Ti–18Si based alloys with Al and/or Cr additions. Materials 2018, 11, 1826. [Google Scholar] [CrossRef] [PubMed]
- Novakovic, R. Thermodynamics, surface properties and microscopic functions of liquid Al–Nb and Nb–Ti alloys. J. Non-Crystal. Solids 2010, 356, 1593–1598. [Google Scholar] [CrossRef]
- Bewlay, B.P.; Sitzman, S.D.; Brewer, L.N.; Jackson, M.R. Analyses of eutectoid phase transformations in Nb–silicide in situ composites. Microsc. Microanal. 2004, 10, 470–480. [Google Scholar] [CrossRef] [PubMed]
- Dezellus, O.; Gardiola, B.; Andrieux, J.; Lomello-Tafin, M.; Viala, J.C. On the liquid/solid phase equilibria in the al-rich corner of the Al–Si–Ti ternary system. J. Phase Equilibria Diffus. 2014, 35, 137–145. [Google Scholar] [CrossRef]
- Bulanova, M.; Tretyachenko, L.; Golovkova, M.; Meleshevich, K. Phase Equilibria in the α-Ti–Al–Si Region of the Ti–Si–Al System. J. Phase Equilibria Diffus. 2004, 25, 209–229. [Google Scholar] [CrossRef]
- Perrot, P. Al–Si–Ti (aluminium–silicon–titanium). In Light Metal Systems, Part 4, Light Metal Ternary Systems: Phase Diagrams, Crystallographic and Thermodynamic Data; Effenberg, A.G., Ilyenko, S., Eds.; Springer: Berlin/Heidelberg, Germany, 2006; Volume 11A4. [Google Scholar]
- Park, J.S.; Cho, J.; Hur, B.Y.; Perepezko, J.H. Interface reactions and reaction synthesis of a high temperature composite system. Met. Mater. Int. 2007, 13, 1–12. [Google Scholar] [CrossRef]
- Park, J.S.; Kim, J.M. Interface reactions and synthetic reaction of composite systems. Materials 2010, 3, 264–295. [Google Scholar] [CrossRef]
- Tiller, W.A.; Jackson, K.A.; Rutter, J.W.; Chalmers, B. The redistribution of solute atoms during the solidification of metals. Acta Metall. 1953, 1, 435–438. [Google Scholar] [CrossRef]
- Yao, X.; Dahle, A.K.; Davidson, C.J.; StJohn, D.H. Effect of solute on the growth rate and the constitutional undercooling ahead of the advancing interface during solidification of an alloy and the implications for nucleation. J. Mater. Res. 2006, 21, 2470–2479. [Google Scholar] [CrossRef]
- Bulanova, M.; Fartushna, I. Niobium–silicon–titanium. In Refractory Metal Systems: Landolt-Börnstein-Group IV Physical Chemistry; Ilyenko, S., Effenberg, G., Eds.; Springer: Berlin/Heidelberg/Stuttgart, Germany, 2010; Volume 11E3, pp. 505–522. [Google Scholar]
- Gupta, S.P. Intermetallic compounds in diffusion couples of Ti with an Al–Si eutectic alloy. Mater. Character. 2003, 49, 321–330. [Google Scholar] [CrossRef]
- Papadimitriou, I.; Utton, C.; Tsakiropoulos, P. The impact of Ti and temperature on the stability of Nb5Si3 phases: A first-principles study. Sci. Technol. Adv. Mater. 2017, 18, 467–479. [Google Scholar] [CrossRef] [PubMed]
- Tsakiropoulos, P. On Nb silicide based alloys: Part II. J. Alloys Compd. 2018, 748, 569–576. [Google Scholar] [CrossRef]
- Rahmel, A.; Spencer, P.J. Thermodynamic aspects of TiAl and TiSi2 oxidation: The Ti–Al–O and Si–Ti–O phase diagrams. Oxidat. Met. 1991, 35, 53–68. [Google Scholar] [CrossRef]
- Wagner, C. Reaktionstypen bei der Oxydation von Legierungen. Zeitschrift für Elektrochemie, Berichte der Bunsengesellschaft für physikalische Chemie 1959, 63, 772–782. [Google Scholar]
