Evolution and Strengthening Effects of the Heat-Resistant Phases in Al–Si Piston Alloys with Different Fe/Ni Ratios


Abstract

1. Introduction
2. Materials and Methods
3. Results and Discussion
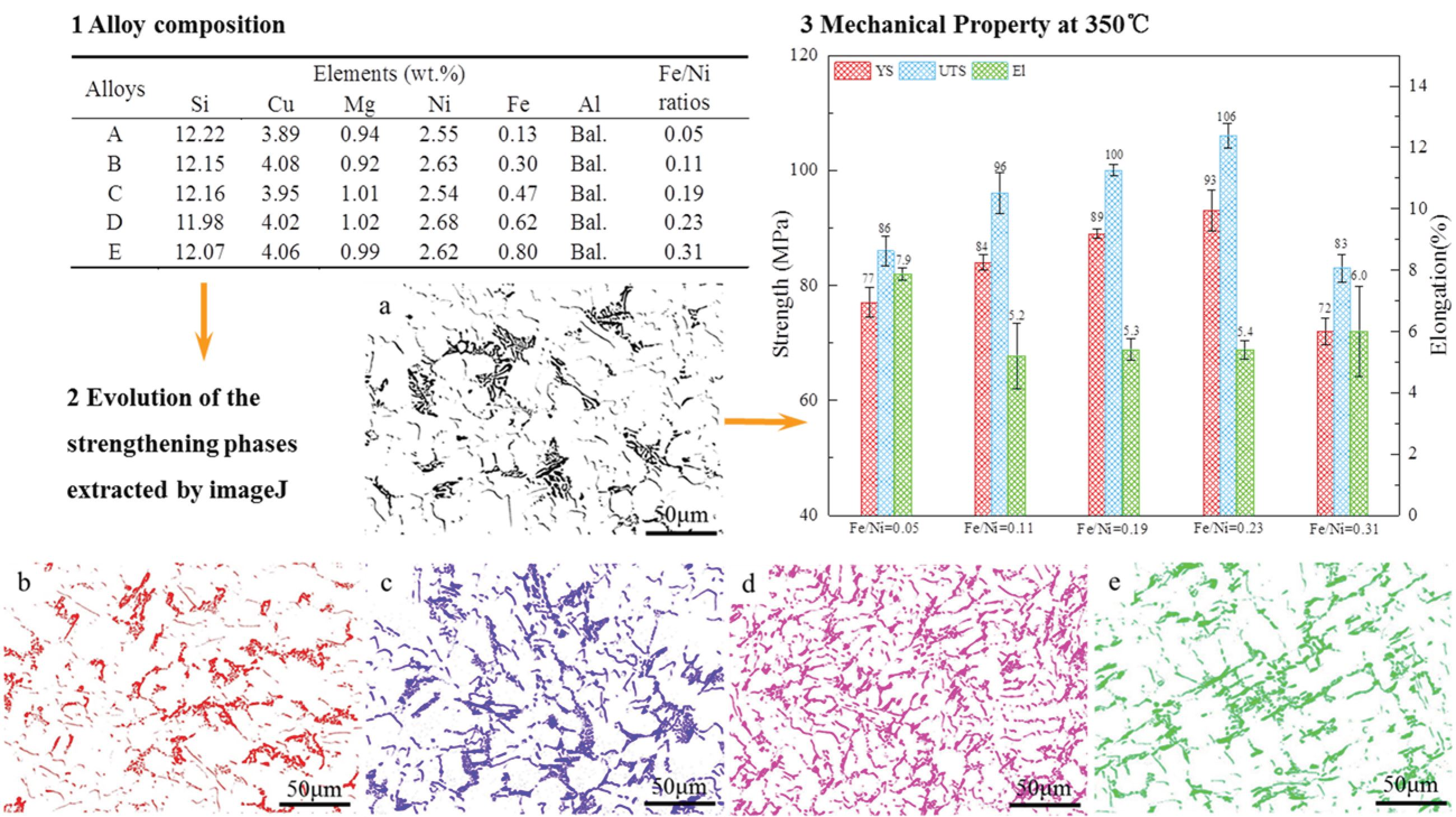
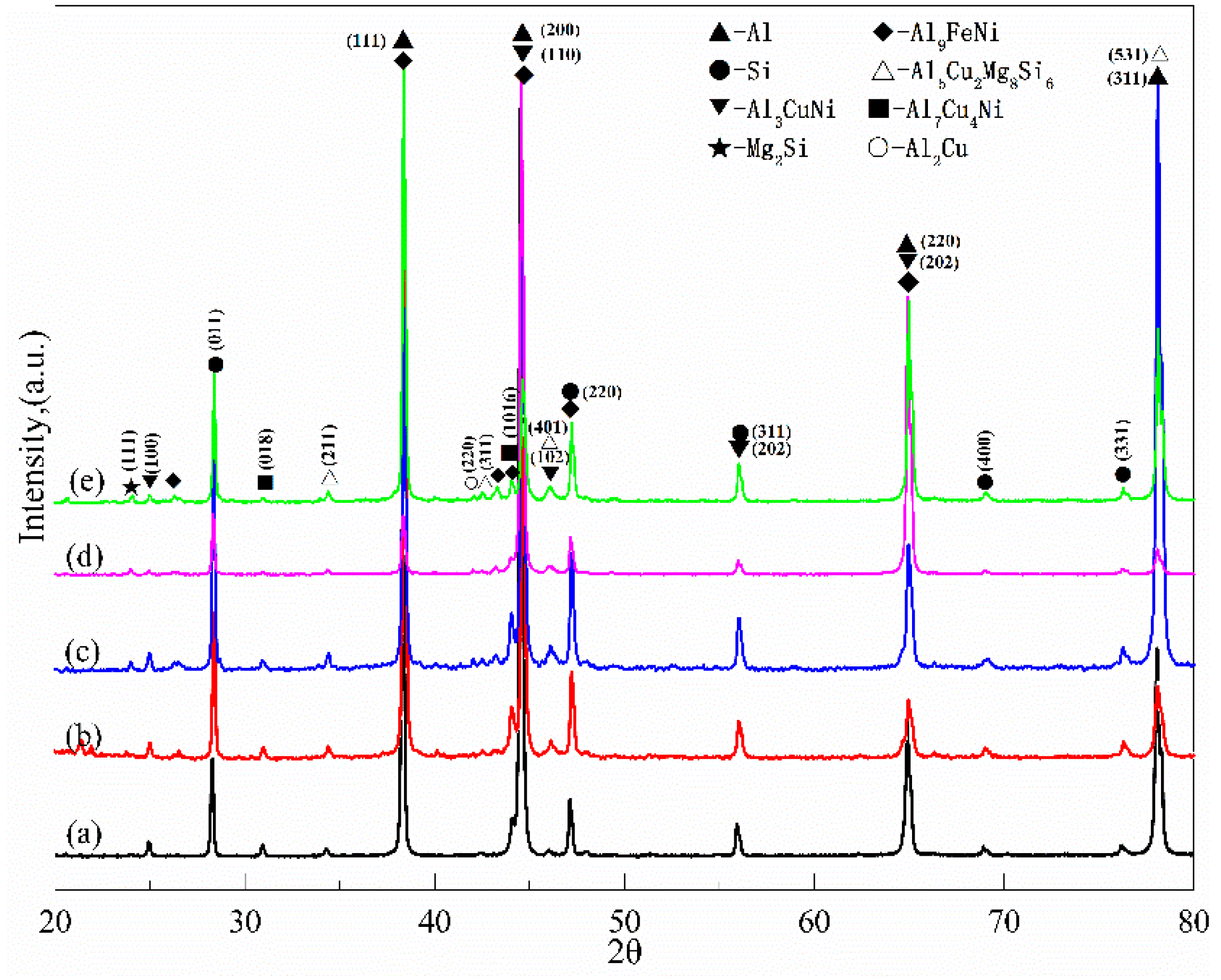
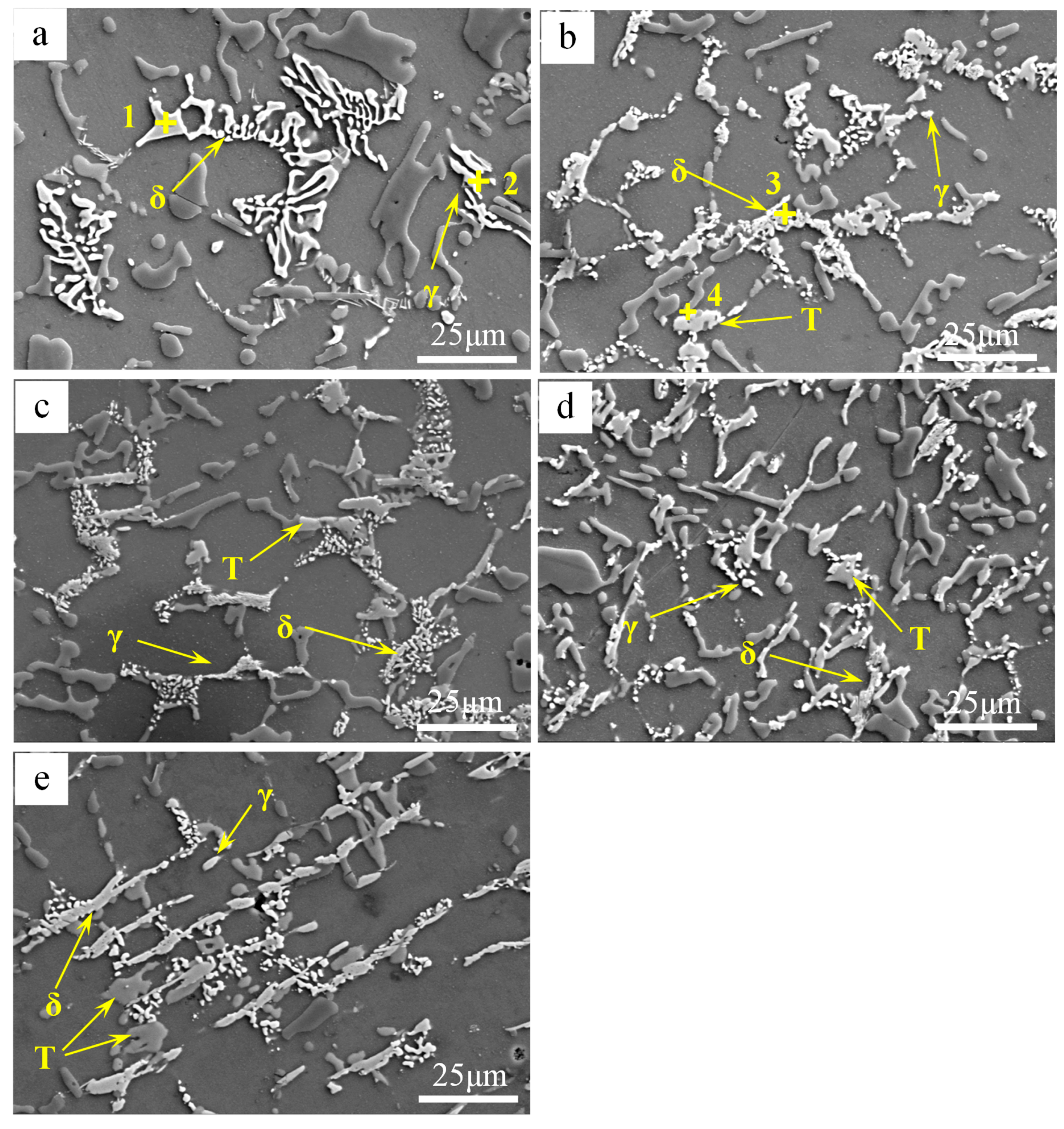
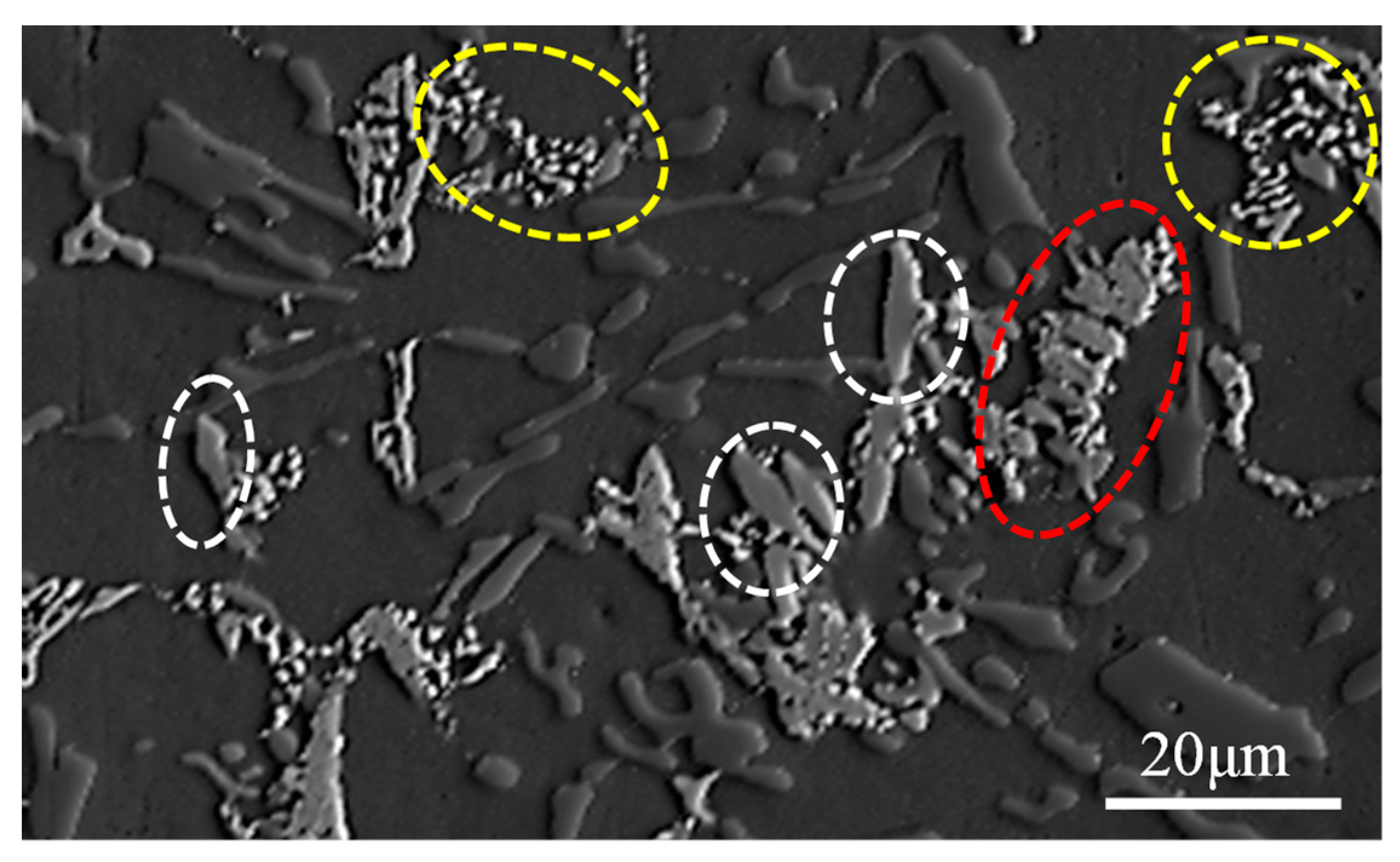
