1. Introduction
Gas metal arc welding (GMAW) is a commonly used welding process which is used to join a wide range of metallic materials in many industrial fields [
1]. As an important improvement for the conventional GMAW process, pulsed GMAW(P-GMAW) process, which has various advantages such as high productivity, fine grain size, and process robustness [
2], is being increasingly used for joining a large variety of ferrous and nonferrous materials in reality [
3]. Using P-GMAW process technique, a stable droplet transfer can be obtained by detaching the droplet from the wire end at the end of the higher current phase or during the following base current phase [
4], and it can produce spray transfer at lower average currents, which can overcome the drawback that good thermal and electrical conductivity during welding process generally results in excessive heating of base material [
5]. However, to increase the productivity without quality drops, double-pulsed GMAW (DP-GMAW) process was then used. It was a variation form of P-GMAW process, in which a low frequency current pulse is superimposed into a single high-frequency current pulse [
6]. The low-frequency current pulse is called as thermal pulse. Hence, the droplet transfer is simultaneously controlled by the high-frequency pulse and thermal pulse. Compared to the P-GMAW process, the DP-GMAW process can adjust the parameters in a much wider range, so that the process and performance control can be easier. Also, because of the synchronization between welding current and arc voltage during the period of thermal pulse, the deposit of DP-GMAW process introduces comparatively more thermal shock compared to that of P-GMAW process, therefore the heat input was reduced and the properties of the weld joints can be improved [
7]. Apart from this merit, it has other advantages than that of conventional P-GMAW process, such as the DP-GMAW process has better gap bridging ability [
8], can reduce the porosity content in the weld pool when compared to P-GMAW process and obtain comparatively finer microstructure of weld and heat affected zone which can improve the tensile and hardness properties of the weld joint [
9], and can improve the solidification cracking susceptibility [
10] and have more wider applying areas than that of P-GMAW process. Hence, this process is a typical low-heat input technique and widely employed in various manufacturing occasions currently, it is being seriously considered by many scholars and experts.
To increase the productivity during the industrial application, the DP-GMAW process was collaborated with robot operation, which can make the operational process convenient and significantly improve the precision of process control, or realize other important functions. Recently, many relative contributions employed robots to improve the arc welding process. Yang et al. [
11] employed an arc welding robot to detect the welding quality based on the three-dimensional reconstruction using the shape from shading (SFS) algorithm; the experimental results showed that the system can quickly and efficiently fulfill the detection tasks. Chen et al. [
12] used a welding robot to acquire and optimize the weld trajectory and pose information, by means of laser sensor, charge-coupled device (CCD) camera, and other auxiliary instruments. Aviles-Viñas et al. [
13] employed an industrial KUKA robot and a GMAW type machine and proposed a real time computer vision algorithm to extract training pattern to acquire knowledge to later predict specific geometries; the final results showed that the accuracy rage can achieve 95%. The arc welding robot was also used in additive manufacturing and has obtained some significant achievements [
14]. According to these contributions, it can be noticed that compared to the traditional human-welding, welding process based on robot operation can increase the safety of the operation process, ensure the welding quality, and improve the welding efficiency. Therefore, the arc welding robots can be considered as a typical representative of intelligent manufacturing technology.
Online evaluation of weld quality is important in all of the welding processes, such as in resistance spot welding, researchers and experts took efforts to improve the tensile–shear strength of the weld [
15]. Alternatively, in some metal surface processing area, X-ray and electron microscopy were the main means to detect the formation feature [
16]. The output of the DP-GMAW process is the weld bead, hence, the evaluation of the quality of the process is to evaluate the performance of the weld bead. After the parent metal is processed using this technique, the fish scale ripples appear on the bead surface, and the appearance of the ripples can be used to justify whether the welding quality is satisfactory. As an important quality criterion of evaluating the welding quality of the arc welding process, ripples has been seriously considered by many published contributions. Hu et al. [
17] used a moving three-dimensional GMAW model to study the transient weld pool dynamic under the periodical impingement of filler droplets that carry mass, momentum, and thermal energy. The work calculated the weld pool shape and distribution of temperature and velocity as a function of time. In addition, according to the analysis of the dynamic mechanics of formation of the ripples, it concluded that the periodic impingement of droplets, weld pool dynamics, and solidification all contributed to the formation of ripples. Moreover, to obtain more detailed results, Rao et al. [
18] employed a three-dimensional moving GMAW model to explore the complex transport phenomena and their effects on the formation of the ripples. The effects of some welding process parameters, which included the welding current, drop impinging velocity, and travel speed, on the formation and final appearance were studied for a moving GMAW process. The main calculations included the transient distribution of the melt flow velocity, temperature, and species in the workpiece, as well as the weld pool dynamics and surface rippling on the solidified weld bead. The work revealed the sequence of the ripple formation, and main characteristics of the appearance of the ripple. These two works used the numerical model to explore the effects of various welding parameters on the dynamic process of the weld bead formation. Some important and useful conclusions were drawn, however, the results lacked necessary support from the actual experiments, though there were important references for the experimental operations. Wang et al. [
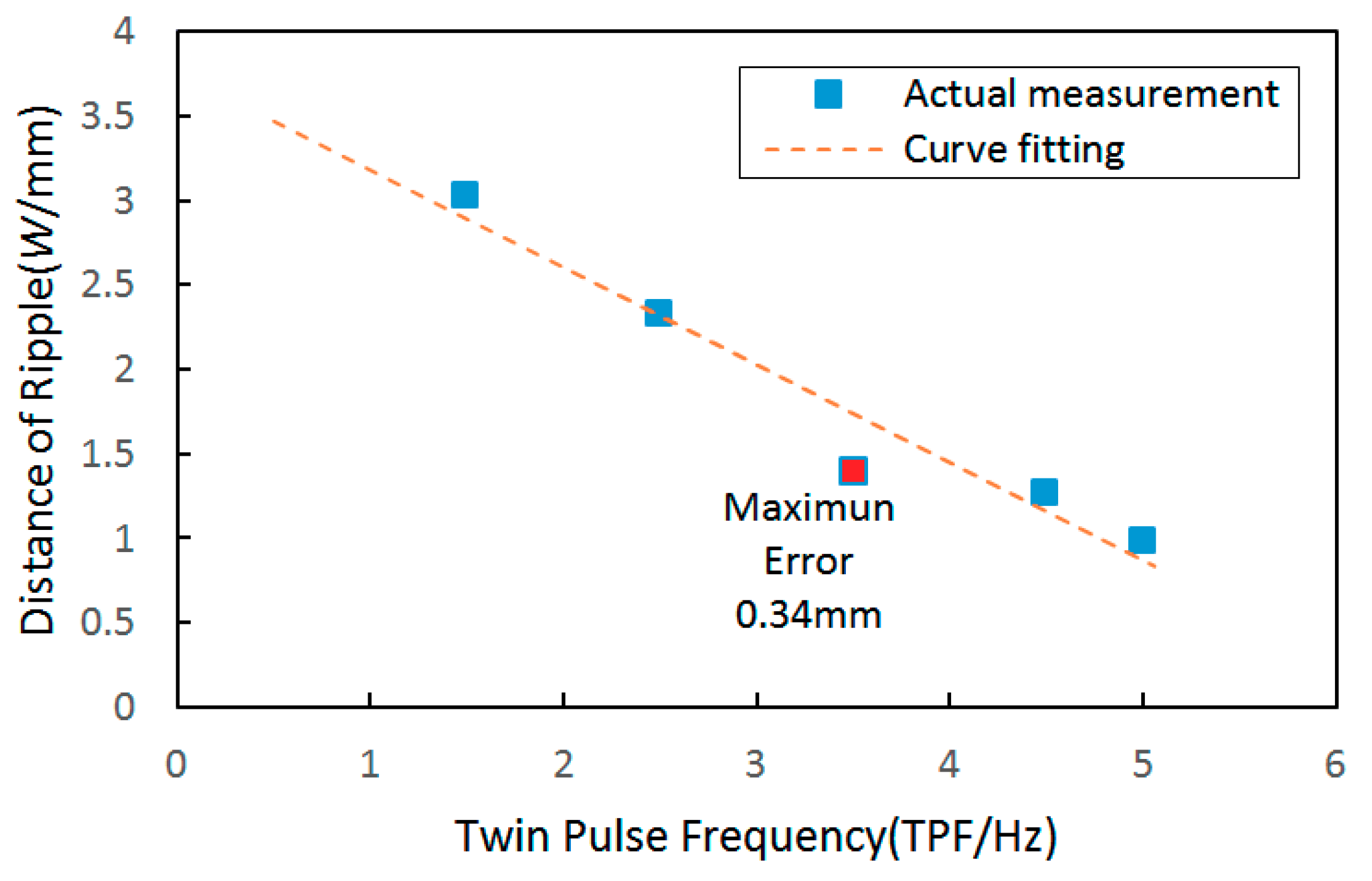
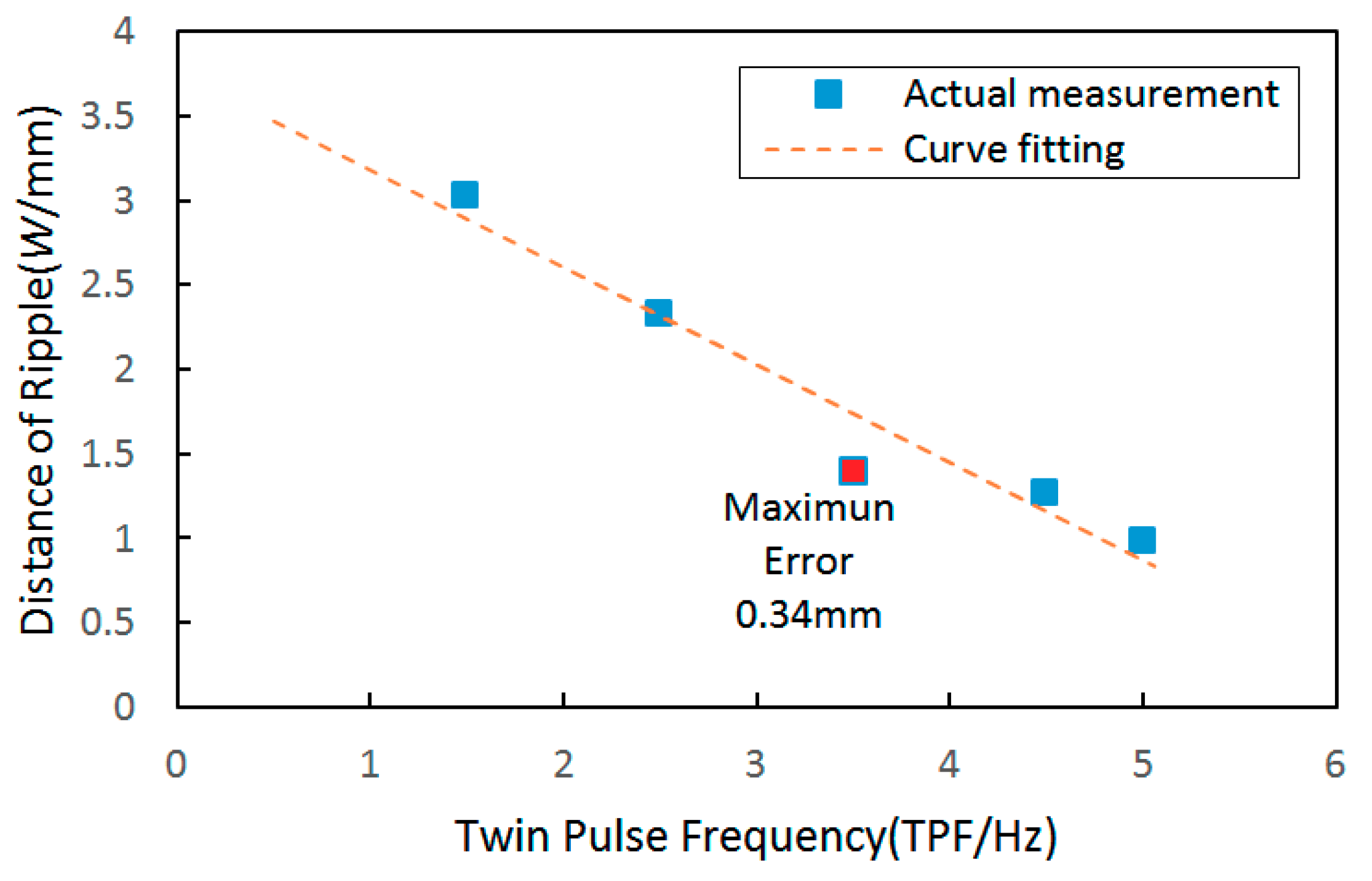
19] researched the effect of thermal frequency, which was the frequency of the low-frequency current pulse for current modulation in DP-GMAW process, on the stability of the welding process, ripple distance, maximum penetration, and grain size and hardness of the fusion zone, though a series of experiments and measurements. The work revealed that the ripple distance reduces as the thermal frequency increases.