- Gesmundo, F.; Viani, F. Transition from internal to external oxidation for binary alloys in the presence of an outer scale. Oxidat. Met. 1986, 25, 269–282. [Google Scholar] [CrossRef]
- Ghosh, G.; Olson, G.B. Integrated design of Nb-based superalloys: Ab initio calculations, computational thermodynamics and kinetics, and experimental results. Acta Mater. 2007, 55, 3281–3303. [Google Scholar] [CrossRef]
- Wagner, C. Theoretical analysis of the diffusion processes determining the oxidation rate of alloys. J. Electrochem. Soc. 1952, 99, 369–380. [Google Scholar] [CrossRef]
- Ranganathan, S. Alloyed pleasures; Multimetallic cocktails. Curr. Sci. 2003, 85, 633–648. [Google Scholar]
- Kubaschewski, O.; Chart, T.G. Silicon monoxide pressures due to the reaction between solid silicon and silica. J. Chem. Thermodyn. 1974, 6, 467–476. [Google Scholar] [CrossRef]
- Ferguson, F.T.; Nuth, J.A. Vapour pressure of silicon monoxide. J. Chem. Eng. Data 2008, 53, 2824–2832. [Google Scholar] [CrossRef]
- Ferguson, F.T.; Nuth, J.A. Vapour pressure and evaporation coefficient of silicon monoxide over a mixture of silicon and silica. J. Chem. Eng. Data 2012, 57, 721–728. [Google Scholar] [CrossRef]
- Semenov, G.A.; Lopatin, S.I. A study of evaporation in the TiO2–Nb2O5 oxide system by high temperature mass spectroscopy. Russ. J. Appl. Chem. 2001, 74, 901–906. [Google Scholar] [CrossRef]
- Pabst, W.; Gregorova, E. Elastic properties of silica polymorphs—A review. Ceram. Silikaty 2013, 57, 167–184. [Google Scholar]
- Damby, D.E.; Llewellin, E.W.; Horwell, C.J.; Williamson, B.J.; Najorka, J.; Cresey, G.; Carpenter, M. The α-β phase transition in volcanic cristobalite. J. Appl. Cryst. 2014, 47, 1205–1215. [Google Scholar] [CrossRef] [PubMed]
- Bourova, E.; Richet, P. Quartz and cristobalite: High temperature cell parameters and volumes of fusion. Geogr. Res. Lett. 1998, 25, 2333–2336. [Google Scholar] [CrossRef]
- Engineering Property Data on Selected Ceramics: Single Oxides; Metals and Ceramics Information Centre, Battelle Columbus Laboratories: Columbus, OH, USA, 1981; Volume III.
- Taylor, A.; Doyle, N.J. The thermal expansion of titanium, vanadium and niobium monoxides. J. Appl. Cryst. 1971, 4, 103–109. [Google Scholar] [CrossRef]
- Rao, K.V.K.; Naidu, S.V.N.; Iyengar, L. Thermal expansion of rutile and anatase. J. Am. Ceram. Soc. 1970, 53, 124–126. [Google Scholar] [CrossRef]
- McPherson, R. Intercrystalline thermal stresses in polycrystalline rutile. J. Aust. Ceram. Soc. 1967, 3, 43–52. [Google Scholar]
- Kirchner, H.P.; Gruver, R.M. Strength-anisotropy-grain size relations in ceramic oxides. J. Am. Ceram. Soc. 1970, 53, 232–236. [Google Scholar] [CrossRef]
- Manning, W.R.; Hunter, O.H., Jr.; Galderwood, F.W.; Stacy, D.W. Thermal expansion of Nb2O5. J. Am. Ceram. Soc. 1972, 55, 342–347. [Google Scholar] [CrossRef]
- Dhonge, B.P.; Mathews, T.; Sundari, S.T.; Kamruddin, M.; Dash, S.; Tyagi, A.K. Combustion chemical vapour deposition of Al2O3 films: Effect of temperature on structure, morphology and adhesion. Surf. Coat. Technol. 2010, 205, 1838–1842. [Google Scholar] [CrossRef]
- Musil, J.; Blazek, J.; Zeman, P.; Proksova, S.; Sasek, M.; Cerstvy, R. Thermal stability of alumina thin films containing γ-Al2O3 phase prepared by reactive magneton sputtering. Appl. Surf. Sci. 2010, 257, 1058–1062. [Google Scholar] [CrossRef]