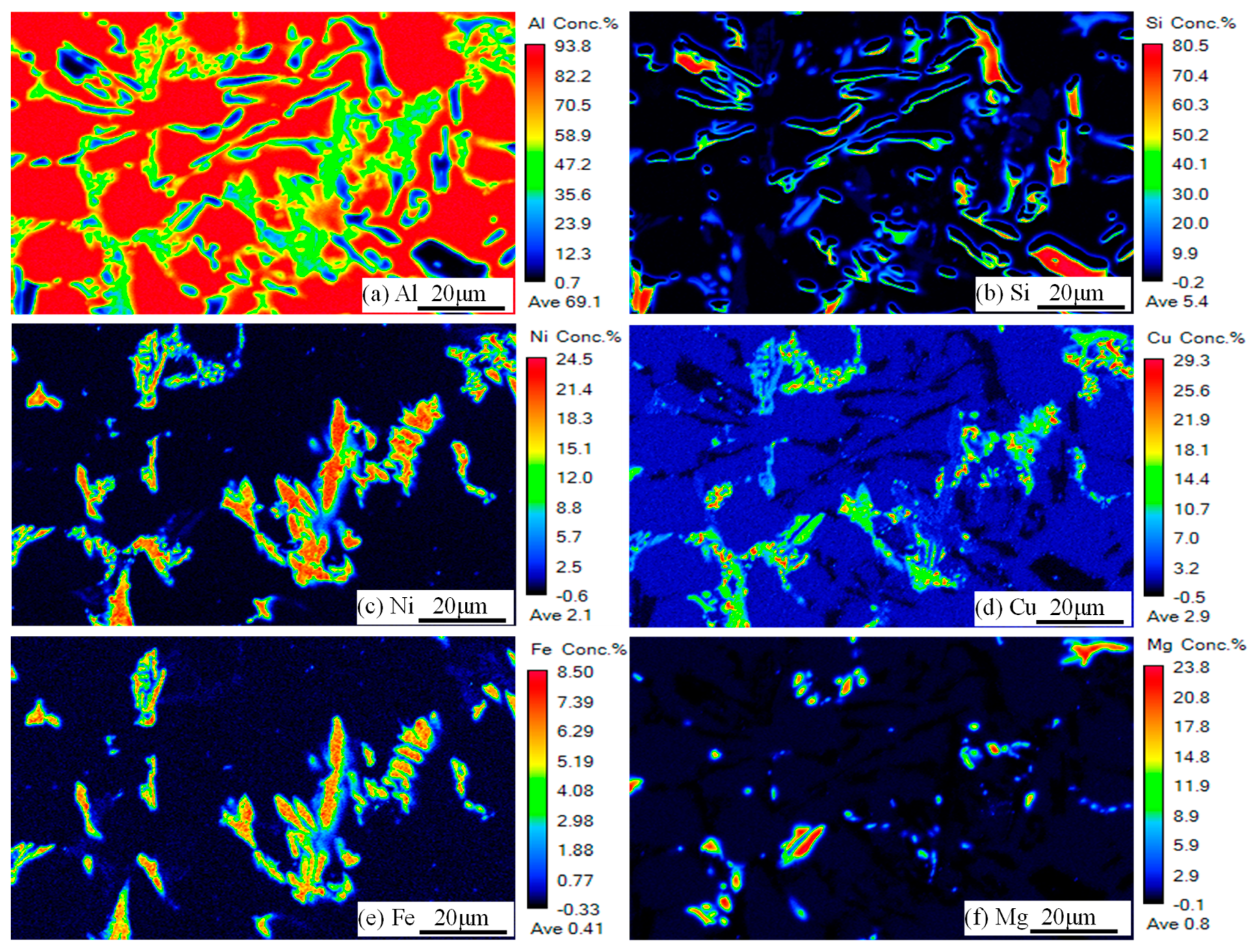
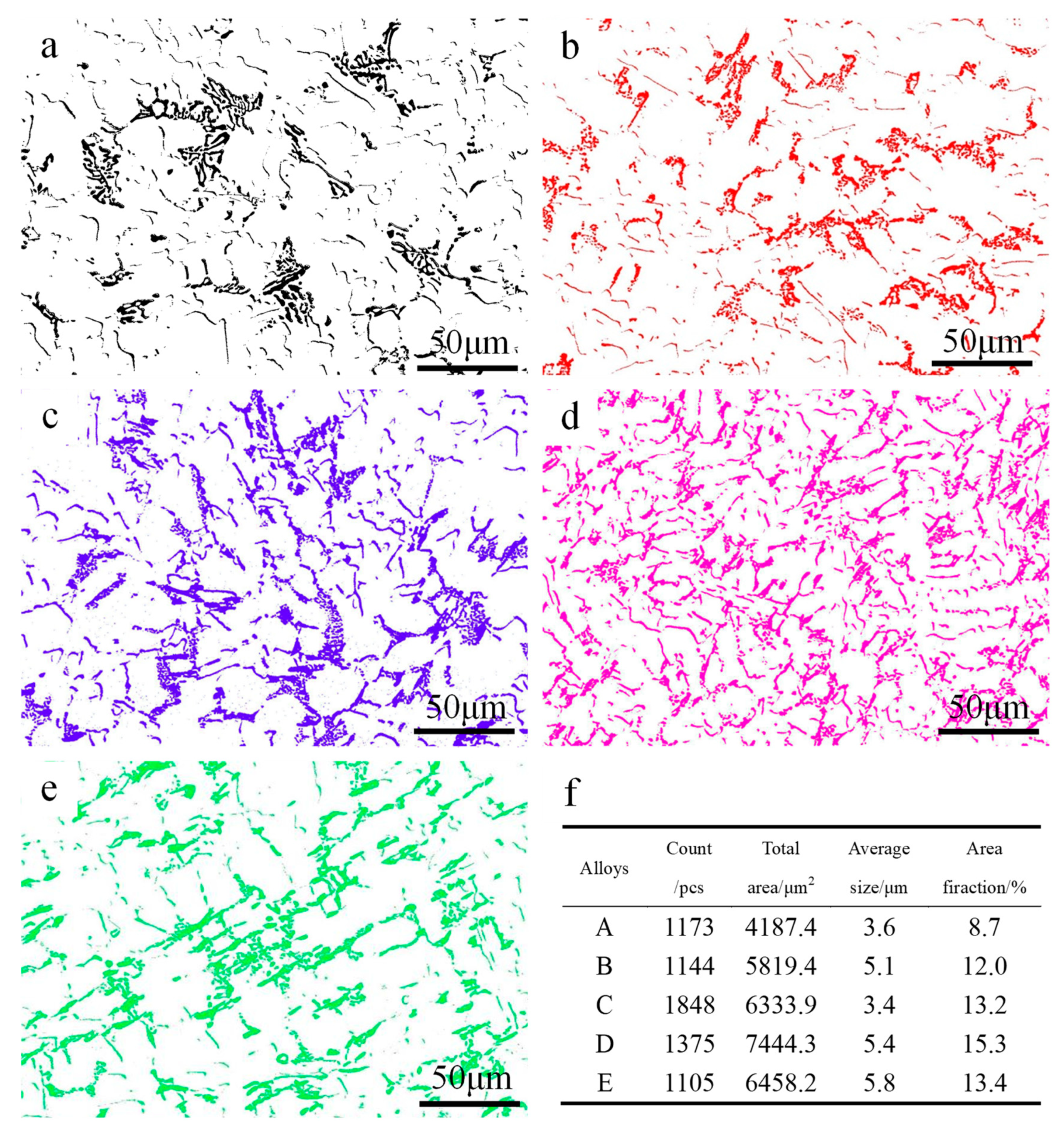
3.1. Identification and Evolution of the Heat-Resistant Phases
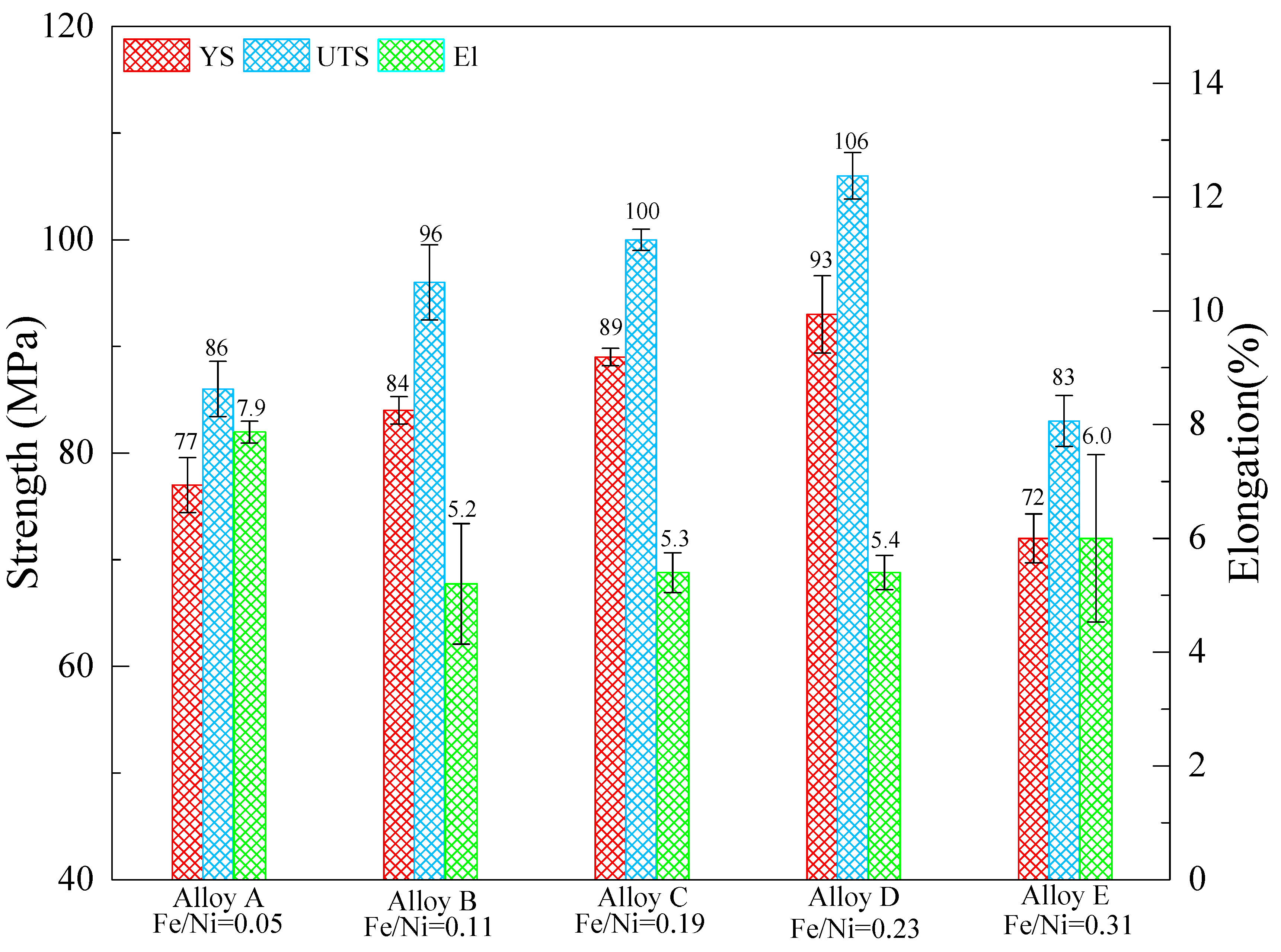