Though there were some relative works which explored the variation characteristics of ripples during the arc welding process, the works were based on the numerical simulation analysis or only few parameters were considered. According to the theoretical analysis, the formation of the weld bead and characteristic of the ripples were related to the multi-parameters. During the DP-GMAW operation process, there are so many process parameters simultaneously influencing the process and output of the system [
20], also for the formation and characteristics of the ripples. In this work, some key operational parameters were selected to explore the effects on the formation and characteristics of ripples, and then the rules can also be sought according to the experimental observation and analyses results.
The rest of the paper is organized as follows.
Section 2 provides the key characteristics of DP-GMAW process based on robot operation. In this section some parameters and their meanings during the process are provided.
Section 3 details the experimental work, including the experimental platform and main methods. The detailed experiments and corresponding analyses are provided in
Section 4. Here, the effects of the five key operational parameters on the formation and characteristic of the ripples are presented, and the curve fitting equations between each parameter and corresponding distances of ripples are also obtained. To obtain effectiveness of the curve fitting equations,
Section 5 provides the corresponding testifying experiments. At last
Section 6 gives some important conclusions and suggestions for the future works.
2. Key Characteristics of DP-GMAW Process
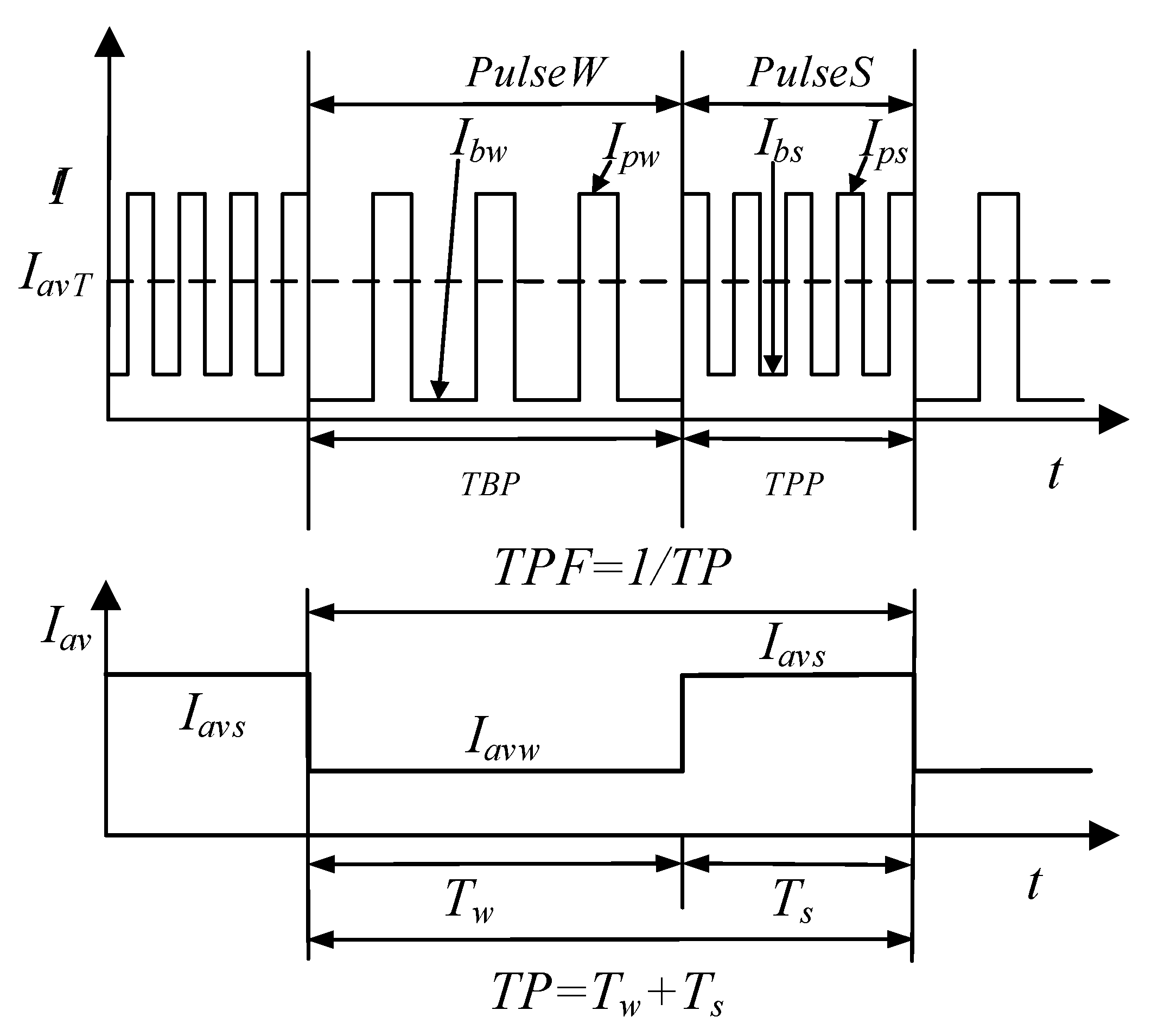
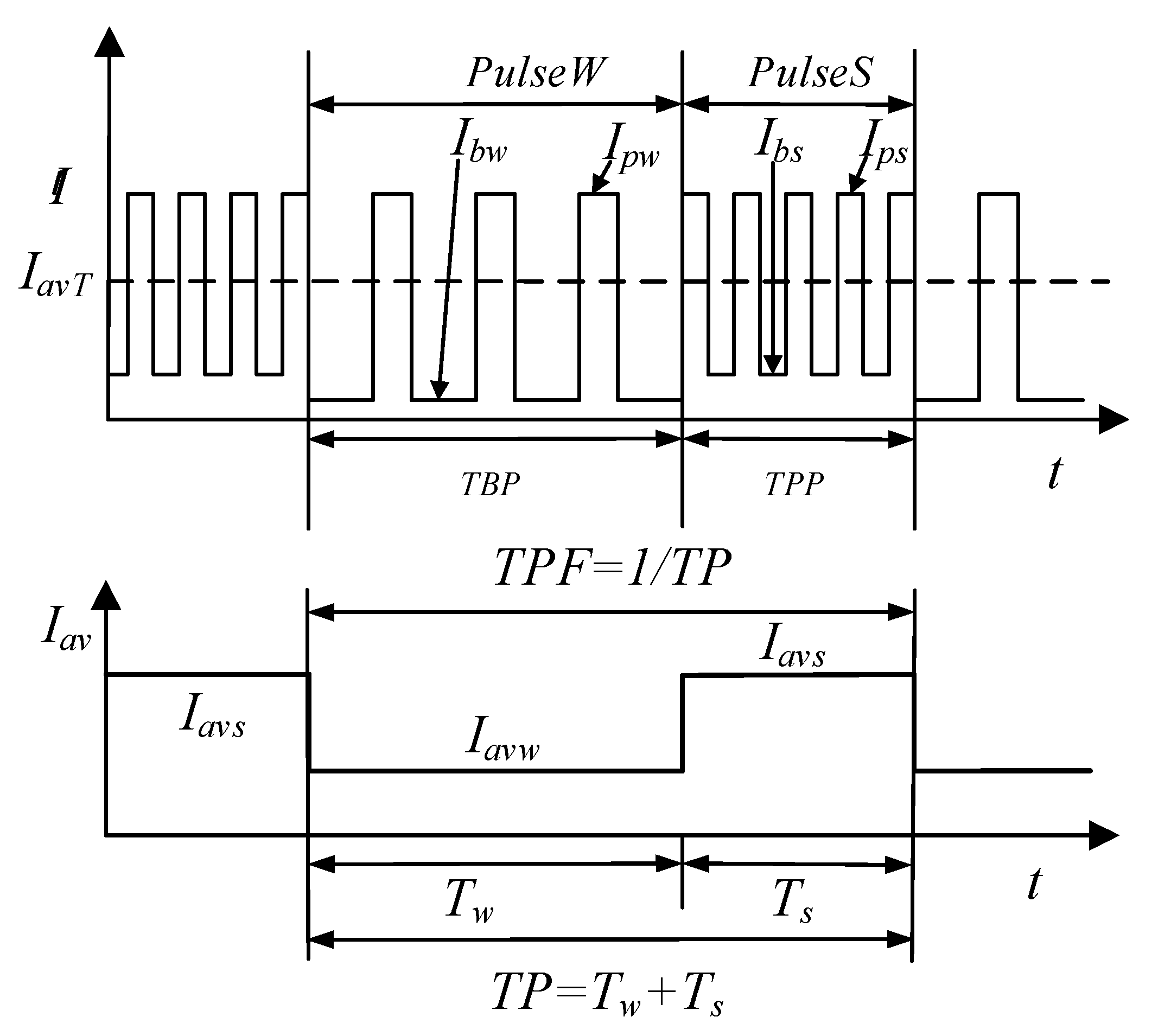
During the DP-GMAW process, the current waveform included two distinct phases, which are thermal pulse phase (TPP) and thermal base phase (TBP). The current pulses in the two phases have different frequencies. The duration of the two phases were respectively marked as
Ts and
Tw, and one thermal period (TP) was the sum of
Ts and
Tw. The frequency of the process, which is twin pulse frequency (TPF), is a reciprocal of the TP. TPF is an important parameter which can describe the speed of the current waveform adjustment, and is so related to the formation and characteristics of the ripples.
Figure 1 shows the schematic of current pulses during the process.
In
Figure 1, there are two high-frequency current pulses existing in the TBP and TPP, the pulses in TPP are stronger than that in TBP. We designated the pulse in TBP as