- Balakrishnan, G.; Kuppusami, P.; Sundari, S.T.; Thirumurugesan, R.; Ganesan, V.; Mohandas, E.; Sastikumar, D. Structural and optical properties of γ-alumina thin films prepared by pulsed laser deposition. Thin Solid Films 2010, 518, 3898–3902. [Google Scholar] [CrossRef]
- Balakrishnan, G.; Thirumurugesan, R.; Mohandas, E.; Sastikumar, D.; Kuppusami, P.; Song, J.I. Phae transition and thermal expansion studies of alumina thin films prepared by reactive pulsed laser deposition. J. Nanosci. Nanotechnol. 2014, 14, 7728–7733. [Google Scholar] [CrossRef] [PubMed]
- Dejneka, M.J.; Chapman, C.L.; Misture, S.T. Strong, low thermal expansion niobate ceramics. J. Am. Ceram. Soc. 2011, 94, 2249–2261. [Google Scholar] [CrossRef]
- Bayer, G. Thermal expansion characteristics and stability of pseudo-brookite-type compounds, Me3O5. J. Les-Common Met. 1971, 24, 129–138. [Google Scholar] [CrossRef]
- Tsetsekou, A. A comparison study of tialite ceramics doped with various oxide materials and tialite-mullite composites. Part I. Microstructural, thermal and mechanical properties. J. Eur. Ceram. Soc. 2005, 25, 335–348. [Google Scholar] [CrossRef]
- Samsonov, G.V.; Podgrushko, N.F.; Dudnik, E.M.; Selivanova, N.F.; Dvorina, L.A. Thermal expansion of the group 4 transition metal silicides. Teplofizika Vysokikh Temperatur 1976, 14, 303–306. (In Russian) [Google Scholar]
- Geng, J.; Tsakiropoulos, P.; Shao, G. A thermo-gravimetric and microstructural study of the oxidation of Nbss/Nb5Si3 based in situ composites with Sn addition. Intermetallics 2017, 15, 270–281. [Google Scholar] [CrossRef]
- Hummer, D.R.; Heaney, P.J.; Post, J.E. Thermal expansion of anatase and rutile between 300 and 575 K using synchrotron powder X-ray diffraction. Powder Diff. 2007, 22, 352–357. [Google Scholar] [CrossRef]
- Properties: Titanium Dioxide—Titania (TiO2). Available online: www.azom.com/properties.aspx?ArticleID=1179 (accessed on 29 October 2018).
- Kirby, R.K. Thermal expansion of rutile from 100 to 700 K. J. Res. Natl. Bur. Stand. Phys. Chem. A 1967, 71, 363–369. [Google Scholar] [CrossRef]
- Engberg, C.J.; Zehms, E.H. Thermal expansion of Al2O3, BeO, MgO, B4C, SiC and TiC above 1000 °C. J. Am. Ceram. Soc. 1959, 42, 300–305. [Google Scholar] [CrossRef]
- Holcombe, C.R. Thermal expansion coefficients for low expansion oxides. Am. Ceram. Soc. Bull. 1980, 59, 1219–1225. [Google Scholar]
- Douglass, D.L. Thermal expansion of niobium pentoxide and its effect on the spalling of niobium oxidation films. J. Less-Common Met. 1963, 5, 151–157. [Google Scholar] [CrossRef]
- Bengisu, M. Engineering Ceramics; Springer: Berlin/Heidelberg, Germany, 1963. [Google Scholar]
- Frommeyer, G. Structure and properties of the refractory silicides Ti5Si3 and TiSi2 and Ti–Si–(Al) eutectic alloys. In Proceedings of the NATO Advanced Research Workshop Metallic Materials with High Structural Efficiency, Kyiv, Ukraine, 7–13 September 2003. [Google Scholar]
- Williams, J.J. Structure and High Temperature Properties of Ti5Si3 with Interstitial Additions. Ph.D. Thesis, Iowa State University, Ames, IA, USA, 1999. [Google Scholar]
- He, Y.; Schwarz, R.B.; Darling, T.; Hundley, M.; Whang, S.H.; Wang, Z.M. Elastic constants and thermal expansion of single crystal γ-TiAl from 300 to 750 K. Mater. Sci. Eng. A 1997, 239, 157–163. [Google Scholar] [CrossRef]