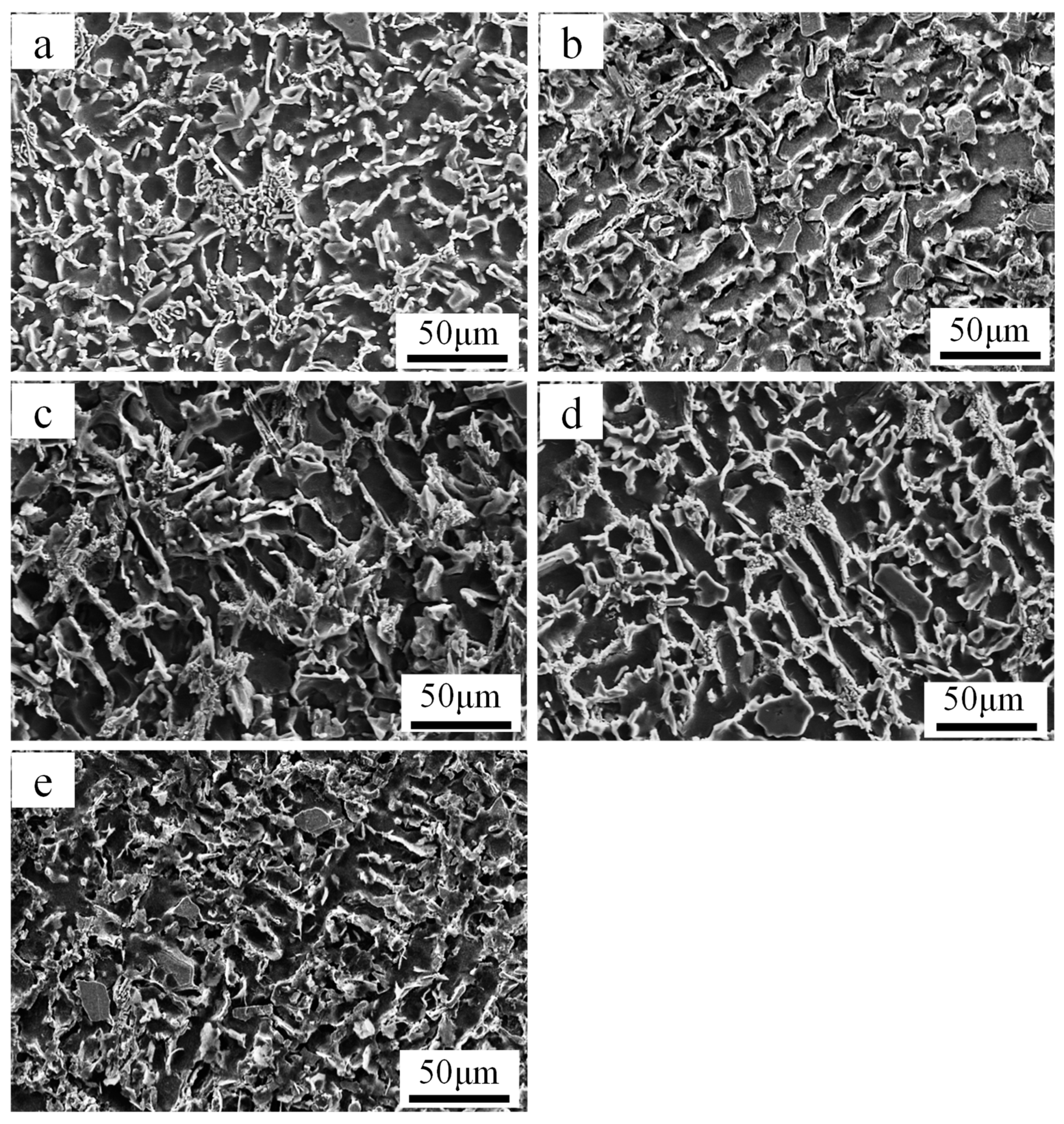
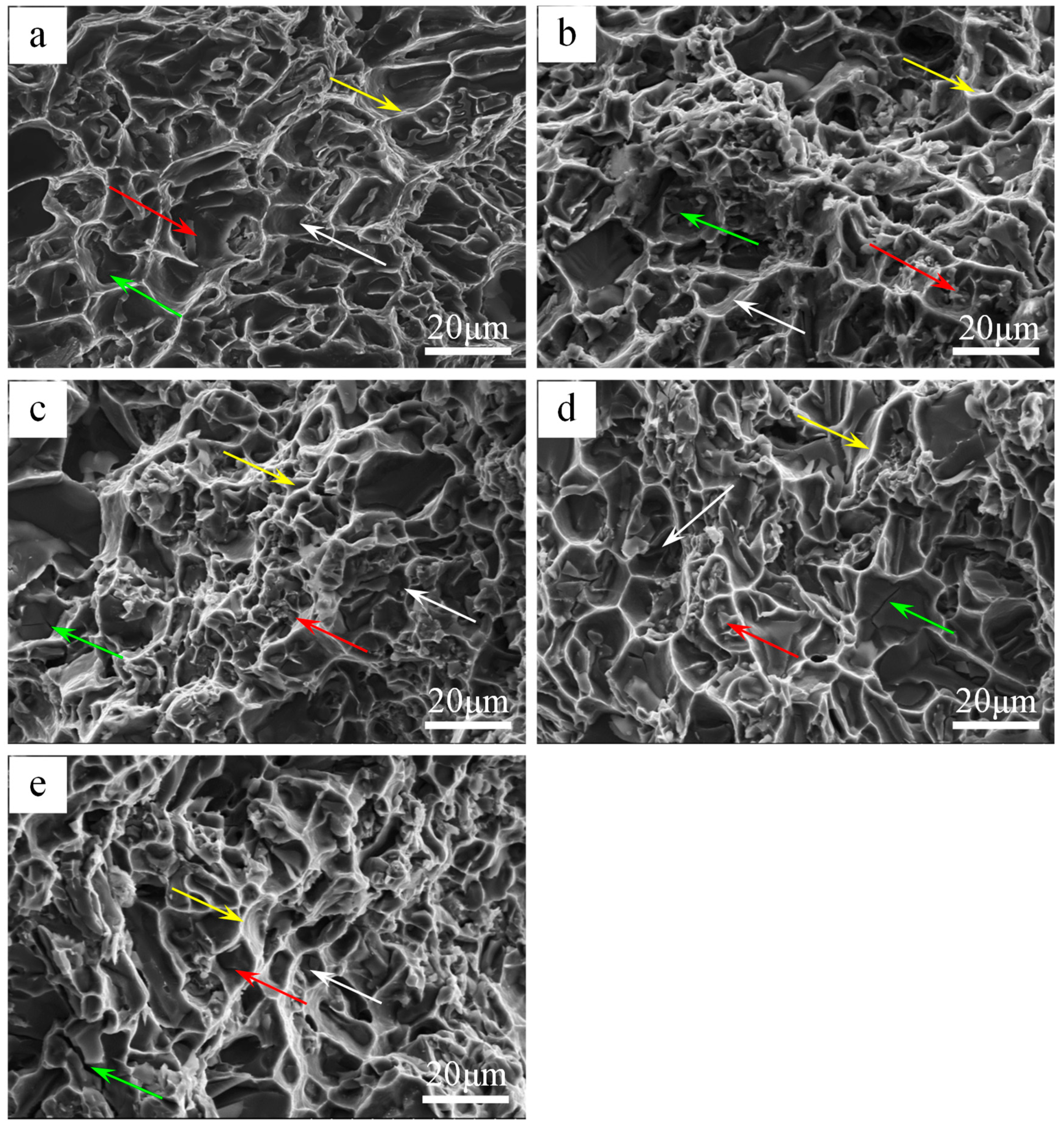
3.2. Elevated Temperature Tensile Properties and Microstructure Analysis
4. Conclusions
- As the Fe/Ni ratio exceeds 0.05, the morphology of Al3CuNi changes from a skeleton-like to a strip-like morphology and the isolated distribution between the heat-resistant phases also disappears.
- In the case where the Fe/Ni ratio is 0.19, the T-Al9FeNi phase appears as an annular or semi-annular distribution with other heat-resistant phases.