PulseW, while the pulse in TPP as
PulseS. In general case, the frequency of
PulseS is higher than that of
PulseW. During the process, TPF can reflect the varying speed of the strong and weak pulses sets, which are respectively
PulseS and
PulseW, and each set may include up to 10–20 high frequency pulses, and the maximum frequency may achieve 100 Hz. Hence, in general case, the value of TPF is below 5 Hz. The peak values and base values of the two pulses are named respectively as
Ips,
Ipw,
Ibs, and
Ibw. In addition, the average current in
Tw is marked as
Iavw, while the average current in
Ts is marked as
Iavs, and the
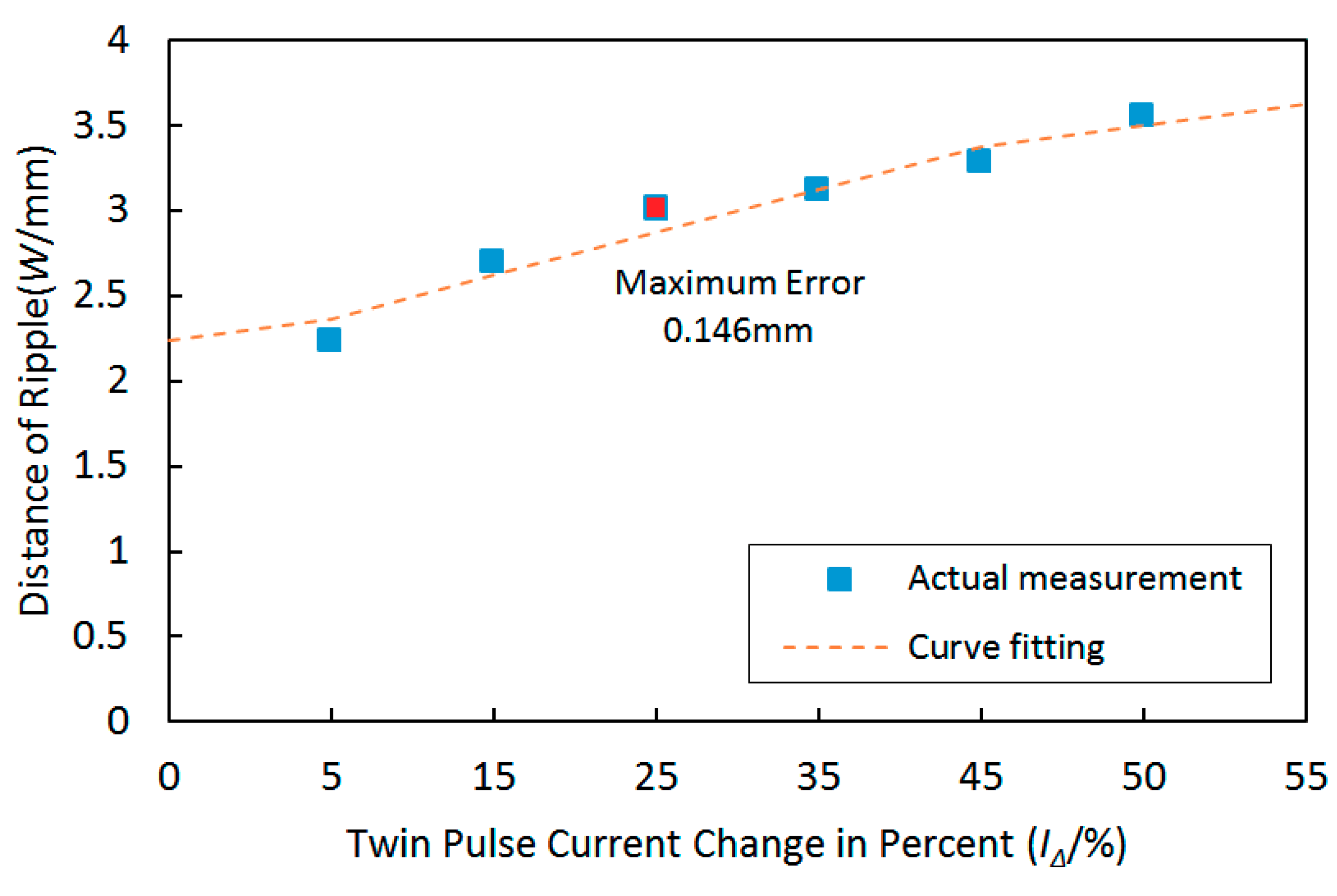
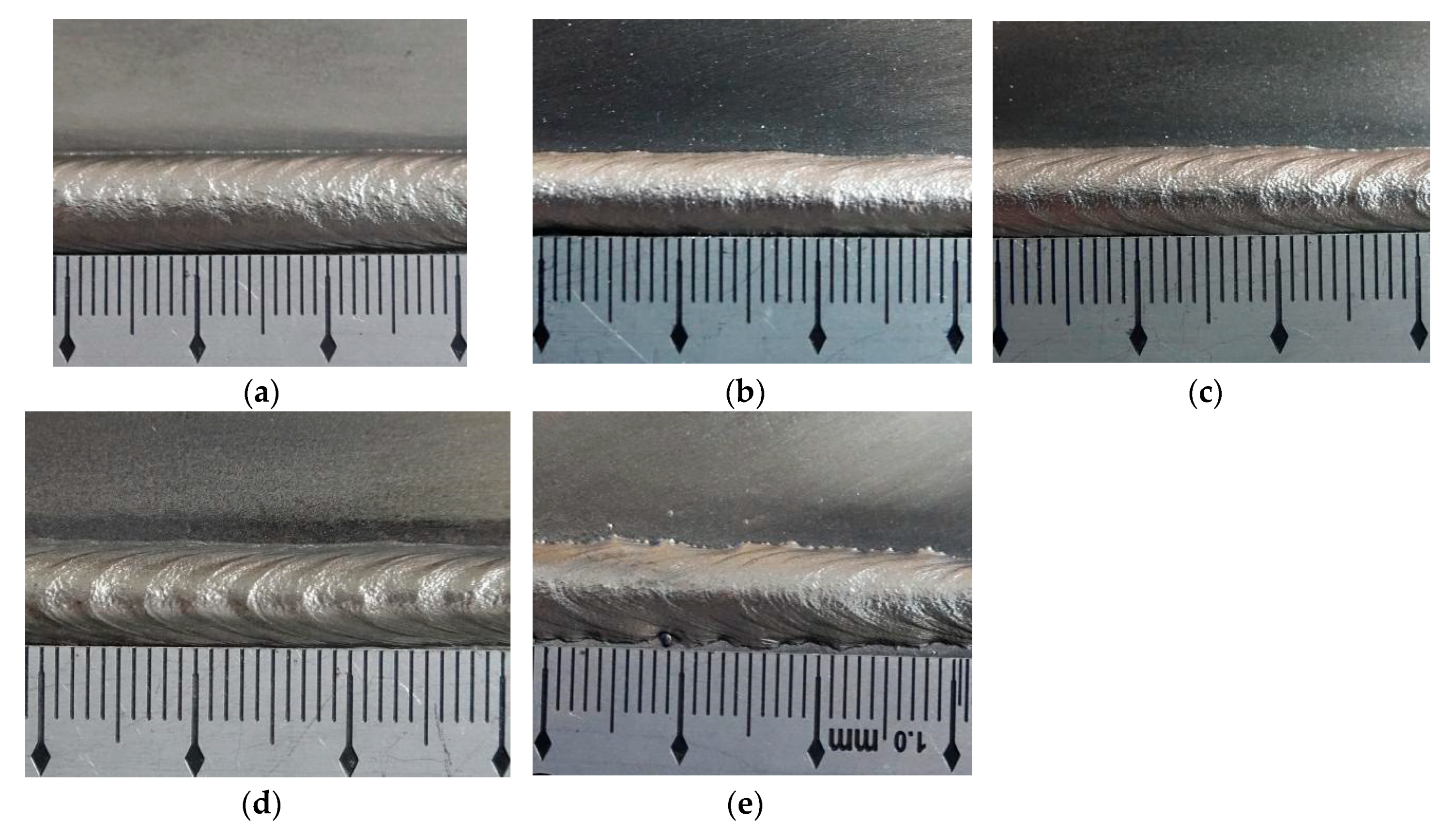
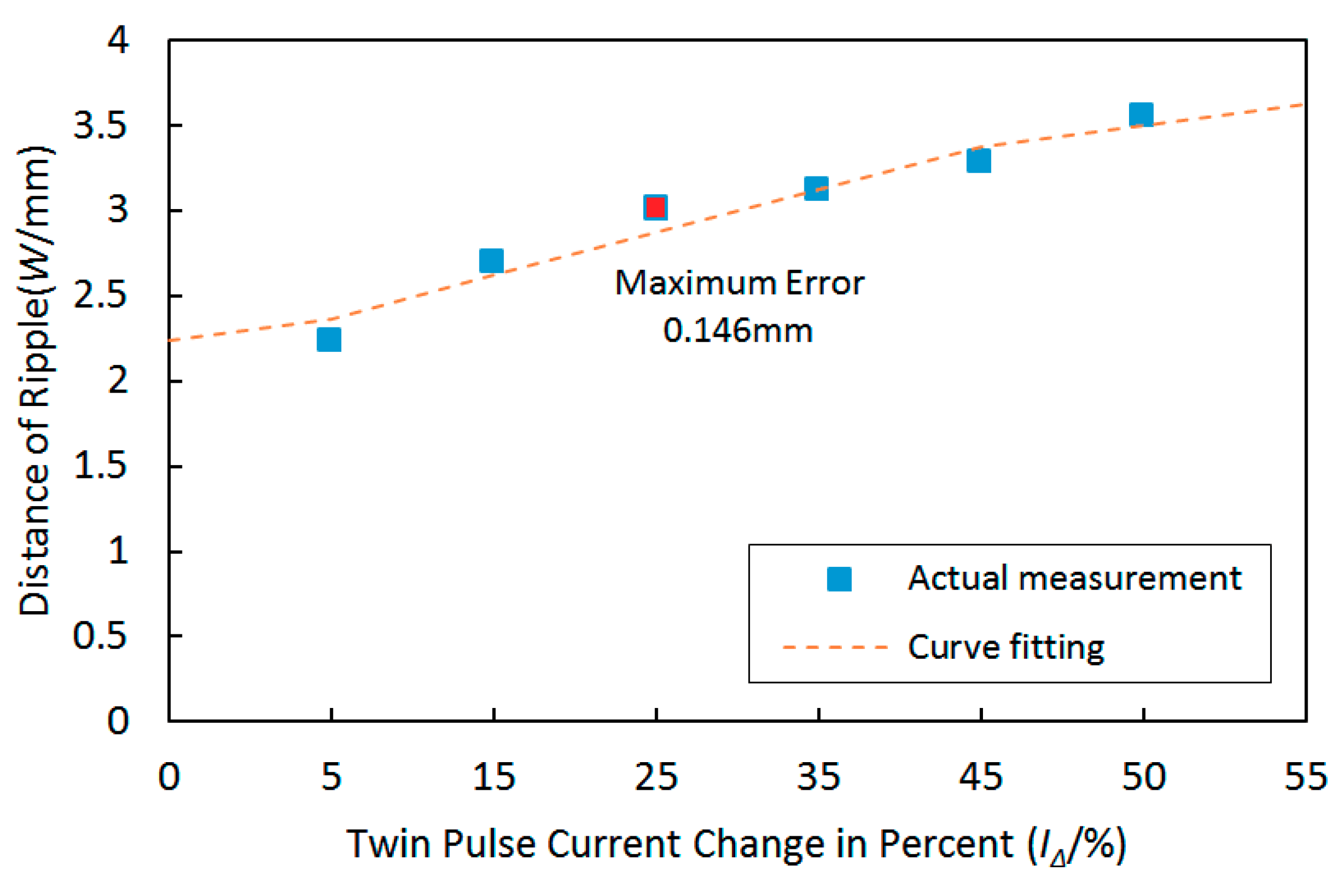
Iav denotes the average current in one thermal period. Moreover, there are some other important parameters during the process. The first is the twin pulse current change, whose value is half of the difference between average currents in the two phases. This parameter can denote the current variation during two phases. In this work, to clearly reflect the current adjustment during the process, this parameter is described together with the
Iav and using percent format, as shown in the following equation:
where
IΔ denotes the twin pulse current change in percent. In addition, the relations between the average current in two phases and the
IΔ can also be deducted as follows:
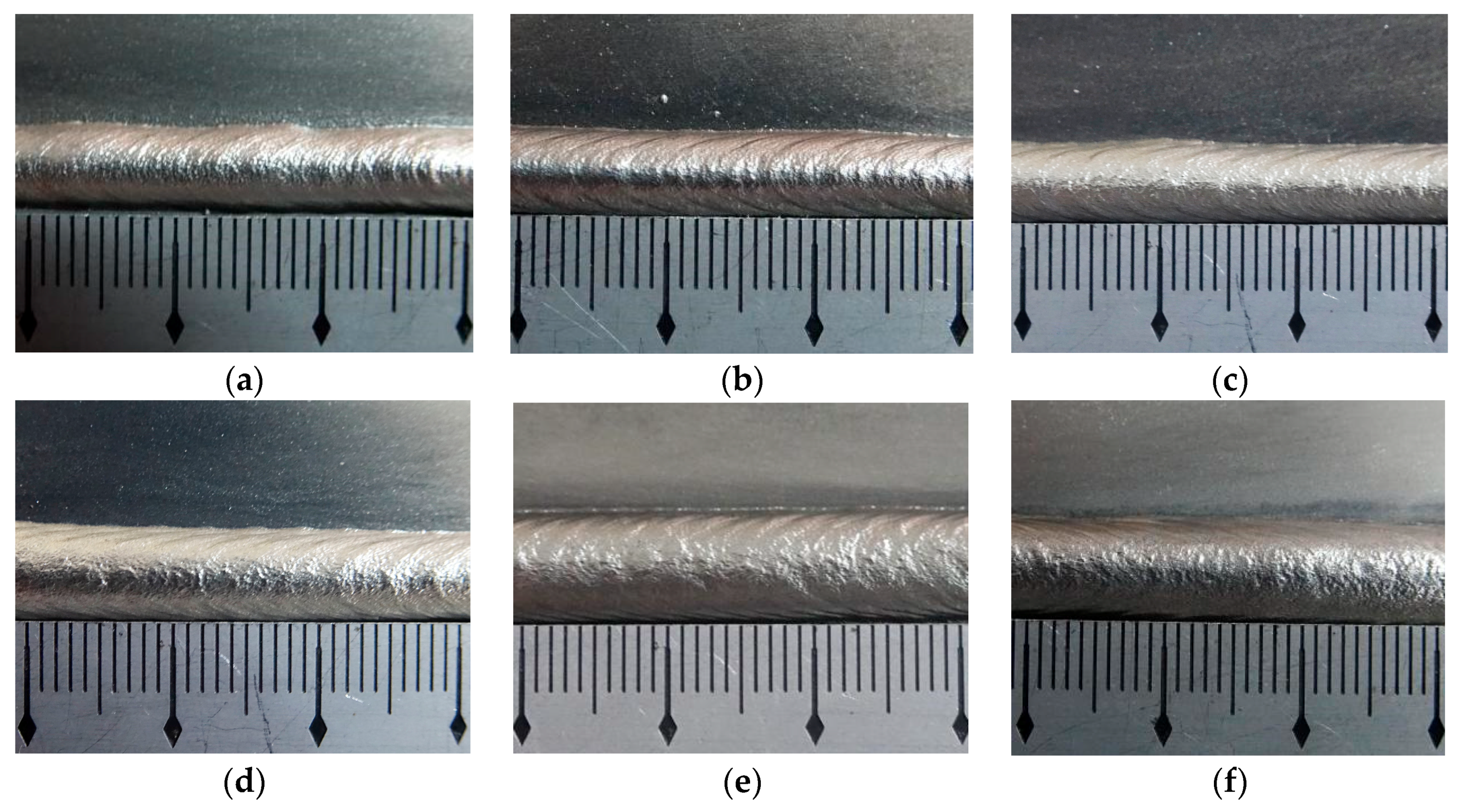
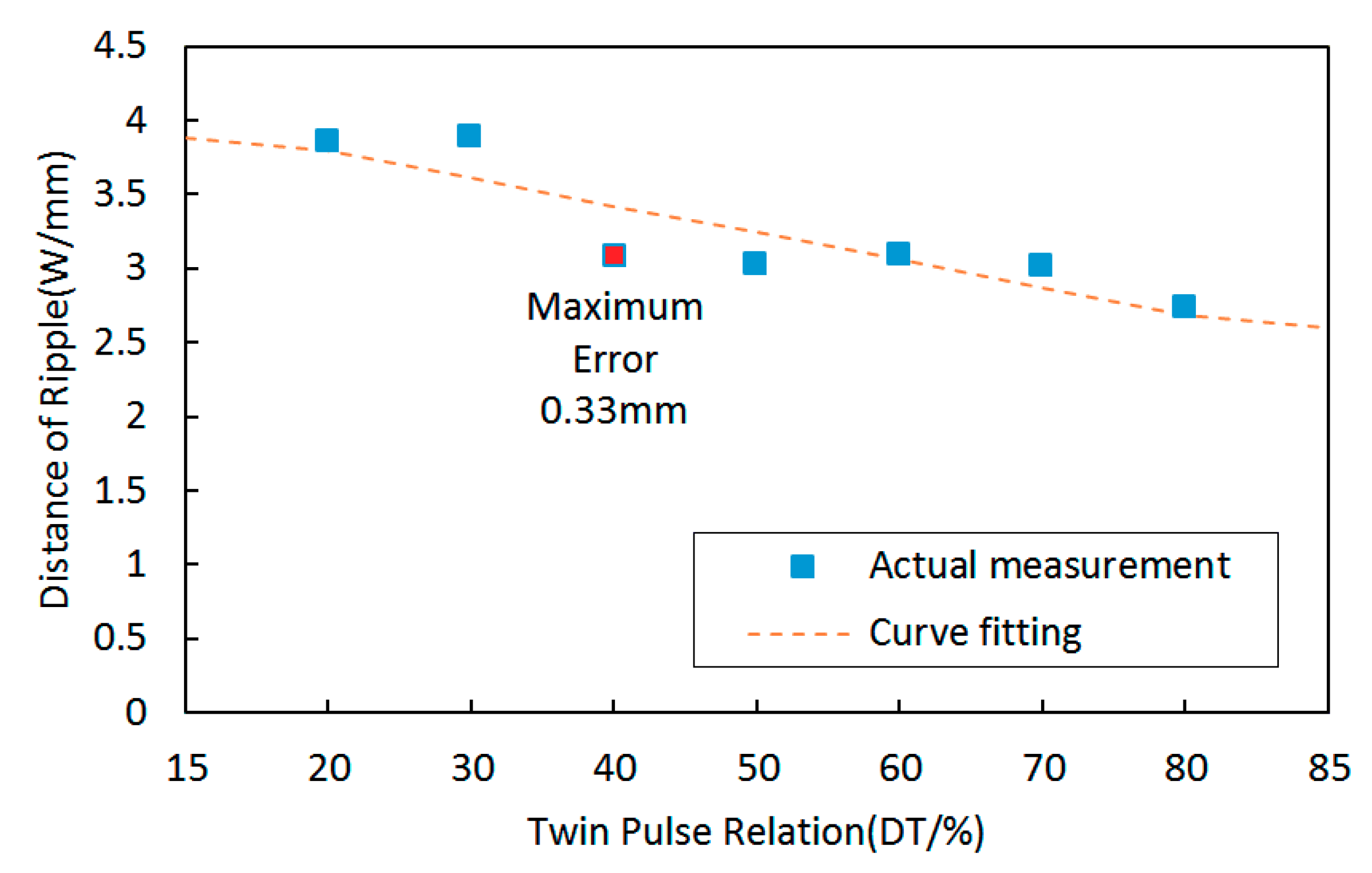
Moreover, the proportion of the time of the thermal pulse phase (
Ts) in one thermal period (
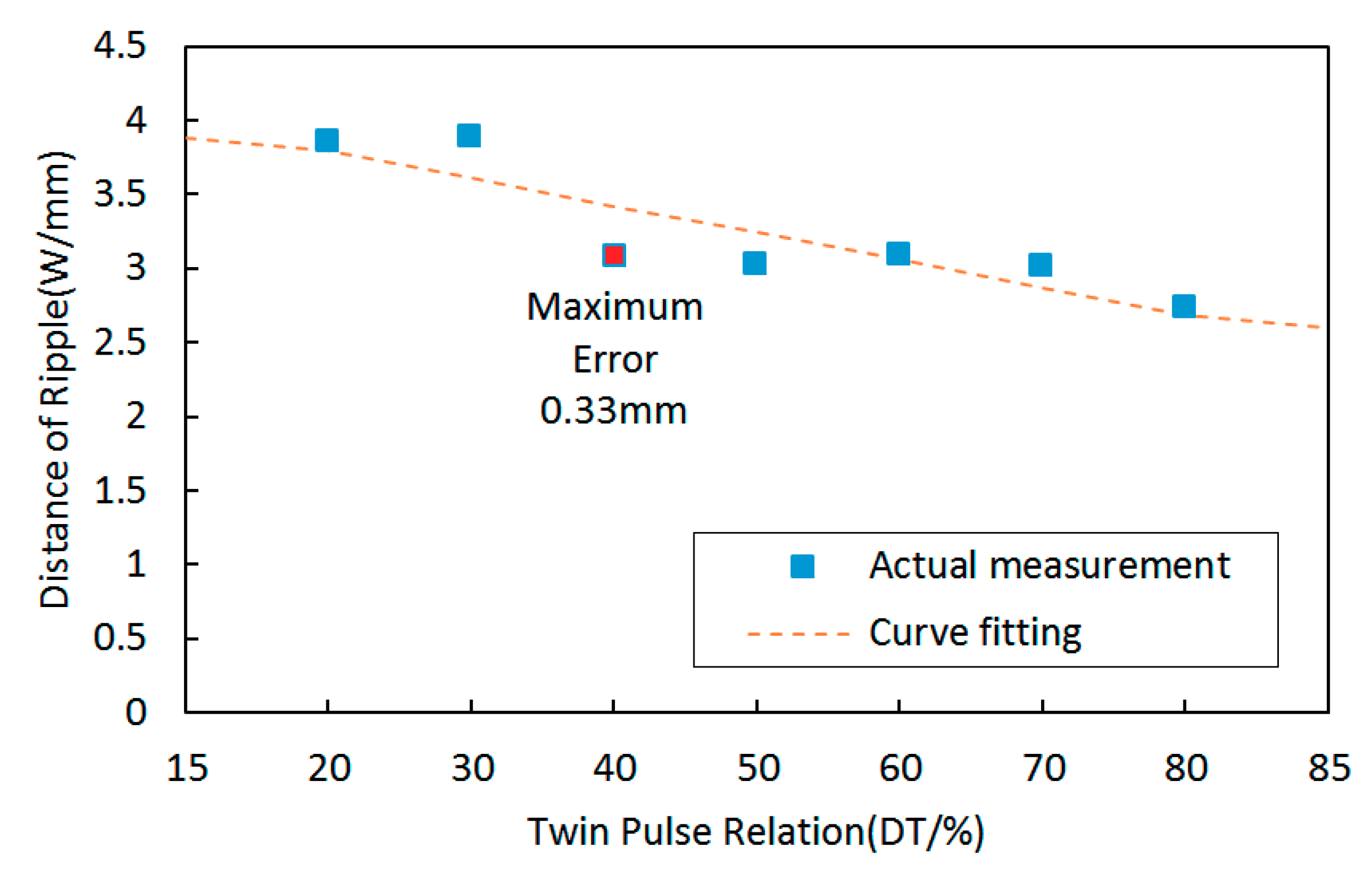
TP), is denoted as twin pulse relation in this process, its mathematical description is as follows:
where
DT denotes the twin pulse relation in this work.
According to the above description, there are various operational parameters during the DP-GMAW process, and proper combination of these operational parameters is very important to obtain ripples with satisfactory appearance and quality. However, during the traditional operation process, it is difficult to appropriately adjust all of parameters one by one. In this work, the latest twinpulse XT DP control process developed by LORCH Company ( Im Anwänder Auenwald, Germany) was used. The technique used in this equipment has two significant merits. The first is that the current pulse frequencies in TPP and TBP are higher, which can achieve respectively 100 and 