- Li, X.T.; Huang, L.J.; Wei, S.L.; An, Q.; Cui, X.P.; Geng, L. Cycle oxidation behaviour and anti-oxidation mechanism of hot-dipped aluminium coating on TiBw/Ti6Al4V composites with network microstructure. Sci. Rep. 2018, 8, 5790. [Google Scholar] [CrossRef] [PubMed]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | MACSi | Tm | ΔHm | ΔHmsd | ΔHmsp | Tmsd | Tmsp | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| (at.%) | (K) | (kJ/mol) | (J/molK) | (kJ/mol) | (kJ/mol) | (K) | (K) | |||||||||||
| MG1 * | 7.4 |  | 2240 |  | 29.1 | | 12.99 | | 17.93 | | 11.17 | | 1838.7 | | 401.3 | | 4.58 | |
| MG2 + | 12.8 | 1747 | 25.4 | 14.54 | 10.8 | 14.6 | 1085.3 | 661.7 | 1.64 | |||||||||
| MG7 ** | 21.8 | 1647 | 24.6 | 14.97 | 8.81 | 15.79 | 910 | 737 | 1.24 | |||||||||
| Oxide | CTE | T | Volume Thermal Expansion | Thermal Expansion Anisotropy | Ref. |
|---|---|---|---|---|---|
| (×10−6 K−1) | (°C) | (×10−6 K−1) | αc/αa | ||
| γAl2O3 | 12.66 | 27–800 | 38.87 | – | [67] |
| α-cristobalite | 10.3 | 25 | – | – | [55] |
| TiO2 | 9 | 27–302 | – | – | [73] |
| 8.4–11.8 | – | – | – | [74] | |
| TiO2 (rutile) | – | 25 | 23.57 | 1.28 | [75] |
| – | 50 | 23.8 | 1.216 | [60] | |
| – | 280 | 26.78 | 1.30 | [75] | |
| – | 610 | 31.6 | 1.473 | [60] | |
| TiO2 (anatase) | 50 | 15.4 | 2.05 | [60] | |
| 690 | 39.4 | 2.147 | [60] | ||
| αAl2O3 | 7.5 | 1000–1600 | – | – | [76] |
| – | – | – | 1.125 | [67] | |
| TiO | 6.6 | ≤477 | – | – | [59] |
| NbO | 4.8 | ≤850 | – | – | [59] |
| β-cristobalite | 3.13 | 300 | – | – | [57] |
| TiNb2O7 | 2.3 | – | – | – | [77] |
| Nb2O5 | 2.19 | 25–1000 | 11.2 | 1.12 | [63] |
| 1.66 | 25–1000 | – | – | [63] | |
| 1.59–0.48 | 25–1000 | – | – | [78] | |
| TiAl2O5 | 0.8–1.3 | 25–1000 | – | – | [79] |
| αNb5Si3 | 8.75 +* | – | – | 1.254 * | [2] |
| βNb5Si3 | 10.79 +* | – | – | 1.795 * | [2] |
| Ti5Si3 | – | – | – | 3.056 * | [2] |
| 8.5 | 800 | – | – | [80] | |
| 10.2 + | 25 | – | – | [81] | |
| 9.25 + | 1000 | – | – | [81] | |
| Ti5Si3O0.4 | 10.47 + | 25 | – | 2.5 | [81] |
| TiAl (Ti44Al56) | 10.87 + | 27 | 32.6 | 0.934 | [82] |
| TiAl3 | 15 | 25 | – | – | [83] |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ghadyani, M.; Utton, C.; Tsakiropoulos, P. Microstructures and Isothermal Oxidation of the Alumina Scale Forming Nb1.7Si2.4Ti2.4Al3Hf0.5 and Nb1.3Si2.4Ti2.4Al3.5Hf0.4 Alloys. Materials 2019, 12, 222. https://doi.org/10.3390/ma12020222
Ghadyani M, Utton C, Tsakiropoulos P. Microstructures and Isothermal Oxidation of the Alumina Scale Forming Nb1.7Si2.4Ti2.4Al3Hf0.5 and Nb1.3Si2.4Ti2.4Al3.5Hf0.4 Alloys. Materials. 2019; 12(2):222. https://doi.org/10.3390/ma12020222
Chicago/Turabian StyleGhadyani, Mohammad, Claire Utton, and Panos Tsakiropoulos. 2019. "Microstructures and Isothermal Oxidation of the Alumina Scale Forming Nb1.7Si2.4Ti2.4Al3Hf0.5 and Nb1.3Si2.4Ti2.4Al3.5Hf0.4 Alloys" Materials 12, no. 2: 222. https://doi.org/10.3390/ma12020222
APA StyleGhadyani, M., Utton, C., & Tsakiropoulos, P. (2019). Microstructures and Isothermal Oxidation of the Alumina Scale Forming Nb1.7Si2.4Ti2.4Al3Hf0.5 and Nb1.3Si2.4Ti2.4Al3.5Hf0.4 Alloys. Materials, 12(2), 222. https://doi.org/10.3390/ma12020222