- When the Fe/Ni ratio in the Al-12Si-4Cu-1Mg alloy is about 0.23, the heat-resistant phases exhibits a semi-reticular network distribution, and a significant improvement at high temperature strength can be obtained, the UTS at 350 °C reached 106 MPa, which is about 23.3% higher than the alloy with a Fe/Ni ratio of 0.05.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Asghar, Z.; Requena, G.; Kubel, F. The role of Ni and Fe aluminides on the elevated temperature strength of an AlSi12 alloy. Mater. Sci. Eng. A 2010, 527, 5691–5698. [Google Scholar] [CrossRef]
- Li, Y.G.; Yang, Y.; Wu, Y.Y.; Wei, Z.S.; Liu, X.F. Supportive strengthening role of Cr-rich phase on Al–Si multicomponent piston alloy at elevated temperature. Mater. Sci. Eng. A 2011, 528, 4427–4430. [Google Scholar] [CrossRef]
- Wang, E.R.; Hui, X.D.; Wang, S.S.; Zhao, Y.F.; Chen, G.L. Improved mechanical properties in cast Al–Si alloys by combined alloying of Fe and Cu. Mater. Sci. Eng. A 2010, 527, 7878–7884. [Google Scholar] [CrossRef]
- Hirsch, J. Aluminium in Innovative Light-Weight Car Design. Mater. Trans. 2011, 52, 818–824. [Google Scholar] [CrossRef]
- Hirsch, J.; Al-Samman, T. Superior light metals by texture engineering: Optimized aluminum and magnesium alloys for automotive applications. Acta Mater. 2013, 61, 818–843. [Google Scholar] [CrossRef]
- Li, G.J.; Liao, H.C.; Suo, X.J.; Tang, Y.Y.; Dixit, U.S.; Petrov, P. Cr-induced morphology change of primary Mn-rich phase in Al-Si-Cu-Mn heat resistant aluminum alloys and its contribution to high temperature strength. Mater. Sci. Eng. A 2018, 709, 90–96. [Google Scholar] [CrossRef]
- Qian, Z.; Liu, X.F.; Zhao, D.G.; Zhang, G.H. Effects of trace Mn addition on the elevated temperature tensile strength and microstructure of a low-iron Al–Si piston alloy. Mater. Lett. 2008, 62, 2146–2149. [Google Scholar] [CrossRef]
- Li, Y.G.; Yang, Y.; Wu, Y.Y.; Wang, L.Y.; Liu, X.F. Quantitative comparison of three Ni-containing phases to the elevated-temperature properties of Al–Si piston alloys. Mater. Sci. Eng. A 2010, 527, 7132–7137. [Google Scholar] [CrossRef]
- Yang, Y.; Yu, K.L.; Li, Y.G.; Zhao, D.G.; Liu, X.F. Evolution of nickel-rich phases in Al-Si-Cu-Ni-Mg piston alloys with different Cu additions. Mater. Des. 2012, 33, 220–225. [Google Scholar] [CrossRef]
- Feng, J.; Ye, B.; Zuo, L.J.; Qi, R.J.; Wang, Q.D.; Jiang, H.Y.; Huang, R.; Ding, W.J. Effects of Ni content on low cycle fatigue and mechanical properties of Al-12Si-0.9Cu-0.8Mg-xNi at 350 degC. Mater. Sci. Eng. A 2017, 706, 27–37. [Google Scholar] [CrossRef]
- Shaha, S.K.; Czerwinski, F.; Kasprzak, W.; Friedman, J.; Chen, D.L. Ageing characteristics and high-temperature tensile properties of Al-Si-Cu-Mg alloys with micro-additions of Mo and Mn. Mater. Sci. Eng. A 2017, 684, 726–736. [Google Scholar] [CrossRef]
- Abouei, V.; Saghafian, H.; Shabestari, S.G.; Zarghami, M. Effect of Fe-rich intermetallics on the wear behavior of eutectic Al-Si piston alloy (LM13). Mater. Des. 2010, 31, 3518–3524. [Google Scholar] [CrossRef]
- Warmuzek, M. Chemical composition of the Ni-containing intermetallic phases in the multicomponent Al alloys. J. Alloys Compd. 2014, 604, 245–252. [Google Scholar] [CrossRef]
- Zhao, Y.; Du, W.; Koe, B.; Connolley, T.; Irvine, S.; Allan, P.K.; Schlepütz, C.M.; Zhang, W.; Wang, F.; Eskin, D.G.; et al. 3D characterisation of the Fe-rich intermetallic phases in recycled Al alloys by synchrotron X-ray microtomography and skeletonisation. Scr. Mater. 2018, 146, 321–326. [Google Scholar] [CrossRef]
- Bugelnig, K.; Sket, F.; Germann, H.; Steffens, T.; Koos, R.; Wilde, F.; Boller, E.; Requena, G. Influence of 3D connectivity of rigid phases on damage evolution during tensile deformation of an AlSi12Cu4Ni2 piston alloy. Mater. Sci. Eng. A 2018, 709, 193–202. [Google Scholar] [CrossRef]
- Yang, H.L.; Ji, S.X.; Fan, Z.Y. Effect of heat treatment and Fe content on the microstructure and mechanical properties of die-cast Al-Si-Cu alloys. Mater. Des. 2015, 85, 823–832. [Google Scholar] [CrossRef]
- Couture, A. Iron in aluminum casting alloys-a literature survey. Int. J. Cast. Met. Res. 1981, 6, 9–17. [Google Scholar]
- Sha, M.; Wu, S.S.; Wang, X.T.; Wan, L. Effects of Co addition on Fe-bearing intermetallic compounds and mechanical properties of AlSi20Cu2Ni1Fe0.7-1 alloys. J. Alloys Compd. 2013, 551, 468–474. [Google Scholar] [CrossRef]