30, than those during the traditional DP-GMAW process; while the second is that when the average welding current in one TP can remain constant, and the peak and base values of the current pulses in two phases are unchanged. The adjustment for the pulses in two phases can be conducted by only adjusting the average current Iav and the twin pulse relation DT. Hence, for double current pulses during the process, this technology can decrease the number of operational parameters which should be adjusted, so that the process control can be more effectively and conveniently executed.
In addition, in this work, an industrial robot was employed to control the operation. In general, the arc welding based on robot operation can accurately control the welding speed in order to assure the same welding time for parent metal with a certain length. Through a special collaborative control instrument, the predetermined operation program can be precisely executed and some important relative process signals can also be collected and analyzed in real time. In addition to accurately control the welding speed, the robot can precisely adjust online the inclination of the electrode. In this work, a fixed inclination of the electrode was used to test the effects of operational parameters on the formation of ripples.
3. Experiments of the Work
3.1. Experimental Equipment and Platform
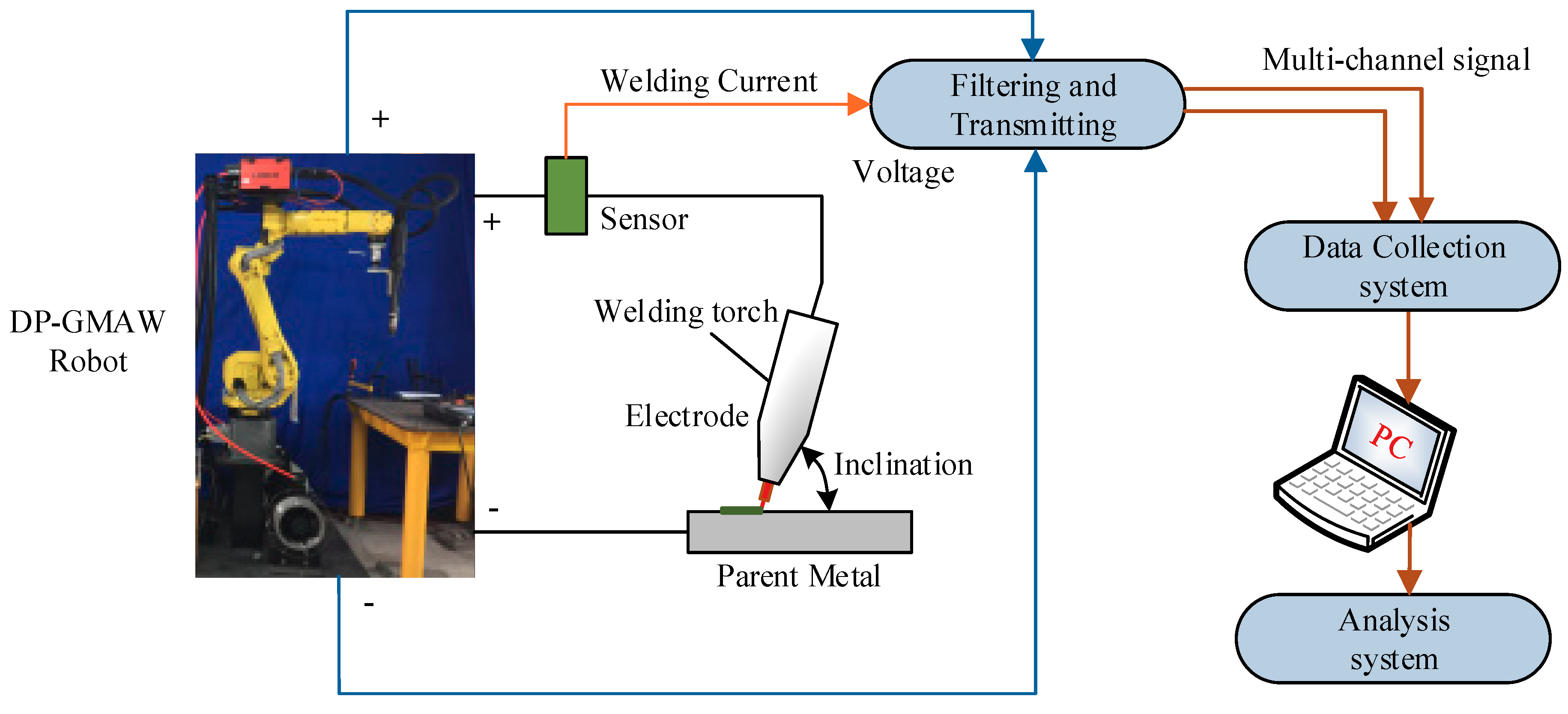
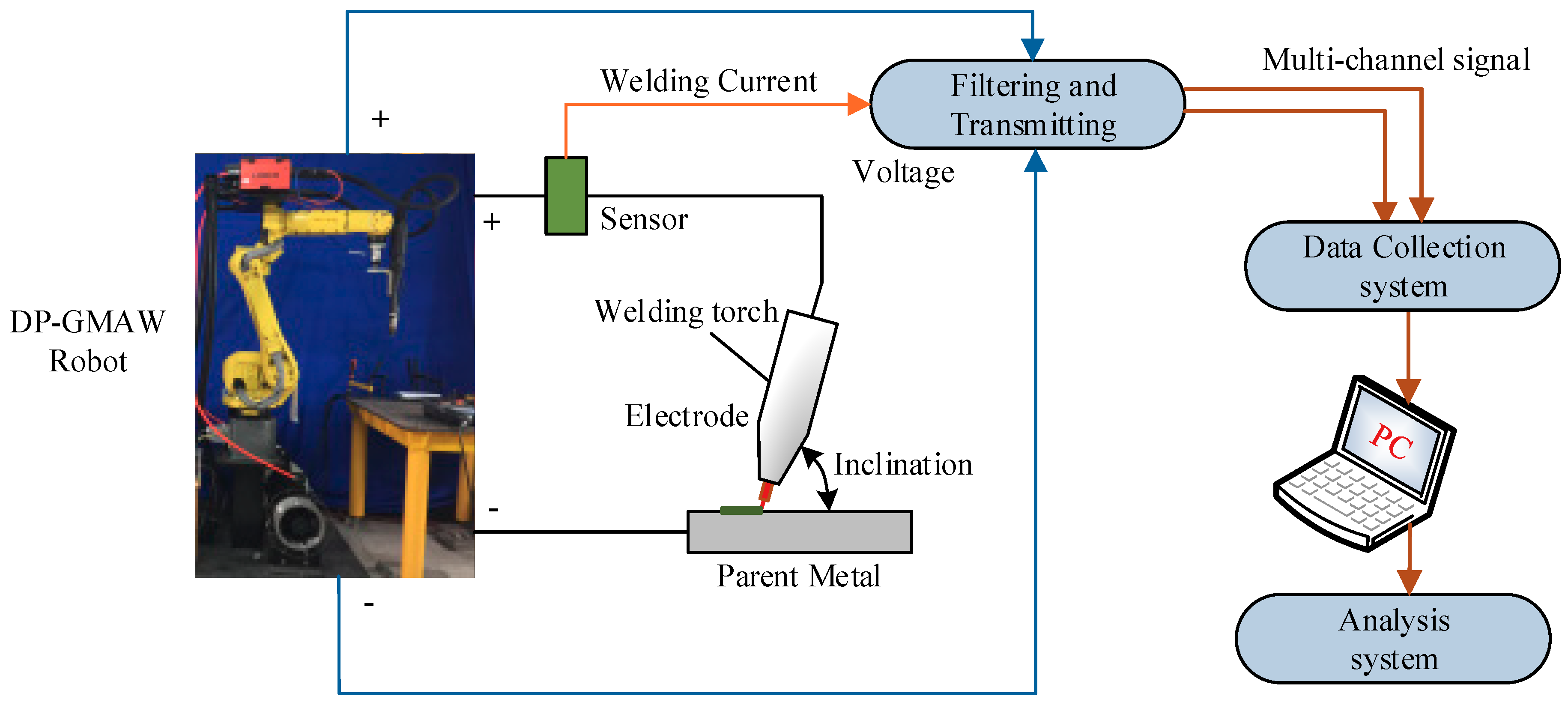
To explore the detailed effects of the operational parameters on the formation of the ripples during the DP-GMAW process, corresponding experiments using the DP-GMAW process based on robot operation were conducted in this work. The experiment platform was composed of a FANUS Robot M-10A (FANUS Corporation, Oshino-mura, Yamanashi Prefecture, Japan) industrial robot, a LORCH S-RobotMIG (Lorch Schweißtechnik GmbH, Im Anwänder, Auenwald, Germany) arc welding machine, a wire feeder machine, a welding torch, and some other auxiliary equipment. The industrial robot controlled the welding speed and the inclination of the electrode. During this process, the degree of the inclination of the electrode used the backward inclination mode, which meant that the electrode inclination went along the welding direction. The current waveforms in TPP and TBP were controlled by the LORCH arc welding machine (Lorch Schweißtechnik GmbH, Im Anwänder, Auenwald, Germany). Moreover, a self-designed multi-channel signal collection system and corresponding analysis system were used.
Figure 2 shows the experimental structure and platform employed in this work.
The parent metal in this work used the 304 stainless steel, the tensile strength was 520 MPa, and the size was 250 mm × 60 mm × 3 mm, while the welding wire used the 316 L stainless steel with a diameter of 1.2 mm.
Table 1 shows the material characteristics of the parent metal and the welding wire.
In addition, the shielding gas was composed of 98% pure argon and 2% CO2 with 15 L/min of velocity. The length of wire extension was 12 mm. The work used the flat surfacing welding. Furthermore, to obtain accurate results to reflect the corresponding effects, the surface of each parent metal should be processed by angle grinder to eliminate the oxides, and then washed by special alcohol. Then, the corresponding welding actions can be started.
3.2. Experimental Method
The DP-GMAW process in this experiment used the twinpulse XT DP control process, the changing operational parameters were average current (A), welding speed (cm/min), twin pulse relation (%), twin pulse current change in percent (%), and twin pulse frequency (Hz). To explore the effect of one specific operational parameter on the formation and characteristic of ripples, the values of other operational parameters should be unchanged. Hence, before changing the target operational parameter, one array of reference conditions of operational parameters should be confirmed.
After some relative trails and analyses, the reference experimental operational parameters are shown in
Table 2.
Then to explore the effects of different operational parameters on the variation rules of the characteristic of the ripples, the relative operational parameters were changed when other operational values remained unchanged as in
Table 2.
The experimental process is as follows:
The upper and lower limits of each operational parameter were obtained through relative experiments, then for one operational parameter, some testing values following the isometric mode were set, in order to obtain the effect of this operational parameter on appearance and other characteristics of the ripples.
Curve fitting tool was used to obtain the equation of experimental results using this operational parameter.
Other operational parameters were also employed to use the same method to obtain the corresponding characteristics analyses and equations, and the errors of the curve fitting equations were also obtained.
Conclusion of the effect of each operational parameter on the variation rules of the distance of the ripples was drawn.
3.3. Measurement Principle and Method
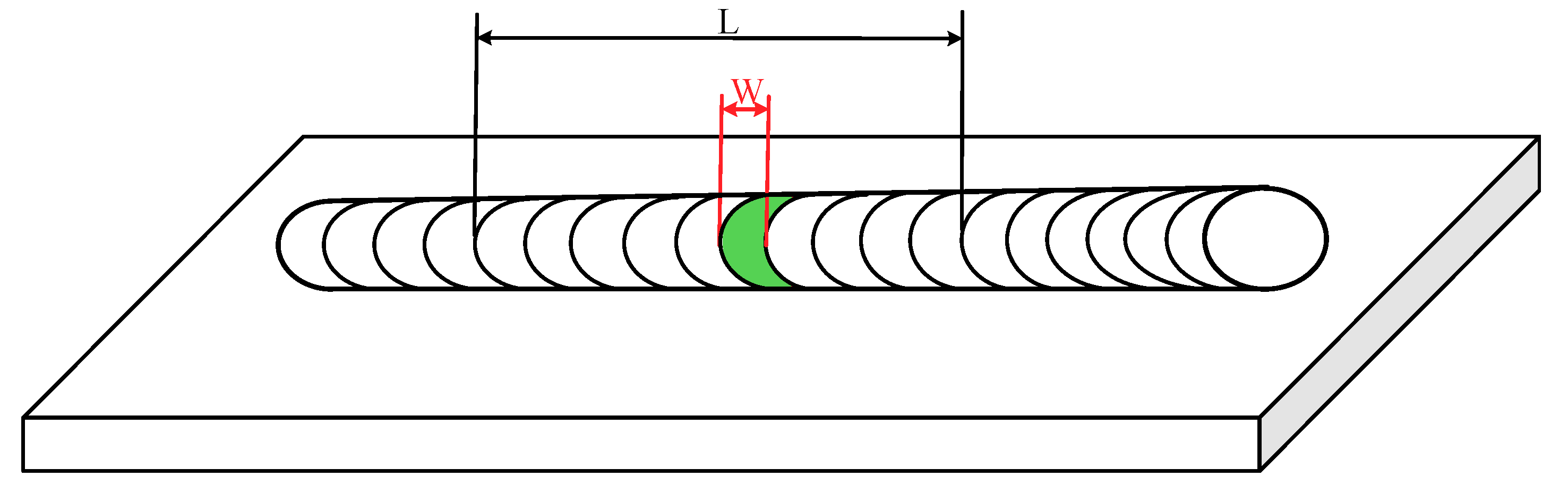
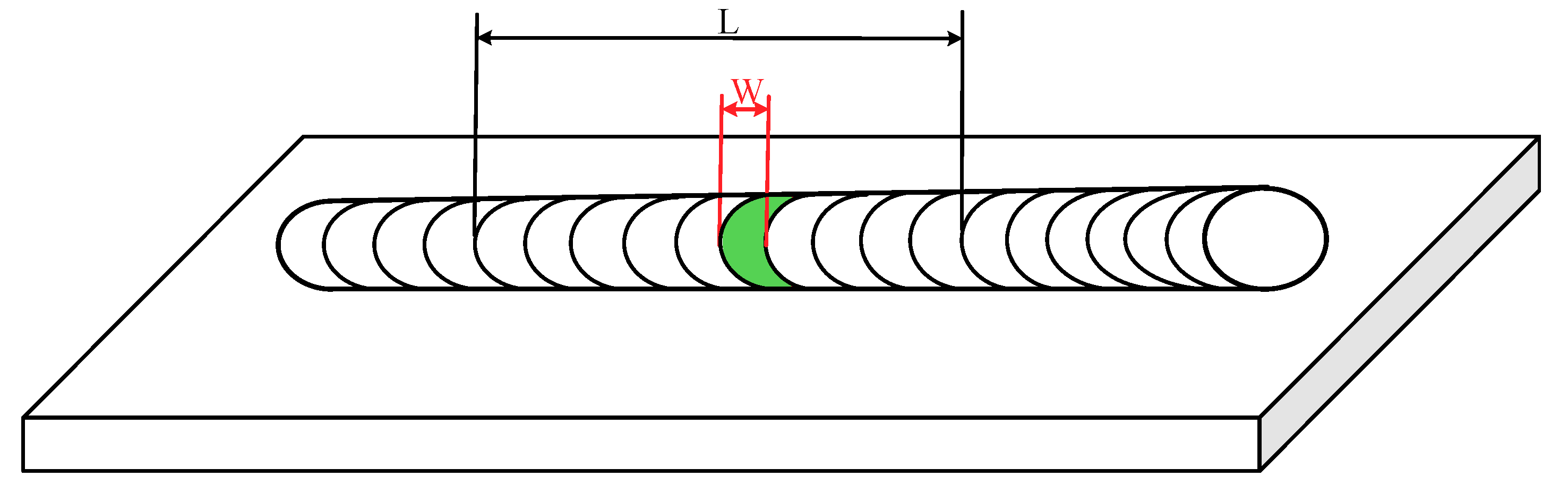
In this work, the formation and the characteristics of ripples were seriously considered. For ripples, apart from the appearance observation, other criterion, which is the distance of ripples, can be used to quantitatively describe the characteristic. Hence, this work also employed the distance of ripples as the evaluation criterion for the ripples in each experiment. In general, the distance of ripples referred to the length of the weld bead between the tops of two adjacent ripples, as shown in
Figure 3.
The distance of the ripple is marked as
W in
Figure 3. It can be noticed that
W is the largest distance between the two adjacent ripples.
However, during actual welding process, the ripples in one weld bead may be irregular, or the distances were not uniform in reality. Direct measurement of the distance may induce large errors. To decrease the errors and obtain more accurate and reliable results, two measurement methods were designed in this work.