- Yang, Y.Y.; Zhong, S.Y.; Chen, Z.; Wang, M.L.; Ma, N.H.; Wang, H.W. Effect of Cr content and heat-treatment on the high temperature strength of eutectic Al-Si alloys. J. Alloys Compd. 2015, 647, 63–69. [Google Scholar] [CrossRef]
- Asghar, Z.; Requena, G.; Degischer, H.P.; Cloetens, P. Three-dimensional study of Ni aluminides in an AlSi12 alloy by means of light optical and synchrotron microtomography. Acta Mater. 2009, 57, 4125–4132. [Google Scholar] [CrossRef]
- Belov, N.A.; Eskin, D.G.; Avxentieva, N.N. Constituent phase diagrams of the Al-Cu-Fe-Mg-Ni-Si system and their application to the analysis of aluminium piston alloys. Acta Mater. 2005, 53, 4709–4722. [Google Scholar] [CrossRef]
- Asghar, Z.; Requena, G.; Boller, E. Three-dimensional rigid multiphase networks providing high-temperature strength to cast AlSi10Cu5Ni1-2 piston alloys. Acta Mater. 2011, 59, 6420–6432. [Google Scholar] [CrossRef] [PubMed]
- Mbuya, T.O. Analysis of Microstructure and Fatigue Micromechanism in Cast Aluminum Piston Alloys. Ph.D. Thesis, University of Southampton, Southampton, UK, December 2011. [Google Scholar]
- Chen, C.L.; Thomson, R.C. The combined use of EBSD and EDX analyses for the identification of complex intermetallic phases in multicomponent Al–Si piston alloys. J. Alloys Compd. 2010, 490, 293–300. [Google Scholar] [CrossRef]
- Farkoosh, A.R.; Javidani, M.; Hoseini, M.; Larouche, D.; Pekguleryuz, M. Phase formation in as-solidified and heat-treated Al-Si-Cu-Mg-Ni alloys: Thermodynamic assessment and experimental investigation for alloy design. J. Alloys Compd. 2013, 551, 596–606. [Google Scholar] [CrossRef]
- Sun, Y.L.; Li, C.; Liu, Y.C.; Yu, L.M.; Li, H.J. Intermetallic phase evolution and strengthening effect in Al–Mg2Si alloys with different Cu/Ni ratios. Mater. Lett. 2018, 215, 254–258. [Google Scholar] [CrossRef]
- Lasagni, F.; Lasagni, A.; Marks, E.; Holzapfel, C.; Mücklich, F.; Degischer, H.P. Three-dimensional characterization of ‘as-cast’ and solution-treated AlSi12(Sr) alloys by high-resolution FIB tomography. Acta Mater. 2007, 55, 3875–3882. [Google Scholar] [CrossRef]
- Tourret, D.; Karma, A. Three-dimensional dendritic needle network model for alloy solidification. Acta Mater. 2016, 120, 240–254. [Google Scholar] [CrossRef]
- Çadırlı, E.; Büyük, U.; Engin, S.; Kaya, H. Effect of silicon content on microstructure, mechanical and electrical properties of the directionally solidified Al–based quaternary alloys. J. Alloys Compd. 2017, 694, 471–479. [Google Scholar]
- Costa, T.A.; Dias, M.; Gomes, L.G.; Rocha, O.L.; Garcia, A. Effect of solution time in T6 heat treatment on microstructure and hardness of a directionally solidified Al–Si–Cu alloy. J. Alloys Compd. 2016, 683, 485–494. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Elements (wt.%) | Fe/Ni Ratios | UTS 350 °C (MPa) | |||||
|---|---|---|---|---|---|---|---|---|
| Si | Cu | Mg | Ni | Fe | Al | |||
| A | 12.22 | 3.89 | 0.94 | 2.55 | 0.13 | Bal. | 0.05 | 86 |
| B | 12.15 | 4.08 | 0.92 | 2.63 | 0.30 | Bal. | 0.11 | 96 |
| C | 12.16 | 3.95 | 1.01 | 2.54 | 0.47 | Bal. | 0.19 | 100 |
| D | 11.98 | 4.02 | 1.02 | 2.68 | 0.62 | Bal. | 0.23 | 106 |
| E | 12.07 | 4.06 | 0.99 | 2.62 | 0.80 | Bal. | 0.31 | 83 |
| Spectrum | Al | Si | Cu | Ni | Fe | Identified Compounds |
|---|---|---|---|---|---|---|
| 1 | 59.9 | - | 20.5 | 19.6 | - | Al3CuNi |
| 2 | 59.6 | - | 26.7 | 13.7 | - | Al7Cu4Ni |
| 3 | 67.3 | 5.5 | 12.1 | 12.3 | 2.8 | Al3CuNi |
| 4 | 81.0 | 1.8 | - | 12.6 | 4.6 | Al9FeNi |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meng, F.; Wu, Y.; Hu, K.; Li, Y.; Sun, Q.; Liu, X. Evolution and Strengthening Effects of the Heat-Resistant Phases in Al–Si Piston Alloys with Different Fe/Ni Ratios. Materials 2019, 12, 2506. https://doi.org/10.3390/ma12162506
Meng F, Wu Y, Hu K, Li Y, Sun Q, Liu X. Evolution and Strengthening Effects of the Heat-Resistant Phases in Al–Si Piston Alloys with Different Fe/Ni Ratios. Materials. 2019; 12(16):2506. https://doi.org/10.3390/ma12162506
Chicago/Turabian StyleMeng, Fanchao, Yuying Wu, Kaiqi Hu, Yang Li, Qianqian Sun, and Xiangfa Liu. 2019. "Evolution and Strengthening Effects of the Heat-Resistant Phases in Al–Si Piston Alloys with Different Fe/Ni Ratios" Materials 12, no. 16: 2506. https://doi.org/10.3390/ma12162506
APA StyleMeng, F., Wu, Y., Hu, K., Li, Y., Sun, Q., & Liu, X. (2019). Evolution and Strengthening Effects of the Heat-Resistant Phases in Al–Si Piston Alloys with Different Fe/Ni Ratios. Materials, 12(16), 2506. https://doi.org/10.3390/ma12162506