The first method is shown in
Figure 3. Ten ripples were selected in the middle of the weld bead, then the total length can be measured, which was marked as
L. Hence, the average distance of ripples can be obtained as follows:
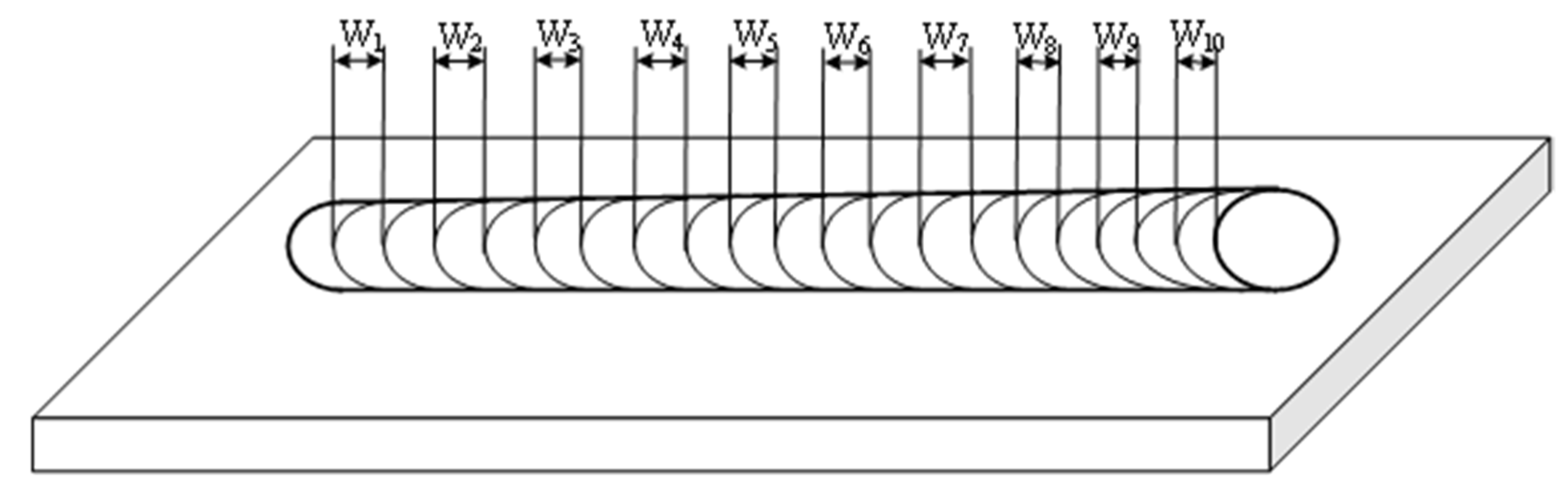
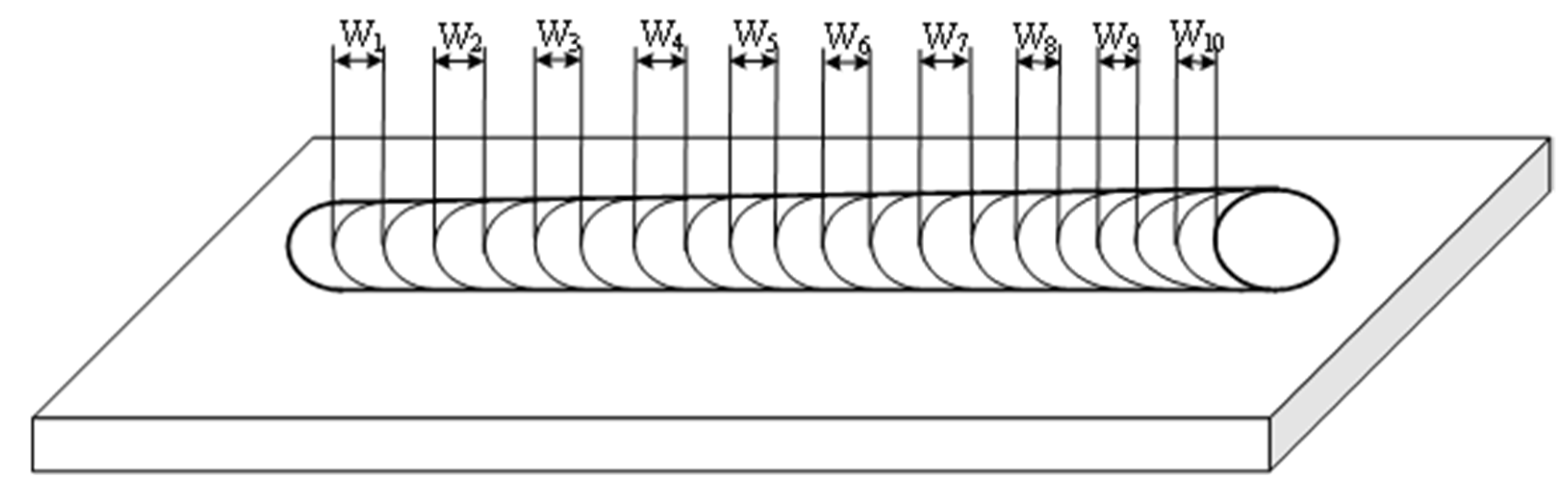
The second measurement is shown in
Figure 4. In this method, 10 single ripples were selected and then the distance of each ripple was obtained; then the average distance of the ripples was obtained as follows:
In this work, the accuracy of the measurement of the distance of the ripples was very important. Hence, above two measurements were combined. During the data processing, two staffs, who were marked as
A and
B, respectively used the first and second methods to obtain corresponding results. Four measurement results were obtained for each weld bead. Then the final distance was the average value of the four results. The calculation can be shown as follows:
It can be noticed that combining two measurement methods and using the average value as the final distance can decrease the systematic error and human measurement error, and measuring several times can decrease the random error. Hence, the final distance using these measurement methods were enough reliable.
3.4. Evaluation Method for the Errors of the Curve Fitting
In this work, the measured distance and the variation of the operational parameters can be curve fitted to explore the corresponding effects. To evaluate the performance of the equation using curve fitting, mean squared error (MSE) was employed. The mathematic description of the MSE is as follows:
where
m is the number of the values of distance,
yi is the measurement value,
is the value obtained from the curve fitting. It can be noticed that smaller
MSE means more accuracy of the curve fitting.
6. Conclusions and Future Works
This work focused on the effects of some of the main operational parameters on formation and characteristics of ripple, which was a typical output and was considered to be one of the most important quality criterion during the DP-GMAW process. Five main operational parameters, such as average current, welding speed, twin pulse frequency, twin pulse relation, and twin pulse current change in percent, were selected. Reasonable and reliable measurement of distance of ripples were employed in the work to provide convinced and accurate data. Corresponding curve fitting equations between each selected operational parameter and the distances of the ripples were developed according to a series of experiments. During proper variation ranges of five key operational parameters, the variation ranges of the distances of ripples were respectively 1.52 mm, 3.85 mm, 2.04 mm, 1.16 mm, and 1.32 mm, while corresponding standard deviations were respectively 0.51, 1.31, 0.76, 0.41, and 0.42. After a series of analyses and experimental verifications, some conclusions can be drawn as follows:
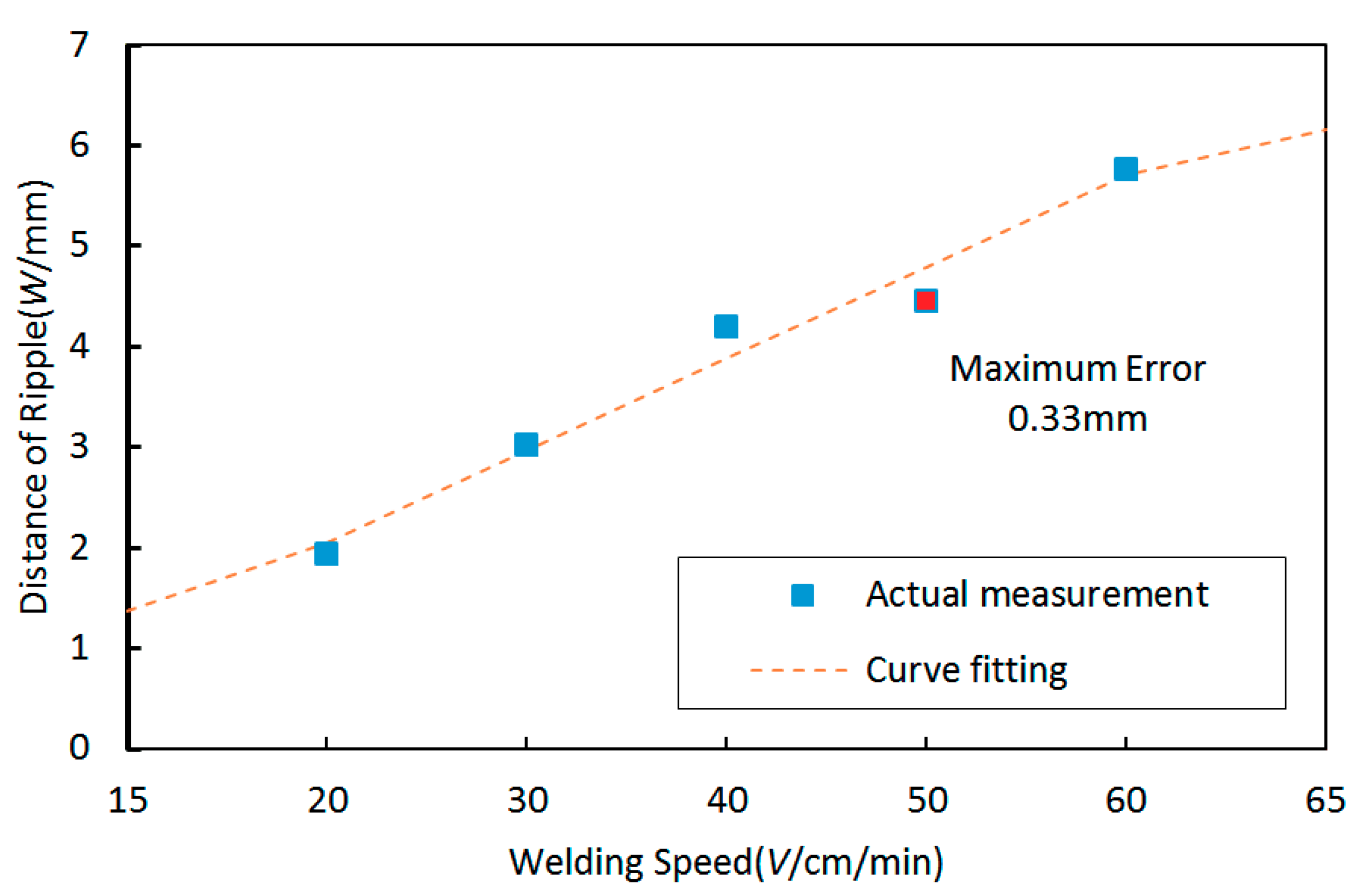
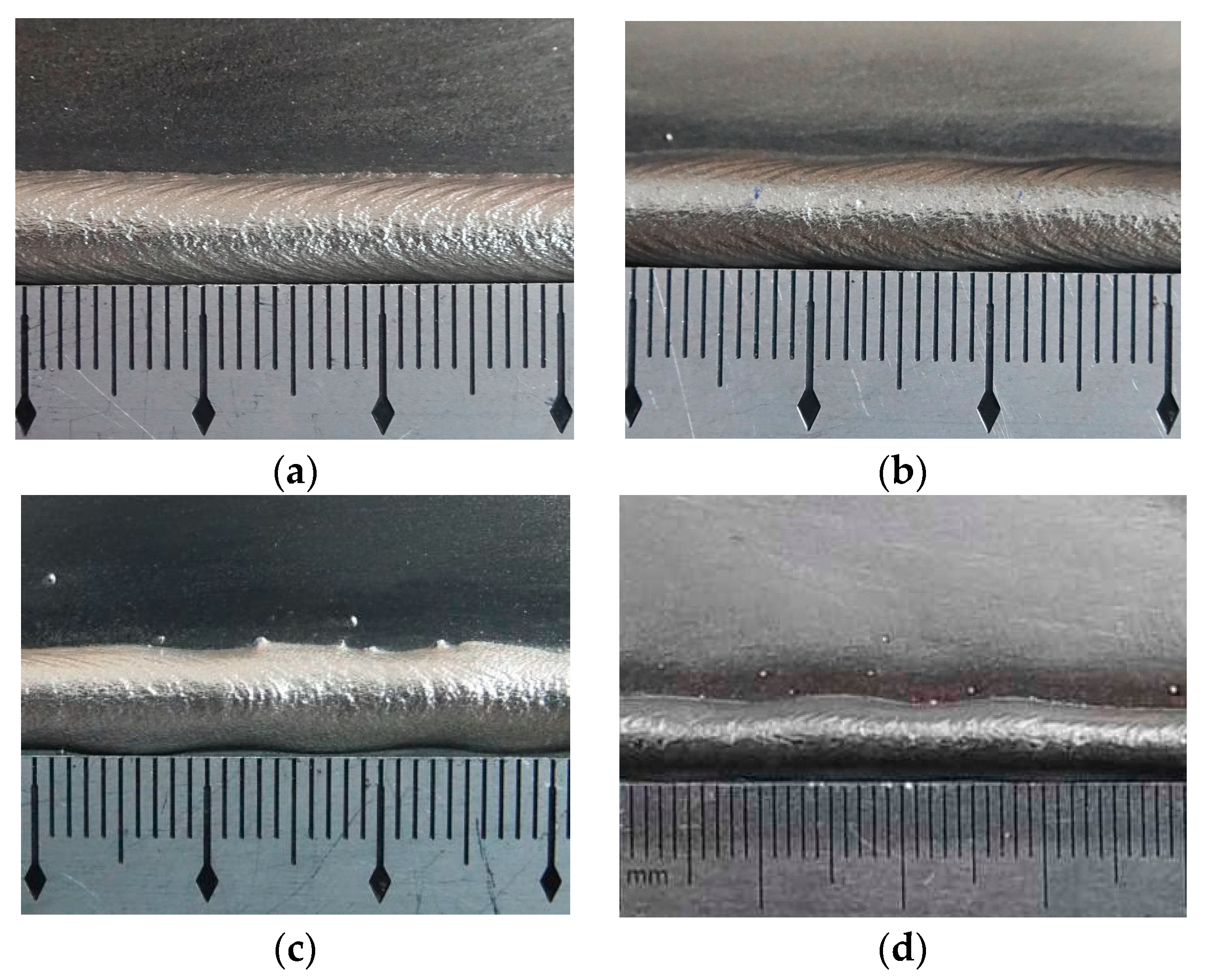
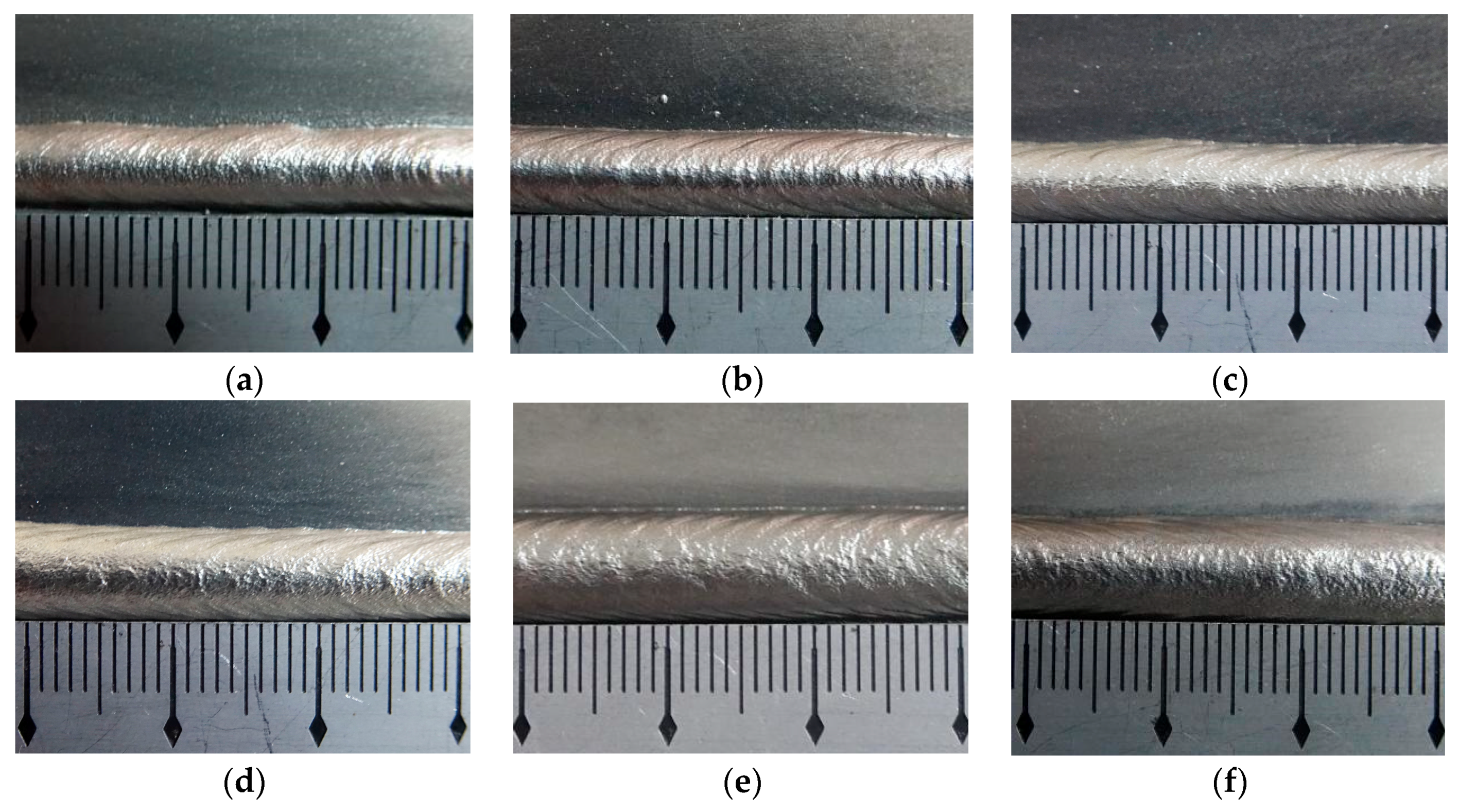
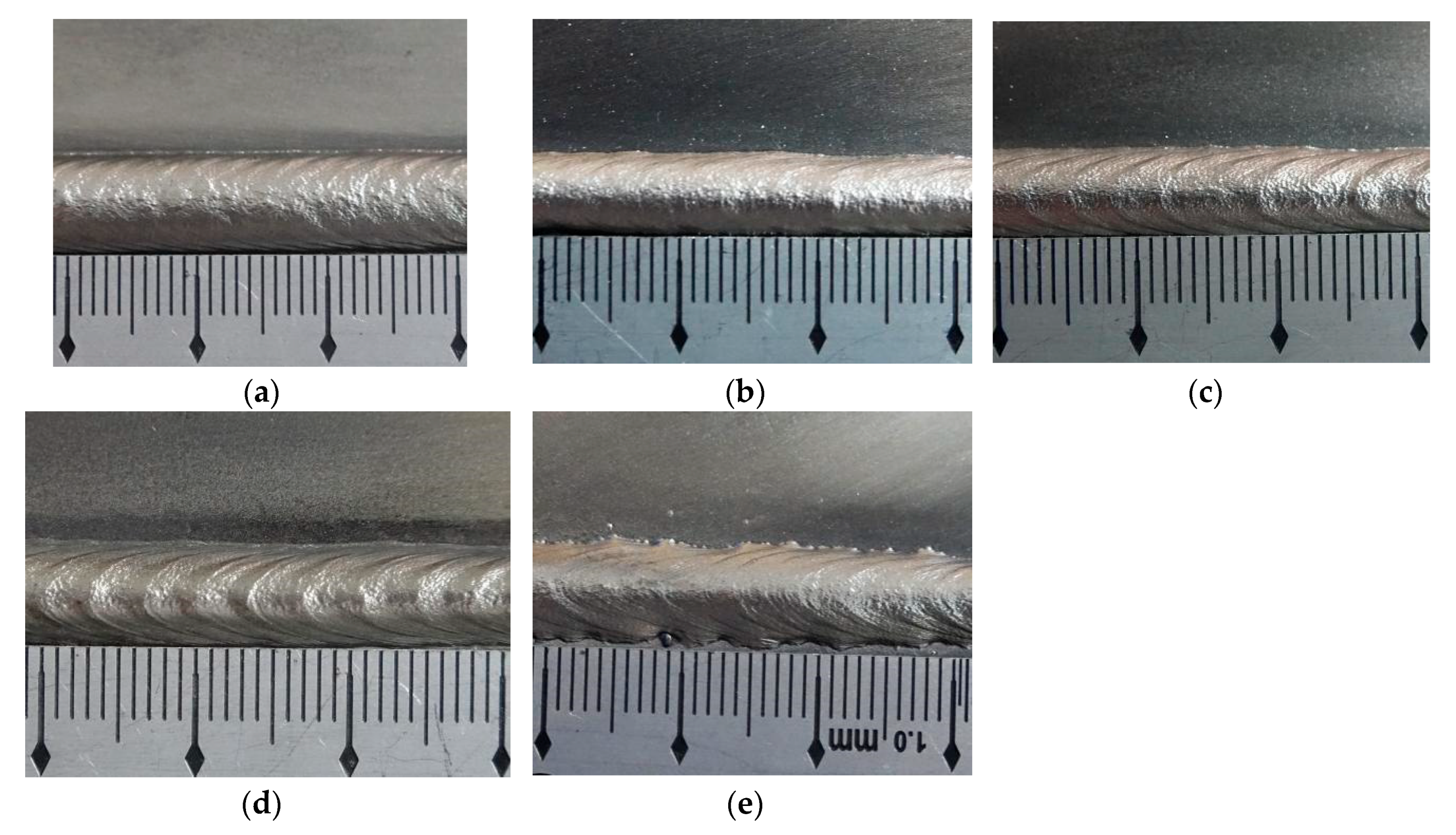
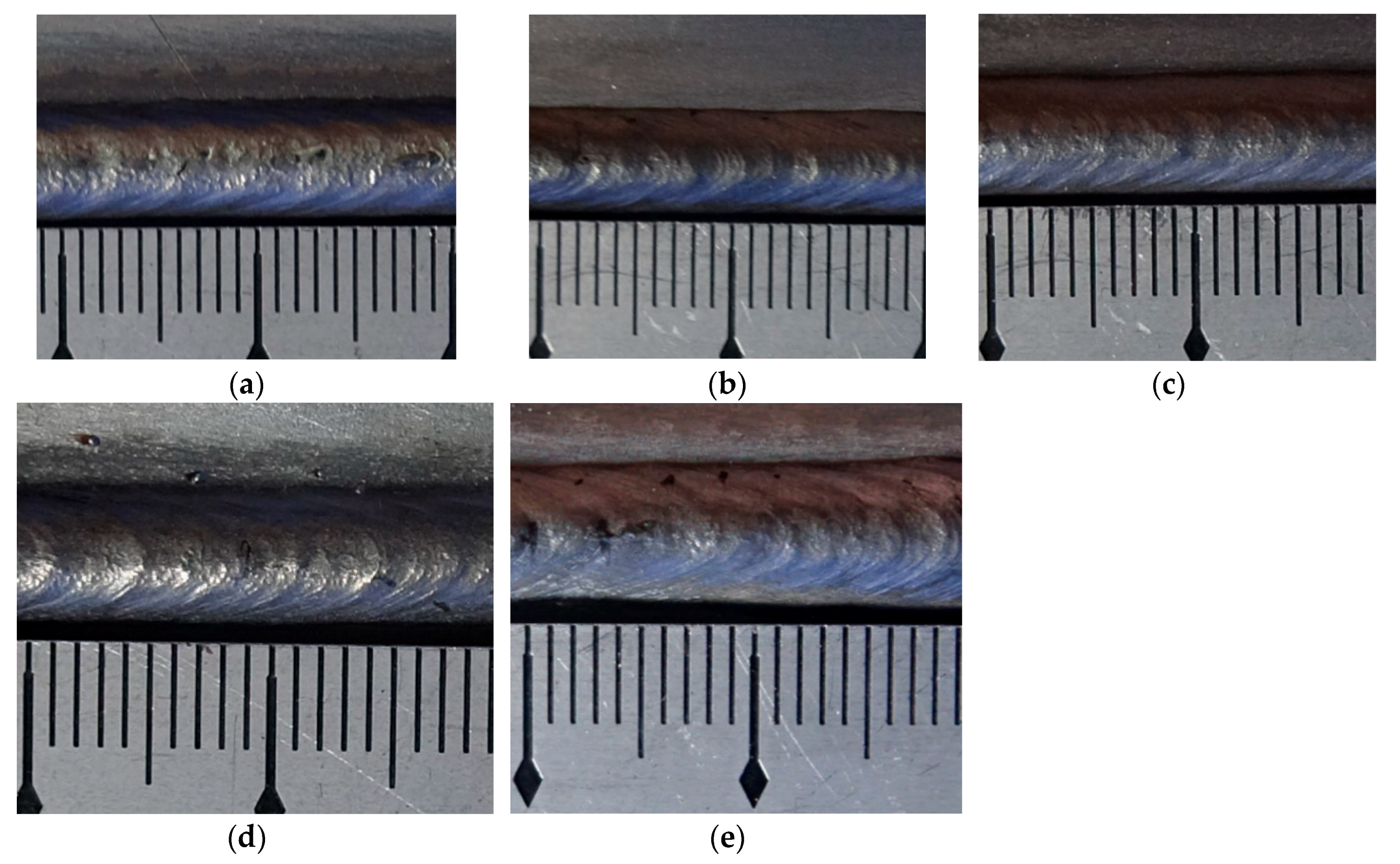
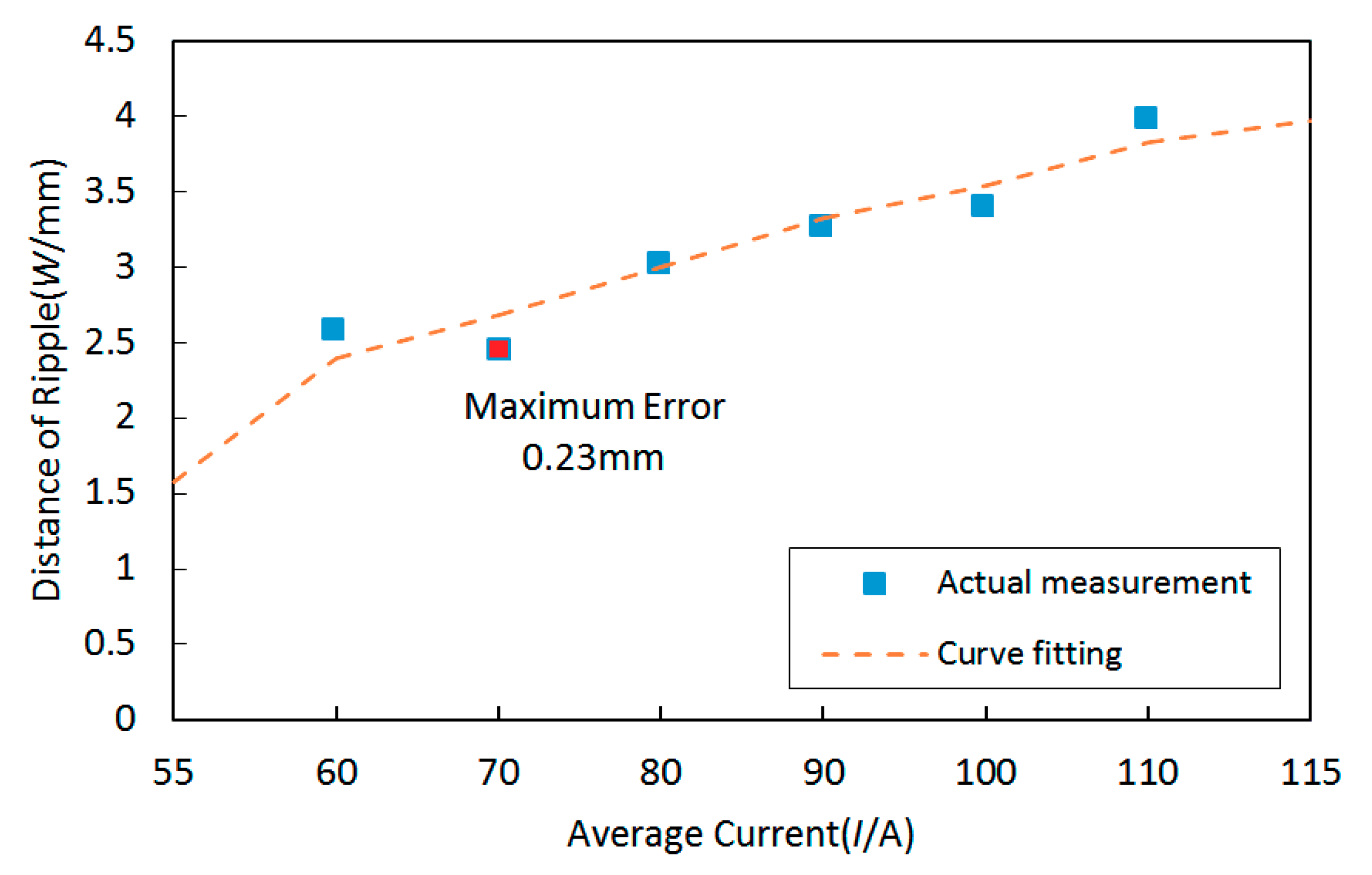
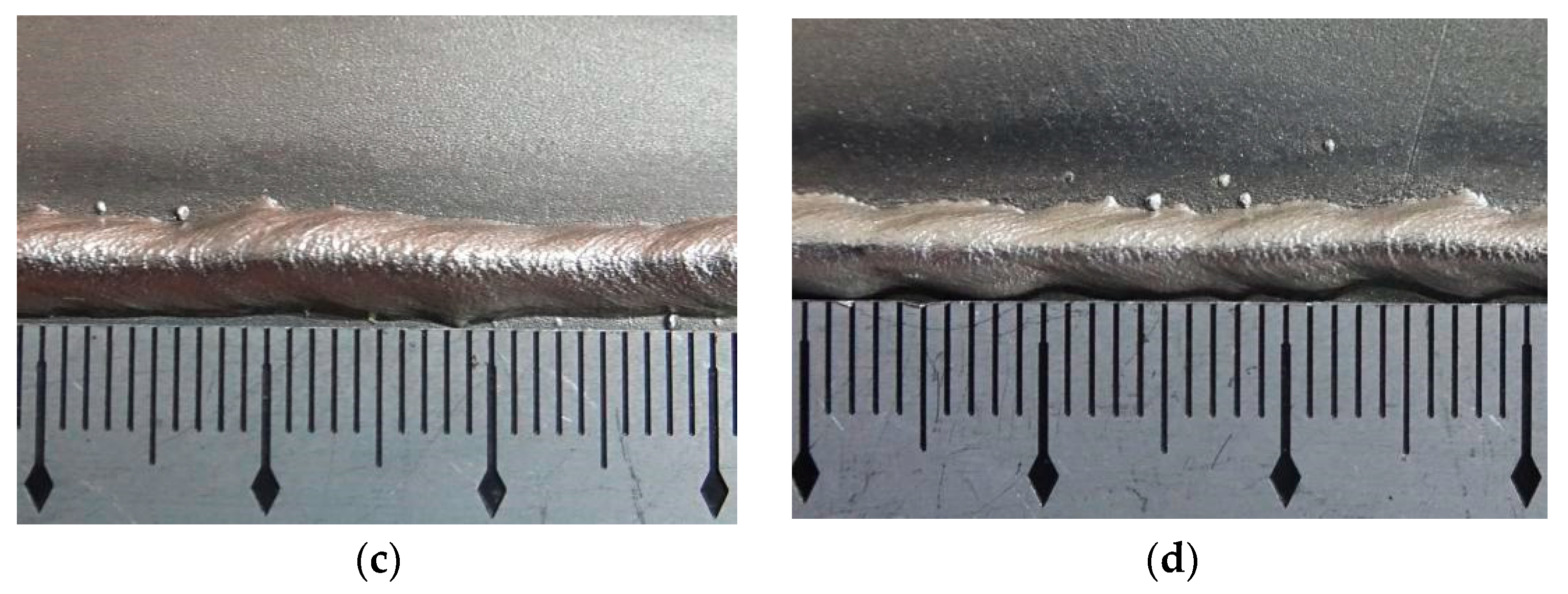
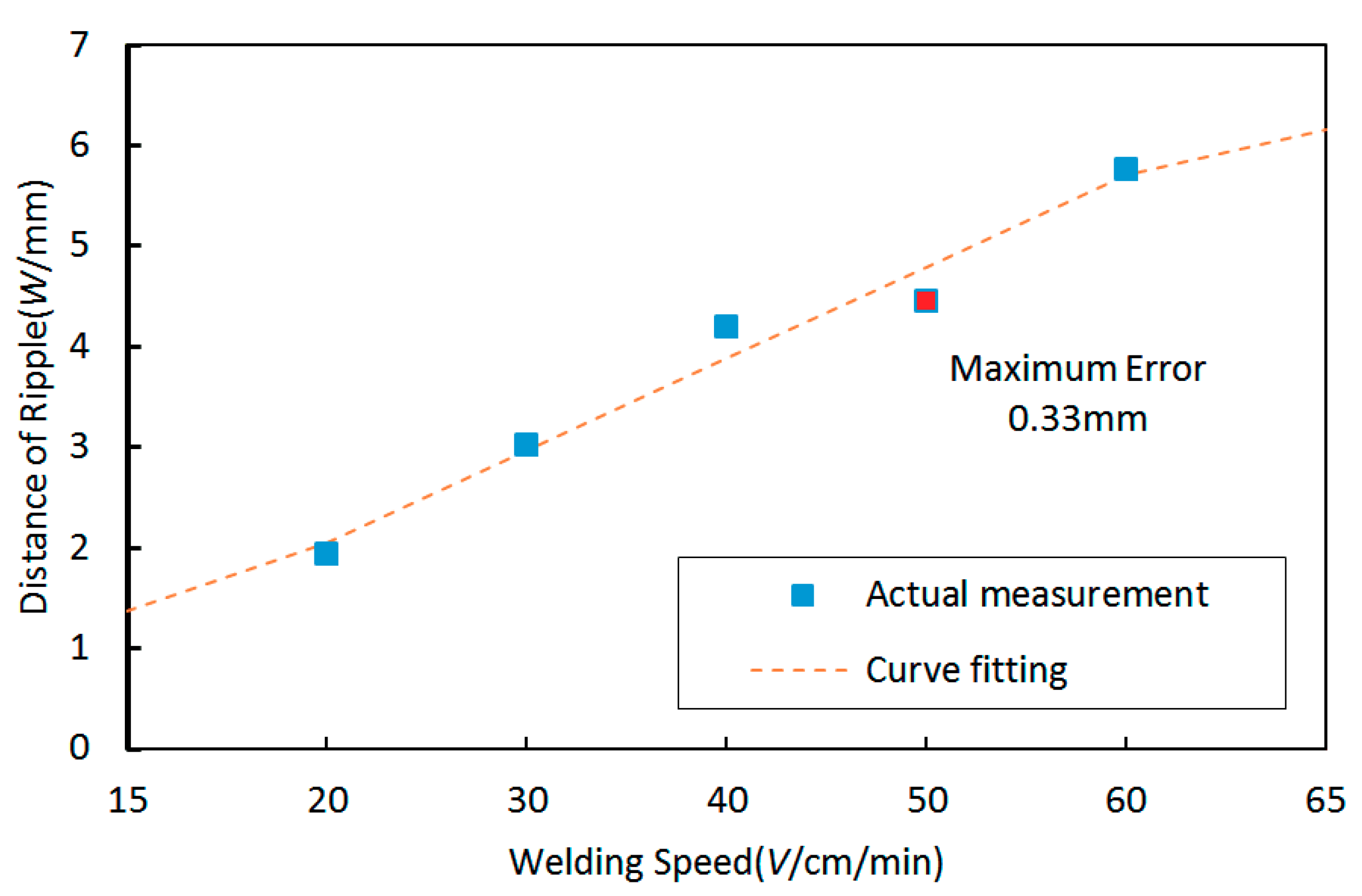
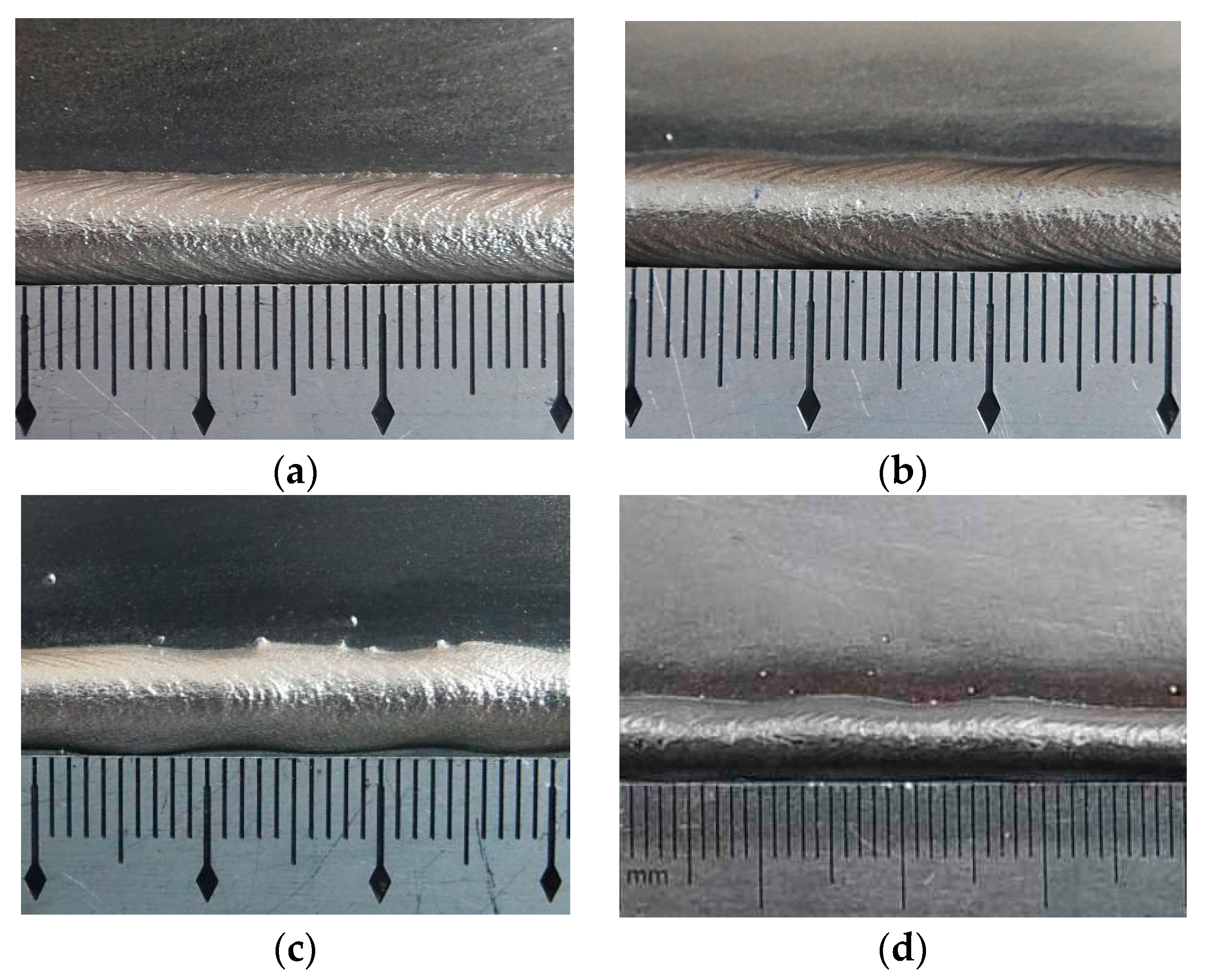
Under the circumstance of using reference experimental conditions of operational parameters, and changed one operational parameter, it can be noticed that the distances of ripples increased with increasing average current, welding speed, and twin pulse current change in percent, and decreased with increasing twin pulse frequency and twin pulse relation.
Curve fitting equation can be developed under each main operational parameter within their variation range and distance of ripples to predict the distance. The testifying experiments showed that the effect of each operational parameter on the distance of ripples were approximately linear. In addition, the errors of distances between curve fitting equations and measured values were below 10%.
For all of five selected operational parameters, according to the comparisons of variation ranges of the distances of ripples and corresponding standard deviations under five key operational parameters, the most influence on the distance of ripples was the welding speed, and the following was the twin pulse frequency. In addition, the effects of average current on the formation of weld bead was large, and on the distance of ripples was comparatively low. Moreover, the effects of twin pulse current change in percent and twin pulse relation on the distance of ripples were too low. According to the experimental observation and analyses, the ripples were compacted when the distances were between 2 mm and 3 mm, which can obtain satisfied welding process.
Though some important conclusions have been obtained in this work, further works are required in the future to study the effects of multi-parameter on the ripples, especially the interactive influences of the welding speed, two current pulses in TPP and TBP, and welding current on the formation and characteristics of ripples.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}